Изобретение относится к деревообрабатывающей промышленности и может использоваться для продольной распиловки лесоматериала.
Широко известны линии по продольной распиловки лесоматериала, которые в своей основе содержат станину, ведущий и ведомый шкивы с бесконечной ленточной пилой, привод ленточной пилы, механизм натяжения ленточной пилы, привод вертикального регулирования пильного узла [RU 89445, 10.12.2009 г., RU 73267, 25.05.2008 г., RU 2547551, 10.04.2015 г.].
Недостатками подобных линий является их низкая производительность вследствие распиловки бревен только по одному выставленному размеру и простаивания станка с ленточной пилой до подачи очередной партии лесоматериала, подготовка к которой требует дополнительных трудозатрат.
Известна линия для распиловки лесоматериала [SU 1020225, 30.05.1983 г.], содержащая станину, на которой установлены два приводных рольганга, поворотных посредством привода вокруг оси параллельно подаче бревна при распиловке, привод, обеспечивающий вертикальное перемещение рольгангов, звездочки, расположенные на осях роликов рольгангов и связанные через цепной контур с приводом вертикального перемещения рольгангов, устройства для разворота и подачи бревен, два многошкивных ленточнопильных станка с двусторонними расклинивающими ножами, рольганг отбора пилопродукции. После распиловки бревна с первым заданным размером осуществляется возврат оставшейся части бревна на данную установку, на которой выставляется новый размер для его распиловки. Процесс распиловки продолжается до тех пор, пока бревно не будет распилено на требуемое количество частей.
Данная линия для распиловки позволяет автоматизировать процесс распиловки нескольких бревен подряд в продольном направлении, осуществить их распиловку на любое требуемое количество частей. Однако недостатками данной линии является низкая производительность вследствие нахождения ограниченной партии бревен на линии до тех пор, пока вся данная партия не будет распилена. К тому же операторам после окончания первого цикла распиловки запущенной партии лесоматериала по первому выставленному размеру необходимо остановить линию для настройки ленточнопильных станков на новый размер для второго цикла распиловки и т.д.
Известен ленточнопильный агрегат для продольного пиления бревен [RU 2184648, 10.07.2002 г.], который может быть использован в составе конвейерной линии. Данный агрегат содержит попарно сдвоенные или счетверенные или сшестеренные пильные механизмы и устройство подачи бревна в виде транспортеров, которые прочно скреплены с торцами бревен.
Указанный агрегат позволяет проводить распиловку одного бревна одновременно на 2, или 4, или 6 частей без повторной подачи бревна на агрегат, что повышает производительность получения готового материала. Однако возможности агрегата ограничены получением определенного количества распиленного материала - только до 6 распиленных частей бревна.
Линию для продольной распиловки бревен, содержащую указанный ленточнопильный агрегат, можно принять за ближайший аналог заявляемой ленточнопильной конвейерной ленты.
Задачей, решаемой изобретением, является получение лесоматериала различной толщины для использования в строительной, мебельной и других отраслях промышленности.
Техническим результатом изобретения является повышение производительности получения готового материала за счет автоматизации процесса распиловки и организации поточного способа продольной распиловки лесоматериала.
Технический результат достигается при использовании ленточнопильной конвейерной линии со ступенями продольной распиловки лесоматериала, содержащей замкнутую транспортную линию с зонами погрузки лесоматериала и его разгрузки после распиловки, механизм подачи лесоматериала от зоны погрузки лесоматериала до зоны его разгрузки, от 2 до 100 ленточнопильных станков, образующих ступени распиловки лесоматериала и расположенных между зонами погрузки и разгрузки лесоматериала, блок управления ленточнопильными станками и механизмом подачи лесоматериала, при этом механизм подачи лесоматериала состоит из тележек с возможностью их перемещения по замкнутой транспортной линии посредством электродвигателя постоянного тока, каждый из ленточнопильных станков состоит из двух вертикально расположенных швеллеров, закрепленных в верхней части с горизонтальным швеллером для вертикального перемещения пильного блока, включающего ведущий и ведомый шкивы с натянутой между ними пильной лентой, электродвигателя привода ведущего шкива, механизма регулировки натяжения пильной ленты.
Распиловка бревен в каждом из ленточнопильных станков образует ступень распиловки. Соответственно, прохождение через первый станок является первой ступенью распиловки, через второй станок - второй ступенью и т.д.
Радиус закругления замкнутой транспортной линии подбирается исходя из длины бревен таким образом, чтобы обеспечить разворот тележек с лесоматериалом без заклинивания работы линии. Тележки нагружаются лесоматериалом, который прочно закрепляется на них. Замкнутая транспортная линия может представлять собой рельсовый путь.
Наличие замкнутой транспортной линии с механизмом подачи лесоматериала из зоны погрузки через ступени распиловки (от 2 до 100) в зону разгрузки готового лесоматериала позволяет обеспечить непрерывный поток лесоматериала для его распиловки, что повышает производительность ленточнопильной ленты. Наличие блока управления позволяет заранее выставить требуемые параметры для движения тележек с погруженным лесоматериалом (например, скорость работы электродвигателя постоянного тока) и ленточнопильных станков (например, толщину распиловки бревен индивидуально для каждого станка) для организации бесперебойной работы ленты и избегания ее заклинивания, что обеспечивает получение готового лесоматериала любой толщины для использования в строительстве, мебельной и других видах промышленности.
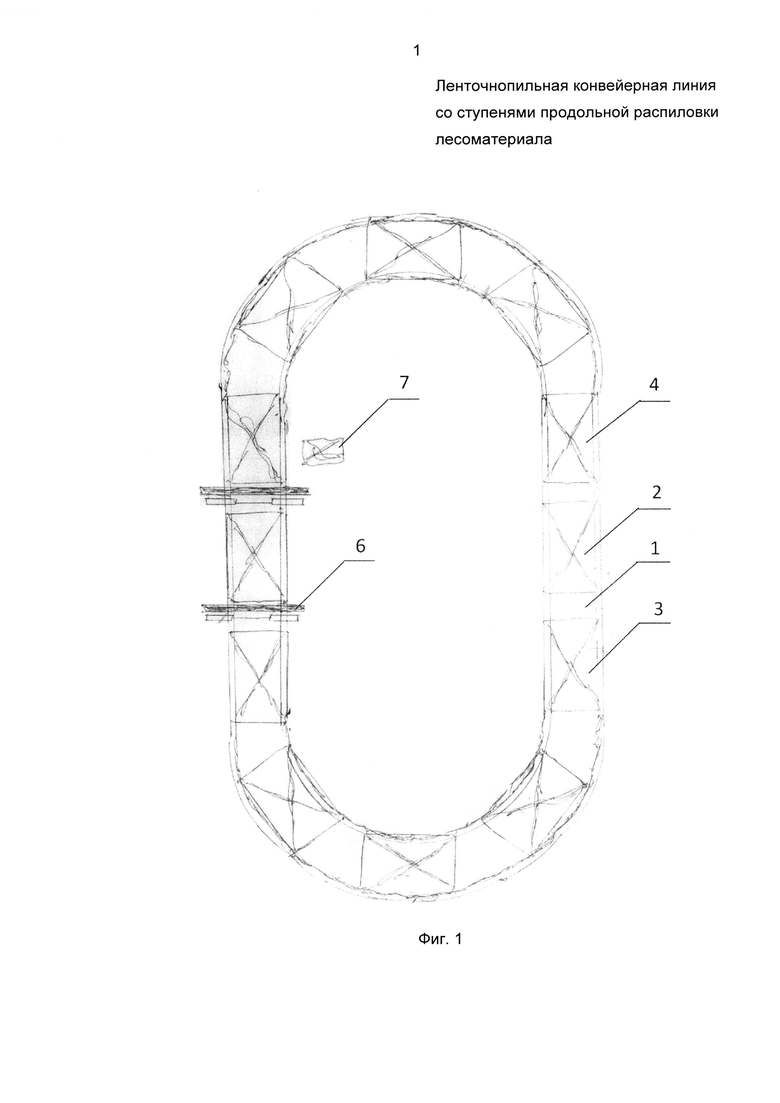
На фиг. 1 приведено изображение общего вида заявляемой ленточнопильной конвейерной линии, на фиг. 2 показано изображение одного из ленточнопильных станков, которых по линии может быть установлено до 100 единиц, на фиг. 3 изображен механизм подачи лесоматериала.
Заявляемая ленточнопильная конвейерная линия со ступенями продольной распиловки лесоматериала содержит замкнутую транспортную линию 1 с зонами погрузки 2 лесоматериала 3 и его разгрузки 4 после распиловки, механизм подачи лесоматериала 5 от зоны погрузки лесоматериала до зоны его разгрузки, от 2 до 100 ленточнопильных станков 6, образующих ступени распиловки лесоматериала и расположенных между зонами погрузки 2 и разгрузки 4 лесоматериала 3, блок управления 7 ленточнопильными станками 6 и механизмом подачи лесоматериала 5, при этом механизм подачи лесоматериала 5 состоит из тележек 8 с возможностью их перемещения по замкнутой транспортной линии 1 посредством электродвигателя постоянного тока 9, каждый из ленточнопильных станков 6 состоит из двух вертикально расположенных швеллеров 10, закрепленных в верхней части с горизонтальным швеллером 11 для вертикального перемещения пильного блока 12, включающего ведущий 13 и ведомый 14 шкивы с натянутой между ними пильной лентой 15, электродвигателя привода 16 ведущего шкива 13, механизма регулировки натяжения пильной ленты 17.
Ленточнопильная конвейерная линия работает следующим образом.
Блок управления 7 находится в кабине оператора, который следит за работой линии. В кабине оператора расположен реостат, отрицательный потенциал которого подключается к транспортной линии. Также имеется понижающий трансформатор с выпрямительным мостом, которые преобразуют переменное напряжение 380 В, необходимое постоянное напряжение 23-30 В. Положительный потенциал указанного трансформатора подключается к транспортной линии. Таким образом, обеспечивается последующее движение тележек по транспортной линии.
С помощью блока управления 7 в зависимости от диаметра, длины бревен, типа древесины оператором заранее выставляются требуемые параметры ленточнопильных станков 6 и замкнутой транспортной линии 1:
- подбирается и далее регулируется скорость работы электродвигателя постоянного тока 9, обеспечивающего скорость перемещения по транспортной линии тележек 8;
- регулируется расстояние между ведущим 13 и ведомым 14 шкивами, которое определяет толщину распиловки лесоматериала на каждом из ленточнопильных станков, количество которых может достигать 100 единиц;
- посредством механизма регулировки натяжения пильной ленты 15 задается натяг пильной ленты 15;
- посредством винтов подъема задается начальная высота и скорость вертикального перемещения горизонтально расположенного швеллера 11.
Далее происходит запуск работы ленточнопильной линии. В зоне погрузки 2 лесоматериал 3 укладывается на тележки 8 и прочно закрепляется на них. Тележка 8 с погруженным лесоматериалом 3 начинает свое движение по замкнутой транспортной линии 1, при этом радиус закругления линии подбирается при ее строительстве с учетом длины бревен (6-12 м) на последовательно движущихся тележках 8, минимального расстояния между тележками 8, равного 0,5 м. Таким образом, обеспечивается разворот тележек 8 без заклинивания работы транспортной линии 1 и столкновения тележек 8.
Тележка 8 с лесоматериалом последовательно проходит через ленточнопильные станки 6, на которых осуществляется распиловка бревен в соответствии с заранее выставленными параметрами. Готовый материал по замкнутой транспортной линии 1 продолжает движение к зоне разгрузки 4.
Выставление на блоке управления требуемых параметров для распиловки бревен и движения тележек с лесоматериалом, наличие замкнутой транспортной линии (например, рельсового пути) позволяют автоматизировать процесс продольной распиловки лесоматериала и организовать тем самым поточную линию, что повышает производительность получения готового материала. Прохождение лесоматериала последовательно через ступени распиловки (до 100) позволяет получить готовый материал различной толщины для применения в разных отраслях промышленности. К тому же распиловка бревна только по одной продольной плоскости на каждом из ленточнопильных станков не перегружает ленточную пилу, а обеспечение требуемого натяга пильной ленты посредством механизма регулировки распиловки бревна исключает заклинивание работы ленточнопильных станков и обеспечивает долговечность использования пильной ленты, что, в свою очередь, исключает сбои в работе всей линии в целом.
Таким образом, заявляемая ленточнопильная линия со ступенями для продольной распиловки лесоматериала позволяет организовать поточный процесс распиловки лесоматериала, получить готовый материал требуемой толщины и при этом снизить трудозатраты за счет автоматизации работы линии.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛЕНТОЧНОПИЛЬНЫЙ СТАНОК ДЛЯ ПРОДОЛЬНОЙ РАСПИЛОВКИ ЛЕСОМАТЕРИАЛОВ | 2011 |
|
RU2484949C1 |
| ЛЕНТОЧНОПИЛЬНЫЙ СТАНОК | 2012 |
|
RU2547551C2 |
| ЛЕНТОЧНОПИЛЬНЫЙ СТАНОК | 2003 |
|
RU2252864C2 |
| Ленточнопильный станок для продольной распиловки лесоматериалов | 2018 |
|
RU2696107C1 |
| ВЕРТИКАЛЬНЫЙ ЛЕНТОЧНОПИЛЬНЫЙ СТАНОК | 1999 |
|
RU2158673C1 |
| ЛЕНТОЧНОПИЛЬНЫЙ СТАНОК | 2001 |
|
RU2217301C2 |
| Линия для распиловки лесоматериалов | 1981 |
|
SU1020225A1 |
| ЛЕНТОЧНО-ПИЛЬНЫЙ СТАНОК | 1992 |
|
RU2065809C1 |
| ЛИНИЯ ПОДГОТОВКИ ПИЛОВОЧНОГО СЫРЬЯ | 2003 |
|
RU2240227C2 |
| Ленточнопильный станок | 1979 |
|
SU793757A1 |


Изобретение относится к деревообрабатывающей промышленности, в частности к линиям для продольной распиловки лесоматериала. Ленточнопильная конвейерная линия содержит замкнутую транспортную линию с зонами погрузки лесоматериала и его разгрузки после распиловки, механизм подачи лесоматериала от зоны погрузки до зоны разгрузки, от 2 до 100 ленточнопильных станков, образующих ступени распиловки лесоматериала и расположенных между зонами погрузки и разгрузки лесоматериала, блок управления ленточнопильными станками и механизмом подачи лесоматериала. Механизм подачи лесоматериала состоит из тележек с возможностью их перемещения по замкнутой транспортной линии посредством электродвигателя постоянного тока. Каждый из ленточнопильных станков состоит из двух вертикально расположенных швеллеров, закрепленных в верхней части с горизонтальным швеллером для вертикального перемещения пильного блока. Пильный блок включает ведущий и ведомый шкивы с натянутой между ними пильной лентой, электродвигатель привода ведущего шкива, механизм регулировки натяжения пильной ленты. Повышается производительность получения готового материала. 3 з.п. ф-лы, 3 ил.
1. Ленточнопильная конвейерная линия со ступенями продольной распиловки лесоматериала, характеризующаяся тем, что содержит замкнутую транспортную линию с зонами погрузки лесоматериала и его разгрузки после распиловки, механизм подачи лесоматериала от зоны погрузки лесоматериала до зоны его разгрузки, от 2 до 100 ленточнопильных станков, образующих ступени распиловки лесоматериала и расположенных между зонами погрузки и разгрузки лесоматериала, блок управления ленточнопильными станками и механизмом подачи лесоматериала, при этом механизм подачи лесоматериала состоит из тележек с возможностью их перемещения по замкнутой транспортной линии посредством электродвигателя постоянного тока, каждый из ленточнопильных станков состоит из двух вертикально расположенных швеллеров, закрепленных в верхней части с горизонтальным швеллером для вертикального перемещения пильного блока, включающего ведущий и ведомый шкивы с натянутой между ними пильной лентой, электродвигателя привода ведущего шкива, механизма регулировки натяжения пильной ленты.
2. Ленточнопильная линия по п. 1, характеризующаяся тем, что радиус закругления замкнутой транспортной линии подбирается исходя из длины бревен таким образом, чтобы обеспечить разворот тележек с лесоматериалом без заклинивания работы линии.
3. Ленточнопильная линия по п. 1, характеризующаяся тем, что замкнутая транспортная линия представляет собой рельсовый путь.
4. Ленточнопильная линия по п. 1, характеризующаяся тем, что тележки нагружаются лесоматериалом, который прочно закрепляется на них.
| АВТОМАТИЧЕСКАЯ ЛЕСОПИЛЬНАЯ ЛИНИЯ | 1996 |
|
RU2109623C1 |

