Изобретение относится к дробильному вальцу, включающему твердые тела, внедренные в поверхность для фиксации слоя материала, и способы для удаления твердых тел.
Для измельчения зернистого сыпучего материала известен способ, представляющий собой подачу зернистого сыпучего материала в зону контакта вальцового пресса высокого давления и его последующее измельчение с помощью высокого давления в зоне контакта. Особенность данного способа, который описан как измельчение под высоким давлением Шенертом с соавторами в немецкой открытой публикации патента DE 2708053 A1, заключается в том, что вальцы вращаются по направлению друг к другу без проскальзывания и измельчают материал исключительно за счет приложения высокого давления, но не за счет среза в зоне контакта вальцов. В результате достигается высокая производительность измельчения с высокой энергоэффективностью. Измельчение в зоне контакта вальцов особенно подходит для хрупких материалов.
Для снижения высокого абразивного действия, которое преобладает, несмотря на отсутствие проскальзывания вальцов, известен способ включения в поверхность дробильных вальцов твердых тел, между которыми образуется слой из измельчаемого материала, который там самоизмельчается и затвердевает, выступая таким образом в качестве самоистирающейся защиты от износа. Помимо непосредственного воздействия, определяющего закрепление слоя материала, образующегося на поверхности дробильного вальца, твердые тела также обусловливают улучшенный уровень затягивания дробильных вальцов. Точнее, для достижения оптимального измельчающего действия важно обеспечить подачу в зону контакта вальцов вальцовой дробилки определенного количества измельчаемого материала за единицу времени, чтобы обеспечить оптимальный уровень измельчения. В немецком патентном описании DE 4036040 C2 раскрываются начальные подходы для оборудования дробильного вальца самоистирающимся слоем защиты от износа во время использования. Эта методика была усовершенствована позднее в ЕР 0516952 В1.
Несмотря на самоистирающийся слой защиты от износа, который присутствует во время эксплуатации дробильного вальца между твердыми телами, выступающими из поверхности вальца подобно иглам ежа, дробильный валец обладает ограниченным сроком эксплуатации, зависящим от характера измельчаемого материала. Некоторые применения этой технологии измельчения, такие как, например, измельчение цементного клинкера, с использованием вальцового пресса высокого давления обеспечивают эксплуатацию дробильных вальцов на протяжении нескольких тысяч часов до их износа до такой степени, при которой более не достигаются необходимые характеристики измельчения. Применение данной технологии измельчения для измельчения других материалов, таких как, например, руды, также обеспечивает срок эксплуатации дробильных вальцов до 10000 часов до возникновения необходимости ремонта поверхности или даже замены дробильного вальца. Когда дробильный валец становится изношенным до такой степени, при которой его эксплуатация более не является экономически целесообразной, возникает эффект, известный под названием эффекта ванны, при котором дробильный валец изнашивается сильнее по осевому центру, чем по краям дробильного вальца, и в связи с этим дробильный валец приобретает форму с небольшой кольцевой выемкой. При образовании подобного профиля дробильного вальца необходимое давление в зоне контакта вальцов больше не обеспечивается, обусловливая, с одной стороны, увеличение энергоемкости измельчения, а с другой - снижение производительности вальцовых прессов в связи с тем, что циркулирующий измельчаемый материал пропускается через дробильный валец больше одного и до нескольких раз до его извлечения из измельчительного контура сепаратором. Такой профиль износа обусловлен не только тем фактом, что измельчаемый материал поступает по центру зоны контакта вальцов, но и тем, что измельчаемый материал, расположенный в зоне контакта вальцов, проявляет пластичные и жидкоподобные свойства и на протяжении короткого времени прохождения через зону контакта вальцов, очевидно, проявляет текучесть в направлении краев дробильных вальцов. Во время этого бокового перемещения измельчаемого материала поверхность медленно истирается. Помимо явно выраженного напряжения, вызванного в зоне контакта вальцов каменистым материалом, который проявляет жидкоподобное поведение, в связи с очень высоким давлением дробильный валец совершает движение вокруг поперечной оси, которое аналогично такому же движению катящейся автомобильной шины. Движение вокруг поперечной оси является причиной того, почему поверхность дробильного вальца подвергается очень высокому механическому напряжению. При дальнейшем развитии дробильных вальцов было продемонстрировано, что кованая поверхность обеспечивает особенно высокий срок эксплуатации дробильного вальца.
Если дробильный валец нуждается в модернизации для восстановления исходной цилиндрической формы, возникает необходимость в удалении по крайней мере некоторых твердых тел из поверхности дробильного вальца. Поскольку в связи с тем, что твердые тела становятся меньше, адгезия самоистирающегося слоя защиты от износа повышается до предельной точки, устанавливается цель включения как можно большего количества твердых тел в поверхность дробильных вальцов. В данном случае нередким является количество твердых тел, насчитывающее до 22000.
После износа дробильного вальца возможна его повторная модернизация путем удаления твердых тел, которые еще сохранились в его поверхности, посредством токарной обточки дробильного вальца до цилиндрической формы и внедрения новых твердых тел. Установлено, что угол затягивания в соответствии с материалами Шенерта с соавторами последовательно изменяется, поскольку диаметр дробильного вальца снижается после модернизации данного типа, и в связи с этим изменяются параметры прохождения через зону контакта. Однако затраты на дробильный валец, которые являются высокими в связи с повышенными затратами на производство, оправдывают модернизацию данного типа, поскольку она обусловливает экономическую целесообразность удаления твердых тел.
Результатом использования кованых полос для дробильного вальца, с одной стороны, является то, что ранее описанное движение вокруг поперечной оси и пластичность материала вальца или полосы вальца обусловливают уплотнение твердых тел в оставшемся отверстии, при этом края отверстия плотно прилегают к поверхности твердого тела в связи с пластической деформацией. Кроме того, на краю оставшегося отверстия в изношенной поверхности дробильного вальца, иными словами, в шейке твердого тела, происходит уплотнение обломков измельчаемого материала между краем отверстия и шейкой твердого тела, а также закрепление твердого тела в поверхности наподобие клина. Следовательно, высокие издержки в отношении устройства и физического труда являются необходимыми для удаления отдельных твердых тел из соответствующего отверстия. Тот факт, что твердые тела приклеены в отверстии, является при этом наименьшей из проблем, поскольку клеящий состав может быть карбонизирован, пиролизован или выжжен в связи с термообработкой. Механическое извлечение твердых тел существенно затруднено вследствие пластической
деформации поверхности дробильного вальца. Известно, что было выдвинуто предложение использовать твердые тела, имеющие выемку, в которую может быть помещен инструмент для изгиба и выламывания твердых тел из поверхности, как описано в DE 10200601042 A1 и в DE 102009039928 B3. Однако для этой цели необходимы трубчатые твердые тела, которые в зависимости от характера измельчаемого материала обладают более низким сроком эксплуатации по сравнению с традиционными твердыми телами и более быстро изнашиваются или ломаются. В настоящее время для удаления в дробильных вальцах, не имеющих вязкой поверхности, клеящий состав твердых тел карбонизируется и далее извлекается с применением инструмента, для успешного выполнения данной операции процесс извлечения необходимо повторить более одного раза. Другие способы предусматривают сварку в сварочной точке инструмента или крюка для извлечения твердого тела, твердые тела состоят из неоксидной керамики, и в связи с этим сварка также сравнительно затруднена и имеет малую прочность. При неудачном выполнении сварки возможен отрыв головки твердого тела, затрудняя таким образом его извлечение. В другом способе для удаления твердых тел предусматривается высверливание твердых тел с использованием полого сверла, центрированного по твердому телу. Материал вальца высверливается вокруг твердого тела, и твердое тело в конечном итоге извлекается. При 22000, а в некоторых случаях даже большем количестве твердых тел на отдельный дробильный валец этот способ для удаления твердых тел сопряжен с высокими затратами и является крайне экономически нецелесообразным.
Однако желательным является оснащение поверхности традиционными твердыми телами, которые могут быть удалены при сравнительно низком уровне затрат для целей модернизации или ремонта ограниченных сегментов поверхности.
В связи с этим цель изобретения заключается в предоставлении дробильного вальца, содержащего твердые тела, включенные в поверхность, твердые тела, которые могут быть удалены при более низких затратах по сравнению с уровнем затрат предыдущего уровня техники.
Цель в соответствии с изобретением достигается за счет того, что каждое отдельное твердое тело устанавливается во втулку и внедряется в поверхность. Дальнейшие эффективные усовершенствования приведены в зависимых пунктах формулы 2-7. Способы для удаления этих твердых тел приведены в пунктах формулы для способа 8-10.
Использование втулки делает возможным более упрощенное освобождение твердых тел из поверхности дробильного вальца, которая в связи со своими свойствами материала является вязкой и пластически деформируется в процессе эксплуатации вследствие движений вокруг поперечной оси и в результате этого плотно окружает соответствующее твердое тело. Поскольку втулка выполняется из материала, который идентичен материалу поверхности дробильного вальца, на втулке может быть выполнена сварочная точка, и втулка далее извлекается вместе с твердым телом. В этом случае механическое усилие по извлечению дробильного вальца не является существенно сниженным, однако свойства материала втулки, который идентичен материалу поверхности, заметно упрощает выполнение сварки в сварочной точке.
В одном варианте осуществления изобретения реализовано условие, в соответствии с которым втулка и/или твердое тело выполняются в конической форме внутри отверстия. Для этой цели диаметр отверстия на уровне поверхности выше диаметра отверстия в нижней части или ниже уровня поверхности. Коническое исполнение делает возможным более простое извлечение втулки вместе с твердым телом. Поскольку конус расширяется к поверхности, можно было предположить, что конус будет выдавливаться из поверхности дробильного вальца в результате движения вокруг поперечной оси дробильного вальца и вследствие пластической деформации поверхности. Однако на испытаниях не наблюдалось выдавливание конуса в направлении, обратном давлению в зоне контакта.
Коническая форма может быть придана твердому телу и/или втулке различными способами. Простая коническая втулка может иметь цилиндрическую форму внутри и коническую форму по наружному краю, отверстие в поверхности дробильного ролика формируется в соответствии с этими характеристиками.
В дальнейшем варианте осуществления твердого тела вместе со втулкой реализовано положение, в соответствии с которым твердому телу придается коническая форма с сужением к головке. Однако основание твердого тела, то есть отверстие в поверхности дробильного вальца, выполняется в цилиндрической форме. Внутри втулки устанавливается коническое твердое тело, и для этой цели втулка имеет меньшую толщину стенки у основания твердого тела.
Наконец также предусмотрен вариант осуществления с двойным коническим исполнением, при котором коническое твердое тело оснащено втулкой, которая устанавливается в коническое отверстие, твердое тело сужается по конусу в направлении головки, а отверстие сужается по конусу в направлении основания твердого тела.
В особом варианте осуществления реализовано положение, в соответствии с которым втулка выполняется в качестве стяжного кольца вокруг твердого тела и в связи с этим является разомкнутой. В этом случае стяжное кольцо может быть толстостенным или тонкостенным в зависимости от выбора материала. Толстостенная втулка выполняется вокруг твердого тела, тогда как тонкостенная втулка при ее исполнении, например, из пружинной стали, натягивается вокруг втулки.
В более конкретном варианте осуществления изобретения втулка выполняется из двух отдельных втулок из различных материалов или из композитного материала, который включает различные материалы в осевом направлении. В этом случае менее износостойкий, но вместо этого более легко удаляемый материал вводится в кольцевое пространство между основанием твердого тела и нижним отверстием, а кольцевое пространство, которое расположено у поверхности дробильного вальца, заполняется особенно износостойким материалом или материалом, идентичным материалу поверхности. Толщина слоя верхнего материала в этом случае рассчитывается в соответствии с максимальной глубиной износа дробильного вальца. При достижении максимального износа легко удаляемая втулка высвобождается. Далее она может быть извлечена для модернизации.
Материал легко удаляемой втулки может иметь особенно низкую температуру плавления или проявлять особенно отрицательный стандартный химический потенциал, в связи с чем он может быть сравнительно легко подвергнут окислению. Легкоплавкий материал может быть удален путем нагрева поверхности, а материал, имеющий отрицательный стандартный химический потенциал, может быть удален посредством электрохимического травления. Аналогично жертвенному аноду на корабле этот материал предпочтительно электрохимически растворяется или электролизуется до электролиза материала поверхности дробильного вальца при полном или частичном погружении дробильного вальца в раствор электролита и анодного окисления.
Именно последний способ особенно подходит для осуществления в местах использования дробильных вальцов, предусмотренных для установки в удаленных местоположениях, таких как пустынные районы или горные выработки, характеризующихся слабой инфраструктурой. Электрохимическое окисление втулки, имеющей более отрицательный стандартный потенциал по сравнению с поверхностью дробильного вальца, может занять некоторое время. Однако на протяжении этого времени отсутствует необходимость в каких-либо специальных затратах в отношении устройств или физического труда, и в связи с этим удаление твердых тел может быть по сути самопроизвольным. Поскольку твердые тела, как правило, состоят из карбида вольфрама, который химически устойчив, остаток твердого тела может быть утилизирован для химической переработки с восстановлением вольфрама.
Более подробное описание изобретения представлено с использованием следующих фигур:
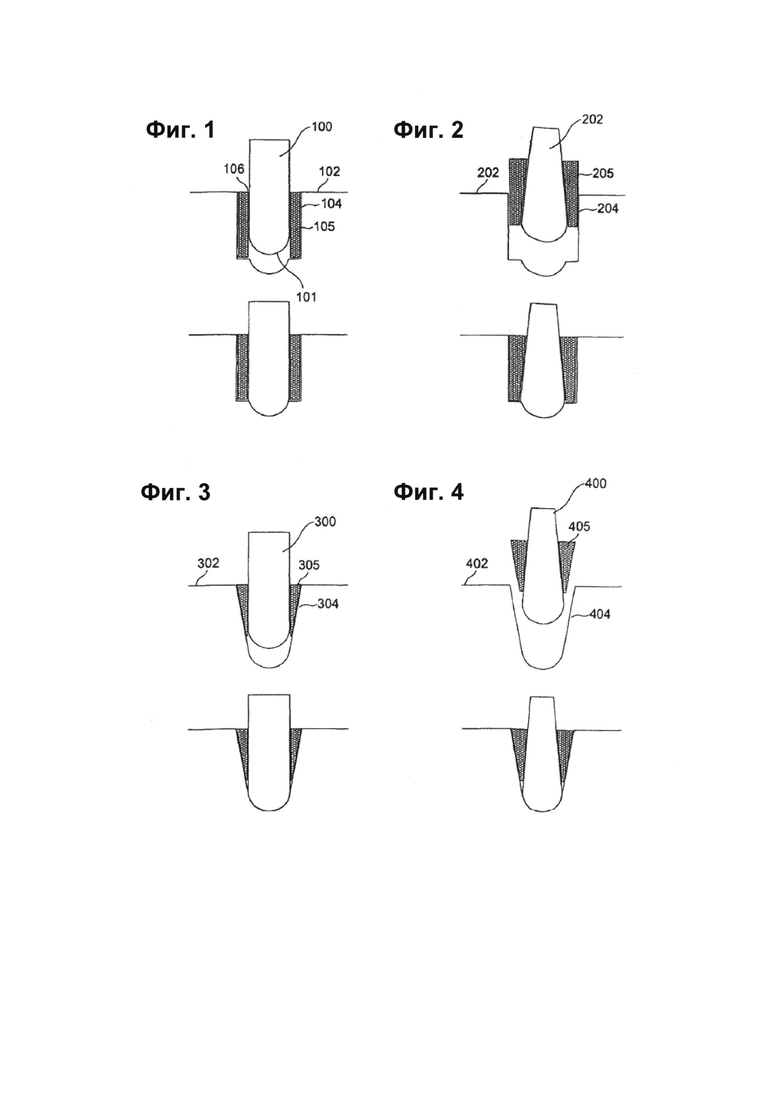
фигура 1 изображает твердое тело в цилиндрической втулке,
фигура 2 изображает коническое твердое тело в конической втулке в коническом отверстии,
фигура 3 изображает цилиндрическое твердое тело в конической втулке,
фигура 4 изображает коническое твердое тело в конической втулке с втулкой с двойным конусом,
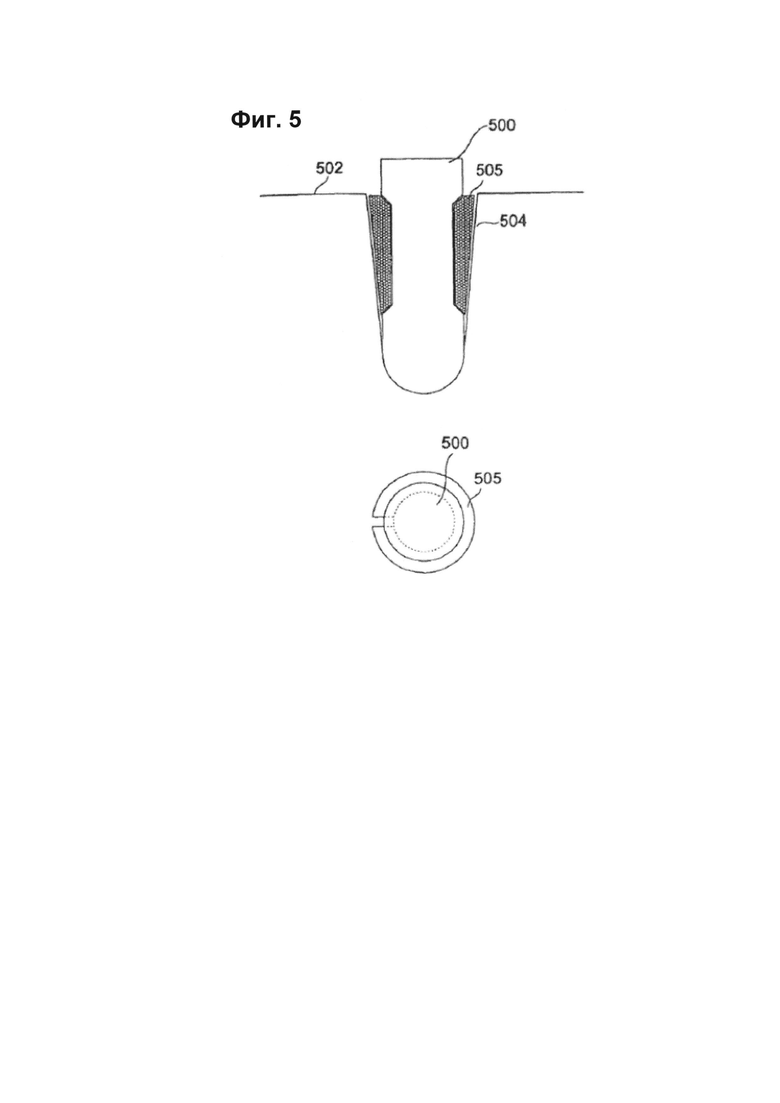
фигура 5 изображает твердое тело с корпусом с выемкой, которая зажата по кругу разомкнутой втулкой,
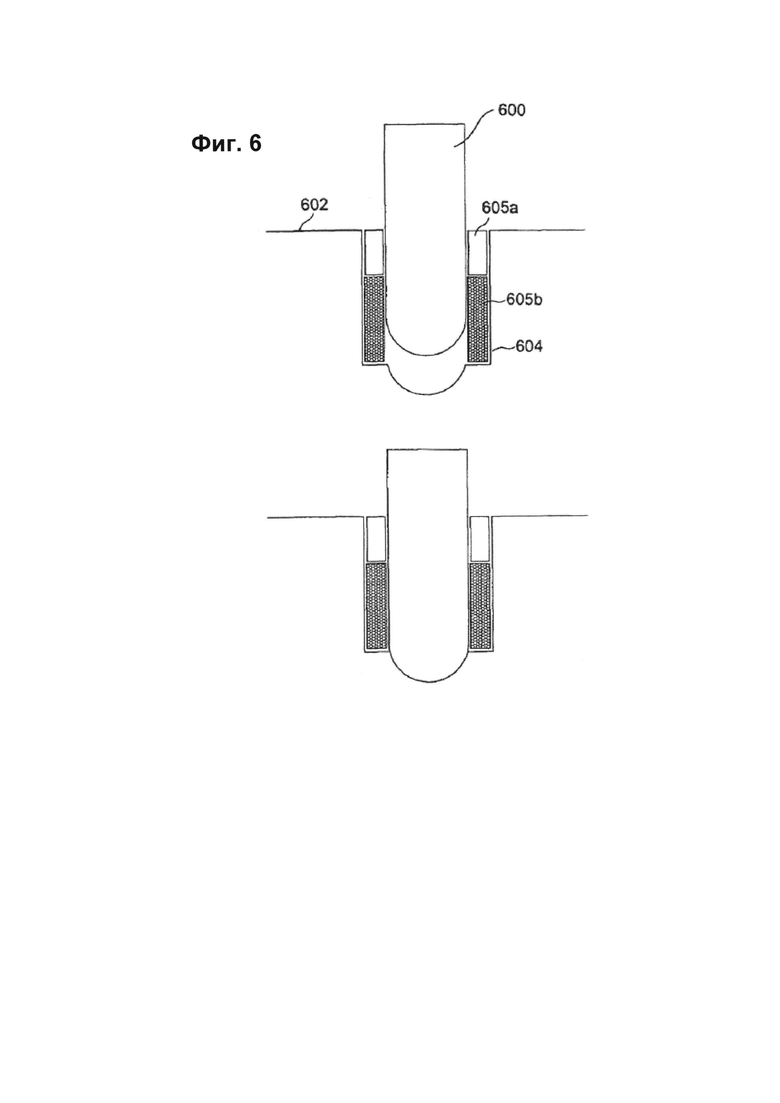
фигура 6 изображает твердое тело с двумя втулками, выполненными из различных материалов,
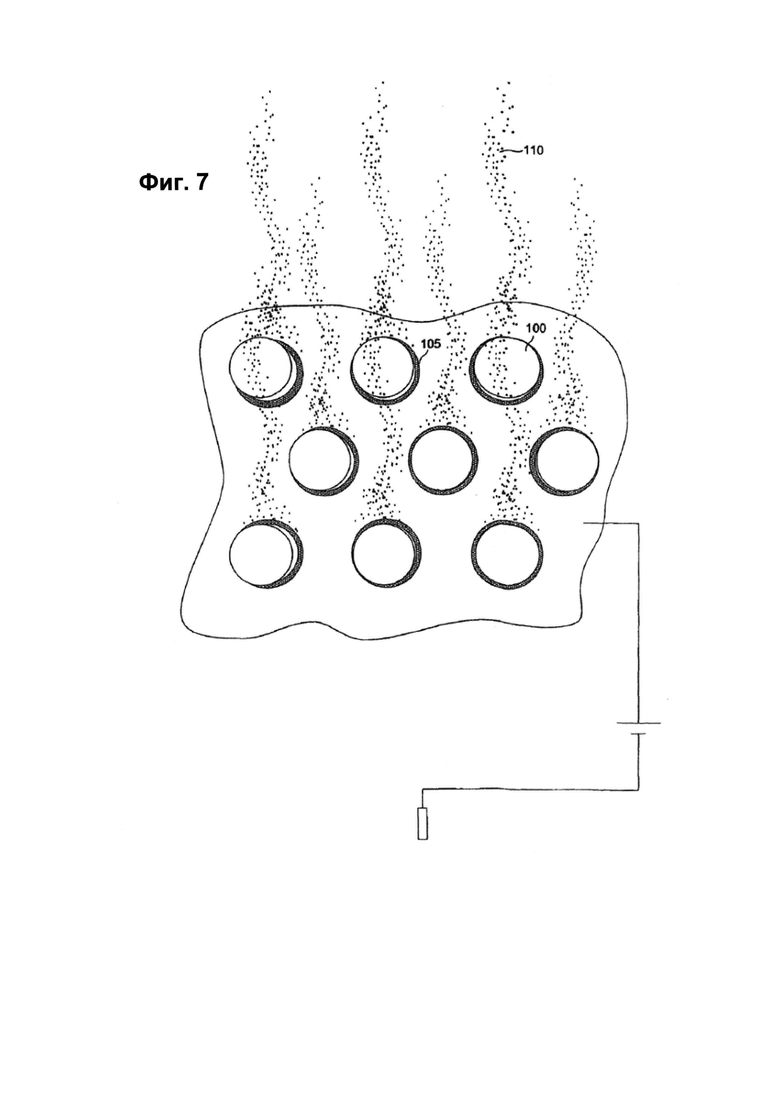
фигура 7 изображает подробный вид фрагмента поверхности дробильного вальца, из которой втулки удаляются электролитическим путем.
Фигуры 1-4 и 6 содержат в каждом случае верхнюю и нижнюю части, в каждом случае верхняя часть фигуры изображает состояние до внедрения, и в каждом случае нижняя часть фигуры изображает твердое тело во внедренном состоянии и втулку в поверхности дробильного вальца.
Фигура 1 изображает цилиндрическое твердое тело 100 со сферическим основанием 101, которое внедряется в поверхность 102 дробильного вальца. Между цилиндрическим твердым телом 100 и стенкой отверстия 104 установлена втулка 105, которая делает возможным удаление твердого тела 100 после использования. В данном варианте осуществления как наружная поверхность твердого тела 100, так и внутренняя поверхность стенки отверстия 104 являются цилиндрическими, так что втулка 105 может быть охарактеризована как цилиндрическая/цилиндрическая в отношении формы втулки и формы отверстия. Для удаления твердого тела 100 и втулки 105 предусматривается выполнение сварочной точки на участке втулки 105, которая является видимой по отношению к поверхности 102, и извлечение втулки 105 из отверстия с помощью сварочной точки, которая имеет крюк, трубку или штифт для захвата.
Для этого варианта осуществления материал втулки 105 предпочтительно представляет собой тот же материал, из которого выполнена поверхность 102 дробильного вальца.
В альтернативном варианте также возможно выполнение втулки 105 из материала, имеющего низкую температуру плавления, которая предпочтительно ниже 400°C. Предельное значение 400°C связано с тенденцией материала поверхности, представляющего собой высокопрочный чугун изотермической закалки, к фазовому превращению, через которое при этой температуре также проходят, например, некоторые закаленные кованые материалы. Если в связи с этим материал втулки плавится при температуре ниже этого значения, удаление возможно за счет равномерного нагрева поверхности, например, с использованием пламени, при котором материал расплавляется и удаляется, после чего твердое тело извлекается. Материалы, которые плавятся при этих низких температурах, как правило, высокочувствительны к износу. Поскольку износ материала поверхности дробильного вальца также происходит точно по шейке 106 твердого тела 100, предпочтителен выбор материала, плавящегося при низкой температуре, если втулка 105 является очень тонкостенной. Материал втулки может переходить в жидкое состояние при нагреве, так что при установке твердого тела 100 в поверхность 102 дробильного вальца происходит его впаивание. Это обеспечивает посадку твердого тела 100 в поверхность 102 без зазора, что обеспечивает предотвращение попадания зерен измельчаемого материала в зазор, который, как правило, заклинивает твердое тело 100 в отверстии. В процессе эксплуатации дробильного вальца заметно, что шейка 106 или верхняя часть втулки 105 ведет себя так, словно она стачивается, однако это явление снижается через некоторое время, поскольку слой сильно уплотненного измельчаемого материала накапливается в кольцевом пространстве между твердым телом 100 и стенкой отверстия 104 и образует таким образом самоистирающийся слой защиты от износа для втулки 105.
В наиболее конкретном варианте осуществления втулка 105 выполнена из материала, который обладает более отрицательным стандартным химическим потенциалом по сравнению с материалом поверхности 102 дробильного вальца. Для удаления дробильный валец погружается в ванну с электролитом, дробильный валец необходимо погрузить в ванну, имеющую глубину всего от 10 до 20 см, чтобы твердые тела 100, расположенные в самой нижней части были погружены в раствор электролита. Для удаления твердых тел 100 весь дробильный ролик подключается к аноду мощного источника электрического напряжения и по сути к любому электроду, предпочтительно в качестве противоположного полюса используется электрод, покрытый платиной или графитом. Для выполнения электролиза электрическое напряжение подается таким образом, что на втулках 100 образуются мелкие пузырьки водорода 110, как показано на фигуре 9, которые указывают на начало электролиза. Выбранное электрическое напряжение не должно быть настолько высоким, чтобы началось разложение также поверхности 102, о котором свидетельствует образование пузырьков. Поскольку материал рукава имеет более отрицательный стандартный потенциал по сравнению с материалом поверхности дробильного вальца, он разлагается по сути как жертвенный анод. Для завершения процесса электролитического разложения вполне может потребоваться от нескольких дней до недель, поскольку в процессе электролиза поверхность втулки 105 всегда располагается глубже в кольцевом пространстве между твердым телом 100 и отверстием и контактирует с раствором электролита. Однако в это время возникает необходимость лишь в очень низких затратах; в соответствующих случаях дробильный валец в мелкой ванне необходимо поворачивать. В связи с этим данный тип извлечения твердых тел 100 из поверхности может быть самопроизвольным и соответственно может быть осуществлен без лишних затрат. Прежде всего осуществление этого типа обработки возможно даже в удаленных местоположениях, где располагаются шахты, почти без специализированных знаний и подготовки.
Фигуры 2 и 4 изображают различные варианты осуществления пары твердое тело/втулка, которая, как указано выше, может быть охарактеризована как коническая/цилиндрическая на фигуре 2, цилиндрическая коническая на фигуре 3 и коническая/коническая на фигуре 4.
Коническая/цилиндрическая форма в соответствии с фигурой 2 обеспечивает очень плотную посадку твердого тела 200, но втулка 205 обладает большей поверхностью контакта с измельчаемым материалом. В связи с этим такая форма втулки подходит для втулки, выполненной из материала, идентичного материалу поверхности дробильного вальца. Для удаления твердого тела здесь наиболее оптимальным является способ с использованием сварочной точки, которая выполняется на втулке 205.
Цилиндрическая/коническая форма в соответствии с фигурой 3 аналогичным образом подходит для материала, идентичного материалу поверхности дробильного вальца, эта форма подходит для дальнейшего использования существующих твердых тел 300, которые регулярно выполнялись в цилиндрической форме в предыдущем уровне техники.
Наконец, коническая/коническая форма в соответствии с фигурой 4 подходит для дробильных вальцов, которые подвергаются особенно высокому напряжению и в которых втулки 400 фиксируются особенно интенсивно вследствие пластической деформации материала поверхности.
Наконец, фигура 5 изображает сочетание твердого тела 500 и втулки 505, втулка 505 выполнена в форме разомкнутого кольца вокруг твердого тела 500, твердое тело 500 в данном сочетании выполняется с шейкой. При использовании толстостенной втулки 505 втулка 505 может быть размещена вокруг твердого тела 500 посредством горячего прессования перед установкой в отверстие 504. При использовании толстостенной втулки 505 в связи с исполнением из пружинной стали она может быть натянута вокруг втулки 500. Этот вариант осуществления имеет то преимущество, что твердые тела 500 могут быть предварительно изготовлены в больших количествах в виде комбинации твердое тело/втулка, в результате чего установка существенно упрощается.
Специальный вариант осуществления показан на фигуре 6, здесь выбрана цилиндрическая/цилиндрическая конфигурация, которая является представительной для вариантов осуществления, описанных на вышеуказанных фигурах. Особенность этого варианта осуществления заключается в том, что одна из двух втулок 605а и 605b располагается над другой в отверстии 604 и фиксирует твердое тело 600. В этом случае материал нижней втулки 605b, расположенной вровень с кольцевым пространством между твердым телом 600 и отверстием 604, является легкоплавким материалом или материалом, имеющим отрицательный стандартный химический потенциал. Напротив, верхняя втулка 605а выполняется из одного материала с поверхностью дробильного вальца. В процессе эксплуатации верхняя втулка 605а подвергается абразивному износу наравне с поверхностью, так что при максимально допустимом износе обнажается нижняя втулка 605b, которая может быть удалена с применением вышеуказанных способов.
ПЕРЕЧЕНЬ УСЛОВНЫХ ОБОЗНАЧЕНИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПРИГОТОВЛЕНИЯ ПИЩИ | 2012 |
|
RU2612565C2 |
| БРОНЯ ПЛЕЧА ТРАВЕРСЫ | 2014 |
|
RU2659086C1 |
| ДРОБИЛЬНАЯ ЧАША С БЛОКИРОВКОЙ ВРАЩЕНИЯ | 2015 |
|
RU2676728C1 |
| БРОНЯ СТЕНКИ ТРАВЕРСЫ | 2014 |
|
RU2660668C1 |
| ПЕРЕНОСНОЙ ПОПОЛНЯЕМЫЙ ДИСПЕНСЕР КРЕМА | 2012 |
|
RU2613598C2 |
| ВЕРХНИЙ КОЖУХ ГИРАЦИОННОЙ ДРОБИЛКИ | 2013 |
|
RU2619240C1 |
| ЩИТ РЕБРА КРЕСТОВИНЫ ГИРАЦИОННОЙ ДРОБИЛКИ | 2014 |
|
RU2622336C2 |
| ПЕЛОТ, ВКЛЮЧАЮЩИЙ В СЕБЯ ДАВЯЩИЙ ЭЛЕМЕНТ | 2021 |
|
RU2827771C1 |
| УСТРОЙСТВО ВЫГРУЗКИ И ВРЕМЕННОГО ХРАНЕНИЯ | 2019 |
|
RU2748758C1 |
| НИЖНИЙ КОРПУС ГИРАЦИОННОЙ ДРОБИЛКИ С УЗЛОМ СМОТРОВОГО ЛЮКА | 2018 |
|
RU2758233C1 |
Изобретение относится к дробильному вальцу с зафиксированными в нем твердыми телами и способам удаления твердых тел из вальца. Дробильный валец содержит твердые тела, установленные на его поверхности посредством втулок. Материал втулки имеет температуру плавления не выше 400°С или имеет стандартный химический потенциал, являющийся более отрицательным по отношению к потенциалу поверхности дробильного вальца. Способ удаления твердых тел по первому варианту заключается в том, что сначала инструмент приваривают к втулке, а затем втулку извлекают совместно с твердым телом или без него, при этом если твердое тело остается в дробильном вальце, то его извлекают после извлечения втулки. Согласно второму варианту способ удаления твердых тел, установленных посредством втулок с температурой плавления не выше 400°С, заключается в том, что сначала поверхность дробильного вальца нагревают до температуры плавления втулки, а затем удаляют твердые тела. Согласно третьему варианту способ удаления твердых тел, установленных посредством втулок, имеющих стандартный химический потенциал, который ниже, то есть является более отрицательным по отношению к потенциалу поверхности, заключается в том, что сначала дробильный валец погружают в раствор электролита, после чего его подключают к источнику электрического напряжения, при этом дробильный валец подключают к аноду, а противоэлектрод - к катоду того же источника напряжения, после чего производят анодное окисление втулки в растворе электролита. Устройство и способы позволяют снизить затраты на замену твердых тел. 4 н. и 4 з.п. ф-лы, 7 ил.
1. Дробильный валец, содержащий твердые тела (100, 200, 300, 400, 500, 600), внедренные в поверхность (102) для фиксации слоя материала, характеризующийся тем, что твердые тела (100, 200, 300, 400, 500, 600) установлены в каждом случае во втулку (105, 205, 305, 405, 505, 605а, 605b) и внедрены в поверхность (102, 202, 302, 402, 502, 602), при этом материал втулки имеет температуру плавления 400°С или ниже или имеет стандартный химический потенциал, который ниже, то есть является более отрицательным по отношению к потенциалу поверхности (102, 202, 302, 402, 502, 602) дробильного вальца или представляет собой композитный материал, состоящий из двух материалов, установленных на одной оси друг над другом.
2. Валец по п. 1, характеризующийся тем, что втулка (105, 205, 305, 405, 505, 605а, 605b) и/или твердые тела (100, 200, 300, 400, 500, 600) выполнены конической формы внутри отверстия для установки (104, 204, 304, 404, 504, 604) в поверхности (102, 202, 302, 402, 502, 602) дробильного вальца.
3. Валец по п. 1 или 2, характеризующийся тем, что втулка (105, 205, 305, 405, 505, 605а, 605b) частично окружает соответствующее твердое тело (100, 200, 300, 400, 500, 600) в качестве разъемного кольца (505).
4. Валец по п. 1 или 2, характеризующийся тем, что соответствующая втулка (605b) покрыта другой втулкой (605а) или кольцом, выполненным из материала, который идентичен материалу поверхности (602) дробильного вальца.
5. Валец по п. 3, характеризующийся тем, что соответствующая втулка (605b) покрыта другой втулкой (605а) или кольцом, выполненным из материала, который идентичен материалу поверхности (602) дробильного вальца.
6. Способ удаления твердого тела (100, 200, 300, 400, 500) из поверхности (102, 202, 302, 402, 502) дробильного вальца по любому из пп. 1-5, характеризующийся
- сваркой для прикрепления инструмента к втулке (105, 205, 305, 405, 505),
- извлечением втулки (105, 205, 305, 405, 505) совместно или без твердого тела (100, 200, 300, 400, 500, 600),
- если твердое тело (100, 200, 300, 400, 500) остается в поверхности (102, 202, 302, 402, 502) дробильного вальца, извлечением твердого тела.
7. Способ удаления твердого тела (100, 200, 300, 400, 500, 600) из поверхности дробильного вальца, содержащего твердые тела (100, 200, 300, 400, 500, 600), установленные в каждом случае во втулку (105, 205, 305, 405, 505, 605а, 605b) и внедренные в поверхность (102, 202, 302, 402, 502, 602) для фиксации слоя материала, при этом материал втулки имеет температуру плавления 400°С или ниже, характеризующийся
- нагревом поверхности (102, 202, 302, 402, 502, 602) дробильного вальца до температуры плавления втулки (105, 205, 305, 405, 505, 605b),
- удалением твердого тела (100, 200, 300, 400, 500, 600) путем физического извлечения.
8. Способ удаления твердого тела (100, 200, 300, 400, 500, 600) из поверхности (102, 202, 302, 402, 502, 602) дробильного вальца, содержащего твердые тела (100, 200, 300, 400, 500, 600), установленные в каждом случае во втулку (105, 205, 305, 405, 505, 605а, 605b) и внедренные в поверхность (102, 202, 302, 402, 502, 602) для фиксации слоя материала, при этом материал втулки имеет стандартный химический потенциал, который ниже, то есть является более отрицательным по отношению к потенциалу поверхности (102, 202, 302, 402, 502, 602) дробильного вальца, характеризующийся
- погружением дробильного вальца в раствор электролита,
- подключением дробильного вальца к источнику электрического напряжения, дробильный валец подключается к аноду,
- подключением противоэлектрода к тому же источнику напряжения, противоэлектрод подключается к катоду,
- анодным окислением втулки (105, 205, 305, 405, 505, 605b) в растворе электролита.
| Станок для изготовления деревянных ниточных катушек из цилиндрических, снабженных осевым отверстием, заготовок | 1923 |
|
SU2008A1 |
| US 5328776 A, 12.07.1994 | |||
| US 5203513 A, 20.04.1993 | |||
| DE 4422699 A1, 04.01.1996 | |||
| Способ приготовления лака | 1924 |
|
SU2011A1 |
| Колосоуборка | 1923 |
|
SU2009A1 |
| ИЗМЕЛЬЧАЮЩИЕ ВАЛКИ ДЛЯ ВЕРТИКАЛЬНОЙ ДРОБИЛКИ | 2004 |
|
RU2357801C2 |

