Область применения
Настоящее изобретение относится к абсорбирующим изделиям, таким как подгузники, имеющим улучшенные ножные манжеты, придающие изделию вид, близкий к виду предмета одежды. Предлагаемое абсорбирующее изделие имеет улучшенные функциональные свойства и лучшую наглядность при использовании.
Уровень техники
Хорошо известно, что абсорбирующие изделия, например подгузники с обычным ленточным скреплением, удобны и полезны тем, что они могут принимать и хранить мочу и/или прочие выделения организма. Чтобы изделие эффективно удерживало выделения организма, оно должно плотно сидеть вокруг талии и ног пользователя. Как известно, абсорбирующие изделия имеют базовую часть, содержащую верхний лист, тыльный лист и абсорбирующую сердцевину.
В применяемых в настоящее время конструкциях подгузников часто используются внутренняя барьерная ножная манжета, предназначенная для предотвращения вытекания текучих выделений организма, и наружная ножная манжета, служащая покрытием внутренней ножной манжеты, уменьшающая видимость текучих выделений организма через внутреннюю манжету и обеспечивающая вторичное средство защиты от протекания текучих выделений организма на случай, если они все-таки пройдут через внутреннюю барьерную ножную манжету. Внутренняя барьерная ножная манжета может быть изготовлена с использованием гидрофобного нетканого материала и может быть расположена на обращенной к телу поверхности абсорбирующего изделия или связана с обращенной к телу поверхностью пленочного слоя тыльного листа. Внутренняя барьерная ножная манжета может быть слоем, в сущности непроницаемым для жидкости, предотвращающим прохождение текучих выделений организма через боковые стороны изделия, и может быть также в высокой степени дышащим и позволяющим атмосферному воздуху достигать кожи и поддерживать степень увлажнения кожи на здоровом уровне. Во многих подгузниках, выпускаемых в настоящее время, наружная ножная манжета содержит слой из полимерной пленки тыльного листа, обеспечивая высокую степень непрозрачности, требующуюся для закрытия внутренней ножной манжеты и для предотвращения прохождения расплавленного адгезива через манжету на сторону изделия, обращенную к одежде, во время изготовления изделия. Наружная ножная манжета содержит наружные ножные эластичные нити, которые вырабатывают стягивающие усилия и формируют сборки, и которые могут быть расположены между материалом манжеты и материалом тыльного листа. Эластичные нити ножных манжет, как правило, в процессе изготовления изделия присоединяют к прочим компонентам с помощью расплавленного адгезива, и при этом расплавленный адгезив потенциально может пройти через нетканые материалы, что может вызвать загрязнение производственных линий, а также липкость наружной стороны изделия. Для предотвращения данных проблем, как правило, используется полимерная пленка, в результате чего, однако, изделие имеет вид пластмассового, а процесс его надевания становится шумным.
Из-за наличия технологически допустимых погрешностей при резке, протяжке и соединении материалов друг с другом, наружные ножные эластичные нити, как правило, располагают внутри изделия по отношению к продольному краю изделия в промежностной области изделия. Это предотвращает ненамеренный порез эластичных нитей или выход их наружу изделия в процессе изготовления изделия. С другой стороны, при такой конструкции самая наружная часть продольного края изделия не будет постоянно находиться в плотном контакте с кожей пользователя при ношении изделия. Поэтому, чем больше расстояние от самой наружной нити до края изделия, тем хуже эластичные нити обеспечивают прилегание края изделия к коже. При этом образуются большие сборки, прилегающие к коже пользователя на большом расстоянии от нее, или вовсе не прилегающие. Данный эффект может вызвать у пользователя опасения, что изделие может протекать в местах, в которых продольный край не находится в полном контакте с кожей носящего. Кроме того, многие выпускаемые в настоящее время изделия содержат две или три эластичные нити наружных ножных манжет, формирующие сборки, из-за чего не удается достичь удовлетворительного внешнего вида широкой и хорошо отделанной ножной манжеты, близкого к виду манжеты на предмете одежды, подобного виду эластифицированной окаймованной манжеты на рукаве свитера. Если эластичные нити расположены слишком близко друг к другу, эластифицированная зона имеет слишком малое поперечное сечение, в результате чего край изделия имеет менее законченный вид, не соответствующий виду предмета одежды, и является менее комфортным. Если эластичные нити расположены далеко друг от друга, могут появиться складки, далеко отстоящие от кожи пользователя, из-за чего у пользователя может появиться опасение возможной утечки. Как упоминалось выше, это вызвано тем, что при большом расстоянии между нитями нити перестают управлять положением складок между ними, и прилегание становится хуже.
Поэтому существует потребность в конструкции подвернутой наружной ножной манжеты, имеющей отделанные края с эластичными нитями, расположенными близко к краю, чтобы можно было обеспечить лучшую посадку изделия, эстетически более привлекательный внешний вид, соответствующий внешнему виду предмета одежды, и лучшую защиту от протекания текучих выделений организма. Существует также потребность в конструкции подвернутой наружной ножной манжеты изделия, не содержащей полимерной пленки в эластифицированной области и тем не менее, предотвращающей проникновение через нее текучих выделений организма и расплавленного адгезива.
Сущность изобретения
Настоящее изобретение относится к одноразовому абсорбирующему изделию, содержащему первую поясную область, вторую поясную область, промежностную область, расположенную между первой и второй поясными областями, первый поясной край, второй поясной край, первый продольный край и второй продольный край. Абсорбирующее изделие содержит верхний лист, тыльный лист и абсорбирующую сердцевину, расположенную между верхним листом и тыльным листом, и уплотнительную систему для ноги. Уплотнительная система для ноги может содержать материалы из одного или более полотен.
Уплотнительная система для ноги может содержать как внутреннюю манжету, так и наружную манжету. Внутренняя манжета уплотнительной системы для ноги может содержать подвернутый край внутренней манжеты и край материала внутренней манжеты. Наружная манжета может содержать подвернутый край наружной манжеты и край материала наружной манжеты, при этом используемое полотно может быть подвернуто в латеральном направлении вовнутрь, в результате чего образуется подвернутый край наружной манжеты, и подвернуто в латеральном направлении наружу, в результате чего образуется край материала внутренней манжеты. Уплотнительная система для ног может быть протяженной от первого поясного края до второго поясного края, и может быть присоединена в промежностной области изделия к верхнему листу и/или тыльному листу, или к другим слоям, между подвернутым краем внутренней манжеты и подвернутым краем наружной манжеты. В одном из воплощений материал подвернутой наружной ножной манжеты не содержит полимерной пленки. В одном из воплощений полотно подвернутой наружной ножной манжеты содержит материал из нановолокон.
Краткое описание чертежей
Фиг. 1. Вид подгузника в плоском состоянии.
Фиг. 2. Схематическое сечение подвернутой наружной ножной манжеты, которая может использоваться в одном из воплощений настоящего изобретения.
Фиг. 3. Схематическое сечение подвернутой наружной ножной манжеты, которая может использоваться еще в одном воплощении настоящего изобретения.
Фиг. 4. Схематическое сечение одного из воплощений подгузника.
Фиг. 5. Схематическое сечение абсорбирующей сердцевины, которая может использоваться в одном из воплощений настоящего изобретения.
Фиг. 6. Схематическое сечение абсорбирующей сердцевины, которая может использоваться еще в одном воплощении настоящего изобретения.
Фиг. 7. Схематическое сечение абсорбирующей сердцевины, которая может использоваться еще в одном воплощении настоящего изобретения.
Фиг. 8А-8Т. Схематические сечения подвернутой наружной ножной манжеты, которая может использоваться в различных воплощениях настоящего изобретения.
Подробное описание изобретения
В контексте настоящего описания приведенные ниже термины имеют следующее значение:
Термин "одноразовый," употребляемый по отношению к абсорбирующим изделиям, означает, что такие абсорбирующие изделия в целом не предназначены для стирки, иного восстановления или повторного использования как абсорбирующих изделий (то есть подразумевается, что такие изделия после первичного их использования должны быть выброшены, и, предпочтительно, переработаны, компостированы или удалены иным способом, дружественным по отношению к окружающей среде.
Термин "абсорбирующее изделие" означает устройства, которые поглощают и удерживают выделения организма, и в частности, означает устройства, которые надевают на тело носящего или в непосредственной близости к телу носящего для поглощения и удержания различных выделений организма. Примеры абсорбирующих изделий включают подгузники, обучающие трусики, натягиваемые трусики (то есть подгузники, имеющие сформированные при изготовлении проемы для талии и ног, как описано в патенте США 6120487), подгузники с возможностью многократного скрепления, подгузники-трусики, изделия для взрослых, страдающих недержанием мочи, основные части и вкладыши подгузников, изделия женской гигиены, например, прокладки на каждый день, абсорбирующие вставки и им подобные изделия.
"Проксимальный" и "дистальный" соответственно означают расположение элемента относительно близко и относительно далеко от продольной или латеральной центральных осей конструкции (например, проксимальный край протяженного в продольном направлении элемента расположен ближе к продольной центральной оси, чем дистальный край того же самого элемента относительно той же самой продольной центральной оси).
"Обращенный к телу" и "обращенный к одежде" означают относительное расположение элемента, поверхности элемента или группы элементов. "Обращенный к телу" означает, что элемент или поверхность расположены ближе к носящему изделие во время его ношения, чем некоторый другой элемент или поверхность. "Обращенный к одежде" означает, что элемент или поверхность расположены дальше от носящего изделие во время его ношения, чем некоторый другой элемент или поверхность (то есть, означают элемент или поверхность, проксимальные к одежде носящего, которую пользователь может носить поверх одноразового абсорбирующего изделия).
"Продольный" означает направление, протяженное от одного поясного края к противоположному поясному краю абсорбирующего изделия, в сущности перпендикулярно им, и в сущности параллельно направлению максимального линейного размера изделия. Направления в пределах 45° от продольного направления также считаются «продольными».
"Латеральный" означает направление, протяженное от одного продольного края до противоположного продольного края изделия, в целом под прямым углом к продольному направлению. Направления в пределах до 45° также считаются латеральными.
"Расположен" означает, что элемент находится в определенном месте или положении.
"Соединен" означает конфигурации, в которых один элемент соединен с другим элементом за счет их непосредственного скрепления друг с другом, и конфигурации, в которых один элемент косвенным образом соединен с другим элементом, за счет крепления первого элемента к одному или более промежуточным элементам, которые в свою очередь прикреплены ко второму элементу.
"Пленка" означает листовой материал, длина и ширина которого значительно превосходят его толщину. Пленки, как правило, имеют толщину не более 0,5 мм.
"Водопроницаемый" и "водонепроницаемый" характеризуют проницаемость материалов с точки зрения назначения одноразовых абсорбирующих изделий. А именно, термин "водопроницаемый" означает слой или слоистую структуру, имеющую поры, отверстия и/или сообщающиеся друг с другом полости, позволяющие воде (в жидком состояния), моче или искусственным заменителям мочи проходить через всю толщину данного слоя или данной структуры без приложения внешнего давления (за исключением давления сил, объективно существующих, например, силы тяжести). Слой или слоистая структура, которая в соответствии с настоящим определением является водонепроницаемой, может быть проницаемой для водяного пара, то есть может быть «паропроницаемой».
"Растяжимость" и соответственно "растяжимый" означают, что длина или ширина компонента могут быть увеличены по сравнению с его длиной или шириной в исходном состоянии.
"Эластифицированный" означает, что компонент содержит по меньшей мере часть, изготовленную из эластичного материала.
Термины "удлиняемый материал," "растяжимый материал" и "растягивающийся материал" используются, как взаимно заменяющие друг друга и означают материал, который после приложения к нему растягивающего усилия может растягиваться до длины, составляющей по меньшей мере примерно 110% его исходной длины (то есть может растягиваться не менее, чем на 10% исходной длины) без наступления разрыва, и после снятия приложенного к нему растягивающего усилия практически не возвращается к исходному размеру, а именно, уменьшение размера составляет менее, чем примерно 20% от удлинения, и при этом не наступает разрушения или разрыва материала, при измерении по методу EDANA 20.2-89. Если после снятия растягивающего усилия сокращение растяжимого материала составляет по меньшей мере 40% его удлинения до снятия растягивающего усилия, то такой удлиняемый материал считается "растяжимым" или "эластомерным". Так, например, эластичный материал, длина которого в исходном состоянии составляет 100 мм, может быть растянут по меньшей мере до длины 150 мм, и после снятия растягивающего усилия может сократиться до длины примерно 130 мм (испытывая при этом сокращение на 40%). Если сокращение материала после снятия растягивающего усилия составляет менее, чем 40% его удлинения, то такой удлиняемый материал считается «в сущности неэластичным» или «в сущности неэластомерным). Так, например, неэластичный удлиняемый материал, исходная длина которого составляет 100 мм, может быть растянут по меньшей мере до длины 150 мм, и после снятия растягивающего усилия может сократиться до длины 145 мм (сокращение на 10% от величины растяжения).
"Эластомерный материал" означает материал, обладающий эластичными свойствами. Эластомерные материалы могут включать эластомерные пленки, сетки, нетканые полотна и прочие листовые материалы.
"Трусики" означают одноразовые абсорбирующие изделия, имеющие сформированные при изготовлении проем для талии и проемы для ног. Трусики могут быть надеты путем продевания ног носящего через проемы для ног и сдвига трусиков вдоль ног до положения вокруг нижней части корпуса носящего. Трусики также часто именуются «закрытыми подгузниками», «предварительно скрепленными подгузниками», «натягиваемыми подгузниками», «обучающими трусиками» и «подгузниками-трусиками».
В настоящем изобретении предлагается уплотнительная система для ноги, содержащая подвернутую наружную ножную манжету, имеющую чистовые подвернутые края, придающие изделию приятный эстетический вид, подобный виду нижнего белья. В одном из воплощений предлагаемая конструкция подвернутой наружной манжеты для ноги предотвращает проникновение и протекание адгезива без использования слоя полимерной пленки в эластифицированной области изделия. В одном из воплощений абсорбирующее изделие может содержать накладку, усиливающую прозрачность и механическую прочность, обеспечивающую прочность, необходимую для предотвращения чрезмерного растяжения абсорбирующего изделия при его надевании и ношении, и обеспечивающую непрозрачность по боковым сторонам и в областях, прилегающих к талии, в результате чего кожа пользователя не будет видна через изделие.
На фиг. 1 показан вид не ограничивающего воплощения абсорбирующего изделия 20 в плоском, не стянутом состоянии (то есть в отсутствии усилий, приложенных к нему со стороны эластичных элементов). Обращенная к одежде поверхность 120 абсорбирующего изделия 20 обращена к смотрящему на чертеж. Абсорбирующее изделие 20 включает продольную центральную линию 100 и латеральную центральную линию 110. Абсорбирующее изделие 20 может содержать базовую часть 22. Как показано на данном чертеже, абсорбирующее изделие 20 и его базовая часть 22 могут иметь первую поясную область 36, вторую поясную область 38, расположенную напротив первой поясной области 36, и промежностную область 37, расположенную между первой поясной областью 36 и второй поясной областью 38. Поясные области 36 и 38 содержат части абсорбирующего изделия 20, которые при ношении изделия окружают талию пользователя. Поясные области 36 и 38 могут содержать эластичные элементы, которые, собираясь вокруг талии пользователя, обеспечивают лучшую посадку изделия и его функцию емкости для выделений организма. Промежностная область 37 является той частью абсорбирующего изделия 20, которая при ношении абсорбирующего изделия 20 располагается между ногами пользователя.
Наружный периметр базовой части 22 образован продольными краями 12 и латеральными краями 14. Продольные края 12 включают передний продольный край 12а в первой поясной области 36 и задний продольный край 12b в задней поясной области 38. Базовая часть 22 может иметь противоположные продольные края 12, ориентированные в целом параллельно продольной центральной линии 100. Однако для лучшей посадки изделия продольные края 12 могут быть криволинейными или расположенными под углами к продольной оси, так что подгузник, расправленный до плоского состояния, может иметь форму песочных часов. Базовая часть 22 может иметь противоположные латеральные края 14, ориентированные в целом параллельно латеральной центральной линии 110.
Базовая часть 22 может содержать проницаемый для жидкости верхний лист 24, тыльный лист 26 и абсорбирующую сердцевину 28, расположенную между верхним листом 24 и тыльным листом 26. Абсорбирующая сердцевина 28 может иметь поверхность, обращенную к телу, и поверхность, обращенную к одежде. Верхний лист 24 может быть присоединен к абсорбирующей сердцевине 28 и/или тыльному листу 26. Тыльный лист 26 может быть присоединен к абсорбирующей сердцевине 28 и/или верхнему листу 24. При этом подразумевается также, что между абсорбирующей сердцевиной 28 и верхним листом 24 и/или тыльным листом 26 могут быть расположены и другие структуры, элементы или материалы. В некоторых воплощениях базовая часть 22 представляет собой основу конструкции абсорбирующего изделия 20, к которой могут быть прикреплены прочие элементы абсорбирующего изделия, которое будет таким образом иметь композитную структуру. И хотя известно множество конфигураций, в виде которых могут быть собраны друг с другом верхний лист 24, тыльный лист 26 и абсорбирующая сердцевина 28, наиболее предпочтительные конфигурации подгузника описаны в патентах США 3860003; 5151092; 5221274; 5554145; 5569234; 5580411 и 6004306.
Верхний лист 24 является частью абсорбирующего изделия 20, которая располагается по меньшей мере в частичном контакте или в непосредственной близости к телу пользователя. Верхний лист 24 может быть изготовлен из широкого разнообразия подходящих материалов, таких, как пористые пены, сетчатые пены, перфорированные полимерные пленки, тканые или нетканые полотна из натуральных волокон (например, древесина или хлопок), синтетических волокон (например, полиэфирных или полипропиленовых), или из сочетаний натуральных и синтетических волокон. Верхний лист 24, как правило, изготовлен из гибкого, мягкого на ощупь и не раздражающего кожу пользователя материала. Как правило, по меньшей мере часть верхнего листа 24 является проницаемой для жидкости и позволяет жидкости быстро проходить через всю толщину верхнего листа 24. Примером подходящего материала для верхнего листа 24 является материал производства ВВА Fiberweb (Брентвуд, штат Теннеси, США), номер по каталогу производителя 055SLPV09U.
Любая из частей верхнего листа 24 может быть покрыта лосьоном или иным средством для ухода за кожей из известных сведущим в данной области техники. Примеры подходящих лосьонов включают описанные в патентах США 5607760; 5609587; 5635191 и 5643588. Верхний лист 24 может быть полностью или частично эластифицирован, или может быть стянут, так, чтобы между верхним листом 24 и абсорбирующей сердцевиной 28 образовалось пустое пространство. Примеры конструкций, включающих эластифицированные или стянутые верхние листы, более подробно описаны в патентах США 4892536; 4990147; 5037416 и 5269775.
Абсорбирующая сердцевина 28 может содержать различные абсорбирующие материалы, традиционно используемые для изготовления подгузников и других абсорбирующих изделий. Примеры подходящих абсорбирующих материалов включают измельченную древесную пульпу (называемую обычно набивкой из крепированной целлюлозной ваты), полимеры из волокон, выдуваемых из расплава, включая со-формованные; целлюлозные волокна, с жесткостью, повышенной химическим путем, модифицированные или с перекрестными связями; ткани, включая тканевые скрутки и ламинаты; абсорбирующие пены; абсорбирующие губки; суперабсорбирующие полимеры; абсорбирующие гелеобразующие материалы или любые другие известные абсорбирующие материалы и их сочетания. В различных воплощениях по меньшей мере часть абсорбирующей сердцевины является в сущности не содержащей целлюлозы, и содержит менее, чем 10% целлюлозных волокон по весу, менее, чем 5% целлюлозных волокон, менее, чем 1% целлюлозных волокон, может содержать материально несущественное количество целлюлозных волокон или совсем не содержит целлюлозных волокон. При под «материально несущественным» количеством целлюлозного материала подразумевается количество целлюлозного материала, которое ощутимо не влияет по меньшей мере на одно из следующих свойств абсорбирующей сердцевины: ее толщину, гибкость и поглощающие свойства. Можно также ожидать, что если некоторая часть абсорбирующей сердцевины в сущности не содержит целлюлозы, то это дает дополнительные преимущества, например, меньшую толщину, большую гибкость и повышенную абсорбирующую емкость данной части абсорбирующей сердцевины, в сущности не содержащей целлюлозы. В частности, если некоторая часть абсорбирующей сердцевины в сущности не содержит целлюлозы, то она имеет значительно меньшую толщину и значительно большую гибкость, чем аналогичная часть абсорбирующей сердцевины, включающая целлюлозные волокна в количестве более, чем 10% по весу. Количество абсорбирующего материала, например, абсорбирующего полимерного материала в форме частиц, присутствующего в абсорбирующей сердцевине, может быть различным, и в различных воплощениях оно может составлять более, чем примерно 80% по весу от веса абсорбирующей сердцевины, или более, чем примерно 85% по весу от веса абсорбирующей сердцевины, или более, чем примерно 90% по весу от веса абсорбирующей сердцевины, или более, чем примерно 95% по весу от веса абсорбирующей сердцевины. Не ограничивающие примеры подходящих абсорбирующих сердцевин будут более подробно описаны ниже.
Примеры абсорбирующих конструкций, которые могут использоваться в качестве абсорбирующей сердцевины 28, описаны в патентах США 4610678; 4673402; 4834735; 4888231; 5137537; 5147345; 5342338; 5260345; 5387207; 5397316 и 5625222.
Тыльный лист 26 в целом расположен таким образом, что он может образовывать по меньшей мере часть обращенной к одежде поверхности 120 абсорбирующего изделия 20. Тыльный лист 26 может иметь конструкцию, которая препятствует загрязнению выделениями организма, поглощенными и удерживаемыми абсорбирующим изделием 20, предметов, которые могут вступать в контакт с абсорбирующим изделием 20, в частности, постельного белья и нижнего белья. В некоторых воплощениях тыльный лист 26 является в сущности водонепроницаемым. Подходящие материалы для изготовления тыльных листов включают, например, пленки производства Tredegar Industries Inc. (Тер-От, штат Индиана, США), предлагаемые под торговыми наименованиями Х15306, Х10962 и Х10964. Прочие подходящие материалы для тыльного листа могут включать «дышащие» материалы, которые позволяют испарениям выходить из абсорбирующего изделия 20, не пропуская при этом жидких выделений организма через тыльный лист 26. Примеры «дышащих» материалов включают такие материалы, как нетканые полотна и микропористые пленки, такие, как, например, производства Mitsui Toatsu Co. (Япония), предлагаемые под торговым наименованием ESPOIR N0 и производства EXXON Chemical Co. (Бэй-Сити, штат Техас), предлагаемые под торговым наименованием EXXAIRE. Подходящие «дышащие» композитные материалы, содержащие полимерные смеси, предлагаются Clopay Corporation (Цинциннати, Огайо) под торговым наименованием HYTREL, смесь Р18-3097. Такие «дышащие» композитные материалы подробно описаны в патентной заявке WO 95/16746 и в патенте США 5 865 823. Прочие подходящие «дышащие» тыльные листы, содержащие нетканые материалы и перфорированные формованные пленки, описаны в патенте США 5571096. Пример подходящего тыльного листа описан также в патенте США 6107537. Могут также использоваться и прочие подходящие материалы и/или технологии для изготовления тыльного листа 26, включая, но не ограничиваясь ими, поверхностную обработку, специальный подбор и обработку пленки, специальный подбор и обработку волокон и прочие.
Тыльный лист 26 может также содержать более, чем один слой. Тыльный лист 26 может содержать наружный покровный слой и внутренний слой. Наружный покровный слой может быть изготовлен из мягкого нетканого материала. Внутренний слой может быть изготовлен из в сущности водонепроницаемой пленки. Наружный покровный слой и внутренний слой могут быть скреплены друг с другом с помощью адгезива или иного подходящего материала, или иным подходящим способом. Особенно подходящим материалом для наружного покровного слоя является материал с номером по каталогу А18АН0 производства Corovin GmbH (Германия), а особо подходящим материалом для внутреннего слоя является материал с номером по каталогу PGBR4WPR производства RKW Gronau GmbH (Германия). Поскольку настоящее изобретение предусматривает самые различные конфигурации тыльного листа, сведущим в данной области техники будет, что понятно подобные изменения и модификации возможны без отхода от идеи и принципов настоящего изобретения.
Абсорбирующее изделие 20 может включать передние ушки 40 и/или задние ушки 42. Ушки 40, 42 могут быть растяжимыми, нерастяжимыми, эластичными или неэластичными. Ушки 40, 42 могут быть сформированы из нетканых полотен, тканых полотен, трикотажных тканей, полимерных и эластомерных пленок, перфорированных пленок, губок, пен, сеток, их сочетаний и ламинатов. В некоторых воплощениях ушки 40, 42 могут быть сформированы из растягивающегося ламината, например, из материала типа нетканое полотно/эластомерный материал или ламината нетканое полотно/эластомерный материал/нетканое полотно. Растягивающиеся ламинаты могут быть изготовлены любым способом из известных сведущим в данной области техники. Так, например, ушки 40, 42 могут быть сформированы из растягивающегося ламината, не имеющего натяжения, который включает по меньшей мере слой нетканого материала и эластомерный элемент. Эластомерный элемент прикрепляется к слою нетканого материала, находясь в ненатянутом или в сущности ненатянутом состоянии, и получаемый ламинат делается растяжимым (или растяжимым в увеличенном диапазоне) за счет специального процесса активации ламината, при котором слой нетканого материала удлиняется необратимо, а эластомерный элемент удлиняется временно. Слой нетканого материала может быть структурно целым по меньшей мере с частью базовой части 22, и в данном случае эластомерный элемент может прикрепляться к слою нетканого материала, после чего ламинат «нетканый материал/эластомерный элемент» может быть активирован. В качестве альтернативы, слой из нетканого материала может быть отдельным компонентом от базовой части, и в таком случае эластомерный элемент прикрепляется к нетканому слою для формирования ламината, который после этого прикрепляется к базовой части. Если один или более слоев боковой панели (ушка) изготавливаются отдельно, ламинат может быть активирован до или после их крепления к базовой части. Процесс активации без натяжения дополнительно описан в патентах США 5167897 и 5156793. Эластичное ушко может быть также активированным ламинатом, содержащим эластомерную пленку (например, производства Tredegar Corp - Ричмонд, штат Виргиния, США, номер по каталогу Х25007), расположенную между двумя неткаными слоями (например, производства ВВА Fiberweb (Брентвуд, штат Теннесси, США), номер по каталогу FPN332).
Ушки 40, 42 могут быть выполнены за единое целое или отдельно от базовой части. Ушко, выполняемое отдельно, впоследствии прикрепляют к базовой части 22. Ушко, выполненное за единое целое с базовой частью, представляет собой часть базовой части 22, выступающую в латеральном направлении наружу от продольного каря 12. Ушко, выполненное за единое целое, может быть выполнено за счет обрезки материала базовой части по форме таким образом, что она будет включать выступы в форме ушек.
Абсорбирующее изделие 20 может также включать систему 50 крепления. В застегнутом виде система 50 крепления связывает друг с другом первую поясную область 36 и вторую поясную область 38, в результате чего образуется окружность талии, охватывающая талию пользователя во время ношения абсорбирующего изделия 20. Система 50 крепления может включать элементы для застегивания, такие, как отрезки лент, компоненты «липучки», взаимно застегивающиеся выступы лент и пазы, пряжки, пуговицы, кнопки и/или гибридные соединители. Подходят и многие другие известные крепежные элементы. Некоторые подходящие системы крепления описаны в патентах США 3848594; 4662875; 4846815; 4894060; 4946527; 5151092 и 5221274. Подходящая система крепления из взаимно застегивающихся элементов описана в патенте США 6432098. Система 50 крепления может также включать средства для приведения изделия в положение, в котором его удобно выбрасывать, как описано в патенте США 4963140. Система 50 крепления может также включать первичную и вторичную системы крепления, как описано в патенте США 4699622. Система 50 крепления может иметь конструкцию, предотвращающую взаимное смещение перекрывающихся частей изделия для его лучшей посадки на тело, как описано в патентах США 5242436; 5499978; 5507736 и 5591152.
Абсорбирующее изделие 20 может включать уплотнительную систему 70 для ноги. На фиг. 2 и 3 схематически показаны сечения подходящих уплотнительных систем для ног. Уплотнительная система 70 для ноги может содержать внутреннюю барьерную ножную манжету 71, содержащую подвернутый край 72 внутренней манжеты и край материала 73 внутренней манжеты. Уплотнительная система 70 для ноги может также содержать наружную манжету 74, содержащую подвернутый край 75 наружной манжеты и край материала 76 наружной манжеты.
В одном из воплощений уплотнительная система 70 для ноги содержит полотно из одного материала. Такое воплощение, в котором используется полотно из одного материала, обеспечивает ценовое преимущество по сравнению с другими воплощениями, в которых используется полотно из более, чем одного материала. Кроме того, воплощение, в котором используется полотно из одного материала, может давать меньше утечек, поскольку отсутствуют отверстия, возникающие при креплении нескольких материалов друг с другом. И наконец, воплощение, в котором используется полотно из одного материала, может иметь более привлекательный внешний вид, поскольку видно меньше механических скреплений.
В одном из воплощений уплотнительная система 70 для ноги имеет внутреннюю барьерную ножную манжету 71, содержащую подвернутый край 72 внутренней манжеты и край материала 73 внутренней манжеты. Уплотнительная система 70 для ноги может также содержать наружную манжету 74, содержащую подвернутый край 75 наружной манжеты и край материала 76 наружной манжеты. В одном из воплощений материал полотна подвернут в латеральном направлении вовнутрь, в результате чего образуется подвернутый край 75 наружной манжеты, и подвернут в латеральном направлении наружу, в результате чего образуется подвернутый край 72 внутренней манжеты. В одном из воплощений материал полотна подвернут в латеральном направлении вовнутрь, в результате чего формируется подвернутый край 75 наружной манжеты, и подвернут в латеральном направлении наружу, в результате чего формируется внутренняя барьерная ножная манжета. Материал барьерной ножной манжеты подвернут в латеральном направлении вовнутрь, в результате чего формируется подвернутый край 72 внутренней манжеты. Внутренняя манжета содержит два слоя материала и подвернута в латеральном направлении наружу, в результате чего формируется внутренняя барьерная ножная манжета и складка 90 барьерной ножной манжеты, и в латеральном направлении вовнутрь, в результате чего формируется подвернутый край внутренней манжеты. В одном из воплощений уплотнительная система 70 для ноги является протяженной от первого поясного края до второго поясного края 38 и присоединена к верхнему листу 24 и/или тыльному листу 26 между подвернутым краем внутренней манжеты 72 и подвернутым краем 75 наружной манжеты в промежностной области 37. В одном из воплощений край материала 76 наружной манжеты расположен в латеральном направлении внутри по отношению к краю материала 73 внутренней манжеты. В одном из воплощений уплотнительная система 70 для ноги является протяженной от первого поясного края до заднего поясного края и не присоединена к верхнему листу 24. В одном из воплощений уплотнительная система для ноги присоединена к тыльному листу 26 между подвернутым краем 72 внутренней манжеты и подвернутым краем 75 наружной манжеты в промежностной области 37. В одном из воплощений уплотнительная система 70 для ноги присоединена к тыльному листу между краем материала 76 наружной манжеты и верхним листом 24.
В одном из воплощений наружная ножная манжета 74 и внутренняя барьерная ножная манжета 71 имеют одинаковый цвет. В одном из воплощений наружная ножная манжета 74 и внутренняя барьерная ножная манжета 71 имеют разный цвет. В одном из воплощений имеется дополнительная манжета с печатным рисунком.
В одном из воплощений наружная ножная манжета 74 содержит эластичные элементы 77, расположенные в виде протяженного в латеральном направлении набора между подвернутым краем 75 наружной манжеты и краем материала 76 наружной манжеты. Наружная ножная манжета 74 может содержать по меньшей мере два эластичных элемента 77, по меньшей мере три эластичных элемента 77, по меньшей мере четыре эластичных элемента 77, по меньшей мере пять эластичных элементов 77, или по меньшей мере шесть эластичных элементов 77. В одном из воплощений эластичные элементы 77 могут быть расположены между краем материала 73 внутренней манжеты и подвернутым краем 75 наружной манжеты.
В одном из воплощений внутренняя барьерная ножная манжета 71 содержит набор эластичных элементов 78 в области подвернутого края 72 внутренней манжеты. Внутренняя барьерная ножная манжета 71 может содержать по меньшей мере один эластичный элемент 78; меньшей мере два эластичных элемента 78, по меньшей мере три эластичных элемента 78, по меньшей мере четыре эластичных элемента 78 или по меньшей мере пять эластичных элементов 78. В одном из воплощений эластичные элементы 78 могут быть расположены между подвернутым краем 72 внутренней манжеты и краем материала 76 наружной манжеты.
В одном из воплощений наружная ножная манжета 74 содержит по меньшей мере на один эластичный элемент 77 больше, чем эластичных элементов 78 содержит внутренняя барьерная ножная манжета 71. В одном из воплощений край материала 73 внутренней манжеты расположен снаружи в латеральном направлении по отношению к краю материала 76 наружной манжеты.
В одном из воплощений эластичные элементы 77 и 78 разнесены по меньшей мере на 2 мм друг от друга, по всей длине от одного края до второго края. В других воплощениях они могут быть разнесены по меньшей мере на 3 мм друг от друга; по меньшей мере на 3,5 мм друг от друга; по меньшей мере на 4 мм друг от друга; по меньшей мере на 4,5 мм друг от друга; по меньшей мере на 5 мм друг от друга; по меньшей мере на 5,5 мм друг от друга; по меньшей мере на 6 мм друг от друга; по меньшей мере на 6,5 мм друг от друга; по меньшей мере на 7 мм друг от друга; по меньшей мере на 7,5 мм друг от друга; по меньшей мере на 8 мм друг от друга; по меньшей мере на 8,5 мм друг от друга; по меньшей мере на 9 мм друг от друга; по меньшей мере на 9,5 мм друг от друга; по меньшей мере на 10 мм друг от друга; по меньшей мере на 10,5 мм друг от друга; по меньшей мере на 11 мм друг от друга; по меньшей мере на 11,5 мм друг от друга; по меньшей мере на 12 мм друг от друга. В различных воплощениях самые наружные эластичные элементы 77 и 78 расположены в менее, чем примерно 2 мм от края материала 76 наружной манжеты и края материала 73 внутренней манжеты; менее, чем примерно 1,5 мм, или менее, чем примерно 1 мм.
В одном из воплощений наружная ножная манжета 74 имеет четыре эластичных элемента 77, расположенных на расстоянии примерно 4 мм друг от друга. В другом воплощении наружная ножная манжета 74 может иметь четыре эластичных элемента, расположенных на расстояниях примерно 2 мм, 7 мм и 2 мм друг от друга. Наружная ножная манжета 74 может иметь три эластичных элемента 77, расположенных на расстоянии примерно 6 мм друг от друга. Наружная ножная манжета 74 может иметь два эластичных элемента 77, расположенных на расстоянии примерно 12 мм друг от друга. Наружная ножная манжета 74 может иметь два эластичных элемента, расположенных на расстоянии примерно 3 мм/6 мм/3 мм, считая от подвернутого края 75 наружной манжеты. В любом из воплощений эластичные элементы могут быть расположены на расстоянии примерно 2 мм от подвернутого края 75 наружной манжеты, или на расстоянии примерно 0 мм от подвернутого края 75 наружной манжеты.
Свойства растяжения уплотнительной системы 70 для ноги формируются эластичными элементами 77 наружной ножной манжеты 74 и эластичными элементами 78 внутренней ножной манжеты 71. Под действием данных элементов система 70 в исходном состоянии сокращается до длины I2, меньшей, чем длина I1 в растянутом состоянии (I2<I1). Данное сокращение создает силу F1, приложенную к упомянутому выше материалу полотна, содержащему уплотнительную систему 70 для ноги. Сила F1, приложенная к полотну за счет сокращения эластичных элементов 77 и 78, вызывает силу реакции F2 в полотне, в результате чего в полотне формируются складки, имеющие физические характеристики волн: длину волны, амплитуду, частоту и фазу.
Волновая функция: y(t)=Asin(wt+Δ),
где A - амплитуда, w - частота, Δ - фаза или длина (l)
Сборкам, сформированным в материале полотна, содержащем уплотнительную систему 70 для ноги, могут быть приданы различные волновые характеристики путем варьирования расстояний между эластичными элементами 77 и 78 в наружной ножной манжете 74 и внутренней ножной манжете 71 соответственно. При одной и той же длине I2 материала полотна уплотнительной системы 70 для ноги большее расстояние между эластичными элементами 77 и 78 приводит к сборкам, имеющим большую амплитуду и меньшую частоту по сравнению со сборками, которые получаются, если расстояния между эластичными элементами 77 и 78 меньше. Данное явление можно объяснить тем, что сила F1, вызванная сокращением эластичных элементов 77 и 78 до длины I1, при большем расстоянии s1 между эластичными элементами 77 и 78 приложена к большей площади A1, а при меньшем расстоянии s2 между эластичными элементами 77 и 78 приложена к меньшей площади A2 (s1>s2). Большее расстояние между эластичными элементами 77 и 78 приводит к тому, что сила F1 приложена к большей площади A1, в результате чего сила, приложенная к любой заданной точке материала полотна в составе уплотнительной системы 70 для ног, содержащей эластичные элементы 77 и 78, будет меньшей. В соответствии с третьим законом Ньютона, (сила действия равна и противоположна противодействию), сила реакции F2 полотна в составе уплотнительной системы 70 для ноги при большем расстоянии между эластичными элементами в любой данной точке также будет меньше, в результате чего складки имеют большую длину волны (l), более высокую амплитуду (A) и более низкую частоту (w), чем сборки, которые образуются при меньших расстояниях между эластичными элементами 77 и 78, когда общая сила реакции (F2) выше, в результате чего и сила, приложенная в любой данной точке, также будет выше.
В одном из воплощений эластичные элементы 77 и 78 расположены друг от друга на таком расстоянии, что наружная ножная манжета 74 и внутренняя ножная манжета 71 будут иметь различные осязательные характеристики и различный эстетический вид, в результате чего изделие приобретает внешний вид, близкий к внешнему виду одежды. В одном из воплощений эластичные элементы 77 и 78 могут быть расположены таким образом, что формируются сокращенные области с переменной амплитудой и частотой. В различных воплощениях могут использоваться эластичные элементы 77 и 78, расположенные на одинаковых или неодинаковых расстояниях друг от друга, в результате чего формируются сокращенные области соответственно с постоянной или переменной амплитудой и частотой на наружной ножной манжете 74 и внутренней ножной манжете 71, что позволяет получить изделия различного внешнего вида, близкого к внешнему виду одежды. В одном из воплощений эластичные элементы 78 наружной барьерной ножной манжеты 74 расположены таким образом, что формируются сокращенные области с меньшей амплитудой и более высокой частотой по краям вблизи подвернутого края 75 наружной манжеты и края материала 76 наружной манжеты, и сокращенные области с более высокой амплитудой и меньшей частотой по центру между краями.
В одном из воплощений эластичные элементы 77 расположены между краем материала 73 внутренней манжеты и подвернутым краем 75 наружной манжеты. В одном из воплощений эластичные элементы 78 расположены между краем материала 76 наружной манжеты и подвернутым краем 72 внутренней манжеты. В одном из воплощений между краем материала 73 внутренней манжеты и краем материала 76 наружной манжеты может быть расположен дополнительный материал. Такой материал может включать верхний лист 24, накладку 80, усиливающую прочность и непрозрачность; тыльный лист 28; абсорбирующую сердцевину 26; или любой другой подходящий материал в положении, оптимальном для данной конструкции уплотнительной системы 70 для ноги. Одно из таких воплощений показано на фиг. 3. В данном воплощении верхний лист 24 расположен между краем материала 73 внутренней манжеты и краем материала 76 наружной манжеты. На фиг. 8А-8Т показаны различные воплощения настоящего изобретения. В одном из воплощений верхний лист 24 расположен между краями внутренней барьерной ножной манжеты 71 и наружной барьерной ножной манжеты 74 (в латеральном направлении).
В одном из воплощений уплотнительная система 70 для ноги имеет внутреннюю барьерную ножную манжету 71, содержащую подвернутый край 72 внутренней манжеты и край материала 73 внутренней манжеты. Уплотнительная система 70 для ноги может дополнительно содержать наружную ножную манжету 74, содержащую подвернутый край 75 наружной манжеты и край материала 76 наружной манжеты. Уплотнительная система 70 для ноги может содержать первый материал, содержащий внутреннюю барьерную ножную манжету 71, и второй материал, содержащий наружную ножную манжету 74. Первый и второй материалы могут перекрываться друг с другом и могут быть соединены друг с другом вдоль продольного края каждого из материалов любым подходящим способом скрепления. В одном из воплощений материал полотна подвернут в латеральном направлении вовнутрь, в результате чего образуется подвернутый край 75 наружной манжеты, и подвернут в латеральном направлении наружу, в результате чего формируется подвернутый край 72 внутренней манжеты. В одном из воплощений проксимальные края наружной манжеты 74 совпадают. В других воплощениях проксимальные края наружной манжеты 74 пространственно разнесены на расстояние, большее, чем примерно 2 мм, большее, чем примерно 4 мм, большее, чем примерно 6 мм, или большее, чем примерно 10 мм. В одном из воплощений оба проксимальных края материала наружной манжеты прикреплены к внутренней манжете. В одном из воплощений только один из проксимальных краев материала наружной манжеты 74 прикреплен к внутренней манжете. В одном из воплощений проксимальные края материала наружной манжеты прикреплены друг к другу любым подходящим способом скрепления.
В некоторых воплощениях уплотнительная система для ног отнесена от краев базовой части в латеральном направлении вовнутрь на расстояние примерно 10 мм, примерно 20 мм или примерно 30 мм. В других воплощениях наружный в латеральном направлении край базовой части образован латеральным краем наружной ножной манжеты. Еще в некоторых воплощениях тыльный лист и полимерная пленка отнесены вовнутрь в латеральном направлении от края наружной манжеты на расстояние примерно 10 мм, примерно 20 мм, примерно 30 мм или примерно 40 мм.
В одном из воплощений наружный в латеральном направлении край уплотнительной системы 70 для ноги расположен внутри в латеральном направлении по отношению к по меньшей мере части продольного края изделия по меньшей мере в одной из поясных областей. За счет этого в одном из воплощений передние ушки 40 и/или задние ушки 42 являются протяженными за пределы уплотнительных систем 70 для ног.
В различных воплощениях высота внутренней барьерной ножной манжеты 71 составляет по меньшей мере примерно 30 мм, по меньшей мере примерно 32 мм, по меньшей мере примерно 35 мм, или по меньшей мере примерно 38 мм. В различных воплощениях высота наружной барьерной ножной манжеты 74 составляет примерно 23 мм, по меньшей мере примерно 25 мм, по меньшей мере примерно 27 мм, или по меньшей мере примерно 30 мм. Высота внутренней манжеты измеряется от подвернутого края внутренней манжеты до первой точки ее соединения с материалом, находящимся за краем материала внутренней манжеты. Высота наружной манжеты измеряется от подвернутого края наружной манжеты до первой точки соединения внутренней манжеты с материалом, находящимся за краем материала внутренней манжеты. Таким образом, высота внутренней и наружной манжет измеряется от подвернутого края соответствующей манжеты до точки соединения внутренней манжеты с материалом, находящимся за краем материала внутренней манжеты.
Одним из преимуществ уплотнительной системы 70 для ноги в соответствии с настоящим изобретением является то, что если в конструкции используется в сущности непроницаемый для жидкости материал, то слой из полимерной пленки может быть более узким или вообще может отсутствовать, в результате чего такая конструкция будет удешевлена. Использование надежных технологий адгезивного скрепления позволяет получить в сущности непроницаемые для жидкости линии скрепления, то есть в целом повысить надежность изделия. Такой подход позволяет использовать более узкий слой из полимерной пленки, который лишь немного шире, чем абсорбирующая сердцевина, что позволяет избежать дублирующих друг друга линий скрепления.
В некоторых воплощениях настоящего изобретения слой из полимерной пленки менее, чем примерно на 50 мм шире, чем абсорбирующая сердцевина; менее, чем примерно на 40 мм шире, или менее, чем примерно на 30 мм шире. В некоторых воплощениях полимерная пленка тыльного листа по меньшей мере примерно на 20 мм уже, чем ширина базовой части; по меньшей мере примерно на 40 мм уже, чем ширина базовой части; по меньшей мере примерно на 60 мм уже, чем ширина базовой части; по меньшей мере примерно на 80 мм уже, чем ширина базовой части; по меньшей мере примерно на 100 мм уже, чем ширина базовой части; или по меньшей мере примерно на 120 мм уже, чем ширина базовой части.
В некоторых воплощениях ножную манжету прикрепляют к верхнему листу и/или тыльному листу посредством адгезива, наносимого щелевым способом. В различных воплощениях адгезив наносится в количестве по меньшей мере примерно 12 г/м2; по меньшей мере примерно 15 г/м2; по меньшей мере примерно 20 г/м2; по меньшей мере примерно 25 г/м2; по меньшей мере примерно 40 г/м2, или по меньшей мере примерно 60 г/м2. В некоторых воплощениях ширина области нанесения адгезива составляет по меньшей мере примерно 1 мм; по меньшей мере примерно 3 мм; или по меньшей мере примерно 7 мм. В некоторых воплощениях область нанесения адгезива расположена по меньшей мере на 2 мм вовнутрь в латеральном направлении от наружного латерального края пленки; по меньшей мере на 4 мм вовнутрь от наружного латерального края пленки, или по меньшей мере на 6 мм вовнутрь от наружного латерального края пленки. В некоторых воплощениях ножная манжета прикреплена к верхнему листу и/или тыльному листу с помощью адгезива, распыляемого в виде двух перекрывающихся спиралей; или в виде трех перекрывающихся спиралей.
В одном из воплощений настоящего изобретения может использоваться накладка 80, усиливающая непрозрачность и прочность. Накладка 80, усиливающая непрозрачность и прочность, представляет собой дополнительный слой материала. Накладка 80, усиливающая непрозрачность и прочность, может быть соединена с уплотнительной системой 70 для ноги, слоем полимерной пленки или тыльным листом 26. Накладка 80, усиливающая непрозрачность и прочность, может быть расположена между тыльным листом 26 и уплотнительной системой 70 для ноги в первой поясной области 36, задней поясной области 38, или в обеих данных областях изделия. Накладка 80, усиливающая непрозрачность и прочность, может перекрываться с уплотнительной системой 70 для ноги и/или со слоем полимерной пленки. Накладка 80, усиливающая непрозрачность и прочность, может быть прикреплена к уплотнительной системе 70 для ноги и/или слою из полимерной пленки с помощью любых подходящих средств, таких, как клей, механическое скрепление, термическое скрепление и им подобные, так чтобы нагрузки, возникающие в процессе надевания и ношения изделия, передавались от латерального края изделия к уплотнительной системе 70 для ноги и/или слою полимерной пленки. Преимуществом накладки 80, усиливающей непрозрачность и прочность, является то, что она обеспечивает механическую прочность, необходимую для предотвращения чрезмерного растяжения изделия при его надевании и ношении; кроме того, она обеспечивает дополнительную непрозрачность по боковым сторонам изделия и в поясных областях, благодаря чему кожа носящего не будет видна через изделие. С этой точки зрения накладка 80, усиливающая непрозрачность и прочность, может быть расположена в любом месте базовой части, в частности, в тех местах, где наиболее желательны непрозрачность и механическая прочность. Материалы, подходящие для изготовления накладки, усиливающей непрозрачность и прочность, включают материалы, имеющие удельный вес по меньшей мере примерно 10 г/м2, по меньшей мере примерно 15 г/м2, или по меньшей мере примерно 25 г/м2. Накладка 80, усиливающая непрозрачность и прочность, подходящая для использования в настоящем изобретении, может иметь следующие свойства растяжения в поперечном направлении: сила растяжения 0,4 II при технической деформации 2% для образца шириной 1 дюйм; сила растяжения 1,25 Н при технической деформации 5% для образца шириной 1 дюйм; сила растяжения 2,5 Н при технической деформации 10% для образца шириной 1 дюйм. Примером подходящего материала для изготовления накладки 80, усиливающей непрозрачность и прочность, является материал производства Pegas (Чехия), номер по каталогу 803968.
В одном из воплощений накладка, усиливающая непрозрачность и прочность, состоит из отдельных частей и расположена в передней и задней поясных частях изделия. В некоторых воплощениях накладка, усиливающая непрозрачность и прочность, в передней части изделия имеет длину примерно 90 мм, примерно 90 мм или примерно 120 мм. В некоторых воплощениях накладка, усиливающая непрозрачность и прочность, в задней части изделия имеет длину примерно 70 мм, примерно 100 мм или примерно 140 мм. Еще в одном воплощении накладка, усиливающая непрозрачность и прочность, является сплошной и протяженной на всю длину изделия.
В некоторых воплощениях накладка, усиливающая непрозрачность и прочность, имеет непрозрачность по цветовой шкале Hunter Lab, большую чем примерно 15%, большую чем примерно 25%, большую чем примерно 40%, или большую чем примерно 60%.
В одном из воплощений накладка, усиливающая непрозрачность и прочность, расположена снаружи в латеральном направлении от слоя из полимерной пленки. В одном из воплощений накладка, усиливающая непрозрачность и прочность, перекрывается со слоем из полимерной пленки таким образом, что она может быть прикреплена к слою из полимерной пленки для передачи приложенных в латеральном направлении сил, возникающих при надевании и ношении изделия, от слоя из полимерной пленки к накладке, усиливающей непрозрачность и прочность. Для крепления накладки, усиливающей непрозрачность и прочность, к слою из полимерной пленки, могут использоваться любые подходящие средства из известных в данной области техники. В одном из воплощений накладка, усиливающая непрозрачность и прочность, перекрывается со слоем из полимерной пленки примерно на 5 мм, примерно на 10 мм, примерно на 15 мм, примерно на 20 мм или примерно на 30 мм.
В одном из воплощений имеется латеральный зазор между накладкой, усиливающей непрозрачность и прочность, и слоем из полимерной пленки, при этом накладка, усиливающая непрозрачность и прочность, и слой из полимерной пленки прикреплены любыми подходящими средствами крепления к уплотнительной системе для ног, при этом уплотнительная система для ног прикреплена к слою из полимерной пленки любыми подходящими средствами крепления и таким образом, что силы, возникающие при надевании и ношении изделия, передаются от накладки, усиливающей непрозрачность и прочность, к уплотнительной системе для ноги, и затем от уплотнительной системы для ноги к слою из полимерной пленки. В таких воплощениях зазор предпочтительно составляет менее чем 30 мм, более предпочтительно - менее чем 20 мм, и наиболее предпочтительно - менее чем 10 мм.
В одном из воплощений имеется латеральный зазор между накладкой, усиливающей непрозрачность и прочность, и слоем из полимерной пленки; при этом накладка, усиливающая непрозрачность и прочность, может быть прикреплена любыми подходящими средствами к уплотнительной системе для ноги, а обращенная к телу и обращенная к одежде стороны уплотнительной системы для ноги могут быть скреплены друг с другом любыми подходящими средствами крепления таким образом, что нагрузки со стороны накладки, усиливающей непрозрачность и прочность, будут разделять между собой оба слоя уплотнительной системы для ноги. При этом уплотнительная система для ног может быть прикреплена к слою из полимерной пленки любыми подходящими средствами крепления и таким образом, что силы, возникающие при надевании и ношении изделия, передаются от накладки, усиливающей непрозрачность и прочность, к уплотнительной системе для ноги, и затем от уплотнительной системы для ноги к слою из полимерной пленки.
В некоторых воплощениях накладка, усиливающая непрозрачность и прочность, перекрывается с уплотнительной системой для ноги в латеральном направлении таким образом, что она может быть надежно прикреплена к накладке, усиливающей непрозрачность и прочность, любыми подходящими средствами крепления, и за счет этого силы, возникающие при надевании и ношении изделия, будут передаваться от накладки, усиливающей непрозрачность и прочность, к уплотнительной системе для ноги. В таких воплощениях накладка, усиливающая непрозрачность и прочность, может перекрываться с уплотнительной системой для ноги, примерно на 5 мм, примерно на 10 мм, менее, чем примерно на 15 мм, или менее, чем примерно на 25 мм.
В одном из воплощений уплотнительная система для ноги имеет примерно такие же характеристики сопротивления растяжению в латеральном направлении, как и накладка, усиливающая непрозрачность и прочность. В одном из воплощений уплотнительная система для ноги и нетканый наружный покровный слой тыльного листа в совокупности имеют примерно такие же характеристики сопротивления растяжению в латеральном направлении, как и накладка, усиливающая непрозрачность и прочность. Еще в одном воплощении наружный нетканый покровный слой имеет очень малое сопротивление растяжению в латеральном направлении в диапазоне технической деформации от примерно 0% до примерно 10%. В одном из воплощений сила растяжения образца наружного покровного нетканого слоя шириной 1 дюйм при техническом растяжении 10% может составлять 0,4 H.
Известно множество сочетаний материалов и их свойств растяжения в латеральном направлении, которые в совокупности могут обеспечивать в сущности подходящие пути передачи нагрузок в поясной области изделия без чрезмерного растяжения изделия в поясной области, и что такие пути передачи нагрузок могут быть направлены от накладки, усиливающей непрозрачность и прочность, непосредственно к слою из полимерной пленки, или к слою из полимерной пленки через прочие слои, расположенные непосредственно снаружи слоя из полимерной пленки. Такие слои могут включать верхний лист, нетканый слой тыльного листа, манжету, абсорбирующий узел, уплотнительную систему для ноги, или любой другой слой, расположенный в области, прилегающей к слою из полимерной пленки.
В одном из воплощений уплотнительная система 70 для ноги изготовлена из в сущности непроницаемого для жидкости материала. Материал может быть выбран из группы, состоящей из нетканого материала типа SMS, нетканого материала типа SMMS, или нетканого слоя, содержащего нановолокна (где S означает полотно типа спанбонд, а М означает полотно из волокон, выдуваемых из расплава).
Нетканые полотна могут содержать полотна типа SMS, содержащие наружные слои из полотен типа спанбонд из термопластических материалов (например, из полиолефинов), и внутренний слой полотна из термопластических волокон, выдуваемых из расплава. В одном из воплощений настоящего изобретения уплотнительная система 70 для ноги содержит слой нетканого полотна из особо тонких волокон (нановолокон), имеющих средний диаметр меньше 1 мкм, используемый в совокупности с прочими слоями из нетканых полотен. В некоторых воплощениях слой из нановолокон (N-слой) может использоваться для изготовления нетканого полотна типа SNS или SMNS.
Уплотнительная система 70 для ноги может содержать первый нетканый слой, содержащий волокна, имеющие средний диаметр в диапазоне от примерно 8 мкм до примерно 30 мкм, второй нетканый слой, содержащий волокна, имеющие среднечисловой диаметр менее, чем примерно 1 мкм, средневесовой диаметр менее, чем примерно 1,5 мкм, и отношение средневесового диаметра к среднечисловому диаметру менее, чем примерно 2, и третий нетканый слой, содержащий волокна, имеющие средний диаметр в диапазоне от примерно 8 мкм до примерно 30 мкм. Второй нетканый слой расположен между первым нетканым слоем и третьим нетканым слоем.
Нановолокна могут содержать полимеры, например, выбранные из полимеров сложных эфиров, включая ПЭТ и полибутилен-терефталат, полимолочной кислоты, алкидов, полиолефинов, включая полипропилен, полиэтилен и полибутилен, сополимеров олефинов, выбранных из этилена и пропилена, эластомерных полимеров, включая термопластические полиуретаны и стирольные блок-сополимеры (линейные и радиальные двух- и трехблочные сополимеры, такие, как сополимеры Kraton различных типов), полистиролов, полигидроксиалканоатов, включая, например, полигидроксибутират, и составов на основе крахмала, включающих термопластический крахмал. Упомянутые выше полимеры могут использоваться в форме гомополимеров, сополимеров (например, сополимеры этилена и пропилена), их смесей и сплавов. Слой из нановолокон может быть скреплен с прочими неткаными слоями с помощью любых подходящих способов скрепления, таких, как, например, скрепление каландрованием и точечное термическое скрепление.
В некоторых воплощениях использование слоя из нановолокон в нетканом полотне может обеспечивать барьер в виде низкого поверхностного натяжения, столь же эффективный, как и барьер, обеспечиваемый другими неткаными полотнами, имеющими гидрофобное покрытие или гидрофобные добавки-расплавы, имея при этом низкий удельный вес (например, менее, чем 15 г/м2, или, в некоторых воплощениях, менее, чем 13 г/м2). Использование слоя из нановолокон позволяет также получить мягкий и дышащий (то есть воздухопроницаемый нетканый материал, который, по меньшей мере в некоторых воплощениях, может использоваться в однослойной конфигурации в приложениях, в которых раньше использовались полотна двухслойной конфигурации. Более того, в некоторых воплощениях использование слоя из нановолокон может по меньшей мере уменьшать нежелательную миграцию гидрофильных поверхностно-активных веществ в сторону полотна, то есть в конечном итоге может обеспечивать лучшую защиту абсорбирующего изделия от утечек содержимого. Кроме того, по сравнению с полотном, имеющим аналогичный удельный вес, использование нетканого полотна, содержащего слой из нановолокон, позволяет уменьшить количество дефектов (например, перфорации или микроперфорации через место механического скрепления), возникающих в процессе механического скрепления. Нановолокна дополнительно описаны в публикации WO 2005/095700 и в патентной заявке США 13/024844.
В некоторых воплощениях полотно в составе материала внутренней ножной манжеты 71 выдерживает гидростатический напор более, чем примерно 2 мбар, более, чем примерно 3 мбар, или более, чем примерно 4 мбар. В некоторых воплощениях полотно в составе материала наружной ножной манжеты 74 выдерживает гидростатический напор менее, чем примерно 200 мбар, менее чем примерно 100 мбар, менее чем примерно 75 мбар, менее чем примерно 50 мбар, менее чем примерно 25 мбар, или менее чем примерно 15 мбар.
В некоторых воплощениях полотно в составе материала подвернутого края наружной ножной манжеты имеет удельный вес 10 г/м2, 13 г/м2, 15 г/м2 или 18 г/м2.
В некоторых воплощениях материал внутренней барьерной ножной манжеты 71 имеет непрозрачность от примерно 15% до примерно 50% по шкале Hunter Lab; от примерно 20% до примерно 45% по шкале Hunter Lab. В некоторых воплощениях материал наружной барьерной ножной манжеты 74 имеет непрозрачность от примерно 45% до примерно 75% по шкале Hunter Lab; от примерно 50% до примерно 70% по шкале Hunter Lab; менее чем примерно 75% по шкале Hunter Lab; менее чем примерно 70% по шкале Hunter Lab.
В некоторых воплощениях материал внутренней барьерной ножной манжеты 71 имеет воздухопроницаемость менее чем примерно 50 м3/м2/мин; или менее чем примерно 45 м3/м2/мин. В некоторых воплощениях материал наружной барьерной ножной манжеты 74 имеет воздухопроницаемость, составляющую более чем примерно 5 м3/м2/мин; более чем примерно 10 м3/м2/мин; более чем примерно 15 м3/м2/мин; или более чем примерно 20 м3/м2/мин.
В некоторых воплощениях материал внутренней барьерной ножной манжеты 71 характеризуется скоростью прохождения водяного пара, составляющей менее, чем примерно 5500 г/м2/(24 часа); менее чем примерно 5400 г/м2/(24 часа). В некоторых воплощениях материал наружной барьерной ножной манжеты 74 характеризуется скоростью прохождения водяного пара, составляющей более чем примерно 4250 г/м2/(24 часа); более чем примерно 4500 г/м2/(24 часа); более чем примерно 5000 г/м2/(24 часа); более чем примерно 5250 г/м2/(24 часа); более чем примерно 5500 г/м2/(24 часа).
Уплотнительные манжеты 70 могут быть в сущности неэластичными или эластично растяжимыми, обеспечивающими динамическое прилегание к ногам пользователя. Уплотнительная манжета 70 может быть сформирована из одного или более эластичных элементов 77 и 78 (например, из эластичных нитей), прикрепленных соответствующим функциональным образом к верхнему листу 24, тыльному листу 26 или любой другой подходящей основе в составе конструкции абсорбирующего изделия 20. Подходящая конструкция уплотнительной манжеты дополнительно описана в патенте США 3860003.
Внутренняя барьерная ножная манжета 71 может быть протяженной по всей длине абсорбирующего изделия 20, в продольном его направлении. Внутренняя барьерная ножная манжета 71 может быть сформирована из планки и эластичного элемента 78 (выполненного, например, из эластичных нитей). Внутренняя барьерная ножная манжета 71 может быть сплошным продолжением любых материалов или элементов в составе конструкции абсорбирующего изделия 20.
Внутренняя барьерная ножная манжета 71 может содержать различные основы, например, пластические пленки, тканые или нетканые полотна из натуральных волокон (например, древесных или хлопковых), синтетических волокон (например, полиэфирных или полипропиленовых), или из сочетаний натуральных и синтетических волокон. В некоторых воплощениях планка может содержать нетканые полотна, при этом подходящими являются нетканые полотна типа спанбонд, из волокон, выдуваемых из расплава, кардованные полотна, их сочетания, композиты и варианты (например композиты из полотен типа спанбонд и из волокон, выдуваемых из расплава). Для изготовления планки могут также использоваться ламинаты из упомянутых выше основ. Планки в качестве особо подходящего материала могут содержать нетканое полотно производства ВВА Fiberweb (Брентвуд, штат Теннеси, США), номер по каталогу 30926. Примером особенно подходящего эластичного элемента является элемент производства Invista (Вичита, штат Канзас, США), номер по каталогу Т262Р. Дополнительное описание подгузников с внутренними барьерными манжетами и подходящих конструкций таких манжет можно найти в патентах США 4808178 и 4909803. Эластичный элемент 78 могут быть протяженным по все длине (в продольном направлении) внутренней барьерной ножной манжеты 71. В других воплощениях эластичный элемент 78 может быть протяженным вдоль продольного измерения внутренней барьерной ножной манжеты 71 по меньшей мере в промежностной области 37. Предпочтительно, чтобы эластичный элемент 78 имел достаточную эластичность, так чтобы внутренняя барьерная ножная манжета 71 все время оставалась в контакте с носящим абсорбирующее изделие (в обычном режиме его ношения), что усиливает барьерные свойства внутренней барьерной ножной манжеты 71. Эластичный элемент 78 может быть связан с планкой на противоположных ее концах. В некоторых воплощениях планка может быть подвернута сама к себе, так чтобы ее материал полностью охватывал эластичный элемент 78.
Внутренняя барьерная ножная манжета 71 и/или наружная ножная манжета 74 могут быть обработаны, полностью или частично, лосьоном, как было описано выше в отношении верхних листов, или могут полностью или частично иметь гидрофобное покрытие поверхности, как описано в патентной заявке США 11/055743, поданной 10 февраля 2005 года. Гидрофобные поверхностные покрытия, которые могут использоваться в настоящем изобретении, могут включать неводные, не содержащие растворителей многокомпонентные силиконовые составы. Такие силиконовые составы включают по меньшей мере один силиконовый полимер и в сущности не содержат аминосиликонов. Особенно подходящим является гидрофобное поверхностное покрытие производства Dow Corning (США), номер по каталогу 0010024820.
В одном из воплощений абсорбирующее изделие включает абсорбирующую сердцевину 28, которая в сущности не содержит целлюлозы. Сечения различных воплощений подходящих конструкций абсорбирующей сердцевины показаны на фиг. 5-7. Абсорбирующая сердцевина 28 является элементом абсорбирующего изделия, основной функцией которого является поглощение и удержание жидких выделений организма. В конструкцию изделия между верхним листом и абсорбирующей сердцевиной могут быть введены дополнительные элементы, способствующие лучшему поглощению и распределению выделений организма. Такие элементы могут включать, например, поглощающий слой и распределительный слой, известные сведущим в данной области техники. Поглощающий и/или распределительный слои могут сами по себе в сущности не содержать целлюлозы (например, могут быть полностью изготовлены из нетканых материалов), или могут включать значительное количество целлюлозного материала. Хотя абсорбирующая сердцевина, как правило, включает абсорбирующие материалы в форме частиц, имеющие высокую удерживающую емкость, например, абсорбирующие полимеры, данные материалы не обязательно должны быть расположены вдоль всей длины абсорбирующей сердцевины. Может быть целесообразным изготовление абсорбирующей сердцевины, содержащей большее количество абсорбирующего материала в промежностной области и/или в первой поясной области по сравнению с количеством абсорбирующего материала во второй поясной области, которая может включать только небольшое количество абсорбирующих полимеров, или вовсе их не содержать. В одном из воплощений абсорбирующая сердцевина 28 содержит первый и второй слои 281, 282 материала и абсорбирующий материал 283, расположенный между первым и вторым слоями 281, 282 материала. В одном из воплощений первый и второй слои материала могут включать по меньшей мере один из следующих материалов: нетканое волокнистое полотно, тканое волокнистое полотно и слой термопластического адгезивного материала. И хотя первый и второй слои могут быть изготовлены из одного и того же материала, в одном из воплощений первый слой 281 является нетканым волокнистым полотном, а второй слой 282 является слоем термопластического адгезивного материала. Нетканое волокнистое полотно 281 может включать синтетические волокна, например, односоставные волокна из полиэтилена, полиэтилентерефталата или полипропилена, или многосоставные волокна конфигураций «бок о бок», «оболочка/сердцевина» и «островки в море». Такие синтетические волокна могут быть сформированы с использованием процессов типа спанбонд или выдувание из расплава. Нетканое волокнистое полотно 281 может включать одиночный слой волокон, но может быть предпочтительно, чтобы оно включало несколько слоев из волокон, например, несколько слоев из волокон спанбонд, несколько слоев из волокон, выдуваемых из расплава или различные сочетания слоев волокон спанбонд и волокон, выдуваемых из расплава. В одном из воплощений нетканое волокнистое полотно 281 может быть обработано активным веществом, например, поверхностно-активным веществом, для повышения поверхностной энергии волокон полотна. Такие активные вещества делают нетканое полотно более проницаемым для жидкостей, таких, как моча. В других воплощениях нетканое полотно может быть обработано веществом, которое понижает поверхностную энергию волокон полотна (например, силиконом). Такие активные вещества делают нетканое полотно менее проницаемым для таких жидкостей, как моча.
Первый слой 281 содержит первую поверхность 2811 и вторую поверхность 2812, и по меньшей мере области 2813 первой поверхности находятся в непосредственном соприкосновении со значительным количеством абсорбирующего материала 283. В одном из воплощений абсорбирующий материал расположен на первой поверхности 2811 в виде областей 2813 на первом слое 281, которые находятся в непосредственном контакте со значительным количеством абсорбирующего полимерного материала 283 и областей 2814 на первом полотне, которые находятся в непосредственном контакте только с незначительным количеством абсорбирующего материала. Под «непосредственным контактом со значительным количеством абсорбирующего материала» подразумевается, что абсорбирующий материал нанесен на области 2813 с удельный весом по меньшей мере 100 г/м2, по меньшей мере 250 г/м2, или даже по меньшей мере 500 г/м2. Абсорбирующий материал может быть нанесен в виде областей, все из которых имеют одинаковую форму и размеры (площадь основания и высоту). В качестве альтернативы, абсорбирующий материал может быть нанесен в виде областей, которые имеют разные форму и размеры, например, изменяющиеся по градиенту. По меньшей мере некоторые из областей 2813 могут иметь площадь основания от 1 см2 до 150 см2, или даже от 5 см2 до 100 см2. Под «непосредственным контактом с незначительным количеством абсорбирующего материала» подразумевается, что абсорбирующий материал нанесен на области 2814 с удельный весом менее 100 г/м2, менее, чем 50 г/м2, или на них в сущности может быть не нанесено никакого абсорбирующего материала. По меньшей мере некоторые из областей 2814 могут иметь площадь основания от 1 см2 до 150 см2, или даже от 5 см2 до 100 см2. Суммарная площадь оснований всех областей 2813 может составлять от 10% до 90%, или даже от 25% до 75% суммарной площади первой поверхности 2811 первого слоя 281. В одном из воплощений второй слой 282 является слоем термопластического адгезивного материала. В контексте настоящего описания «термопластический адгезивный материал» означает полимерный состав, из которого формируют волокна и наносят их на абсорбирующий материал для иммобилизации абсорбирующего материала как в сухом, так и во влажном состоянии. Не ограничивающие примеры термопластических адгезивных материалов могут включать одиночные термопластические полимеры или смеси термопластических полимеров. Термопластический адгезивный материал может быть также клеем-расплавом, содержащим по меньшей мере один термопластический полимер в сочетании с прочими термопластическими компонентами, такими, как повышающие клейкость смолы, пластификаторы и прочие добавки, например, антиоксиданты. В некоторых воплощениях термопластический полимер имеет молекулярный вес (Mw) более чем 10000 и температуру стеклования (Tg), как правило, ниже комнатной температуры (-6°C>Tg<16°C). В некоторых воплощениях типичное содержание полимера в клее-расплаве составляет от примерно 20% до примерно 40% по весу. Подходящими полимерами являются стирольные блочные сополимеры, включая структуры из трех блоков типа А-В-А, структуры из двух блоков типа А-В и блок-сополимеры (А-В)n радиальной структуры, где A - неэластомерные полимерные блоки, как правило, содержащие полистирол, а B - ненасыщенные коньюгированные диены или их (частично) гидрогенизованные формы. Блок B, как правило, является изопреном, бутадиеном, этилен/бутиленом (гидрогенизованным бутадиеном), этилен/пропиленом (гидрогенизованным изопреном) или их смесями. Прочими подходящими термопластическими полимерами являются металлоценовые полиолефины, которые представляют собой полимеры, изготовленные с помощью катализатора с единым центром полимеризации на металле (металлоценового катализа). В некоторых воплощениях смола, повышающая клейкость, как правило, имеет показатель Mw ниже 5 ООО и температуру стеклования Tg выше комнатной. Типичное содержание смолы в клее-расплаве составляет от примерно 30% до примерно 60% по весу. Пластификатор, как правило, имеет низкий молекулярный вес (менее 1000), температуру стеклования Tg ниже комнатной и используется в концентрации от примерно 0% до примерно 15%.
Термопластический адгезивный материал 282 может быть в сущности равномерно распределен в абсорбирующем материале 283. В альтернативных воплощениях термопластический адгезивный материал 282 может быть нанесен в виде волокнистого слоя поверх абсорбирующего материала 283 и областей 2814 первой поверхности 2811, которые находятся в контакте только с незначительным количеством абсорбирующего материала. В одном из воплощений термопластический адгезивный материал наносится в количестве от примерно 1 г/м2 до примерно 20 г/м2, от примерно 1 г/м2 до примерно 15 г/м2, или даже от примерно 2 г/м2 до примерно 8 г/м2. Неравномерное нанесение абсорбирующего материала на первый слой 281 придает в сущности трехмерную структуру волокнистому слою термопластического материала 282. Иными словами, слой термопластического адгезивного материала повторяет топографию абсорбирующего материала 283, нанесенного на первое нетканое волокнистое полотно 281 и области 2814, которые содержат лишь незначительное количество абсорбирующего материала. И хотя теоретически это не обязательно, можно ожидать, что термопластический адгезивный материал в соответствии с настоящим изобретением усиливает иммобилизацию абсорбирующего материала в сухом и влажном состоянии.
В одном из воплощений абсорбирующая сердцевина 28 может дополнительно содержать второй слой нетканого волокнистого материала 284. Данный второй слой может быть изготовлен из того же самого материала, что и нетканый волокнистый слой 281, или он может быть изготовлен из иного материала. Изготовление первого и второго нетканых волокнистых слоев 281, 284 из различных материалов может обеспечивать дополнительное преимущество в виде придания данным слоям различных функциональных свойств. В одном из воплощений поверхностная энергия первого нетканого волокнистого слоя может отличаться от поверхностной энергии второго нетканого волокнистого слоя. В одном из воплощений поверхностная энергия второго нетканого слоя больше, чем поверхностная энергия первого нетканого слоя. Авторы считают, что кроме прочих преимуществ, при такой конструкции, при которой поверхностная энергия второго нетканого слоя больше, чем поверхностная энергия первого нетканого слоя, жидкостям тип мочи легче проникать ко второму нетканому слою и в конечном итоге к абсорбирующему материалу, которым они и удерживаются, и при этом уменьшается вероятность, что такая жидкость проникнет в первый слой и пройдет через него. Это может давать особые преимущества, если первый нетканый слой непосредственно примыкает к тыльному листу абсорбирующего изделия. Различные поверхностные энергии слоев могут быть обеспечены, например, за счет нанесения различных количеств активных веществ (например, поверхностно-активных веществ) на второй и первый нетканые слои, или путем нанесения такого вещества только на второй слой, но не на первый слой. Это может быть также достигнуто нанесением различных типов поверхностно-активных веществ на второй и первый нетканые слои. В дополнение, или в качестве альтернативы к различной поверхностной энергии первого и второго нетканых волокнистых слоев 281, 284, данные слои могут также различаться структурно. В одном из воплощений первый нетканый слой 281 может включать слои волокон, отличные от слоев волокон второго нетканого слоя. Так, например, второй нетканый слой 284 может включать только лишь один или более слоев из волокон типа спанбонд, в то время как первый нетканый слой 281 может включать один или более слоев из волокон типа спанбонд и один или более слоев из волокон, выдуваемых из расплава. В другом воплощении оба нетканых волокнистых слоя 281, 284 могут включать один или более слоев из волокон типа спанбонд и волокон, выдуваемых из расплава, но первый и второй слои 281, 284 могут отличаться по меньшей мере по одному из следующих свойств: состав волокон, из которых сформирован нетканый материал, денье волокон или удельный вес нетканого материала. В дополнение, или в качестве альтернативы к вышесказанному, первый и второй нетканые слои 281, 284 могут также отличаться по одной или более из следующих характеристик: максимальный напор жидкости, пористость, проницаемость по Frazier и свойства растяжения. Второй нетканый слой может наноситься непосредственно поверх первого нетканого слоя 281, абсорбирующего материала 283 и термопластического адгезивного материала 282. При такой конструкции первый и второй нетканые слои 281 и 284 дополнительно инкапсулируют и иммобилизируют абсорбирующий материал 283.
Области 2813 могут иметь любую подходящую форму в плоскости x-y абсорбирующей сердцевины. В одном из воплощений области 2813 имеют вид дисков, распределенных по первой поверхности первого полотна 281. В другом воплощении области 2813 имеют вид полос, протяженных сплошным образом вдоль продольной оси абсорбирующей сердцевины (в направлении y). В некоторых воплощениях данные полосы могут быть расположены под углом от 10° до 90°, от 20° до 80°, от 30° до 60°, или даже под углом 45° к продольной оси абсорбирующего изделия.
В одном из воплощений второй нетканый слой 284 имеет первую поверхность 2841 и вторую поверхность 2842, и абсорбирующий материал 283 наносится на первую поверхность 2841, в результате чего формируется совокупность областей 2843, которые находятся в непосредственном контакте со значительным количеством абсорбирующего материала 283, и совокупность областей 2844 на первой поверхности 2841, которые находятся в непосредственном контакте с незначительным количеством абсорбирующего материала, как было описано выше. В одном из воплощений термопластический адгезивный материал 285 может быть дополнительно нанесен поверх второго нетканого слоя 284, как было описано выше в отношении композитной структуры «первое полотно/абсорбирующий материал/термопластический адгезивный материал». После этого поверх первого нетканого слоя 281 может быть нанесен второй нетканый слой 284. В одном из воплощений структура нанесения абсорбирующего материала на второй нетканый слой 284 такая же, как структура нанесения абсорбирующего материала на первый нетканый слой 281. В других воплощениях нанесение абсорбирующего материала на первый и второй нетканый слои отличается по меньшей мере по одному из следующих признаков: форма областей нанесения, площадь областей нанесения, количество абсорбирующего материала в областях нанесения и тип абсорбирующего материала в областях нанесения. Можно ожидать, что если нанесение абсорбирующего материала на первый и второй нетканый слои различно, то каждая из совокупностей «слой/абсорбент» будет обладать разными функциональными свойствами, например, они будут обладать различной абсорбирующей емкостью и/или различной скоростью поглощения жидкостей. Например, может быть предпочтительна такая структура абсорбирующей сердцевины, при котором вторая совокупность из областей 2843 абсорбирующего материала (на втором нетканом слое 284) имеет меньшую скорость поглощения жидкости, чем первая совокупность областей 2813 абсорбирующего материала, что позволяет жидкостям, например, моче, достигнуть абсорбирующего материала, нанесенного на первый нетканый слой 281 и быть поглощенными им до набухания абсорбирующего материала в областях 2843. Такая конструкция позволяет избежать значительной блокировки геля абсорбирующим материалом, присутствующим в областях 2843. Может быть также предпочтительным нанесение совокупности «второй слой/абсорбирующий материал/термопластический адгезивный материал» таким образом, чтобы по меньшей мере некоторые или все области 2813 первого нетканого слоя 281, которые находятся в непосредственном контакте со значительным количеством абсорбирующего материала, находились также в значительном контакте с соответствующими областями 2844 второго полотна 284, которые в свою очередь находятся в контакте с незначительным количеством абсорбирующего материала.
Абсорбирующая сердцевина 28 может также включать дополнительный адгезив, который не показан на чертежах. Дополнительный адгезив может быть нанесен по меньшей мере на один, или даже на оба из первого и второго нетканых слоев 281, 284 до нанесения абсорбирующего материала 283 для усиления адгезии абсорбирующего материала, а также адгезии термопластического адгезивного материала 282, 285 к соответствующим нетканым слоям 281, 284. Дополнительный адгезив может также способствовать иммобилизации абсорбирующего материала и может содержать термопластический адгезивный материал из описанных выше, или может содержать прочие адгезивы, включая, но не ограничиваясь ими, распыляемые клеи-расплавы, включая клей-расплав производства Н.В. Fuller Со. (Сент-Пол, штат Миннесота, США), номер по каталогу HL-1620-B. Дополнительный адгезив может быть нанесен на нетканые слои любыми подходящими способами. В частности, в некоторых воплощениях он может быть нанесен полосами шириной от примерно 0,5 мм до примерно 1 мм на расстоянии от примерно 0,5 мм до примерно 2 мм друг от друга. Не ограничивающие примеры подходящего абсорбирующего материала 283 включают абсорбирующие полимерные материалы, такие, как полимерные материалы с перекрестными связями, которые могут поглощать 0,9% раствор соли в количестве, по меньшей мере в 5 раз превышающем их собственный вес (по методу Edana 441.2-01 измерения удерживающей емкости центрифугированием). В одном из воплощений абсорбирующий материал 283 является абсорбирующим полимерным материалом в форме частиц, то есть текучим в сухом состоянии.
Как обсуждалось выше, абсорбирующий материал 283, присутствующий в абсорбирующей сердцевине 28 абсорбирующего изделия, не обязательно должен присутствовать вдоль всей длины абсорбирующей сердцевины. В одном из воплощений задняя часть 328 абсорбирующего изделия включает незначительное количество абсорбирующего материала 283, в то время как средняя часть 228 и/или передняя часть 128 включают большее количество абсорбирующего материала, чем задняя часть 328. Так, например, задняя часть 328 может включать менее, чем 5 г, менее, чем 3 г, менее, чем 2 г или даже менее, чем 1 г абсорбирующего полимерного материала в форме частиц. Средняя часть 228 может включать по меньшей мере 5 г, по меньшей мере 8 г или даже по меньшей мере 10 г абсорбирующего полимерного материала в форме частиц. Передняя часть 128 может включать от 1 до 10 г, или от 2 г до 8 г абсорбирующего полимерного материала в форме частиц.
Примеры
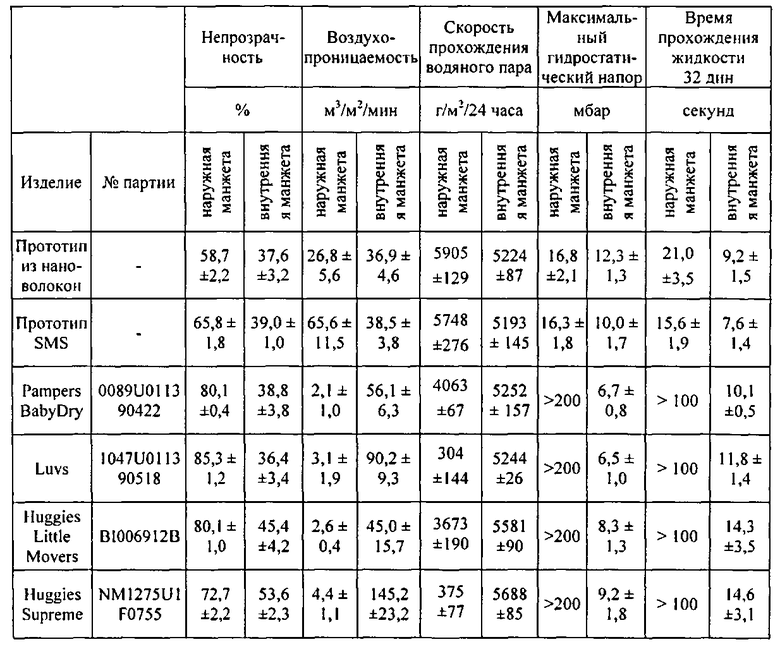
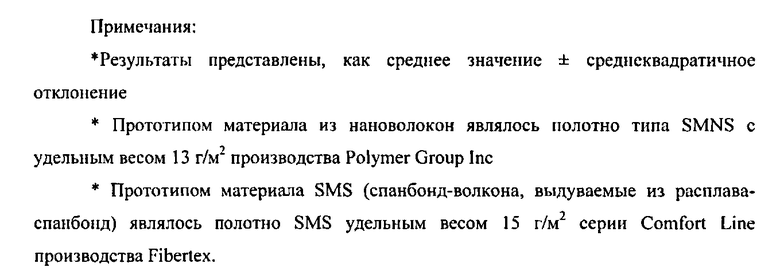
Способы испытаний
Метод измерения непрозрачности
Непрозрачность может быть измерена с помощью спектрофотометра HunterLab LabScan ХЕ с интерфейсом для компьютера Universal Software производства Hunter Associates Laboratory Inc. (Рестон, штат Виргиния, США, или с помощью эквивалентного оборудования. Измерения проводили при угле падения света 0°, угле отражения 45° и круговой геометрии оптической системы. Калибровку прибора и измерения проводили с помощью стандартных белых и черных пластин, поставляемых производителем оборудования. Все измерения проводили в помещении, в котором поддерживалась температура 23±2°C и относительная влажность 50±2%.
Измерения проводили по следующей процедуре. Настраивали спектрофотометр на цветную шкалу XYZ, устанавливали осветитель D65 и стандартный детектор с угловым диапазоном 10°. УФ-фильтр устанавливали на номинальное значение. Проводили калибровку прибора по инструкции производителя, используя окно размером 0,7 дюйма и поле зрения 0,5 дюйма. После калибровки прибора производили настройку программы на измерение непрозрачности Y. При проведении измерений программа сама дает команды пользователю накрывать образец белыми или черными калибровочными пластинами.
Перед проведением испытаний изделия выдерживали в течение двух часов при температуре 23°C±2C° и относительной влажности 50%±2%. Для изготовления образца изделие растягивали до плоского состояния на ровной поверхности, стороной, обращенной к телу, вверх, и измеряли суммарную длину изделия в продольном направлении. Выбирали места измерения непрозрачности на наружной и внутренней манжетах, примерно на средней поперечной линии изделия. С помощью ножниц из левой внутренней манжеты вырезали кусок длиной 60 мм и высотой на всю ее ширину, симметрично относительно средней поперечной линии изделия. Затем вырезали такой же кусок из левой наружной манжеты, также длиной 60 мм и высотой на всю ее ширину, симметрично относительно средней поперечной линии изделия. Подобным образом вырезали образцы для проведения испытаний из наружной и внутренней манжет на правой стороне изделия.
Образец укладывали на измерительное окно. При этом образец должен полностью закрывать окно, и его поверхность, соответствующая поверхности манжеты, обращенной вовнутрь, должна быть обращена в сторону окна. Образец бережно, но туго растягивали в продольном направлении, так, чтобы он плотно прилегал к плоскости окна. В таком натянутом состоянии образец закрепляли на предметном столе относительно окна с помощью клейкой ленты. При этом лента не должна перекрывать никаких участков измерительного окна. После этого образец покрывали белой калибровочной пластиной. После снятия прибором показания белую пластину заменяли на черную, не допуская смещения образца. Прибор снимал показание и рассчитывал непрозрачность следующим образом:
Непрозрачность = (значение Y (черный фон)/значение Y (белый фон))×100 Измерения и соответствующие расчеты непрозрачности проводили для пяти идентичных изделий - для 10 образцов (5 левых и 5 правых) внутренней манжеты и 10 образцов (5 левых и 5 правых) наружной манжеты. Рассчитывали и записывали средние значения непрозрачности с точностью до 0,01% отдельно для наружных и внутренних манжет.
Метод измерения скорости прохождения водяного пара
Скорость прохождения водяного пара может быть измерена по методу стакана с водой. Цилиндрический стакан наполняют водой, соблюдая при этом требуемое расстояние между поверхностью воды и образцом, которым плотно накрыт стакан. Количество прошедшего через образец водяного пара измеряется взвешиванием после нагревания чашки с образцом в печи в течение определенного времени. Все измерения проводятся в помещении, в котором поддерживаются температура 23±2°C и относительная влажность 50±2%.
Перед проведением испытаний изделия выдерживали в течение двух часов при температуре 23°C±2C° и относительной влажности 50%±2%. Изделие растягивали до плоского состояния на ровной поверхности, стороной, обращенной к телу, вверх, и измеряли суммарную длину изделия в продольном направлении. Выбирали места для проведения измерений на наружной и внутренней манжетах, примерно на средней поперечной линии изделия. С помощью ножниц из левой внутренней манжеты вырезали кусок длиной 60 мм и высотой на всю ее ширину, симметрично относительно средней поперечной линии изделия. Затем вырезали такой же кусок из левой наружной манжеты, также длиной 60 мм и высотой на всю ее ширину, симметрично относительно средней поперечной линии изделия. Подобным образом вырезали образцы для проведения испытаний из наружной и внутренней манжет на правой стороне изделия.
Для теста использовали стеклянный цилиндрический стакан высотой 95 мм и внутренним диаметром 17,8 вблизи устья. В каждый стакан наливали дистиллированную воду точно до уровня 25,0 мм±0,1 от верхней кромки. Образец бережно, но туго натягивали и закрепляли вокруг боковой поверхности стакана эластичной лентой. Для дополнительного уплотнения стыка образца со стаканом по боковой поверхности стакана наматывали тефлоновую ленту. В частности, может использоваться тефлоновая лента для уплотнения резьбовых соединений шириной 0,25 дюйма производства Мс Master Carr (номер по каталогу 4591К11) или эквивалентная. Тефлоновую ленту наматывали до верхней кромки стакана, но так, чтобы она не перекрывала каких-либо частей устья стакана. Взвешивали стакан с водой, образцом и тефлоновой лентой с точностью до 0,0001 г. Полученное значение массы считали начальным.
Стаканы с образцами в сборе в вертикальном положении помещали в конвекционную печь (можно использовать печь Lindberg/BlueM производства ThermoScientific или ее эквивалент) и выдерживали их там при температуре 38±1°C в течение 24 часов, следя за тем, чтобы не было контакта образцов с водой в стакане. Спустя 24 часа стаканы с образцами извлекали из печи и давали им остыть до комнатной температуры. Взвешивали стаканы с водой, образцами и тефлоновой лентой с точностью до 0,0001 г. Полученное значение массы считали конечным значением массы.
Скорость прохождения водяного пара (СПВП) рассчитывали по формуле: СПВП
(г/м2/(24 часа)) = ([начальная масса (г) - конечная масса (г)]/площадь поверхности (м2))/24 часа
Измерения и соответствующие расчеты проводили для пяти идентичных изделий - для 10 образцов (5 левых и 5 правых) внутренней манжеты и 10 образцов (5 левых и 5 правых) наружной манжеты. Рассчитывали и записывали средние значения скорости прохождения водяного пара с точностью до 1 г/м2/(24 часа) отдельно для внутренних и наружных манжет.
Измерение воздухопроницаемости
Образцы испытывали на воздухопроницаемость с помощью прибора TexTest FX3300 производства Advanced Testing Instruments (Гриер, штат Южная Каролина, США) со специальным круглым окошком площадью 1 см2 (также производства Advanced Testing Instruments). Можно также использовать эквивалентное измерительное оборудование. Прибор калибровали в соответствии с инструкцией изготовителя. Все измерения проводили в помещении, в котором поддерживались температура 23±2°C и относительная влажность 50±2%.
Перед проведением испытаний изделия выдерживали в течение двух часов при температуре 23°C±2C° и относительной влажности 50%±2%. Для изготовления образца изделие растягивали до плоского состояния на ровной поверхности, стороной, обращенной к телу, вверх, и измеряли суммарную длину изделия в продольном направлении. Выбирали места измерения на наружной и внутренней манжетах, примерно на средней поперечной линии изделия. С помощью ножниц из левой внутренней манжеты вырезали кусок длиной 60 мм и высотой на всю ее ширину, симметрично относительно средней поперечной линии изделия. Затем вырезали такой же кусок из левой наружной манжеты, также длиной 60 мм и высотой на всю ее ширину, симметрично относительно средней поперечной линии изделия. Подобным образом вырезали образцы для проведения испытаний из наружной и внутренней манжет на правой стороне изделия.
Образец укладывали по центру на измерительное окно. При этом образец должен полностью закрывать окно, и его поверхность, соответствующая поверхности манжеты, обращенной вовнутрь, должна быть обращена в сторону окна. Образец бережно, но туго растягивали в продольном направлении, так, чтобы он плотно прилегал к плоскости окна. В таком натянутом состоянии образец закрепляли с помощью клейкой ленты. При этом лента не должна перекрывать никаких участков измерительного окна. Задавали рабочее давление воздуха, проходящего через образец. Для манжет из нетканых полотен, как правило, устанавливают давление 125 Па, а для манжет, содержащих пленку - 2125 Па. Предметное кольцо закрывали и настраивали диапазон измерений до тех пор, пока индикатор не светился устойчиво зеленым светом, что означало, что измерения проводятся в приемлемом диапазоне чувствительности прибора. Полученные значения воздухопроницаемости записывали с точностью до 0,1 м3/м2/мин.
Измерение максимального гидростатического напора
Измерения максимального гидростатического напора проводили с помощью специального прибора TexTest FX3000 производства Advanced Testing Instruments (Гриер, штат Южная Каролина, США) со специальным круглым окошком площадью 1,5 см2 (также производства Advanced Testing Instruments). Для дополнительной защиты образца от чрезмерного сжатия вырезали две кольцеобразные втулки таких же размеров, как и уплотнительные прокладки вокруг измерительных окон, из материала FX3000-NWH, также предлагаемого Advanced Testing Instruments. Вырезанные втулки приклеивали двухсторонней клейкой лентой к поверхностям прокладок, обращенным к образцу. Прибор калибровали в соответствии с инструкцией изготовителя. Все измерения проводили в помещении, в котором поддерживались температура 23±2°C и относительная влажность 50±2%.
Перед проведением испытаний изделия выдерживали в течение двух часов при температуре 23°C±2C° и относительной влажности 50%±2%. Для изготовления образца изделие растягивали до плоского состояния на ровной поверхности, стороной, обращенной к телу, вверх, и измеряли суммарную длину изделия в продольном направлении. Выбирали места измерения на наружной и внутренней манжетах, примерно на средней поперечной линии изделия. С помощью ножниц из левой внутренней манжеты вырезали кусок длиной 70 мм и высотой на всю ее ширину, симметрично относительно средней поперечной линии изделия. Затем вырезали такой же кусок из левой наружной манжеты, также длиной 70 мм и высотой на всю ее ширину, симметрично относительно средней поперечной линии изделия. Подобным образом вырезали образцы для проведения испытаний из наружной и внутренней манжет на правой стороне изделия.
Образец укладывали по центру на окно верхней измерительной головки прибора. При этом образец должен полностью закрывать окно. Образец должен быть обращен к окну своей поверхностью, обращенной наружу от изделия (при этом поверхность, обращенная вовнутрь изделия, будет обращена к воде). Образец бережно, но туго растягивали в продольном направлении, так, чтобы он плотно прилегал к плоскости измерительной головки. В таком натянутом состоянии образец закрепляли с помощью клейкой ленты. При этом лента не должна перекрывать никаких участков измерительного окна.
Шприц прибора заправляли дистиллированной водой и вводили воду через измерительное окно нижней пластины прибора. Воду необходимо заливать до верхней кромки нижней прокладки. На прибор устанавливали верхнюю измерительную головку и опускали ее до плотного контакта с образцом. Напор увеличивали со скоростью 3 мбар/мин для образцов, ожидаемое значение максимального напора для которых составляло менее 50 мбар, и со скоростью 60 мбар/мин для образцов, ожидаемое значение максимального напора для которых составляло более 50 мбар. Включали подачу напора и наблюдали за поверхностью образца, стараясь заметить прохождение через него капелек воды. Увеличение напора прекращали, когда на поверхности образца замечали первую каплю воды, или когда давление превышало 200 мбар. Измеренное значение максимального давления записывали с точностью до 0,5 мбар. Для образцов, для которых не было отмечено сквозного прохождения воды, записывали значение «>200 мбар».
Измерения проводили для пяти идентичных изделий - для 10 образцов (5 левых и 5 правых) внутренней манжеты и 10 образцов (5 левых и 5 правых) наружной манжеты. Рассчитывали и записывали средние значения скорости прохождения водяного пара с точностью до 0,1 мбар отдельно для внутренних и наружных манжет.
Измерение времени прохождения текучей среды с низким значением поверхностного натяжения
Тест на прохождение текучей среды с низким значением поверхностного натяжения проводят, чтобы определить, за какое время через образец полотна (или прочего аналогичного барьерного материала), установленного на стандартную абсорбирующую подушку, полностью пройдет заданное количество текучей среды, имеющей низкое поверхностное натяжение и подаваемой с заданным расходом.
Стандартная абсорбирующая подушка, используемая в тесте, представляла собой пять слоев фильтровальной бумаги номер 989 по Ahlstrom (размером 10 см×10 см) а тестовая текучая среда имела поверхностное натяжение 32 мН/м.
Данный тест позволяет измерить время прохождения текучей среды с низким поверхностным натяжением (в секундах) и тем самым охарактеризовать способность полотна служить барьером на пути текучих сред с низким поверхностным натяжением, таких, как, например, жидкая менструальная кровь.
Измерительный прибор: для испытаний использовался набор оборудования, аналогичный описанному в EDANA ERT 153.0-02, раздел 6, со следующим исключением: пластина, через которую проходила текучая среда, имела диафрагму в виде трех звездообразно расположенных узких прорезей, под углом 60° друг к другу, длиной 10,0 мм и шириной 1,2 мм. Данного типа оборудование предлагается Lenzing Instruments (Австрия) и W. Fritz Metzger Corp (США). Прибор должен быть настроен таким образом, чтобы он автоматически не отключался через 100 секунд.
Стандартная абсорбирующая подушка: из фильтровальной бумаги Ahlstrom 989, размером 10 см×10 см. Среднее время прохождения текучей среды через стопку из 5 листов фильтровальной бумаги без образца должно составлять 3,3±0,5 секунд. В качестве фильтровальной бумаги можно использовать бумагу производства Empirical Manufacturing Company, Inc. (Цинциннати, штат Огайо, США).
Модельная текучая среда: текучую среду с поверхностным натяжением 32 мН/м готовили из дистиллированной воды и 0,42±0,001 г/л Triton-X 100. Все текучие среды хранили при комнатной температуре.
Жидкость для промывки электродов: использовали 0,9% водный раствор хлорида натрия (CAS 7647-14-5) (9 г NaCl на 1 л дистиллированной воды).
Процедура измерения
Все измерения проводили в помещении, в котором поддерживались температура 23±2°C и относительная влажность 50±2%. Перед проведением измерений фильтровальную бумагу и испытуемые изделия выдерживали в данных условиях в течении 24 часов и еще 2 часов.
- Убедиться, что поверхностное натяжение среды составляет 32 мН/м±1 мН/м. В противном случае текучую среду необходимо приготовить заново. Приготовить 0,9% водный раствор NaCl для промывки электродов.
- Убедиться, что время прохождения текучей среды с поверхностным натяжением 32 мН/м через стандартную абсорбирующую подушку из 5 слоев составляет 3,3±0,5 секунд. Для этого:
- Аккуратно уложить 5 слоев бумаги стандартной абсорбирующей подушки на нижнюю пластину прибора.
- Уложить верхнюю пластину прибора поверх 5 слоев фильтровальной бумаги и убедиться, что центр пластины совмещен с центром стопки фильтровальной бумаги. Установить пластины и бумагу в сборе под дозирующей воронкой и отцентрировать ее положение.
- Убедиться, что верхняя часть прибора опущена вниз до упора.
- Убедиться, что электроды подключены к таймеру.
- Включить прибор и обнулить таймер.
- С помощью пипетки объемом 5 мл и носика дозировать 5 мл модельной текучей среды с поверхностным натяжением 32 мН/м в воронку.
- Открыть магнитный клапан воронки (например, нажав соответствующую кнопку на приборе), в результате чего из воронки вытекает 5 мл модельной текучей среды. Появление потока текучей среды замыкает электрическую цепь и запускает таймер. Таймер останавливается, когда текучая среда проникнет в абсорбирующую подушку и опустится ниже уровня электродов в верхней пластине.
- Записать время, отображаемое электронным таймером.
- Снять с прибора сборку из пластин с фильтровальной бумагой и выбросить абсорбирующую подушку. Промыть электроды 0,9% водным раствором NaCl, чтобы подготовить их к следующему измерению. Высушить углубление над электродами и тыльную сторону верхней пластины, а также протереть дозирующую диафрагму и нижнюю пластину или основание, на которые укладывается фильтровальная бумага.
Данную процедуру необходимо повторить как минимум 3 раза, чтобы убедиться, что достигнуто требуемое время прохождения текучей среды через стандартную абсорбирующую подушку. Если требуемое время не достигается, фильтровальная бумага может не соответствовать требуемым характеристикам, и ее использовать нельзя.
После того, как подтверждено требуемое время прохождения текучей среды через стандартную подушку, можно приступать к фактическим испытаниям образцов нетканых полотен.
Перед проведением испытаний изделия выдерживали в течение двух часов при температуре 23°C±2C° и относительной влажности 50%±2%. Для изготовления образца изделие растягивали до плоского состояния на ровной поверхности, стороной, обращенной к телу, вверх, и измеряли суммарную длину изделия в продольном направлении. Выбирали места измерения на наружной и внутренней манжетах, примерно на средней поперечной линии изделия. С помощью ножниц из левой внутренней манжеты вырезали кусок длиной 70 мм и высотой на всю ее ширину, симметрично относительно средней поперечной линии изделия. Затем вырезали такой же кусок из левой наружной манжеты, также длиной 70 мм и высотой на всю ее ширину, симметрично относительно средней поперечной линии изделия. Подобным образом вырезали образцы для проведения испытаний из наружной и внутренней манжет на правой стороне изделия.
Образец укладывали по центру на окно верхней пластины прибора. При этом образец должен полностью закрывать окно. Образец должен быть обращен к окну своей поверхностью, обращенной к телу. Образец бережно, но туго растягивали в продольном направлении, так, чтобы он плотно прилегал к плоскости верхней пластины прибора. В таком натянутом состоянии образец закрепляли на пластине с помощью клейкой ленты. При этом лента не должна перекрывать никаких участков измерительного окна.
- Убедиться, что верхняя часть прибора опущена до упора до заданной отметки.
- Убедиться, что электроды подключены к таймеру. Включить прибор и обнулить таймер.
- Провести измерение, как описано выше.
- Повторить процедуру для трех изделий. Рассчитать среднее значение времени прохождения текучей среды с поверхностным натяжением 32 мН/м для 6 образцов с точностью до 0,1 с.
Размеры и их значения, содержащиеся в данном документе, не следует рассматривать как строго ограниченные в точности приведенными значениями. Напротив, если не оговорено особо, под приведенным значением понимается данное значение в точности и все значения, находящиеся в функционально эквивалентной его окрестности. Так, например, значение, обозначенное как 40 мм, следует рассматривать как «примерно 40 мм».
Все документы, цитируемые в подробном описании настоящего изобретения в части, относящейся к настоящему изобретению, упоминаются только для ссылки. Цитирование какого-либо документа не должно рассматриваться как признание того, что цитируемый документ должен быть включен в уровень техники по отношению к настоящему изобретению. Если какое-либо значение или определение понятия в настоящем документе не совпадает со значением или определением данного понятия в документе, на который дается ссылка, следует руководствоваться значением или определением данного понятия, содержащимся в настоящем документе.
Несмотря на то, что в данном документе иллюстрируются и описываются конкретные воплощения настоящего изобретения, сведущим в данной области техники будет очевидно, что возможно внесение прочих изменений и модификаций, не нарушающих идею и назначение изобретения. С этой целью имелось в виду в прилагаемой формуле изобретения представить все возможные подобные изменения и модификации в объеме настоящего изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| АБСОРБИРУЮЩЕЕ ИЗДЕЛИЕ, СОДЕРЖАЩЕЕ УЗКИЙ СЛОЙ ИЗ ПОЛИМЕРНОЙ ПЛЕНКИ И НАКЛАДКУ, УСИЛИВАЮЩУЮ НЕПРОЗРАЧНОСТЬ И ПРОЧНОСТЬ | 2012 |
|
RU2583768C2 |
| АБСОРБИРУЮЩЕЕ ИЗДЕЛИЕ С ПРИСБОРЕННЫМИ ПОЯСНОЙ ТЕСЁМКОЙ И НОЖНОЙ МАНЖЕТОЙ | 2012 |
|
RU2575433C2 |
| АБСОРБИРУЮЩЕЕ ИЗДЕЛИЕ СО СТЯГИВАЮЩЕЙСЯ ПОЯСНОЙ ТЕСЕМКОЙ | 2012 |
|
RU2572174C2 |
| Абсорбирующее изделие с поясной тесёмкой, выполненное с комбинированным стягиванием | 2012 |
|
RU2610104C2 |
| Абсорбирующее изделие с поясной тесемкой | 2014 |
|
RU2660027C2 |
| Набор одноразовых абсорбирующих изделий, соответствующий размерам широкого спектра пользователей | 2015 |
|
RU2661853C2 |
| Абсорбирующие изделия, содержащие каналы | 2014 |
|
RU2649741C2 |
| Набор одноразовых абсорбирующих изделий, подходящих широкому диапазону пользователей | 2014 |
|
RU2641084C2 |
| Абсорбирующие изделия, содержащие каналы | 2014 |
|
RU2653406C2 |
| Абсорбирующие изделия, содержащие каналы | 2014 |
|
RU2649546C2 |
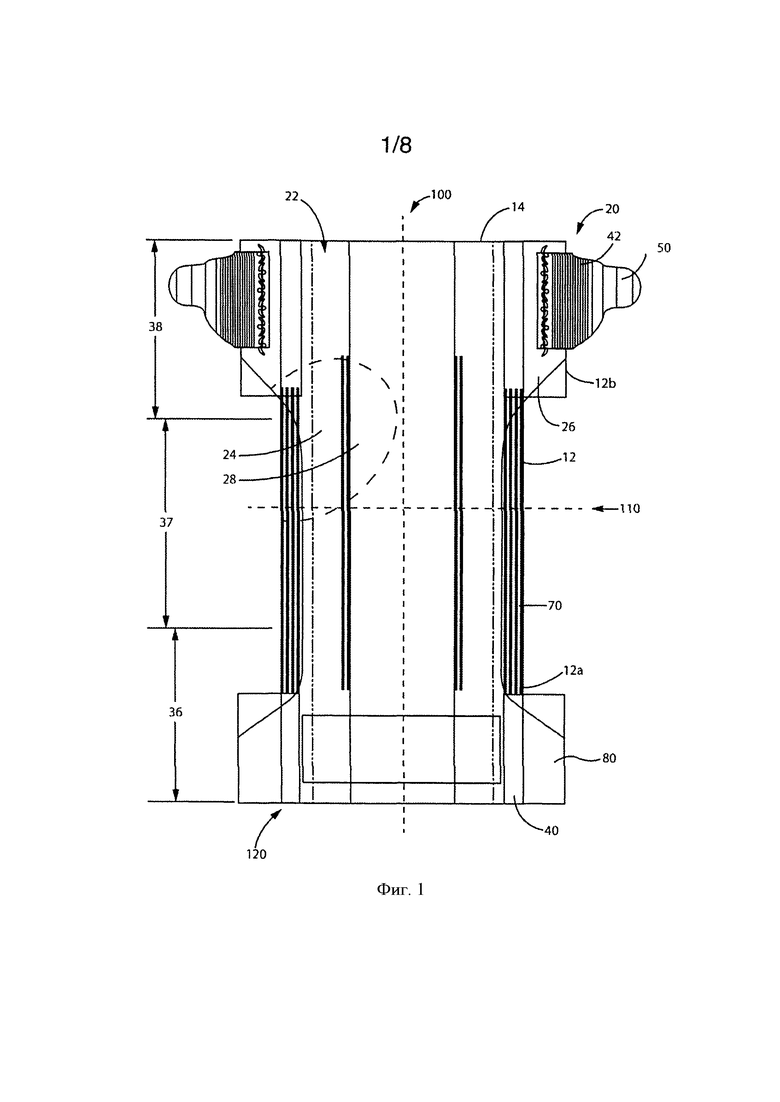
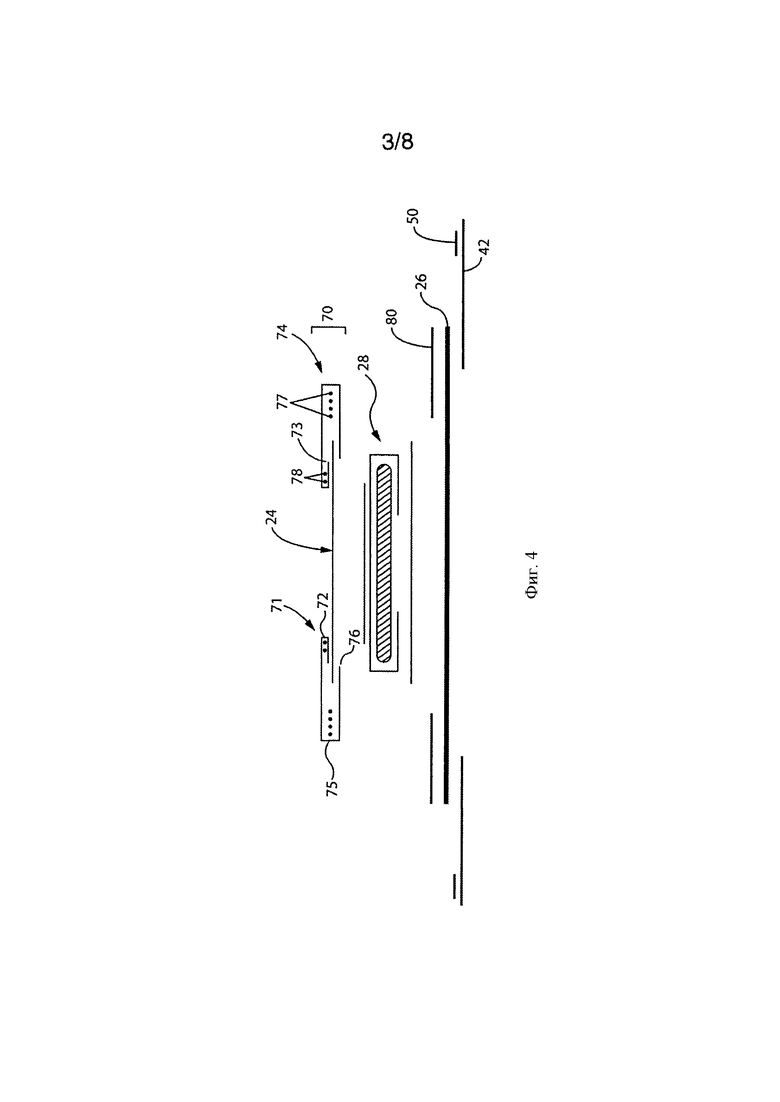
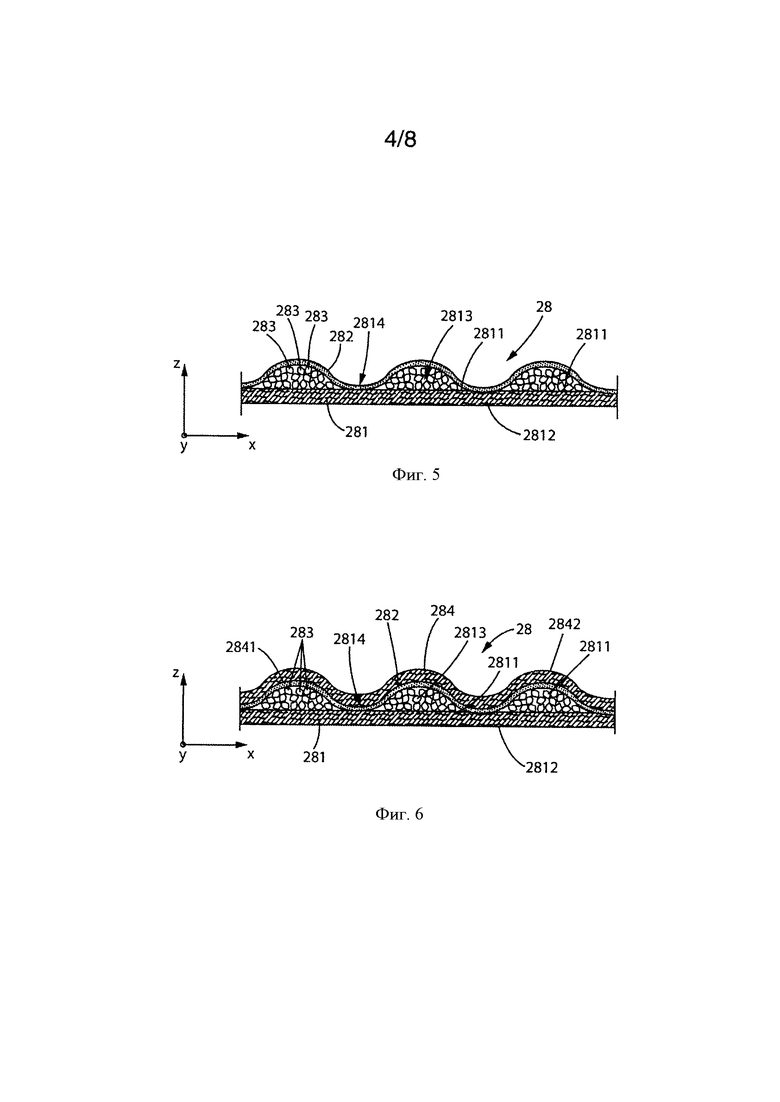
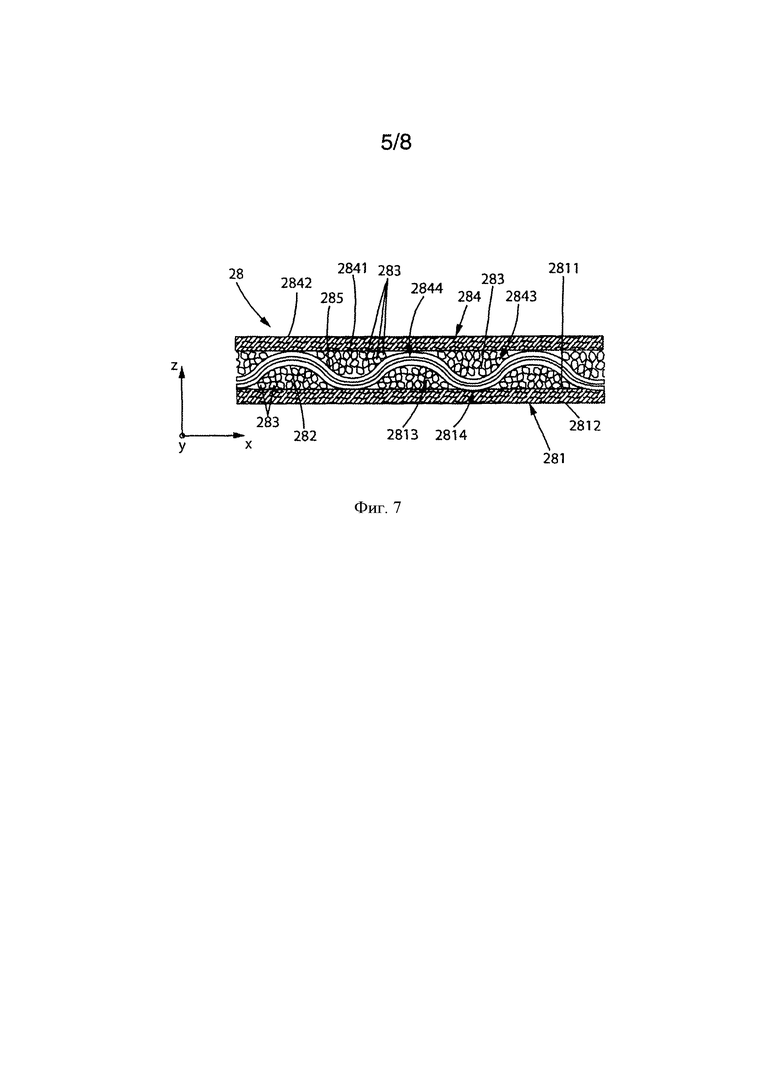
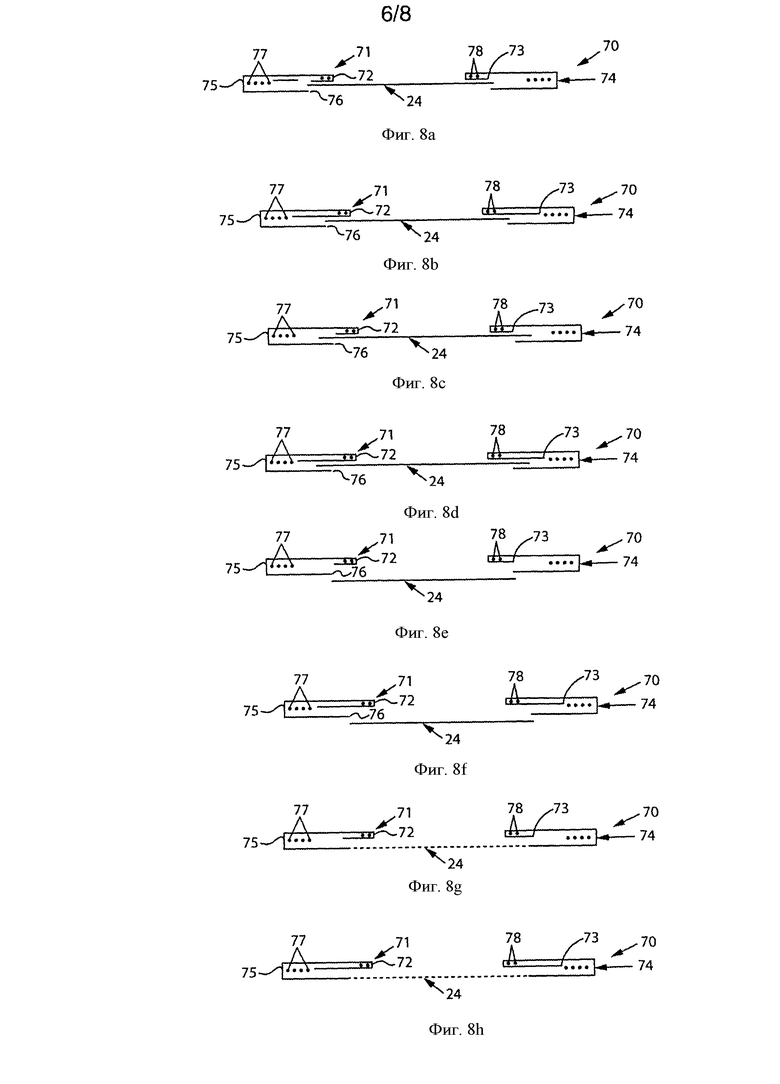
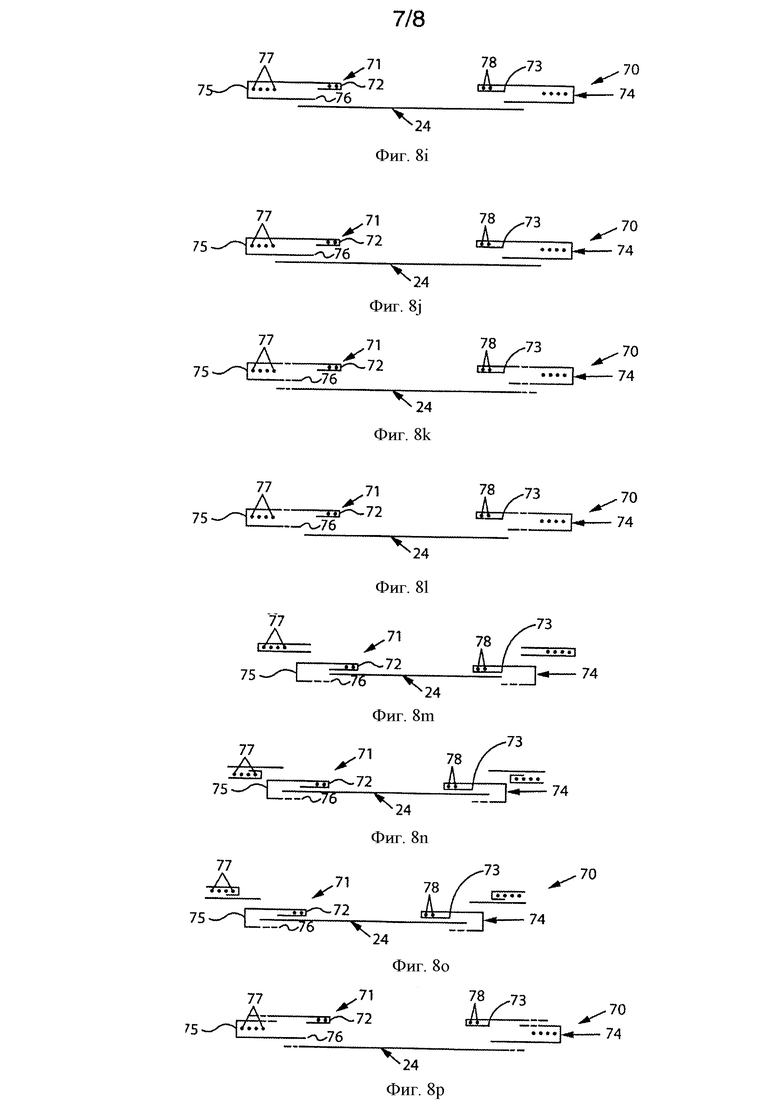
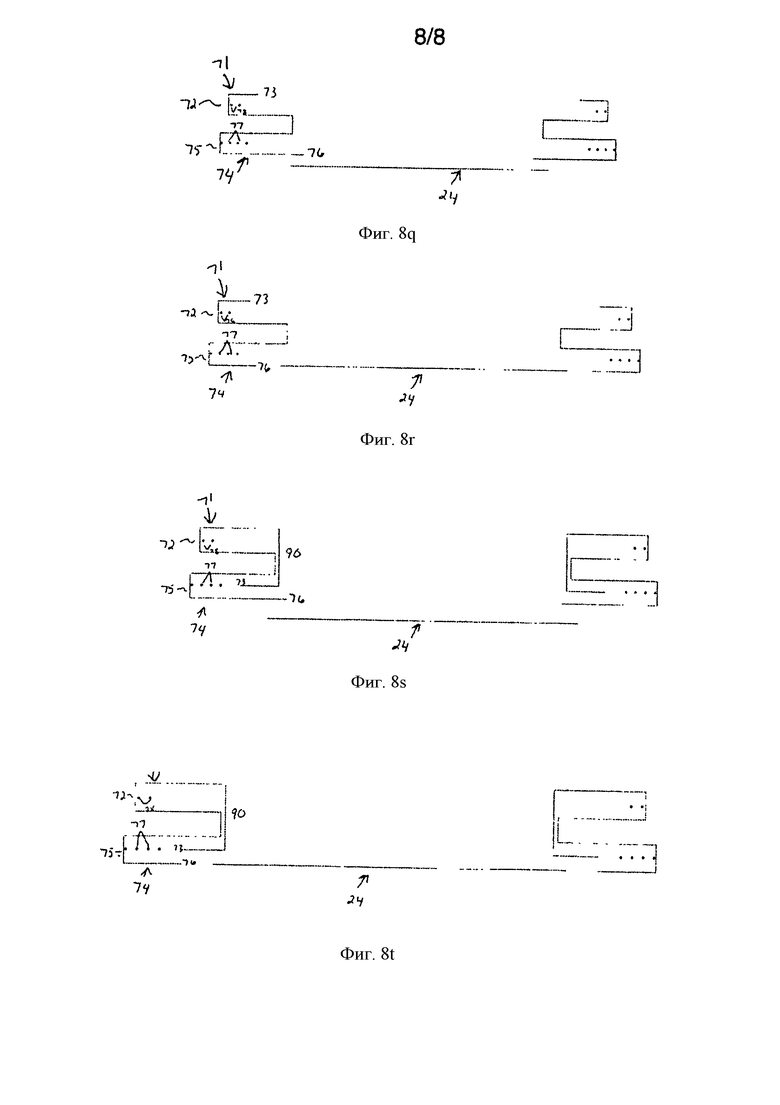
Изобретение относится к абсорбирующим изделиям, таким как подгузники. Одноразовое абсорбирующее изделие включает верхний лист, тыльный лист, абсорбирующую сердцевину, расположенную между верхним листом и тыльным листом и уплотнительную систему для ноги. Уплотнительная система для ноги включает внутреннюю манжету и наружную манжету. Внутренняя манжета содержит подвернутый край внутренней манжеты и край материала внутренней манжеты. Наружная манжета содержит подвернутый край наружной манжеты и край материала наружной манжеты. Уплотнительная система для ноги является протяженной от первого поясного края до второго поясного края и в промежностной области присоединена к верхнему листу и/или тыльному листу между подвернутым краем внутренней манжеты и подвернутым краем наружной манжеты. Внутренняя ножная манжета характеризуется воздухопроницаемостью меньшей чем примерно 50 м3/м2/мин и скоростью прохождения водяного пара меньшей чем примерно 5500 г/м2/24 часа. Наружная ножная манжета характеризуется воздухопроницаемостью большей, чем примерно 5 м3/м2/мин и скоростью прохождения водяного пара большей чем примерно 4250 г/м2/24 часа. Техническим результатом изобретения является повышение защиты от протекания текучих выделений организма и обеспечение более удобной посадки. 2 н. и 13 з.п. ф-лы, 27 ил. 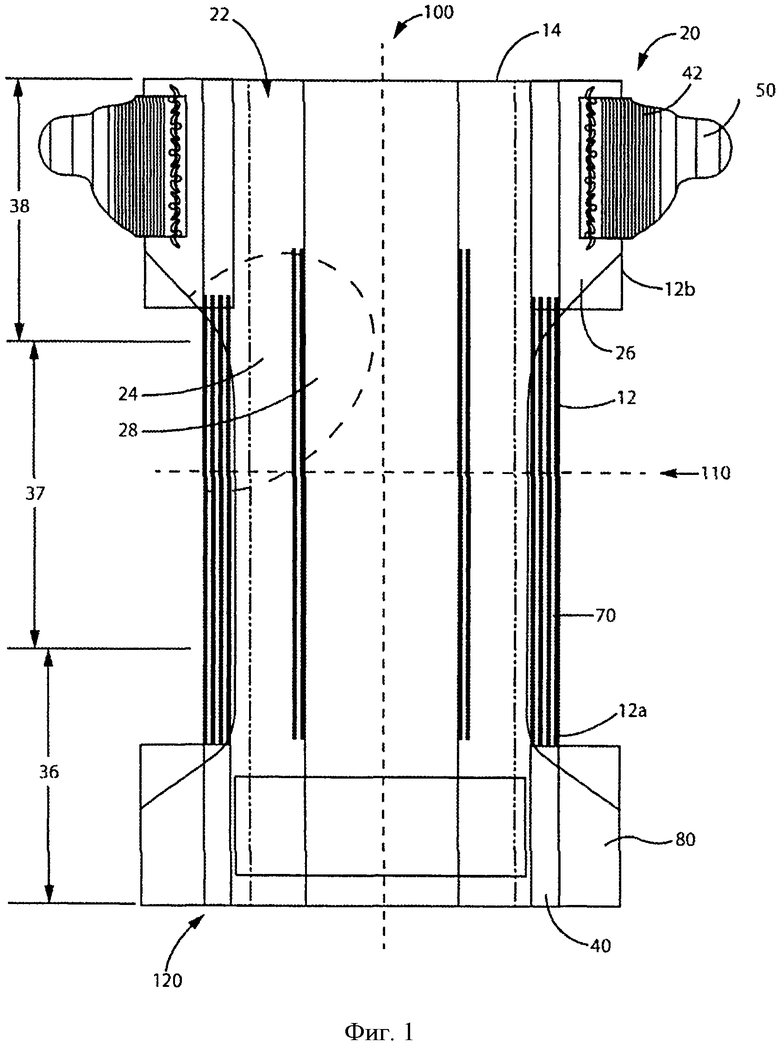
1. Одноразовое абсорбирующее изделие для ношения вокруг нижней части корпуса, содержащее: первую поясную область, вторую поясную область, промежностную область, расположенную между первой и второй поясными областями; первый поясной край и второй поясной край; и первый продольный край и второй продольный край, при этом одноразовое абсорбирующее изделие содержит:
1) верхний лист;
2) тыльный лист;
3) абсорбирующую сердцевину, расположенную между верхним листом и тыльным листом;
4) уплотнительную систему для ноги; при этом уплотнительная система для ноги содержит внутреннюю манжету и наружную манжету; при этом внутренняя манжета содержит подвернутый край внутренней манжеты и край материала внутренней манжеты; при этом наружная манжета содержит подвернутый край наружной манжеты и край материала наружной манжеты, таким образом, что полотно материала подвернуто в латеральном направлении вовнутрь, в результате чего формируется подвернутый край наружной манжеты, и подвернуто в латеральном направлении наружу, в результате чего формируется край материала внутренней манжеты,
при этом уплотнительная система для ноги выполнена протяженной от первого поясного края до второго поясного края и в промежностной области присоединена к верхнему листу и/или тыльному листу между подвернутым краем внутренней манжеты и подвернутым краем наружной манжеты,
при этом уплотнительная система для ноги свободна от полимерной пленки, а внутренняя ножная манжета характеризуется временем прохождения текучей среды с малым поверхностным натяжением, большим чем примерно 15 секунд и меньшим чем примерно 200 секунд,
при этом внутренняя ножная манжета характеризуется воздухопроницаемостью, меньшей чем примерно 50 м3/м2/мин, а наружная ножная манжета характеризуется воздухопроницаемостью, большей чем примерно 5 м3/м2/мин.
2. Одноразовое абсорбирующее изделие по п. 1, отличающееся тем, что уплотнительная система для ноги содержит материал из нановолокон.
3. Одноразовое абсорбирующее изделие по п. 1, отличающееся тем, что внутренняя ножная манжета выдерживает максимальный гидростатический напор, больший чем примерно 2 мбар, а наружная ножная манжета выдерживает максимальный гидростатический напор, меньший чем примерно 200 мбар.
4. Одноразовое абсорбирующее изделие по п. 1, отличающееся тем, что наружная ножная манжета характеризуется временем прохождения текучей среды с малым поверхностным натяжением, большим чем примерно 20 с и меньшим чем примерно 200 секунд.
5. Одноразовое абсорбирующее изделие по п. 1, отличающееся тем, что внутренняя ножная манжета характеризуется непрозрачностью от примерно 15% до примерно 50% по шкале Hunter Lab, а наружная ножная манжета характеризуется непрозрачностью от примерно 45% до примерно 75% по шкале Hunter Lab.
6. Одноразовое абсорбирующее изделие по п. 1, отличающееся тем, что внутренняя ножная манжета характеризуется скоростью прохождения водяного пара, меньшей чем примерно 5500 г/м2/24 часа, а наружная ножная манжета характеризуется скоростью прохождения водяного пара, большей чем примерно 4250 г/м2/24 часа.
7. Одноразовое абсорбирующее изделие по п. 1, отличающееся тем, что уплотнительная система для ноги содержит по меньшей мере два эластичных элемента на внутренней барьерной ножной манжете.
8. Одноразовое абсорбирующее изделие по п. 1, отличающееся тем, что уплотнительная система для ноги содержит по меньшей мере три эластичных элемента на наружной ножной манжете.
9. Одноразовое абсорбирующее изделие по п. 1, отличающееся тем, что уплотнительная система для ноги выполнена из одного полотна материала.
10. Одноразовое абсорбирующее изделие по п. 1, отличающееся тем, что край материала наружной манжеты расположен в латеральном направлении внутри по отношению к краю материала внутренней манжеты.
11. Одноразовое абсорбирующее изделие по п. 1, отличающееся тем, что эластичные элементы расположены между подвернутым краем внутренней манжеты и краем материала наружной манжеты.
12. Одноразовое абсорбирующее изделие по п. 1, отличающееся тем, что в промежностной области подвернутый край наружной манжеты расположен в латеральном направлении снаружи по отношению к краю базовой части.
13. Одноразовое абсорбирующее изделие по п. 1, отличающееся тем, что уплотнительная система для ноги расположена в латеральном направлении внутри по отношению к самому наружному краю на расстоянии по меньшей мере 10 мм от него.
14. Одноразовое абсорбирующее изделие для ношения вокруг нижней части корпуса, содержащее: первую поясную область, вторую поясную область, промежностную область, расположенную между первой и второй поясными областями; первый поясной край и второй поясной край; и первый продольный край и второй продольный край, при этом одноразовое абсорбирующее изделие содержит:
1) верхний лист;
2) тыльный лист;
3) абсорбирующую сердцевину, расположенную между верхним листом и тыльным листом;
4) уплотнительную систему для ноги; при этом уплотнительная система для ноги содержит внутреннюю манжету и наружную манжету; при этом внутренняя манжета содержит подвернутый край внутренней манжеты и край материала внутренней манжеты; при этом наружная манжета содержит подвернутый край наружной манжеты и край материала наружной манжеты, таким образом, что полотно материала подвернуто в латеральном направлении вовнутрь, в результате чего формируется подвернутый край наружной манжеты, подвернуто в латеральном направлении наружу, в результате чего формируется внутренняя барьерная ножная манжета и край задней складки, и подвернуто в латеральном направлении вовнутрь, в результате чего формируется подвернутый край внутренней манжеты;
при этом уплотнительная система для ноги выполнена протяженной от первого поясного края до второго поясного края и в промежностной области присоединена к тыльному листу, а верхний лист не прикреплен к уплотнительной системе для ноги,
внутренняя ножная манжета характеризуется скоростью прохождения водяного пара, меньшей чем примерно 5500 г/м2/24 часа, а наружная ножная манжета характеризуется скоростью прохождения водяного пара, большей чем примерно 4250 г/м2/24 часа.
15. Одноразовое абсорбирующее изделие по п. 14, отличающееся тем, что внутренняя барьерная ножная манжета содержит два слоя.
| US 6682515 B1, 27.01.2004 | |||
| US 6682515 B1, 27.01.2004 | |||
| US 2007073259 A1, 29.03.2007 | |||
| US 6248097 B1, 19.06.2001 | |||
| ОДНОРАЗОВОЕ АБСОРБИРУЮЩЕЕ ИЗДЕЛИЕ С ДВОЙНЫМИ БОКОВЫМИ ОТВОРОТАМИ И ПОЛОСАМИ ЗАДНЕГО СЛОЯ | 2006 |
|
RU2388443C2 |

