Область применения
Настоящее изобретение относится к абсорбирующим изделиям, таким как подгузники, имеющим улучшенную поясную тесемку, благодаря чему изделие может иметь вид, более близкий к виду предмета одежды. Предлагаемое изделие может быть более функциональным и более наглядным в использовании.
Уровень техники
Большинство подгузников, предлагаемых к продаже сегодня, имеет поясные тесемки (или растяжимые поясные элементы), получаемые путем скрепления между собой ламината из нетканых материалов и эластичных нитей с базовой частью при некотором натяжении. Эластичные нити используются как самый экономически выгодный материал, практически не теряющий своей эластичности с течением времени. Нетканые материалы являются предпочтительными для использования на внешней стороне поясной тесемки, поскольку они являются дышащими и более мягкими на ощупь по сравнению с пленками. При некоторых технологиях наложения поясных тесемок в процессе изготовления изделия эластичный элемент растягивают, накладывают его поперек длины изделия и закрепляют его между слоем материала, обращенным к телу и слоем материала, обращенным к одежде.
В других технологических процессах сначала изготавливают ламинат из эластичных нитей и нетканого материала, и затем накладывают его в сокращенном состоянии поперек длины изделия на обращенную к телу сторону, таким образом, что единственным материалом между эластичными элементами и поверхностью тела в области поясной тесемки оказывается нетканый материал. Известно, что сокращение поясной тесемки вокруг талии улучшает ощущение посадки изделия на тело, за счет того, что закрываются зазоры в задней части подгузника, и кроме того, закрытие данных зазоров повышает абсорбирующую емкость изделия и уменьшает вероятность утечек (как фактически, так и по субъективному восприятию пользователя). Известно также, что если нити эластичного материала соединить в растянутом состоянии с другим, как правило, нерастяжимым материалом, то после сокращения полученного ламината образуется сборка, волнообразные складки которой повторяются с определенной периодичностью, и плотность полученного материала будет выше, чем сумма плотностей исходных материалов, измеренных, когда они расправлены до плоского состояния. Поскольку поясные тесемки или растягивающиеся элементы встраиваются в изделие, будучи полностью растянуты, и при надевании изделия их также достаточно сильно растягивают вокруг талии носящего, их плотность после посадки на талию будет близка к плотности исходных материалов. Поэтому существует потребность в улучшении конструкции поясных тесемок и ножных манжет, что позволило бы улучшить посадку изделия на тело и уменьшить вероятность утечек.
Сущность изобретения
Настоящее изобретение относится к одноразовому абсорбирующему изделию, содержащему: первую поясную область, вторую поясную область, промежностную область, расположенную между первой поясной областью и второй поясной областью;
первый поясной край и второй поясной край; первый продольный край и второй продольный край; при этом абсорбирующее изделие содержит по меньшей мере одну поясную тесемку.
В одном из воплощений поясная тесемка содержит ламинат, содержащий нетканый материал и по меньшей мере одну эластичную нить, при этом нетканый материал и эластичную нить скрепляют друг с другом при первом растяжении, и поясную тесемку прикрепляют к одноразовому абсорбирующему изделию при крепежном растяжении поясной тесемки, в результате чего полное комбинированное стягивание поясной тесемки составляет более чем примерно 95%, и/или комбинированное стягивание поясной тесемки в растянутом состоянии составляет более чем примерно 35%.
В одном из воплощений одноразовое абсорбирующее изделие содержит первую поясную тесемку, расположенную в непосредственной близости к первому поясному краю, и вторую поясную тесемку, расположенную в непосредственной близости ко второму поясному краю, и при этом разница сокращений передней и задней частей базовой части составляет более чем примерно 9,0%.
В одном из воплощений одноразовое абсорбирующее изделие содержит ножную уплотнительную систему, при этом поясная тесемка имеет первое число складок сборки, а ножная уплотнительная система имеет второе число складок сборки, и при этом отношение первого числа складок сборки ко второму числу складок сборки составляет от примерно 0,75 до примерно 1,25.
Краткое описание чертежей
Фиг. 1. Вид воплощения абсорбирующего изделия, расправленного до плоского состояния.
Фиг. 2. Вид ламината поясной тесемки, который может использоваться в одном из воплощений настоящего изобретения.
Фиг. 3. Вид абсорбирующего изделия в одном из воплощений настоящего изобретения.
Фиг. 4. Схематический разрез подвернутой ножной манжеты в одном из воплощений настоящего изобретения.
Фиг. 5. Схематический разрез подвернутой ножной манжеты в еще одном из воплощений настоящего изобретения.
Фиг. 6. Схематический разрез абсорбирующей сердцевины в одном из воплощений настоящего изобретения.
Фиг. 7. Схематический разрез абсорбирующей сердцевины в еще одном из воплощений настоящего изобретения.
Фиг. 8. Схематический разрез абсорбирующей сердцевины в еще одном из воплощений настоящего изобретения.
Фиг. 9a-9d. Схематические разрезы ламинированных поясных тесемок в различных воплощениях настоящего изобретения.
Фиг. 10. Схематическое изображение рамки для проведения измерений.
Подробное описание изобретения
В контексте настоящего описания приведенные ниже термины имеют следующее значение.
Термин «одноразовый», используемый в отношении абсорбирующих изделий, означает, что данные абсорбирующие изделия в целом не предназначены для стирки или иного восстановления для их повторного использования в качестве абсорбирующих изделий (то есть подразумевает, что они должны быть выброшены после первичного их использования и, предпочтительно, переработаны, компостированы или удалены иным способом, дружественным по отношению к окружающей среде).
Термин «абсорбирующее изделие» означает устройства, которые поглощают и удерживают выделения организма, и в частности, устройства, устанавливаемые на тело носящего или в непосредственной близости к нему, и предназначенные для поглощения и удержания различных выделений организма. Примеры абсорбирующих изделий включают подгузники, обучающие трусики, подгузники-трусы (подгузники, имеющие сформированные при изготовлении проемы для талии и ног, как описано, например, в патенте США 6120487), подгузники с возможностью многократного застегивания, нижнее белье для страдающих недержанием мочи, абсорбирующие вкладыши и держатели для них, изделия женской гигиены, такие как абсорбирующие прокладки, прокладки на каждый день и им подобные.
Термины "проксимальный" и "дистальный" означают соответственно расположение элемента относительно близко или относительно далеко от продольной или латеральной центральной линии какого-либо конструктивного элемента (например, проксимальный край протяженного в продольном направлении элемента расположен ближе к продольной центральной линии, чем дистальный край того же самого элемента расположен по отношению к той же самой продольной центральной линии).
Термины «обращенный к телу» и «обращенный к одежде» употребляются соответственно для обозначения относительного расположения элемента, поверхности элемента или группы элементов. «Обращенный к телу» означает, что данный элемент или его поверхность расположены ближе к носящему во время ношения изделия, чем некоторый другой элемент или некоторая другая поверхность. «Обращенный к одежде» означает, что данный элемент или его поверхность являются более удаленными от носящего во время ношения изделия, чем некоторый другой элемент или некоторая другая поверхность (то есть данный элемент или данная поверхность расположены ближе к одежде, которую пользователь может носить поверх одноразового абсорбирующего изделия).
Термин «продольный» означает направление, протяженное от одного поясного края к противоположному поясному краю в сущности перпендикулярно им обоим и в целом параллельно направлению, вдоль которого абсорбирующее изделие имеет максимальный линейный размер. Направления в пределах 45° от определенного таким образом продольного направления также считаются «продольными». Термин «латеральный» означает направление, протяженное от одного продольного края к противоположному продольному краю в целом под прямым углом к продольному направлению. Направления в пределах 45° от определенного таким образом латерального направления также считаются «латеральными».
Термин «расположен» употребляется в отношении элемента, расположенного в определенном месте или положении.
Термин «присоединен» означает конфигурации, в которых один элемент непосредственно присоединен к другому элементу, а также конфигурации, в которых один элемент косвенным образом присоединен к другому элементу, за счет крепления первого элемента к одному или более промежуточным элементам, которые в свою очередь присоединены ко второму элементу.
Термин «пленка» означает листовой материал, длина и ширина которого значительно превышают его толщину. Как правило, пленки имеют толщину примерно 0,5 мм или менее.
Термины «водопроницаемый» и «водонепроницаемый» употребляются для обозначения проницаемости материалов в контексте их использования в составе одноразовых абсорбирующих изделий. В частности, термин «водопроницаемый» употребляется для обозначения слоя или многослойной конструкции, имеющих поры, отверстия или связанные между собой пустые пространства, благодаря которым через всю толщину слоя или конструкции могут проходить вода (в жидком состоянии), моча или искусственный заменитель мочи, без приложения к ним давления. И наоборот, термин «водонепроницаемый» употребляется для обозначения слоя или многослойной конструкции, через толщину которых не могут проходить вода (в жидком состоянии), моча или искусственный заменитель мочи без приложения к ним давления (за исключением давления, вызвано естественно действующими силами, таким как, например, сила тяжести). При этом слой или многослойная конструкция в соответствии с настоящим определением могут быть проницаемыми по отношению к водяному пару (паропроницаемыми).
Термины «растяжимость» и «растяжимый» означают, что длина или ширина компонента, к которому они относятся, может быть увеличена по сравнению с его длиной или шириной в исходном состоянии.
Термин «эластифицированный» означает, что компонент содержит по меньшей мере часть, изготовленную из эластичного материала.
Термины «удлиняемый материал», «растяжимый материал» или растягивающийся материал», используются как взаимно заменяющие друг друга и означают материал, который при приложении к нему усилия может быть растянут до длины, составляющей по меньшей мере 110% от его исходной длины (то есть который может растягиваться на 10% или более от исходной длины), без наступления его разрушения или разрыва, а после снятия растягивающего усилия незначительно возвращается к исходной длине, а именно, менее чем примерно на 20% от величины удлинения, и также не претерпевает разрыва или разрушения (в соответствии с методом измерения растяжимости EDANA 20.2-89). В случае если материал после его удлинения и снятия растягивающего усилия возвращается к исходной длине по меньшей мере на 40% от значения удлинения, такой растяжимый материал считается «эластичным» или «эластомерным». Так, например, эластичный материал, имеющий начальную длину 100 мм, может растягиваться до длины по меньшей мере 150 мм, и после снятия растягивающего усилия сократится до длины по меньшей мере 130 мм (то есть сократится на 40% от величины удлинения). В случае если материал после снятия растягивающего усилия возвращается к исходной длине менее чем на 40% величины удлинения, такой растяжимый материал считается «в сущности неэластичным» или «в сущности неэластомерным». Так, например, растяжимый материал, имеющий исходную длину 100 мм, может растягиваться до длины по меньшей мере 150 мм, и после снятия растягивающей силы сократится до длины не менее 145 мм (не более чем на 10% величины удлинения).
Термин «эластомерный материал» означает материал, обладающий эластичностью. Эластомерные материалы могут включать эластомерные пленки, сетки, нетканые материалы и прочие листовые материалы и конструкции.
Термин «подгузники-трусы» означает одноразовые абсорбирующие изделия, имеющие предварительно сформированные проемы для талии и ног. Подгузники-трусы могут быть надеты путем продевания ног носящего в проемы для ног и их подтягивания до положения вокруг нижней части корпуса носящего. Подгузники-трусы иногда именуют также закрытыми подгузниками, предварительно застегнутыми подгузниками и обучающими трусиками.
На фиг. 1 показан вид неограничивающего воплощения абсорбирующего изделия 20 в соответствии с настоящим изобретением в плоском, несокращенном состоянии (то есть в отсутствие сокращающих усилий, приложенных к нему со стороны эластичных элементов). Обращенная к одежде поверхность 120 абсорбирующего изделия 20 обращена к смотрящему на чертеж. Абсорбирующее изделие 20 включает продольную центральную линию 100 и латеральную центральную линию 110. Абсорбирующее изделие 20 может содержать базовую часть 22. Как показано на данном чертеже, абсорбирующее изделие 20 и его базовая часть 22 могут иметь первую поясную область 36, вторую поясную область 38, расположенную напротив первой поясной области 36, и промежностную область 37, расположенную между первой поясной областью 36 и второй поясной областью 38. Поясные области 36 и 38 содержат те части абсорбирующего изделия 20, которые при ношении изделия окружают талию пользователя. Поясные области 36 и 38 могут содержать эластичные элементы, которые, собираясь вокруг талии пользователя, обеспечивают лучшую посадку изделия и его функцию емкости для удержания выделений организма. Поясные области 36 и 38 могут включать первую поясную тесемку 1000 и вторую поясную тесемку 2000. Промежностная область 37 является той частью абсорбирующего изделия 20, которая при ношении абсорбирующего изделия 20 располагается между ногами пользователя.
Наружный периметр базовой части 22 образован продольными краями 12 и латеральными краями 14. Продольные края 12 включают передний продольный край 12а в первой поясной области 36 и задний продольный край 12b в задней поясной области 38. Базовая часть 22 может иметь противоположные продольные края 12, ориентированные в целом параллельно продольной центральной линии 100. Однако для лучшей посадки изделия продольные края 12 могут быть криволинейными или расположенными под углом к продольной оси, так что подгузник, расправленный до плоского состояния, может иметь форму песочных часов. Базовая часть 22 может иметь противоположные латеральные края 14, ориентированные в целом параллельно латеральной центральной линии 110.
Базовая часть 22 может содержать проницаемый для жидкости верхний лист 24, тыльный лист 26 и абсорбирующую сердцевину 28, расположенную между верхним листом 24 и тыльным листом 26. Абсорбирующая сердцевина 28 может иметь поверхность, обращенную к телу, и поверхность, обращенную к одежде. Верхний лист 24 может быть присоединен к абсорбирующей сердцевине 28 и/или к тыльному листу 26. Тыльный лист 26 может быть присоединен к абсорбирующей сердцевине 28 и/или верхнему листу 24. При этом подразумевается также, что между абсорбирующей сердцевиной 28 и верхним листом 24 и/или тыльным листом 26 могут быть расположены и другие структуры, элементы или материалы. В некоторых воплощениях базовая часть 22 представляет собой основу конструкции абсорбирующего изделия 20, к которой могут быть прикреплены прочие элементы абсорбирующего изделия, которое будет, таким образом, иметь композитную структуру. И хотя известно множество конфигураций, в виде которых могут быть собраны друг с другом верхний лист 24, тыльный лист 26 и абсорбирующая сердцевина 28, наиболее предпочтительные конфигурации подгузника описаны в патентах США 3860003; 5151092; 5221274; 5554145; 5569234; 5580411 и 6004306.
Верхний лист 24 является частью абсорбирующего изделия 20, которая располагается по меньшей мере в частичном контакте или в непосредственной близости к телу пользователя. Верхний лист 24 может быть изготовлен из широкого разнообразия подходящих материалов, таких как пористые пены, сетчатые пены, перфорированные полимерные пленки, тканые или нетканые полотна из натуральных волокон (например, древесных или хлопковых), синтетических волокон (например, полиэфирных или полипропиленовых), или из сочетаний натуральных и синтетических волокон. Верхний лист 24, как правило, изготовлен из гибкого, мягкого на ощупь и не раздражающего кожу материала. Как правило, по меньшей мере часть верхнего листа 24 является проницаемой для жидкости и позволяет жидкости быстро проходить через всю толщину верхнего листа 24. Верхний лист 24 может содержать отверстия. Примером подходящего материала для верхнего листа 24 является материал производства ВВА Fiberweb (Брентвуд, штат Теннеси, США), номер по каталогу производителя 055SLPV09U.
Любая из частей верхнего листа 24 может быть покрыта лосьоном или иным средством для ухода за кожей из известных сведущим в данной области техники. Примеры подходящих лосьонов включают описанные в патентах США 5607760; 5609587, 5635191 и 5643588. Верхний лист 24 может быть полностью или частично эластифицирован или может быть стянут, так, чтобы между верхним листом 24 и абсорбирующей сердцевиной 28 образовалось пустое пространство. Примеры конструкций, включающих эластифицированные или стянутые верхние листы, более подробно описаны в патентах США 4892536; 4990147; 5037416 и 5269775.
Абсорбирующая сердцевина 28 может содержать различные абсорбирующие материалы, традиционно используемые для изготовления подгузников и других абсорбирующих изделий. Примеры подходящих абсорбирующих материалов включают измельченную древесную пульпу (называемую обычно набивкой из крепированной целлюлозы), полимеры из волокон, выдуваемых из расплава, включая со-формованные; целлюлозные волокна, с жесткостью, повышенной химическим путем, модифицированные или с перекрестными связями; ткани, включая тканевые скрутки и ламинаты; абсорбирующие пены; абсорбирующие губки; суперабсорбирующие полимеры; абсорбирующие гелеобразующие материалы или любые другие известные абсорбирующие материалы и их сочетания. В различных воплощениях по меньшей мере часть абсорбирующей сердцевины является в сущности не содержащей целлюлозы, и содержит менее чем 10% целлюлозных волокон по весу, менее чем 5% целлюлозных волокон, менее чем 1% целлюлозных волокон, может содержать материально несущественное количество целлюлозных волокон или совсем не содержит целлюлозных волокон. При этом под «материально несущественным» количеством целлюлозного материала подразумевается количество целлюлозного материала, которое ощутимо не влияет по меньшей мере на одно из следующих свойств абсорбирующей сердцевины: ее толщину, гибкость и поглощающие свойства. Можно также ожидать, что если некоторая часть абсорбирующей сердцевины в сущности не содержит целлюлозы, то это дает дополнительные преимущества, например меньшую толщину, большую гибкость и повышенную абсорбирующую емкость данной части абсорбирующей сердцевины, в сущности не содержащей целлюлозы. В частности, если некоторая часть абсорбирующей сердцевины в сущности не содержит целлюлозы, то она имеет значительно меньшую толщину и значительно большую гибкость, чем аналогичная часть абсорбирующей сердцевины, включающая целлюлозные волокна в количестве более чем 10% по весу. Количество абсорбирующего материала, например абсорбирующего полимерного материала в форме частиц, присутствующего в абсорбирующей сердцевине, может быть различным, и в различных воплощениях оно может составлять более чем примерно 80% по весу от веса абсорбирующей сердцевины или более чем примерно 85% по весу от веса абсорбирующей сердцевины или более чем примерно 90% по весу от веса абсорбирующей сердцевины или более чем примерно 95% по весу от веса абсорбирующей сердцевины. неограничивающие примеры подходящих абсорбирующих сердцевин будут более подробно описаны ниже.
Примеры абсорбирующих конструкций, которые могут использоваться в качестве абсорбирующей сердцевины 28, описаны в патентах США 4610678; 4673402; 4834735; 4888231; 5137537; 5147345; 5342338; 5260345; 5387207; 5397316 и 5625222.
Тыльный лист 26 в целом расположен таким образом, что он может образовывать по меньшей мере часть обращенной к одежде поверхности 120 абсорбирующего изделия 20. Тыльный лист 26 может иметь конструкцию, которая препятствует загрязнению выделениями организма, поглощенными и удерживаемыми абсорбирующим изделием 20, предметов, которые могут вступать в контакт с абсорбирующим изделием 20, в частности, постельного белья и нижнего белья. В некоторых воплощениях тыльный лист 26 является в сущности водонепроницаемым. Подходящие материалы для изготовления тыльных листов включают, например, пленки производства Tredegar Industries Inc. (Тер-От, штат Индиана, США), предлагаемые под торговыми наименованиями Х15306, Х10962 и Х10964. Прочие подходящие материалы для тыльного листа могут включать «дышащие» материалы, которые позволяют испарениям выходить из абсорбирующего изделия 20, не пропуская при этом жидких выделений организма через тыльный лист 26. Примеры «дышащих» материалов включают такие материалы, как нетканые полотна и микропористые пленки, такие как, например, производства Mitsui Toatsu Co. (Япония), предлагаемые под торговым наименованием ESPOIR NO и производства EXXON Chemical Co. (Бэй-Сити, штат Техас), предлагаемые под торговым наименованием EXXAIRE. Подходящие «дышащие» композитные материалы, содержащие полимерные смеси, предлагаются Clopay Corporation (Цинциннати, Огайо) под торговым наименованием HYTREL, смесь Р18-3097. Такие «дышащие» композитные материалы подробно описаны в патентной заявке WO 95/16746 и в патенте США 5865823. Прочие подходящие «дышащие» тыльные листы, содержащие нетканые материалы и перфорированные формованные пленки, описаны в патенте США 5571096. Пример подходящего тыльного листа описан также в патенте США 6107537. Могут также использоваться и прочие подходящие материалы и/или технологии для изготовления тыльного листа 26, включая, но не ограничиваясь ими, поверхностную обработку, специальный подбор и обработку пленки, специальный подбор и обработку волокон и прочие.
Тыльный лист 26 может также содержать более чем один слой. Тыльный лист 26 может содержать наружный покровный слой и внутренний слой. Наружный покровный слой может быть изготовлен из мягкого нетканого материала. Внутренний слой может быть изготовлен из в сущности водонепроницаемой пленки. Наружный покровный слой и внутренний слой могут быть скреплены друг с другом с помощью адгезива или иного подходящего материала или иным подходящим способом. Особенно подходящим материалом для наружного покровного слоя является материал с номером по каталогу А18АН0 производства Corovin GmbH (Германия), а особо подходящим материалом для внутреннего слоя является материал с номером по каталогу PGBR4WPR производства RKW Gronau GmbH (Германия). Поскольку настоящее изобретение предусматривает самые различные конфигурации тыльного листа, сведущим в данной области техники будет понятно, что подобные изменения и модификации возможны без отхода от идеи и принципов настоящего изобретения.
Абсорбирующее изделие 20 может включать передние ушки 40 и/или задние ушки 42. Ушки 40, 42 могут быть растяжимыми, нерастяжимыми, эластичными или неэластичными. Ушки 40, 42 могут быть сформированы из нетканых полотен, тканых полотен, трикотажных тканей, полимерных и эластомерных пленок, перфорированных пленок, губок, пен, сеток, их сочетаний и ламинатов. В некоторых воплощениях ушки 40, 42 могут быть сформированы из растягивающегося ламината, например из материала типа нетканое полотно/эластомерный материал или ламината нетканое полотно/эластомерный материал/нетканое полотно. Растягивающиеся ламинаты могут быть изготовлены любым способом из известных сведущим в данной области техники. Так, например, ушки 40, 42 могут быть сформированы из растягивающегося ламината, не имеющего натяжения, который включает по меньшей мере слой нетканого материала и эластомерный элемент. Эластомерный элемент прикрепляется к слою нетканого материала, находясь в ненатянутом или в сущности ненатянутом состоянии, и получаемый ламинат делается растяжимым (или более растяжимым) за счет специального процесса активации ламината, при котором слой нетканого материала удлиняется необратимо, а эластомерный элемент удлиняется временно. Слой нетканого материала может быть структурно целым по меньшей мере с частью базовой части 22, и в данном случае эластомерный элемент может прикрепляться к слою нетканого материала, после чего ламинат «нетканый материал/эластомерный элемент» может быть активирован. В качестве альтернативы, слой из нетканого материала может быть отдельным компонентом от базовой части, и в таком случае эластомерный элемент прикрепляется к нетканому слою для формирования ламината, который после этого прикрепляется к базовой части. Если один или более слоев боковой панели (ушка) изготавливаются отдельно, ламинат может быть активирован до или после их крепления к базовой части. Процесс активации без натяжения дополнительно описан в патентах США 5167897 и 5156793. Эластичное ушко может быть также активированным ламинатом, содержащим эластомерную пленку (например, производства Tredegar Corp - Ричмонд, штат Виргиния, США, номер по каталогу Х25007), расположенную между двумя неткаными слоями (например, производства ВВА Fiberweb (Брентвуд, штат Теннесси, США), номер по каталогу FPN332).
Ушки 40, 42 могут быть выполнены за единое целое или отдельно от базовой части. Ушко, выполняемое отдельно, впоследствии прикрепляют к базовой части 22.
Ушко, выполненное за единое целое с базовой частью, представляет собой часть базовой части 22, выступающую в латеральном направлении наружу от продольного каря 12. Ушко, выполненное за единое целое, может быть выполнено за счет обрезки материала базовой части по форме таким образом, что она будет включать выступы в форме ушек.
Абсорбирующее изделие 20 может также включать систему 50 крепления. В застегнутом виде система 50 крепления связывает друг с другом первую поясную область 36 и вторую поясную область 38, в результате чего образуется окружность талии, охватывающая талию носящего во время ношения абсорбирующего изделия 20. Система 50 крепления может включать элементы для застегивания, такие как отрезки лент, компоненты «липучки», взаимно застегивающиеся выступы лент и пазы, пряжки, пуговицы, кнопки и/или гибридные соединители. Подходят и многие другие известные крепежные элементы. Некоторые подходящие системы крепления описаны в патентах США 3848594; 4662875; 4846815; 4894060; 4946527; 5151092 и 5221274. Подходящая система крепления из взаимно застегивающихся элементов описана в патенте США 6432098. Система 50 крепления может также включать средства для приведения изделия в положение, в котором его удобно выбрасывать, как описано в патенте США 4963140. Система 50 крепления может также включать первичную и вторичную системы крепления, как описано в патенте США 4699622. Система 50 крепления может иметь конструкцию, предотвращающую взаимное смещение перекрывающихся частей изделия для его лучшей посадки на тело, как описано в патентах США 5242436; 5499978; 5507736 и 5591152.
Абсорбирующие изделия с поясными тесемками в соответствии с настоящим изобретением могут обеспечивать повышенный комфорт ношения, улучшенную посадку на тело и меньшую вероятность утечек. Определенного типа поясные тесемки могут обеспечивать повышенную прочность изделия и устойчивость к износу.
Одной из целью настоящего изобретения является обеспечить улучшенное закрытие зазора в первой и/или второй поясных областях абсорбирующего изделия по сравнению с изделиями в соответствии с существующим уровнем техники. Лучшее закрытие зазоров в поясных областях позволяет получить изделие, имеющее лучшую посадку и менее подверженное утечкам. Одним из способов достижения лучшего закрытия зазоров является выполнение поясной тесемки, имеющей общий край с задним латеральным краем абсорбирующего изделия. Однако ввиду некоторых особенностей процесса надевания изделия, в некоторых воплощениях поясная тесемка может присутствовать как в первой поясной области, так и во второй поясной абсорбирующего изделия. Дело в том, что несмотря на то, что в задней поясной области желательно обеспечить более тугую поясную тесемку, в передней поясной области может быть целесообразно иметь менее натянутую тесемку, для облегчения надевания изделия. Поэтому в одном из воплощений обеспечивается «дифференциальное сокращение» ламината поясных тесемок, например, может использоваться один и тот же ламинат, но с различным предварительным удлинением эластичных нитей, из которых изготовлены передняя и задняя поясная тесемка, или за счет того, что обрезке подвергается ламинат только одной из поясных тесемок. Обрезка ламинированной поясной тесемки производится после наложения поясной тесемки на изделие; при этом поясную тесемку накладывают таким образом, чтобы она была протяженной через зону обрезки всего изделия. За счет этого один и тот же ламинат может обеспечивать различную степень сокращения в передней области и задней области, а именно, более сильное сокращение в задней области, способствующее лучшему закрытию зазора, и более слабое сокращение спереди.
В одном из воплощений первая поясная тесемка (1000) и вторая поясная тесемка (2000) содержат ламинат (3000) поясных тесемок. В одном из воплощений ламинат поясных тесемок содержит нетканый материал (3100). В одном из воплощений ламинат поясных тесемок содержит пленку. В одном из воплощений ламинат поясных тесемок содержит по меньшей мере две эластичные нити (3200), по меньшей мере четыре эластичные нити, по меньшей мере шесть эластичных нитей, по меньшей мере восемь эластичных нитей, по меньшей мере десять эластичных нитей или по меньшей мере двенадцать эластичных нитей.
В одном из воплощений первую поясную тесемку и вторую поясную тесемку накладывают на изделие с приложением к ним одинакового крепежного растяжения. В одном из воплощений первую поясную тесемку и вторую поясную тесемку накладывают на одноразовое абсорбирующее изделие с растяжением, превышающем примерно 30%, превышающем примерно 50% или превышающем примерно 70% от длины в исходном состоянии. В одном из воплощений первую поясную тесемку и вторую поясную тесемку накладывают на одноразовое абсорбирующее изделие с растяжением, не превышающем примерно 150%, не превышающем примерно 125%, не превышающем примерно 100% или не превышающем примерно 75% от длины тесемки в исходном состоянии. В одном из воплощений первую поясную тесемку и вторую поясную тесемку накладывают на одноразовое абсорбирующее изделие с растяжением, составляющим от примерно 70% до примерно 75% от длины тесемки в исходном состоянии.
В одном из воплощений ламинат поясной тесемки содержит нетканый материал и по меньшей мере две эластичные нити, причем данные нити изготовлены из различных эластичных материалов. В одном из воплощений эластичные нити имеют различный диаметр или различную геометрию поперечного сечения.
В одном из воплощений ламинат поясных тесемок разрезают после наложения его на абсорбирующее изделие таким образом, что разрез проходит между эластичными нитями. Так, например, из ламината поясных тесемок, содержащего по меньшей мере две эластичные нити, получаются две поясные тесемки, каждая из которых содержит одну эластичную нить; из ламината поясных тесемок, содержащего по меньшей мере четыре эластичные нити, получаются две поясные тесемки, каждая из которых содержит две эластичные нити. Как показано на фиг.2, из ламината (3000) поясных тесемок, содержащего по меньшей мере шесть эластичных нитей, после разреза (по линии 4000) получаются две поясные тесемки (1000, 2000), каждая из которых содержит три эластичные нити. Подобным образом, из ламината поясных тесемок, содержащего по меньшей мере восемь эластичных нитей, получаются две поясные тесемки, каждая из которых содержит четыре эластичные нити, из ламината поясных тесемок, содержащего по меньшей мере десять эластичных нитей, получаются две поясные тесемки, каждая из которых содержит пять эластичных нитей, из ламината поясных тесемок, содержащего по меньшей мере двенадцать эластичных нитей, получаются две поясные тесемки, каждая из которых содержит шесть эластичных нитей. В одном из воплощений ламинат поясных тесемок разрезают таким образом, что в получаемых двух поясных тесемках количество эластичных нитей будет неодинаковым или по одну сторону разреза вообще не будет эластичных нитей. Так, например, ламинат поясных тесемок, содержащий десять эластичных нитей, может быть разрезан на две поясные тесемки, одна из которых будет содержать шесть поясных тесемок, а другая будет содержать четыре поясные тесемки. В другом воплощении из ламината поясных тесемок после его разрезания могут быть получены одна поясная тесемка, содержащая десять эластичных нитей и одна поясная тесемка, не содержащая эластичных элементов. В одном из воплощений ламинат для получения двух поясных тесемок разрезают по центру. В другом воплощении ламинат для получения двух поясных тесемок разрезают не по центру. В одном из воплощений ламинат поясных тесемок может содержать эластичные нити, расположенные на одинаковых расстояниях друг от друга. В одном из воплощений ламинат поясных тесемок может содержать отдельные эластичные нити, расположенные ближе друг к другу или дальше друг от друга по сравнению в остальными нитями.
В одном из воплощений поясная тесемка имеет размер в направлении, параллельном продольной оси изделия, составляющий более чем примерно 12 мм, более чем примерно 15 мм или более чем примерно 20 мм. В одном из воплощений поясная тесемка имеет размер в направлении, параллельном продольной оси изделия, составляющий менее чем примерно 50 мм, менее чем примерно 45 мм или менее чем примерно 40 мм.
В одном из воплощений поясная тесемка в исходном состоянии изделия имеет размер в направлении, параллельном латеральной оси изделия, составляющий более чем примерно 50 мм, более чем примерно 75 мм или более чем примерно 100 мм. В одном из воплощений поясная тесемка в исходном состоянии изделия имеет размер в направлении, параллельном латеральной оси изделия, составляющий менее чем примерно 300 мм, менее чем примерно 250 мм или менее чем примерно 200 мм.
В одном из воплощений отношение размера поясной тесемки в направлении, поперечном движению в машине (CD), к расстоянию от одной ленты до другой ленты составляет менее чем примерно 2, или менее чем примерно 1,5, или примерно 1.
В одном из воплощений поясная тесемка расположена на поверхности изделия, обращенной к телу. В другом воплощении поясная тесемка расположена на поверхности изделия, обращенной к одежде. В одном из воплощений поясная тесемка расположена между слоями абсорбирующего изделия. В одном из воплощений может иметься поясная тесемка, расположенная на стороне, обращенной к одежду, на любой поясных областей: первой или второй, и поясная тесемка, расположенная на стороне, обращенной к телу, на любой поясных областей: первой или второй. В одном из воплощений имеется поясная тесемка, расположенная на стороне, обращенной к телу, и поясная тесемка, расположенная на стороне, обращенной к одежде. В одном из воплощений поясная тесемка расположена на поверхности, обращенной к телу или на поверхности, обращенной к одежде, а на стороне, не содержащей поясной тесемки, напечатана имитация поясной тесемки.
В одном из воплощений расстояние от края одной ленты до края другой ленты составляет по меньшей мере примерно 50% средней длины окружности талии ребенка («среднего» ребенка, для которого предназначены подгузники данного размера); по меньшей мере примерно 60% средней длины окружности талии или по меньшей мере примерно 65% средней длины окружности талии.
В одном из воплощений эластичные нити одного и того же ламината поясных тесемок могут иметь различное предварительное удлинение, в результате чего после разреза ламината могут быть получены первая поясная тесемка, имеющая первое предварительное удлинение, и вторая поясная тесемка, имеющая второе предварительное удлинение, при том что при креплении тесемок к изделию к ним может быть приложено одинаковое крепежное растяжение. Под предварительным удлинением при этом подразумевается удлинение, при котором находится эластичная нить по отношению ко второму материалу, с которым она соединяется в ламинат (которым может быть, например, нетканое полотно с низкой плотностью). Так, например, если эластичную нить растягивают от длины 100 мм до длины 250 мм, можно сказать, что предварительное удлинение составляет 150% ((250 мм/100 мм)-1)×100%. После снятия растягивающих усилий ламинат вернется практически в исходное состояние, практически до длины 100 мм, но длина нетканого полотна по-прежнему останется равной 250 мм. В одном и том же ламинате поясных тесемок могут иметься эластичные нити с различной степенью предварительного удлинения. Так, например, нить (1) может быть растянута от размера 100 мм до 250 мм при соединении ее с нетканым полотном, то есть будет иметь предварительное удлинение 150%, в то время как нить (2) может быть растянута от 90 мм до 250 мм при соединении ее с нетканым полотном, то есть будет иметь предварительное удлинение примерно 178%.
Под «крепежным растяжением поясной тесемки» подразумевается растяжение, при которым находится ламинат при его креплении к абсорбирующему изделию. Так, например, если ламинат длиной 100 мм при его креплении растянут до длины 170 мм, то крепежное растяжение составляет ((170 мм - 100 мм)/100 мм × 100%)=70%. В одном из воплощений первое предварительное удлинение для любого числа эластичных нитей составляет примерно 100%, примерно 125%, примерно 140%, примерно 150%, примерно 160%, примерно 175% или примерно 200%. В одном из воплощений второе предварительное удлинение для любого числа эластичных нитей составляет примерно 100%, примерно 125%, примерно 140%, примерно 150%, примерно 160%, примерно 175% или примерно 200%.
В одном из воплощений разница между первым предварительным удлинением и вторым предварительным удлинением составляет более чем примерно 20%, более чем примерно 30% или более чем примерно 40%.
В одном из воплощений получаемая в результате этого разница в сокращении передней части базовой части и задней части базовой части составляет более чем примерно 5,0%, более чем примерно 9,0%, более чем примерно 9,5%, более чем примерно 12,5%, более чем примерно 15% или более чем примерно 20%.
В одном из воплощений разница в сокращении передней части базовой части и задней части базовой части составляет менее чем примерно 15%, или менее чем примерно 12,5%, менее чем примерно 10%, или менее чем примерно 9,5%, или менее чем примерно 9%, при этом сокращение базовой части как в передней области, так и в задней области составляет более чем примерно 18% или более чем примерно 20%.
Еще одной целью настоящего изобретения является обеспечить улучшенное отношение толщины (и соответственно мягкости) поясной тесемки к ее сокращению по сравнению с существующим уровнем техники. В настоящее время большинство поясных тесемок изготавливается на основе пены, и они имею достаточную толщину для обеспечения комфорта ношения, но они обеспечивают слабое сокращение; или поясные тесемки представляют собой сочетание из эластичных нитей и нетканого полотна, и такие тесемки имеют высокое предварительное удлинение, что обеспечивает хорошее их сокращение, но они имеют недостаточную толщину и мягкость на ощупь при использовании. Поэтому в одном из воплощений предлагается поясная тесемка с «комбинированным стягиванием», а именно, предлагается поясная тесемка, содержащая нетканый материал и одну или более эластичных нитей, соединенных друг с другом при более высоком первом растяжении (предварительном удлинении), и полученный ламинат прикрепляют к изделию при более низком растяжении (крепежном растяжении), в результате чего нетканый материал образует складки и обеспечивает повышенную толщину/мягкость поясной тесемки как в исходном состоянии изделия, так и в растянутом его состоянии (при использовании). На фиг. 9 показаны поперечные сечения различных типов ламинатов (3000) поясных тесемок. Так, на фиг. 9а-9b показаны сечения поясной тесемки без комбинированного стягивания в растянутом состоянии. На фиг. 9а показано сечение изделия в его исходном состоянии, плоскостью, параллельной латеральной оси базовой части (22) подгузника. На фиг. 9b показано сечение того же изделия в поясной области плоскостью, параллельной латеральной оси базовой части (22) подгузника, при растянутом состоянии изделия. На фиг. 9c-9d показаны сечения поясной тесемки, обладающей комбинированным стягиванием в растянутом состоянии. На фиг. 9с показано сечение изделия в его исходном состоянии, плоскостью, параллельной латеральной оси подгузника. Из данного чертежа видно, что амплитуда и частота складок на поясной тесемке выше, чем на базовой части, к которой она прикреплена. На фиг. 9d показано сечение изделия в растянутом состоянии, в поясной области, плоскостью, параллельной латеральной оси подгузника. Из данного чертежа видно, что даже при растянутом состоянии базовой части поясная тесемка по-прежнему имеет сборки и соответственно повышенную толщину.
В одном из воплощений поясная тесемка содержит ламинат, содержащий нетканый материал и по меньшей мере одну эластичную нить, и при этом скрепление нетканого материала с эластичными нитями производится при первом растяжении (предварительном удлинении), а крепление поясной тесемки к изделию производится при втором растяжении (крепежном растяжении). В одном из воплощений первое растяжение (именуемое далее также предварительным удлинением) составляет более чем примерно 50%, более чем примерно 75%, более чем примерно 100%, более чем примерно 150%, более чем примерно 200%, более чем примерно 225%, более чем примерно 250%, более чем примерно 300%, более чем примерно 350% или более чем примерно 375%. В одном из воплощений второе растяжение (именуемое далее крепежным растяжением поясной тесемки) составляет более чем примерно 25%, более чем примерно 50%, более чем примерно 75% или более чем примерно 100%. В одном из воплощений разница между первым растяжением и крепежным растяжением, именуемая «комбинированным стягиванием», составляет более чем примерно 0%, более чем примерно 65%, более чем примерно 75%, более чем примерно 100%, более чем примерно 150%, более чем примерно 200%, более чем примерно 225%, более чем примерно 250% или более чем примерно 300%.
В одном из воплощений поясная тесемка имеет «полное комбинированное стягивание», составляющее более чем примерно 95%, более чем примерно 100%, более чем примерно 125%, более чем примерно 150%, более чем примерно 175%, более чем примерно 200%.
В одном из воплощений поясная тесемка имеет «комбинированное стягивание в растянутом состоянии», составляющее более чем примерно 35%, более чем примерно 50%, более чем примерно 75%, более чем примерно 100%, более чем примерно 125% или более чем примерно 175%.
В одном из воплощений поясную тесемку прикрепляют в непосредственной близости к поясному краю. В одном из воплощений поясную тесемку прикрепляют в пределах 20 мм от поясного края. В одном из воплощений поясную тесемку прикрепляют вровень с поясным краем. В одном из воплощений поясная тесемка имеется только на одном поясном крае. В одном из воплощений поясная тесемка имеется как на первом, так и на втором поясном крае.
Нетканый материал и одна или более эластичных нитей могут быть скреплены друг с другом с помощью адгезива, механических способов крепления или других способов крепления, известных в данной области техники. Поясная тесемка может быть прикреплена к изделию с помощью адгезива, механических способов крепления или других способов крепления, известных в данной области техники.
В одном из воплощений толщина поясной тесемки в исходном состоянии составляет более чем примерно 1,60 мм, более чем примерно 2,00 мм, более чем примерно 2,25 мм или более чем примерно 2,50 мм.
В одном из воплощений толщина поясной тесемки в растянутом состоянии изделия составляет более чем примерно 0.80 мм, более чем примерно 1,00 мм, более чем примерно 1,25 мм.
Еще одной целью настоящего изобретения является предложить единую конструкцию, включающую ножную уплотнительную систему и переднюю/заднюю поясную тесемку, которая обеспечивала дополнительную защиту от утечек по периметру изделия. Поэтому в одном из воплощений предлагается система защиты «Защита от утечек 360». представляющая собой единую систему из ножных уплотнительных систем и поясных тесемок, элементы которой имеют аналогичную конструкцию и аналогичное количество складок сборки. В некоторых воплощениях могут иметься ножные уплотнительные системы и поясные тесемки, которые перекрываются друг с другом или имеют одинаковые оттенки, текстуру, схемы крепления, цвета или иные визуальные сходства. На фиг. 3 показано воплощение, содержащее складки сборок как в поясных областях, так и в ножной уплотнительной системе.
В одном из воплощений абсорбирующее изделие содержит поясную тесемку и ножную уплотнительную систему, описанные выше, причем сборка на ножной уплотнительной системе имеет первое число складок, а сборка на поясной тесемке имеет второе число складок, и при этом отношение первого числа складок ко второму числу складок составляет более чем примерно 0,5 или более чем примерно 0,75, но менее чем примерно 1,25 или менее чем примерно 1,50. В одном из воплощений отношение первого числа складок ко второму числу складок составляет примерно 1,00. В одном из воплощений отношение первого числа складок ко второму числу складок составляет от примерно 0,75 до примерно 1,25. В одном из воплощений отношение первого числа складок ко второму числу складок составляет от примерно 0,75 до примерно 1,25, если сборка на ножной уплотнительной системе имеет число складок, большее чем примерно 13. В одном из воплощений отношение первого числа складок ко второму числу складок составляет от примерно 0,75 до примерно 1,25, если сборка на поясной тесемке имеет число складок, большее чем примерно 12. В одном из воплощений отношение первого числа складок ко второму числу складок составляет от примерно 0,75 до примерно 1,25, если абсорбирующее изделие является изделием с ленточным креплением.
В одном из воплощений как поясная тесемка, так и ножная уплотнительная система содержат эластичные нити; в одном из воплощений поясная тесемка содержит эластичные нити; в одном из воплощений как поясная тесемка, так и ножная уплотнительная система содержат растягивающийся материал и/или ламинат одного типа.
В одном из воплощений поясная тесемка содержит более чем примерно 10 складок на отрезок сборки длиной 30 мм или более чем примерно 12 складок на отрезок сборки длиной 30 мм. В одном из воплощений ножная уплотнительная система содержит более чем примерно 10 складок на отрезок сборки длиной 30 мм или более чем примерно 12 складок на отрезок сборки длиной 30 мм.
В одном из воплощений поясная тесемка имеется как на первом поясном крае, так и на втором поясном крае, и ножная уплотнительная система имеется как на первом продольном крае, так и на втором продольном крае.
Абсорбирующее изделие 20 может включать ножную уплотнительную систему 70. На фиг. 4 и 5 схематически показаны сечения подходящих ножных уплотнительных систем. Ножная уплотнительная система 70 для ноги может содержать внутреннюю барьерную ножную манжету 71, содержащую подвернутый край 72 внутренней манжеты и край 73 материала внутренней манжеты. Ножная уплотнительная система 70 может также содержать наружную манжету 74, содержащую подвернутый край 75 наружной манжеты и край 76 материала наружной манжеты.
В одном из воплощений ножная уплотнительная система 70 содержит полотно из одного материала. Такое воплощение, в котором используется полотно из одного материала, обеспечивает ценовое преимущество по сравнению с другими воплощениями, в которых используется полотно из более чем одного материала. Кроме того, воплощение, в котором используется полотно из одного материала, может давать меньше утечек, поскольку отсутствуют отверстия, возникающие при креплении нескольких материалов друг с другом. И наконец, воплощение, в котором используется полотно из одного материала, может иметь более привлекательный внешний вид, поскольку видно меньше механических скреплений.
В одном из воплощений ножная уплотнительная система 70 имеет внутреннюю барьерную ножную манжету 71, содержащую подвернутый край 72 внутренней манжеты и край 73 материала внутренней манжеты. Ножная уплотнительная система 70 может также содержать наружную манжету 74, содержащую подвернутый край 75 наружной манжеты и край 76 материала наружной манжеты. В одном из воплощений материал полотна подвернут в латеральном направлении вовнутрь, в результате чего образуется подвернутый край 75 наружной манжеты, и подвернут в латеральном направлении наружу, в результате чего образуется подвернутый край 72 внутренней манжеты. В одном из воплощений материал полотна подвернут в латеральном направлении вовнутрь, в результате чего формируется подвернутый край 75 наружной манжеты, и подвернут в латеральном направлении наружу, в результате чего формируется внутренняя барьерная ножная манжета. Материал барьерной ножной манжеты подвернут в латеральном направлении вовнутрь, в результате чего формируется подвернутый край 72 внутренней манжеты. Внутренняя манжета содержит два слоя материала и подвернута в латеральном направлении наружу, в результате чего формируется внутренняя барьерная ножная манжета и складка 90 барьерной ножной манжеты, и в латеральном направлении вовнутрь, в результате чего формируется подвернутый край внутренней манжеты. В одном из воплощений ножная уплотнительная система 70 является протяженной от первого поясного края до второго поясного края 38 и прикреплена к верхнему листу 24 и/или тыльному листу 26 между подвернутым краем внутренней манжеты 72 и подвернутым краем 75 наружной манжеты в промежностной области 37. В одном из воплощений край 76 материала наружной манжеты расположен в латеральном направлении внутри по отношению к краю 73 материала внутренней манжеты.
В одном из воплощений наружная ножная манжета 74 содержит эластичные элементы 77, расположенные в виде протяженного в латеральном направлении набора между подвернутым краем 75 наружной манжеты и краем 76 материала наружной манжеты. Наружная ножная манжета 74 может содержать по меньшей мере два эластичных элемента 77, по меньшей мере три эластичных элемента 77, по меньшей мере четыре эластичных элемента 77, по меньшей мере пять эластичных элементов 77, или по меньшей мере шесть эластичных элементов 77. В одном из воплощений эластичные элементы 77 могут быть расположены между краем 73 материала внутренней манжеты и подвернутым краем 75 наружной манжеты.
В одном из воплощений внутренняя барьерная ножная манжета 71 содержит набор эластичных элементов 78 в области подвернутого края 72 внутренней манжеты. Внутренняя барьерная ножная манжета 71 может содержать по меньшей мере один эластичный элемент 78; меньшей мере два эластичных элемента 78, по меньшей мере три эластичных элемента 78, по меньшей мере четыре эластичных элемента 78 или по меньшей мере пять эластичных элементов 78. В одном из воплощений эластичные элементы 78 могут быть расположены между подвернутым краем 72 внутренней манжеты и краем 76 материала наружной манжеты.
В одном из воплощений ножная уплотнительная система 70 имеет внутреннюю барьерную ножную манжету 71, содержащую подвернутый край 72 внутренней манжеты и край 73 материала внутренней манжеты. Ножная уплотнительная система 70 может дополнительно содержать наружную ножную манжету 74, содержащую подвернутый край 75 наружной манжеты и край 76 материала наружной манжеты. Ножная уплотнительная система 70 может содержать первый материал, содержащий внутреннюю барьерную ножную манжету 71, и второй материал, содержащий наружную ножную манжету 74. Первый и второй материалы могут перекрываться друг с другом и могут быть соединены друг с другом вдоль продольного края каждого из материалов любым подходящим способом скрепления. В одном из воплощений материал полотна подвернут в латеральном направлении вовнутрь, в результате чего образуется подвернутый край 75 наружной манжеты, и подвернут в латеральном направлении наружу, в результате чего формируется подвернутый край 72 внутренней манжеты. В одном из воплощений проксимальные края наружной манжеты 74 совпадают.
Одним из преимуществ ножной уплотнительной системы 70 в соответствии с настоящим изобретением является то, что если в конструкции используется в сущности непроницаемый для жидкости материал, то слой из полимерной пленки может быть более узким или вообще может отсутствовать, в результате чего такая конструкция будет удешевлена. Использование надежных технологий адгезивного скрепления позволяет получить в сущности непроницаемые для жидкости линии скрепления, то есть в целом повысить надежность изделия. Такой подход позволяет использовать более узкий слой из полимерной пленки, который лишь немного шире, чем абсорбирующая сердцевина, что позволяет избежать дублирующих друг друга линий скрепления.
В некоторых воплощениях настоящего изобретения слой из полимерной пленки менее чем примерно на 50 мм шире, чем абсорбирующая сердцевина; менее чем примерно на 40 мм шире или менее чем примерно на 30 мм шире. В некоторых воплощениях полимерная пленка тыльного листа по меньшей мере примерно на 20 мм уже, чем ширина базовой части; по меньшей мере примерно на 40 мм уже, чем ширина базовой части; по меньшей мере примерно на 60 мм уже, чем ширина базовой части;
по меньшей мере примерно на 80 мм уже, чем ширина базовой части; по меньшей мере примерно на 100 мм уже, чем ширина базовой части; или по меньшей мере примерно на 120 мм уже, чем ширина базовой части.
В одном из воплощений настоящего изобретения может использоваться накладка 80, усиливающая непрозрачность и прочность. Накладка 80, усиливающая непрозрачность и прочность, представляет собой дополнительный слой материала. Накладка 80, усиливающая непрозрачность и прочность, может быть соединена с ножной уплотнительной системой 70, слоем полимерной пленки или тыльным листом 26. Накладка 80, усиливающая непрозрачность и прочность, может быть расположена между тыльным листом 26 и ножной уплотнительной системой 70 в первой поясной области 36, задней поясной области 38 или в обеих данных областях изделия. Накладка 80, усиливающая непрозрачность и прочность, может перекрываться с ножной уплотнительной системой 70 и/или со слоем полимерной пленки. Накладка 80, усиливающая непрозрачность и прочность, может быть прикреплена к ножной уплотнительной системе 70 и/или слою из полимерной пленки с помощью любых подходящих скреплений, таких как клей, механическое скрепление, термическое скрепление и им подобные, так чтобы нагрузки, возникающие в процессе надевания и ношения изделия, передавались от латерального края изделия к ножной уплотнительной системе 70 и/или слою полимерной пленки. Преимуществом накладки 80, усиливающей непрозрачность и прочность, является то, что она обеспечивает механическую прочность, необходимую для предотвращения чрезмерного растяжения изделия при его надевании и ношении; кроме того, она обеспечивает дополнительную непрозрачность по боковым сторонам изделия и в поясных областях, благодаря чему кожа носящего не будет видна через изделие. С этой точки зрения накладка 80, усиливающая непрозрачность и прочность, может быть расположена в любом месте базовой части, в частности, в тех местах, где наиболее желательны непрозрачность и механическая прочность. Материалы, подходящие для изготовления накладки, усиливающей непрозрачность и прочность, включают материалы, имеющие удельный вес по меньшей мере примерно 10 г/м2, по меньшей мере примерно 15 г/м2 или по меньшей мере примерно 25 г/м2. Накладка 80, усиливающая непрозрачность и прочность, подходящая для использования в настоящем изобретении, может иметь следующие свойства растяжения в поперечном направлении: сила растяжения 0,4 Н при технической деформации 2% для образца шириной 1 дюйм; сила растяжения 1,25 Н при технической деформации 5% для образца шириной 1 дюйм; сила растяжения 2,5 Н при технической деформации 10% для образца шириной 1 дюйм. Примером подходящего материала для изготовления накладки 80, усиливающей непрозрачность и прочность, является материал производства Pegas (Чехия), номер по каталогу 803968.
В одном из воплощений ножной уплотнительная система 70 изготовлена из в сущности непроницаемого для жидкости материала. Материал может быть выбран из группы, состоящей из нетканого материала типа SMS, нетканого материала типа SMMS (где S означает полотно типа спанбонд, а М означает полотно из волокон, выдуваемых из расплава), и может также содержать слой, содержащий нановолокна.
Нетканые полотна могут содержать полотна типа SMS, содержащие наружные слои из полотен типа спанбонд из термопластических материалов (например, из полиолефинов), и внутренний слой полотна из термопластических волокон, выдуваемых из расплава. В одном из воплощений настоящего изобретения ножная уплотнительная система 70 содержит слой нетканого полотна из особо тонких волокон (нановолокон, или N-волокон), имеющих средний диаметр меньше 1 мкм, используемый в совокупности с прочими слоями из нетканых полотен. В некоторых воплощениях слой из нановолокон (N-слой) может использоваться для изготовления нетканого полотна типа SNS или SMNS. Дополнительное описание нановолокон приводится в публикации WO 2005/095700 и патентной заявке США 13/024844.
В одном из воплощений абсорбирующее изделие включает абсорбирующую сердцевину 28, которая в сущности не содержит целлюлозы, как описано в патентах США 7750203; 7744576 и в патентной публикации США 2008/0312617 A1. Сечения различных воплощений подходящих конструкций абсорбирующей сердцевины показаны на фиг. 6-8. В одном из воплощений абсорбирующая сердцевина 28 содержит первый и второй слои 281, 282 материала и абсорбирующий материал 283, расположенный между первым и вторым слоями 281, 282 материала. В одном из воплощений первый и второй слои материала могут включать по меньшей мере один из следующих материалов: нетканое волокнистое полотно, тканое волокнистое полотно и слой термопластического адгезивного материала. И хотя первый и второй слои могут быть изготовлены из одного и того же материала, в одном из воплощений первый слой 281 является нетканым волокнистым полотном, а второй слой 282 является слоем термопластического адгезивного материала. Нетканое волокнистое полотно 281 может включать синтетические волокна, например односоставные волокна из полиэтилена, полиэтилентерефталата или полипропилена, или многосоставные волокна конфигураций «бок о бок», «оболочка/сердцевина» и «островки в море». Такие синтетические волокна могут быть сформированы с использованием процессов типа спанбонд или выдувание из расплава. Нетканое волокнистое полотно 281 может включать одиночный слой волокон, но может быть предпочтительно, чтобы оно включало несколько слоев из волокон, например несколько слоев из волокон спанбонд, несколько слоев из волокон, выдуваемых из расплава или различные сочетания слоев волокон спанбонд и волокон, выдуваемых из расплава. В одном из воплощений нетканое волокнистое полотно 281 может быть обработано активным веществом, например поверхностно-активным веществом, для повышения поверхностной энергии волокон полотна. Такие активные вещества делают нетканое полотно более проницаемым для жидкостей, таких как моча. В других воплощениях нетканое полотно может быть обработано веществом, которое понижает поверхностную энергию волокон полотна (например, силиконом). Такие активные вещества делают нетканое полотно менее проницаемым для таких жидкостей, как моча.
Первый слой 281 содержит первую поверхность 2811 и вторую поверхность 2812, и по меньшей мере области 2813 первой поверхности находятся в непосредственном контакте со значительным количеством абсорбирующего материала 283. В одном из воплощений абсорбирующий материал расположен на первой поверхности 2811 в виде областей 2813 на первом слое 281, которые находятся в непосредственном контакте со значительным количеством абсорбирующего полимерного материала 283 и областей 2814 на первом полотне, которые находятся в непосредственном контакте только с незначительным количеством абсорбирующего материала. Под «непосредственным контактом со значительным количеством абсорбирующего материала» подразумевается, что абсорбирующий материал нанесен на области 2813 с удельный весом по меньшей мере 100 г/м2, по меньшей мере 250 г/м2 или даже по меньшей мере 500 г/м2. Абсорбирующий материал может быть нанесен в виде областей, все из которых имеют одинаковую форму и размеры (площадь основания и высоту). В качестве альтернативы, абсорбирующий материал может быть нанесен в виде областей, которые имеют разные форму и размеры, например, изменяющиеся по градиенту.
В одном из воплощений второй слой 282 является слоем термопластического адгезивного материала. В контексте настоящего описания «термопластический адгезивный материал» означает полимерный состав, из которого формируют волокна и наносят их на абсорбирующий материал для иммобилизации абсорбирующего материала как в сухом, так и во влажном состоянии. неограничивающие примеры термопластических адгезивных материалов могут включать одиночные термопластические полимеры или смеси термопластических полимеров. Термопластический адгезивный материал может быть также клеем-расплавом, содержащим по меньшей мере один термопластический полимер в сочетании с прочими термопластическими компонентами, такими как повышающие клейкость смолы, пластификаторы и прочие добавки, например антиоксиданты. В некоторых воплощениях термопластический полимер имеет молекулярный вес (Mw), составляющий более чем 10000 и температуру стеклования (Tg), как правило, ниже комнатной температуры (-6°C > Tg < 16°C). В некоторых воплощениях типичное содержание полимера в клее-расплаве составляет от примерно 20% до примерно 40% по весу. Подходящими полимерами являются стирольные блочные сополимеры, включая структуры из трех блоков типа А-В-А, структуры из двух блоков типа А-В и блок-сополимеры (А-В)n радиальной структуры, где А - неэластомерные полимерные блоки, как правило, содержащие полистирол, а В - ненасыщенные конъюгированные диены или их (частично) гидрогенизованные формы. Блок В, как правило, является изопреном, бутадиеном, этилен/бутиленом (гидрогенизованным бутадиеном), этилен/пропиленом (гидрогенизованным изопреном) или их смесями. Прочими подходящими термопластическими полимерами являются металлоценовые полиолефины, которые представляют собой полимеры, изготовленные с помощью катализатора с единым центром полимеризации на металле (металлоценового катализа). В некоторых воплощениях смола, повышающая клейкость, как правило, имеет показатель Mw ниже 5000 и температуру стеклования Tg выше комнатной. Типичное содержание смолы в клее-расплаве составляет от примерно 30% до примерно 60% по весу. Пластификатор, как правило, имеет низкий молекулярный вес (менее 1000), температуру стеклования Tg ниже комнатной и используется в концентрации от примерно 0% до примерно 15%.
Термопластический адгезивный материал 282 может быть в сущности равномерно распределен в абсорбирующем материале 283. В альтернативных воплощениях термопластический адгезивный материал 282 может быть нанесен в виде волокнистого слоя поверх абсорбирующего материала 283 и областей 2814 первой поверхности 2811, которые находятся в контакте только с незначительным количеством абсорбирующего материала. В одном из воплощений термопластический адгезивный материал наносится в количестве от примерно 1 г/м2 до примерно 20 г/м2, от примерно 1 г/м2 до примерно 15 г/м2 или даже от примерно 2 г/м2 до примерно 8 г/м2. Неравномерное нанесение абсорбирующего материала на первый слой 281 придает в сущности трехмерную структуру волокнистому слою термопластического материала 282. Иными словами, слой термопластического адгезивного материала повторяет топографию абсорбирующего материала 283, нанесенного на первое нетканое волокнистое полотно 281 и области 2814, которые содержат лишь незначительное количество абсорбирующего материала. И хотя теоретически это не обязательно, можно ожидать, что термопластический адгезивный материал в соответствии с настоящим изобретением усиливает иммобилизацию абсорбирующего материала в сухом и влажном состоянии.
В одном из воплощений абсорбирующая сердцевина 28 может дополнительно содержать второй слой нетканого волокнистого материала 284. Данный второй слой может быть изготовлен из того же самого материала, что и нетканый волокнистый слой 281, или он может быть изготовлен из иного материала. Изготовление первого и второго нетканых волокнистых слоев 281, 284 из различных материалов может обеспечивать дополнительное преимущество в виде придания данным слоям различных функциональных свойств.
Области 2813 могут иметь любую подходящую форму в плоскости x-y абсорбирующей сердцевины. В одном из воплощений области 2813 имеют вид дисков, распределенных по первой поверхности первого полотна 281. В другом воплощении области 2813 имеют вид полос, протяженных сплошным образом вдоль продольной оси абсорбирующей сердцевины (в направлении y). В некоторых воплощениях данные полосы могут быть расположены под углом от 10° до 90°, от 20° до 80°, от 30° до 60° или даже под углом 45° к продольной оси абсорбирующего изделия.
В одном из воплощений второй нетканый слой 284 имеет первую поверхность 2841 и вторую поверхность 2842, и абсорбирующий материал 283 наносится на первую поверхность 2841, в результате чего формируется совокупность областей 2843, которые находятся в непосредственном контакте со значительным количеством абсорбирующего материала 283, и совокупность областей 2844 на первой поверхности 2841, которые находятся в непосредственном контакте с незначительным количеством абсорбирующего материала, как было описано выше. В одном из воплощений термопластический адгезивный материал 285 может быть дополнительно нанесен поверх второго нетканого слоя 284, как было описано выше в отношении композитной структуры «первое полотно/абсорбирующий материал/термопластический адгезивный материал». После этого поверх первого нетканого слоя 281 может быть нанесен второй нетканый слой 284. В одном из воплощений структура нанесения абсорбирующего материала на второй нетканый слой 284 такая же, как структура нанесения абсорбирующего материала на первый нетканый слой 281. В других воплощениях нанесение абсорбирующего материала на первый и второй нетканый слои отличается по меньшей мере по одному из следующих признаков: форма областей нанесения, площадь областей нанесения, количество абсорбирующего материала в областях нанесения и тип абсорбирующего материала в областях нанесения.
Абсорбирующая сердцевина 28 может также включать дополнительный адгезив, который не показан на чертежах. Дополнительный адгезив может быть нанесен по меньшей мере на один или даже на оба из первого и второго нетканых слоев 281, 284 до нанесения абсорбирующего материала 283 для усиления адгезии абсорбирующего материала, а также адгезии термопластического адгезивного материала 282, 285 к соответствующим нетканым слоям 281, 284. Дополнительный адгезив может также способствовать иммобилизации абсорбирующего материала и может содержать термопластический адгезивный материал из описанных выше, или может содержать прочие адгезивы, включая, но не ограничиваясь ими, распыляемые клеи-расплавы, включая клей-расплав производства Н.В. Fuller Co. (Сент-Пол, штат Миннесота, США), номер по каталогу HL-1620-B. Дополнительный адгезив может быть нанесен на нетканые слои любыми подходящими способами. В частности, в некоторых воплощениях он может быть нанесен полосами шириной от примерно 0,5 мм до примерно 1 мм на расстоянии от примерно 0,5 мм до примерно 2 мм друг от друга. неограничивающие примеры подходящего абсорбирующего материала 283 включают абсорбирующие полимерные материалы, такие как полимерные материалы с перекрестными связями, которые могут поглощать 0,9% раствор соли в количестве, по меньшей мере в 5 раз превышающем их собственный вес (по методу Edana 441.2-01 измерения удерживающей емкости центрифугированием). В одном из воплощений абсорбирующий материал 283 является абсорбирующим полимерным материалом в форме частиц, то есть текучим в сухом состоянии.
Примеры
Дифференциальное сокращение
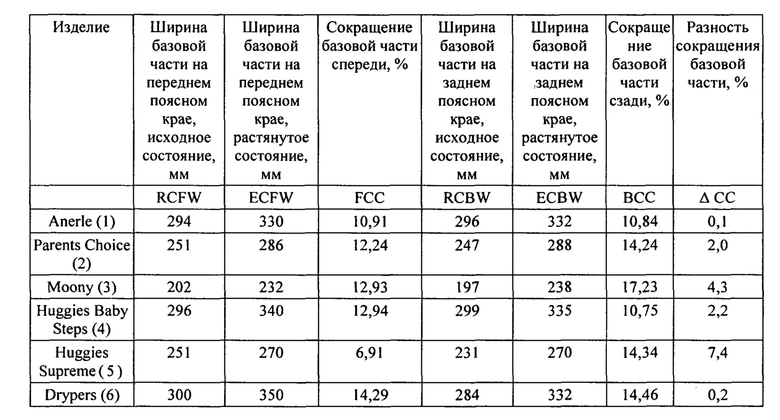
(1) Подгузники с ленточным скреплением Anerle (Филиппины), размер L (9-13 кг), SKU 90324495220, партия 20121009 WP 071157C9236; поясная тесемка из зеленой пены, заключенная в прочие слои изделия.
(2) Подгузники с ленточным скреплением Parents Choice (США), партия 9344 М02 1759 S-1855; поясная тесемка из белой пены, заключенная в прочие слои изделия.
(3) Подгузники с ленточным скреплением Moony (Япония), партия 910193071; поясная тесемка из зеленой пены, заключенная в прочие слои изделия.
(4) Подгузники Huggies Baby Steps США, 1991, размер 4, партия 3U251910248; поясная тесемка из белой пены в голубой пленке.
(5) Подгузники Huggies Supreme 2001, размер 4, партия NM 127501F0755; поясная тесемка из зеленой пены с эластичными нитями с малым показателем денье, в белой пленке
(6) Подгузники Drypers, США, размер L, 9/8/1998; поясная тесемка из белой пены в белой пленке

А - Предварительное удлинение: 150%; Крепежное растяжение поясной тесемки: 150%; Разность предварительного удлинения спереди и сзади: 0
В - Предварительное удлинение: 200%; Крепежное растяжение поясной тесемки: 200%; Разность предварительного удлинения спереди и сзади: 0
С - Предварительное удлинение: 150%; Крепежное растяжение поясной тесемки: 130%; Разность предварительного удлинения спереди и сзади: 20
D - Предварительное удлинение: 200%; Крепежное растяжение поясной тесемки: 180%; Разность предварительного удлинения спереди и сзади: 20
Е - Предварительное удлинение: 150%; Крепежное растяжение поясной тесемки: 110%; Разность предварительного удлинения спереди и сзади: 40
F - Предварительное удлинение: 200%; Крепежное растяжение поясной тесемки: 160%; Разность предварительного удлинения спереди и сзади: 40
G - Предварительное удлинение: 150%; Крепежное растяжение поясной тесемки: 100%; Разность предварительного удлинения спереди и сзади: 50
Н - Предварительное удлинение: 200%; Крепежное растяжение поясной тесемки: 140%; Разность предварительного удлинения спереди и сзади: 60
I - Предварительное удлинение: 200%; Крепежное растяжение поясной тесемки: 120%; Разность предварительного удлинения спереди и сзади: 80
J - Предварительное удлинение: 200%; Крепежное растяжение поясной тесемки: 100%; Разность предварительного удлинения спереди и сзади: 100
Комбинированное стягивание
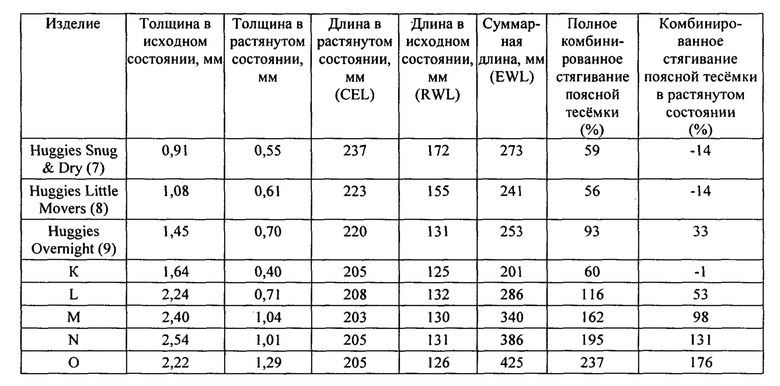
(7) Huggies Snug & Dry, размер 4; партия BI 103108В
(8) Huggies Little Movers, размер 3; партия BI 024610В
(9) Huggies Overnight, размер 4; партия PA 027104F
K - предварительное удлинение 75% и крепежное растяжение поясной тесемки 75%
L - предварительное удлинение 150% и крепежное растяжение поясной тесемки 75%
М - предварительное удлинение 225% и крепежное растяжение поясной тесемки 75%
N - предварительное удлинение 300% и крепежное растяжение поясной тесемки 75%
О - предварительное удлинение 375% и крепежное растяжение поясной тесемки 75%
«Защита от утечек 360»

Р - предварительное удлинение 150% и крепежное растяжение поясной тесемки 75%
R - предварительное удлинение 150% и крепежное растяжение поясной тесемки 75%
Q - предварительное удлинение 150% и крепежное растяжение поясной тесемки 75%
Методы испытаний
Метод измерения сокращения базовой части
Сокращение базовой части может быть измерено с помощью калиброванной линейки, позволяющей проводить измерения длины с точностью до 1 мм (по соответствующим национальным стандартам, например по стандарту NIST), и динамометра, позволяющего прикладывать усилие 500 г-сил с точностью до 0,5 г-сил. Подходящим является динамометр серии Chatillon DFS производства Ametek (Ларго, штат Флорида, США). Для удержания испытуемого образца к динамометру прикрепляли пружинный зажим с губками длиной 60 мм и шириной 10 мм. Все измерения проводили в помещении, в котором поддерживалась температура 23±2°C и относительная влажность 50±2%. Перед проведением измерений образцы выдерживали в течение 2 часов при температуре 23±2°C и относительной влажности 50±2%.
Для проведения данного измерения выбирали участок базовой части, содержащий тыльный лист, но не содержащий каких-либо прикрепленных к нему планок или эластичных «ушек». Изделие разворачивали, не растягивая при этом поясных тесемок, и укладывали его на плоскую горизонтальную поверхность рабочего стола, тыльным листом вниз, а верхним листом вверх. Планки или ушки, прикрепленные к задней половине изделия (если имелись), также разворачивали и укладывали на поверхность рабочего стола. Выявляли заднюю поясную тесемку изделия. Поперек изделия, лежащего на рабочем столе, укладывали калиброванную линейку и выравнивали ее относительно латеральной средней линии поясной тесемки. Измеряли расстояние в латеральном направлении от правого латерального края базовой части до левого латерального края базовой части и записывали его значение с точностью до 1 мм. Измеренное таким образом значение считается «шириной задней части базовой части в исходном состоянии (RBCW)».
К правому дистальному краю базовой части крепили динамометр. Динамометр должен быть прикреплен таким образом, чтобы растягивающее усилие действовало слева направо. Губки зажима должны быть параллельны продольной оси изделия и центрированы относительно средней латеральной линии поясной тесемки. В губках должно быть зажато примерно 3 мм базовой части.
К рабочему столу приклеивали полоску двухсторонней клейкой ленты шириной 50 мм и длиной 900 мм. Брали изделие таким образом, чтобы тыльный лист был обращен к поверхности клейкой ленты, а задняя поясная тесемка была параллельна длинной стороне ленты. Латеральную среднюю линию поясной тесемки совмещали с латеральной средней линией клейкой полоски. Прикрепляли первые 3 мм левого края базовой части к клейкой ленте. С помощью динамометра растягивали заднюю поясную тесемку так, чтобы приложенное усилие составило 500 г-сил. Опускали изделие и приклеивали заднюю поясную тесемку изделия к клейкой ленте по всей ширине базовой части. Отцепляли динамометр от базовой части. Поперек изделия укладывали калиброванную линейку и выравнивали ее относительно латеральной средней линии поясной тесемки. Измеряли расстояние в латеральном направлении от правого дистального края базовой части до левого дистального края базовой части и записывали его значение с точностью до 1 мм. Измеренное таким образом значение считалось «шириной задней части базовой части в растянутом состоянии» (EBCW).
Повторяли описанную выше процедуру для передней поясной тесемки и определяли аналогичным образом «ширину передней части базовой части в исходном состоянии» (RFCW) и «ширину передней части базовой части в растянутом состоянии». Рассчитывали показатели сокращения базовой части по следующим формулам:
% сокращения базовой части в задней части (%ВСС)=(EBCW-RBCW) / EBCW×100
% сокращения базовой части в передней части (%FCC)=(EFCW-RFCW) / EFCW×100
Разность сокращения базовой части в передней части и задней части = абсолютное значение (ВСС-FCC)
Толщина поясной тесемки
Для измерения толщины поясной тесемки в различных состояниях использовали цифровой микрометр Ono Sokki (измерительная линейка GS-503 с цифровой шкалой DG-3610) (Япония), позволяющий проводить измерения с точностью до 0,01 мм. Диаметр ножки составлял 1 см, а давление, прикладываемое к образцу, составляло 0,5 фунтов/дюйм2. Показания снимали после выдержки ножки на образце в течение 5 секунд. Для измерения толщины поясной тесемки в растянутом состоянии под нее подкладывали стальную пластину толщиной 1,5±0,1 мм, шириной 20 см и длиной 40 мм. Все измерения проводили в помещении, в котором поддерживалась температура 23±2°C и относительная влажность 50±2%. Перед проведением измерений образцы выдерживали в течение 2 часов при температуре 23±2°C и относительной влажности 50±2%.
Толщина поясной тесемки в исходном состоянии
Изделие разворачивали, стараясь не растягивать при этом поясных тесемок, и укладывали его на плоскую горизонтальную поверхность рабочего стола, тыльным листом вниз, а верхним листом вверх. Планки или ушки, прикрепленные к задней половине изделия (если имелись), также разворачивали и укладывали на поверхность рабочего стола. Выявляли заднюю поясную тесемку изделия. С помощью линейки измеряли размер поясной тесемки в латеральном направлении, то есть по ее продольной средней линии. Полученное значение считалось «длиной поясной тесемки в исходном состоянии». На упомянутой средней линии делали отметку, соответствующую 50% размера поясной тесемки в латеральном направлении. Даная точка именовалась точкой WS1. Отмечали также точку WS2, расположенную на 1,5 см левее отметки WS1, и точку WS3, расположенную на 1,5 см правее отметки WS1.
Устанавливали микрометр на основание и обнуляли цифровую шкалу. Укладывали изделие на наковальню верхним листом вверх и с помощью микрометра определяли толщину изделия в точках WS1, WS2 и WS3. Записывали измеренные значения толщины поясного края изделия в исходном состоянии (обозначаемые соответственно RWC1, RWC2 и RWC3) с точностью до 0,01 мм.
С помощью криогенного распылителя (например, CytoFreeze производства Control Company, США) из изделия аккуратно извлекали эластичный элемент. Изделие укладывали на основание верхним листом вверх и с помощью микрометра измеряли толщину изделия в точках WS1, WS2 и WS3. Измеренные значения «толщины верхнего листа в исходном состоянии» (обозначаемые соответственно RBC1, RBC2, RBC3) записывали с точностью до 0,01 мм.
Рассчитывали толщину поясной тесемки в исходном состоянии по формуле:
Толщина поясной тесемки в исходном состоянии = [(RWC1-RBC1)+(RWC2-RBC2)+(RWC3-RBC3)]/3
Данную процедуру повторяли для трех идентичных изделий, и записывали среднее значение с точностью до 0,01 мм.
Толщина поясной тесемки в растянутом состоянии
Абсорбирующее изделие аккуратно разворачивали, стараясь не растягивать поясных тесемок. Собирали подставку, которая прочно удерживала горизонтальный стержень. К левому краю базовой части прикрепляли пружинный зажим, так, чтобы поясная тесемка была зажата по центру зажима. Зажим подвешивали к горизонтальному стержню таким образом, чтобы поясная тесемка висела вертикально. К правому краю базовой части прикрепляли второй зажим, масса которого составляла 300±1 г, так, чтобы поясная тесемка была также зажата по центру зажима. Изделию давали повисеть 30 секунд, после чего с помощью линейки измеряли длину поясной тесемки с точностью до 1 мм. Измеренное значение считалось «длиной базовой части в растянутом состоянии» (CEL), которое использовали в дальнейших измерениях и расчетах.
Еще одно изделие разворачивали, стараясь не растягивать при этом поясных тесемок, и укладывали его на плоскую горизонтальную поверхность рабочего стола, тыльным листом вниз, а верхним листом вверх. Планки или ушки, прикрепленные к задней половине изделия (если имелись), также разворачивали и укладывали на поверхность рабочего стола. Выявляли заднюю поясную тесемку изделия. С помощью линейки измеряли размер поясной тесемки в латеральном направлении, то есть по ее продольной средней линии. Полученное значение размера считалось «длиной поясной тесемки в исходном состоянии» (RWL). На упомянутой средней линии делали отметку, соответствующую 50% размера поясной тесемки в латеральном направлении. Даная точка именовалась точкой WS1. Отмечали также точку WS2, расположенную на 1,5 см левее отметки WS1, и точку WS3, расположенную на 1,5 см правее отметки WS1. Определяли проксимальный край поясной тесемки, то есть край, расположенный ближе всего к промежностной области изделия. Проводили линию, протяженную в латеральном направлении, расположенную на расстоянии 1,5 см от упомянутого проксимального края поясной тесемки и параллельно данному краю. Отмечали пересечение данной латеральной линии с продольной осью изделия, проходящей через точку WS1. Полученную таким образом точку обозначали AS1. Подобным образом отмечали точки AS2 и AS3, расположенные напротив точек WS2 и WS3 соответственно.
Изделие укладывали на пластину из нержавеющей стали, верхним листом вверх. Левый дистальный край базовой части закрепляли на стальной пластине с помощью клейкой ленты, на центральной линии поясной тесемки. Крепко брались за правую сторону базовой части и растягивали ее до такой степени, чтобы длина поясной тесемки стала равной «длине базовой части в растянутом состоянии» (CEL). Прикрепляли правую сторону базовой части к стальной пластине с помощью клейкой ленты.
Стальную пластину с прикрепленным к ним изделием устанавливали на основание микрометра. Ножку микрометра опускали на участок стальной пластины, не покрытый изделием, и обнуляли цифровую шкалу. После этого микрометром измеряли толщину изделия в шести отмеченных точках. Показания записывали с точностью до 0,01 мм. Измеренные значения считали значениями «толщины поясного края в растянутом состоянии» и обозначали EWC1, EWC2, и EWC3. С помощью криогенного распылителя из изделия аккуратно извлекали эластичный элемент. Стальную пластину с изделием укладывали на основание микрометра и измеряли толщину изделия в точках WS1, WS2 и WS3. Измеренные значения «толщины верхнего листа в растянутом состоянии» (обозначаемые соответственно ЕВС1, ЕВС2, ЕВС3) записывали с точностью до 0,01 мм.
Рассчитывали толщину поясной тесемки в растянутом состоянии по формуле:
Толщина поясной тесемки в растянутом состоянии = [(EWC1-ЕВС1)+(EWC2-ЕВС2)+(EWC3-ЕВС3)]/3
Данную процедуру повторяли для трех идентичных изделий и определяли среднее значение с точностью до 0,01 мм.
Комбинированное стягивание поясных тесемок (в процентах)
Все описанные ниже измерения длины проводили с помощью калиброванной линейки, позволяющей измерять длину с точностью до 1 мм (по соответствующим национальным стандартам, например, по стандарту NIST). Все измерения проводили в помещении, в котором поддерживалась температура 23±2°C и относительная влажность 50±2%. Перед проведением измерений образцы выдерживали в течение 2 часов при температуре 23±2°C и относительной влажности 50±2%.
Абсорбирующее изделие разворачивали, стараясь не растягивать поясные тесемки. Изделие укладывали на плоскую горизонтальную поверхность рабочего стола, тыльным листом вниз, а верхним листом вверх. Если в изделии имелись крепежные планки или ушки, прикрепленные к его задней половине, их также разворачивали и укладывали на поверхность рабочего стола. Выявляли заднюю поясную тесемку изделия. Калиброванной линейкой измеряли размер поясной тесемки в латеральном направлении, на ее средней линии, и записывали результат с точностью до 1 мм. Данное значение считалось «длиной поясной тесемки в исходном состоянии» (RWL).
С помощью криогенного распылителя (например, CytoFreeze производства Control Company, США) из изделия аккуратно извлекали поясную тесемку. Поясную тесемку помещали в стакан со 100 мл дихлорметана и вымачивали 15 минут для растворения адгезивов. После этого поясную тесемку извлекали из растворителя и удаляли из нее эластичные элементы. Основу поясной тесемки расправляли и в плоском состоянии оставляли под вытяжкой до высыхания. Собирали подставку, в которой фиксировали горизонтальный стержень. К левому краю поясной тесемки прикрепляли пружинный зажим шириной, по меньшей мере равной ширине поясной тесемки. Зажим подвешивали к горизонтальному стержню таким образом, чтобы поясная тесемка висела вертикально. К правому краю поясной тесемки прикрепляли второй зажим, масса которого составляла 3±1 г, шириной, по меньшей мере равной ширине поясной тесемки. Изделию давали повисеть 30 секунд, после чего с помощью линейки измеряли длину поясной тесемки с точностью до 1 мм. Измеренное значение считалось «длиной поясной тесемки в растянутом состоянии» (EWL). Рассчитывали полное комбинированное стягивание поясной тесемки по формуле:
Полное комбинированное стягивание поясной тесемки (%)=(EWL-RWL) / RWL×100
Данную процедуру повторяли для трех идентичных изделий и определяли среднее значение.
Рассчитывали комбинированное стягивание поясной тесемки в растянутом состоянии по формуле:
Комбинированное стягивание поясной тесемки в растянутом состоянии (%)=(EWL-RWL)/RWL×100-(1-((CEL-RWL)/CEL)*100)
Данную процедуру повторяли для трех идентичных изделий и определяли среднее значение.
Частота складок подсобранных поясных тесемок и ножных манжет в подгузниках с ленточным скреплением
В визуально определяемой центральной части присборенной поясной тесемки (относительно направлений CD и MD (направления движения в машине) подгузника) подсчитывали число складок на участке длиной 30 мм. Число складок подсчитывали как на конце с лентами крепления (ТЕ), так и на конце без лент крепления (UTE). Для этого удерживали на месте измерительную рамку, показанную на фиг. 10, и подсчитывали число пиков сборки в окошке шириной 30 мм. При этом старались не растягивать сборку. Подсчет проводили для конца с лентами (ТЕ), изнутри и снаружи, и затем для конца без лент (UTE), изнутри и снаружи изделия. Определенное таким образом число складок на участке длиной 30 мм записывали.
В визуально определяемой центральной части присборенной ножной уплотнительной системы (относительно направлений CD и MD подгузника) подсчитывали число складок на участке длиной 30 мм как на левой стороне изделия, так и на правой его стороне. Для этого удерживали на месте измерительную рамку и подсчитывали число пиков сборки в окошке шириной 30 мм. При этом старались не растягивать складки. Определенное таким образом число складок на участке длиной 30 мм записывали.
Рассчитывали отношение складок на присборенной ножной уплотнительной системе к числу складок на присборенной поясной тесемке по формуле:
Отношение = среднее число складок на присборенной ножной уплотнительной системе/среднее число складок на присборенной поясной тесемке
Данную процедуру повторяли для трех идентичных изделий и определяли среднее значение.
Пропорция длины и размера в направлении CD
Пропорция длины и размера в направлении CD определяется как отношение длины базовой части в растянутом состоянии (CEL) к ширине задней части базовой части в растянутом состоянии (EBCW) в соответствии с определениями, данными выше.
Рассчитывали пропорцию длины и размера в направлении CD по формуле:
Пропорция длины и размера в направлении CD=CEL/EBCW
Данную процедуру повторяли для трех идентичных изделий и определяли среднее значение.
Размеры и их значения, содержащиеся в данном документе, не следует рассматривать как строго ограниченные в точности приведенными значениями. Напротив, если не оговорено особо, под приведенным значением понимается данное значение в точности и все значения, находящиеся в функционально эквивалентной его окрестности. Так, например, значение, обозначенное как 40 мм, следует рассматривать как «примерно 40 мм».
Все документы, цитируемые в подробном описании настоящего изобретения в части, относящейся к настоящему изобретению, упоминаются только для ссылки. Цитирование какого-либо документа не должно рассматриваться как признание того, что цитируемый документ должен быть включен в уровень техники по отношению к настоящему изобретению. Если какое-либо значение или определение понятия в настоящем документе не совпадает со значением или определением данного понятия в документе, на который дается ссылка, следует руководствоваться значением или определением данного понятия, содержащимся в настоящем документе.
Несмотря на то что в данном документе иллюстрируются и описываются конкретные воплощения настоящего изобретения, сведущим в данной области техники будет очевидно, что возможно внесение прочих изменений и модификаций, не нарушающих идею и назначение изобретения. С этой целью имелось в виду в прилагаемой формуле изобретения представить все возможные подобные изменения и модификации в объеме настоящего изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| АБСОРБИРУЮЩЕЕ ИЗДЕЛИЕ С ПРИСБОРЕННЫМИ ПОЯСНОЙ ТЕСЁМКОЙ И НОЖНОЙ МАНЖЕТОЙ | 2012 |
|
RU2575433C2 |
| АБСОРБИРУЮЩЕЕ ИЗДЕЛИЕ СО СТЯГИВАЮЩЕЙСЯ ПОЯСНОЙ ТЕСЕМКОЙ | 2012 |
|
RU2572174C2 |
| Абсорбирующее изделие с поясной тесемкой | 2014 |
|
RU2660027C2 |
| АБСОРБИРУЮЩЕЕ ИЗДЕЛИЕ С УПЛОТНЕННОЙ НОЖНОЙ МАНЖЕТОЙ | 2012 |
|
RU2596950C2 |
| АБСОРБИРУЮЩЕЕ ИЗДЕЛИЕ, СОДЕРЖАЩЕЕ УЗКИЙ СЛОЙ ИЗ ПОЛИМЕРНОЙ ПЛЕНКИ И НАКЛАДКУ, УСИЛИВАЮЩУЮ НЕПРОЗРАЧНОСТЬ И ПРОЧНОСТЬ | 2012 |
|
RU2583768C2 |
| Абсорбирующие изделия с текстурированными областями | 2013 |
|
RU2632290C2 |
| Набор одноразовых абсорбирующих изделий, соответствующий размерам широкого спектра пользователей | 2015 |
|
RU2661853C2 |
| Абсорбирующие изделия с текстурированными областями, формирующими фоновые структуры и макроструктуры | 2013 |
|
RU2630892C2 |
| Набор одноразовых абсорбирующих изделий, подходящих широкому диапазону пользователей | 2014 |
|
RU2641084C2 |
| Устройство и способ выполнения боковых швов на абсорбирующих изделиях | 2014 |
|
RU2654995C2 |



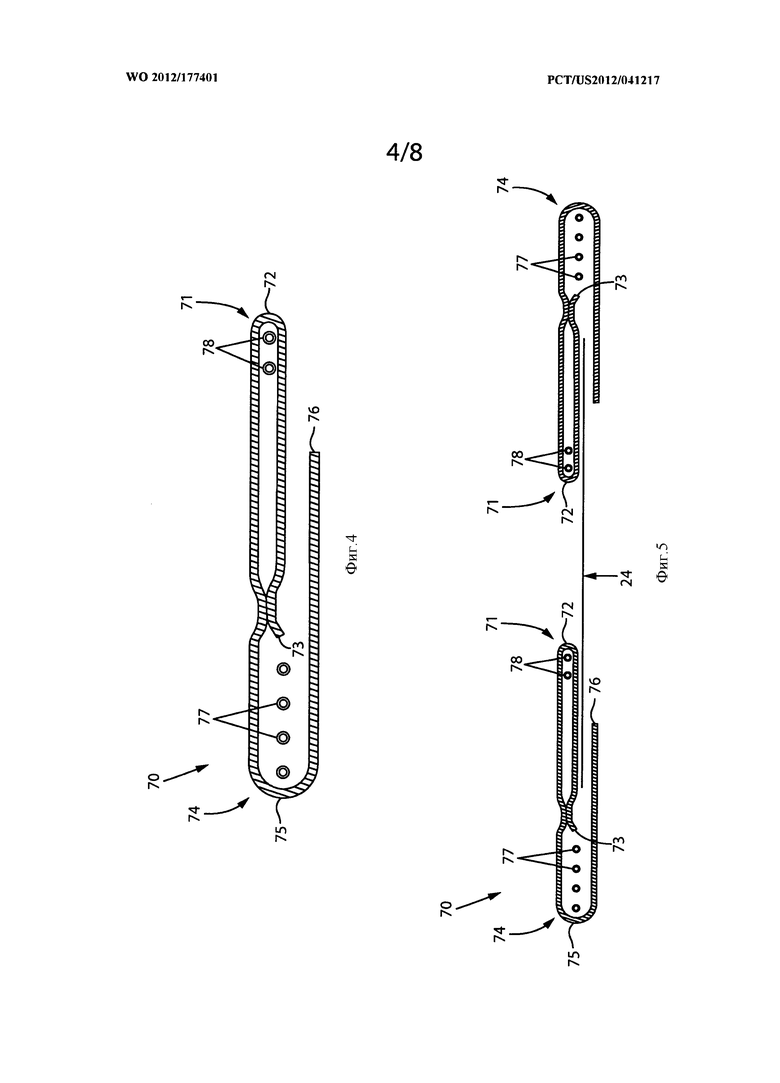
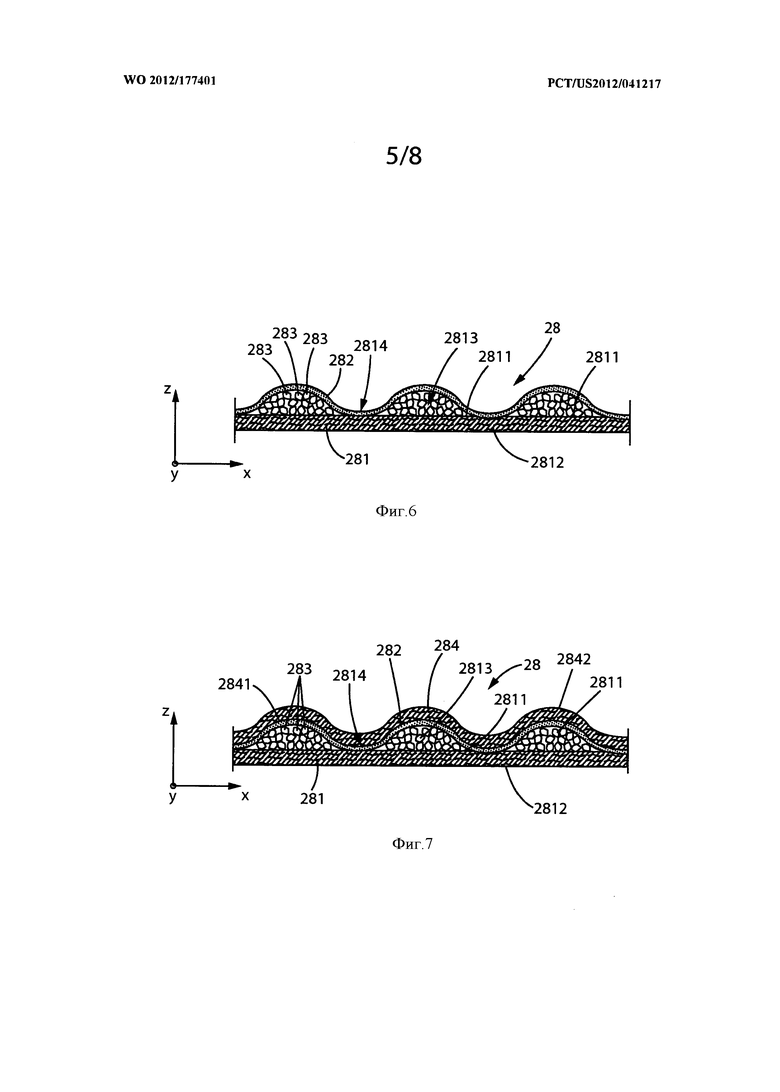

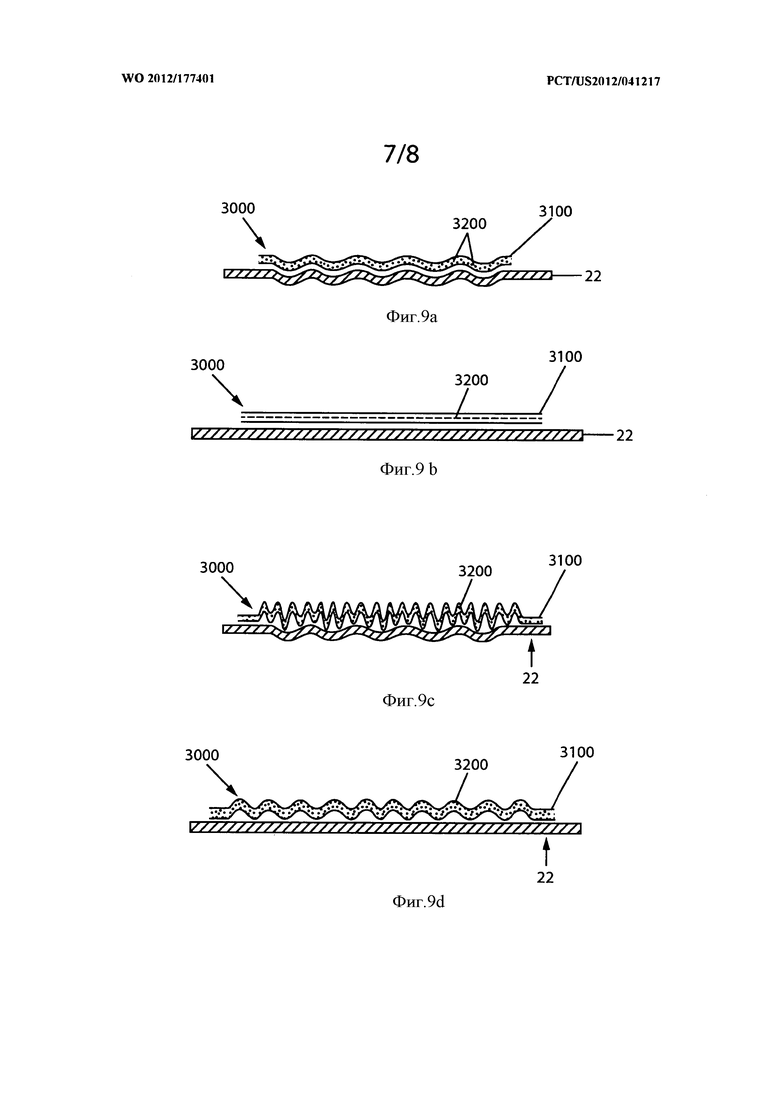

Изобретение относится к одноразовым абсорбирующим изделиям. Промежностная область расположена между первой поясной областью и второй поясной областью. Поясная тесемка содержит ламинат, состоящий из прикрепленных друг к другу нетканого материала и по меньшей мере одной эластичной тесемки. По меньшей мере одна эластичная нить характеризуется предварительным удлинением, при котором находится упомянутая по меньшей мере одна эластичная нить по отношению к прикрепленному к ней нетканому материалу. Поясная тесемка характеризуется крепежным растяжением, при котором находится ламинат, прикрепленный к одноразовому абсорбирующему изделию. Предварительное удлинение по меньшей мере одной эластичной нити превышает крепежное растяжение поясной тесемки, а указанное соотношение между предварительным удлинением по меньшей мере одной эластичной нити и крепежным растяжением поясной тесемки обеспечивает полное комбинированное стягивание поясной тесемки в пределах от 35% до 176%. Техническим результатом изобретения является улучшение посадки изделия на тело и уменьшение вероятности утечек. 6 з.п. ф-лы, 13 ил.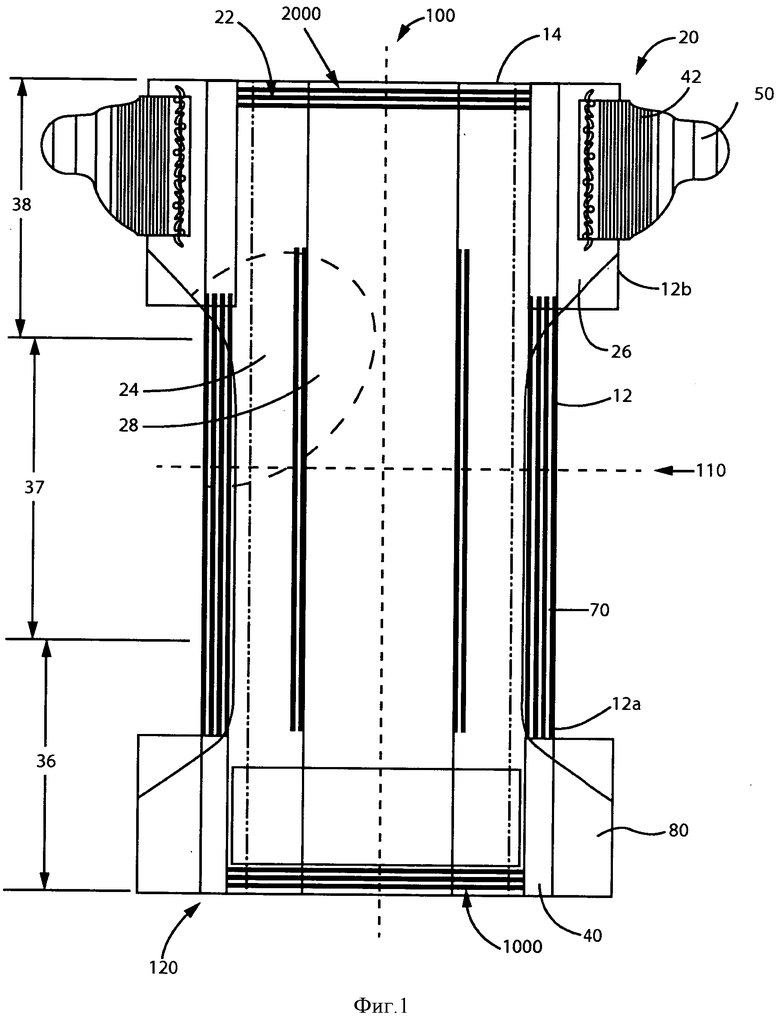
1. Одноразовое абсорбирующее изделие, содержащее первую поясную область, вторую поясную область, промежностную область, расположенную между первой поясной областью и второй поясной областью; первый поясной край и второй поясной край;
при этом абсорбирующее изделие содержит по меньшей мере одну поясную тесемку, прикрепленную к абсорбирующему изделию,
при этом упомянутая поясная тесемка содержит ламинат, содержащий прикрепленные друг к другу нетканый материал и по меньшей мере одну эластичную нить,
при этом упомянутая по меньшей мере одна эластичная нить характеризуется предварительным удлинением, при котором находится упомянутая по меньшей мере одна эластичная нить по отношению к прикрепленному к ней нетканому материалу, а поясная тесемка характеризуется крепежным растяжением, при котором находится ламинат, прикрепленный к одноразовому абсорбирующему изделию,
при этом упомянутое предварительное удлинение упомянутой по меньшей мере одной эластичной нити превышает крепежное растяжение поясной тесемки, а указанное соотношение между предварительным удлинением упомянутой по меньшей мере одной эластичной нити и крепежным растяжением поясной тесемки обеспечивает полное комбинированное стягивание поясной тесемки в пределах от 35% до 176%,
при этом одноразовое абсорбирующее изделие выполнено в виде подгузника с ленточным креплением, обеспечивающим скрепление первой поясной области со второй поясной областью; и
при этом поясная тесемка прикреплена в пределах 20 мм от второго поясного края.
2. Одноразовое абсорбирующее изделие по п. 1, отличающееся тем, что поясная тесемка прикреплена в непосредственной близости ко второму поясному краю.
3. Одноразовое абсорбирующее изделие по п. 1, отличающееся тем, что поясная тесемка прикреплена на обращенной к телу поверхности одноразового абсорбирующего изделия.
4. Одноразовое абсорбирующее изделие по п. 1, отличающееся тем, что ламинат содержит по меньшей мере две эластичные нити.
5. Одноразовое абсорбирующее изделие по п. 1, отличающееся тем, что дополнительно содержит вторую поясную тесемку.
6. Одноразовое абсорбирующее изделие по п. 1, отличающееся тем, что нетканый материал и эластичная нить соединены друг с другом адгезивным или механическим скреплением.
7. Одноразовое абсорбирующее изделие по п. 1, отличающееся тем, что поясная тесемка прикреплена к одноразовому абсорбирующему изделию адгезивным или механическим скреплением.
| US 2010193110 A1, 05.08.2010 | |||
| ПОГЛОЩАЮЩЕЕ ИЗДЕЛИЕ ОДНОРАЗОВОГО ИСПОЛЬЗОВАНИЯ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2004 |
|
RU2325890C2 |
| ПРЕДМЕТ ОДЕЖДЫ ОДНОРАЗОВОГО ИСПОЛЬЗОВАНИЯ | 2006 |
|
RU2384315C2 |
| Способ получения альфа-фенилизопропилами | 1939 |
|
SU57594A1 |
| WO 2008041639 A1, 10.04.2008 | |||
| ВЗВЕШИВАЮЩЕЕ УСТРОЙСТВО | 1990 |
|
RU2008627C1 |

