Изобретение относится к машиностроению, в частности к деталям машин, и может быть использовано при ротапринтном смазывании зубчатых колес с разными режимами нагружения их зубьев в процессе работы колес в передаче.
Известен способ смазывания зубчатых колес методом окунания зубьев их зубчатых венцов в масляную ванну с жидким смазочным материалом - см., например, «Гузенков П.Г. Детали машин: Учеб. для вузов-4-е изд., испр. М.: Высш. шк., 1986. - 359 с: илл.», стр. 214.
Недостаток данного способа смазывания состоит в том, что для смазывания необходимо наличие масляной ванны с верхним уровнем жидкого смазочного материала не ниже допустимого: в противном случае зубчатый венец не будет захватывать смазочный материал, и колеса смазываться не будут. Кроме того, возможность применения жидкого смазочного материала ограничено скоростью вращения колес.
В качестве прототипа взят ротапринтный способ смазывания зубчатых колес, заключающийся в обкатывании рабочих поверхностей зубьев их зубчатых венцов специальными смазывающими элементами в виде шестерен, изготовленных из прессованного смазочного материала; эти шестерни находятся в зацеплении с колесами, с поджатием к ним; под действием поджатия смазочный материал переносится на рабочие поверхности зубьев колес, осуществляя их смазывание - см., например, «Дроздов Ю.Н. и др. Трение и износ в экстремальных условиях: Справочник / Ю.Н. Дроздов, В.Г. Павлов, В.Н. Пучков. - Машиностроение, 1986. - 224 с: М. - (Основы проектирования машин)», стр. 191.
Недостаток прототипа состоит в том, что зубья каждой отдельной смазочной шестерни изготовлены из одного определенного материала, подобранного из одного определенного режима работы зубьев смазываемых шестерней колеса. Однако режимы работы зубьев колеса могут быть разными - как при разных режимах работы передачи в целом, так и по отдельным участкам окружности колеса, в случае большого диаметра этого колеса (могут меняться контактные давления, скорости, температуры и т.п.). В этом случае, материал зубьев шестерни, изначально подобранный для одного определенного режима работы зубьев колеса, может не соответствовать другому (или другим) режиму работу зубьев колеса: при ужесточении режима работы будет иметь место усиленный массоперенос смазочного материала зубьев шестерни на зубья колеса, что будет приводить к усилению изнашивания зубьев шестерни и быстрому выходу ее из строя, требующему замены шестерни на новую; также данный материал зубьев шестерни может не обеспечить требуемого качества смазывания зубьев колеса. Изготовление же зубьев шестерни из материала более износостойкого, рассчитанного на максимально тяжелый режим зубьев колеса, нерационально, т.к. при более легких режимах работы зубьев колеса, такой материал не требуется, и в этом случае будет иметь место нерациональное использование этого материала, приводящее к неоправданному увеличению издержек на изготовление зубьев шестерни.
Изобретением решается задача оптимизации способа смазывания зубчатого колеса и повышение качества его смазывания.
Для этого способ смазывания зубчатого колеса включает обкатывание зубьев колеса, с поджатием к нему, смазывающим элементом в виде шестерни с зубьями, изготовленными из прессованного смазочного материала; причем зубчатый венец шестерни выполняют составным, состоящим из отдельных секций, с шириной каждой, равной ширине зубьев колеса, и совпадением профилей зубьев всех секций в плане; количество секций задают равным количеству режимов работы колеса, а соседние секции располагают с осевыми зазорами друг относительно друга, ширина которых меньше, чем ширина секций; зубья зубчатого венца каждой отдельной секции изготавливают из прессованного смазочного материала, обеспечивающего оптимальное смазывание зубьев колеса при каждом отдельном режиме его работы; шестерню снабжают механизмом ее реверсивного осевого перемещения относительно колеса, с возможностью обеспечения - при каждом отдельном режиме работы колеса - сопряжения с колесом одной отдельной секции шестерни, для чего этот механизм снабжают устройством управления им.
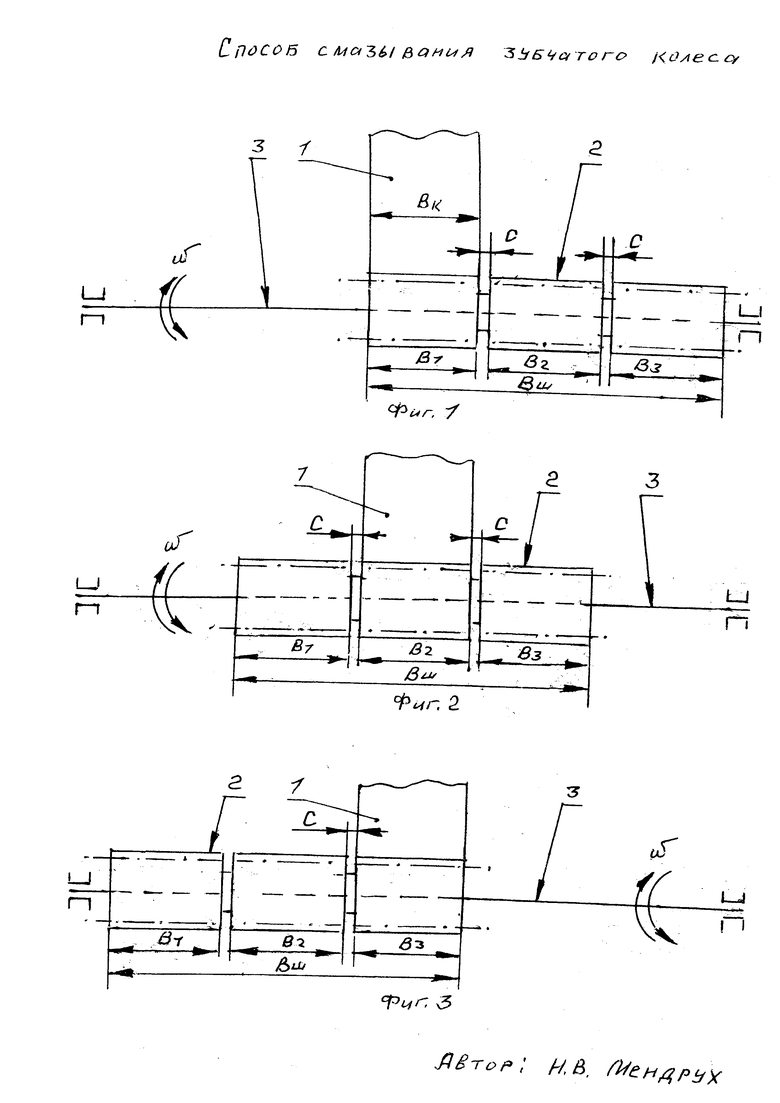
Сущность изобретения поясняется чертежами, на которых изображена пара «смазываемое зубчатое колесо - смазывающая шестерня» в различные фазы процесса смазывания (вид сбоку) - фиг. 1, 2, 3.
На чертежах показаны: смазываемое зубчатое колесо 1; смазывающая шестерня 2; ось 3 шестерни; ширина Вк зубьев колеса; ширина Вш зубчатого венца шестерни; размеры отдельных секций зубчатого венца шестерни - В1, В2, В3; ширина с осевых зазоров; направления вращения ω шестерни.
Способ смазывания зубчатого колеса включает обкатывание смазываемого зубчатого колеса 1, с поджатием к нему, смазывающей шестерней 2; зубчатый венец шестерни изготовлен наборным по оси шестерни, выполненным из отдельных секций с шириной зубчатых венцов секции - В1, В2, В3 (на чертежах - фиг. 1, 2, 3 - показан вариант с трехсекционной шестерней, предназначенной для работы колеса в трех разных режимах нагружения его зубьев), ширина которых равна ширине Вк зубьев колеса. Соседние секции шестерни устанавливают с осевыми зазорами шириной с друг относительно друга, ширина зазоров задается меньшей, чем ширина секций (В1, В2, В3) шестерни; наличие зазоров между соседними секциями шестерни позволяет находиться в зацеплении со смазываемым колесом только одной определенной секции. Материалы, из которых изготовлены зубья шестерни, исходя из конкретных режимов работы колеса (1).
Пример
(подбор материалов зубчатых венцов трех секций смазочной шестерни):
Шестерня 2 снабжена механизмом ее перемещения вдоль своей оси 3, с обеспечением сопряжения по отдельности каждой отдельной секции (ширина которых - В1, В2, В3) зубчатого венца шестерни с зубьями смазываемого ею колеса 1 (механизм не показан). А для управления перемещением шестерни и сопряжения ее с колесом, механизм перемещения снабжен системой управления (не показан). При работе (ω) шестерни 2 в паре с колесом 1 механизм управления - через механизм перемещения сопрягает с зубьями колеса 1 нужную для конкретного режима работы колеса секцию зубчатого венца шестерни. В качестве фактора, управляющего механизмом перемещения шестерни 1, может быть выбрано усиление на зубья колеса при работе его в передаче (крутящий момент на валу колеса).
По сравнению с прототипом, предлагаемый способ смазывания позволяет обеспечить смазывание зубьев зубчатого колеса наиболее рационально, исходя из конкретных режимов его работы, в частности - из конкретных режимов нагружения зубьев. Это оптимизирует процесс массопереноса смазочного материала с зубьев шестерни на зубья колеса, оптимизирует изнашивание зубьев шестерни и повышает качество смазывания зубьев колеса.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СМАЗЫВАНИЯ ЗУБЧАТОГО КОЛЕСА | 2015 |
|
RU2601481C1 |
| СПОСОБ СМАЗЫВАНИЯ ЗУБЧАТОГО КОЛЕСА | 2015 |
|
RU2601482C1 |
| СПОСОБ СМАЗЫВАНИЯ ЗУБЧАТОГО КОЛЕСА | 2014 |
|
RU2553673C1 |
| СПОСОБ СМАЗЫВАНИЯ ЗУБЧАТОГО КОЛЕСА | 2014 |
|
RU2553542C1 |
| СПОСОБ СМАЗЫВАНИЯ ЗУБЧАТОГО КОЛЕСА | 2015 |
|
RU2601479C1 |
| СМАЗОЧНОЕ УСТРОЙСТВО ЗУБЧАТОЙ ПЕРЕДАЧИ | 2014 |
|
RU2572436C1 |
| СМАЗОЧНОЕ УСТРОЙСТВО ЗУБЧАТОЙ ПЕРЕДАЧИ | 2014 |
|
RU2576826C1 |
| СМАЗОЧНОЕ УСТРОЙСТВО ЗУБЧАТОЙ ПЕРЕДАЧИ | 2014 |
|
RU2572956C1 |
| СМАЗОЧНОЕ УСТРОЙСТВО ЗУБЧАТОЙ ПЕРЕДАЧИ | 2014 |
|
RU2569222C1 |
| СМАЗОЧНОЕ УСТРОЙСТВО ЗУБЧАТОЙ ПЕРЕДАЧИ | 2014 |
|
RU2569225C1 |
Изобретение относится к машиностроению, в частности к деталям машин, и может быть использовано при ротапринтном смазывании зубчатых колес с разными режимами нагружения их зубьев в процессе работы колес в передаче. Для смазывания зубчатого колеса включают обкатывание зубьев колеса, с поджатием к ним, смазывающим элементом в виде шестерни с зубьями. Зубчатый венец шестерни выполняют составным по ее оси, который состоит из отдельных секций, с шириной каждой, равной ширине зубьев колеса, и совпадением зубьев всех секций в плане. Количество секций задают равным количеству режимов работы колеса, а соседние секции располагают с осевыми зазорами друг относительно друга, ширина которых меньше, чем ширина секций. Зубья зубчатого венца каждой отдельной секции изготавливают из прессованного смазочного материала. Шестерню снабжают механизмом ее реверсивного осевого перемещения относительно колеса, с возможностью обеспечения - при каждом отдельном режиме работы колеса - сопряжения с колесом одной отдельной секции шестерни. Достигается оптимизация и повышение качества смазывания зубчатого колеса. 3 ил.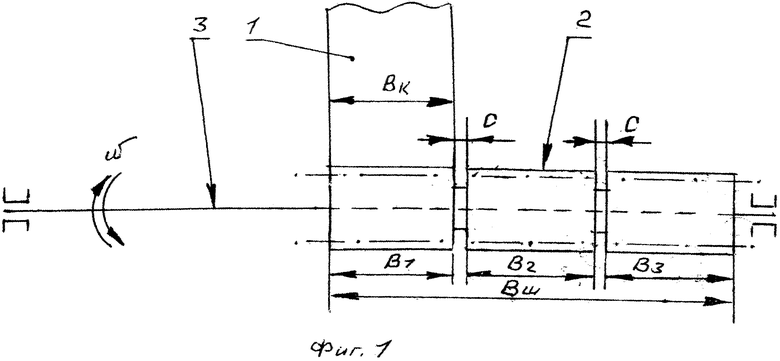
Способ смазывания зубчатого колеса, преимущественно ротапринтный, включающий обкатывание зубьев колеса, с поджатием к ним, смазывающим элементом в виде шестерни с зубьями, изготовленными из прессованного смазочного материала, отличающийся тем, что зубчатый венец шестерни выполняют составным по ее оси, состоящим из отдельных секций, с шириной каждой, равной ширине зубьев колеса, и совпадением зубьев всех секций в плане; количество секций задают равным количеству режимов работы колеса, а соседние секции располагают с осевыми зазорами друг относительно друга, ширина которых меньше, чем ширина секций; зубья зубчатого венца каждой отдельной секции изготавливают из прессованного смазочного материала, обеспечивающего оптимальное смазывание зубьев колеса при каждом отдельном режиме работы; шестерню снабжают механизмом ее реверсивного осевого перемещения относительно колеса, с возможностью обеспечения - при каждом отдельном режиме работы колеса - сопряжения с колесом одной отдельной секции шестерни, для чего этот механизм снабжают устройством управления им.
| US 5423232 A, 13.06.1995 | |||
| СМАЗОЧНОЕ УСТРОЙСТВО ЗУБЧАТОГО КОЛЕСА | 2014 |
|
RU2559439C1 |
| US 5379662 A, 10.01.1995 | |||
| Устройство для фрикционно-механическогоНАНЕСЕНия пОКРыТий | 1978 |
|
SU846597A1 |

