ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к устройству для ухода за полостью рта, такому как зубная щетка или очиститель мягких тканей, к способу изготовления устройства для ухода за полостью рта, и к устройству для ухода за полостью рта, полученному таким способом.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
Устройства для ухода за полостью рта, например, зубные щетки и очистители мягких тканей, например, скребки для языка, обычно имеют ручки, изготовленные посредством литьевого формования полимерной смолы в полости формы и последующего затвердевания полимера. Используемая обычно полимерная смола представляет собой материал первичного изготовления, то есть материал, который не использовался ранее для производства изделия. Хотя этот процесс был создан для обеспечения ручки, имеющей подходящую, гладкую, удобную поверхность для удержания ее пользователем во время использования устройства, при использовании материала первичного изготовления расходуются естественные ресурсы земли из сырых материалов, которые, по меньшей мере, частично, образуют материал первичного изготовления. Кроме того, процесс обработки сырого материала для создания материала первичного изготовления потребляет много энергии.
Было предложено использование повторно используемых пластических материалов при изготовлении зубных щеток. Например, патентная заявка US2010/0000039 описывает портативную зубную щетку, изготовленную из повторно используемого пластика, патентная заявка WO2011/025810 описывает зубную щетку с цельной ручкой, изготовленную из смеси кукурузного крахмала и повторно используемого полипропилена, и патент US5881425 описывает зубную щетку, у которой ручка изготовлена из смеси материалов, содержащей по меньшей мере приблизительно 90% повторно используемого пластика. Однако повторно используемые пластические материалы иногда включают в себя посторонние материалы, например, фольгу, ярлыки и клей. Соответственно, повторно используемый пластический материал нуждается в очистке и просеивании для удаления таких посторонних материалов, так, чтобы очищенный материал был пригоден для изготовления устройств, имеющих подходящие поверхности, в противном случае ручки, изготовленные из таких повторно используемых материалов, будут иметь непривлекательный внешний вид и/или шероховатую текстуру поверхности, неудобную для удерживания. Кроме того, у некоторых потребителей также создалось мнение, что повторно используемые после использования материалы переносят патогенные микроорганизмы.
Соответственно, существует необходимость в улучшенном устройстве для ухода за полостью рта, имеющем ручку, изготовленную из материала, использование которого имеет уменьшенное влияние на окружающую среду, которая имеет поверхность, подходящую для удержания пользователем при использовании устройства, и которая уменьшает сложившееся у потребителей беспокойство о безопасности.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Первый аспект настоящего изобретения обеспечивает устройство для ухода за полостью рта, содержащее: ручку, имеющую сердцевину, содержащую повторно используемый материал, и покрытие, покрывающее со всех сторон сердцевину; и головку, содержащую по меньшей мере один чистящий элемент, при этом головка соединена с ручкой.
В настоящем документе выражение "покрывающий со всех сторон" означает "полностью покрывающий или окружающий". В настоящем документе выражение "повторно используемый материал" означает материал, который уже ранее использовался в изготовлении предмета или изделия. В настоящем документе выражение "повторно используемый после использования материал" означает материал, который образовывал, по меньшей мере, часть предмета или изделия, которое было использовано потребителем или конечным потребителем. В настоящем документе выражение "повторно используемый до использования материал" означает материал, который образует по меньшей мере часть предмета или изделия, которое не использовалось потребителем или конечным потребителем. Предпочтительно, "повторно используемый до использования материал" - это материал, который никогда не покидал место производства предмета или изделия, выполненного с использованием указанного материала. В настоящем документе выражение "материал первичного изготовления" означает материал, не содержащий или по существу не содержащий повторно используемого материала.
Поскольку сердцевина, содержащая повторно используемый материал, полностью покрыта или окружена покрытием, повторно используемый материал не выходит на наружную поверхность ручки. То есть, сердцевина изолирована от наружной поверхности устройства 1. Соответственно, устройство для ухода за полостью рта изготовлено, по меньшей мере, частично, из повторно используемого материала, хотя ручка может обеспечиваться гладкой, удобной и зрительно-приемлемой поверхностью для удержания пользователем при использовании устройства, независимо от состава, формы или качества обработки поверхности сердцевины.
Предпочтительно повторно используемый материал содержит повторно используемый пластический материал, и более предпочтительно повторно используемый материал содержит повторно используемый после использования пластический материал. Повторно используемый материал может содержать полимер, например, термопластический полимер. Повторно используемый материал может содержать любое из, или любые два или более из полипропилена (PP), полистирола (PS), полиэтилена низкой или высокой плотности (LDPE, HDPE), полиэтилентерефталата (PET), акрилонитрилбутадиенстирола (ABS), пропионата целлюлозы (CP), полиакрилата, поликарбоната и стиролакрилонитрила (SAN). Сердцевина может содержать вспененный материал. То есть, сердцевина может содержать пенопластовую структуру.
Необязательно, повторно используемый материал содержит одно или более из пластика, металла, сплава, керамики, стекла, композита, или органического материала, например, древесных опилок или древесной стружки.
Необязательно, сердцевина содержит повторно используемый материал и дополнительный (необязательно неповторно используемый) материал, например, пластик, металл, сплав, керамику, стекло, композит, или органический материал, например, древесные опилки или древесную стружку. Альтернативно или дополнительно повторно используемый материал может содержать два или более различных материалов. Сердцевина может иметь по меньшей мере одну полую часть. Альтернативно или дополнительно, сердцевина может иметь одно или более проходящих через нее отверстий.
Предпочтительно сердцевина содержит по меньшей мере 50 масс.% повторно используемого материала. Более предпочтительно, сердцевина содержит по меньшей мере 75 масс.% повторно используемого материала. Еще более предпочтительно сердцевина содержит по меньшей мере 90 масс.% повторно используемого материала. И еще более предпочтительно сердцевина содержит по меньшей мере 95 масс.% повторно используемого материала. Наиболее предпочтительно сердцевина содержит по меньшей мере 99 масс.% повторно используемого материала.
Предпочтительно, покрытие не содержит повторно используемого после использования материала. Более предпочтительно, покрытие не содержит повторно используемого материала. Необязательно, покрытие содержит повторно используемый до использования материал, например, 0-30 масс.% повторно используемого до использования материала. Предпочтительно, покрытие содержит не бывший в употреблении пищевой пластик или состоит из не бывшего в употреблении пищевого пластика. Покрытие может содержать полимер из возобновляемых источников. Необязательно покрытие содержит целлюлозный полимер, например, ацетопропионат целлюлозы (CAP) или ацетобутират целлюлозы (CAB).
Покрытие может быть по меньшей мере частично прозрачным и/или по меньшей мере частично непрозрачным и/или по меньшей мере частично полупрозрачным.
Необязательно, первый участок покрытия изготовлен из первого материала, а второй участок покрытия изготовлен из второго материала. Второй материал может быть тем же материалом, что и первый материал, или он может быть материалом, отличным от первого материала. В любом случае первый и второй материалы могут иметь отличающиеся цвета. Первый материал может быть более жестким, чем второй материал. Например, первый материал может представлять собой жесткий материал, а второй материал может представлять собой упругий материал. Первый материал может содержать полимер, например, термопластический полимер. Второй материал может содержать эластомер или резину, например, термопластический эластомер. Необязательно покрытие содержит множество вторых участков, расположенных на определенном расстоянии друг от друга на поверхности устройства.
Необязательно покрытие сформовано поверх на сердцевину.
Необязательно ручка содержит одну или более секций, сформованных поверх на покрытие и не соприкасающихся с сердцевиной.
Головка может содержать по меньшей мере один чистящий зубы элемент, в этом случае устройство для ухода за полостью рта содержит зубную щетку. Альтернативно или дополнительно головка может содержать по меньшей мере один элемент для очистки мягких тканей, так что устройство для ухода за полостью рта содержит очиститель мягких тканей.
Второй аспект настоящего изобретения обеспечивает способ изготовления устройства для ухода за полостью рта, способ содержит этапы, на которых: обеспечивают повторно используемый материал; и покрывают со всех сторон повторно используемый материал покрывным материалом для образования ручки устройства для ухода за полостью рта, при этом ручка имеет сердцевину, содержащую повторно используемый материал, и покрытие, содержащее покрывной материал, покрывающий со всех сторон сердцевину.
Необязательно этап покрытия содержит подэтап покрытия со всех сторон повторно используемого материала покрывным материалом для образования корпуса, содержащего ручку и головку устройства для ухода за полостью рта. Предпочтительно способ содержит этап, на котором обеспечивают головку по меньшей мере одним чистящим элементом.
Способ может содержать этап придания формы повторно используемому материалу для создания сердцевины. Необязательно этап придания формы содержит подэтап впрыскивания повторно используемого материала в полость пресс-формы в текучем состоянии и подэтап затвердевания повторно используемого материала. Этап придания формы может содержать подэтап экструзии повторно используемого материала. Альтернативно сердцевина может обеспечиваться в виде заранее сформованного материала сердцевины, содержащего повторно используемый материал или состоящего из повторно используемого материала.
Способ может содержать этап вспенивания повторно используемого материала.
Способ может содержать один или оба из этапа выполнения по меньшей мере одной части сердцевины полой, и этапа выполнения одного или более отверстий, проходящих через сердцевину.
Этап покрытия со всех сторон может содержать подэтап покрытия сердцевины покрывным материалом, предпочтительно, когда сердцевина является твердой. Например, этап покрытия со всех сторон может содержать подэтап формования поверх сердцевины покрывным материалом.
Необязательно этап покрытия со всех сторон содержит подэтапы, на которых: покрывают один или более участков сердцевины покрывным материалом, при этом покрывной материал является текучим, и при этом сердцевина расположена на определенном расстоянии от стенок полости пресс-формы, при помощи одного или более разделителей, имеющих контакт с поверхностью сердцевины; и убирают один или более разделителей с поверхности сердцевины, когда покрывной материал является текучим.
Необязательно покрывной материал содержит первый материал и второй материал; и этап покрытия со всех сторон содержит подэтап покрытия одной или более первых частей сердцевины первым материалом и подэтап покрытия одной или более вторых частей сердцевины вторым материалом. Например, этап покрытия со всех сторон может содержать подэтап покрытия одной или более первых частей сердцевины первым материалом, при этом одна или более частей сердцевины скрыты, оставляя открытыми одну или более вторых частей сердцевины, и затем подэтап покрытия одной или более вторых частей сердцевины вторым материалом. В любом случае второй материал может быть тем же, что и первый материал, или отличаться от первого материала. Первый и второй материалы могут иметь различные цвета. Необязательно первый материал содержит полимер, например термопластик. Необязательно, второй материал содержит эластомер, например, термопластический эластомер.
Необязательно этап покрытия со всех сторон содержит подэтап покрытия материала сердцевины, содержащего повторно используемый материал, покрывным материалом, при этом материал сердцевины является мягким и/или находится в текучем состоянии. Например, этап покрытия со всех сторон может содержать подэтап обеспечения массы покрывного материала в текучем состоянии, например, в полости пресс-формы, и последующий подэтап впрыскивания материала сердцевины в массу. Затем материалам сердцевины и покрытия дают затвердеть.
Необязательно повторно используемый материал содержит повторно используемый пластический материал, например, повторно используемый после использования пластический материал. Повторно используемый материал может содержать два или более различных материалов.
Необязательно этап обеспечения повторно используемого материала содержит подэтап расплавления гранул или хлопьев повторно используемого пластического материала. Дополнительно необязательно этап обеспечения повторно используемого материала содержит подэтап, на котором гранулируют одну или более пластических конструкций, например, бутылок, картонных пакетов, упаковочных или одноразовых изделий для создания гранул или хлопьев повторно используемого пластического материала.
Необязательно способ содержит этап обеспечения повторно используемого материала и дополнительного материала, отличающегося от повторно используемого материала, например, неповторно используемого материала, и этап покрытия со всех сторон повторно используемого материала и дополнительного материала покрывным материалом для образования ручки устройства для ухода за полостью рта, при этом ручка имеет сердцевину, содержащую повторно используемый материал и дополнительный материал, и покрытие, содержащее покрывной материал, покрывающий со всех сторон сердцевину. Дополнительный материал может, например, содержать пластик, металл или сплав, керамику, стекло, композит или органический материал, например, древесные опилки или древесную стружку.
Предпочтительно покрывной материал не содержит повторно используемый после использования материал. Более предпочтительно, покрытие не содержат вторичного материала. Более предпочтительно, покрытие содержит не бывший в употреблении пищевой пластик или состоит из не бывшего в употреблении пищевого пластика. Необязательно, покрытие содержит повторно используемый до использования материал, например, 0-30 масс.% повторно используемого до использования материала. Покрытие может содержать полимер из возобновляемых источников. Необязательно, покрытие содержит целлюлозный полимер, например, ацетопропионат целлюлозы. Покрытие может содержать краситель.
Третий аспект настоящего изобретения обеспечивает устройство для ухода за полостью рта, которое может быть получено с помощью способа по второму аспекту настоящего изобретения. Устройство для ухода за полостью рта может содержать любое из необязательных элементов, рассмотренных выше в отношении первого аспекта настоящего изобретения.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
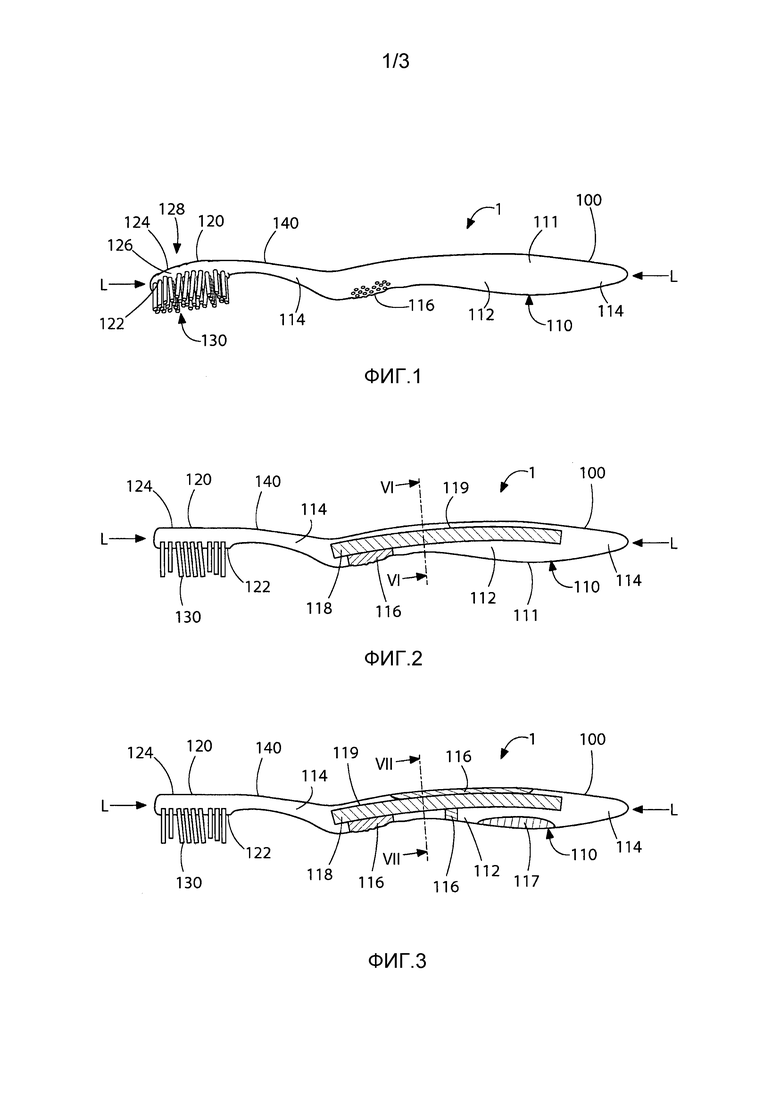
Фиг. 1 - вид в перспективе устройства для ухода за полостью рта согласно первому варианту осуществления настоящего изобретения;
Фиг. 2 - вид в продольном разрезе устройства для ухода за полостью рта, представленного на фиг. 1;
Фиг. 3 - вид в продольном разрезе устройства для ухода за полостью рта согласно второму варианту осуществления настоящего изобретения;
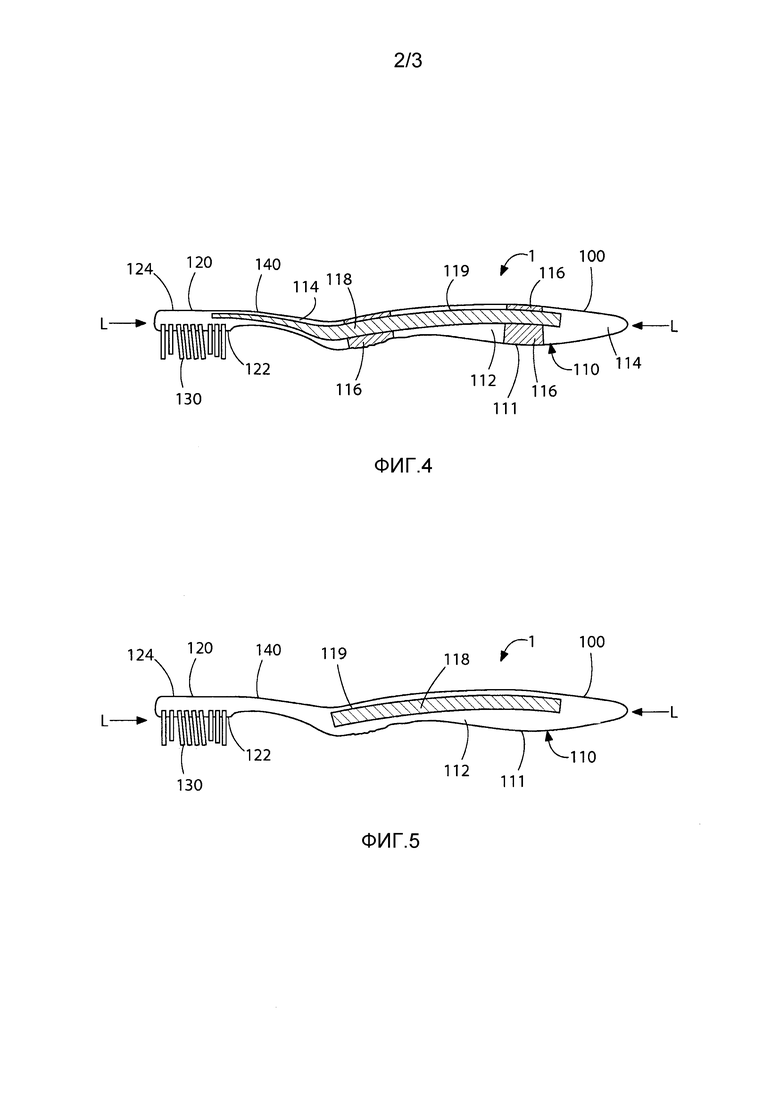
Фиг. 4 - вид в продольном разрезе устройства для ухода за полостью рта согласно третьему варианту осуществления настоящего изобретения;
Фиг. 5 - вид в продольном разрезе устройства для ухода за полостью рта согласно четвертому варианту осуществления настоящего изобретения;
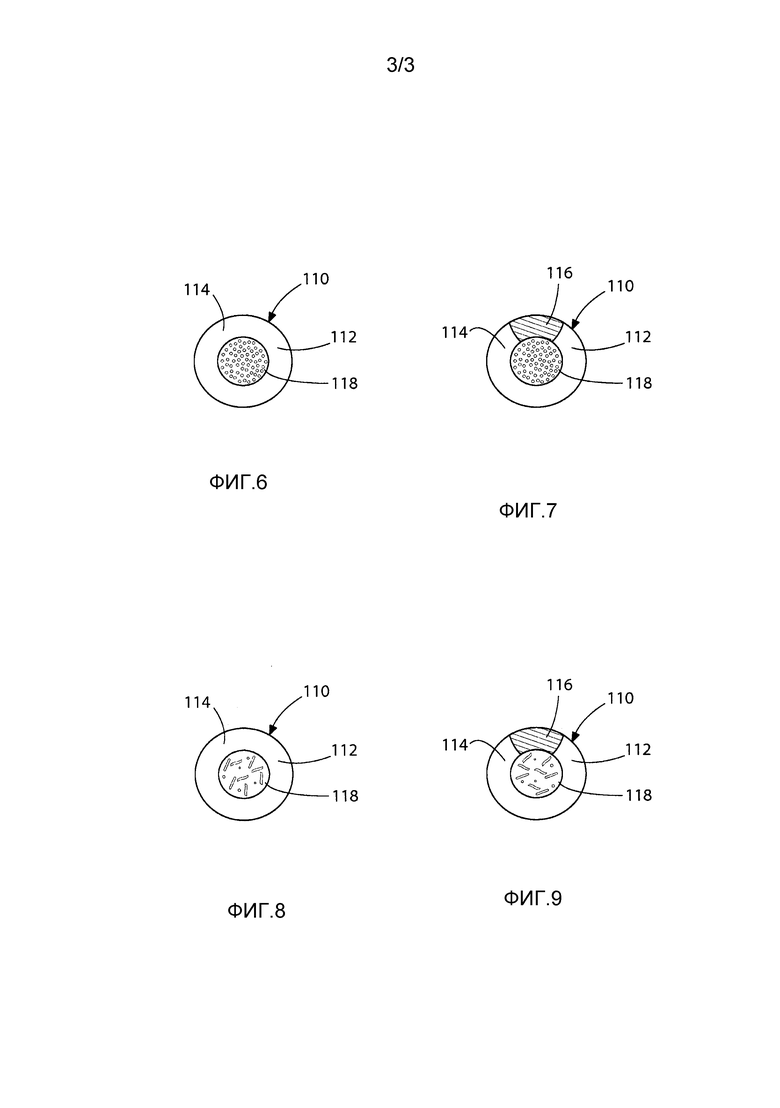
Фиг. 6 - вид в поперечном разрезе устройства для ухода за полостью рта согласно первому варианту осуществления, выполненном по линии VI- VI фиг. 2;
Фиг. 7 - вид в поперечном разрезе устройства для ухода за полостью рта согласно другому варианту осуществления настоящего изобретения;
Фиг. 8 - вид в поперечном разрезе устройства для ухода за полостью рта согласно второму варианту осуществления, выполненном по линии VII-VII фиг. 3; и
Фиг. 9 - вид в поперечном разрезе устройства для ухода за полостью рта согласно другому варианту осуществления настоящего изобретения.
ПОДРОБНОЕ ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
Нижеследующее описание предпочтительных вариантов осуществления является по сути просто примером и ни в коем случае на предназначено для ограничения изобретения, его применения или использований.
Описание иллюстративных вариантов осуществления согласно принципам настоящего изобретения предназначено для прочтения совместно с сопроводительными чертежами, которые рассматриваются как часть всего описания. В описании примерных вариантов осуществления изобретения, раскрытых в настоящем документе, любая ссылка на направление или ориентацию просто предназначена для удобства описания и не предназначена каким-либо образом ограничивать объем настоящего изобретения. Относительные термины, например, "нижний", "верхний", "горизонтальный", "вертикальный", "над", "под", "вверх", "вниз", "верх", "низ", а также их производные (например, "горизонтально", "вниз", "вверх" и т.д.) следует истолковывать в отношении ориентации так, как описано в дальнейшем или как показано на рассматриваемом чертеже. Эти относительные термины предназначены исключительно для удобства и не требуют, чтобы устройство было сконструировано или функционировало в определенной ориентации, если иное не указано явным образом. Такие термины, как "прикрепленный", "присоединенный", "соединенный", "связанный", "взаимосвязанный" и подобные относятся к взаимоотношению, в котором структурные элементы фиксированы или прикреплены друг к другу либо непосредственно, либо опосредованно через промежуточные структурные элементы, а также к подвижным или жестким соединениям или взаимоотношениям, если иное не описано явным образом. Кроме того, признаки и преимущества изобретения описаны со ссылкой на примерные варианты осуществления, проиллюстрированные в настоящем документе. Соответственно, изобретение явным образом не должно ограничиваться такими предпочтительными вариантами осуществления, иллюстрирующим некоторые возможные неограничивающие сочетания признаков, которые могут быть реализованы отдельно или вместе с другим сочетанием признаков.
В нижеследующем описании изобретение рассматривается в отношении к зубной щетке, однако оно может иметь вид другого устройства для ухода за полостью рта или устройства с ручкой, например, очистителя мягких тканей. Устройство для ухода за полостью рта предпочтительно является самостоятельным, портативным и ручным. Дополнительно, следует понимать, что могут использоваться другие варианты осуществления и могут изготавливаться другие конструкционные и функциональные модификации без отступления от объема настоящего изобретения.
На фиг. 1 и 2 проиллюстрировано устройство для ухода за полостью рта, в данном случае - зубная щетка, согласно первому варианту осуществления настоящего изобретения, в целом обозначенное ссылочной позицией 1. Зубная щетка 1 в целом содержит корпус 100, содержащий ручку 110, переходный участок 140 и головку 120. Соответственно, устройство представляет собой устройство 1 с ручкой. Переходный участок 140 расположен на одном продольном конце ручки 110, и именно, переходным участком 140 ручка 110 соединяется с головкой 120. Головка 120 представляет собой ту часть зубной щетки 1, которая предназначена для вставки в полость рта пациента при использовании, хотя на практике по меньшей мере часть переходного участка 140 может также вставляться в полость рта при использовании. Зубная щетка 1 имеет продольную ось L, которая может также считаться продольной осью L головки 120 и переходного участка 140.
Головка 120 несет один или более чистящих элементов 130. Чистящие элементы 130 выходят за пределы передней поверхности 122 головки 120. В этом варианте осуществления чистящие элементы 130 содержат чистящие зубы элементы, но в разновидности этого варианта осуществления они могут вместо этого или дополнительно содержать элементы для очистки мягких тканей. Чистящий зубы элемент 130 может соединяться с головкой 120 любым подходящим традиционным способом прикрепления, используемым в уровне техники, включая, без ограничений, метод безъякорной прошивки (AFT), заделки пучков при формровании (IFT), скобки и якоря. Чистящие зубы элементы 130 могут включать в себя разнообразие щетинок и/или гибких эластомерных чистящих и/или полирующих элементов. Следует заметить, что для удобства и ясности чистящие элементы 130 на чертежах проиллюстрированы по существу блоками, без выделения отдельных щетинок щетиночных прядей.
Любые обеспеченные щетинки предпочтительно изготовлены из нейлона, хотя могут использоваться другие материалы. Щетинки также предпочтительно имеют в целом круглую форму поперечного сечения, но могут иметь другие формы поперечного сечения. Диаметр щетинок может быть различным в зависимости от требуемого очищающего действия щетинок. Любой обеспеченный элемент(ы) для очистки мягких тканей предпочтительно изготавливается из эластомера, например, термопластического эластомера (TPE) или резины. Элемент(ы) для очистки мягких тканей могут содержать один или более зацепляющих ткани элементов, например, удлиненные чистящие элементы, которые могут быть линейными или нелинейными, и/или одну или более шишечек.
При использованиии в настоящем документе "шишечка" в целом относится к колонообразному выступу (без ограничения формы поперечного сечения выступа), выступающему вверх из основной поверхности. В общем смысле "шишечка" в предпочтительной конструкции имеют высоту, большую, чем ширина основания шишечки (при измерении в направлении наибольшей длины). Однако шишечки могут включать в себя выступы, у которых ширина и высота приблизительно одинаковы или у которых высота несколько меньше ширины в основании. Кроме того, при некоторых обстоятельствах (например, когда выступы сужаются к кончику или включают в себя участок основания, который сужается до выступа меньшего размера), ширина основания может быть по существу больше высоты.
Чистящие элементы 130, которые несет головка 120, могут располагаться в любом подходящем порядке и изобретение не ограничивается каким-либо конкретным расположением, формой, типом, и/или числом обеспечиваемых чистящих элементов 130.
В некоторых вариантах осуществления любая одна или более из самой передней поверхности 122, задней поверхности 124, противоположной передней поверхности 122 и двух противоположных боковых сторон 126, 128 головки 120 могут включать в себя эластомерный очиститель языка и/или другие чистящие зубы элементы или элементы для очистки мягких тканей (не показаны), любых рассмотренных выше видов. Головка 120 в этом варианте осуществления имеет удлиненную эллиптическую или овальную на виде сверху форму; однако, в других вариантах осуществления головка 120 может быть на виде сверху круглой или по существу прямоугольной.
Ручка 110 представляет собой элемент, имеющий такие размеры, чтобы пользователь мог легко захватывать устройство 1 и манипулировать им. Ручка 110 может иметь любую подходящую эргономически и эстетически приятную конфигурацию, размеры, обеспечивающие захватывание пользователем, и не ограничена внешним видом, проиллюстрированным на приложенных чертежах.
Ручка 110 содержит наружное покрытие, оболочку или корпус 112 и сердцевину 118, покрытую со всех сторон покрытием 112. То есть покрытие 112 полностью покрывает или окружает сердцевину 118, так, что никакая часть сердцевины 118 не выходит на наружную сторону устройства 1. Покрытие 112 находится в контакте с поверхностью 119 сердцевины 118. Покрытие 112 не содержит повторно используемый после использования материал и, предпочтительно, изготовлено из не бывшего в употреблении пищевого пластика. В разновидности этого варианта осуществления покрытие 112 может содержать повторно используемый до использования материал, например, в количестве не более 30 масс.% покрытия 112. Более конкретно, первый участок 114 покрытия 112 изготовлен из жесткого биоцеллюлозного полимера, например, ацетопропионата целлюлозы (CAP) или ацетобутирата целлюлозы (CAB). Первый участок 114 покрытия 112 является прозрачным, так что сердцевина 118 видна через первый участок 114 покрытия 112 с наружной стороны устройства 1. В разновидностях этого варианта осуществления первый участок 114 покрытия 112 может вместо этого быть полностью или частично полупрозрачным или непрозрачным. В дополнительной разновидности этого варианта осуществления первый участок 114 изготовлен из полипропилена (PP) или еще какого-либо отличающегося материала.
Второй участок 116 покрытия 112 изготовлен из непрозрачного и упругого материала, в данном случае- термопластического эластомера (TPE). Второй участок 116 расположен на той части ручки 110, куда попадает большой палец пользователя при обычном использовании устройства 1, и действует в качестве упругого захвата.
Первый участок 114 покрытия 112 находится в контакте с первой частью сердцевины 118, а второй участок 116 покрытия 112 находится в контакте со второй частью сердцевины 118. То есть каждый из первого и второго участков 114, 116 находится в контакте с поверхностью 119 сердцевины 118. Соответственно, предполагается, что каждый из первого и второго участков 114, 116 содержится в покрытии 112.
В разновидности к проиллюстрированному первому варианту осуществления ручка 110 имеет множество вторых участков 116, а не только один второй участок 116. Такое устройство 1 согласно второму варианту осуществления настоящего изобретения представлено на фиг. 3. На фиг. 3 подобные элементы указаны такими же номерами ссылочных позиций, что и на фиг. 2. Для краткости элементы, общие для двух вариантов осуществления, не описываются подробно вновь со ссылкой на фиг. 3. Следует признать, что все возможные разновидности первого варианта осуществления, описанные в настоящем документе, в равной степени применимы ко второму варианту осуществления.
Множество вторых участков 116 расположено на определенном расстоянии друг от друга на поверхности устройства 1 на участках вдоль продольной оси ручки 110 и/или вокруг ручки 110. Все вторые участки 116 изготовлены из TPE. Таким образом, обеспечивается множество упругих захватов для контакта с кистью пользователя при обычном использовании устройства 1. В разновидности данного варианта осуществления вторые участки 116 могут быть изготовлены из различных материалов. Один или более из множества расположенных на расстоянии друг от друга вторых участков 116 может быть изготовлено из эластичного материала, например TPE. Альтернативно или дополнительно, один или более, чем один, или все из множества расположенных на расстоянии друг от друга вторых участков 116 могут быть изготовлены из жесткого материала, например PP, CAP или CAB. Когда один или все вторые участки визуально отличны от первого участка 114 ручки 110, например, когда первый участок 114 имеет цвет, отличный от одного или всех вторых участков 116, независимо от того, изготовлен или не изготовлен участок(ки) 114, 116 из одного и того же материала, множество расположенных на определенном расстоянии друг от друга вторых участков 116 может придавать ручке 110 привлекательный внешний вид.
Каждый из вторых участков 116 покрытия 112 находится в контакте с соответствующей второй частью сердцевины 118. На самом деле, каждый из первого и второго участков 114, 116 находится в контакте с поверхностью 119 сердцевины 118. Соответственно, предполагается, что каждый из первого и второго участков 114, 116 содержится в покрытии 112.
В устройстве 1 по второму варианту осуществления, представленном на фиг. 3, ручка 110 имеет дополнительную секцию 117, изготовленную из TPE и образующую дополнительную часть захвата ручки 110. Секция 117 ручки 110 не находится в контакте с какой-либо частью сердцевины 118, и, таким образом, сама по себе не образует части покрытия 112. Более того, в результате обеспечения секции 117 не вся наружная поверхность 111 ручки 110 образована покрытием 112. То есть поверхность 111 образована покрытием 112, а также другой секцией 117 ручки 110. Секция 117 сформована поверх на покрытии 112. В разновидности этого варианта осуществления секция 117 может быть приклеена на покрытие 112. Разумеется, в разновидности проиллюстрированного второго варианта осуществления ручка 112 может содержать более, чем одну такую секцию 117. Более того, одна или более таких секций 117 могут обеспечиваться в устройстве 1 первого варианта осуществления. В любом случае, когда обеспечивается более чем одна секция 117, все множество секций 117 может быть изготовлено из одного и того же материала или различных материалов.
Третий вариант осуществления устройства 1 согласно настоящему изобретению представлен на фиг. 4. На фиг. 4 подобные элементы обозначены теми же номерами ссылочных позиций, которые использованы на фиг. 2 и 3. Для краткости элементы, общие для трех вариантов осуществления, не описаны подробно заново со ссылкой на фиг. 4. Следует признать, что все возможные разновидности для первого и второго вариантов осуществлений, описанные в настоящем документе, в равной степени применимы к третьему варианту осуществления.
В третьем варианте осуществления сердцевина 118 проходит от ручки 110 в переходный участок 140. Действительно, сердцевина 118 проходит от ручки 110 в переходный участок 140 и в головку 120. Соответственно, большая часть устройства 1 для ухода за полостью рта может быть изготовлена из повторно используемого материала, например, повторно используемого после использования материала, кроме того, устройство 1 может быть снабжено гладкой, удобной поверхностью, часть которой удерживается пользователем, и часть которой будет находиться в контакте с тканью внутри рта пользователя во время использования устройства 1. Вся сердцевина 118, как и раньше, покрыта со всех сторон покрытием 112 способом, аналогичным способу по первому и второму варианту осуществления. Соответственно, в третьем варианте осуществления повторно используемый материал сердцевины 118 по-прежнему не выходит на наружную поверхность устройства 1.
В разновидностях к проиллюстрированным первому, второму и третьему вариантам осуществления покрытие 112 ручки 110 может иметь множество первых участков 114, а не только один первый участок 114, как представлено на фиг. 1-4. Множество первых участков 114 могут располагаться на определенном расстоянии друг от друга на местах вдоль продольной оси ручки 110 и/или вокруг ручки 110, и разделяться одним или более вторыми участками 116. Все множество первых участков 114 может быть изготовлено из одного и того же материала или из различных материалов. Четвертый вариант осуществления устройства 1 согласно настоящему изобретению представлен на фиг. 5. На фиг. 5 подобные элементы обозначены такими же номерами ссылочных позиций, как использованные на фиг. 2-4. Для краткости элементы, одинаковые с четырьмя вариантами осуществления, не описаны заново подробно для фиг. 5. Следует признать, что все возможные варианты для первого, второго и третьего вариантов осуществления, описанные в настоящем документе, в равной степени применимы к четвертому варианту осуществления.
Ручка 110 четвертого варианта осуществления устройства 1 для ухода за полостью рта содержит сердцевину 118 и покрытие 112, покрывающее со всех сторон сердцевину 118, но исключена некоторая часть, эквивалентная секции 117, представленной на фиг. 3, и исключена некоторая часть, эквивалентная второму участку(кам) 116, представленному на фиг. 1-4. Соответственно, покрытие 112 представляет собой сформованную единым целым деталь, сформованную поверх сердцевины 118, предпочтительно согласно рассмотренному ниже способу. Покрытие 112 является непрозрачным или полупрозрачным, так что сердцевина 118 не видна или только немного видна с наружной стороны устройства 1.
В каждом из первого, второго и четвертого вариантов осуществления переходный участок 140 и головка 120 устройства 1 образованы покрытием 112. То есть все - головка 120, переходный участок 140 и покрытие 112 ручки 110 - выполнены единым целым как одна единая сформованная часть. В третьем варианте осуществления переходный участок 140 и головка 120 устройства 1 частично образованы покрытием 112. То есть все - покрытие 112 ручки 110 и наружные части головки 120 и переходного участка 140- выполнены единым целым как одна единая сформованная часть. В каждом из вариантов осуществления никакая сердцевина 118 не выходит на наружную поверхность устройства 1.
В каждом из первого-четвертого вариантов осуществления покрытие 112 сформовано поверх на поверхность 119 сердцевины 118. Предпочтительно это достигается путем использования одного из способов изготовления, описанных ниже. Однако, в соответствующих разновидностях этих четырех вариантов осуществления покрытие 112, или только какие-либо из его участков 114, 116 могут быть вместо этого расположены на поверхности 119 сердцевины 118 посредством какого-либо другого способа. Например, покрытие 112 или только какие-либо из его участков 114, 116 могут быть вместо этого приклеены к поверхности 119 сердцевины 118 или нанесены на поверхность 119 сердцевины 118 в виде покрытия или пленки.
В каждом из первого-четвертого вариантов осуществления сердцевина 118 содержит вспененный повторно используемый после использования полипропилен (PP), как проиллюстрировано с помощью примера на фиг. 6 и 7. Фиг. 6 представляет собой вид в разрезе через зубную щетку первого варианта осуществления и ясно представляет вспененную сердцевину 118 в отличие от по существу гомогенного первого участка 114 покрытия 112. Фиг. 7 представляет собой вид в разрезе через зубную щетку второго варианта осуществления, аналогично показывающий вспененную сердцевину 118, в отличие от соответствующих по существу гомогенных первого и второго участков 114, 116 покрытия 112. В разновидностях этих вариантов осуществления сердцевина 118 содержит два или более различных повторно используемых материалов, например, два или более различных пластических материалов. Например, сердцевина 118 может содержать два или более повторно используемых после использования пластических материалов, например, материалов, выбранных из группы, содержащей полипропилен (PP), полистирол (PS), полиэтилен низкой или высокой плотности (LDPE, HDPE), полиэтилентерефталат (PET), акрилонитрилбутадиенстирол (ABS), пропионат целлюлозы (CP), полиакрилат, поликарбонат и стиролакрилонитрил (SAN). В дополнительных разновидностях, в дополнение к одному или более повторно используемым пластическим материалам, в других вариантах осуществления сердцевина 118 может также содержать один или более дополнительных неповторно используемых (то есть не бывших в употреблении) пластических материалов, например, один или более материалов, выбранных из вышеуказанного списка. Альтернативно или дополнительно, в дополнение к одному или более повторно используемым пластическим материалам сердцевина 118 может также содержать один или более дополнительных повторно используемых или неповторно используемых (то есть не бывших в употреблении) непластических материалов, например, металл или сплав, керамику, стекло, композит или органический материал, например, древесные опилки или древесную стружку. Например, фиг. 8 и 9 представляют соответствующие разновидности конструкций, представленных на фиг. 6 и 7, в которых сердцевина 118 содержит элементы или куски монолитного материала, в представленном случае древесные опилки, суспендированные в полимерной матрице, в представленном случае - полипропиленовой связке.
В первом-третьем вариантах осуществления соответствующие первые участки 114 покрытия 112 представляют собой прозрачный материал, а соответствующие сердцевины 118 включают в себя краситель, добавленный к повторно используемому материалу с тем, чтобы улучшить видимость сердцевины 118 через покрытие 112. Однако, в разновидностях этих вариантов осуществления краситель сердцевины 118 может быть исключен (или по меньшей мере краситель, который был добавлен к повторно используемому материалу при изготовлении устройства 1 из повторно используемого материала), особенно в случаях, когда все покрытие 112 является непрозрачным.
В каждом из первого-четвертого вариантов осуществления сердцевина 118 может состоять из приблизительно 95 масс.% повторно используемого материала. Однако, в соответствующих разновидностях этих вариантов осуществления сердцевина 118 может состоять из большего или меньшего массового процентного содержания повторно используемого материала. Например, в некоторых вариантах осуществления сердцевина содержит только по меньшей мере 50 масс.% повторно используемого материала. В других вариантах осуществления сердцевина 118 содержит по меньшей мере 75 масс.% повторно используемого материала. В предпочтительных вариантах осуществления сердцевина 118 содержит по меньшей мере 90 масс.% повторно используемого материала, более предпочтительно по меньшей мере 95 масс.% повторно используемого материала, и наиболее предпочтительно - по меньшей мере 99 масс.% повторно используемого материала. Сердцевина 118 может не содержать вспенивающего вещества и/или красителя. Конечно, при изготовлении устройства 1 используется больше повторно используемого материала во сердцевины 118 и меньше материала первичного изготовления.
В каждом из первого, второго и четвертого вариантов осуществления сердцевина 118 составляет приблизительно 20-25% объема устройства 1 и приблизительно 30-40% объема ручки 110. В третьем варианте осуществления сердцевина 118 составляет приблизительно 30-40% объема устройства 1 и приблизительно 30-40% объема ручки 110. В разновидностях этих вариантов осуществления покрытие 112 может быть тоньше, чем представленное на фиг. 2-5, при этом сердцевина 118 может составлять большую часть устройства 1 и его ручки 110. Например, в некоторых вариантах осуществления сердцевина 118 может образовывать более 70% объема ручки 110. В предпочтительных вариантах осуществления сердцевина 118 образует более 80% объема ручки 110, и в наиболее предпочтительном варианте осуществления сердцевина 118 образует более 90% объема ручки 110. В некоторых вариантах осуществления, как рассмотрено выше, покрывающая часть 112 ручки 110 может представлять собой покрытие или пленку, обеспеченную на сердцевины 118, при этом сердцевина может образовывать более 95% объема ручки 110 или даже более 98% объема ручки 110.
В четырех вариантах осуществления, подробно рассмотренных в настоящем документе, головка 120 несъемным образом соединена с ручкой 110 посредством переходного участка 140. В соответствующих вариантах к первому, второму и четвертому вариантам осуществления головка 120 может быть выполнена с возможностью съемного соединения с ручкой 110 для обеспечения возможности замены головки 120 при истирании чистящих элементов 130 без необходимости удаления всего устройства 1. В таких разновидностях или переходный участок 140 выполнен с возможностью снятия с ручки 110 с головкой 120, или переходный участок 140 выполнен с возможностью снятия с головки 120 с ручкой 110.
В соответствующих описанным выше первом-четвертом вариантам осуществления первый и секционный участки 114, 116 покрытия 112 могут быть изготовлены из одного и того же материала, например, PP, при этом необязательно первый участок 114 окрашен в цвет, отличающийся от цвета второго участка(ов) 116.
В разновидностям к проиллюстрированным второму и третьему вариантам осуществления два или более вторых участков 116, расположенных на расстоянии друг от друга на поверхности устройств 1, могут находиться в прямом взаимодействии друг с другом под поверхностью устройств 1. Например, может обеспечиваться отверстие (не показано) через сердцевину 118 и/или через первую часть 114, в этом отверстии расположен материал, образующий два или более вторых участков 116. Отверстие предпочтительно должно быть полностью охватывать весь периметр. Соответственно, при изготовлении устройства 1 может быть возможно образовать вторые секции 116, контактирующие друг с другом, используя один впрыск материала.
В настоящем документе описан первый способ образования устройства для ухода за полостью рта согласно настоящему изобретению. Устройство 1 по второму варианту осуществления, представленное на фиг. 3, может быть получено этим первым способом.
На первом этапе одна или более повторно используемых после использования пластических конструкций, например, бутылок, картонных пакетов, упаковочных или других одноразовых изделий (например, ранее использованные устройства для ухода за полостью рта), изготавливаются из термопластика, например, полипропилен подвергается обработке с помощью способов, известных из уровня техники, для создания материала, содержащего, и предпочтительно состоящего, по меньшей мере, по существу полностью, из повторно используемого термопластика.
Повторно используемый термопластик затем расплавляется и впрыскивается в полость пресс-формы для образования сердцевины 118 посредством литьевого формования. Для образования сердцевины 118 посредством литьевого формования может использоваться любой способ. Однако для полноты понимания ниже приведен конкретный пример.
Повторно используемый материал, возможно, в виде гранул, вводится в бункер или цилиндр литьевой машины, причем в бункере материал пластифицируется и перемешивается посредством сочетания механической и температурной обработки. Краситель, возможно, в виде гранул, может добавляться к повторно используемому материалу в бункер для пластификации и сплавления, для обеспечения образующейся в результате сердцевины 118, имеющей окрашенный внешний вид. Вспенивающее вещество также может добавляться в бункер для последующего вспенивания материала. Альтернативно, краситель и/или вспенивающее вещество может добавляться к повторно используемому материалу после того, как он пластифицирован и сплавлен.
Повторно используемый материал подается как материал сердцевины в текучем состоянии из бункера через подающую трубу в первую полость пресс-формы, при этом первая полость образована стенками соответствующих полуформ пресс-формы. Первая полость имеет форму, соответствующую требуемой форме сердцевины.
Пресс-форма охлаждается для отверждения материала сердцевины. Кроме того, поскольку материал включает в себя вспенивающее вещество, материал вспенивается в первой полости. Давление в первой полости может быть сниженным, чтобы способствовать вспениванию материала. Как только сформована жесткая сердцевина 118, полуформы отделяются друг от друга и сердцевина 118 выталкивается или иным образом удаляется из первой полости пресс-формы.
Хотя в этом примере сердцевина 118 образована посредством литьевого формования, в других вариантах осуществления сердцевина может создаваться посредством любого другого способа, включающего в себя придание формы материалу сердцевины, содержащему повторно используемый материал или состоящему из повторно используемого материала, например, отрезание сердцевины 118 от более крупного куска материала, или экструзии материала сердцевины (содержащего повторно используемый материал или состоящего из повторно используемого материала) для образования сердцевины 118. В случае, когда сердцевина 118 образована посредством экструзии, сердцевина 118 может быть образована имеющей по меньшей мере одну полую часть, так что по меньшей мере часть сердцевины 118 образована в виде трубки, для уменьшения количества материала, требующегося для образования сердцевины 118 и всего устройства 1. В одном примерном процессе экструзии материал сердцевины (содержащий повторно используемый материал или состоящий из повторно используемого материала) может быть экструдирован из мундштука с кольцевым соплом и затем отрезан по длине в еще мягком состоянии, приводя к сдавливающему разрезу на каждом конце сердцевины 118, который, таким образом, изолирует концы сердцевины для создания воздушного пузыря во сердцевины 118. В другом примерном процессе экструзии материал сердцевины (содержащий повторно используемый материал или состоящий из повторно используемого материала) может быть экструдирован из мундштука с кольцевым соплом и затем разрезан по длине после полного или частичного затвердевания материала 118 сердцевины, приводя к образованию сердцевины 118, имеющей трубчатую форму. В дополнительных разновидностях способа сердцевина 118 может обеспечиваться в виде заранее сформованного материала сердцевины (содержащего повторно используемый материал или состоящего из повторно используемого материала).
Как только обеспечена жесткая сердцевина 118, она затем располагается во второй полости (или в первой форме или второй форме), имеющей первый объем, соответствующий форме подлежащих формовке головки 120 и переходного участка 140 устройства 1, и второй объем, соответствующий форме первого участка 114 покрытия 112 ручки 110. Первый и второй объемы представляют собой части одной и той же второй полости и, таким образом, сообщаются друг с другом. Первый объем имеет форму, подходящую для создания пучковых отверстий, подлежащих образованию в головке 120, при этом в отверстиях могут впоследствии при помощи скоб располагаться чистящие зубы элементы 130. Второй объем больше объема первой полости для обеспечения возможности первого покрывного материала, образующего первый участок 114 покрытия 112, протекания вокруг сердцевины 118 и контакта с первой частью поверхности 119 сердцевины 118. Сердцевина 118 отделена от стенок второй полости одним или двумя разделителями, например, запорными, которые контактируют со вторыми частями поверхности 119 сердцевины 118. Соответственно, вторые части поверхности 119 скрыты от второй полости, а первая часть поверхности 119 сердцевины 118 открыта во вторую полость.
Затем первый покрывной материал, который в данном примере не содержит повторно используемый после использования материал (необязательно он является не бывшим в употреблении пищевым пластиком) и содержит целлюлозный полимер, вводится во вторую полость в текучем состоянии. В разновидности этого варианта осуществления первый покрывной материал может содержать повторно используемый до использования материал. Для полного образования первого участка 114 покрытия 112 обеспечивается достаточное количество первого покрывного материала. Первый покрывной материал покрывает первую часть поверхности 119 сердцевины 118, при этом вторые части поверхности 119 скрыты. Затем первому покрывному материалу дают затвердеть. Соответственно, первый участок 114 покрытия 112 сформован поверх на сердцевину 118.
Затем полуформы второй пресс-формы отделяются друг от друга и совокупность головки 120, переходного участка 140, первого участка 114 и сердцевины 118 выталкивается или иным образом удаляется из второй полости второй пресс-формы.
Указанная совокупность затем помещается в третью полость (или в первую пресс-форму или другую пресс-форму), при этом третья полость имеет первый объем, соответствующий форме головки 120 и переходного участка 140, и второй объем, соответствующий форме всей ручки 110. Первый и второй объемы представляют собой части одной и той же третьей полости и, таким образом, сообщаются друг с другом. Первый объем имеет объем, идентичный по форме и размеру объему второй полости. С другой стороны, второй объем имеет объем больший, чем объем второй полости, для обеспечения возможности второго покрывного материала, образующего вторые участки 116 покрытия 112 и секцию 117, течь вокруг указанной совокупности и контактировать со вторыми частями поверхности 119 сердцевины 118. Соответственно, вторые части поверхности 119 открыты в третью полость.
Соответственно, второй покрывной материал, который в данном примере содержит термопластический эластомер (TPE), вводится в третью полость в текучем состоянии. Для полного образования вторых участков 116 покрытия 112 и образования секции 117 обеспечивается достаточное количество второго покрывного материала. Второй покрывной материал покрывает вторые части поверхности 119 сердцевины 118, при этом первая часть поверхности 119 скрыта первым участком 114. Затем обеспечивается возможность затвердевания второго покрывного материала.
Соответственно, вторые участки 116 покрытия 112, а в действительности, все покрытие 112, формуется поверх на сердцевину 118. То есть сердцевина 118 покрыта со всех сторон покрывным материалом, при этом покрывной материал содержит первый покрывной материал и второй покрывной материал.
Затем полуформы, образующие третью полость, отделяются друг от друга и корпус 100 устройства 1 выталкивается или иным образом удаляется из третьей полости.
В заключении для получения конечного устройства 1 в корпусе 100, в пучковых отверстиях, образованных в головке 120, размещаются чистящие зубы элементы 130. В этом варианте осуществления процесс включает в себя этап закрепления пучка щетинок 130 в отверстиях с помощью скоб, согласно способу, известному из уровня техники.
Далее описан второй способ образования устройства для ухода за полостью рта согласно настоящему изобретению. Устройство 1 первого варианта осуществления, представленного на фиг. 1 и 2, может быть получено этим вторым способом.
Второй способ в значительной степени является таким же, как описанный первый способ. Однако во втором способе жесткая сердцевина 118, будучи обеспеченной и помещенной во вторую полость, отделена от стенок второй полости посредством только одного разделителя, например, запорного, который контактирует с одной второй частью поверхности 119 сердцевины 118. Затем первый покрывной материал вводится во вторую полость в текучем состоянии и покрывает первую часть поверхности 119 сердцевины 118, а вторая часть поверхности 119 скрыта, и затем затвердевает.
Полуформы, образующие вторую полость, отделены друг от друга и совокупность головки 120, переходного участка 140, первого участка 114 и сердцевины 118 выталкивается или иным образом удаляется из второй полости.
Когда затем эта совокупность располагается в третьей полости, второй объем третьей полости имеет больший объем, чем объем второй полости, для обеспечения возможности второго покрывного материала, который будет образовывать один второй участок 116 покрытия 112, течь вокруг совокупности и контактировать с одной второй частью поверхности 119 сердцевины 118. Соответственно, единственная вторая часть поверхности 119 открыта в третью полость. Когда второй покрывной материал вводится в третью полость в текучем состоянии, требуется обеспечить только достаточное количество второго покрывного материала для полного образования единственного второго участка 116 покрытия 112. Второй покрывной материал покрывает единственную вторую часть поверхности 119 сердцевины 118, при этом первая часть поверхности 119 скрыта первым участком 114. Затем второму покрывному материалу дают возможность затвердеть. Соответственно, второй участок 116 покрытия 112, и, на самом деле, все покрытие 112 формуется поверх на сердцевину 118 так, что покрытие 112 покрывает всю сердцевину 118.
И, наконец, для получения окончательного устройства 1 в корпусе 100, в пучковых отверстиях, образованных в головке 120, размещаются чистящие зубы элементы 130.
В разновидностях первого и второго способов по настоящему изобретению первый и второй покрывные материалы могут быть одним и тем же материалом, например, целлюлозным полимером или полипропиленом (PP) или термопластическим эластомером (TPE).
В третьем способе для образования устройства для ухода за полостью рта согласно настоящему изобретению сердцевина 118 имеет такие размеры и форму, что в конечном счете образует часть переходного участка 140, и, необязательно, также часть головки 120 устройства 1. Соответственно, устройство 1 третьего варианта осуществления, представленное на фиг. 4, может быть получено посредством третьего способа. В этом рассмотрении третьего способа предполагается, что ручка 112 устройства 1 имеет только один второй участок 116, в соответствии с фиг. 4. Третий способ предназначен для создания устройства 1, имеющего более одного второго участка 116, посредством использования подходящего соответствующего числа разделителей во второй полости.
В третьем способе сердцевина 118 может обеспечиваться в некотором смысле по существу как в любом из описанных выше вариантах осуществления, за исключением того, что сердцевина 118 имеет большую продольную длину. Например, сердцевина может быть образована в первой полости пресс-формы посредством литьевого формования, в основном, как описано выше.
Как только жесткая сердцевина 118 обеспечена, она размещается во второй полости или первой пресс-формы или другой пресс-формы, по существу, как описано выше для первого или второго способа, за исключением того, что сердцевина отделена от стенок второй полости и в первом объеме и во втором объеме второй полости. Первый объем соответствует форме головки 120 и переходного участка 140 устройства 1, которые подлежат формованию, второй объем соответствует форме первого участка 114 покрытия 112 ручки 110 устройства 1, подлежащего образованию, и первый и второй объемы являются частями одной и той же второй полости и, таким образом, сообщаются друг с другом. Вторая полость имеет больший объем, чем объем первой полости, для обеспечения возможности первого покрывного материала, который образует первый участок 114 покрытия 112, течь вокруг сердцевины 118 и контактировать с первой частью поверхности 119 сердцевины 118. Сердцевина 118 снова отделена от стенок второй полости разделителем, например запорным, который находится в контакте со второй частью поверхности 119 сердцевины 118. Однако из-за увеличенной продольной длины сердцевины 118 сердцевина местами отделена от стенок второй полости и в первом и во втором объемах второй полости. Соответственно, вторая часть поверхности 119 скрыта от второй полости, при этом первая часть поверхности 119 сердцевины 118 открыта во вторую полость.
Затем первый покрывной материал вводится во вторую полость в текучем состоянии по существу как описано выше для первого или второго способа. Для полного образования первого участка 114 покрытия 112 обеспечивается достаточное количество первого покрывного материала. Первый покрывной материал покрывает первую часть поверхности 119 сердцевины 118, а вторая часть поверхности 119 скрыта. Первому покрывному материалу дают возможность затвердеть. Соответственно, первый участок 114 покрытия 112 сформован поверх на сердцевины 118.
Затем полуформы, которые образуют вторую полость, отделяются друг от друга и совокупность головки 120, переходного участка 140, первого участка 114 и сердцевины 118 выталкивается или иным образом удаляется из второй полости. Совокупность затем размещается в третьей полости той же пресс-формы или другой пресс-формы для создания единственного второго участка 116, используя второй покрывной материал, как рассмотрено выше для второго способа, так что покрытие 112 покрывает со всех сторон сердцевину 118.
В соответствующих разновидностях вышеописанных первого, второго и третьего способов один или более из одного или более разделителей (которые могут представлять собой установочные штифты), использованных во второй полости, удаляются с поверхности 119 сердцевины 118 во время или после введения первого покрывного материала во вторую полость (но, в любом случае, при этом по меньшей мере участок первого покрывного материала является текучим), так что первый покрывной материал заполняет пустоты, оставшиеся после удаления разделителя(лей) без изменения положения сердцевины 118 относительно стенок второй полости. Соответственно, первый покрывной материал покрывает первую часть поверхности 119 сердцевины 118, а вторые части поверхности 119 скрыты, затем первый покрывной материал покрывает одну или более вторых частей поверхности 119 после удаления или извлечения разделителя (лей). Затем первому покрывному материалу дают затвердеть и совокупность выталкивается из второй полости и размещается в третьей полости, как рассмотрено выше для первого и/или для второго способов.
Далее описан четвертый способ образования устройства для ухода за полостью рта согласно настоящему изобретению. Устройство 1 по четвертому варианту осуществления, представленное на фиг. 5, может быть получено посредством этого четвертого способа.
В четвертом способе обеспечивается сердцевина 118 устройства. Сердцевина 118 может быть образована или соответствующей частью первого, второго или третьего способов, описанных выше, или посредством любого другого способа.
Жесткая сердцевина 118 затем размещается во второй полости или первой пресс-формы или второй пресс-формы, при этом вторая полость имеет первый объем, соответствующий форме головки 120 и переходного участка 140 устройства 1, подлежащих формованию, и второй объем, соответствующий окончательной форме ручки 110, подлежащей формованию. Первый и второй объем представляют собой части одной и той же второй полости и, таким образом, сообщаются друг с другом. Первый объем и в этот раз имеет форму, подходящую для создания пучковых отверстий, образуемых в головке 120. Второй объем имеет объем, выполненный с возможностью обеспечения протекания покрывного материала, который образует покрытие 112, вокруг сердцевины 118 и обеспечения контакта с первой частью поверхности 119 сердцевины 118. Сердцевина 118 отделена от стенок второй полости одним или более разделителями, например, установочными штифтами, которые контактируют с соответствующей второй частью(ями) поверхности 119 сердцевины 118. Соответственно, вторая часть(и) поверхности 119 скрыты от второй полости, а первая часть поверхности 119 сердцевины 118 открыта во вторую полость.
Затем покрывной материал, который в этом примере представляет собой не бывший в употреблении пищевой CAP и/или полипропилен, вводится во вторую полость в текучем состоянии. Покрывной материал покрывает первую часть поверхности 119 сердцевины 118, а вторая часть(и) поверхности 119 скрыты разделителем(ями).
Один или более разделителей затем удаляются с поверхности 119 сердцевины 118 во время или после введения покрывного материала во вторую полость (но, в любом случае, при этом по меньшей мере участок покрывного материала является текучим), так что покрывной материал заполняет пустоты, оставшиеся после удаления разделителя(лей) без нарушения положения сердцевины 118 относительно стенок полости. Соответственно, покрывной материал покрывает первую часть поверхности 119 сердцевины 118, а вторая часть(и) поверхности 119 скрыты, и затем покрывает вторую часть(и) поверхности 119 после отведения или удаления разделителя(лей). И, наконец, покрывной материал покрывает всю поверхность 199, покрывает со всех сторон сердцевину 118 и также образует наружную поверхность устройства 1. Затем покрывному материалу дают возможность затвердеть. Соответственно, все покрытие 112 сформовано поверх на сердцевину 118, с тем, чтобы покрывать со всех сторон сердцевину 118.
Затем полуформы, образующие вторую полость, отделяются друг от друга, и корпус 100, содержащий головку 120, переходный участок 140 и ручку 110, выталкивается или иным образом удаляется из второй полости второй пресс-формы.
И, наконец, для получения конечного устройства 1 в пучковые отверстия, образованные в головке 120 корпуса 100, устанавливаются чистящие зубы элементы 130.
Далее описан пятый способ образования устройства для ухода за полостью рта согласно настоящему изобретению. Устройство 1 четвертого варианта осуществления, представленное на фиг. 5, может быть получено посредством этого пятого способа.
В пятом способе вместо этапа покрытия жесткой сердцевины 118 покрывным материалом способ содержит этап покрытия со всех сторон материала сердцевины (содержащего повторно используемый материал) покрывным материалом, при этом материал сердцевины является мягким и/или находится в текучем состоянии. Пятый способ содержит процесс двойного впрыскивания в одну полость пресс-формы, в которой материал сердцевины, содержащий повторно используемый материал, впрыскивается в покрывной материал, уже размещенный в полости пресс-формы, при этом по меньшей мере участок покрывного материала является мягким и/или находится в текучем состоянии.
Сначала обеспечивается полость пресс-формы, при этом полость имеет первый объем, соответствующий форме головки 120 и переходного участка 140 устройства 1, подлежащих образованию, и второй объем, соответствующий окончательной форме ручки 110, подлежащей образованию. И снова первый и второй объемы являются частями одной и той же полости и, таким образом, сообщаются друг с другом.
Масса покрывного материала, которая в этом примере представляет собой не бывший в употреблении пищевой CAP и/или полипропилен, вводится в полость в текучем состоянии до введения в полость материала сердцевины (содержащего повторно используемый материал), который образует сердцевину 118. Более конкретно, происходит неполный впрыск покрывного материала в полость. Другими словами, объем массы покрывного материала, введенного в полость, меньше объема самой полости, и меньше объем корпуса 100 устройства 1, подлежащего изготовлению. Наружные части массы покрывного материала, которые контактируют со стенками полости, начинают затвердевать, поскольку стенки полости охлаждаются.
Хотя внутренний участок массы покрывного материала все еще является мягким, масса материала сердцевины, содержащей повторно используемый полипропилен и/или другой повторно используемый материал или состоящей из него, и которая будет образовывать сердцевину 118 устройства 1, впрыскивается в полость и, в частности, во внутренний участок массы покрывного материала. Покрытию и материалу сердцевины дают затвердеть. (Если сколько-нибудь материала сердцевины остается открытым к стенкам полости, небольшое количество покрывного материала впоследствии может быть впрыснуто в полость для полной изоляции материала сердцевины от стенок полости). В результате покрытие, образованное из покрывного материала, покрывает со всех сторон сердцевину, образованную из материала сердцевины.
И, наконец, для получения конечного устройства 1 в пучковые отверстия, образованные в головке 120 корпуса 100, устанавливаются чистящие зубы элементы 130.
В соответствующих разновидностях вышеописанных способов в случаях, в которых сердцевина 118 имеет одно или более проходящих через нее отверстий, может обеспечиваться проход покрывного материала (например, второго покрывного материала) через отверстие(я) во время его впрыскивания, например, для более легкого образования множества вторых секций 116 покрытия 112, расположенных на определенном расстоянии друг от друга на поверхности устройства 1, подлежащего образованию.
В соответствующих разновидностях к вышеописанным способам конструкции, которые являются повторно используемыми, для создания гранул или хлопьев, могут изготавливаться из пластического материала, отличного от полипропилена, или могут содержать пластический материал более чем одного типа. В других дополнительных разновидностях конструкции могут содержать непластический материал или состоять из непластического материала.
Хотя в каждом из вышеописанных способов повторно используемый материал, который содержится в материале сердцевины или является материалом сердцевины, содержит повторно используемый полипропилен, в разновидностях этих способов повторно используемый материал может дополнительно или альтернативно содержать один или более повторно используемых после использования пластических материалов, выбранных из группы, содержащей: полипропилен (PP), полистирол (PS), полиэтилен низкой или высокой плотности (LDPE, HDPE), полиэтилентерефталат (PET), акрилонитрилбутадиенстирол (ABS), пропионат целлюлозы (CP), полиакрилат, поликарбонат и стиролакрилонитрил (SAN). В дополнительных разновидностях, в дополнение к одному или более повторно используемым пластическим материалам в других вариантах осуществления материал сердцевины может также содержать один или более дополнительных неповторно используемых (то есть, не бывших в употреблении) пластических материалов, например, один или более материалов, выбранных из вышеуказанного списка. Альтернативно или дополнительно, в дополнение к одному или более повторно используемым пластическим материалам, материал сердцевины может также содержать один или более дополнительных повторно используемых или неповторно используемых непластических материалов, например, металл или сплав, керамику, стекло, композит или органический материал, например, древесные опилки или древесную стружку.
В других дополнительных разновидностях вышеописанных способов вспенивающее вещество и/или краситель может быть исключен из материала сердцевины.
Хотя в каждом из вышеописанных способов покрывной материал содержит полипропилен и/или ацетопропионат целлюлозы, в разновидностях этих способов покрывной материал может дополнительно или альтернативно содержать один или более других материалов, например, материал, выбранный из группы, содержащей: полипропилен (PP), полистирол (PS), полиэтилен низкой или высокой плотности (LDPE, HDPE), полиэтилентерефталат (PET), акрилонитрилбутадиенстирол (ABS), пропионат целлюлозы (CP), полиакрилат, поликарбонат и стиролакрилонитрил (SAN). В любом случае, предпочтительно, чтобы покрывной материал не содержал повторно используемого материала, или, по меньшей мере, не содержал повторно используемого после использования материала. В некоторых вариантах осуществления покрывной материал (например, один или оба из первого и второго покрывных материалов, описанных выше) содержит повторно используемый до использования материал.
В соответствующих разновидностях каждого из вышеописанных способов, в которых покрывной материал образует прозрачное покрытие или его участок, покрывной материал может вместо этого образовать полупрозрачное или непрозрачное покрытие или его участок.
В других дополнительных разновидностях вышеописанных способов способы могут содержать дополнительный этап(ы), на которых дополнительные компоненты и/или материалы располагаются на наружной стороне покрытия, не соприкасаясь с сердцевиной.
В других дополнительных разновидностях вышеописанных способов расположение чистящего элемента(ов) 130 в головке 120 может не включать в себя установку скобок. Могут использоваться другие известные способы установки чистящего зубы элемента(ов) 130 в пучковые отверстия после завершения процесса(ов) литьевого формования. Альтернативно, чистящий элемент(ы) 130, например, чистящие зубы элементы и/или элементы для чистки тканей, могут быть образованы из покрывного материала во время впрыскивания покрывного материала в полость литейной формы, в этом случае полость не имеет форму, подходящую для создания пучковых отверстий, подлежащих образованию в головке 120, но вместо этого имеет форму, подходящую для образования чистящего элемента(ов) 130 единым целым с головкой 120, из покрывного материала. Расположение чистящего элемента(ов) 130 в головке 120 может обеспечиваться во время или после образования головки 120 посредством способа безъякорной прошивки или любым другим способом.
В других дополнительных разновидностях вышеописанных способов головка 120 и/или переходный участок 140 устройства 1 могут не быть созданы из покрывного материала. То есть, головка 120 и/или переходный участок 140 могут не быть образованы единым целым с покрытием 112 устройства 1 посредством того же самого процесса формовки. В таких случаях головка 120 и/или переходный участок 140 могут быть соединены с ручкой 110 путем последующего процесса, например, посредством формования поверх материала головки 120 и/или переходного участка 140 на ручку 110. Альтернативно, головка 120, и, необязательно, также переходный участок 140, могут быть сформованы как компонент, отдельный от ручки 110, но выполненный с возможностью соединения с ручкой 110. В таких случаях вышеописанные соответствующие полости, используемые для образования покрытия 112, должны иметь форму, подходящую для образования ручки 110, без головки 120, или в изоляции от головки 120, и необязательно, также без переходного участка 140, или в изоляции от переходного участка 140. То есть полости могут не включать в себя объем, соответствующий форме головки 120, и, необязательно, также соответствующий переходному участку 140 образуемого устройства 1.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИНСТРУМЕНТ ДЛЯ УХОДА ЗА ПОЛОСТЬЮ РТА | 2008 |
|
RU2436487C2 |
| УСТРОЙСТВО ДЛЯ УХОДА ЗА ПОЛОСТЬЮ РТА | 2010 |
|
RU2549669C2 |
| УСТРОЙСТВО ДЛЯ УХОДА ЗА ПОЛОСТЬЮ РТА | 2012 |
|
RU2608295C2 |
| УСТРОЙСТВО ДЛЯ УХОДА ЗА ПОЛОСТЬЮ РТА | 2013 |
|
RU2601930C1 |
| СИСТЕМА ДЛЯ УХОДА ЗА ПОЛОСТЬЮ РТА | 2012 |
|
RU2597542C1 |
| УСТРОЙСТВО ДЛЯ УХОДА ЗА ПОЛОСТЬЮ РТА | 2014 |
|
RU2677062C1 |
| УСТРОЙСТВО ДЛЯ УХОДА ЗА ПОЛОСТЬЮ РТА (ВАРИАНТЫ) И СПОСОБ ЕГО ОБРАЗОВАНИЯ | 2008 |
|
RU2449718C2 |
| УСТРОЙСТВО ДЛЯ УХОДА ЗА ПОЛОСТЬЮ РТА | 2012 |
|
RU2612653C2 |
| УСТРОЙСТВО ДЛЯ УХОДА ЗА ПОЛОСТЬЮ РТА (ВАРИАНТЫ) И СПОСОБ ЕГО ОБРАЗОВАНИЯ | 2008 |
|
RU2478329C1 |
| УСТРОЙСТВО ДЛЯ УХОДА ЗА ПОЛОСТЬЮ РТА | 2012 |
|
RU2599362C1 |
Предложено устройство для ухода за полостью рта, содержащее ручку, сердцевина (118) которой включает повторно используемый материал и покрытие (112), покрывающее со всех сторон сердцевину (118). Устройство содержит головку по меньшей мере с одним чистящим элементом, при этом головка (120) соединена с ручкой или выполнена с возможностью соединения с ручкой. Головка и покрытие выполнены за одно целое в виде единой детали. Также предложен способ изготовления устройства для ухода за полостью рта, который содержит этапы, на которых обеспечивают повторно используемый материал и покрывают со всех сторон повторно используемый материал покрывным материалом для образования ручки устройства для ухода за полостью рта, при этом ручка имеет сердцевину, содержащую повторно используемый материал, и покрытие, содержащее покрывной материал, покрывающий со всех сторон сердцевину. 3 н. и 49 з.п. ф-лы, 9 ил.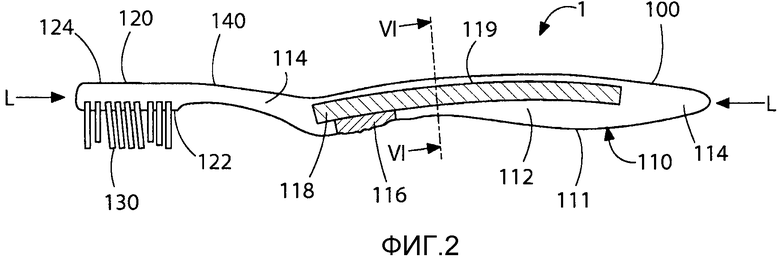
1. Устройство для ухода за полостью рта, содержащее:
ручку, имеющую сердцевину, содержащую повторно используемый материал и покрытие, покрывающее со всех сторон сердцевину; и
головку, содержащую по меньшей мере один чистящий элемент, при этом головка соединена с ручкой,
при этом головка и покрытие ручки выполнены заодно в виде единой детали.
2. Устройство по п. 1, в котором повторно используемый материал содержит повторно используемый термопластический материал.
3. Устройство по п. 2, в котором повторно используемый материал содержит повторно используемый пластический материал после использования.
4. Устройство по п. 1, в котором сердцевина содержит вспененный материал.
5. Устройство по п. 1, в котором покрытие не содержит повторно используемого материала после использования.
6. Устройство по п. 1, в котором покрытие содержит не бывший в употреблении пищевой пластик.
7. Устройство по п. 1, в котором покрытие содержит полимер из возобновляемых источников.
8. Устройство по п. 1, в котором покрытие содержит целлюлозный полимер.
9. Устройство по п. 1, в котором покрытие является по меньшей мере частично прозрачным.
10. Устройство по п. 1, в котором покрытие является по меньшей мере частично непрозрачным.
11. Устройство по п. 1, в котором первый участок покрытия изготовлен из первого материала, а второй участок покрытия изготовлен из второго материала.
12. Устройство по п. 11, в котором второй материал имеет цвет, отличающийся от цвета первого материала.
13. Устройство по п. 11 или 12, в котором второй материал представляет собой тот же материал, что и первый материал.
14. Устройство по п. 11 или 12, в котором второй материал отличается от первого материала.
15. Устройство по п. 14, в котором первый материал является более жестким, чем второй материал.
16. Устройство по п. 15, в котором первый материал представляет собой жесткий материал, а второй материал представляет собой упругий материал.
17. Устройство по п. 16, в котором первый материал содержит полимер, а второй материал содержит эластомер.
18. Устройство по п. 17, в котором покрытие содержит множество вторых участков, расположенных на расстоянии друг от друга на поверхности устройства.
19. Устройство по п. 1, в котором покрытие сформовано поверх сердцевины.
20. Устройство по п. 1, в котором ручка содержит одну или более секций, которые сформованы поверх покрытия и не соприкасаются с сердцевиной.
21. Устройство по п. 1, в котором сердцевина содержит повторно используемый материал и дополнительный материал.
22. Устройство по п. 1, в котором повторно используемый материал содержит два или более различных материалов.
23. Устройство по п. 1, в котором сердцевина содержит по меньшей мере 50 мас.% повторно используемого материала, необязательно по меньшей мере 75 мас.% повторно используемого материала, необязательно по меньшей мере 90 мас.% повторно используемого материала, необязательно по меньшей мере 95 мас.% повторно используемого материала, необязательно по меньшей мере 99 мас.% повторно используемого материала.
24. Устройство по п. 1, в котором сердцевина имеет по меньшей мере одну часть, являющуюся полой, и/или одно или более проходящих через нее отверстий.
25. Устройство по п. 1, в котором головка содержит по меньшей мере один чистящий зубы элемент, а устройство для ухода за полостью рта содержит зубную щетку.
26. Устройство по п. 1, в котором головка содержит по меньшей мере один элемент для очистки мягких тканей, а устройство для ухода за полостью рта содержит очиститель мягких тканей.
27. Способ изготовления устройства для ухода за полостью рта, содержащего ручку и головку, при этом способ содержит этапы, на которых:
образуют сердцевину ручки из повторно используемого материала; и
покрывают со всех сторон повторно используемый материал сердцевины покрывным материалом, при этом покрывной материал образует головку и внешнюю поверхность ручки устройства для ухода за полостью рта.
28. Способ по п. 27, в котором этап покрытия со всех сторон содержит покрытие со всех сторон повторно используемого материала покрывным материалом для образования корпуса, содержащего ручку и головку устройства для ухода за полостью рта;
при этом способ содержит этап, на котором снабжают головку по меньшей мере одним чистящим элементом.
29. Способ по п. 27 или 28, содержащий этап, на котором придают форму повторно используемому материалу для создания сердцевины.
30. Способ по п. 29, в котором этап придания формы содержит впрыскивание повторно используемого материала в полость пресс-формы в текучем состоянии и обеспечение затвердевания повторно используемого материала.
31. Способ по п. 29, в котором этап придания формы содержит экструзию повторно используемого материала.
32. Способ по п. 31, содержащий этап вспенивания повторно используемого материала.
33. Способ по п. 32, содержащий один или оба из этапов: формирование по меньшей мере одной части сердцевины, которая является полой, и формирование одного или более отверстий, проходящих через сердцевину.
34. Способ по п. 27, в котором этап покрытия со всех сторон содержит формование покрывного материала поверх сердцевины.
35. Способ по п. 27, в котором этап покрытия со всех сторон содержит следующее:
покрывают один или более участков сердцевины покрывным материалом, при этом покрывной материал является текучим, при этом сердцевина отделена от стенок полости пресс-формы при помощи одного или более разделителей, контактирующих с поверхностью сердцевины; и
отводят один или более разделителей от поверхности сердцевины, при текучем состоянии покрывного материала.
36. Способ по п. 27, в котором покрывной материал содержит первый материал и второй материал; и
при этом этап покрытия со всех сторон содержит покрытие одной или более первых частей сердцевины первым материалом и покрытие одной или более вторых частей сердцевины вторым материалом.
37. Способ по п. 36, в котором этап покрытия со всех сторон содержит покрытие одной или более первых частей сердцевины первым материалом, при этом одна или более вторых частей сердцевины скрыты, обнажение одной или более вторых частей сердцевины и затем покрытие одной или более вторых частей сердцевины вторым материалом.
38. Способ по п. 36 или 37, в котором второй материал является тем же материалом, что и первый материал.
39. Способ по п. 36 или 37, в котором второй материал отличается от первого материала.
40. Способ по п. 39, в котором первый материал содержит полимер, а второй материал содержит эластомер.
41. Способ по п. 27, в котором этап покрытия со всех сторон содержит покрытие со всех сторон материала сердцевины, содержащей повторно используемый материал, покрывным материалом, при этом материал сердцевины находится в текучем состоянии.
42. Способ по п. 41, в котором этап покрытия со всех сторон содержит обеспечение массы покрывного материала в текучем состоянии в полости пресс-формы и затем впрыскивание материала сердцевины в массу.
43. Способ по п. 27, в котором повторно используемый материал содержит повторно используемый пластический материал.
44. Способ по п. 43, в котором повторно используемый пластический материал содержит повторно используемый пластический материал после использования.
45. Способ по п. 27, в котором повторно используемый материал содержит два или более различных материалов.
46. Способ по п. 27, в котором этап обеспечения повторно используемого материала содержит расплавление гранул или хлопьев повторно используемого термопластического материала.
47. Способ по п. 46, в котором этап обеспечения повторно используемого материала содержит гранулирование одной или более термопластических конструкций для создания гранул или хлопьев повторно используемого пластического материала.
48. Способ по п. 27, содержащий этап, на котором обеспечивают повторно используемый материал и дополнительный материал, отличный от повторно используемого материала, и этап покрытия со всех сторон повторно используемого материала и дополнительного материала покрывным материалом для образования ручки устройства для ухода за полостью рта, при этом ручка имеет сердцевину, содержащую повторно используемый материал и дополнительный материал, и покрытие, содержащее покрывной материал, покрывающий со всех сторон сердцевину.
49. Способ по п. 27, в котором покрывной материал не содержит повторно используемый материал после использования.
50. Способ по п. 27, в котором покрывной материал содержит не бывший в употреблении пищевой пластик.
51. Способ по п. 27, в котором покрывной материал содержит целлюлозный полимер.
52. Устройство для ухода за полостью рта, получаемое посредством способа по любому из пп. 27-51.
| US2003135943 A1 24.07.2003 | |||
| DE 4408426 A1 14.09.1995 | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
| СПОСОБ ПЛАСТИКИ ПЕРФОРАЦИИ ВЕРХНЕЧЕЛЮСТНОГО СИНУСА | 2008 |
|
RU2370220C1 |
| Экономайзер | 0 |
|
SU94A1 |

