Изобретение относится к области электрически обогреваемых сотовых тел, прежде всего, для систем обработки отработавшего газа (ОГ) двигателей внутреннего сгорания (ДВС), предпочтительно в автомобилях. Электрически обогреваемые сотовые тела требуются, например, для того чтобы нагревать компоненты в системе очистки ОГ, чтобы тем самым достигать или поддерживать определенную минимальную температуру для определенных химических реакций, прежде всего для каталитически активированных реакций. Это находит применение, например, в катализаторах ОГ, пылевых фильтрах и/или устройствах для восстановления оксидов азота.
Типичная конструктивная форма такого электрически обогреваемого сотового тела описана, например, в WO 96/10127. ЕР 1967712 также показывает конструкцию электрически обогреваемого сотового тела. В обоих документах представлена возможность (электрически изолированного) закрепления такого электрически обогреваемого сотового тела на расположенном по соседству сотовом теле.
Для возможности обеспечения достаточного для электрического обогрева омического сопротивления такие электрически обогреваемые сотовые тела содержат по меньшей мере одну стопку из нескольких слоев листового металла, которые структурированы так, что образуют проходимые для газа в осевом направлении каналы. Типичным образом для этого укладываются друг на друга попеременно грубоструктурированные и тонкоструктурированные и/или гладкие листы металла. Путем противоположного петлеобразного изгиба стопки по типу формы S, формы U или тому подобного этой стопке придается такая форма, что она заполняет круглое или овальное поперечное сечение, причем соседние витки стопки должны быть электрически изолированы друг от друга. Это может быть достигнуто посредством изолирующих слоев и/или электрически изолирующих воздушных зазоров, причем воздушные зазоры при сильных тепловых расширениях листов металла/стопки в процессе эксплуатации могут быть стабилизированы за счет того, что витки стопки закреплены на соседнем сотовом теле посредством опорных штырей и тем самым зафиксированы в своем положении. Таким образом в осевом направлении могут быть стабилизированы и относительно короткие электрически обогреваемые сотовые тела, например сотовые тела с осевой протяженностью всего в 1-5 см.
Оказалось, что для стабильности и/или электрических свойств электрически обогреваемого сотового тела является благоприятным составлять его из следующих попеременно грубоструктурированных слоев листов металла и тонкоструктурированных слоев листов металла, прежде всего, из слоев с мелкой первой волнистостью (с малой первой высотой волны и малой первой длиной волны) и из слоев со второй большой высотой волны и/или большой второй длиной волны). Предпочтительно слои листового металла внутри стопки соединяются друг с другом пайкой в некоторых (выбранных) или всех точках соприкосновения или же прикрепляются друг к другу посредством диффузионных связей.
Однако техническую проблему представляет электрическое соединение стопки с внешним источником тока. Так как петлеобразно изогнутая электрически проводящая стопка должна быть расположена внутри металлического трубчатого кожуха, требуется по меньшей мере одна электрически изолированная от трубчатого кожуха подводящая проводка к стопке, причем типично должны проводиться токи такой большой силы, что как можно более равномерное распределение тока на отдельные слои листового металла стопки также и в области контакта является желательным или для предотвращения повреждений даже необходимым.
Поэтому в известных в уровне техники конструктивных формах обычно имеются токораспределительные структуры, на которых заканчиваются отдельные слои листового металла стопки, причем токораспределительная структура, в свою очередь, введена в контакт посредством электрически изолированно проведенного через металлический кожух соединительного штыря. Типичная при описанных конструктивных формах токораспределительная структура является разновидностью полуоболочки, которая проходит параллельно металлическому кожуху и на которой отдельные слои листового металла заканчиваются и металлически соединены, прежде всего припаяны. Эта токораспределительная структура, в свою очередь, должна быть электрически изолирована от металлического кожуха сотового тела изолирующим слоем. Это может быть достигнуто посредством воздушного зазора, но для этого требуется, чтобы токораспределительная структура стабилизировалась в своем положении, что предпочтительно происходит посредством дополнительных опорных штифтов, причем и здесь всегда необходимо иметь в виду электрическую изоляцию от структур, на которых происходит крепление.
Проблема электрического контакта в электрически обогреваемом сотовом теле по меньшей мере на одной стороне стопки возникает именно тогда, когда другая сторона стопки может/должна быть непосредственно присоединена к металлическому кожуху. Если оба конца стопки не подлежат соединению с (электрической) массой, должны соответственно вводится в контакт и оба конца стопки.
Задача настоящего изобретения состоит в том, чтобы, по меньшей мере, частично решить указанные со ссылкой на уровень техники проблемы. Прежде всего должно быть создано электрическое подключение нескольких слоев листового металла сотового тела к соединительному штырю, которое просто и экономично в изготовлении, в значительной мере предотвращает токораспределительную структуру параллельно металлическому кожуху и, тем не менее, делает возможным равномерное распределение тока и стабильную конструкцию электрически обогреваемого сотового тела.
Для решения этих задач служит электрическое подключение в соответствии с признаками п. 1 формулы изобретения. Благоприятные конструктивные варианты описаны в зависимых пунктах формулы, причем они могут быть комбинированы между собой технически рациональным образом. Описание, прежде всего в связи с фигурами, поясняет или же уточняет приведенные в формуле изобретения признаки и указывает дополнительные благоприятные конструктивные варианты. Кроме того, создается сотовое тело с электрическим подключением согласно изобретению.
В соответствии с этим предлагается электрическое подключение нескольких слоев листового металла сотового тела к соединительному штырю, причем сотовое тело имеет металлический кожух с внутренним контуром, через который соединительный штырь электрически изолирующим образом проведен в проходном втулке. Кроме того, предусмотрено, что слои листового металла являются расположенными попеременно грубоструктурированными и тонкоструктурированными или гладкими слоями, которые вместе образуют стопку с самым верхним слоем листового металла и самым нижним слоем листового металла, которая имеет проходимые для газа от входной стороны к выходной стороне в осевом направлении каналы между слоями. К тому же, соединительный штырь проходит (примерно) перпендикулярно слоям листового металла и тем самым в радиальном направлении металлически соединен по меньшей мере с двумя из слоев листового металла, предпочтительно, по меньшей мере, половиной слоев, прежде всего всеми слоями, через по меньшей мере одну электрически проводящую промежуточную деталь, которая охватывает несколько слоев листового металла стопки.
Хотя кажется трудным соединить относительно толстый соединительный штырь с несколькими относительно тонкими слоями листового металла, которые к тому же еще и могут быть структурированными, оказалось, что соединение двух или более лежащих один на другом и/или сжатых слоев листового металла посредством промежуточной детали, которая (по меньшей мере, частично) охватывает эти слои листового металла, не только возможно, но и даже приводит к очень стабильному креплению стопки. Это, в свою очередь, делает возможным стабильное образование воздушного зазора между стопкой и металлическим кожухом, без того чтобы требовались дополнительные стабилизирующие структуры, такие как полуоболочки или токораспределительные структуры.
Промежуточная деталь находится в (прямом) электрическом контакте как с соединительным штырем, так и с введенными в контакт слоями листового металла. Прежде всего промежуточная деталь представляет собой цельный металлический лист. Кроме того, является предпочтительным, чтобы промежуточная деталь было выполнена в виде скобки, которая на внешней стороне находится в электрическом контакте с соединительным штырем, а на внутренней стороне со слоями листового металла. «Охват» имеет место прежде всего тогда, когда промежуточная деталь прилегает к стопке с двух сторон, предпочтительно с трех сторон (внешняя сторона, внутренняя сторона, передний торец, задний торец, периферическая замыкающая сторона стопки).
В предпочтительных конструктивных формах самый верхний слой листового металла в стопке проходит даже по меньшей мере на 35%, предпочтительно по меньшей мере на 40% длины внутреннего контура (примерно) параллельно металлическому кожуху и отделен от него только воздушным зазором. Если рассматривать сотовое тело с его торца в осевом направлении и разделить его в периферическом направлении на 360° [угловых градусов], то самый верхний (расположенный дальше всего радиально снаружи) слой листового металла проходит предпочтительно в угловом диапазоне максимально 180° параллельно металлическому кожуху, но по меньшей мере (около) 144° в зависимости от точной формы соединительной области и прохождения стопки внутрь сотового тела.
В другой предпочтительной конструктивной форме самый верхний слой листового металла, предпочтительно также и самый нижний слой листового металла стопки, является тонкоструктурированным слоем или гладким слоем. Это является особо благоприятным, так как предпочтительно самый верхний слой и также самый нижний слой листового металла стопки металлически соединены с промежуточной деталью, за счет чего остальные листовые слои как бы включаются и их концы, даже если они сами не могут быть соединены с промежуточной деталью, не имеют свободы движения и поэтому не могут вызывать электрические короткие замыкания.
Эта функция самого верхнего и/или самого нижнего слоя листового металла может быть поддержана тем, что один из них или оба, по меньшей мере, участками имеет (имеют) увеличение толщины и/или толще, чем другие или же остальные слои листового металла стопки. Прежде всего более толстые частичные области могут иметь толщину листа 80-200 мкм [микрон], особо предпочтительно 110-170 мкм, в то время как дальнейшие слои или же остальные слои имеют толщину, например, 20-60 мкм [микрон]. Большая толщина может быть достигнута или за счет того, что в желательной частичной области используются более толстые листы, и/или за счет того, что самый верхний или же самый нижний листовой слой в соответствующей частичной области состоят из нескольких, например, двух или трех прилегающих друг к другу и, при необходимости, совместно структурированных листовых слоев.
При этом самый нижний слой листового металла, по меньшей мере, в области подключения и вдоль части стопки может иметь увеличение толщины и/или быть толще, чем остальные слои. Выполнение обоих внешних слоев листового металла более толстыми облегчает металлическое соединение с промежуточной деталью, прежде всего, если применяются способы сварки сопротивлением или пайки.
Предпочтительно, по меньшей мере, самый верхний слой листового металла состоит из содержащей никель, хром и железо стали, также известной под названием NiCroFer. Механические и электрические свойства, прежде всего хорошая электрическая проводимость и высокотемпературная коррозионная стойкость, обусловливают особую пригодность относительно требований к самому верхнему слою листового металла.
Для равномерного распределения тока в стопке, является особо предпочтительным соединять все слои листового металла с промежуточной деталью, причем для этого слои или сжимаются, чтобы сгладить имеющуюся структуру, и/или в неизменной форме охватываются промежуточной деталью.
На самом деле, опыты показали, что особенно стабильные конструкции возникают тогда, когда грубоструктурированные и тонкоструктурированные слои листового металла соответственно являются волнистыми, причем вторая высота волны грубоструктурированных листов больше, чем первая высота волны тонкоструктурированных листов, а именно в 3-10 раз, предпочтительно 4-6 раз. Оказалось, что с разных точек зрения этот вид структурирования является благоприятным. Заделка опорных штырей облегчается определенной эластичностью всех слоев листового металла, которая едва ли затрудняет электрически проводящее соединение с промежуточной деталью.
При использовании волнистых листов для всех слоев стопки также является благоприятным, если грубоструктурированные слои листового металла имеют вторую длину волны, которая больше, чем первая длина волны тонкоструктурированных слоев листового металла, а именно, например, по меньшей мере, в 1,5 раза. При выборе высот волны и длин волны грубо- и тонкоструктурированных слоев листового металла должны соблюдаться технически разумные пределы. Прежде всего отношения и формы волн выбраны так, чтобы по возможности не возникали каналы с очень малым поперечным сечением, которые могут засоряться при нанесении покрытия.
Предпочтительно промежуточная деталь на площади по меньшей мере 10 мм2 [квадратных миллиметров] металлически соединена, например, с 2-5 слоями листового металла стопки, причем соединительная деталь находится, например, на расстоянии 3-8 мм [миллиметров], предпочтительно 4-6 мм от внутреннего контура металлического кожуха. Таким образом, электрическое подключение может равномерно вводить в стопку необходимые электрические токи и одновременно стабилизировать ее на достаточном расстоянии от металлического кожуха, так что воздушным зазором обеспечивается электрическая изоляция между стопкой и металлическим кожухом.
Также и для этих сотовых тел предпочтительной формой является противоположный петлеобразный изгиб стопки по типу формы S, причем витки стопки электрически изолированы друг от друга воздушными зазорами. Эта конструктивная форма сама по себе известна, однако из-за имеющих место при сильных изменениях температуры механических движений слоев листового металла до сих пор не могла быть реализована без токораспределительных структур по типу полуоболочек - это становится возможным лишь с помощью предложенной здесь промежуточной детали.
При этом именно самый верхний слой листового металла стопки имеет особые функции. При S-образной конструктивной форме этот самый верхний слой почти на половине внутреннего контура образует ограничение к изолирующему воздушному зазору относительно металлического кожуха, он служит для электрического соединения с промежуточной деталью и ограничивает внутренние слои листового металла. Если самый верхний слой имеет увеличение толщины или же толще, чем другие слои, то оказалось благоприятным, если это происходит только на части длины стопки, предпочтительно примерно до середины сотового тела. Оказалось, что в этой частичной области стопки самый верхний слой листового металла одновременно может служить распределению электрического тока в стопке. Ток всегда ищет кратчайший путь или же путь наименьшего сопротивления, поэтому он имеет тенденцию к течению к внутренней области стопки, что компенсируется более толстым самым верхним слоем. Но в центральной области сотового тела в результате противоположного петлеобразного изгиба стопки самый верхний слой становится самым нижним слоем, поэтому является благоприятным сделать так, чтобы он заканчивался самое позднее там или же, начиная оттуда, проводить дальше более тонкий слой. Это может происходить, например, в одной из точек, в которых петлеобразный изгиб также меняет свое направление.
Для стабилизации области подключения является особо предпочтительным стабилизировать стопку по ее форме множеством опорных штырей, причем по меньшей мере один опорный штырь расположен на расстоянии менее 10 см [сантиметров], предпочтительно менее 5 см, особо предпочтительно менее 2 см, от соединительного штыря при измерении вдоль прохождения стопки. Это служит прежде всего стабилизации воздушного зазора относительно металлического кожуха. По меньшей мере, еще один соединительный штырь с аналогичным расстоянием может быть предусмотрен, чтобы стабильно поддерживать выступающий из промежуточной детали конец стопки.
В одной особо предпочтительной конструктивной форме изобретения промежуточная деталь простирается, по меньшей мере, до входной стороны и/или выходной стороны стопки и, по меньшей мере, частично охватывает по меньшей мере одну из них. Правда, в результате этого, по меньшей мере, несколько каналов заграждаются или же перекрываются, однако их количеством на фоне общего количества каналов сотового тела можно пренебречь. Зато улучшается введение в контакт слоев листового металла, и не является безусловно необходимым деформировать поперечное сечение стопки в области промежуточной детали. Промежуточная деталь образует как бы скобку вокруг, по меньшей мере, части стопки и проходит при этом частично (параллельно) перед входной стороной и/или (параллельно) за выходной стороной, где в распоряжении имеется достаточно места.
В качестве альтернативы или дополнительно, промежуточная деталь может охватывать стопку на одном конце (периферическая замыкающая сторона). Предпочтительно промежуточная деталь по своей форме адаптирована к форме площади поперечного сечения и/или форме площади продольного сечения конца стопки.
При этом промежуточная деталь имеет предпочтительно прямой контакт с несколькими или всеми слоями листового металла стопки за счет того, что они на входной стороне и/или выходной стороне прилегают встык к промежуточной детали, прежде всего припаяны к ней.
В одной предпочтительной конструктивной форме площадь поперечного сечения стопки в области промежуточной детали имеет (по существу) такую же форму и размер, как и в остальном прохождении стопки, прежде всего прямоугольную форму.
При этом конец стопки вне промежуточной детали может сужаться и прежде всего заканчиваться в форме искривленного клина, так что получается адаптация к прочей форме сотового тела. Выходящий за пределы промежуточной детали конец стопки в процессе эксплуатации приводит к дополнительному охлаждению области подключения.
Изобретение также относится к электрически обогреваемому сотовому телу с электрическим подключением, как оно описано здесь. Выполнение электрического подключения согласно изобретению делает возможной упрощенную конструктивную форму и экономичное изготовление, что имеет значение прежде всего для серийного производства в автомобильной отрасли.
Изобретение находит применение прежде всего в автомобиле с ДВС и интегрированным в системе выпуска ОГ, электрически обогреваемым сотовым телом.
Технический контекст, более детальные подробности и примеры осуществления изобретения, которыми оно, однако, не ограничено, представлены на (схематических) фигурах. Показано на:
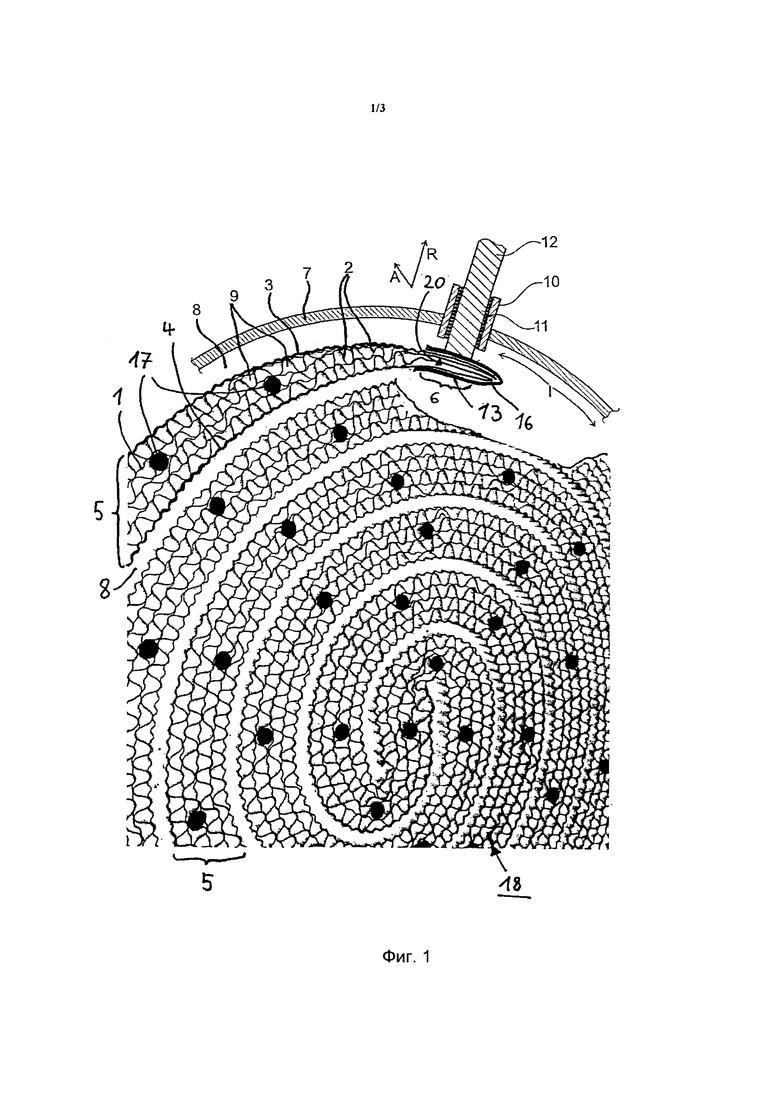
Фиг. 1: схематический поперечный разрез через область электрического подключения электрически обогреваемого сотового тела,
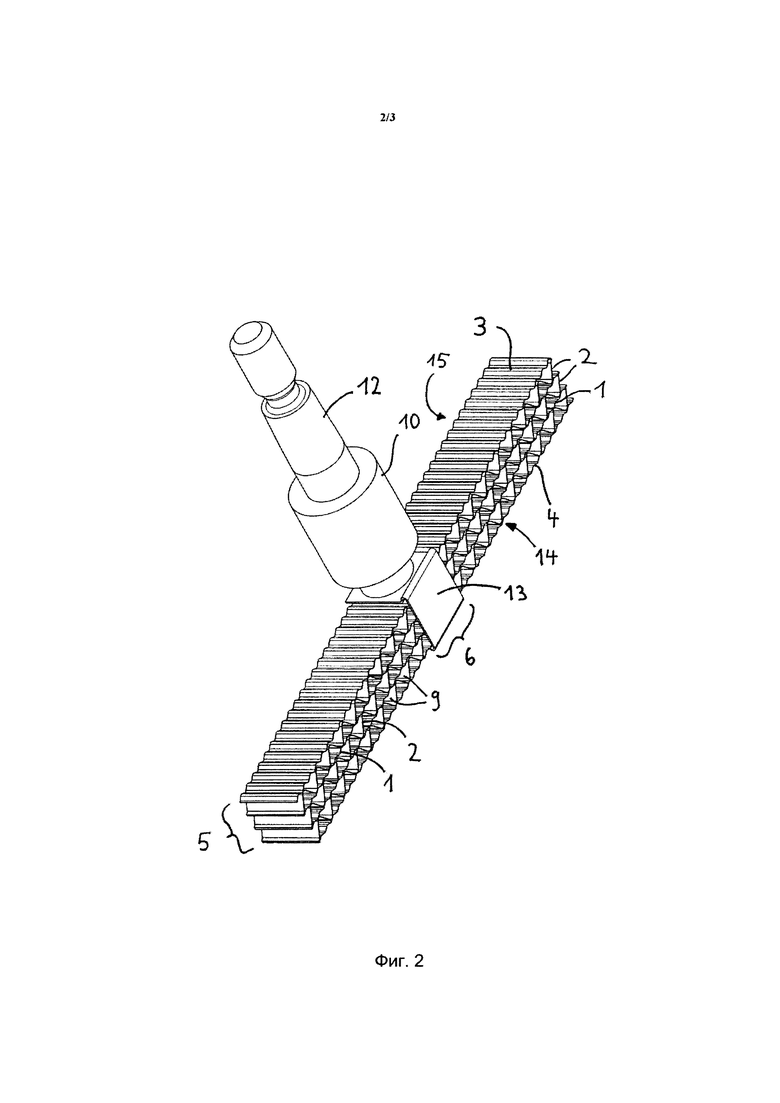
Фиг. 2: конструктивный пример охватывающей стопку металлических листов сбоку промежуточной детали,
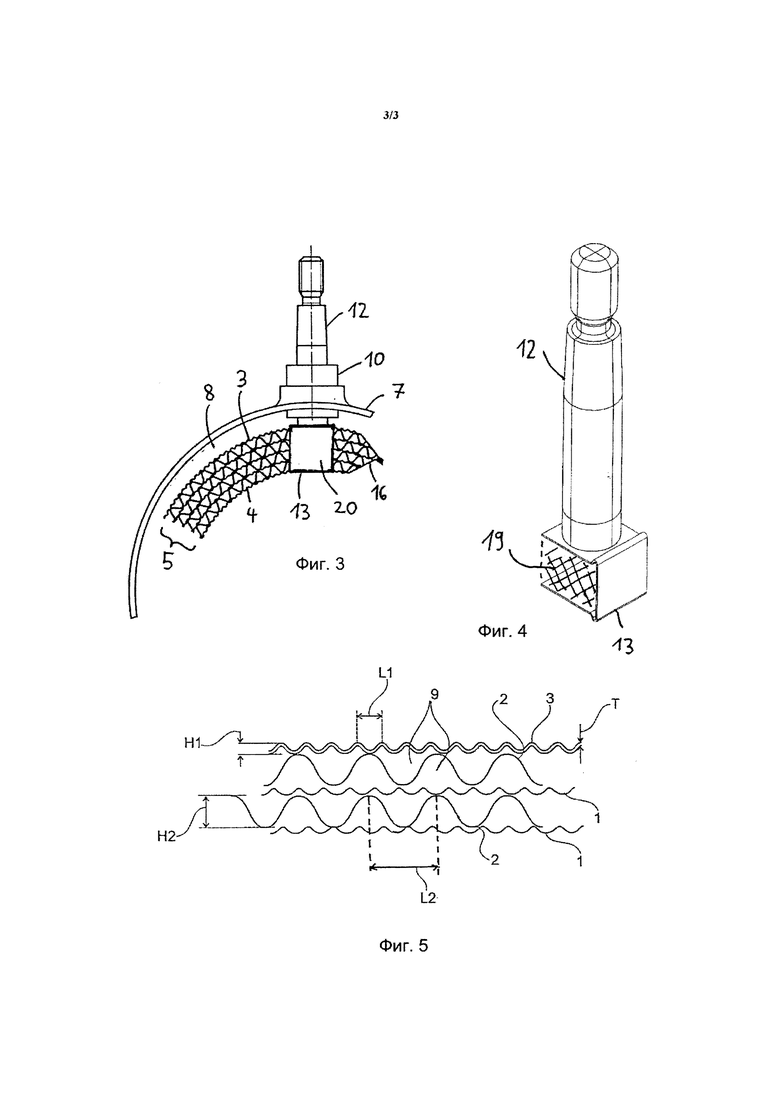
Фиг. 3: еще один конструктивный пример электрического подключения с промежуточной деталью при рассмотрении с торца,
Фиг. 4: особая конструктивная форма соединительного штыря с промежуточной деталью,
Фиг. 5: схематическая наглядная иллюстрация структурированных слоев листового металла.
На фиг. 1 в схематическом представлении показана частичная область электрически обогреваемого сотового тела 18, которое расположено в металлическом кожухе 7. Сотовое тело 18 содержит стопку 5 из гладких или тонкоструктурированных слоев 1 листового металла, расположенных попеременно с волнистыми или грубоструктурированными слоями 2 листового металла, причем стопка 5 имеет самый верхний слой 3 листового металла и самый нижний слой 4 листового металла, которые в настоящем примере осуществления оба являются тонкоструктурированными. Слои 1, 2, 3, 4 листового металла, по меньшей мере, частично оканчиваются в промежуточной детали 13, с которой они соединены электрически проводящим образом и которая, со своей стороны, электрически проводящим образом соединена с соединительным штырем 12. В качестве способов соединения рассматриваются, например, сварка сопротивлением и/или высокотемпературная пайка. Соединительный штырь 12 посредством проходной втулки 10 проведен через металлический кожух 7 и изолирован от него электрически изолирующим слоем 11. Изолированный штырь 12 проходит в радиальном направлении R, как это обозначено стрелкой. Грубо- и тонкоструктурированные слои листового металла вместе образуют каналы 9, которые проходят в также обозначенном стрелкой осевом направлении А. Металлический кожух 7 имеет внутренний контур I, который также обозначен стрелками. По меньшей мере, самый верхний слой 3 листового металла и самый нижний слой 4 листового металла, а также предпочтительно и другие слои 1, 2 листового металла электрически проводящим образом соединены с промежуточной деталью 13, а через нее - с опорным штырем 12. Стопка 5 стабилизируется опорными штырями 17, которые при необходимости могут опираться на не показанное здесь соседнее еще одно сотовое тело. Также обозначено, как промежуточная деталь 13 охватывает конец 16 стопки 5, причем тогда внутренняя форма промежуточной детали 13 адаптирована к площади 20 продольного сечения конца 16 стопки или наоборот, например, имеет форму искривленного клина.
Фиг. 2 схематически иллюстрирует, как стопка 5 слоев 1, 2, 3, 4 листового металла сбоку охвачена промежуточной деталью. При этом промежуточная деталь 13 имеет форму скобы, которая в данном случае является скобой с примерно прямоугольным внутренним поперечным сечением и непосредственно касается самого верхнего слоя 3 и самого нижнего слоя 4 листового металла, а также с торца на входной стороне 14 и остальных слоев 1, 2 листового металла. Таким образом, без деформации стопки 5 равномерно может вводиться ток.
На фиг. 3 схематически показано, как соединительная область 6 стопки 5 из тонкоструктурированных слоев 1 листового металла и грубоструктурированных слоев 2 листового металла выполнена в другой конструктивной форме. Соединительный штырь 12, который также посредством электрически изолирующего слоя 11 изолирован проходной втулкой 10 через непоказанный металлический кожух, оканчивается своим соединительным концом 15 на промежуточной детали 9 и электрически проводящим образом соединен с ней и, при необходимости, с расположенными ниже концами слоев 1, 2 листового металла, предпочтительно сварен или спаян. Промежуточная деталь 9 в данном конструктивном примере охватывает конец стопки 5 в соединительной области 6, причем точное выполнение соединительной области 6, подобно тому, как описано выше, возможно в различных формах осуществления. Предпочтительно все слои листового металла могут сжиматься все сильнее и сильнее или быть выполнены с все меньшей и меньшей высотой волны, чтобы достичь желательной сужающейся формы. Опорный штырь 17 и здесь может стабилизировать всю структуру.
На фиг. 4 схематически в перспективе показано соответствующее изобретению выполнение опорного штыря 12 с промежуточной деталью 13, причем охватываемая промежуточной деталью площадь 19 поперечного сечения непоказанной стопки обозначена штриховкой. Аналогичным образом, промежуточная деталь, как обозначено на фиг. 1, также может захватывать конец 16 стопки 5, причем тогда внутренняя форма промежуточной детали адаптирована к площади 20 продольного сечения конца 16 стопки, например имеет форму искривленного клина.
Фиг. 5 наглядно показывает соотношение размеров структур и волнистостей слоев 1, 2, 3, 4 листового металла. Тонкоструктурированные слои 1 листового металла в стопке имеют первую волнистость с первой высотой H1 волны и первой длиной L1 волны, которые (здесь) в каждом случае меньше, чем вторая высота Н2 волны и вторая длина L2 волны второй волнистости грубоструктурированных листов 2 металла. Кроме того, самый верхний слой 3 листового металла может иметь большую толщину Т, чем остальные слои 1, 2 листового металла стопки 5.
Предусмотрительно следует указать еще и на то, что показанные на фигурах комбинации технических признаков не являются в общем настоятельными. Так, технические признаки одной фигуры могут быть комбинированы с другими техническими признаками другой фигуры и/или общего описания. Что-либо другое должно действовать только в том случае, если здесь комбинация признаков была отражена эксплицитно и/или специалисту ясно, что иначе основные функции устройства выполняться более не могут.
Настоящее изобретение делает возможной простую и экономично изготавливаемую конструкцию электрически обогреваемого сотового тела, которое и без токораспределительных структур или поддерживающих полуоболочек во внешней области делает возможным очень равномерное токораспределение и, тем самым, нагрев.
ПЕРЕЧЕНЬ ССЫЛОЧНЫХ ОБОЗНАЧЕНИЙ
Изобретение относится к области электрически обогреваемых сотовых тел. Электрическое подключение нескольких слоев (1, 2, 3, 4) листового металла сотового тела (14) к соединительному штырю (12). Сотовое тело (18) имеет металлический кожух (7) с внутренним контуром (I), через который соединительный штырь (12) проведен электрически изолирующим образом в проходной втулке (10). Слои (1, 2, 3, 4) листового металла являются попеременно расположенными грубоструктурированными слоями (2) листового металла и тонкоструктурированными или гладкими слоями (1) листового металла, которые вместе образуют стопку (4) с самым верхним слоем (3) листового металла и самым нижним слоем (4) листового металла, которая имеет проходимые для газа в осевом направлении (А) от входной стороны (14) к выходной стороне (15) каналы (9) между слоями (1, 2, 3, 4) листового металла. Соединительный штырь (12) проходит перпендикулярно слоям (1, 2, 3, 4) листового металла и тем самым в радиальном направлении (R) и металлически соединен по меньшей мере с двумя из слоев (1, 2, 3, 4) листового металла посредством по меньшей мере одной электрически проводящей промежуточной детали (13), которая охватывает несколько слоев (1, 3, 4) листового металла стопки (5) в области (6) подключения. Техническим результатом изобретения является простое изготовление надежного в эксплуатации и очень равномерного электрически обогреваемого сотового тела (14). 2 н. и 14 з.п. ф-лы, 5 ил.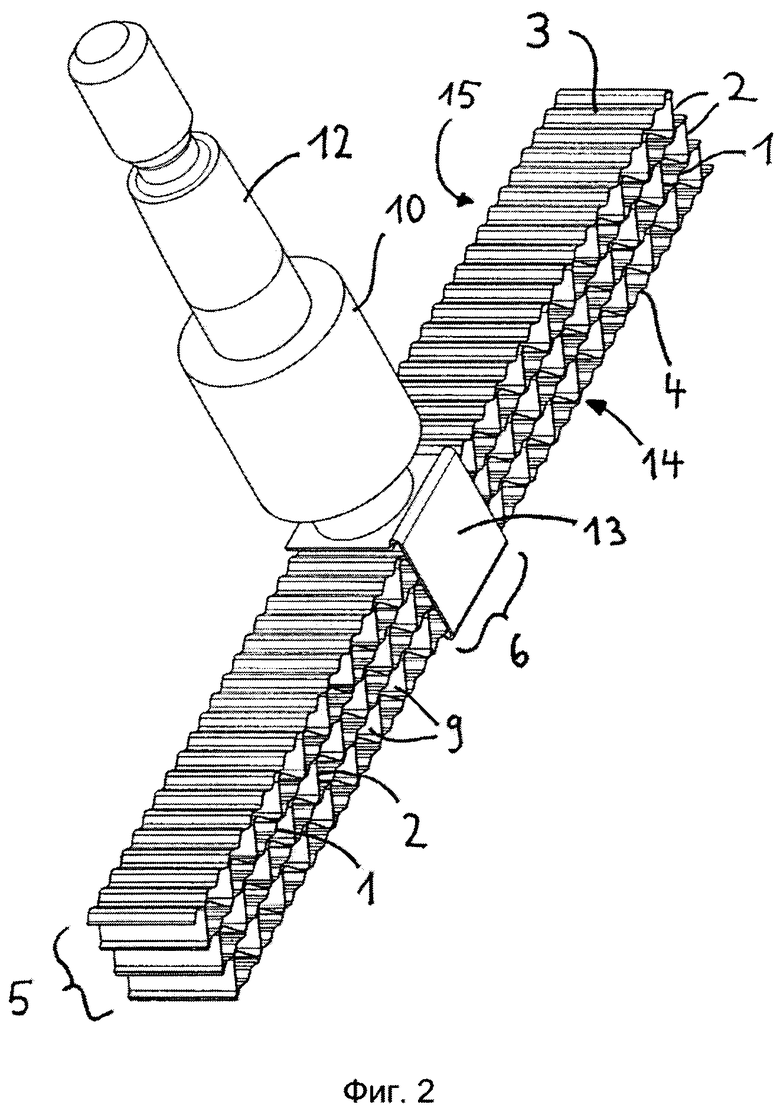
1. Электрическое подключение нескольких слоев (1, 2, 3, 4) листового металла сотового тела (14) к соединительному штырю (12), причем сотовое тело (18) имеет металлический кожух (7) с внутренним контуром (I), через который соединительный штырь (12) электрически изолирующим образом проведен в проходном втулке (10), и причем слои (1, 2, 3, 4) листового металла являются попеременно расположенными грубоструктурированными слоями (2) листового металла и тонкоструктурированными или гладкими слоями (1) листового металла, которые вместе образуют стопку (4) с самым верхним слоем (3) листового металла и самым нижним слоем (4) листового металла, которая имеет проходимые для газа в осевом направлении (А) от входной стороны (14) к выходной стороне (15) каналы (9) между слоями (1, 2, 3, 4) листового металла, отличающееся тем, что соединительный штырь (12) проходит перпендикулярно слоям (1, 2, 3, 4) листового металла и, тем самым, в радиальном направлении (R) и металлически соединен по меньшей мере с двумя из слоев (1, 2, 3, 4) листового металла посредством по меньшей мере одной электрически проводящей промежуточной детали (13), которая охватывает несколько слоев (1, 3, 4) листового металла стопки (5) в области (6) подключения.
2. Электрическое подключение по п. 1, отличающееся тем, что самый верхний слой (3) листового металла в стопке (5) по меньшей мере на 35% внутреннего контура (I) проходит параллельно металлическому кожуху (7) и отделен от него только воздушным зазором (8).
3. Электрическое подключение по п. 1 или 2, отличающееся тем, что самый верхний слой (3) листового металла в стопке (5) по меньшей мере на 40% длины внутреннего контура (I) проходит параллельно металлическому кожуху (7).
4. Электрическое подключение по п. 1 или 2, отличающееся тем, что самый верхний слой (3) листового металла стопки (5) является тонкоструктурированным или гладким.
5. Электрическое подключение по п. 3, отличающееся тем, что самый верхний слой (3) листового металла стопки (5) является тонкоструктурированным или гладким.
6. Электрическое подключение по п. 1, отличающееся тем, что, по меньшей мере, самый верхний слой (3) листового металла или самый нижний слой (4) листового металла, по меньшей мере, участками имеет увеличение толщины или толще, чем другие слои (1, 2) листового металла стопки (5).
7. Электрическое подключение по п. 1, отличающееся тем, что грубоструктурированные слои (2) листового металла и тонкоструктурированные слои (1, 3, 4) листового металла в каждом случае являются волнистыми, причем вторая высота (Н2) волны грубоструктурированных слоев (2) листового металла больше, чем первая высота (H1) волны тонкоструктурированных слоев (1, 3, 4) листового металла.
8. Электрическое подключение по п. 1, отличающееся тем, что грубоструктурированные слои (2) листового металла и тонкоструктурированные слои (1, 3, 4) листового металла являются волнистыми, причем вторая длина (L2) волны грубоструктурированных слоев (2) листового металла больше, чем первая длина (L1) волны тонкоструктурированных слоев (1, 3, 4) листового металла.
9. Электрическое подключение по п. 1, отличающееся тем, что стопка (5) стабилизирована по ее форме множеством опорных штырей (17), причем по меньшей мере один опорный штырь (17) расположен на расстоянии менее 10 см от соединительного штыря (12) при измерении вдоль прохождения стопки (5).
10. Электрическое подключение по п. 1, отличающееся тем, что промежуточная деталь (13) простирается, по меньшей мере, до входной стороны (14) или до выходной стороны (15) стопки (5) и, по меньшей мере, частично охватывает, по меньшей мере, входную сторону (14) или выходную сторону.
11. Электрическое подключение по п. 1, отличающееся тем, что промежуточная деталь (13) охватывает стопку (5) вокруг конца (16) стопки (5).
12. Электрическое подключение по п. 1, отличающееся тем, что промежуточная деталь (13) по ее форме адаптирована, по меньшей мере, к форме площади (19) поперечного сечения или к форме площади (20) продольного сечения конца (16) стопки (5).
13. Электрическое подключение по п. 1, отличающееся тем, что промежуточная деталь (13) имеет прямой контакт с несколькими или всеми слоями листового металла стопки (5) за счет того, что они, по меньшей мере, на входной стороне (14) или выходной стороне (15) прилегают встык к промежуточной детали (13).
14. Электрическое подключение по п. 1, отличающееся тем, что площадь (19) поперечного сечения стопки (5) в области промежуточной детали (13) имеет такую же форму и размер, как на остальном прохождении стопки (5).
15. Электрическое подключение по п. 1, отличающееся тем, что конец (16) стопки (5) вне промежуточной детали (13) сужается.
16. Сотовое тело (14) с электрическим подключением по одному из предшествующих пунктов.
| EP 1967712 A2, 10.09.2008 | |||
| WO 9610127 A1, 04.04.1996 | |||
| WO 9202714 A1, 20.02.1992 | |||
| KR 20100017943 A, 16.02.2010 | |||
| US 5865864 A, 02.02.1999 | |||
| WO 8910471 A1, 02.11.1989. |

