Область техники
Изобретение относится к способу изготовления сотового тела для каталитического нейтрализатора или реформатора для обработки газов, например выхлопных газов двигателя внутреннего сгорания, или в установках приточной вентиляции и вытяжной вентиляции в промышленности, причем сотовое тело имеет несколько проточных каналов, которые являются насквозь проточными от стороны втекания к стороне вытекания, причем сотовое тело выполнено из нескольких лежащих друг на друге металлических слоев.
Уровень техники
Каталитические нейтрализаторы, которые используются, например, для обработки выхлопных газов двигателя внутреннего сгорания, в зависимости от специфики применения изготавливаются в виде большого числа разных форм. При этом наиболее применимые конструктивные формы образованы каталитическими нейтрализаторами с круглыми или овальными поперечными сечениями. Сотовые тела внутри этих каталитических нейтрализаторов изготавливаются, например, за счет наматывания созданной ранее стопки слоев, причем стопка слоев содержит, например, попеременно гофрированные и гладкие слои, между которыми образуются проточные каналы.
Помимо этого, согласно уровню техники также известны каталитические нейтрализаторы, которые имеют угловатую конструкцию. К ним относятся, прежде всего, каталитические нейтрализаторы с квадратным, трапециевидным или многоугольным поперечным сечением. При этом под многоугольным поперечным сечением следует понимать шестиугольники ли восьмиугольники. Сотовые тела внутри этих каталитических нейтрализаторов зачастую образованы намотанными стопками слоев или нарезанными уложенными друг на друга слоями. Недостатком этих устройств согласно уровню техники, прежде всего, является то, что изготовленные наматыванием сотовые тела могут быть лишь в очень недостаточной степени приведены в соответствие с угловатой формой вмещающего сотовое тело корпуса. Прежде всего, в угловых зонах образуются места, которые не могут заполняться сотовым телом. Кроме того, прилегание образующих сотовое тело металлических слоев к трубе-оболочке или к корпусу не является оптимальным, что является недостатком в отношении последующего припаивания. Кроме того, вследствие этого оказывается отрицательное влияние на срок службы изготовленного сотового тела. Это же справедливо для сотовых тел, которые изготовлены из нарезанных и уложенных стопкой друг на друга слоев.
Описание изобретения, задачи, решение, преимущества
Поэтому задачей настоящего изобретения является разработка способа, который позволяет изготавливать угловатые каталитические нейтрализаторы, которые имеют оптимально приведенное в соответствие с поперечным сечением трубы-оболочки или корпуса сотовое тело.
Задача в отношении способа решена посредством способа с признаками п. 1 формулы изобретения.
Ниже будет более подробно описан способ согласно изобретению изготовления каталитического нейтрализатора для обработки выхлопных газов двигателя внутреннего сгорания. Как уже упоминалось вначале, изготовленные согласно изобретению сотовые тела могут использоваться также для обработки газов в промышленных установках. Сотовые тела могут использоваться в качестве каталитических нейтрализаторов или реформаторов. Фокусирование при описании на каталитических нейтрализаторах для обработки выхлопных газов двигателей внутреннего сгорания не имеет ограничивающего характера.
Один пример осуществления изобретения относится к способу изготовления сотового тела для каталитического нейтрализатора для обработки выхлопных газов, причем сотовое тело имеет несколько проточных каналов, которые являются насквозь проточными от стороны втекания к стороне вытекания, причем сотовое тело выполнено из нескольких лежащих друг на друге металлических слоев, причем способ имеет следующие шаги:
- выполнение гофрированных участков в металлической ленте, причем гофрированные участки следуют непосредственно друг за другом или удалены друг от друга посредством гладких участков,
- создание загиба металлической ленты на концевом участке соответствующего участка,
- фальцевание друг на друга отдельных участков металлической ленты для создания стопки слоев, причем отдельные участки попеременно фальцуют друг на друга в противоположных направлениях,
- вставление стопки слоев в корпус, и
- неразъемное или механическое соединение стопки слоев с корпусом в областях контакта между пачкой слоев и корпусом.
При этом участки металлической ленты фальцуют друг на друга в противоположных направлениях наподобие гармошки поперек главного направления подачи. Это позволяет получить особенно компактное сотовое тело, которое изготавливают лишь фальцеванием друг на друга отдельных участков. При этом может исключаться дополнительная механическая дальнейшая обработка, которая необходима у классических намотанных сотовых тел.
Изготовленное согласно способу сотовое тело является особо предпочтительным, так как отдельные слои стопки слоев выполнены не из нескольких отдельных элементов, а из единственной металлической ленты, которая за счет фальцевания друг на друга отдельных участков металлической ленты образует стопку слоев. За счет этого сотовое тело является легче изготавливаемым и имеет более высокую прочность, так как все слои имеют, по меньшей мере, неразъемное соединение с соответствующими соседними слоями.
Особо предпочтительно, способ выполняется за счет производственной машины, которая, наряду с необходимым формованием гофр, также выполняет предварительный загиб металлической ленты. Предварительный загиб необходим, чтобы облегчить целенаправленное фальцевание друг на друга отдельных участков. Для этого отдельные участки могут целенаправленно приводить к углу относительно главного направления подачи металлической ленты, вследствие чего облегчается фальцевание друг на друга. Предпочтительно, всегда попеременно один участок отклоняют вправо от главного направления подачи, и затем участок отклоняют влево от главного направления подачи.
За счет последующего фальцевания друг на друга участков в сотовое тело, которое, в конечном счете, состоит из зафальцованных друг на друга наподобие гармошки участков, изготавливается сотовое тело. Между прилегающими друг к другу слоями образуются проточные каналы, через которые могут протекать выхлопные газы. Является особо предпочтительным, когда стопку слоев создают в удерживающем устройстве посредством зафальцовывания участков в удерживающее устройство.
Удерживающее устройство может быть, например, корпусом, который имеет отверстие, через которое участки могут фальцеваться друг на друга и вводиться в корпус. Предпочтительно, корпус или удерживающее устройство имеет внутренний объем, который приблизительно соответствует подлежащему изготовлению сотовому телу, так что зафальцованное в удерживающее устройство сотовое тело полностью заполняет внутренний объем удерживающего устройства. Для изготовления прямоугольного сотового тела удерживающее устройство имеет, предпочтительно, также прямоугольную форму, которая с одной стороны имеет отверстие, через которое могут направлять участки металлической ленты.
Прежде всего, удерживающее устройство является предпочтительным, так как за счет пространственного ограничения пространства, в которое фальцуются участки металлической ленты, предотвращается смещение отдельных слоев относительно друг друга.
Является также предпочтительным, когда участки зафальцовывают в удерживающее устройство посредством рычажных элементов, которые установлены с возможностью поворота на противолежащих сторонах удерживающего устройства.
Рычажные элементы используют для того, чтобы дополнительно сгибать предварительно изогнутые участки металлической ленты, так что образуется стопка слоев из лежащих параллельно друг другу металлических слоев. При этом рычажные элементы предпочтительным образом могут быть выполнены как откидные крышки, которые могут закрывать отверстие удерживающего устройства, через которое направляется металлическая лента. Предпочтительно, удерживающие элементы приводят в действие с заданным тактом в зависимости от скорости подачи металлической ленты, так что всегда сгибается участок металлической ленты, который имеет точно длину, которая требуется для образования соответствующего слоя.
В одном предпочтительном варианте выполнения металлическая лента может иметь формованные элементы, с которыми могут целенаправленно входить в зацепление рычажные элементы, чтобы обеспечивать надежное ведение и фальцевание металлической ленты.
Один предпочтительный пример выполнения отличается тем, что рычажные элементы после того, как создан соответственно следующий слой посредством зафальцовывания соответственно следующего участка металлической ленты, вытягивают в сторону из стопки слоев.
С одной стороны, рычажные элементы служат для того, чтобы фальцевать участки металлической ленты. С другой стороны, рычажные элементы служат для того, чтобы фиксировать друг с другом уже зафальцованные участки металлической ленты, чтобы это фальцевание снова не нарушилось. Таким образом, соответствующий рычажный элемент остается до тех пор в зафальцованной стопке слоев, пока не будет сложен соответственно следующий слой и второй рычажный элемент не зафиксирует стопку слоев.
Тогда, соответственно первый рычажный элемент вытягивают из стопки слоев. Затем его снова помещают в исходное положение, чтобы затем мог быть сложен на стопку слоев следующий участок. Этот процесс повторяют до тех пор, пока стопка слоев не станет достаточно большой.
Также должно быть предпочтительным, когда посредством рычажных элементов создают перемещение вдоль главного направления подачи металлической ленты, за счет чего созданная стопка слоев перемещается в удерживающее устройство.
Наряду с собственно процессом фальцевания, рычажные элементы могут обеспечивать подачу зафальцованных участков в удерживающее устройство. Для этого рычажные элементы, в дополнение к установке с возможностью поворота, выполнены также с возможностью сдвига вдоль главного направления подачи металлической ленты и/или перпендикулярно к нему.
Помимо этого, является предпочтительным, когда участки фальцуют по направлению к расположенной в удерживающем устройстве пластине, причем на пластину воздействует противоположная главному направлению подачи сила предварительного напряжения.
При этом пластина служит, предпочтительно, в качестве опоры, на которую фальцуются участки металлической ленты. На пластину для создания силы предварительного напряжения может, например, действовать сила натяжения пружины, которая действует против главного направления подачи металлической ленты. Это обуславливает, что пластина, которая расположена с возможностью перемещения внутри удерживающего устройства, в начале соответствующего процесса фальцевания располагается в области удерживающего устройства, которое имеет отверстие. С увеличивающимся количеством зафальцованных друг на друга участков пластина отжимается зафальцованными друг на друга участками от отверстия, причем она оказывает на стопку слоев препятствующую движению силу, вследствие чего отдельные слои плотно прилегают друг к другу.
После того как сотовое тело создано в удерживающем устройстве, пластина может быть также использована для того, чтобы выдавить зафальцованные друг на друга слои из удерживающего устройства, чтобы, например, вдвинуть сотовое тело в его корпус.
Также является предпочтительным, когда рычажные элементы выполнены с возможностью сдвига вдоль главного направления подачи металлической ленты и/или поперек него. За счет сдвига вдоль главного направления подачи может быть достигнуто вдвигание зафальцованных участков в удерживающее устройство, что облегчает и делает более надежным процесс. За счет сдвига рычажных элементов поперек главного направления подачи рычажные элементы после соответствующего процесса фальцевания могут быть снова вытянуты из стопки слоев без повреждения при этом стопки слоев или оказания на нее иным образом отрицательного влияния. Особо предпочтительно, фальцующее движение рычажных элементов и сдвиг поперек главного направления подачи согласовано, так что процесс может происходить наиболее быстро и автоматизировано, чтобы поддерживать наиболее высокую производительность.
Является также целесообразным, когда подлежащая обработке металлическая лента является бесконечной металлической лентой или имеет, по меньшей мере, такую длину, что по меньшей мере одно готовое сотовое тело может быть выполнено цельным. Это является предпочтительным для получения сотового тела, которое выполнено без стыков или мест соединения. Это повышает стабильность сотового тела и за счет этого долговечность.
Помимо этого, является предпочтительным, когда металлическую ленту в непосредственно следующих друг за другом шагах сначала гофрируют, затем предварительно сгибают и/или разрезают поперек и, наконец, фальцуют в пачку слоев вокруг предварительно изогнутого места. Это является предпочтительным, чтобы поддерживать процесс наиболее компактным и обеспечивать в наибольшей степени автоматизированное изготовление.
Также является целесообразным, когда гофры в металлической ленте накатывают с помощью профилированных валков или создают с помощью вдавливаемого в металлическую ленту штампа.
Помимо этого, является предпочтительным, когда удерживающее устройство установлено с возможностью поворота, и участки металлической ленты за счет поворота удерживающего устройства фальцуют друг на друга наподобие гармошки поперек главного направления подачи металлической ленты.
За счет выполненного с возможностью поворота удерживающего устройства можно отказаться от рычажных элементов для фальцевания. Металлическая лента, которая также на конце отдельных участков имеет загиб, может за счет поворота удерживающего устройства фальцеваться так, что отдельные участки лежат друг на друге и образуется стопка слоев.
Предпочтительно, удерживающее устройство установлено с возможностью поворота вокруг повернутой на 90 градусов относительно главного направления подачи оси. За счет поворота удерживающего устройства примерно на 90 градусов по часовой стрелке или против часовой стрелки металлическая лента может быть один раз согнута и сложена, вследствие чего она прилегает к пластине внутри удерживающего устройства. Для этого металлическая лента может также временно быть соединенной по меньшей мере в одном месте с удерживающим устройством, чтобы гарантировать, что первый слой стопки слоев не сдвинется.
Для следующего процесса фальцевания удерживающее устройство может быть повернуто на 180 градусов против первого направления поворота, вследствие чего металлическая лента фальцуется в обратном направлении, и следующий участок укладывается на уже зафальцованный слой. Этот процесс может повторяться любое количество раз, пока образующаяся за счет этого стопка слоев не будет иметь достаточное количество слоев. Также является целесообразным, когда за счет поворота удерживающего устройства в разные стороны участки металлической ленты фальцуют друг на друга наподобие гармошки. Также является предпочтительным, когда соответственно образованный последним зафальцованным участком слой на обращенной от удерживающего устройства стороне, по меньшей мере, временно фиксируют посредством удерживающей пластины.
Удерживающая пластина является предпочтительной для предотвращения того, что уже зафальцованные в стопку слоев участки во время поворотного движения снова разъединяются или перемещаются относительно друг друга.
Также является предпочтительным, если удерживающую пластину соответственно удаляют из стопки слоев, когда удерживающее устройство снова поворачивается, и таким образом за счет нового зафальцованного в противоположном направлении участка создается другой слой, и этот новый зафальцованный слой, по меньшей мере, временно фиксируется второй удерживающей пластиной. За счет удаления удерживающей пластины обеспечивается, что в готовой стопке слоев содержатся только созданные из металлической ленты слои.
Также является предпочтительным, когда участки металлической ленты за счет движения подачи металлической ленты зафальцовывают в удерживающее устройство, пока в удерживающем устройстве не будет зафальцовано друг на друга задаваемое число участков, причем образованную таким образом стопку слоев сжимают посредством выполненного с возможностью перемещения вдоль главного направления подачи сжимающего элемента.
Также является предпочтительным, когда в область фальцевания, которая создается путем фальцевания друг на друга, между двумя непосредственно граничащими друг с другом соседними участками вкладывают формующий элемент, который во время сжатия стопки слоев придает области фальцевания задаваемую посредством формующего элемента форму.
Помимо этого, является целесообразным, когда в образованную за счет фальцевания друг на друга область фальцевания между двумя непосредственно граничащими друг с другом соседними участками вводят направляющие элементы, которые выполнены с возможностью перемещения вдоль главного направления подачи и служат для направления отдельных зафальцованных друг на друга участков в удерживающем устройстве.
Кроме того, является предпочтительным, когда соответственно первый и соответственно последний участок металлической ленты выполнен гладким и соответственно имеет область, которая имеет протяженность как другие участки, и соответственно дополнительную область, которая имеет дополнительную протяженность за пределы длины остальных участков, причем эти дополнительные области вдоль главного направления подачи прилегают к внутренним поверхностям удерживающего устройства и, по меньшей мере, частично удерживают созданную стопку слоев на расстоянии от удерживающего устройства.
Предпочтительные усовершенствования настоящего изобретения описаны в зависимых пунктах формулы изобретения и в нижеследующем описании фигур.
Краткое описание чертежей
В дальнейшем, изобретения будет подробно разъяснено с помощью примеров осуществления со ссылкой на чертежи. На чертежах показаны:
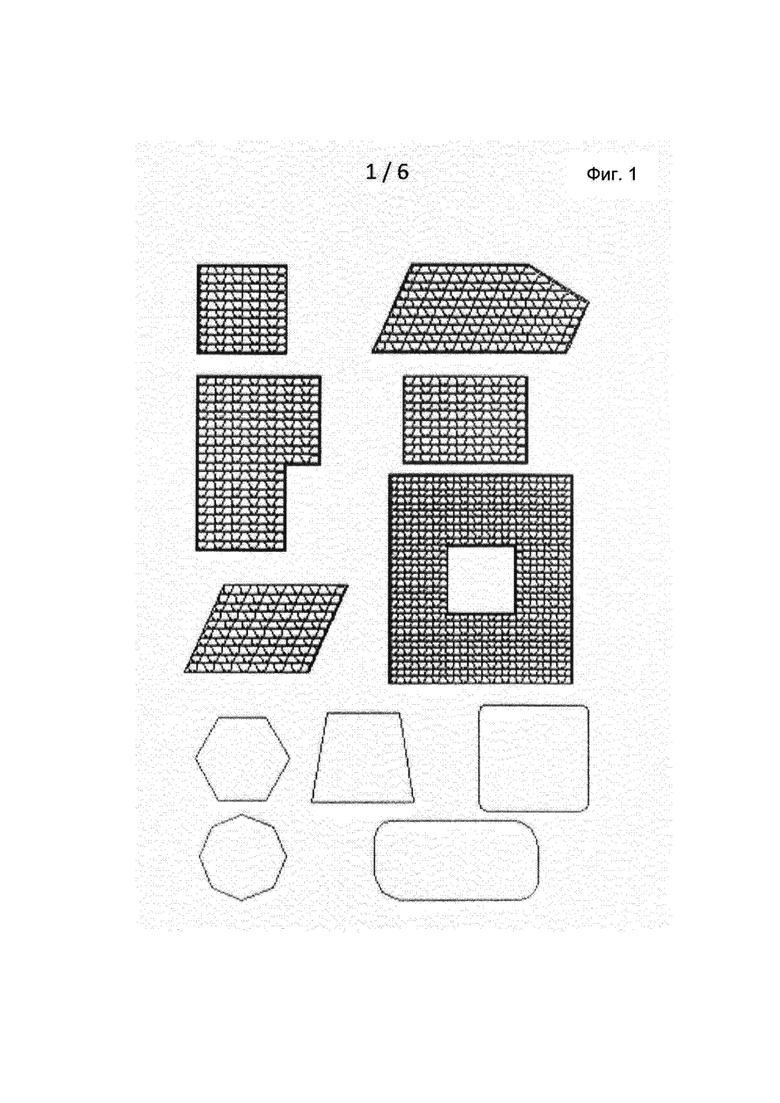
Фиг. 1 – вид нескольких поперечных сечений для подлежащего изготовлению сотового тела и используемые корпуса,
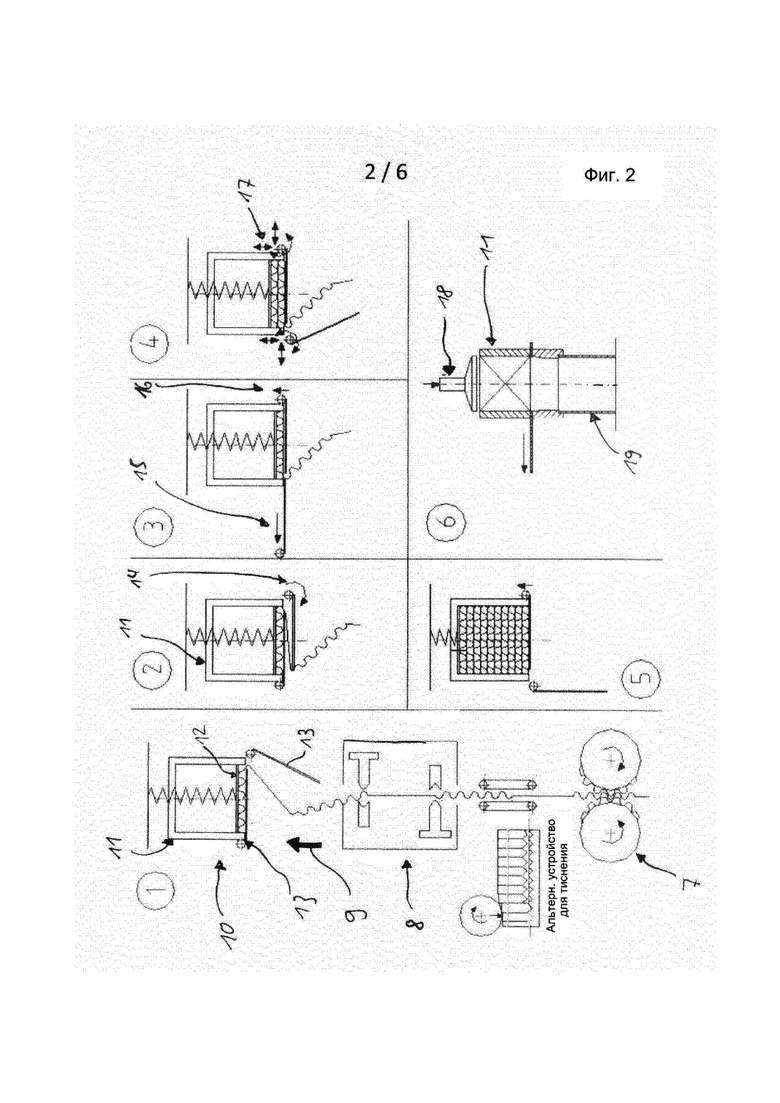
Фиг. 2 – обзор нескольких шагов процесса изготовления сотового тела, причем стопка слоев образована фальцеванием в разные стороны наподобие гармошки участков металлической ленты,
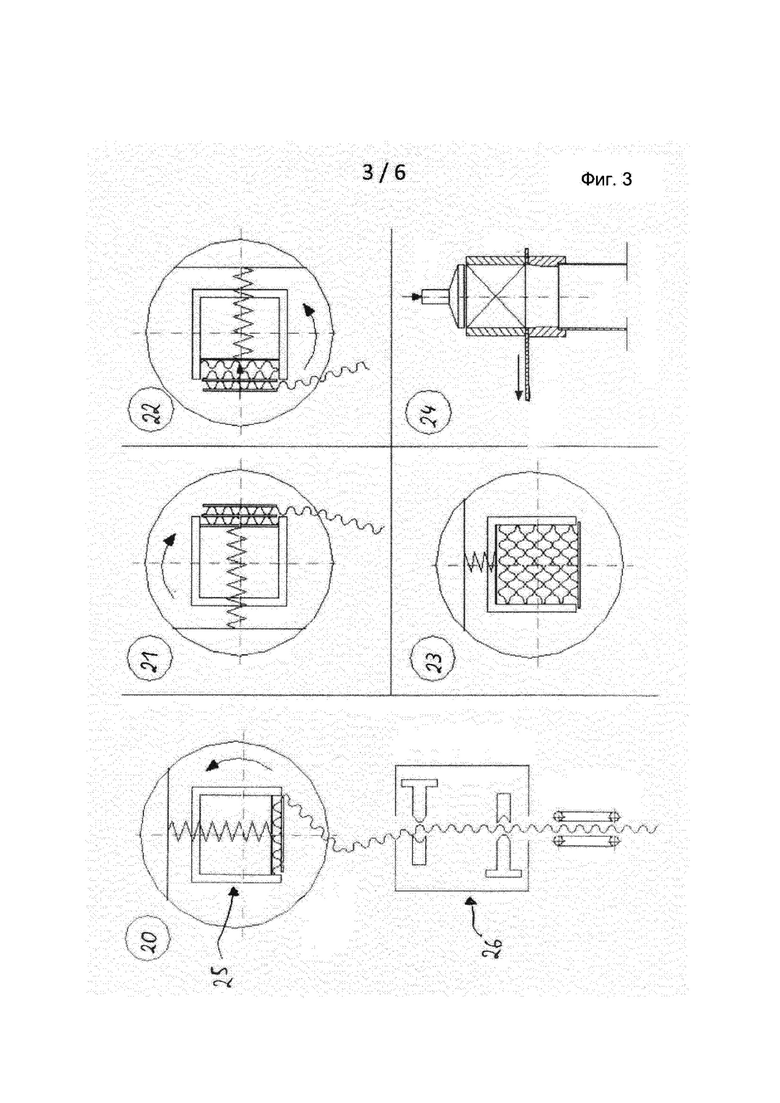
Фиг. 3 – обзор нескольких шагов процесса факультативного процесса изготовления сотового тела, причем фальцевание друг на друга отдельных слоев создается путем поворота удерживающего устройства относительно главного направления подачи металлической ленты,
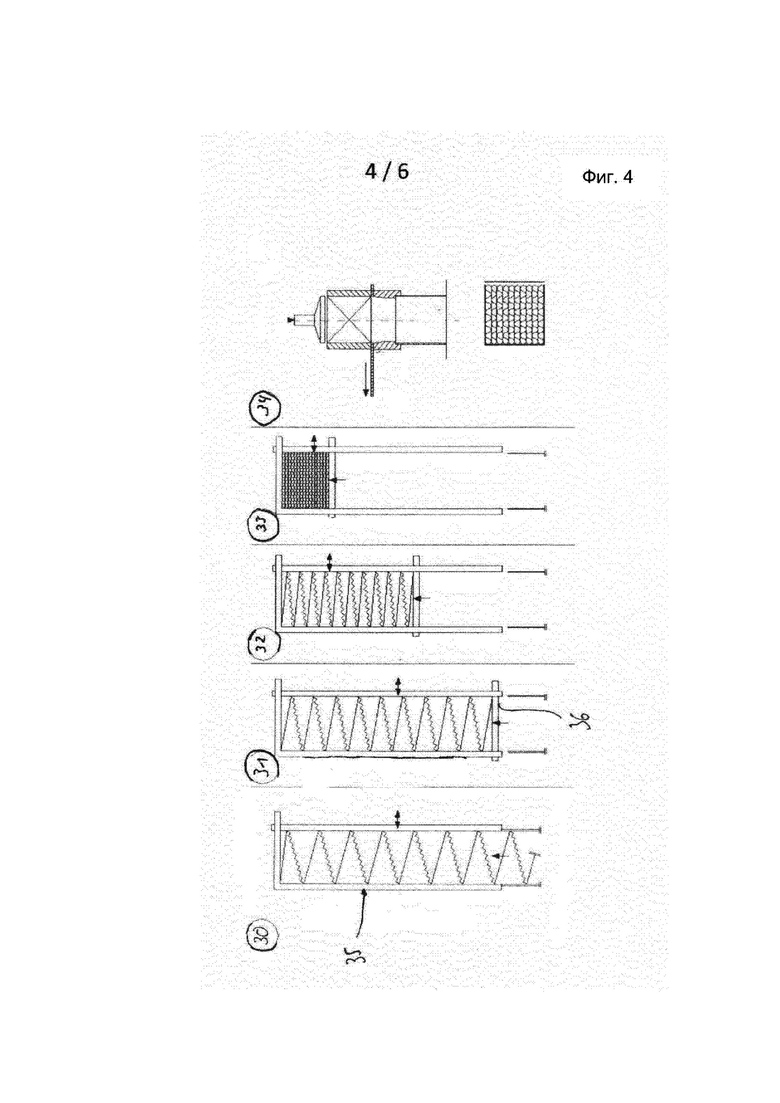
Фиг. 4 – обзор нескольких шагов процесса создания вставленной в корпус стопки слоев, причем свободно зафальцованная в удерживающее устройство стопка слоев сжимается посредством сжимающего элемента,
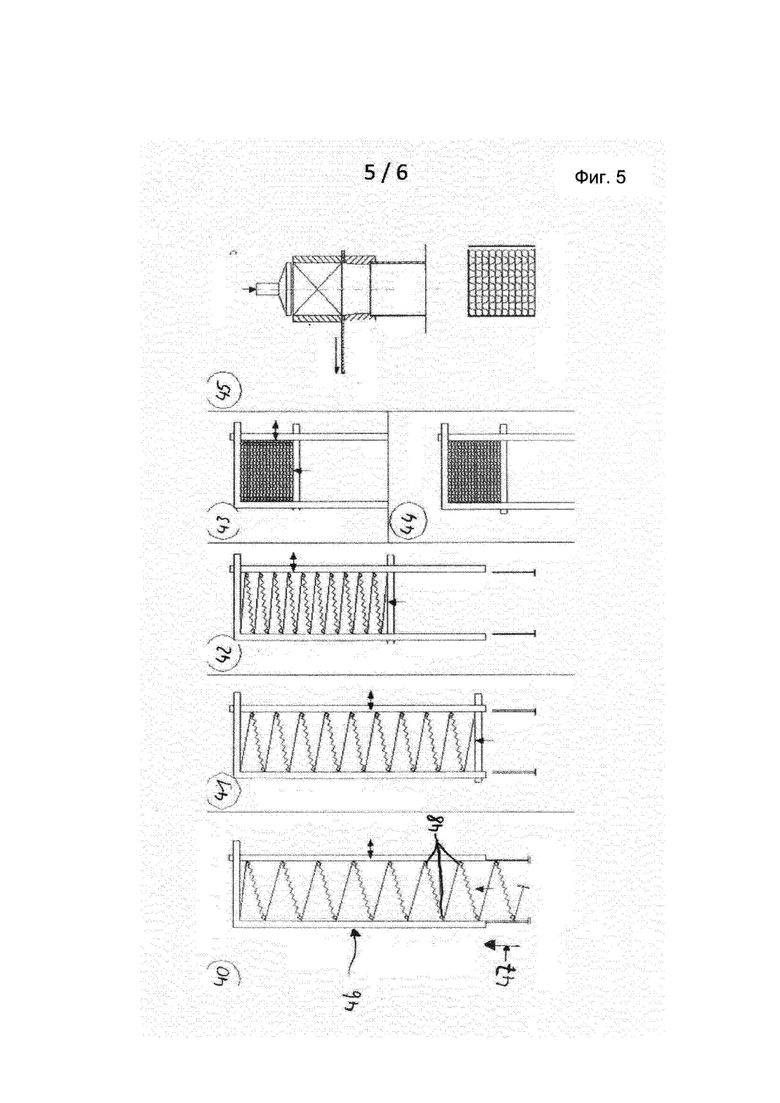
Фиг. 5 – обзор нескольких шагов процесса создания вставленной в корпус стопки слоев, причем в области фальцевания введены формующие элементы и/или направляющие элементы, и
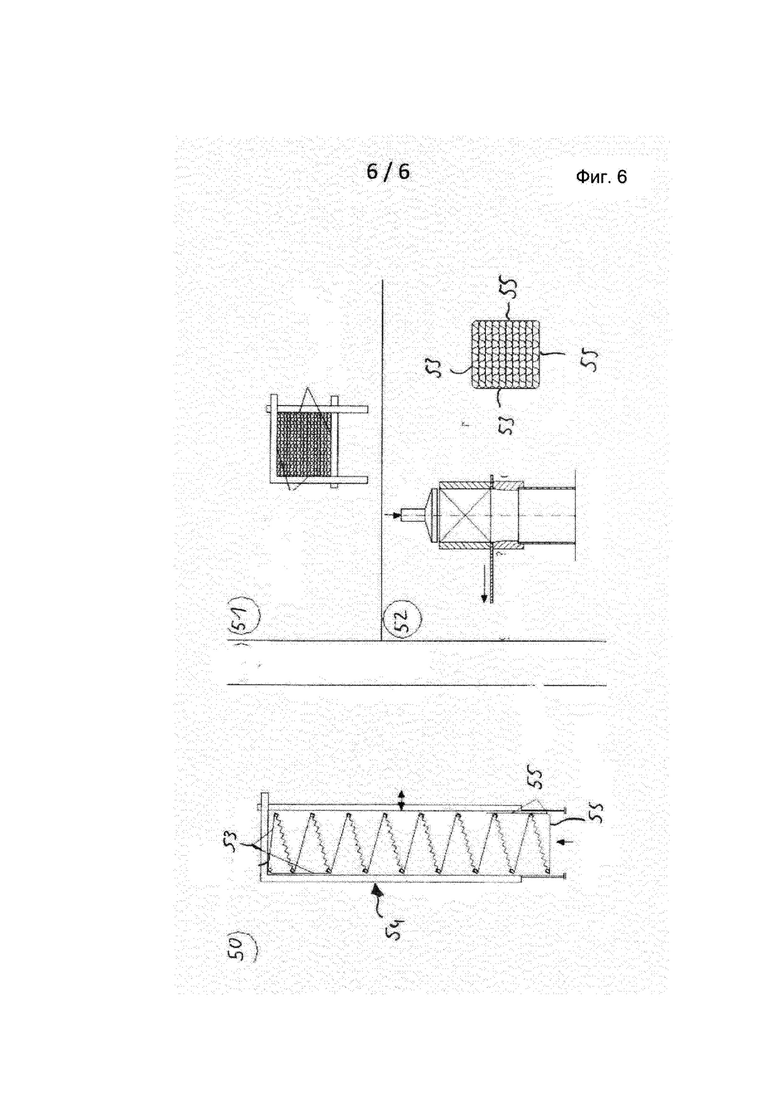
Фиг. 6 – обзор других шагов процесса изготовления сотового тела, причем соответственно первый и последний зафальцованный в удерживающее устройство участок имеет большую протяженность, чем остальные участки.
Предпочтительное осуществление изобретения
На фиг. 1 показаны несколько вставленных в корпуса сотовых тел, как они, предпочтительно, могут быть изготовлены с помощью способа согласно изобретению. Прежде всего, показаны сотовые тела с угловатым поперечным сечением, так как они являются особо просто изготавливаемыми путем фальцевания слоев из участков бесконечной металлической ленты. Наряду с квадратными и прямоугольными поперечными сечениями, являются изготавливаемыми трапециевидные, L-образные или выполненные иным образом угловатые поперечные сечения. Углы поперечных сечений могут быть также выполнены закругленными, что, особо предпочтительно, может быть достигнуто за счет соответствующего фальцевания отдельных участков.
Помимо этого, в нижней части фиг. 1 показаны поперечные сечения через разные корпуса. Изготовленные посредством способа согласно изобретению сотовые тела могут быть, предпочтительно, вставлены в такие корпуса для создания сотовых тел стабильной формы.
Сотовые тела, которые показаны на фиг. 1, являются приведенными в качестве примера и не имеют ограничивающих особенностей.
На фиг. 2 показаны несколько изображений, которые соответственно показывают отдельные шаги процесса способа изготовления сотового тела. Отдельные шаги процесса обозначены следующими друг за другом цифрами от 1 до 6.
В секции 1 фиг. 2 показан схематический вид устройства для изготовления сотового тела из бесконечной металлической ленты. Предпочтительно, металлическую ленту обрабатывают непосредственно из рулона, за счет чего обеспечивается непрерывная последовательность стадий способа.
Ссылочным обозначением 7 показаны два, по меньшей мере, частично профилированных в окружном направлении валка, которые расположены на заданном расстоянии друг от друга. Через зазор между обоими валками 7 перемещают металлическую ленту, и одновременно за счет вращения валков в металлической ленте создают гофрированную структуру. В примере осуществления согласно фиг. 2 в металлической ленте создают соответственно лишь частичные гофрированные участки, которые соответственно прерываются гладкими не гофрированными участками.
По меньшей мере, частично профилированную металлическую ленту в следующем шаге перемещают через устройство 8, в котором металлическая лента, с одной стороны, может быть отрезана, когда, например, перемещен достаточно длинный участок. С другой стороны, металлическая лента в устройстве 8 могут также подвергнуть предварительному сгибанию, которое может создаваться за счет подходящего прессующего инструмента.
Предварительное сгибание металлической ленты является предпочтительным, так как в следующем шаге следующие друг за другом участки металлической ленты фальцуют друг на друга наподобие гармошки, чтобы таким образом изготовить стопку слоев сотового тела. В примере осуществления согласно фиг. 2 за соответственно гладким участком металлической ленты следует гофрированный участок. Таким образом, готовая стопка слоев содержит попеременные слои из гладких и гофрированных участков. Поэтому предварительное сгибание в устройстве 8 предпочтительным образом выполняют так, что участки могут попеременно фальцеваться друг на друга в противоположном направлении справа налево и слева направо. Для этого металлическую ленту попеременно сгибают влево или вправо от главного направления 9 подачи.
Затем за устройством 8 следует устройство 10, которое образовано удерживающим устройством 11, пластиной 12 и двумя рычажными элементами 13.
Удерживающее устройство 11 служит для размещения зафальцованных друг на друга участков металлической ленты, чтобы предотвратить смещение участков относительно друг друга и, таким образом, разрушение самой стопки слоев.
В удерживающем устройстве показана пластина 12, которая простирается перпендикулярно главному направлению 9 подачи и служит в качестве опоры для первого зафальцованного участка металлической ленты и, в конечном счете, для всей стопки слоев. На пластину 12 может действовать противоположная главному направлению 9 подачи сила предварительного напряжения, за счет чего на стопку слоев действует сила против главного направления 9 подачи. В сочетании с дополнительной транспортировкой металлической ленты и вызванной этим составляющей силы вдоль главного направления подачи таким образом создается надежное фиксирование стопки слоев на удерживающем устройстве 11 и в удерживающем устройстве 11.
На нижнем конце удерживающего устройства 11 на противолежащих концевых участках отверстия расположены два рычажных элемента 13. Они установлены с возможностью поворота и могут быть повернуты из положения, в котором они ориентированы параллельно главному направлению 9 подачи, в положение, в котором они расположены под углом 90 градусов и по существу закрывают нижнее отверстие удерживающего устройства 11.
Рычажные элементы 13 предназначены для того, чтобы целенаправленно фальцевать отдельные участки металлической ленты для создания стопки слоев. Для этого попеременно поворачивают правый или левый рычажный элемент 13, за счет чего одновременно соответственно фальцуется металлическая лента. Например, в примере осуществления согласно фиг. 2 гладкие не гофрированные участки правым рычажным элементом всегда фальцуют налево, в то время как гофрированные участки левым рычажным элементом 13 фальцуют слева направо.
Когда оба рычажных элемента 13 фальцуют соответственно один участок, то расположенный соответственно дальше вверх или вдоль главного направления 9 подачи на удерживающем устройстве 11 рычажный элемент 13 вытягивают из стопки слоев, чтобы затем сложить новый участок металлической ленты на стопку слоев.
За счет поворота рычажных элементов 13 и за счет сдвига рычажных элементов 13 также может быть осуществлена дополнительная подача стопки слоев в удерживающее устройство 11. Также может быть сгенерирована удерживающая сила, которая надежно фиксирует стопку слоев на пластине 12.
Для этого рычажные элементы 13, особо предпочтительно, выполнены с возможностью сдвига как вдоль главного направления 9 подачи, так и поперек него.
Цифрой 2 показан подробный вид удерживающего устройства 11. Стрелкой 14 показано направление поворота правого рычажного элемента 13.
Цифрой 3 показан еще один подробный вид удерживающего устройства 11. На этом виде показано, как левый рычажный элемент 13 вытягивают из созданной стопки слоев влево поперек главного направления 9 подачи, после того как правый рычажный элемент 13 сложил следующий участок металлической ленты и зафиксировал стопку слоев относительно пластины 12. Перемещения рычажных элементов 13 показаны стрелками 15 и 16.
Цифрой 4 показан следующий за этим шаг процесса. Несколькими двойными стрелками 17 показаны разные степени свободы рычажных элементов 13. На шаге процесса под цифрой 4 показано следующее фальцевание участка посредством левого рычажного элемента 13. Из разных изображений под цифрами 2-4 можно понять, как образованная в удерживающем устройстве 11 стопка слоев становится все больше, так как на нее фальцуют дополнительные участки металлической ленты.
Наконец, цифрой 5 показан шаг процесса, в котором стопка слоев достигла своей окончательной величины. За счет неоднократного фальцевания друг на друга поочередно гофрированных и гладких участков металлической ленты возникла стопка слоев, которая имеет чередующиеся слои из гофрированных и гладких участков. Стопка слоев заполняет все внутреннее пространство удерживающего устройства 11. Стопка слоев на виде под цифрой 5 зафиксирована одним из рычажных элементов 13 в удерживающем устройстве 11, за счет чего обеспечивается, что стопка слоев сотового тела снова не развернется до окончательного вставления в корпус.
Цифрой 6 показан последний шаг процесса. Находящуюся в удерживающем устройстве 11 стопку слоев выдавливают посредством плунжера 18 из удерживающего устройства 11 в корпус 19. Предпочтительно, корпус 19 образован трубой. При этом стопку слоев размещают в трубе таким образом, что выполненные в стопке слоев проточные каналы проходят вдоль центральной оси трубы. Для этого удерживающее устройство 11 может иметь стенки, которые выполнены с возможностью удаления, чтобы стопка слоев могла быть выдавлена из удерживающего устройства 11 в любом направлении.
Особо предпочтительно, вышеназванные шаги процесса выполняются друг за другом автоматически машиной или машинным парком. Использованная для каталитического нейтрализатора труба 19 сама приспосабливается к образованной в удерживающем устройстве 11 стопке слоев и удерживающему устройству 11, чтобы образовать плотно вставляемую в трубу 19 стопку слоев.
На фиг. 3 показан вид 5 факультативных шагов процесса, которые обозначены цифрами 20-24.
Обозначенные цифрами 20-24 шаги процесса показывают процесс, который также изготавливает из бесконечной металлической ленты зафальцованное в удерживающем устройстве 25 сотовое тело. В отличие от шагов процесса согласно фиг. 2, в процессе согласно фиг. 3 отдельные участки металлической ленты фальцуют друг на друга не посредством рычажных элементов, а посредством поворотного движения удерживающего устройства 25.
Металлическую ленту также профилируют посредством валков, которые на фиг. 3 не показаны. В примере согласно фиг. 3 металлическую ленту профилируют полностью, так что не происходит перемены между гофрированными и гладкими участками. Металлическую ленту также предварительно сгибают посредством устройства 26, за счет чего упрощается фальцевание участков.
Первый участок металлической ленты вводят в удерживающее устройство 25 и, предпочтительно, временно фиксируют на удерживающем устройства 25. При этом первый слой стопки слоев изготавливают в положении, в котором отверстие удерживающего устройства 25 направлено вниз, так что металлическая лента может транспортироваться в удерживающее устройства 25 вдоль главного направления подачи.
Для создания второго слоя удерживающее устройство поворачивают на 90 градусов против часовой стрелки, вследствие чего оно тогда, как показано под цифрой 21, ориентировано отверстием вправо. За счет этого металлическую ленту фальцуют на первый слой стопки слоев. Предпочтительно, созданный таким образом слой могут временно фиксировать удерживающей пластиной, за счет чего созданная стопка слоев может транспортироваться далее в удерживающее устройство 25.
Затем, удерживающее устройства 25 поворачивают на 180 градусов по часовой стрелке. Отверстие удерживающего устройства 25 в конце перемещения ориентировано влево, и на стопку слоев сложен третий слой. Для фиксации стопки слоев снова накладывают удерживающую пластину. Первоначально уложенная пластина из шага 21 может быть вытянута из стопки слоев.
Этот процесс повторяют до тех пор, пока не будет создано достаточное число слоев в стопке слоев и транспортировано в удерживающее устройство 25. На шаге 24 процесса созданное таким образом сотовое тело аналогично шагу 6 процесса вдавливают в действующую в качестве корпуса трубу. Посредством последующего процесса пайки сотовое тело может быть, наконец, зафиксировано в корпусе или трубе.
Процессы согласно фиг. 2 и 3 являются факультативными друг другу и оба дают результат, которых находится в рамках настоящего изобретения. Основным различием между обоими процессами является способ, как отдельные участки фальцуют в стопку слоев. Отдельные признаки процессов являются комбинируемым друг с другом.
На фиг. 4 показаны шаги 30-34 процесса, которые представляют собой факультативный способ. На шаге 30, как и прежде, металлическую ленту с попеременно гофрированными и не гофрированными участками зафальцовывают в удерживающее устройство 35 так, что они лежат друг на друге наподобие гармошки. В отличие от предшествующего способа металлическая лента в примере согласно фиг. 4 не транспортируется принудительно рычажными элементами в удерживающее устройство 35, а свободно за счет подачи металлической ленты. Поэтому отдельные участки в отдельных случаях не полностью фальцуются друг на друга, так чтобы они полностью легли друг на друга.
Для сжатия стопки слоев на шаге 31 используют сжимающий элемент, чтобы сжимать свободно заложенные в удерживающее устройство участки, так чтобы они полностью легли друг на друга.
Для этого сжимающий элемент 36 может быть образован, например, пластиной или плунжером. Сжимающий элемент 36 вводят в удерживающее устройство через отверстие удерживающего устройства 35, через которое также закладываются участки металлической ленты. При этом действующая на участки сила, по меньшей мере, настолько велика, что достигается полное фальцевание участков друг на друга. Однако, предпочтительно, сила достаточна мала, чтобы гарантировать, что гофрированные участки не будет ненамеренно деформированы.
На шагах 32 и 33 показано продолжающееся сжатие. Когда полностью сжатая стопка слоев создана, как показано на шаге 33, она может быть вставлена в корпус, чтобы образовать сотовое тело. Стопка слоев может быть уже спаянной перед вставлением в корпус или также спаянной только после вставления. Это повышает стабильность. Вставление стопки слоев из удерживающего устройства в корпус уже показано на фиг. 2 и соответствует ему.
На фиг. 5 показаны шаги 40-45 процесса, слегка измененного по сравнению со способом согласно фиг. 4 способа. В дополнение к действиям, уже описанным согласно фиг. 4, в области фальцевания, которые получаются при фальцевании отдельных участков, на шаге 40 вставляют направляющие элементы 48, которые в дальнейшем используют для того, чтобы транспортировать отдельные слои вдоль главного направления 47 подачи в удерживающее устройство 46. Для этого направляющие элементы 48 могут быть установлены с возможностью перемещения вдоль главного направления подачи. В примере согласно фиг. 5 соответственно один направляющий элемент 48 входит в область 49 фальцевания. В факультативных вариантах осуществления отдельные области фальцевания могут также оставаться свободными.
Направляющие элементы 48 вводят в стопку слоев поперек главного направления 48 подачи, в примере согласно фиг. 5 вдоль нормалей к плоскости на плоскости чертежа. Направляющие элементы 48 могут быть образованы, например, элементами в форме стержней, которые, предпочтительно, имеют форму, которая приведена в соответствие с гофрами гофрированного участка металлической ленты или требуемой формой области фальцевания в готовой сжатой стопке слоев.
На шагах 41 и 42 можно видеть, как стопку слоев сжимают за счет введения сжимающего элемента вдоль главного направления 47 подачи. На шаге 44 направляющие элементы 48 снова вытягивают из стопки слоев, вследствие чего образуется готовая стопка слоев. Затем стопка слоев может быть аналогично фиг. 4 спаянной или неспаянной вставлена в предусмотренный корпус.
На фиг. 6 показана модификация способа согласно изобретению. В дополнение к уже описанным выше шагам в способе согласно фиг. 6 первый и последний участки металлической ленты выполнены иначе. На шаге 50 можно видеть, что как первый участок 53, который был сложен в удерживающее устройство 54, так и последний участок 55 имеют заметно большую протяженность, чем остальные участки.
Предпочтительно, все участки имеют протяженность, которая соответствует внутренней ширине удерживающего устройства 54. Однако участки 53 и 55 имеют дополнительную область, за счет которой они имеют большую протяженность, чем остальные участки. Выступающую по сравнению с остальными участками дополнительную область участков 53, 55 еще раз дополнительно фальцуют и прикладывают к соответственно одной из внутренних стенок удерживающего устройства. За счет этого достигается, что готовая сжатая стопка слоев сбоку в направлении поперек выполненных в стопке слоев проточных каналов полностью охвачена соответственно первым участком 53 и соответственно последним участком 55. Таким образом, оба участка 53, 55 образуют корпус, который охватывает остальную стопку слоев, которая, как в предшествующих примерах, также образована из поочередно уложенных друг на друга гофрированных участков и не гофрированных участков.
В зависимости от длины участков 53, 55 или дополнительной области стопка слоев может быть охвачена полностью или только частично. Стопку слоев, как и стопку слоев согласно предшествующим фигурам, могут вставляться спаянной или неспаянно в другой корпус для достижения повышенной стабильности.
В случае согласно фиг. 6 полученная стопка слоев имеет квадратное поперечное сечение, поэтому области участков 53, 55, которые перекрывают стопку слоев сверху или снизу, имеют такую же длину, как и дополнительные области участков, которые ограничивают стопку слоев справа и слева. Длины участков 53, 55 и, прежде всего, дополнительно гофрированной дополнительной области для наложения на боковые внешние кромки стопки слоев могут подбирать в соответствии с подлежащей созданию стопкой слоев.
Ограничивающая стопку слоев сверху или снизу область участков 53, 55 у прямоугольной стопки слоев, предпочтительно, отогнута на 90 градусов относительно дополнительных областей, которые охватывают стопу слоев справа и слева. В одном предпочтительном варианте осуществления участки 53, 55 могут быть изготовлены из более толстого материала или за счет предшествующего фальцевания выполнены двухслойными, чтобы обеспечить более высокую стабильность стопки слоев.
Посредством способа, как показано на фиг. 6, с помощью металлической ленты, которая предусмотрена для образования стопки слоев, могут монолитно создавать также приспособленный корпус, чтобы в одном способе изготавливать из одного материала стопку слоев, включая корпус.
Примеры осуществления согласно фиг. 1-6, прежде всего, не имеют ограничивающего характера и служат для разъяснения идеи изобретения. Отдельные признаки вариантов осуществления могут комбинироваться друг с другом.
Изобретение относится к способу изготовления сотового тела для каталитического нейтрализатора для обработки выхлопных газов, причем сотовое тело имеет несколько проточных каналов, которые являются насквозь проточными от стороны втекания к стороне вытекания, причем сотовое тело выполнено из нескольких лежащих друг на друге металлических слоев, причем способ имеет следующие шаги: выполнение гофрированных участков в металлической ленте, причем гофрированные участки следуют непосредственно друг за другом или удалены друг от друга посредством гладких участков, создание предварительного загиба металлической ленты на концевом участке соответствующего участка, фальцевание друг на друга отдельных участков металлической ленты для создания стопки слоев, причем отдельные участки попеременно фальцуют друг на друга в противоположных направлениях, вставление стопки слоев в корпус (19) и неразъемное или механическое соединение стопки слоев с корпусом (19) в областях контакта между пачкой слоев и корпусом (19). 17 з.п. ф-лы, 6 ил.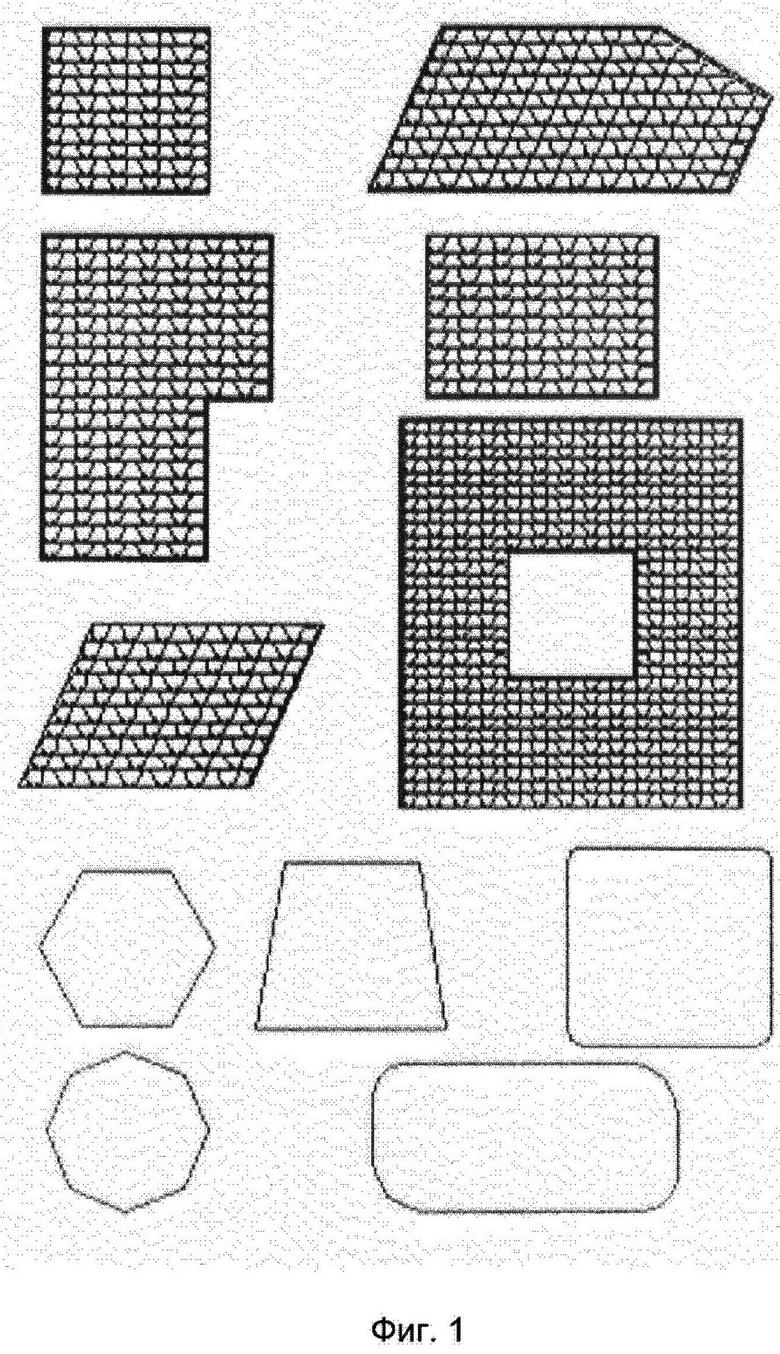
1. Способ изготовления сотового тела для каталитического нейтрализатора для обработки выхлопных газов, причем сотовое тело имеет несколько проточных каналов, которые являются насквозь проточными от стороны втекания к стороне вытекания, причем сотовое тело выполнено из нескольких лежащих друг на друге металлических слоев, отличающийся тем, что способ имеет следующие шаги:
- выполнение гофрированных участков в металлической ленте, причем гофрированные участки следуют непосредственно друг за другом или удалены друг от друга посредством гладких участков,
- создание предварительного загиба металлической ленты на концевом участке соответствующего участка,
- фальцевание друг на друга отдельных участков металлической ленты для создания стопки слоев, причем отдельные участки попеременно фальцуют друг на друга в противоположных направлениях,
- вставление стопки слоев в корпус (19), и
- неразъемное или механическое соединение стопки слоев с корпусом (19) в областях контакта между пачкой слоев и корпусом (19),
причем участки металлической ленты фальцуют друг на друга в противоположных направлениях наподобие гармошки поперек главного направления (9, 47) подачи.
2. Способ по п. 1, отличающийся тем, что стопку слоев создают в удерживающем устройстве (11, 25, 35, 46, 54) посредством зафальцовывания участков в удерживающее устройство (11, 25, 35, 46, 54).
3. Способ по одному из предшествующих пунктов, отличающийся тем, что участки зафальцовывают в удерживающее устройство (11) посредством рычажных элементов (13), которые установлены с возможностью поворота на противолежащих сторонах удерживающего устройства (11).
4. Способ по одному из предшествующих пунктов, отличающийся тем, что рычажные элементы (13) после того, как создан соответственно следующий слой посредством зафальцовывания соответственно следующего участка металлической ленты, вытягивают в сторону из стопки слоев.
5. Способ по одному из предшествующих пунктов, отличающийся тем, что посредством рычажных элементов (13) создают перемещение вдоль главного направления (9) подачи металлической ленты, за счет чего созданная стопка слоев перемещается в удерживающее устройство (11).
6. Способ по одному из предшествующих пунктов, отличающийся тем, что участки фальцуют относительно расположенной в удерживающем устройстве (11, 25) пластины (12), причем на пластину воздействует противоположная главному направлению (9) подачи металлической ленты сила предварительного напряжения.
7. Способ по одному из предшествующих пунктов, отличающийся тем, что рычажные элементы (13) выполнены с возможностью сдвига вдоль главного направления (9) подачи металлической ленты и/или поперек него.
8. Способ по одному из предшествующих пунктов, отличающийся тем, что подлежащая обработке металлическая лента является бесконечной металлической лентой или имеет, по меньшей мере, такую длину, что, по меньшей мере, одно готовое сотовое тело может быть выполнено цельным.
9. Способ по одному из предшествующих пунктов, отличающийся тем, что металлическую ленту в непосредственно следующих друг за другом шагах сначала, по меньшей мере, участками гофрируют, затем предварительно сгибают и/или разрезают поперек и, наконец, фальцуют друг на друга в пачку слоев вокруг предварительно изогнутого места.
10. Способ по одному из предшествующих пунктов, отличающийся тем, что гофры в металлической ленте накатывают с помощью профилированных валков (7) или создают с помощью вдавливаемого в металлическую ленту штампа.
11. Способ по одному из предшествующих пунктов, отличающийся тем, что удерживающее устройство (25) установлено с возможностью поворота, и участки металлической ленты фальцуют друг на друга наподобие гармошки за счет поворота удерживающего устройства (25) поперек главного направления (9) подачи металлической ленты.
12. Способ по п. 11, отличающийся тем, что участки металлической ленты фальцуют друг на друга наподобие гармошки за счет попеременного поворота удерживающего устройства (25).
13. Способ по п. 11 или 12, отличающийся тем, что соответственно образованный последним зафальцованным участком слой на обращенной от удерживающего устройства (25) стороне, по меньшей мере, временно фиксируют посредством удерживающей пластины.
14. Способ по п. 13, отличающийся тем, что удерживающую пластину соответственно удаляют из стопки слоев, когда удерживающее устройство (25) снова поворачивают, и таким образом за счет нового зафальцованного в противоположном направлении участка создают другой слой, и этот новый зафальцованный слой, по меньшей мере, временно фиксируют второй удерживающей пластиной.
15. Способ по одному из предшествующих пунктов, отличающийся тем, что участки металлической ленты за счет движения подачи металлической ленты зафальцовывают в удерживающее устройство (35, 46, 54), пока в удерживающем устройстве (35, 46, 54) не будет зафальцовано друг на друга задаваемое число участков, причем образованную таким образом стопку слоев сжимают посредством выполненного с возможностью перемещения вдоль главного направления (47) подачи сжимающего элемента (36).
16. Способ по одному из предшествующих пунктов, отличающийся тем, что в область фальцевания, которая создается путем фальцевания друг на друга между двумя непосредственно граничащими друг с другом соседними участками, вкладывают формующий элемент (48), который во время сжатия стопки слоев придает области фальцевания задаваемую посредством формующего элемента форму.
17. Способ по одному из предшествующих пунктов, отличающийся тем, что в образованную за счет фальцевания друг на друга область фальцевания между двумя непосредственно граничащими друг с другом соседними участками вводят направляющие элементы (48), которые выполнены с возможностью перемещения вдоль главного направления подачи и служат для направления отдельных зафальцованных друг на друга участков в удерживающем устройстве (46, 54).
18. Способ по одному из предшествующих пунктов, отличающийся тем, что соответственно первый и соответственно последний участок (53, 55) металлической ленты выполнен гладким и соответственно имеет область, которая имеет протяженность как другие участки, и соответственно дополнительную область, которая имеет дополнительную протяженность за пределы длины остальных участков, причем эти дополнительные области зафальцовывают в удерживающее устройство (54) так, что дополнительные участки вдоль главного направления подачи прилегают к внутренним поверхностям удерживающего устройства (54) и, по меньшей мере, частично удерживают созданную стопку слоев на расстоянии от удерживающего устройства.
| Устройство для передачи сигналов с кодоимпульсной модуляцией | 1961 |
|
SU151229A1 |
| US 2002053187 A1, 09.05.2002 | |||
| ФАЛЬЦЕВАЛЬНОЕ УСТРОЙСТВО И СПОСОБ ФАЛЬЦЕВАНИЯ ПРОДУКТА | 2011 |
|
RU2574483C2 |
| US 6049961 A, 18.04.2000. | |||

