ПЕРЕКРЕСТНАЯ ССЫЛКА НА РОДСТВЕННЫЕ ЗАЯВКИ
По настоящей заявке испрашивается приоритет по предварительной заявке U.S. №61/535632, поданной 16 сентября 2011 г., и ЕР 11188529,9, поданной 10 ноября 2011 г., международной заявке №PCT/US2012/51181, поданной 16 августа 2012 г., раскрытия которых во всей их полноте включены в настоящее изобретение в качестве ссылки.
УРОВЕНЬ ТЕХНИКИ
Настоящее изобретение относится к улучшенному способу получения алкилароматических соединений, например, этилбензола, кумола и втор-бутилбензола.
Из числа алкилароматических соединений, успешно получаемых улучшенным способом, предлагаемым в настоящем изобретении, например, этилбензол и кумол, являются ценными промышленными химикатами, которые используют в промышленности для получения мономера стирола и совместного получения фенола и ацетона соответственно. В действительности, обычный путь получения фенола представляет собой способ, который включает алкилирование бензола пропиленом с получением кумола, последующее окисление кумола с образованием соответствующего гидропероксида и последующее расщепление гидропероксида с получением эквимолярных количеств фенола и ацетона. Этилбензол можно получить с помощью целого ряда различных химических процедур. Одним способом, который приобрел значительное промышленное распространение, является парофазное алкилирование бензола этиленом в присутствии твердого кислотного цеолитного катализатора ZSM-5. Примеры таких способов получения этилбензола описаны в патентах U.S. №№3751504 (Keown), 4547605 (Kresge) и 4016218 (Haag).
Другим способом, который приобрел значительное промышленное распространение, является жидкофазный способ получения этилбензола из бензола и этилена, поскольку он проводится при более низкой температуре, чем парофазный вариант, и, следовательно, склонен приводить к меньшим выходам побочных продуктов. Например, в патенте U.S. №4891458 (Innes) описан жидкофазный синтез этилбензола с использованием цеолита бета, а в патенте U.S. №5334795 (Chu) описано применение МСМ-22 в жидкофазном синтезе этилбензола. В последнем патенте описано применение катализатора, включающего кристаллический материал МСМ-22 и связующее при отношении кристалл/связующее, составляющем от примерно 1/99 до примерно 90/10.
Кумол в течение многих лет в промышленном масштабе получали путем жидкофазного алкилирования бензола пропиленом над катализатором Фриделя-Крафтса, в частности, твердой фосфорной кислотой или хлоридом алюминия. Однако недавно установлено, что каталитические системы на основе цеолитов являются более активными и селективными для пропилирования бензола с получением кумола. Например, в патенте U.S. №4992606 (Kushnerick) описано применение МСМ-22 для жидкофазного алкилирования бензола пропиленом.
В других публикациях показано применение катализаторов, включающих кристаллические цеолиты и связующие, для превращения сырья, включающего алкилирующееся ароматическое соединение и алкилирующий реагент в продукт алкилароматического превращения при условиях по меньшей мере частично жидкофазного превращения. К ним относятся U.S. 2005/0197517 А1 (Cheng), в котором показано применение катализатора при отношении кристалл/связующее, составляющем 65/35 и 100/0; U.S. 2002/0137977 A1 (Hendriksen), показано применение катализатора при отношении кристалл/связующее, составляющем 100/0, но не указано на негативное влияние связующего на селективность; в U.S. 2004/0138051 A1 (Shan) показано применение катализатора, включающего микропористый цеолит, включенный в мезопористую подложку, в котором отношение цеолит/подложка составляет от менее 1/99 до более 99/1, предпочтительно от 3/97 до 90/10; в WO 2006/002805 (Spano) показано применение катализатора при отношении кристалл/связующее, составляющем 20/80 до 95/5, например, 55/45; в патенте U.S. №6376730 (Jan) показано применение слоистого катализатора при отношении кристалл/связующее, составляющем от 70/30 и 83/17; в ЕР 0847802 В1 показано применение катализатора при отношении кристалл/связующее, составляющем от 50/50 до 95/5, предпочтительно от 70/30 до 90/10; и в патенте U.S. №5600050 (Huang) показано применение катализатора, включающего от более 30 до 70 мас.% цеолита Н-бета, от 0,5 до 10 мас.% галогена и остаток представляет собой связующее оксид алюминия.
Имеющиеся способы алкилирования для получения алкилароматических соединений, например, этилбензола и кумола, по своей природе дают полиалкилированные соединения, а также искомый моноалкилированный продукт. Поэтому обычным является переалкилирование полиалкилированных соединений дополнительным ароматическим сырьем, например, бензолом, и получить дополнительный моноалкилированный продукт, например, этилбензол или кумол, путем рециркулирования полиалкилированных соединений в реактор алкилирования или, чаще, путем загрузки полиалкилированных соединений в отдельный реактор переалкилирования. Примеры катализаторов, которые использовали для алкилирования ароматических соединений, такого как алкилирование бензола этиленом или пропиленом, и переалкилирования полиалкилированных соединений, таких как полиэтилбензолы и полиизопропилбензолы, приведены в патенте U.S. №5557024 (Cheng) и включают МСМ-49, МСМ-22, PSH-3, SSZ-25, цеолит X, цеолит Y, цеолит бета, деалюминированный кислотой морденит и ТЕА-морденит. Переалкилирование над мелкокристаллической (<0,5 мкм) формой ТЕА-морденита также раскрыто в патенте U.S. 6984764.
Когда стадию алкилирования проводят в жидкой фазе, также желательно проводить стадию переалкилирования в жидкой фазе. Однако в случае работы при относительно низких температурах, в жидкофазных способах предъявляются требования к катализатору, в особенности на стадии переалкилирования, когда объемные полиалкилированные соединения нужно превратить в дополнительный моноалкилированный продукт без образования нежелательных побочных продуктов. Показано, что это является значительным затруднением в случае получения кумола, когда имеющиеся катализаторы или не обладают необходимой активностью, или приводят к получению значительных количество побочных продуктов, таких как этилбензол и н-пропилбензол.
Хотя в данной области техники предполагается, что катализаторы для превращения сырья, включающего алкилирующееся ароматическое соединение и алкилирующий реагент, в продукт алкилароматического превращения при условиях по меньшей мере частично жидкофазного превращения состоят из пористого кристаллического алюмосиликата и связующего при отношении кристалл/связующее, составляющем от 1/99, например, от 5/95 до 100/0, современные промышленные катализаторы, т.е. пригодные для промышленного применения в этом способе состоят из пористого кристаллического алюмосиликата и связующего при отношении кристалл/связующее, составляющем 65/35 или 80/20. Получение пригодного для промышленного применения катализатора для таких способов, проводимых при условиях по меньшей мере частично жидкофазного превращения, которое улучшает моноселективность, т.е. приводит к образованию меньшего количества ди- или полиалкилированного продукта, приведет к увеличению объема выпуска на имеющихся предприятиях и снижению капитальных затрат на строящихся предприятиях вследствие уменьшения отношений ароматическое соединение/алкилирующий реагент.
В опубликованной заявке на патент U.S. №2011/0178353, выданной dark et al., раскрыт жидкофазный или частично жидкофазный способ алкилирования для получения алкилароматических соединений, проводимый в присутствии специфического катализатора, включающего пористый кристаллический материал, например, кристаллический алюмосиликат ("кристалл"), и связующее при отношении кристалл/связующее, составляющем от примерно 20/80 до примерно 60/40, что приводит к превосходному сочетанию активности и, что важно, моноселективности. Раскрытые подходящие катализаторы включают материалы группы МСМ-22.
Установлено, что молекулярные сита группы МСМ-22 применимы во множестве методик превращения углеводородов. Примерами молекулярных сит группы МСМ-22 являются МСМ-22, МСМ-49, МСМ-56, ITQ-1, ITQ-2, PSH-3, SSZ-25, ERB-1, UZM-8 и UZM-8HS. В частности, МСМ-56 является слоистым оксидным материалом, а не трехмерно упорядоченным цеолитом, в котором каждый слой в МСМ-56 является пористым и обладает каркасной структурой, очень сходной со структурой МСМ-22 и других материалов группы МСМ-22.
В предварительной заявке U.S. №61/535632, выданной Johnson et al., поданной 12 сентября 2011 г. и во всей своей полноте включенной в настоящее изобретение в качестве ссылки, раскрыт улучшенный способ получения высококачественного пористого выращенного с использованием затравки кристаллического МСМ-56 материала путем включения затравочных кристаллов МСМ-56 в начальную реакционную смесь. Она также относится к выращенному с использованием затравки материалу МСМ-56, полученному улучшенным способом, включающим его каталитическим композициям и его применению в способе каталитического превращения углеводородов.
Согласно изобретению неожиданно было установлено, что содержащий затравку кристаллический алюмосиликат МСМ-56 в комбинации со связующим при массовом отношении кристалл/связующее, составляющем от более примерно 20/80 до примерно 80/20, предпочтительно от примерно 40/60 до примерно 60/40, приводит к превосходному сочетанию активности и, что важно, моноселективности в способах жидкофазного или частично жидкофазного алкилирования для получения алкилароматических соединений.
КРАТКОЕ ИЗЛОЖЕНИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
Настоящее изобретение относится к улучшенному способу превращения сырья, включающего алкилирующееся ароматическое соединение и алкилирующий реагент, в необходимый продукт алкилароматического превращения при условиях по меньшей мере частично жидкофазного превращения в присутствии специфического катализатора, включающего пористый кристаллический материал, например, кристаллический алюмосиликат, и связующее при отношении кристалл/связующее, составляющем от примерно 20/80 до примерно 60/40. Одним объектом настоящего изобретения является способ селективного получения искомого моноалкилированного ароматического соединения, включающий стадию взаимодействия алкилирующегося ароматического соединения с алкилирующим реагентом в присутствии каталитической композиции при условиях по меньшей мере частично жидкофазного превращения, указанная каталитическая композиция включает пористый кристаллический материал, например, кристаллический алюмосиликат, и связующее при массовом отношении кристалл/связующее, составляющем от примерно 20/80 до примерно 60/40. Другим объектом настоящего изобретения является улучшенный способ алкилирования для селективного получения моноалкилбензола, включающий стадию взаимодействия бензола с алкилирующим реагентом при условиях алкилирования в присутствии катализатора алкилирования, который включает пористый кристаллический материал, например, кристаллический алюмосиликат, и связующее при отношении кристалл/связующее, составляющем от примерно 20/80 до примерно 60/40.
Катализатор для применения в способе, предлагаемом в настоящем изобретении, может включать, например, кристаллическое молекулярное сито, обладающее структурой цеолита бета, или обладающее рентгенограммой, включающей максимумы при межплоскостных расстояниях, равных 12,4±0,25, 6,9±0,15, 3,57±0,07 и 3,42±0,07 ангстрема. Более предпочтительно, если катализатор для применения в настоящем изобретении может представлять собой кристаллическое молекулярное сито, обладающее структурой бета, материал группы МСМ-22, например, МСМ-22, или их смесь.
Другим объектом настоящего изобретения является способ селективного превращения бензола в этилбензол, включающий взаимодействие сырья, содержащего бензол, с этиленом при условиях по меньшей мере частично жидкофазного превращения в присутствии содержащей затравку композиции МСМ-56 кристалл/связующее, обладающей отношением кристалл/связующее, составляющим от более примерно 20/80 до примерно 60/40.
Другим объектом настоящего изобретения является способ селективного алкилирования бензола этиленом с получением этилбензола, включающий приготовление синтетического пористого кристаллического материала МСМ-56, включающий стадии а) приготовление первой реакционной смеси, содержащей источники катиона щелочного или щелочноземельного металла (М), оксида трехвалентного элемента X, оксида четырехвалентного элемента Y и воду, указанная первая реакционная смесь обладает составом, выраженным с помощью молярных отношений оксидов, находящихся в следующих диапазонах: YO2/Х2O3 = от 5 до 35; Н2О/YO2 = от 10 до 70; OH-/YO2 = от 0,05 до 0,20; M/YO2 = от 0,05 до 3,0; указанная первая реакционная смесь дополнительно включает затравочные кристаллы цеолита в количестве от большего или равного 0,05 мас.% до меньшего или равного 5 мас.% в пересчете на массу указанной первой реакционной смеси; b) добавление направляющего реагента R к реакционной смеси, полученной на стадии а), с получением второй реакционной смеси, содержащей указанный направляющий реагент R в молярном отношении, находящемся в следующем диапазоне: R/YO2 = от 0,08 до 0,3; с) кристаллизация указанной второй реакционной смеси, полученной на стадии b), при температуре, равной от примерно 90°С до примерно 175°С, и в течение менее 90 ч, с образованием смеси, включающей кристаллы материала МСМ-56 с затравкой и менее 10 мас.% кристаллов примеси, не представляющей собой МСМ-56, в пересчете на полную массу указанных МСМ-56 кристаллов в указанной первой реакционной смеси, что определено с помощью рентгенографии; и d) отделение и извлечение по меньшей мере части указанных кристаллов указанного материала МСМ-56 с затравкой из указанной смеси, полученной на стадии с), где указанные кристаллы указанного материала МСМ-56 с затравкой обладают рентгенограммой, приведенной ниже в таблице 1:
Объединение указанного материала МСМ-56 с затравкой со связующим при массовом отношении кристаллы/связующее, составляющем от более примерно 20/80 до примерно 80/20, с образованием каталитической композиции; и взаимодействие сырья, содержащего бензол, с этиленом при условиях по меньшей мере частично жидкофазного превращения при условиях каталитического алкилирования, включающих температуру, равную от примерно 0°С до примерно 500°С, давление, равное от примерно 20 до примерно 25000 кПа абс., отношение количества молей бензола к количеству молей этилена, составляющее от примерно 0,1:1 до примерно 50:1, и среднечасовую скорость подачи сырья (ССПС) в пересчете на этилен, равную от примерно 0,1 до примерно 500 ч-1, с указанной каталитической композицией.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
На фиг. 1 приведена зависимость селективности диизопропилбензол/изопропилбензол (ордината) от выраженного в процентах содержания МСМ-56 в экструдате 1/20 дюйма четырехлепестковой формы, связанном с оксидом алюминия Versal 300, для не содержащего затравку МСМ-56 (абсцисса), содержащего введенную ex situ затравку МСМ-56 и содержащего введенную in situ затравку МСМ-56.
На фиг. 2 приведена зависимость селективности триизопропилбензол/изопропилбензол (ордината) от выраженного в процентах содержания МСМ-56 в экструдате 1/20 дюйма четырехлепестковой формы, связанном с оксидом алюминия Versal 300 (абсцисса), для не содержащего затравку МСМ-56, содержащего введенную ex situ затравку МСМ-56 и содержащего введенную in situ затравку МСМ-56.
На фиг. 3 приведена зависимость активности (в виде константы скорости второго порядка, умноженной на k2, умноженной на 1000) (ордината) от выраженного в процентах содержания МСМ-56 в экструдате 1/20 дюйма четырехлепестковой формы, связанном с оксидом алюминия Versal 300 (абсцисса), для не содержащего затравку МСМ-56, содержащего введенную ех situ затравку МСМ-56 и содержащего введенную in situ затравку МСМ-56.
На фиг. 4 приведена зависимость диизопропилбензол/триизопропилбензол селективности (ордината) от выраженного в процентах содержания МСМ-56 в экструдате 1/20 дюйма четырехлепестковой формы, связанном с оксидом алюминия Versal 300 (абсцисса), для не содержащего затравку МСМ-56, содержащего введенную ex situ затравку МСМ-56 и содержащего введенную in situ затравку МСМ-56.
На фиг. 5 приведена зависимость селективности диэтилбензол/этилбензол (ордината) от степени превращения этилена (абсцисса) в методиках примеров 16.1-16.5.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Настоящее изобретение относится к улучшенному способу получения моноалкилированных ароматических соединений, предпочтительно этилбензола, кумола и втор-бутилбензола, с помощью жидкофазного или частично жидкофазного алкилирования алкилирующегося ароматического соединения, предпочтительно бензола. В способе, предлагаемом в настоящем изобретении, более предпочтительно используют каталитическую композицию, включающую пористый кристаллический материал, например, кристаллический алюмосиликат, и связующее, при массовом отношении кристалл/связующее, составляющем от более примерно 20/80 до примерно 80/20, или от более примерно 20/80 до примерно 60/40, предпочтительно от примерно 20/80 до примерно 40/60, или еще более предпочтительно от примерно 40/60 до примерно 60/40.
Методики получения катализаторов, необходимых для применения в настоящем изобретении, включают приведенные в указанны ниже публикациях и включенных в настоящее изобретение в качестве ссылки, измененные только путем регулирования компаундирования или экструзии, например, конечного катализатора для обеспечения отношения кристалл/связующее, составляющего от примерно 20/80 до примерно 60/40. Это вполне входит в компетенцию специалистов в области приготовления катализаторов. Например, в патенте U.S. №4954325 описан кристаллический МСМ-22 и включающий его катализатор, в патенте U.S. №5236575 описан кристаллический МСМ-49 и включающий его катализатор и в патентах U.S. №№5362697 и 5557024 описан кристаллический МСМ-56 и включающий его катализатор. При компаундировании или экструзии конкретного кристаллического материала со связующим с образованием катализатора, необходимого для применения в настоящем изобретении, необходимо, чтобы такой конечный каталитический продукт обладал отношением кристалл/связующее, составляющим от примерно 20/80 до примерно 60/40 или от более примерно 20/80 до примерно 80/20, предпочтительно от примерно 40/60 до примерно 80/20, или еще более предпочтительно от примерно 40/60 до примерно 60/40.
Термин "введение затравки ex situ" при использовании в настоящем изобретении означает методику введения затравки цеолита в реактор для синтеза цеолита, в котором затравку цеолита в свежесинтезированном виде добавляют в реактор.
Термин "введение затравки in situ" при использовании в настоящем изобретении означает методику введения затравки цеолита в реактор для синтеза цеолита, в котором оставшаяся затравка цеолита в свежесинтезированном виде остается в реакторе от предыдущей кристаллизации цеолита.
Термин "ароматические" применительно к алкилирующимся ароматическим соединениям, которые можно использовать в качестве сырья в настоящем изобретении, обладает известным в данной области техники значением. Они включают алкилзамещенные и незамещенные моно- и полиядерные соединения. Соединения ароматического характера, которые содержат гетероатом, также применимы при условии, что они де действуют, как яды катализатора при выбранных условиях проведения реакции.
Замещенные ароматические соединения, которые можно алкилировать в настоящем изобретении, должны содержать по меньшей мере один атом водорода, непосредственно связанный с ароматическим ядром. Ароматические кольца могут быть замещены одним или большим количеством алкильных, арильных, алкиларильных, алкоксильных, арилоксильных, циклоалкильных, галогенидных и/или других групп, которые не мешают реакции алкилирования.
Подходящие ароматические соединения включают бензол, нафталин, антрацен, нафтацен, перилен, коронен и фенантрен и бензол является предпочтительным.
Обычно алкильные группы, которые могут содержаться в качестве заместителей ароматического соединения, содержат от 1 до примерно 22 атомов углерода и обычно примерно от 1 до 8 атомов углерода, и чаще всего примерно от 1 до 4 атомов углерода.
Подходящие алкилзамещенные ароматические соединения включают толуол, ксилол, изопропилбензол, н-пропилбензол, альфа-метилнафталин, этилбензол, мезитилен, дурол, цимолы, бутилбензол, псевдокумол, о-диэтилбензол, м-диэтилбензол, п-диэтилбензол, изоамилбензол, изогексилбензол, пентаэтилбензол, пентаметилбензол; 1,2,3,4-тетраэтилбензол; 1,2,3,5-тетраметилбензол; 1,2,4-триэтилбензол; 1,2,3-триметилбензол, м-бутилтолуол; п-бутилтолуол; 3,5-диэтилтолуол; о-этилтолуол; п-этилтолуол; м-пропилтолуол; 4-этил-м-ксилол; диметилнафталины; этилнафталин; 2,3-диметилантрацен; 9-этилантрацен; 2-метилантрацен; о-метилантрацен; 9,10-диметилфенантрен; и 3-метилфенантрен. Обладающие большей молекулярной массой алкилароматические соединения также можно использовать в качестве исходных веществ и они включают ароматические органические соединения, такие как полученные алкилированием ароматических органических соединений олефиновыми олигомерами. Такие продукты в данной области техники часто называют алкилатами и они включают гексилбензол, нонилбензол, додецилбензол, пентадецилбензол, гексилтолуол, нонилтолуол, додецилтолуол, пентадецилтолуол и т.п. Очень часто алкилат получают в виде высококипящей фракции, в которой алкильная группа, присоединенная к ароматическому ядру, обладает размером от примерно C6 до примерно С12. Если искомым продуктом является кумол или этилбензол, способ, предлагаемый в настоящем изобретении, дает приемлемо небольшое количество побочных продуктов, таких как ксилолы. Содержание ксилолов, полученных в таких случаях, может составлять менее примерно 500 част./млн.
Продукт риформинга, содержащий смесь бензола, толуола и/или ксилола, является особенно подходящим сырьем для способа алкилирования, предлагаемого в настоящем изобретении.
Алкилирующие реагенты, которые можно использовать в способе, предлагаемом в настоящем изобретении, обычно включают любое алифатическое или ароматическое органическое соединение, содержащее одну или большее количество доступных алкилирующих алифатических групп, способных к реакции с алкилирующимся ароматическим соединением, предпочтительно алкилирующих групп, содержащих от 1 до 5 атомов углерода. Примерами подходящих алкилирующих реагентов являются олефины, такие как этилен, пропилен, бутены и пентены; спирты (включая одноатомные спирты, двухатомные спирты, трехатомные спирты и т.п.), такие как метанол, этанол, пропанолы, бутанолы и пентанолы; альдегиды, такие как формальдегид, ацетальдегид, пропионовый альдегид, масляный альдегид и н-валериановый альдегид; и алкилгалогениды, такие как метилхлорид, этилхлорид, пропилхлориды, бутилхлориды и пентилхлориды и т.п.
Смеси легких олефинов применимы в качестве алкилирующих реагентов в способе алкилирования, предлагаемом в настоящем изобретении. Поэтому смеси этилена, пропилена, бутенов и/или пентенов, которые являются основными компонентами различных потоков продуктов нефтеперерабатывающих предприятий, например, топливного газа, отходящих газов газогенераторных установок, содержащих этилен, пропилен и т.п., отходящих газов крекинга нафты, содержащих легкие олефины, потоки пропан/пропилен предприятий флюид-каталитического крекинга и т.п., применимы в качестве алкилирующих реагентов в настоящем изобретении. Например, типичный поток легких олефинов флюид-каталитического крекинга обладает следующим составом, приведенным ниже в таблице 3А:
Продукты реакции, которые можно получить способом, предлагаемым в настоящем изобретении, включают этилбензол по реакции бензола с этиленом, кумол по реакции бензола с пропиленом, этилтолуол по реакции толуола с этиленом, цимолы по реакции толуола с пропиленом и втор-бутилбензол по реакции бензола и н-бутена. Особенно предпочтительные механизмы способа, предлагаемого в настоящем изобретении, относятся к получению кумола путем алкилирования бензола пропиленом и получению этилбензола путем алкилирования бензола этиленом.
Реагенты в способе, предлагаемом в настоящем изобретении, могут частично или полностью находится в жидкой фазе и могут быть неразбавленными, т.е. намеренно не содержать смеси с другим материалом и не быть им разбавленным, или они могут вводиться во взаимодействие с каталитической композицией с помощью газов-носителей или разбавителей, таких как, например, водород или азот.
Улучшенный способ алкилирования, предлагаемый в настоящем изобретении, можно осуществлять так, что реагенты, т.е. алкилирующееся ароматическое соединение и алкилирующий реагент, вводят во взаимодействие с содержащимся катализатором в подходящей зоне реакции, например, в проточном реакторе, содержащем неподвижный слой каталитической композиции, при эффективных условиях алкилирования. Такие условия включают температуру, равную от примерно 0°С до примерно 500°С, предпочтительно от примерно 10°С до примерно 260°С, давление, равное от примерно 0,2 до примерно 25000 кПа абс., предпочтительно от примерно 100 до примерно 5500 кПа абс., отношение количества молей алкилирующегося ароматического соединения к количеству молей алкилирующего реагента, составляющее от примерно 0,1:1 до примерно 50:1, предпочтительно от примерно 0,5:1 до примерно 10:1, и среднечасовую скорость подачи сырья (ССПС) в пересчете на алкилирующий реагент, равную примерно от 0,1 до 500 ч, предпочтительно от примерно 0,5 до примерно 100 ч.
Если бензол алкилируют этиленом с получением этилбензола, реакцию алкилирования предпочтительно проводят при условиях по меньшей мере частично жидкофазного превращения, это означает, что во время реакции алкилирования по меньшей мере часть бензола находится в жидкой фазе. Подходящие условия включают температуру, равную от примерно 150°С до примерно 300°С, более предпочтительно от примерно 170°С до примерно 260°С; давление, равное примерно до 20400 кПа абс., более предпочтительно от примерно 2000 кПа абс. до примерно 5500 кПа абс.; среднечасовую скорость подачи сырья (ССПС) в пересчете на алкилирующий реагент - этилен, равную от примерно 0,1 до примерно 20 ч, более предпочтительно от примерно 0,5 до примерно 6 ч; отношение количества молей бензола к количеству молей этилена в реакторе алкилирования, составляющее от примерно 0,5:1 до примерно 30:1, более предпочтительно от примерно 1:1 до примерно 10:1.
Если бензол алкилируют пропиленом с получением кумол, реакция также может протекать при условиях по меньшей мере частично жидкофазного превращения, включающих температуру, равную до примерно 250°С, предпочтительно до примерно 150°С, например, от примерно 10°С до примерно 125°С; давление, равное примерно 25000 кПа абс. или менее, например, от примерно 100 до примерно 3000 кПа абс.; среднечасовую скорость подачи сырья (ССПС) в пересчете на алкилирующий реагент - пропилен, равную от примерно 0,1 ч до примерно 250 ч, предпочтительно от примерно 1 ч до примерно 50 ч; и отношение количества молей бензола к количеству молей пропилена в реакторе алкилирования, составляющее от примерно 0,5:1 до примерно 30:1, более предпочтительно от примерно 1:1 до примерно 10:1.
Если бензол алкилируют бутенами, например, н-бутеном, с получением бутилбензола, например, втор-бутилбензола, реакция также может протекать при условиях по меньшей мере частично жидкофазного превращения, включающих температуру, равную до примерно 250°С, предпочтительно до примерно 150°С, например, от примерно 10°С до примерно 125°С; давление, равное примерно 25000 кПа абс. или менее, например, от примерно 100 до примерно 3000 кПа абс.; среднечасовую скорость подачи сырья (ССПС) в пересчете на алкилирующий реагент - бутены, равную от примерно 0,1 ч-1 до примерно 250 ч-1, предпочтительно от примерно 1 ч-1 до примерно 50 ч-1; и отношение количества молей бензола к количеству молей бутенов в реакторе алкилирования, составляющее от примерно 0,5:1 до примерно 30:1, более предпочтительно от примерно 1:1 до примерно 10:1.
Кристаллическая часть катализатора, предназначенного для применения в настоящем изобретении, может включать кристаллическое молекулярное сито, обладающее структурой цеолита бета (описан в патенте U.S. №3308069) или материал группы МСМ-22. Катализатор должен включать кристаллическое молекулярное сито, обычным образом объединенное с оксидным связующим, как это подробно описано ниже в настоящем изобретении, при массовом отношении кристалл/связующее, составляющем от примерно 20/80 до примерно 80/20 или от более примерно 20/80 до примерно 40/60, предпочтительно от примерно 20/80 до примерно 40/60, или еще более предпочтительно от примерно 40/60 до примерно 60/40.
Для некоторых случаев применения катализатора средний размер частиц компонента - кристаллического молекулярного сита может быть равен от примерно 0,05 до примерно 200 мкм, например, от 20 до примерно 200 мкм.
Термин "материал группы МСМ-22" (или "молекулярное сито группы МСМ-22") при использовании в настоящем изобретении включает:
(i) молекулярные сита, образованные из общего кристаллического структурного блока первого порядка "элементарной ячейки обладающей топологией каркаса MWW". Элементарная ячейка представляет собой пространственную группировку атомов, которую укладывают в трехмерном пространстве для описания кристалла, как это указано в публикации "Atlas of Zeolite Framework Types", Fifth edition, 2001, полное содержание которой включено в настоящее изобретение в качестве ссылки;
(ii) молекулярные сита, образованные из общего кристаллического структурного блока второго порядка, 2-мерная укладка таких элементарных ячеек каркасного типа MWW, образующая "монослой толщиной в одну элементарную ячейку", предпочтительно толщиной в одну с-элементарную ячейку;
(iii) молекулярные сита, образованные из общих кристаллических структурных блоков второго порядка, "слои толщиной в одну или большее количество элементарных ячеек", в которых слой толщиной более одной элементарной ячейки образован путем наложения, упаковки или связывания по меньшей мере двух монослоев элементарных ячеек толщиной в одну элементарную ячейку, обладающих топологией каркаса MWW. Наложение таких структурных блоков второго порядка может происходить регулярным образом, нерегулярным образом, случайным образом или в виде их комбинаций; или элементарных ячеек обладающих топологией каркаса MWW.
Группа материалов МСМ-22 отличается тем, что они обладают рентгенограммой, включающей максимумы при межплоскостных расстояниях, равных 12,4±0,25, 3,57±0,07 и 3,42±0,07 ангстрема (прокаленные или свежесинтезированные). Группу материалов МСМ-22 можно охарактеризовать, как обладающие обладают рентгенограммой, включающей максимумы при межплоскостных расстояниях, равных 12,4±0,25, 6,9±0,15, 3,57±0,07 и 3,42±0,07 ангстрема (прокаленные или свежесинтезированные). Рентгенографические данные, использованные для описания молекулярного сита, получены по стандартной методике с использованием дублета К-альфа меди в качестве падающего излучения и дифрактометра, снабженного сцинтилляционным счетчиком и присоединенным компьютером в качестве системы накопления данных. Материалы, относящиеся к группе МСМ-22, включают МСМ-22 (описан в патенте U.S. №4954325), PSH-3 (описан в патенте U.S. №4439409), SSZ-25 (описан в патенте U.S. №4826667), ERB-1 (описан в Европейском патенте №0293032), ITQ-1 (описан в патенте U.S. №6077498), ITQ-2 (описан в международной публикации патента №W097/17290), ITQ-30 (описан в международной публикации патента №W02005118476), МСМ-36 (описан в патенте U.S. №5250277), МСМ-49 (описан в патенте U.S. №5236575), МСМ-56 (описан в патенте U.S. №5362697), и UZM-8 (описан в патенте U.S. №6756030). Полные содержания этих патентов включены в настоящее изобретение в качестве ссылки.
Следует понимать, что молекулярные сита группы МСМ-22, описанные выше, отличаются от обычных крупнопористых цеолитных катализаторов алкилирования, таких как морденит, тем, что материалы МСМ-22 содержат 12-членные кольцевые поверхностные карманы, которые не соединены с 10-членной кольцевой внутренней системой пор молекулярного сита.
Цеолитные материалы, обозначенные, как IZA-SC, обладающие топологией MWW, являются многослойными материалами, которые содержат две системы пор, обусловленные наличием и 10-членных, и 12-членных колец. В публикации "Atlas of Zeolite Framework Types" описаны классы пяти материалов разных названий, как обладающие одинаковой топологией: МСМ-22, ERB-1, ITQ-1, PSH-3 и SSZ-25.
Установлено, что молекулярные сита группы МСМ-22 применимы во множестве методик превращения углеводородов. Примерами молекулярных сит группы МСМ-22 являются МСМ-22, МСМ-49, МСМ-56, ITQ-1, PSH-3, SSZ-25, и ERB-1. Такие молекулярные сита применимы для алкилирования ароматических соединений. Например, в патенте U.S. №6936744 раскрыт способ получения моноалкилированного ароматического соединения, предпочтительно кумола, включающий стадию взаимодействия полиалкилированного ароматического соединения с алкилирующимся ароматическим соединением при условиях по меньшей мере частично жидкофазного превращения и в присутствии катализатора переалкилирования с образованием моноалкилированного ароматического соединения, где катализатор переалкилирования включает смесь по меньшей мере двух разных кристаллических молекулярных сит, где каждое из молекулярных сит выбрано из группы, включающей цеолит бета, цеолит Y, морденит и материал, обладающий рентгенограммой, включающей максимумы при межплоскостных расстояниях, равных 12,4±0,25, 6,9±0,15, 3,57±0,07 и 3,42±0,07 ангстрема.
В частности, молекулярное сито, использующееся в способе алкилирования, предлагаемом в настоящем изобретении, включает кристаллы МСМ-56, полученные способом, в которой смесь для синтеза содержит затравочные кристаллы цеолита, предпочтительно кристаллы МСМ-56. Подходящий способ раскрыт в предварительной заявке U.S. №, выданной 61/535632 Johnson et al, поданной 16 сентября 2011 г., и во всей своей полноте включенной в настоящее изобретение в качестве ссылки. Приготовленные таким образом кристаллы в настоящем изобретении охарактеризованы, как затравочные кристаллы МСМ-56.
Затравочные кристаллы МСМ-56 охарактеризованы рентгенограммой, раскрытой в патентах U.S. №№5362697 и 5827491, каждый патент включен в настоящее изобретение в качестве ссылки.
Рентгенограмма, раскрытая в патентах U.S. №№5362697 и 5827491 представлена ниже в таблице 1 (свежесинтезированный) и в таблице 2 (свежепрокаленный). В таблицах 1 и 2 интенсивности определены относительно максимума при межплоскостном расстоянии, равном 12,4 ангстрема.
Указанные выше рентгенографические данные получали с помощью дифракционной системы aScintag, снабженной германиевым твердофазным детектором, с использованием излучения меди К-альфа. Рентгенографические данные получали путем пошагового сканирования по 0,02 градусов 2-тета, где тета обозначает брегговский угол, и при времени счета по 10 с для каждого шага. Межплоскостные расстояния рассчитывали в ангстремах и относительные интенсивности линий, I/Iо, выраженные в сотых долях от интенсивности самой интенсивной линии относительно фона, получены с использованием программы аппроксимации профиля (или алгоритма с использованием второй производной). Интенсивности не скорректированы на лоренцевские и поляризационные эффекты. Относительные интенсивности указаны с использованием обозначений vs = высокоинтенсивная (60-100), s = сильно интенсивная (40-60), m = средней интенсивности (20-40) и w = низкой интенсивности (0-20). Следует понимать, что рентгенографические данные, приведенные для этого образца, как одиночные линии, могут состоять из множества перекрывающихся линий, которые при некоторых условиях, таких как различия кристаллографических изменений, могут появляться в виде разрешенных или частично разрешенных линий. Обычно кристаллографические изменения могут включать небольшие изменения параметров элементарной ячейки и/или изменения симметрии кристалла без изменения структуры. Эти небольшие эффекты, включая изменения относительных интенсивностей, также могут быть следствием различий содержания катионов, состава каркаса, характера и степени заполнения пор и термической и/или гидротермической предыстории.
Способ получения затравочных кристаллов МСМ-56 включает стадии:
а) приготовление первой реакционной смеси, содержащей источники катиона щелочного или щелочноземельного металла (M), например, катиона натрия или калия, оксида трехвалентного элемента X, например, алюминия, оксида четырехвалентного элемента Y, например, кремния, предпочтительно содержащей по меньшей мере 30 мас.% твердого YO2, и воду, указанная первая реакционная смесь обладает составом, выраженным с помощью молярных отношений оксидов, предпочтительно, выбранным из следующих диапазонов, приведенных ниже в таблице 3В:
указанная первая реакционная смесь дополнительно включает затравочные кристаллы цеолита, предпочтительно затравочные кристаллы МСМ-56в количестве от большего или равного 0,05 мас.%, или от большего или равного 0,10 мас.%, или от большего или равного 0,50 мас.%, или от большего или равного 1,0 мас.% до меньшего или равного 5 мас.%, например от большего или равного 1 до меньшего или равного 3 мас.% в пересчете на массу первой реакционной смеси;
b) добавление направляющего реагента R, например предпочтительно гексаметиленимина (ГМИ), к реакционной смеси, полученной на стадии а), с получением второй реакционной смеси, содержащей указанный направляющий реагент R в молярном отношении, находящемся в следующем диапазоне: R/YO2 = от 0,08 до 0,3, например от 0,1 до 0,2;
c) кристаллизация второй реакционной смеси, полученной на стадии b), при условиях, включающих температуру, равную от примерно 90°С до примерно 175°С, предпочтительно от примерно 90°С до менее 160°С, например от примерно 125°С до примерно 175°С, и в течение менее 90 ч, предпочтительно в течение менее 40 ч, например от примерно 20 до примерно 75 ч, при скорости перемешивания, равной от примерно 40 до примерно 250 об/мин, предпочтительно от примерно 40 до примерно 100 об/мин, с получением смеси, включающей кристаллы указанного материала МСМ-56 и меньшее или равное 10 мас.%, например меньшее или равное до примерно 5 мас.%, количество кристаллов примеси, не являющейся МСМ-56, в пересчете на полную массу указанных кристаллов МСМ-56 в указанной первой реакционной смеси, что определено с помощью рентгенографии, такие как, например, кристаллические материалы группы МСМ-22 (определенные ниже), такие как материал МСМ-49 или феррьерит, кеньяит или их смеси; и
d) выделение и извлечение по меньшей мере части кристаллов указанного материала МСМ-56 из смеси, полученной на стадии с), с получением свежесинтезированного материала МСМ-56, где указанные кристаллы свежесинтезированного материала МСМ-56 характеризуются рентгенограммой, представленной выше в таблице 1.
Вторая реакционная смесь, полученная на стадии b), обладает содержанием твердых веществ, находящимся в диапазоне от не менее 12 мас.%, или не менее 15 мас.%, или не менее 18 мас.%, или не менее 20 мас.%, или не менее 30 мас.%, до менее 40 мас.%, или менее 50 мас.%, или менее 60 мас.% в пересчете на массу второй реакционной смеси. Предпочтительно, если содержание твердых веществ во второй реакционной смеси, полученной на стадии b), составляет менее 30 мас.% в пересчете на массу второй реакционной смеси.
Для обеспечения состава первой реакционной смеси, необходимого для этого улучшенного способа, в способ получения материала МСМ-56 следует внести некоторые селективные критически важные изменения по сравнению с действующей практикой. Например, исключается добавление щелочи NaOH, за исключением ее компонента, например, алюмината натрия. Кроме того, органический направляющий реагент не добавляют к первой реакционной смеси во время ее приготовления, а регулируемое количество органического направляющего реагента, уменьшенное лишь до почти стехиометрических количеств, добавляют к полностью сформированной первой реакционной смеси для получения второй реакционной смеси. Кроме того, затравочные кристаллы цеолита, предпочтительно, затравочные кристаллы цеолита материала группы МСМ-22, более предпочтительно, затравочные кристаллы цеолита МСМ-56, добавляют к первой реакционной смеси в пересчете на ее полную массу, так что содержание затравочных кристаллов составляет от большего или равного 0,05 мас.%, или от большего или равного 0,10 мас.%, или от большего или равного 0,50 мас.%, или от большего или равного 1,0 мас.% до меньшего или равного 5 мас.%, например от большего или равного 1 до меньшего или равного 3 мас.% в пересчете на первую реакционную смесь. Согласно изобретению неожиданно установлено, что добавление затравочных кристаллов МСМ-56 к первой реакционной смеси, необходимое для этого улучшенного способа, не ускоряет образование примесей, которое обычно ожидается при такой методике кристаллизации.
Улучшенный способ, предлагаемый в настоящем изобретении, благоприятно стабилизирует и расширяет диапазон условий кристаллизации на стадии с) способа с исключением образования примеси, например, МСМ-49 материала; уменьшает количество вводимых органических соединений на стадии кристаллизации, с) снижает стоимость, что особенно важно при промышленном изготовлении МСМ-56; и повышает скорость кристаллизации на стадии с), значительно увеличивая производительность. Кроме того, преднамеренное добавление предпочтительных затравочных кристаллов МСМ-56 подавляет обычно ожидаемые эффекты ускорения кристаллизации примесей, обусловленные наличием остаточных частиц в кристаллизаторе. Это особенно важно для промышленного производства. В улучшенном способе введение затравочных кристаллов не ускоряет введение примесей.
В предложенном улучшенном способе источник YO2 должен включать твердый YO2, например, не менее примерно 30 мас.% твердого YO2. Если YO2 представляет собой диоксид кремния, то использование источника диоксида кремния, содержащего не менее примерно 30 мас.% твердого диоксида кремния, например, Ultrasil, в настоящее время известного под названием Sipernat® (осажденный, высушенный распылительной сушкой диоксид кремния, содержащий примерно 90 мас.% диоксида кремния) или HiSil™ (осажденный, высушенный распылительной сушкой диоксид кремния, содержащий примерно 87 мас.% диоксида кремния, примерно 6 мас.% свободной Н2О и примерно 4,5 мас.% связанной гидратной Н2О и обладающий частицами размером, равным примерно 0,02 мкм) благоприятствует образованию кристаллического МСМ-56 из указанной выше второй реакционной смеси при необходимых условиях синтеза. Поэтому предпочтительно, чтобы источник YO2, например, диоксид кремния, содержал не менее примерно 30 мас.% твердого YO2, например, диоксида кремния, и более предпочтительно не менее примерно 40 мас.% твердого YO2, например, диоксида кремния.
Органический направляющий реагент R может быть выбран из группы, включающей циклоалкиламин, азациклоалкан, диазациклоалкан и их комбинации, алкил, содержащий от 5 до 8 атомов углерода. Неограничивающие примеры R включают циклопентиламин, циклогексиламин, циклогептиламин, гексаметиленимин (ГМИ), гептаметиленимин, гомопиперазин и их комбинации.
Следует отметить, что компоненты реакционной смеси могут поступать более, чем из одного источника. Реакционную смесь можно готовить периодически или непрерывно.
Стадию с) кристаллизации второй реакционной смеси в предложенном способе предпочтительно проводят при перемешивании в подходящем реакторе, таком как например, полипропиленовые контейнеры или покрытые тефлоном или изготовленные из нержавеющей стали автоклавы. Однако в объем настоящего изобретения входит проведение кристаллизации в статических условиях.
Подходящими диапазонами условий для кристаллизации в этом способе являются температура, равная от примерно 90°С до примерно 175°С, предпочтительно от примерно 90°С до менее 160°С, например, от примерно 125°С до примерно 175°С, и в течение менее 90 ч, предпочтительно, в течение менее 40 ч, например, от примерно 20 до примерно 75 ч, предпочтительно при скорости перемешивания, равной от примерно 40 до примерно 250 об/мин, более предпочтительно от примерно 40 до примерно 100 об/мин, с образованием готовой смеси, включающей кристаллы высокого качества МСМ-56 материала и меньшее или равное 10 мас.% содержание кристаллов примеси, не представляющей собой МСМ-56, в пересчете на полную массу указанных кристаллов МСМ-56, извлеченных из реакционной смеси, что определено с помощью рентгенографии. Затем кристаллы свежесинтезированного материала МСМ-56 отделяют от полученной жидкой смеси и возвращают на стадию d).
Другой вариант осуществления улучшенного способа включает состаривание второй реакционной смеси, полученной на стадии b), до стадии кристаллизации с) в течение от примерно 0,5 до примерно 48 ч, например, от примерно 0,5 до примерно 24 ч, при температуре, равной от примерно 25 до примерно 75°С. Предпочтительно, если вторую реакционную смесь перемешивают, например, при 50 об/мин, в течение менее 48 ч при температуре окружающей среды.
Катализатор, включающий материал с затравкой МСМ-56, полученный в настоящем изобретении, можно использовать для проведения превращения в химических реакциях и он является особенно подходящим для способа селективного получения искомого моноалкилированного ароматического соединения, включающего стадию взаимодействия алкилирующегося ароматического соединения с алкилирующим реагентом в присутствии катализатора при условиях по меньшей мере частично жидкофазного превращения. Поэтому другим объектом настоящего изобретения является улучшенный катализатор алкилирования, включающий высококачественный МСМ-56 с затравкой, полученный предложенным улучшенным способом, предназначенный для применения в способе селективного получения продукта, включающего моноалкилированный бензол, способ включает стадию реакции бензола с алкилирующим реагентом, таким как этилен или пропилен, при условиях алкилирования в присутствии указанного катализатора алкилирования с получением указанного продукта. При применении катализатора, предлагаемого в настоящем изобретении, в качестве катализатора алкилирования для проведения алкилирования алкилирующегося ароматического соединения, алкилирующий реагент может включать алкилирующую алифатическую группу, содержащую от 1 до 5 атомов углерода. Алкилирующий реагент может представлять собой, например, этилен или пропилен, и в таком случае алкилирующимся ароматическим соединением предпочтительно может являться бензол.
В одном или большем количестве вариантов осуществления способа селективного получения моноалкилированного бензола продукт может дополнительно содержать образующийся диалкилированный бензол и триалкилированный бензол. В таком случае отношение массы триалкилированного бензола к массе диалкилированного бензола находится в диапазоне от 0,02 до 0,16, или от 0,4 до 0,16, или от 0,08 до 0,12.
МСМ-56, полученный в настоящем изобретении, можно использовать в качестве компонента катализатора для проведения превращения углеводорода и он является особенно подходящим для применения в качестве катализатора в способе селективного получения этилбензола или кумола, способ включает стадию взаимодействия бензола с этиленом или пропиленом при подходящих условиях алкилирования, таких как условия по меньшей мере частично жидкофазного превращения.
Катализатор для применение в способе алкилирования, предлагаемом в настоящем изобретении, включает матрицу неорганического оксидного материала или связующее. Такие материалы матрицы или связующего включают синтетические или природные вещества, а также неорганические материалы, такие как глина, диоксид кремния и/или оксиды металлов. Последние могут быть природными или находится в форме желеобразных осадков или гелей включая смеси диоксида кремния и оксидов металлов. Природные глины, которые могут состоять из неорганического оксида, включают глины типа монтмориллонита и каолина, эти типы включают суббентониты и каолины, обычно известные, как глины Dixie, McNamee, Georgia и Florida или другие, в которых основным минеральным компонентом является галлуазит, каолинит, диккит, накрит или аноксит. Такие глины можно использовать в необработанном состоянии после добычи или предварительно подвергнуть прокаливанию, кислотной обработке или химической модификации.
Конкретные применимые материалы матрицы или связующие для катализатора, использующиеся в настоящем изобретении, включают диоксид кремния, оксид алюминия, диоксид циркония, диоксид титана, диоксид кремния-оксид алюминия, диоксид кремния-оксид магния, диоксид кремния-диоксид циркония, диоксид кремния-диоксид тория, диоксид кремния-оксид бериллия, диоксид кремния-диоксид титана, а также тройные композиции, такие как диоксид кремния-оксид алюминия-диоксид тория, диоксид кремния-оксид алюминия-диоксид циркония, диоксид кремния-оксид алюминия-оксид магния и диоксид кремния-оксид магния-диоксид циркония. Матрица может находиться в форме совместного геля. Также можно использовать смесь этих компонентов.
В способе получения этилбензола из бензола и этилена, предлагаемом в настоящем изобретении, относительные содержания затравочных кристаллов МСМ-56 и связующего или матрицы могут меняться и отношение кристалл/связующее, составляет от более примерно 20/80 до примерно 80/20, предпочтительно от примерно 40/60 до примерно 80/20 или даже от примерно 40/60 до 60/40.
В способе, предлагаемом в настоящем изобретении, выходной поток из реактора алкилирования может содержать избыток ароматического сырья, моноалкилированный продукт, полиалкилированные продукты и различные примеси. Ароматическое сырье извлекают с помощью дистилляции и рециркулируют в реактор алкилирования. Обычно для удаления непрореагировавших примесей из контура небольшой поток отбирают из рециклового потока. Остатки от дистилляции можно дополнительно перегнать для отделения моноалкилированного продукта от полиалкилированных продуктов и других тяжелых фракций.
Полиалкилированные продукты, отделенные от выходного потока реактора алкилирования, можно ввести в реакцию с дополнительным ароматическим сырьем в реакторе переалкилирования, отведя от реактора алкилирования, над подходящим катализатором переалкилирования. Катализатор переалкилирования может содержать одно или смесь кристаллических молекулярных сит, обладающих структурой цеолита бета, цеолита Y, морденита или материала группы МСМ-22, обладающего рентгенограммой, включающей максимумы при межплоскостных расстояниях, равных 12,4±0,25, 6,9±0,15, 3,57±0,07 и 3,42±0,07 ангстрема.
Рентгеноструктурные данные, использованные для описания указанных приведенных выше структур катализатора, получены по стандартной методике с использованием дублета К-альфа меди сцинтилляционным счетчиком и присоединенным компьютером в качестве системы накопления данных. Материалы, обладающие указанными выше дифракционными линиями, включают, например, МСМ-22 (описан в патенте U.S. №4954325), PSH-3 (описан в патенте U.S. №4439409), SSZ-25 (описан в патенте U.S. №4826667), ERB-1 (описан в Европейском патенте №0293032), ITQ-1 (описан в патенте U.S. №6077498), ITQ-2 (описан в патенте U.S. №6231751), ITQ-30 (описан в WO 2005-118476), МСМ-36 (описан в патенте U.S. №5250277), МСМ-49 (описан в патенте U.S. №5236575) и МСМ-56 (описан в патенте U.S. №5362697) и МСМ-22 является особенно предпочтительным.
Цеолит бета раскрыт в патенте U.S. №3308069. Цеолит Y и морденит имеются в природе, но их также можно использовать в одной из синтетических форм, таких как сверхстабильный Y (USY), который раскрыт в патенте U.S. №3449070, содержащий включенные путем обмена редкоземельные элементы Y (REY), который раскрыт в патенте U.S. №4415438, и ТЕА-морденит (т.е. синтетический морденит, полученный из реакционной смеси, включающей тетраэтиламмониевый направляющий реагент), который раскрыт в патентах U.S. №№3766093 и 3894104. Однако в случае ТЕА-морденита для применения в катализаторе переалкилирования, конкретные режимы синтеза, описанные в патентах, не приводят к получению содержащего морденит продукта, состоящего преимущественно из крупных кристаллов размером более 1 мкм и обычно около от 5-10 мкм. Согласно изобретению было установлено, что регулирование синтеза, такое что полученный ТЕА-морденит обладает средним размером кристаллов, равным менее 0,5 мкм, дает катализатор переалкилирования, обладающий значительно усиленной активностью, для жидкофазного переалкилирования ароматических соединений.
Мелкокристаллический ТЕА-морденит, желательный для переалкилирования, можно получить путем кристаллизации из смеси для синтеза, обладающей молярным составом, находящимся в диапазонах, приведенных ниже в таблице 3С:
Кристаллизацию мелкокристаллического ТЕА-морденита из этой смеси для синтеза проводят при температуре, равной от 90 до 200°С, в течение от 6 до 180 ч.
ПРИМЕРЫ
Неограничивающие примеры настоящего изобретения, в которые используется улучшенный механизм алкилирования, описаны со ссылкой на приведенные ниже эксперименты. В этих экспериментах реакционную способность катализатора определяли по описанной ниже методике.
Оборудование
Для определения активности и селективности использовали реактор Парра периодического действия объемом 300 мл, снабженный стержнем для перемешивания и неподвижной корзинкой для катализатора. Сосуд для проведения реакции содержал два сменных сосуда для введения бензола и пропилена соответственно.
Предварительная обработка сырья
Бензол
Бензол получали из коммерческого источника. Бензол пропускали через сосуд для предварительной обработки (сосуд Хоука объемом 2 л), содержащий 500 мл молекулярного сита 13Х, 500 мл молекулярного сита 5А, 1000 мл Selexsorb CD, 500 мл 80 мас.% МСМ-49 и 20 мас.% Al2O3. Все предварительно обработанное сырье перед использованием сушили в печи при 260°С в течение 12 ч.
Пропилен
Пропилен получали из коммерческого источника специальных газов и он был качества, подходящего для полимеризации. Пропилен пропускали через сосуд объемом 300 мл, содержащий материалы для предварительной обработки, в следующем порядке:
а. 150 мл молекулярного сита 5А
b. 150 мл Selexsorb CD
Материалы защитного слоя перед использованием сушили в печи при 260°С в течение 12 ч.
Азот
Использовали азот сверхвысокой чистоты, полученный из коммерческого источника специальных газов. Азот пропускали через сосуд объемом 300 мл, содержащий материалы для предварительной обработки, в следующем порядке:
а. 150 мл молекулярного сита 5А
b. 150 мл Selexsorb CD
Материалы защитного слоя перед использованием сушили в печи при 260°С в течение 12 ч.
Приготовление и загрузка катализатора
2 г Образца катализатора сушили в сушильном шкафу на воздухе при 260°С в течение 2 ч. Катализатор извлекали из печи и сразу отвешивали 1 г катализатора. На дно корзинки укладывали кусочки кварца, затем на в корзинку на первый слой кварца укладывали 0,5 или 1,0 г катализатора. Затем сверху катализатор укладывали кусочки кварца. Корзинку, содержащую катализатор и кусочки кварца, помещали в печь при 260°С примерно на 16 ч.
Корзинку, содержащую катализатор и кусочки кварца, извлекали из печи и сразу помещали в реактор и реактор сразу же собирали.
Порядок исследований
Температуру в реакторе устанавливали равной 170°С и продували с помощью 100 станд. см3 (стандартные кубические сантиметры) азота сверхвысокой чистоты в течение 2 ч. После продувки реактора азотом в течение 2 ч температуру в реакторе восстанавливали до 130°С подачу азота прекращали и выходное отверстие реактора закрывали. В сосуд для переноса объемом 300 мл, находящийся в закрытой системе, помещали 156,1 г бензола. Давление в сосуде с бензолом устанавливали равным 2169 кПа абс. (300 фунт-сила/дюйм2 избыточное) с помощью азота сверхвысокой чистоты и бензол переносили в реактор. Скорость перемешивающего устройства устанавливали равной 500 об/мин и в течение 1 ч в реакторе давали установиться равновесию. Затем в сосуд для переноса Хоука объемом 75 мл помещали 28,1 г жидкого пропилена и его соединяли с реактором и затем соединяли с источником азота сверхвысокой чистоты при давлении, равном 2169 кПа абс. (300 фунт-сила/дюйм2 избыточное). После перемешивания бензола в течение 1 ч пропилен переносили из сосуда Хоука в реактор. Источник азота под давлением, равным 2169 кПа абс. (300 фунт-сила/дюйм2 избыточное), оставляли соединенным с сосудом с пропиленом и сосуд оставляли подключенным к реактору в течение всего эксперимента для поддержания постоянного давления при реакции в течение всего исследования. Образцы жидкого продукта отбирали через 30, 60, 90, 120, и 180 мин после добавления пропилена.
В приведенных ниже примерах селективность означает отношение массы извлеченного продукта диизопропилбензола к массе извлеченного продукта изопропилбензола (ДИПБ/ИПБ) после установления степени превращения пропилена, равной 99+%. Во всех примерах активность определяют путем расчета константы скорости второго порядка для реактора периодического действия по математическим методикам, известным специалистам в данной области техники.
Пример 1
16 Частей воды и 1 часть 45% раствора алюмината натрия (22% Al2O3, 19,5% Na2O) помещали в автоклав-реактор. Раствор перемешивали при 60 об/мин в течение от 1 до 24 ч при температуре окружающей среды. Затем добавляли 3,14 части 8Юз (модифицированный Ultrasil-VN3PM, в настоящее время называющийся, как Sipernat 320C и получаемый у фирмы Evoniks, ранее Degussa) и 0,02 части затравки МСМ-56 (сухой осадок) с получением первой реакционной смеси. Реактор герметизировали и проверяли давление. Затем 0,53 части гексаметиленимина (ГМИ в качестве 100% органических веществ) помещали в реактор с получением второй реакционной смеси. Вторую реакционную смесь перемешивали при 50 об/мин в течение менее 48 ч при температуре окружающей среды. Реактор затем нагревали при 151°С при 50 об/мин и содержимому давали кристаллизоваться в течение 28 ч и получали готовую смесь. Полученная смесь содержала МСМ-56 и менее 10 мас.% примеси, о чем свидетельствовали данные рентгенографии. Реактор охлаждали до 127°С и органические соединения удаляли с помощью азеотропа ГМИ/вода, т.е. сбрасывали в сосуд для сбора. Удаленный растворитель ("конденсат") собирали вместе с дополнительные свежим ГМИ для рециркуляции для последующих партий. Реактор охлаждали и продукт извлекали. Степень кристаллизации подтверждали данными по площади поверхности БЭТ (определенной по изотерме Брунауэра-Эметта-Теллера). Составы композиций и результаты для этого примера 1 приведены ниже в таблицах 4 и 5.
Пример 1.1
16 Частей воды, 1 часть 45% раствора алюмината натрия (22% Аl2О3, 19,5% Na20), 3,13 части SiO2 (Sipernat 320C), 0,02 части затравки МСМ-56 и 0,53 части гексаметиленимина (ГМИ в качестве 100% органических веществ) помещали в автоклав-реактор. Реактор герметизировали и проверяли давление. Полученный раствор перемешивали при 250 об/мин в течение менее 48 ч при температуре окружающей среды. Затем автоклав нагревали при 151°С при 250 об/мин и содержимому давали взаимодействовать в течение 72 ч. В это время с помощью рентгенографии подтверждали, что продукт являлся аморфным. Реактор охлаждали до 127°С и органические соединения удаляли с помощью азеотропа ГМИ/вода, т.е. сбрасывали в сосуд для сбора. Реактор охлаждали и продукт извлекали. Отсутствие кристаллизации подтверждали данными по площади поверхности БЭТ. Составы композиций и результаты для этого примера 1.1 приведены ниже в таблицах 4 и 5.
Пример 1.2
16 Частей воды, 1 часть 45% раствора алюмината натрия (22% Аl2О3, 19,5% Na2O), 3,14 части SiO2 (Sipernat 320C) и 0,02 части затравки МСМ-56 (сухой осадок) помещали в автоклав-реактор с получением первой реакционной смеси и затем 0,53 части гексаметиленимина (ГМИ в качестве 100% органических веществ) помещали в реактор с получением второй реакционной смеси. Реактор герметизировали и проверяли давление. Вторую реакционную смесь перемешивали при 250 об/мин в течение менее 48 ч при температуре окружающей среды. Реактор нагревали при 151°С при 250 об/мин и содержимому давали кристаллизоваться в течение 72 ч и получали готовую смесь. Полученная смесь содержала МСМ-56 и менее 10 мас.% примеси, о чем свидетельствовали данные рентгенографии. Реактор охлаждали до 127°С и органические соединения удаляли с помощью азеотропа ГМИ/вода, т.е. сбрасывали в сосуд для сбора. Реактор охлаждали и продукт извлекали. Для некоторых кристаллов степень кристаллизации подтверждали данными по площади поверхности БЭТ. Составы композиций и результаты для этого примера 1.2 приведены ниже в таблицах 4 и 5.
Пример 2
16 Частей воды и 1 часть 45% раствора алюмината натрия (22% Al2O3, 19,5% Na2O), помещали в автоклав-реактор. Раствор перемешивали при 60 об/мин в течение от 1 до 24 ч при температуре окружающей среды. Затем добавляли 3,14 части SiO2 (Sipernat 320C) и 0,02 части затравки МСМ-56 (сухой осадок) с получением первой реакционной смеси. Реактор герметизировали и проверяли давление. Затем 0,53 части гексаметиленимина (ГМИ в качестве 100% органических веществ) помещали в реактор с получением второй реакционной смеси. Вторую реакционную смесь перемешивали при 50 об/мин в течение менее 48 ч при температуре окружающей среды. Реактор герметизировали, нагревали при 141,5°С при 50 об/мин и содержимому давали кристаллизоваться в течение 36 ч и получали готовую смесь. Полученная смесь содержала МСМ-56 и менее 10 мас.% примеси, о чем свидетельствовали данные рентгенографии. Реактор охлаждали до 127°С и органические соединения удаляли с помощью азеотропа ГМИ/вода, т.е. сбрасывали в сосуд для сбора. Удаленный растворитель ("конденсат") собирали вместе с дополнительные свежим ГМИ для рециркуляции для последующих партий. Реактор охлаждали и продукт извлекали. Степень кристаллизации подтверждали данными по площади поверхности БЭТ. Составы композиций и результаты для этого примера 2 приведены ниже в таблицах 4 и 5.
Пример 3
В реакторе-автоклаве примерно к 0,02 части затравки МСМ-56 в свежесинтезированном состоянии, оставшемся в реакторе после предыдущей кристаллизации МСМ-56, добавляли 0,72 части воды и 1 часть 5% USALCO, раствор алюмината натрия (свежеприготовленный раствор, разбавленный дополнительным количеством воды от исходного состава, 22% Аl2О3 и 19,5% Na2O, до 2,9% Al2O3 и 1,8% Na2O). Раствор перемешивали при 60 об/мин в течение от 1 до 24 ч при температуре окружающей среды. Затем 0,31 части SiO2 (Sipernat 320C) добавляли с получением первой реакционной смеси. Реактор герметизировали и проверяли давление. Затем 0,053 части гексаметиленимина (ГМИ в качестве 100% органических веществ) помещали в реактор с получением второй реакционной смеси. Вторую реакционную смесь перемешивали при 60 об/мин в течение менее 48 ч при температуре окружающей среды. Реактор герметизировали, нагревали при 148,5°С при 60 об/мин и содержимому давали кристаллизоваться в течение 36 ч и получали готовую смесь. Полученная смесь содержала МСМ-56 и менее 10 мас.% примеси, о чем свидетельствовали данные рентгенографии. Реактор охлаждали до 127°С и органические соединения удаляли с помощью азеотропа ГМИ/вода, т.е. сбрасывали в сосуд для сбора. Удаленный растворитель ("конденсат") собирали вместе с дополнительные свежим ГМИ для рециркуляции для последующих партий. Реактор охлаждали и продукт извлекали. Степень кристаллизации подтверждали данными по площади поверхности БЭТ. Составы композиций и результаты для этого примера 3 приведены ниже в таблицах 4 и 5.
Пример 3.1
В реакторе-автоклаве к 0,702 частям воды добавляли 1 часть 5% алюмината натрия, получаемого из USALCO (свежеприготовленный раствор, разбавленный дополнительным количеством воды от исходного состава, 22% Аl2О3 и 19,5% Na2O, до 2,9% Аl2О3 и 1,8% Na2O). Раствор перемешивали при 60 об/мин в течение от 1 до 24 ч при температуре окружающей среды. Затем добавляли 0,31 части SiO2 (Sipernat 320C) с получением первой реакционной смеси, но без затравочных кристаллов. Реактор герметизировали и проверяли давление. Затем 0,053 части гексаметиленимина (ГМИ в качестве 100% органических веществ) помещали в реактор с получением второй реакционной смеси. Вторую реакционную смесь перемешивали при 60 об/мин в течение менее 48 ч при температуре окружающей среды. Реактор герметизировали, нагревали при 148,5°С при 60 об/мин и содержимому давали кристаллизоваться в течение 61 ч. Наличие МСМ-56 подтверждали с помощью рентгенографии. Реактор охлаждали до 127°С и органические соединения удаляли с помощью азеотропа ГМИ/вода, т.е. сбрасывали в сосуд для сбора. Удаленный растворитель ("конденсат") собирали вместе с дополнительные свежим ГМИ для рециркуляции для последующих партий. Реактор охлаждали и продукт извлекали. Степень кристаллизации подтверждали данными по площади поверхности БЭТ. Составы композиций и результаты для этого примера 3.1 приведены ниже в таблицах 4 и 5.
Пример 4
В реакторе-автоклаве примерно к 0,02 частям затравки МСМ-56 в свежесинтезированном состоянии, оставшемся в реакторе после предыдущей кристаллизации МСМ-56, добавляли 0,72 части воды и 1 часть 5% USALCO (свежеприготовленный раствор, разбавленный дополнительным количеством воды от исходного состава, 22% Al2O3 и 19,5% Na2O, до 2,9% Аl2О3 и 1,8% Na2O). Раствор перемешивали при 60 об/мин в течение от 1 до 24 ч при температуре окружающей среды. Затем добавляли 0,32 части SiO2 (Sipernat 320С) с получением первой реакционной смеси. Реактор герметизировали и проверяли давление. Затем 0,17 части гексаметиленимина (ГМИ в качестве 100% органических веществ) помещали в реактор с получением второй реакционной смеси. Вторую реакционную смесь перемешивали при 60 об/мин в течение менее 48 ч при температуре окружающей среды. Реактор герметизировали, нагревали при 141,5°С при 60 об/мин и содержимому давали кристаллизоваться в течение 33 ч, и затем кристаллизацию останавливали, поскольку полученная смесь не переходила к полной кристаллизации. Реактор охлаждали до 127°С и органические соединения удаляли с помощью азеотропа ГМИ/вода, т.е. сбрасывали в сосуд для сбора. Реактор охлаждали и продукт извлекали. Отсутствие кристаллизации подтверждали данными по площади поверхности БЭТ. Составы композиций и результаты для этого примера 4 приведены ниже в таблицах 4 и 5.
Пример 4.1
Одну часть 5% USALCO (свежеприготовленный раствор, разбавленный дополнительным количеством воды от исходного состава, 22% Аl2O3 и 19,5% Na2O, до 2,9% Аl2O3 и 1,8% Na2O) и 0,72 части воды помещали в автоклав-реактор. Затем добавляли 0,32 части SiO2 (Sipernat 320C). Реактор герметизировали и проверяли давление. Раствор перемешивали при 60 об/мин в течение от 1 до 24 ч при температуре окружающей среды. Затем 0,17 части гексаметиленимина (ГМИ в качестве 100% органических веществ) помещали в реактор с получением второй реакционной смеси. Вторую реакционную смесь перемешивали при 60 об/мин в течение менее 48 ч при температуре окружающей среды. Реактор герметизировали, нагревали при 141,5°С при 60 об/мин и содержимому давали кристаллизоваться в течение 69 ч. В этот момент кристаллизацию МСМ-56 подтверждали с помощью рентгенографии, реактор охлаждали до 127°С и органические соединения удаляли с помощью азеотропа ГМИ/вода, т.е. сбрасывали в сосуд для сбора. Реактор охлаждали и продукт извлекали. Степень кристаллизации подтверждали данными по площади поверхности БЭТ. Составы композиций и результаты для этого примера 4.1 приведены ниже в таблицах 4 и 5.
Пример 5
16 Частей воды и 1 часть 45% раствора алюмината натрия (22% Al2O3, 19,5% Na2O), помещали в автоклав-реактор. Раствор перемешивали при скорости от 60 до 250 об/мин в течение от 1 до 24 ч при температуре окружающей среды. Затем в реактор добавляли 3,43 части SiO2 (Sipernat 320C). Реактор герметизировали и проверяли давление. Затем 0,53 части гексаметиленимина (ГМИ в качестве 100% органических веществ) помещали в реактор с получением второй реакционной смеси. Вторую реакционную смесь перемешивали при 60 об/мин в течение менее 48 ч при температуре окружающей среды. Реактор герметизировали, нагревали при 148,5°С при 60 об/мин и содержимому давали кристаллизоваться в течение 56 ч. В этот момент кристаллизацию МСМ-56 подтверждали с помощью рентгенографии, реактор охлаждали до 127°С и органические соединения удаляли с помощью азеотропа ГМИ/вода, т.е. сбрасывали в сосуд для сбора. Реактор охлаждали и продукт извлекали. Степень кристаллизации подтверждали данными по площади поверхности БЭТ. Составы композиций и результаты для этого примера 5 приведены ниже в таблицах 4 и 5.
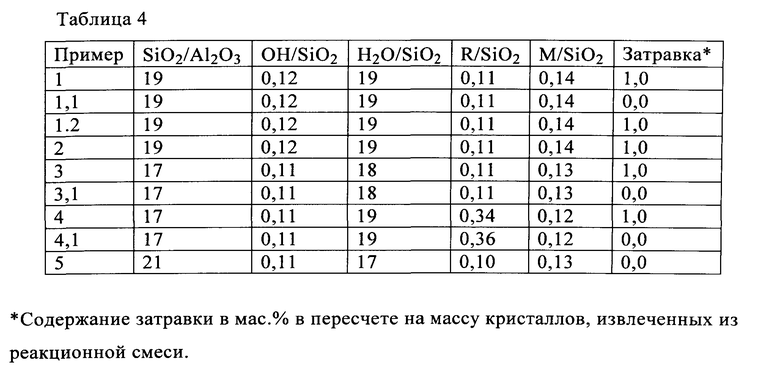
В примере 1.1 обнаружено, что первая реакционная смесь без необходимых для образования второй реакционной смеси затравочных кристаллов МСМ-56 даже при более значительном отклонении от режима и такой же температуре не кристаллизовалась за время, в 2,5 превышающее время кристаллизации в примере 1. В примере 1.2 показано, что повторение примера 1.1 с использованием первой реакционной смеси, включающей затравку, дает кристаллический МСМ-56. В примере 3 показано, что порядок добавления затравки для первой реакционной смеси не оказывает вредного влияния на результат и что затравка МСМ-56 может быть свежесинтезированной. В примере 3.1 в сравнении с примером 3 показано, что без образования первой реакционной смеси, необходимой для предложенного способа, кристаллизация протекает значительно медленнее. В примере 4.1 в сравнении с примером 4 показано, что без образования первой или второй реакционной смеси, необходимой для предложенного способа, кристаллизация протекает значительно медленнее.
Пример 6
Для приготовления катализатора, включающего "содержащего введенную ex situ затравку" МСМ-56, полученное способом, предлагаемым в настоящем изобретении, 60 частей МСМ-56 продукта, взятого из примера 1 (100% в пересчете на твердое вещество), объединяли с 40 частями UOP Versal 300™ оксида алюминия в форме псевдобоемита (100% в пересчете на твердое вещество). Объединенный сухой порошок помещали в лабораторную машину для размола Lancaster Muller и перемешивали в течение 30 мин. Во время смешивания добавляли воду для получения экструдируемой пасты. Экструдируемую пасту формовали в экструдат четырехлепестковой формы размером 1/20 дюйма с помощью лабораторного экструдера Bonnot 2 дюйма. Экструдат сушили в печи в течение ночи при 121°С. Высушенный экструдат со скоростью 2,4°С/мин нагревали до 538°С и выдерживали в течение 3 ч в потоке азота. Затем экструдат охлаждали до температуры окружающей среды и увлажняли насыщенным воздухом в течение ночи. Увлажненный экструдат подвергали обмену с 5 мл 1 н. нитрата аммония на 1 г катализатора в течение 1 ч. Обмен с нитратом аммония повторяли со свежим нитратом аммония. Затем подвергнутый обмену с нитратом аммония экструдат промывали с помощью 5 объемов деионизированной вода на 1 объем экструдата для удаления остаточного нитрата. Промытый экструдат сушили в течение ночи в печи при 121°С. Затем экструдат прокаливали в смеси азот/воздух при следующих условиях. Экструдат нагревали от температуры окружающей среды до 426°С в смеси 1% О2/99% N2 при скорости нагревания, равной 28°С/ч, и выдерживали при 426°С в течение 3 ч. Затем температуру повышали до 482°С со скоростью, равной 28°С/ч, и выдерживали при 482°С в течение еще 3 ч. При 482°С содержание О2 ступенчато повышали до 7,6% О2. Экструдат выдерживали при 482°С в потоке 7,6% О2/92,4% N2 в течение еще 3 ч. Затем температуру повышали до 534°С со скоростью, равной 28°С/ч. Содержание О2 постепенно повышали до 12,6% О2 и экструдат выдерживали при 534°С в 12,6% О2 в течение 12 ч. Затем экструдат охлаждали до комнатной температуры.
Катализатор, включающий МСМ-56, полученный в этом примере 6, характеризовали путем измерения площади поверхности БЭТ, концентрации натрия, определенной с помощью индуктивно вязанной плазмы (ICP) по общеизвестной методике. Альфа-активность (крекинг гексана) определяли, как это описано в патенте U.S. №3354078.
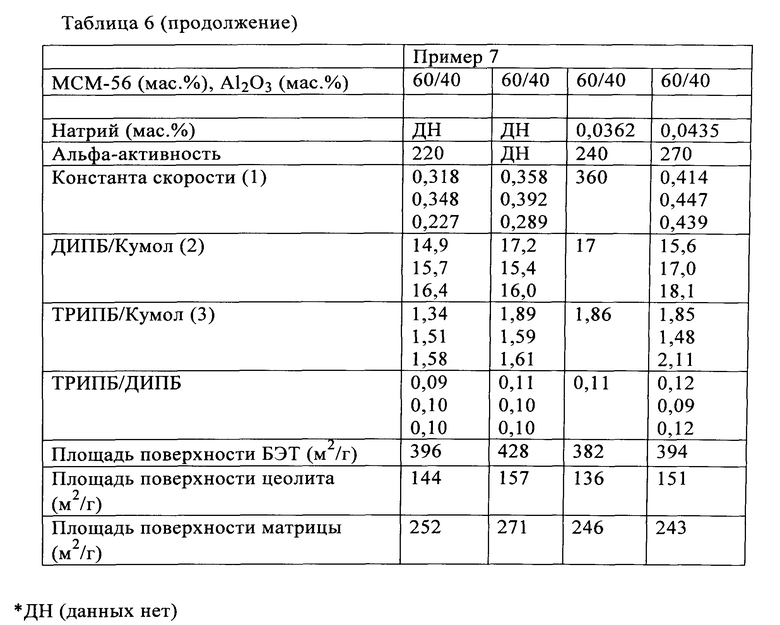
Примеры 7, 8, 9 и 10
Три дополнительных катализатора готовили, как в примере 6, с тем отличием, что один содержал 60 мас.% МСМ-56 и 40 мас.% оксида алюминия (пример 7), другой содержал 80 мас.% МСМ-56 и 20 мас.% оксида алюминия (пример 8) и другой содержал 20 мас.% МСМ-56 и 80 мас.% оксида алюминия (пример 9), и другой содержал 65 мас.% МСМ-56 и 35 мас.% оксида алюминия (пример 10). Катализаторы, включающие МСМ-56, приготовленные в этих примерах, характеризовали путем измерения площади поверхности БЭТ, концентрации натрия, определенной с помощью ICP, и Альфа-теста активности (крекинг гексана), которые общеизвестны в патентной литературе.
Пример 11
Аналогичным образом катализатор, содержащий 60 мас.% МСМ-56, 40 мас.% оксида алюминия готовили в соответствии с примером 6 с использованием "содержащих введенную in situ затравку" МСМ-56 кристаллов, полученных в соответствии с примером 3.
Пример 12
Аналогичным образом катализатор, содержащий 100 мас.% МСМ-56, О мас.% оксида алюминия катализатора готовили в соответствии с примером 6 с использованием "не содержащих затравку" МСМ-56 кристаллов, полученных в соответствии с примером 5.
Пример 13
Аналогичным образом катализатор, содержащий 80 мас.% МСМ-56, 20 мас.% оксида алюминия катализатора готовили в соответствии с примером 6 с использованием "не содержащих затравку" МСМ-56 кристаллов, полученных в соответствии с примером 5.
Пример 14
Аналогичным образом катализатор, содержащий 80 мас.% МСМ-56, 20 мас.% оксида алюминия катализатора готовили в соответствии с примером 6 с использованием "не содержащих затравку" МСМ-56 кристаллов, полученных в соответствии с примером 5. В методике приготовления для содействия экструзии использовали 0,05 мас.% поливинилового спирта.
Пример 15
Для дополнительного исследования катализаторов примеров 6-14, 0,5 г экструдата катализатора загружали в корзинку из проволочной сетки вместе с 12 г кусочков кварца. Корзинку и содержимое сушили в течение ночи (-16 ч) в печи при 260°С. Затем корзинку помещали в автоклав Парра объемом 300 мл. Автоклав герметизировали и очищали от воздуха путем продувки потоком азотом. Автоклав нагревали при 170°С и продували с помощью 100 станд. см3 азота в течение 2 ч. Перемешивающее устройство автоклава устанавливали на 500 об/мин. Затем в автоклав переносили 156,1 г бензола и температуру устанавливали равной 130°С при скорости перемешивания, равной 500 об/мин, и перемешивали в течение 1 ч. Через 1 ч 28,1 г пропилена переносили в автоклав с помощью сосуда для переноса Хоука объемом 75 мл. В автоклаве с помощью подушки азота поддерживали постоянное гидростатическое давление. Образцы жидкого продукта отбирали через 30, 60, 90, 120 и 180 мин. Жидкие образцы анализировали с помощью прибора для ГХ (газовая хроматография) Agilent 5890 GC. Данные ГХ аппроксимировали GC с помощью кинетической модели второго порядка. Рассчитывали константу скорости второго порядка для превращения бензола и пропилена, а также отношение количества диизопропилбензола (ДИПБ) к количеству кумола и количества триизопропилбензола (ТРИПБ) к количеству кумола после реакции в течение 3 ч.
В таблице 6 и на фиг. 1, 2, 3 и 4 представлены физически и каталитические характеристики "содержащих введенную ex situ затравку" МСМ-56 каталитических композиций (примеры 6-10), "содержащих введенную in situ затравку" МСМ-56 каталитических композиций (пример 11) и "не содержащих затравку" МСМ-56 каталитических композиций (примеры 12-14).
На фиг. 1 показано, что отношение ДИПБ/ИПБ обычно уменьшается при уменьшении содержания МСМ-56 в экструдате от 100% до 20%. На фиг. 2 ясно показано, что содержание тяжелых компонентов (ТРИПБ-ИПБ), для которых необходима дополнительная и трудоемкая реакция переалкилирования (при промышленном производстве) обратно в кумол, уменьшается, когда содержание МСМ-56 составляет менее 80 мас.% и предпочтительно менее 65 мас.%, и наиболее предпочтительно менее 60 мас.%. На фиг. 3 показано, что константу скорости второго порядка k2 для алкилирования пропилена бензолом можно поддерживать большей или равной 0,20 даже если содержание цеолита уменьшается от 100% до 20%. На фиг. 4 показано, что отношение ДИПБ/ТРИПБ-ИПБ является относительно постоянным в диапазоне содержаний МСМ-56, составляющем от 20 до 100 мас.%. Все приведенные на чертежах данные для "содержащего введенную ex situ затравку" МСМ-56 представлены в таблицах.
Пример 16
МСМ-56 цеолиты готовили по методике синтеза цеолитов с использованием затравки, как это описано выше в примере 1. МСМ-49 цеолит также готовили с использованием затравки и превращали в катализатор, как описано в примере 8. Катализаторы, включающие МСМ-56, превращали в катализаторы, как описано в примерах 16-19. Затем эти готовые катализаторы помещали в аппарат для исследования с целью определения их селективности по отношению к образованию побочных продуктов диэтилбензолов (ДЭБ) (селективность определяли как отношение суммы содержаний диэтилбензолов к содержанию этилбензола (ЭБ)). Аппарат для исследования включал систему подачи для введения бензола (Б) и этилена (Э); зону смешивания для обеспечения надлежащего растворения этилена в бензоле; реактор, включающий трубы из нержавеющей стали ½ дюйма; нагревательный элемент, способный поддерживать линейный профиль температуры +/- 4°С; встроенный клапан отбора проб для автоматического отбора проб; и ГХ, содержаний ПИД (пламенный ионизационный детектор) для определения относительных количеств углеводородов, содержащихся в выходном потоке. Примерно 1 г катализатора помещали в реактор вместе с мелкозернистым карбидом кремния в качестве разбавителя для обеспечения хорошего распределения потока. Реактор также содержал внутреннюю термопару 1/16 дюйма для определения профиля внутренней температуры (5 положений). При исследовании температуру и давление устанавливали номинально равными 180°С на выходе из слоя реактора и примерно 500 фунт-сила/дюйм2 избыточное на выходе из слоя реактора. Отношение количества молей бензола к количеству молей этилена (Б:Э) устанавливали номинально равным 19. Полный поток устанавливали таким, чтобы обеспечить степень превращения, составляющую менее 100%. Исследовали 5 разных катализаторов и результаты приведены для примеров 16.1-16.5. Степень превращения является мерой превращения этилена (количество превращенного этилена деленное на количество введенного этилена).
Пример 16.1
В сравнительном примере 80 мас.% МСМ-49, 20 мас.% связующего материала - оксида алюминия исследовали в диапазоне степеней превращения. Селективность приведена на фиг. 5 и в таблице 7.
Пример 16.2
40 мас.% МСМ-56 с затравкой, 60 мас.% связующего материала - оксида алюминия исследовали в диапазоне степеней превращения. Селективность приведена на фиг. 5 и в таблице 7.
Пример 16.3
60 мас.% МСМ-56 с затравкой, 40 мас.% связующего материала - оксида алюминия исследовали в диапазоне степеней превращения. Селективность приведена на фиг. 5 и в таблице 7.
Пример 16.4
80 мас.% МСМ-56 с затравкой, 20 мас.% связующего материала - оксида алюминия исследовали в диапазоне степеней превращения. Селективность приведена на фиг. 5 и в таблице 7.
Пример 16.5
20 мас.% МСМ-56 с затравкой, 80 мас.% связующего материала - оксида алюминия исследовали в диапазоне степеней превращения. Селективность приведена на фиг. 5 и в таблице 7.
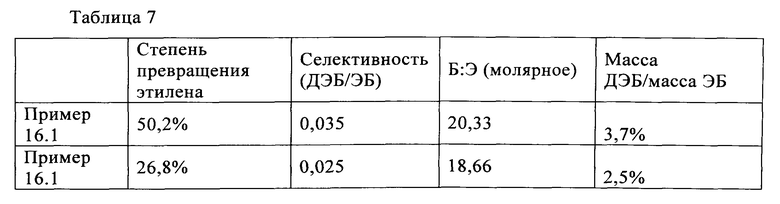
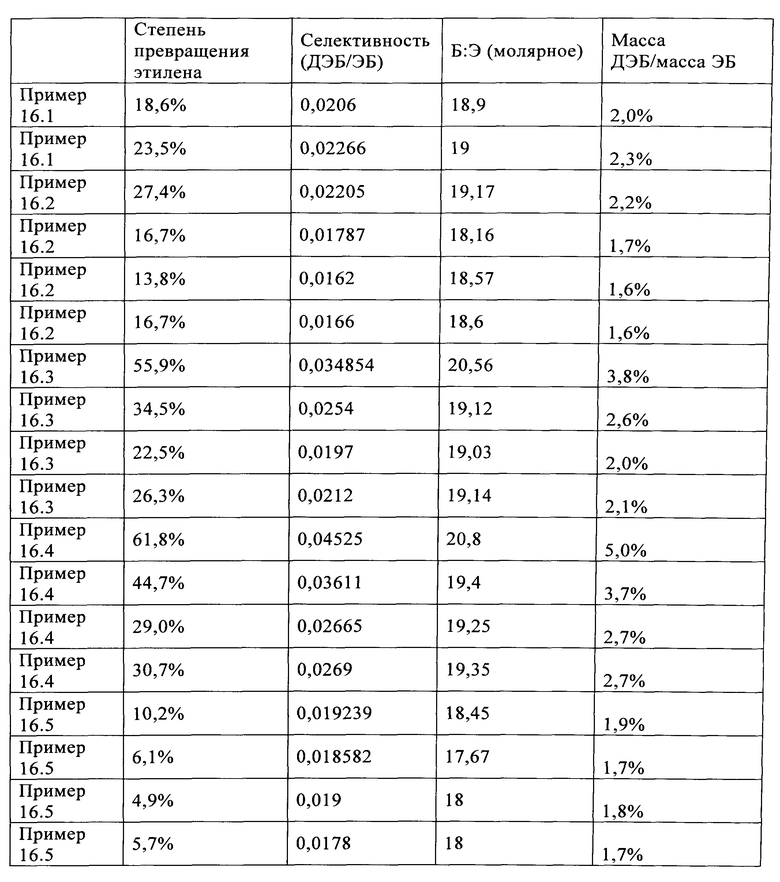
В таблице 7 представлены селективности для каждого примера катализатора при разных степенях превращения. Селективность определяется, как отношение суммы количеств продуктов ДЭБ к количеству продукта ЭБ. Для обеспечения сопоставимости данных ее также регулируют с помощью обратно пропорционального ей отношения Б:Э.
На фиг. 5 приведена зависимость селективности по отношению к этилбензолу для каждого примера от степени превращения этилена. На основании этой зависимости можно сделать несколько важных заключений:
- МСМ-56 с затравкой обеспечивает очень высокую степень превращения по сравнению с МСМ-49.
- При уменьшении содержания цеолита активность немного снижается, но при этом проявляется преимущество меньшей селективности по отношению к побочным продуктам ДЭБ. Использование этого катализатора уменьшает расход ресурсов, поскольку при меньшей концентрации ДЭБ требуется меньше дистилляции.
- Преимущество меньшего содержания цеолита ограничивается массовым отношением кристалл/связующее, находящимся в диапазоне от менее 80/20 до более 20/80, поскольку при значении, составляющем 20/80 или менее, степень превращения слишком мала для промышленного применения (<10% по сравнению с >10% для остальных катализаторов).
Все патенты, заявки на патенты, методики испытаний, приоритетные документы, публикации, руководства и другие документы, цитированные в настоящем изобретении, полностью включены в настоящее изобретение в качестве ссылки в той степени, в которой такое раскрытие не противоречит настоящему изобретению, и для всех случаев, для которых разрешено такое включение.
Если в настоящем изобретении указаны верхние предельные числовые значения и нижние предельные числовые значения, то включены диапазоны от любого нижнего предельного значения до любого верхнего предельного значения.
Хотя иллюстративные варианты осуществления тщательно описаны, следует понимать, что очевидны разные другие модификации и специалисты в данной области техники легко могут их осуществить без отклонения от сущности и объема настоящего изобретения. В соответствии с этим предполагается, что объем прилагаемой формулы изобретения не ограничивается примерами и описаниями, приведенными в настоящем изобретении, а формула изобретения составлена так, что включает все отличительные признаки патентоспособной новизны, соответствующие настоящему изобретению, включая все отличительные признаки, которые должны рассматривать, как их эквиваленты, специалисты в области техники, к которой относится настоящее изобретение.
| название | год | авторы | номер документа |
|---|---|---|---|
| УЛУЧШЕННЫЙ СПОСОБ АЛКИЛИРОВАНИЯ | 2011 |
|
RU2563461C2 |
| СПОСОБ ТРАНСАЛКИЛИРОВАНИЯ И ПРИМЕНЯЮЩАЯСЯ В НЕМ КАТАЛИТИЧЕСКАЯ КОМПОЗИЦИЯ | 2017 |
|
RU2753341C2 |
| КАТАЛИТИЧЕСКИЕ КОМПОЗИЦИИ И ИХ ПРИМЕНЕНИЕ В СПОСОБАХ АЛКИЛИРОВАНИЯ АРОМАТИЧЕСКИХ СОЕДИНЕНИЙ | 2018 |
|
RU2763741C2 |
| СПОСОБЫ УДАЛЕНИЯ ПРИМЕСЕЙ ИЗ ПОТОКА УГЛЕВОДОРОДОВ И ИХ ПРИМЕНЕНИЕ В СПОСОБАХ АЛКИЛИРОВАНИЯ АРОМАТИЧЕСКИХ СОЕДИНЕНИЙ | 2018 |
|
RU2762825C2 |
| КАТАЛИТИЧЕСКИЕ КОМПОЗИЦИИ И ИХ ПРИМЕНЕНИЕ В СПОСОБАХ АЛКИЛИРОВАНИЯ АРОМАТИЧЕСКИХ СОЕДИНЕНИЙ | 2018 |
|
RU2769447C2 |
| УЛУЧШЕННЫЙ СПОСОБ АЛКИЛИРОВАНИЯ | 2011 |
|
RU2577317C2 |
| СПОСОБ ПОЛУЧЕНИЯ АЛКИЛАРОМАТИЧЕСКИХ СОЕДИНЕНИЙ С ИСПОЛЬЗОВАНИЕМ ЕММ-12 | 2009 |
|
RU2509722C2 |
| УЛУЧШЕННЫЙ СПОСОБ АЛКИЛИРОВАНИЯ | 2011 |
|
RU2583439C2 |
| СПОСОБ ПОЛУЧЕНИЯ АЛКИЛАРОМАТИЧЕСКИХ СОЕДИНЕНИЙ С ИСПОЛЬЗОВАНИЕМ EMM-13 | 2009 |
|
RU2509054C2 |
| ПОЛУЧЕНИЕ АЛКИЛИРОВАННЫХ АРОМАТИЧЕСКИХ СОЕДИНЕНИЙ | 2010 |
|
RU2528825C2 |
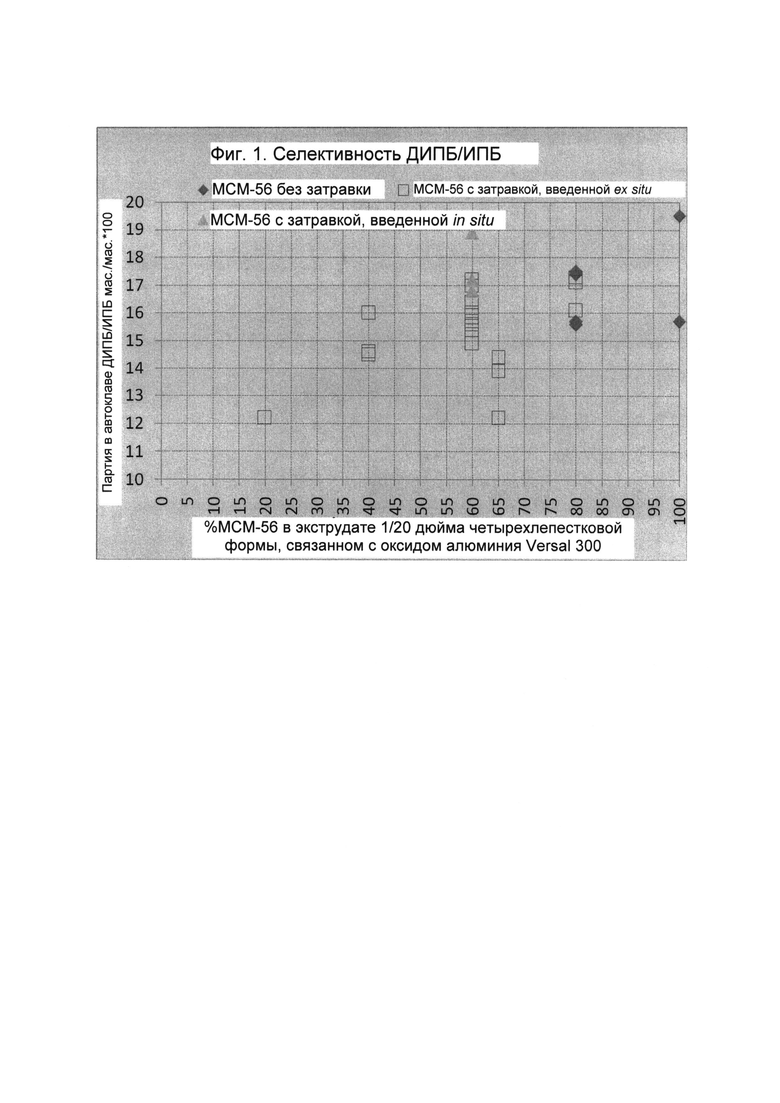
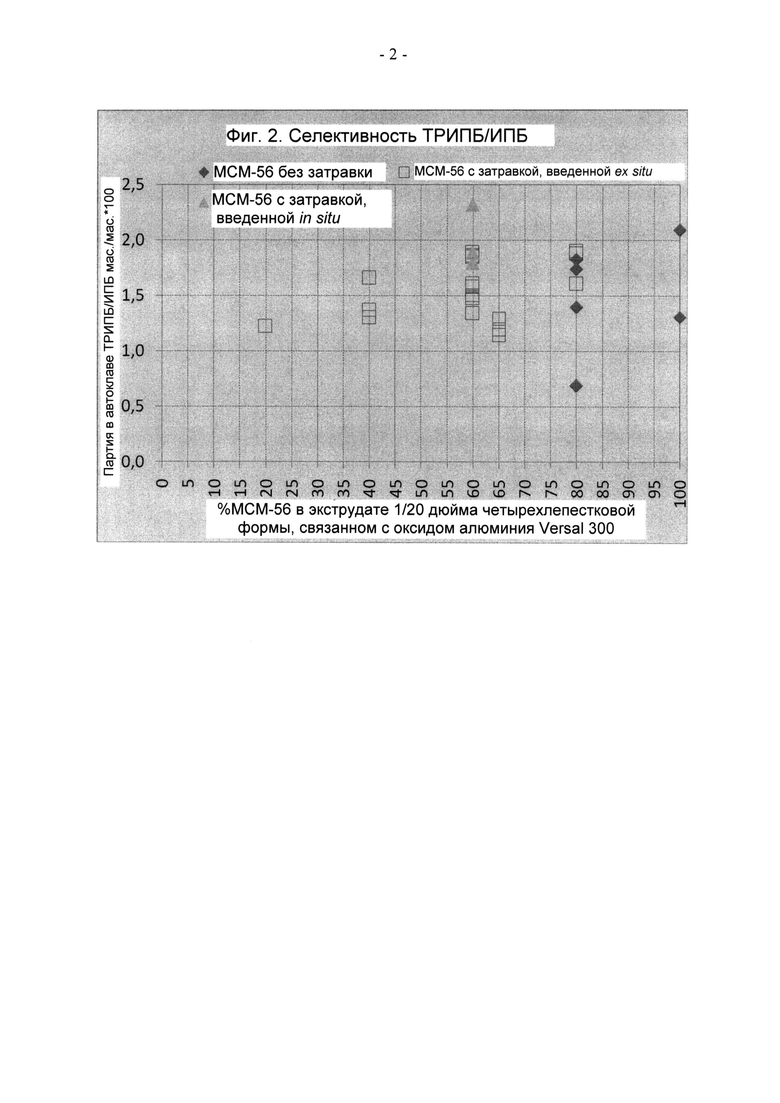
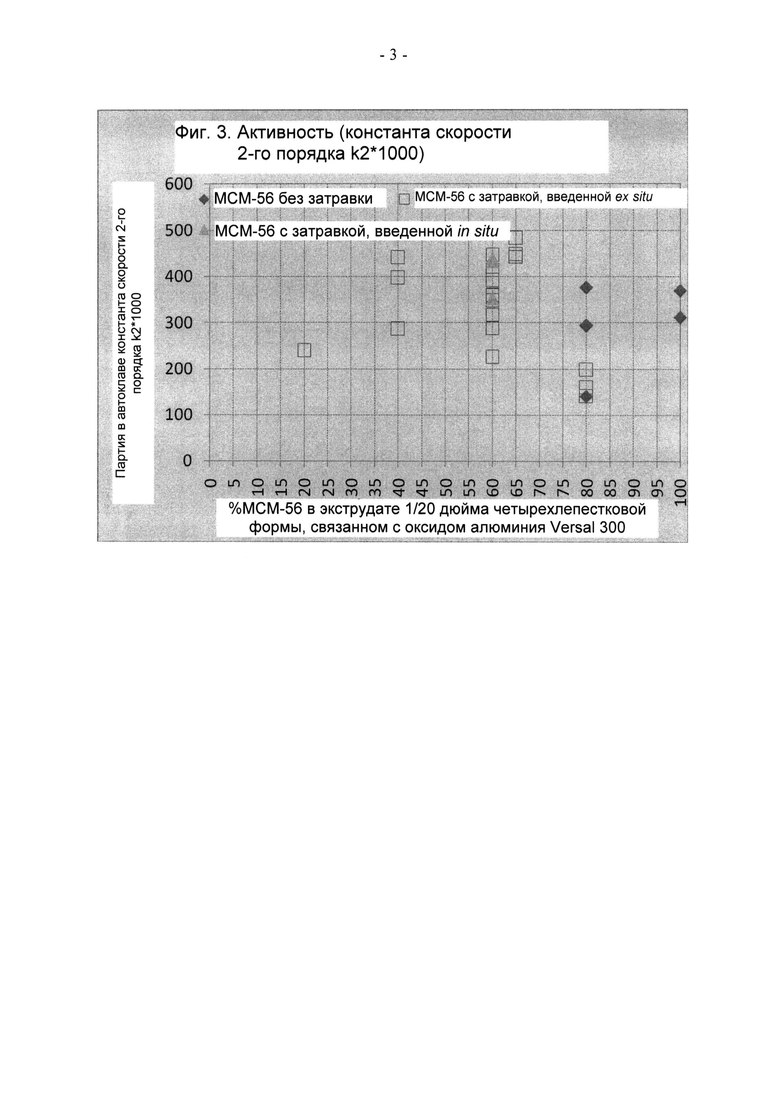
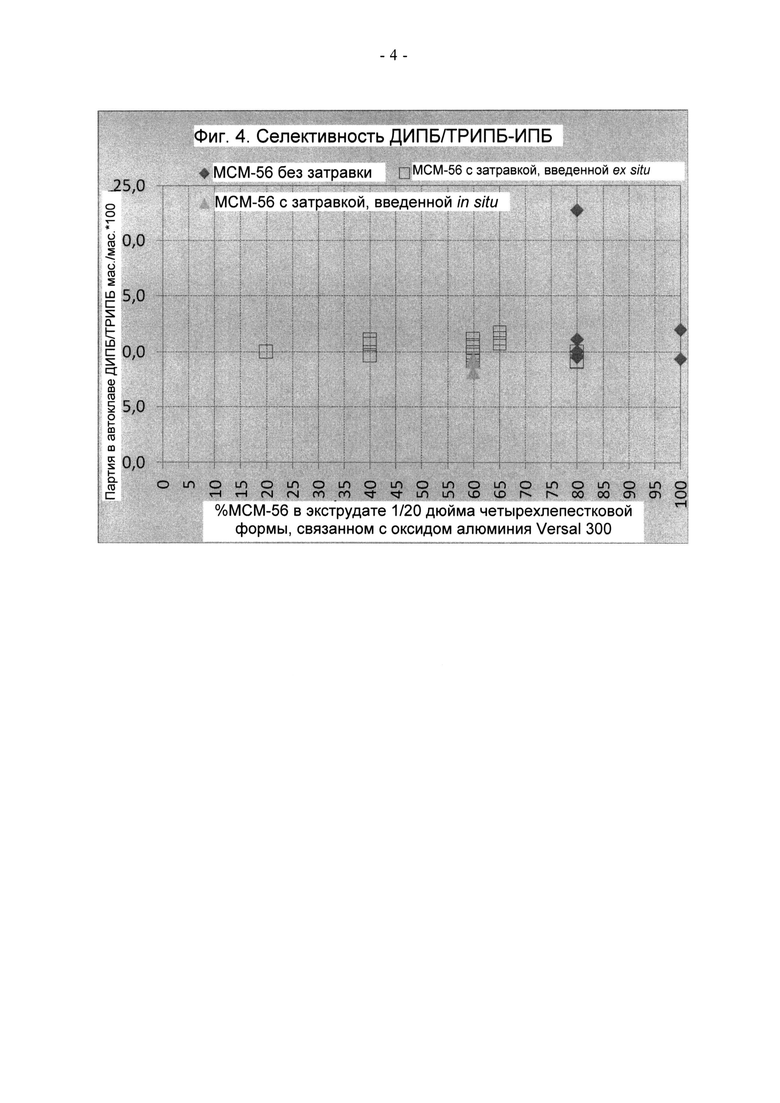
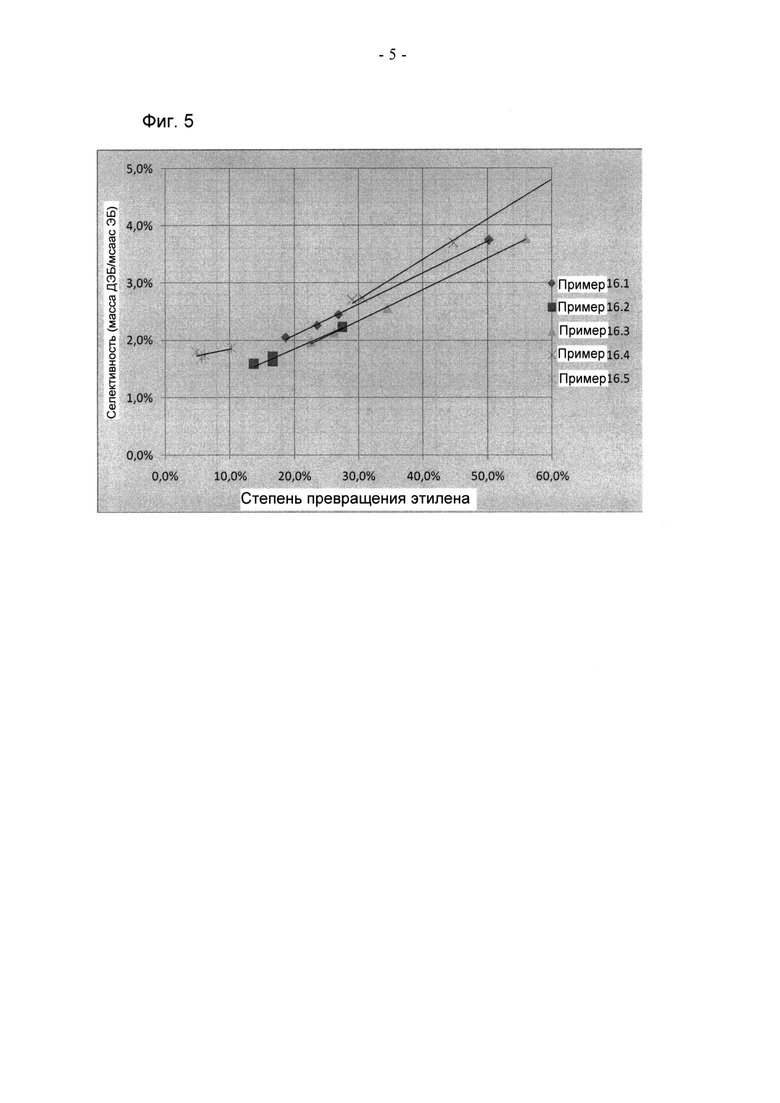
Изобретение относится к области химической технологии. Предложен способ получения моноалкилированного ароматического соединения, включающий стадию взаимодействия алкилирующегося ароматического соединения с алкилирующим реагентом в присутствии каталитической композиции. Каталитическая композиция содержит пористый кристаллический материал МСМ-56 и связующее. Упомянутый материал МСМ-56 синтезирован с использованием затравки. Массовое отношение кристаллического материала к связующему в каталитической композиции составляет от более 20/80 до примерно 80/20. Полученный материал МСМ-56 обладает повышенной активностью и моноселективностью, что обеспечивает эффективность процесса получения моноалкилированных ароматических соединений. 20 з.п. ф-лы, 5 ил., 7 табл., 16 пр.
1. Способ селективного алкилирования бензола алкилирующим реагентом с получением моноалкилированного бензола, включающий:
(i) получение синтетического пористого кристаллического материала МСМ-56 по методике, включающей стадии:
a) приготовление первой реакционной смеси, содержащей источники катиона щелочного или щелочноземельного металла (М), оксида трехвалентного элемента (X), оксида четырехвалентного элемента (Y), затравочные кристаллы цеолита и воду, указанная первая реакционная смесь обладает составом, выраженным с помощью молярных отношений оксидов, находящихся в следующих диапазонах:
YO2/Х2О3 = 5 - 35;
H2O/YO2 = 10 - 70;
OH-/YO2 = 0,05 - 0,20;
M/YO2 = 0,05 - 3,0,
указанная первая реакционная смесь дополнительно включает затравочные кристаллы цеолита в количестве от большего или равного 0,05 мас.% до меньшего или равного 5 мас.% в пересчете на массу указанной первой реакционной смеси;
b) добавление направляющего реагента R к реакционной смеси, полученной на стадии а), с получением второй реакционной смеси, содержащей указанный направляющий реагент R в молярном отношении, находящемся в следующем диапазоне: R/YO2 = от 0,08 до 0,3;
c) кристаллизация указанной второй реакционной смеси, полученной на стадии b), при условиях, включающих температуру, равную от примерно 90°С до примерно 175°С, и в течение менее 90 часов, с получением смеси продуктов, включающей кристаллы материала МСМ-56 с затравкой и менее 10 мас.% кристаллов примеси, не представляющей собой МСМ-56, в пересчете на полную массу указанных кристаллов МСМ-56 в указанной смеси продуктов, что определено с помощью рентгенографии; и
d) отделение и извлечение по меньшей мере части указанных кристаллов указанного материала МСМ-56 с затравкой из указанной смеси продуктов, полученной на стадии с),
где указанные кристаллы указанного материала МСМ-56 с затравкой обладают рентгенограммой, приведенной ниже в таблице 1:
(ii) объединение указанного материала МСМ-56 с затравкой со связующим при массовом отношении кристаллы/связующее, составляющем от более 20/80 до примерно 80/20, с образованием каталитической композиции; и
(iii) взаимодействие сырья, содержащего указанный бензол и указанный алкилирующий реагент, с указанной каталитической композицией при условиях, эффективных для алкилирования, с получением продукта, включающего указанный моноалкилированный бензол, указанные условия алкилирования включают температуру, равную от примерно 0°С до примерно 500°С, давление, равное от примерно 0,2 до примерно 25000 кПа абс., отношение количества молей указанного бензола к количеству молей указанного алкилирующего реагента, составляющее от примерно 0,1:1 до примерно 50:1, и среднечасовую скорость подачи сырья (ССПС) в пересчете на указанный алкилирующий реагент, равную от примерно 0,1 до примерно 500 ч-1.
2. Способ по п. 1, в котором массовое отношение кристаллы/связующее составляет от примерно 40/60 до примерно 80/20 или от примерно 40/60 до примерно 60/40.
3. Способ по п. 1, в котором указанный продукт на стадии с) дополнительно включает диалкилированный бензол и триалкилированный бензол и отношение массы триалкилированного бензола к массе диалкилированного бензола находится в диапазоне от 0,08 до 0,12.
4. Способ по п. 1, в котором связующим является синтетический или природный неорганический материал, выбранный из группы, включающей оксид алюминия, глину, диоксид кремния и/или оксиды металлов.
5. Способ по п. 1, в котором указанным алкилирующимся ароматическим соединением является бензол, указанным алкилирующим реагентом является этилен и указанным моноалкилированным ароматическим соединением является этилбензол.
6. Способ по п. 1, в котором указанным алкилирующимся ароматическим соединением является бензол, указанным алкилирующим реагентом является пропилен и указанным моноалкилированным ароматическим соединением является кумол.
7. Способ по п. 1, в котором указанным алкилирующимся ароматическим соединением является бензол, указанным алкилирующим реагентом является бутен и указанным моноалкилированным ароматическим соединением является бутилбензол.
8. Способ по п. 1, в котором указанное количество указанных затравочных кристаллов цеолита в указанной первой реакционной смеси составляет от большего или равного 0,10 мас.% до меньшего или равного 3 мас.% или от большего или равного 0,50 мас.% до меньшего или равного 3 мас.% в пересчете на массу первой реакционной смеси.
9. Способ по п. 1, в котором указанный направляющий реагент R выбран из группы, включающей циклопентиламин, циклогексиламин, циклогептиламин, гексаметиленимин (ГМИ), гептаметиленимин, гомопиперазин и их комбинации.
10. Способ по п. 1, в котором указанный направляющий реагент R представляет собой гексаметиленимин (ГМИ), Х представляет собой алюминий и Y представляет собой кремний.
11. Способ по п. 1, в котором указанная смесь, полученная на стадии с), содержит меньшее или равное примерно 5 мас.% количество кристаллов примеси, не представляющей собой МСМ-56, в пересчете на полную массу указанных кристаллов МСМ-56 в указанной смеси продуктов, что определено с помощью рентгенографии.
12. Способ по п. 1, в котором указанная первая реакционная смесь обладает составом, выраженным с помощью молярных отношений оксидов, находящихся в следующих диапазонах:
YO2/Х2O3 = 15 - 20;
Н2O/YO2 = 15 - 20;
OH-/YO2 = 0,1 - 0,15;
M/YO2 = 0,11 - 0,15,
указанная первая реакционная смесь дополнительно включает затравочные кристаллы цеолита в количестве от большего или равного 1 мас.% до меньшего или равного 3 мас.% в пересчете на массу указанной первой реакционной смеси; и стадия b) включает добавление (ГМИ) в качестве указанного направляющего реагента R к указанной первой реакционной смеси с получением второй реакционной смеси, обладающей содержанием ГМИ, выраженным с помощью молярного отношения, находящегося в диапазоне ГМИ/YO2 от 0,1 до 0,2.
13. Способ по п. 1, в котором указанные условия кристаллизации на стадии с) включают кристаллизацию указанной второй реакционной смеси в течение менее 40 часов.
14. Способ по п. 1, в котором указанные условия кристаллизации на стадии с) включают температуру, равную от примерно 125°С до примерно 175°С, в течение от примерно 20 до примерно 75 часов.
15. Способ по п. 1, в котором указанная вторая реакционная смесь, полученная на стадии b), обладает содержанием твердых веществ, равным менее 30 мас.% в пересчете на массу указанной второй реакционной смеси.
16. Способ по п. 1, в котором указанные затравочные кристаллы цеолита обладают рентгенограммой материала группы МСМ-22.
17. Способ по п. 1, в котором указанные затравочные кристаллы цеолита обладают рентгенограммой указанных кристаллов МСМ-56, приведенной ниже в таблице 1:
18. Способ по п. 1, в котором указанную вторую реакционную смесь, полученную на стадии b), состаривают до стадии кристаллизации с) в течение от примерно 0,5 до примерно 48 часов при температуре, равной от примерно 25°С до примерно 75°С.
19. Способ по п. 1, в котором указанные кристаллы МСМ-56, полученные на стадии d), подвергают термической обработке путем нагревания при температуре, равной от примерно 370°С до примерно 925°С, в течение от 1 минуты до примерно 20 часов с получением прокаленных кристаллов МСМ-56, где указанные прокаленные кристаллы МСМ-56 обладают рентгенограммой, приведенной ниже в таблице 2:
20. Способ по п. 1, в котором указанные условия алкилирования включают температуру, равную от примерно 10°С до примерно 260°С, давление, равное от примерно 100 кПа абс. до примерно 5500 кПа абс., отношение количества молей бензола к количеству молей этилена, составляющее от примерно 0,5:1 до примерно 10:1, и среднечасовую скорость подачи сырья (ССПС) в пересчете на этилен, равную от примерно 0,5 до примерно 100 ч-1.
21. Способ по п. 1, в котором указанные условия алкилирования включают температуру, равную от примерно 150°С до примерно 300°С, давление, равное примерно до 20400 кПа абс., среднечасовую скорость подачи сырья (ССПС) в пересчете на этилен, равную от примерно 0,1 до примерно 20 ч-1, отношение количества молей бензола к количеству молей этилена, составляющее от примерно 0,5:1 до примерно 30:1.
| US 6936744 B1 30.08.2005 | |||
| US 5362697 08.11.1994 | |||
| US 5827491 A1 27.10.1998 | |||
| US 5536894 A1 16.07.1996 | |||
| US 5779882 A1 14.07.1998 | |||
| СИНТЕТИЧЕСКИЙ СЛОИСТЫЙ МАТЕРИАЛ МСМ-56, ЕГО ПОЛУЧЕНИЕ И ИСПОЛЬЗОВАНИЕ | 1994 |
|
RU2140962C1 |

