Изобретение относится к двигателям внутреннего сгорания, а именно к выпускному коллектору для двигателя внутреннего сгорания.
Уровень техники
Литой выпускной коллектор двигателя внутреннего сгорания функционирует в экстремальных условиях при температурах около 1000°С, что близко к эксплуатационным ограничениям материала, из которого выполнен коллектор. Такие материалы включают в себя аустенитный и ферритный литой чугун, а также аустенитную и ферритную литую нержавеющую сталь. На протяжении срока эксплуатации двигателя выпускной коллектор нагревается и охлаждается сотни раз, что приводит к его деформированию. Во время горячей фазы длина выпускного коллектора может увеличиваться на величину до 3 мм. Однако при охлаждении он сжимается так, что после многих тепловых циклов он становится на 3 мм короче по сравнению с исходными размерами.
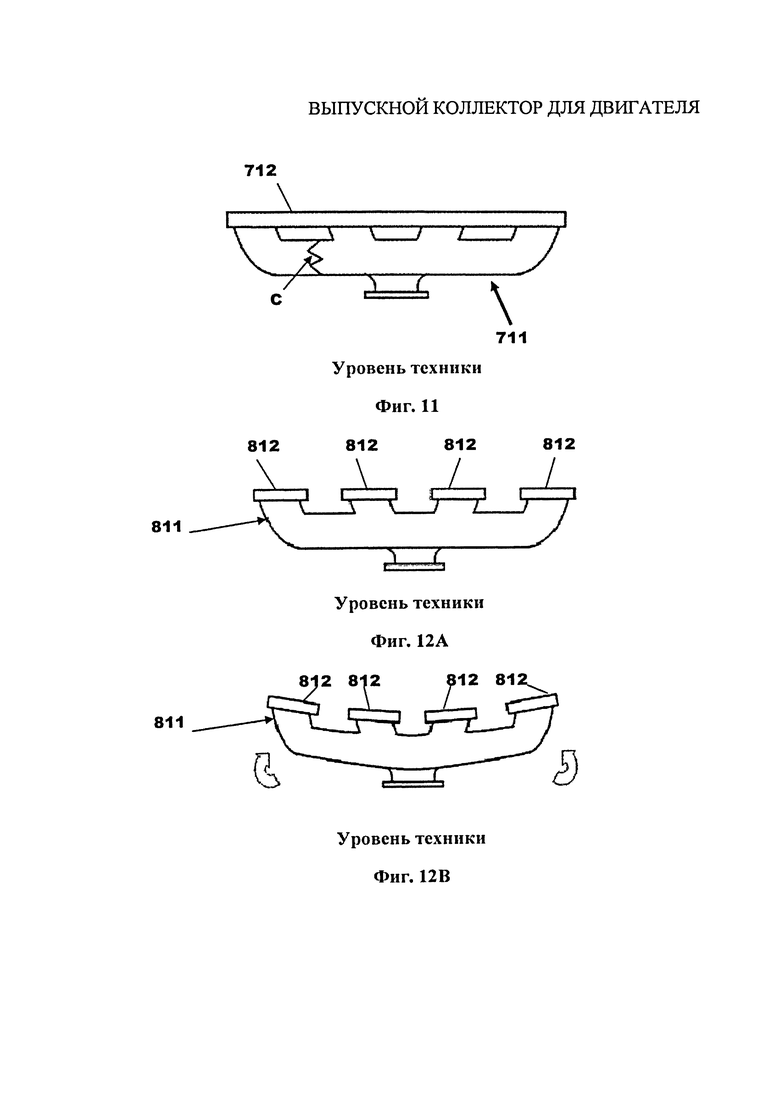
Известно, как изображено на Фиг.11, использование в выпускном коллекторе 711 одного фланца 712, для соединения коллектора 711 с головкой цилиндров (не показано) двигателя (не показано). Однако использование такого фланца 712 приводит к увеличению внутреннего напряжения во время горячего цикла, потому что фланец 712 препятствует свободному тепловому расширению корпуса коллектора 711, и, по мере охлаждения, данная деформация может привести к чрезмерному внутреннему напряжению и, в результате, к полному разрушению коллектора, что приведет к утечке выхлопных газов. Таким образом, скорее всего, произойдет растрескивание коллектора, как указано на Фиг.11 стрелкой «С».
Для того чтобы уменьшить риск такого растрескивания, также используют разделенные фланцы 812, как показано на Фиг.12А, для соединения коллектора 811 с головкой цилиндров (не показано) двигателя (не показано).
Однако, как видно из Фиг.12 В, когда выпускной коллектор 811 нагревается и затем охлаждается, обычно происходит его прогиб из-за пластической деформации. Это может привести к растрескиванию коллектора 811, либо к искривлению и смещению относительно головки цилиндров. Это смещение, в свою очередь, может привести к утечке газов из соединения или разрушению крепления, удерживающего соединение головки цилиндра с выпускным коллектором, что также приведет к утечке выхлопных газов.
Целью изобретения является создание улучшенной конструкции выпускного коллектора, которая позволит избежать или свести к минимуму напряжения и искривления, связанные с известными из уровня техники решениями, описанными выше.
Раскрытие изобретения
В соответствии с первым аспектом изобретения предложен выпускной коллектор для двигателя, содержащий литой корпус, задающий по меньшей мере два патрубка для выпуска выхлопных газов и общее выпускное отверстие для выхлопных газов. Каждый из выхлопных патрубков имеет соответствующий фланец для крепления используемого выпускного коллектора к двигателю, причем между смежными фланцами вставлена по существу жесткая прокладка для осуществления их тугой посадки, когда выпускной коллектор холодный.
Каждая прокладка может быть надежно зафиксирована между смежными фланцами.
Каждый фланец может иметь контактирующую поверхность для герметичного присоединения к двигателю, причем каждая контактирующая поверхность имеет сформированную на ней часть углубления, в которое вставляют прокладку для ее надежной фиксации.
Между смежными фланцами может присутствовать зазор, и каждая прокладка может быть надежно зафиксирована таким образом, чтобы выступать в этот зазор между фланцами.
Каждый фланец может иметь контактирующую поверхность для герметичного присоединения к двигателю, и между каждой контактирующей поверхностью и двигателем может быть помещен уплотнитель, а каждая прокладка может быть прикреплена к уплотнителю таким образом, чтобы прокладка была надежно зафиксирована.
Смежные фланцы выхлопа могут иметь по меньшей мере одно общее крепление, а каждая жесткая прокладка может представлять собой кольцевую шайбу, через которую проходит соответствующее общее крепление, предназначенное для прикрепления выпускного коллектора к двигателю.
Согласно второму аспекту изобретения предложен двигатель внутреннего сгорания с головкой цилиндров, в котором выпускной коллектор, выполненный в соответствии с первым аспектом изобретения, герметично прикреплен к головке цилиндров для вывода выхлопных газов из двигателя в выхлопную систему.
Согласно третьему аспекту изобретения предложено моторное транспортное средство с двигателем внутреннего сгорания, выполненным в соответствии со вторым аспектом изобретения. При этом транспортное средство имеет выхлопную систему, соединенную с выпускным отверстием выпускного коллектора для вывода выхлопных газов из двигателя в атмосферу.
Согласно четвертому аспекту изобретения предложен способ изготовления выпускного коллектора, в котором отливают корпус выпускного коллектора, задающий по меньшей мере два выхлопных патрубка и общее выпускное отверстие для выхлопных газов, позволяют корпусу коллектора остыть до температуры окружающей среды; формируют промежуток заранее заданных размеров между смежными выхлопными патрубками, изготавливают жесткие прокладки для установки в этот промежуток и устанавливают соответствующую жесткую прокладку в каждый промежуток так, чтобы осуществить тугую посадку между жесткими прокладками и фланцами на холодном выпускном коллекторе.
Каждый из патрубков для вывода выхлопных газов может иметь соответствующий фланец для прикрепления выпускного коллектора к двигателю, и каждое пространство сформировано частично в каждом из отдельных фланцев смежных выхлопных патрубков.
Отдельные фланцы могут быть сформированы в процессе отливки.
В качестве альтернативы, отдельные фланцы могут быть сформированы отливкой одного фланца как части корпуса коллектора, а для разделения фланцев зазоры в этом одном фланце между смежными выхлопными патрубками могут быть выполнены с помощью машинной обработки.
Краткое описание чертежей
Далее изобретение будет описано с помощью примеров со ссылкой на сопроводительные чертежи, на которых:
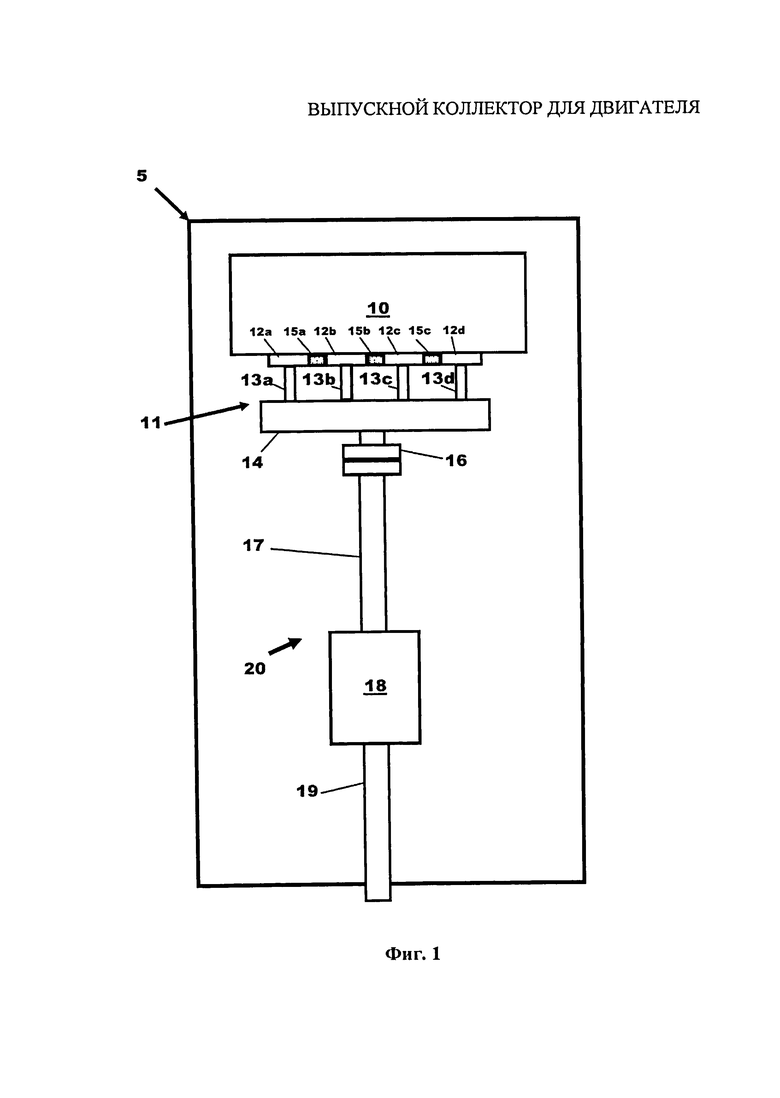
Фиг.1 представляет собой схему моторного транспортного средства с двигателем и выпускным коллектором согласно различным аспектам изобретения;
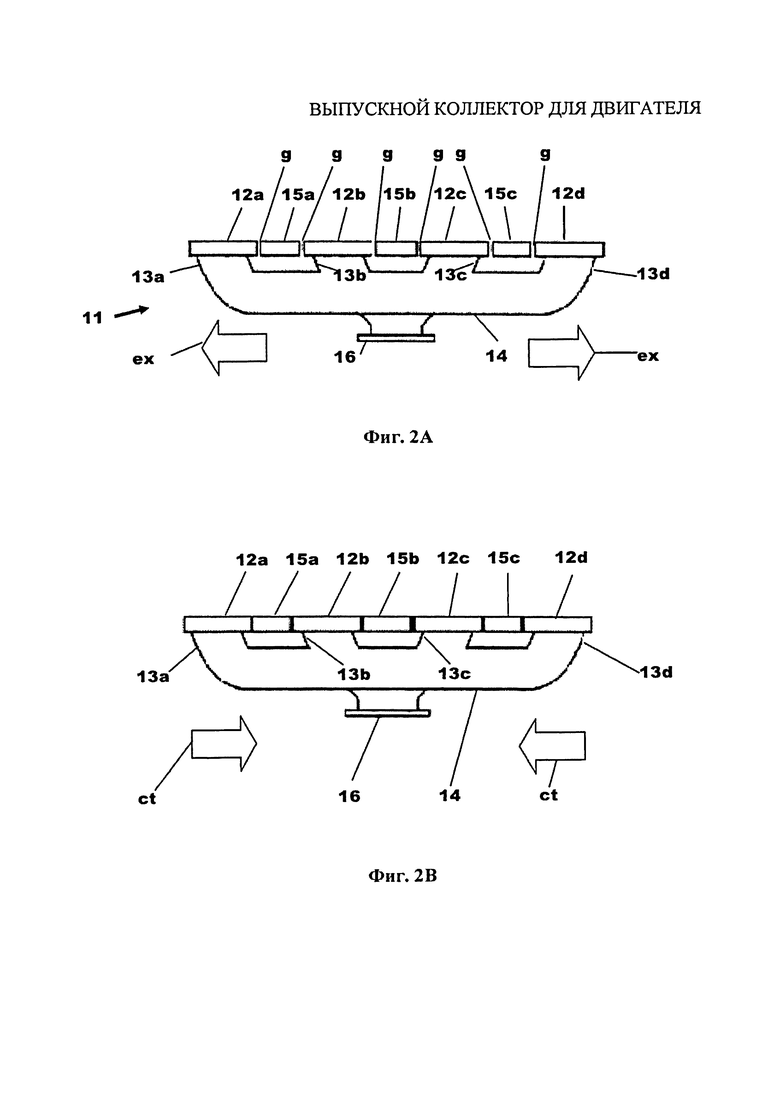
Фиг.2А представляет собой вид сверху выпускного коллектора, схематически показанного на Фиг.1, иллюстрирующий выпускной коллектор в горячем состоянии;
Фиг.2В представляет собой вид сверху выпускного коллектора, схематически показанного на Фиг.1, иллюстрирующий выпускной коллектор в холодном состоянии;
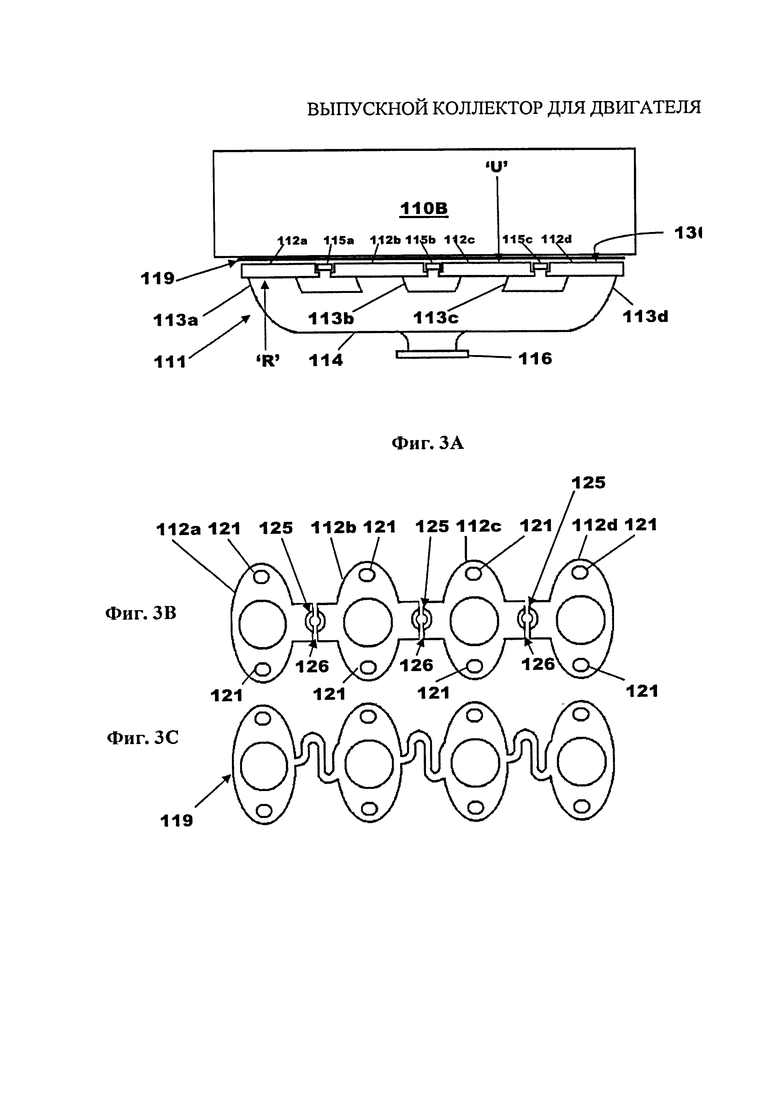
Фиг.3А представляет собой вид сверху выпускного коллектора согласно первому аспекту изобретения, иллюстрирующий выпускной коллектор в горячем состоянии;
Фиг.3В представляет собой вид выпускного коллектора в направлении стрелки «U» на Фиг.3А, в предварительно собранном состоянии перед установкой прокладок;
Фиг.3С представляет собой вид выпускного коллектора в направлении стрелки «R» на Фиг.3А, на котором показан уплотнитель;
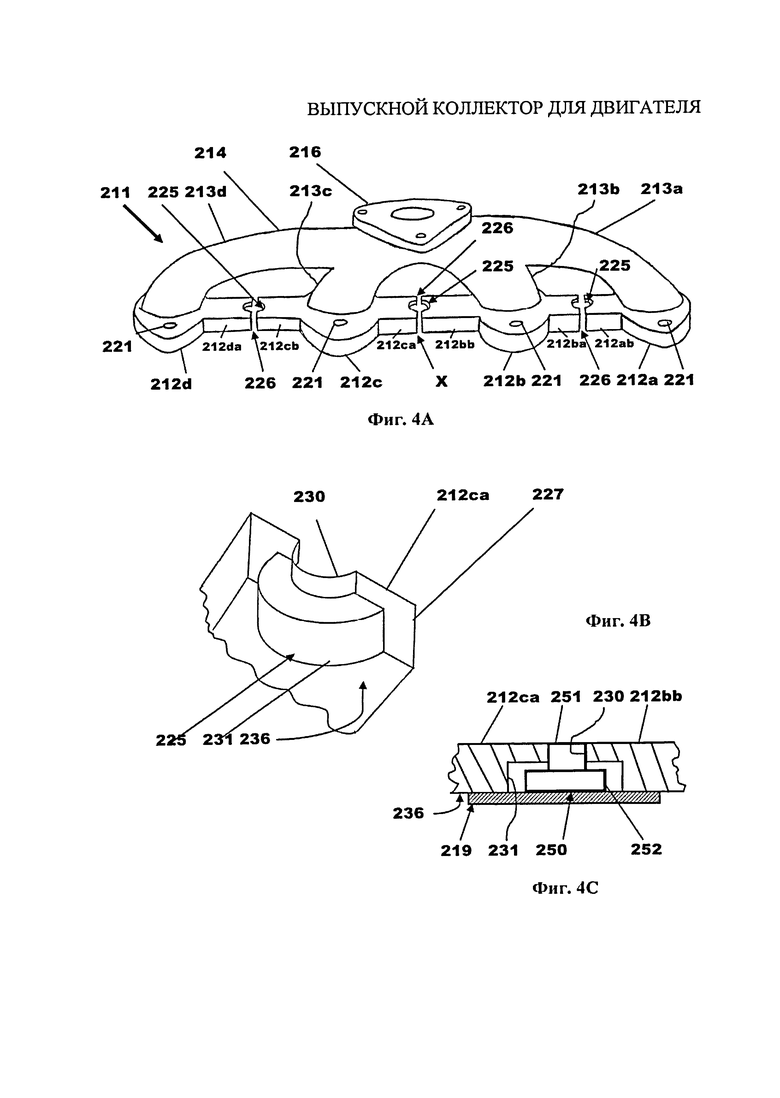
Фиг.4А представляет собой иллюстрацию второго варианта выполнения выпускного коллектора согласно первому аспекту изобретения;
Фиг.4В представляет собой увеличенный вид выпускного коллектора в направлении стрелки «X» на Фиг.4А, на котором показана одна половина по существу цилиндрического углубления или промежутка;
Фиг.4С представляет собой частичное поперечное сечение, выполненное через два язычка, формирующих часть выпускного коллектора, показанного на Фиг.4А, на котором показана ступенчатая цилиндрическая прокладка в положении, когда коллектор холодный;
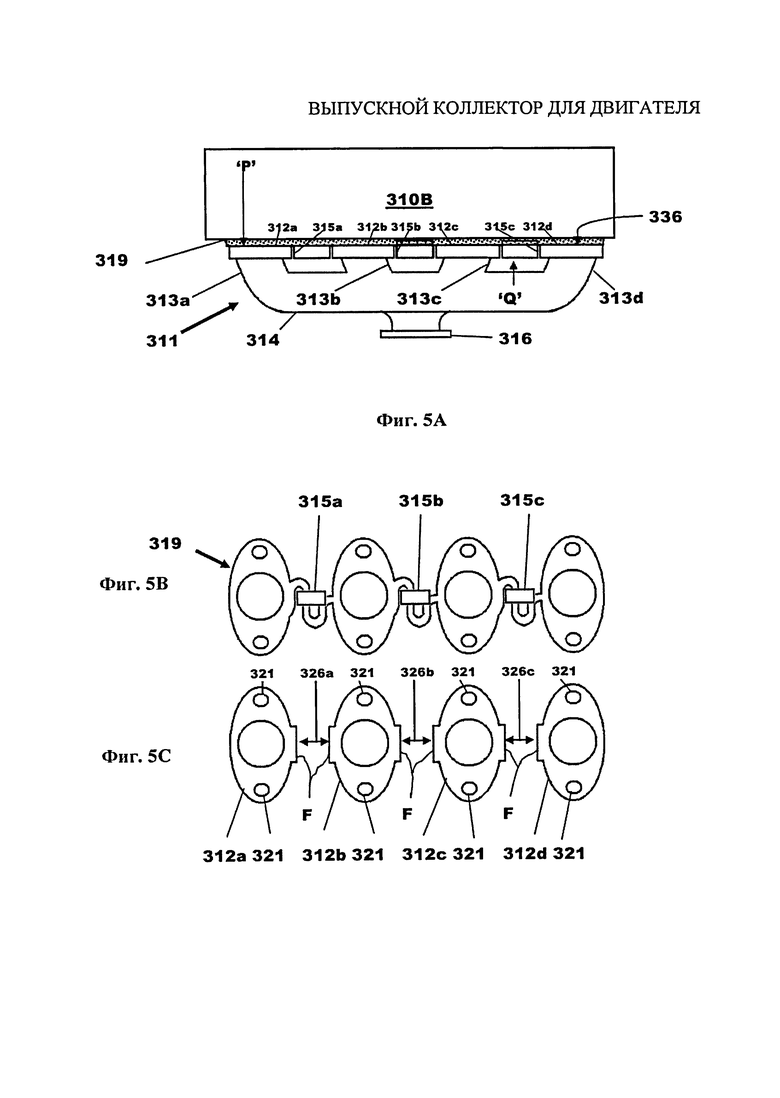
Фиг.5А представляет собой вид сверху третьего варианта выпускного коллектора согласно первому аспекту изобретения, на котором показан коллектор в горячем состоянии;
Фиг.5В представляет собой вид в направлении стрелки «Q» на Фиг.5А, иллюстрирующий уплотнитель с прокладками, установленными перед сборкой;
Фиг.5С представляет собой вид в направлении стрелки «р» на Фиг.5А, иллюстрирующий четыре фланца выпускного коллектора перед вставкой прокладок, показанных на Фиг.5 В;
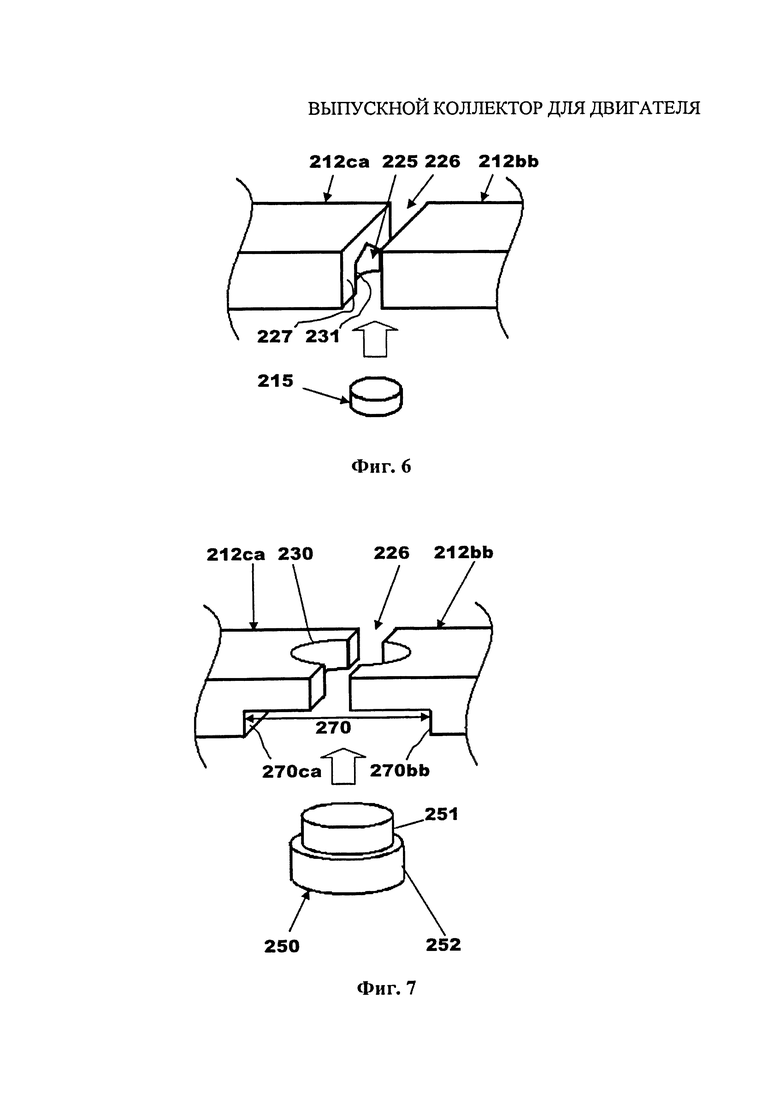
Фиг.6 представляет собой вид, аналогичный Фиг.4В, но иллюстрирующий альтернативную форму углубления и плоскую дисковую прокладку перед вставкой в это углубление;
Фиг.7 представляет собой вид, аналогичный Фиг.4В, но иллюстрирующий альтернативную форму углубления и ступенчатой цилиндрической дисковой прокладки, как показано на Фиг.4С, перед вставкой в углубление;
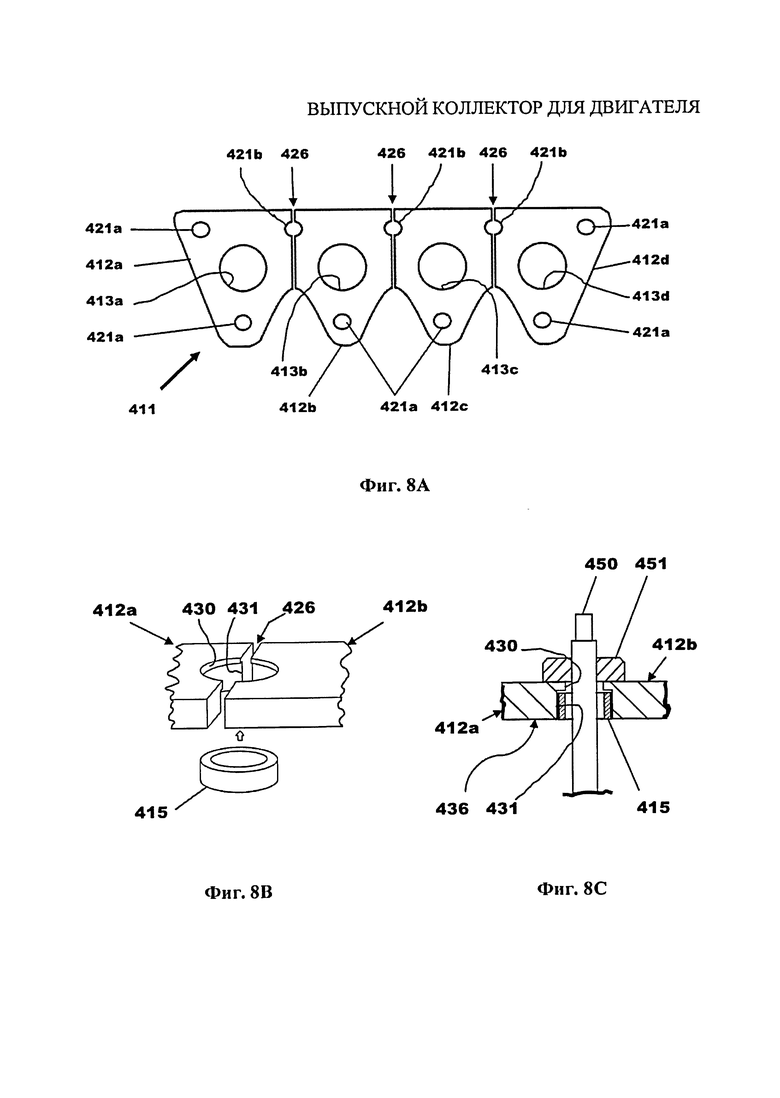
Фиг.8А представляет собой вид, аналогичный Фиг.3В, но в направлении стрелки «R» на Фиг.3А, иллюстрирующий четвертый вариант выпускного коллектора согласно первому аспекту изобретения;
Фиг.8В представляет собой увеличенное изображение прокладки в разобранном виде, показывающее направление, в котором ее вдавливают в промежуток между смежными фланцами, формирующим часть выпускного коллектора, показанного на Фиг.8А;
Фиг.8С представляет собой поперечное сечение области, показанной на Фиг.8В, иллюстрирующее прокладку, вставленную в промежуток, со шпилькой, использованной для прикрепления выпускного коллектора к двигателю и проходящим через прокладку.
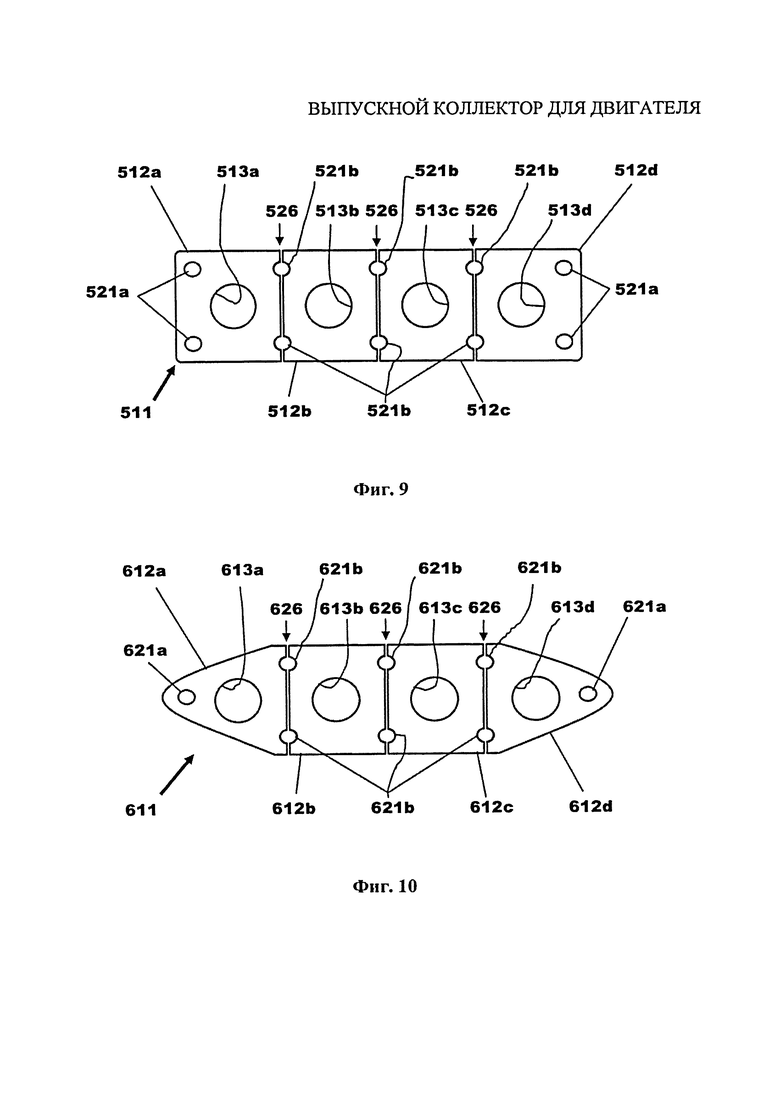
Фиг.9 представляет собой вид, аналогичный Фиг.8А, но иллюстрирующий четвертый вариант выпускного коллектора согласно первому аспекту изобретения;
Фиг.10 представляет собой вид, аналогичный Фиг.8А, но иллюстрирующий пятый вариант выпускного коллектора согласно первому аспекту изобретения;
Фиг.11 представляет собой вид сверху известного из уровня техники выпускного коллектора, имеющего цельный фланец;
Фиг.12А представляет собой вид сверху известного из уровня техники выпускного коллектора, имеющего отдельные фланцы, иллюстрирующий выпускной коллектор в недеформированном состоянии;
Фиг.12В представляет собой вид выпускного коллектора с Фиг.12А, но иллюстрирующий выпускной коллектор в деформированном состоянии.
Осуществление изобретения
На Фиг.1 изображено моторное транспортное средство 5 с двигателем 10. Двигатель 10 имеет выпускной коллектор 11, закрепленный на нем и предназначенный для вывода выхлопных газов из двигателя 10 в выхлопную систему 20.
Выхлопная система 20 содержит выхлопную трубу 17, соединенную одним концом с общим выпускным отверстием 16 выпускного коллектора 11; одно или несколько устройств 18 контроля уровня шума/выбросов в атмосферу (подробно не показаны); и выводящую трубу 19, из которой выхлопные газы выбрасываются в атмосферу.
Выпускной коллектор 11 содержит литой корпус, задающий четыре выхлопных патрубка 13а, 13b, 13с и 13d для вывода выхлопных газов, общее выпускное отверстие 16 для выхлопных газов и средство сбора, такое как камера 14, где выхлопные газы из всех выхлопных патрубков 13а, 13b, 13с и 13d объединяются или смешиваются для вывода через общее выпускное отверстие 16. В показанном примере все выхлопные газы из двигателя 10 вытекают через один выпускной коллектор 11, но следует понимать, что на двигателе может быть использовано несколько выпускных коллекторов.
Также следует понимать, что выпускной коллектор 11 может быть использован для подачи выхлопных газов к турбокомпрессору.
Каждый из выхлопных патрубков 13а, 13b, 13с и 13d имеет соответствующие фланцы 12а, 12b, 12с и 12d для прикрепления выпускного коллектора 11 к двигателю 10 с помощью резьбового соединения (не показано).
Жесткие прокладки 15а, 15b и 15с устанавливают между смежными фланцами 12а, 12b, 12с и 12d так, чтобы обеспечить тугую посадку с фланцами 12а, 12b, 12с и 12d при холодном коллекторе. Другими словами, прокладку 15а устанавливают между фланцами 12а и 12b; прокладку 15b устанавливают между фланцами 12b и 12с; и прокладку 15с устанавливают между фланцами 12с и 12d. Термин «жесткая прокладка» здесь обозначает прокладку, которая является достаточно жесткой для сопротивления силам, возникающим при охлаждении коллектора, тем самым снижая или исключая деформацию коллектора.
Специалистам в данной области техники будет понятно, что в зависимости от взаимного расположения полей допуска соединяемых деталей, различаются три типа посадки:
A. Посадка с зазором
Посадка, которая всегда имеет зазор между охватывающей деталью (отверстие или углубление) и охватываемой деталью. Нижний предел размера отверстия больше или по меньшей мере равен верхнему пределу размера охватываемой детали.
B. Переходная посадка
Посадка, в которой в зависимости от действительных размеров охватывающей и охватываемой деталей, может присутствовать как зазор, так и натяг. Пределы допуска охватывающей и охватываемой деталей частично или полностью перекрываются.
C. Тугая посадка
Посадка, которая всегда обеспечивает некоторый натяг между охватывающей и охватываемой деталями. Верхний предел размера охватывающей детали меньше или по меньшей мере равен нижнему пределу размера охватываемой детали.
Таким образом, используемый в данном описании термин «тугая посадка» обозначает посадку, в которой ширина или диаметр соответствующих прокладок 15а, 15b и 15с больше, чем промежуток или зазор между фланцами 12а, 12b; 12b, 12с; 12с, 12d, в которые они установлены. В одном неограничивающем примере использовали натяг в 0,028 мм, но следует понимать, что могут быть использованы и другие типы тугой посадки, и что тугая посадка может потребовать применения давления для установки прокладки в необходимое положение (прессовая посадка) или просто применения ручной силы (плотная посадка).
Выпускной коллектор считается 11 «холодным», когда он имеет температуру окружающей среды, например 20°С, и считается «горячим», когда он был нагрет потоком выхлопных газов от двигателя 10 до нормальной рабочей температуры, как например (без ограничения) от 400 до 1000°С.
На Фиг.2А и Фиг.2В выпускной коллектор 11, показанный схематически на Фиг.1, показан в горячем и холодном состояниях соответственно.
В горячем состоянии, показанном на Фиг.2А, выпускной коллектор 11 расширяется в направлении, указанном стрелками «ех», и прокладки 15а, 15b и 15с не препятствуют такому расширению. Расширение выпускного коллектора 11 приводит к открыванию зазоров «g» между прокладками 15а, 15b, 15с и смежными фланцами 12а, 12b; 12b, 12с; и 12с, 12d.
Когда выпускной коллектор 11 охлаждается, он сжимается, как показано стрелками «ct» на Фиг.2В, но из-за наличия прокладок 15а, 15b и 15с деформация выпускного коллектора 11 уменьшена или исключена.
Другими словами, если фланцы 12а, 12b, 12с и 12d связаны в холодном состоянии с плотно посаженными прокладками 15а, 15b и 15с, напряжение и деформация, присутствующие в известных выпускных коллекторах, могут быть исключены. Это вызвано тем, что в процессе цикла нагрева прокладки 15а, 15b и 15с позволяют фланцам 12а, 12b; 12b, 12с; и 12с, 12d расширяться в стороны друг от друга. Однако в процессе цикла охлаждения, когда выпускной коллектор 11 сжимается, прокладки 15а, 15b и 15с предотвращают движение фланцев 12а, 12b, 12с и 12d дальше изначального положения.
На Фиг.3А-3С показан первый вариант выполнения выпускного коллектора 111 согласно первому аспекту изобретения.
Выпускной коллектор 111 содержит литой корпус, задающий четыре выхлопных патрубка 113а, 113b, 113с и 113d, общее выпускное отверстие 116 и устройство сбора, такое как камера 114, где выхлопные газы из всех выхлопных патрубков 113а, 113b, 113с и 113d объединяются или смешиваются для вывода через общее выпускное отверстие 116.
Каждый из выхлопных патрубков 113а, 113b, 113с и 113d имеет соответствующие фланцы 112а, 112b, 112с и 112d для прикрепления выпускного коллектора 111 к головке 110В цилиндров двигателя, такого как двигатель 10 с Фиг.1, с помощью резьбового соединения (не показано), которое проходит через отверстия 121 во фланцах 112а, 112b, 112с, 112d. Уплотнитель 119 размещают между выхлопным отверстием головки 110В цилиндров и фланцами 112а, 112b, 112с и 112d для обеспечения герметичного уплотнения. Каждый из фланцев 112а, 112b, 112с и 112d имеет обработанную контактирующую поверхность 136 для взаимодействия с уплотнителем 119.
Круглые жесткие дисковые прокладки 115а, 115b и 115с установлены между смежными фланцами 112а, 112b, 112с и 112d так, чтобы обеспечить тугую посадку со смежными фланцами 112а, 112b, 112с и 112d при холодном выпускном коллекторе 111.
Прокладка 115а находится в по существу цилиндрическом промежутке или углублении 125, выполненном между фланцами 112а и 112b; прокладка 115b находится в по существу цилиндрическом углублении 125, выполненном между фланцами 112b и 112с; и прокладка 115с находится в по существу цилиндрическом углублении 125, выполненном между фланцами 112 с и 112d. Каждое из по существу цилиндрических углублений 125 вырезано в контактирующей поверхности фланцев 112а, 112b, 112с и 112d и будет иметь полностью цилиндрическую форму, если не будет зазоров 126 между смежными фланцами 112а, 112b; 112b, 112с; и 112с, 112d. По существу цилиндрические углубления 125 вырезаны с заданным диаметром отверстия и глубиной. Прокладки 115а, 115b и 115 с выполнены заданной толщины, которая меньше, чем глубина цилиндрических углублений 125, и диаметром, который больше диаметра отверстия соответствующей части цилиндрического углубления 125, в которое установлены эти прокладки, обеспечивая требуемую тугую посадку при их запрессовке.
Один из способов изготовления выпускного коллектора 111 включает в себя отливку корпуса коллектора, имеющего выхлопные патрубки 113а, 113b, 113с и 113d вместе с соответствующими фланцами 112а, 112b, 112с и 112d, а также выпускным отверстием 116 для выхлопных газов. Литому выпускному коллектору 111 далее позволяют остыть до температуры окружающей среды перед машинным формированием углублений 125 заданных размеров между смежными фланцами. В данном случае углубления 125 между фланцами 112а, 112b; 112b, 112с; и 112 с, 112d имеют по существу цилиндрическую форму, но могут иметь и другую форму.
Также способ подразумевает изготовление путем машинной обработки нескольких прокладок 115а, 115b и 115с заданного размера для установки в углубления 125, а также установку запрессовкой или плотной посадкой соответствующих прокладок 115а, 115b, 115с в каждое углубление 125.
Также способ предусматривает обработку контактирующей поверхности фланцев 112а, 112b, 112с, 112d для функционального взаимодействия с уплотнителем 119. В качестве альтернативы контактирующие поверхности 136 могут быть подвергнуты машинной обработке перед установкой прокладок 115а, 115b и 115с в цилиндрические углубления 125.
Зазоры 126 между фланцами 112а, 112b, 112с, 112d могут быть выполнены как в процессе литья, так и после литья с помощью машинной обработки. Другими словами, каждый из выхлопных патрубков 113а, 113b, 113с и 113d имеет соответствующий фланец 112а, 112b, 112с, 112d для крепления выпускного коллектора 111 к двигателю 10, и каждый промежуток или углубление сформировано частично на каждом из отдельных фланцев 112а, 112b, 112с, 112d смежных выхлопных патрубков 113а, 113b, 113с и 113d. Отдельные фланцы 112а, 112b, 112с, 112d выполняют либо в процессе литья, то есть зазоры 126 выполняют в ходе процесса, либо отдельные фланцы 112а, 112b, 112с, 112d выполняют путем отливки одного фланца, являющегося частью корпуса коллектора, а затем, для создания раздельных фланцев, прорезают эти зазоры 126 во фланце между смежными выхлопными патрубками 113а, 113b, 113с и 113d с помощью машинной обработки.
На Фиг.4А-4С показан второй вариант выполнения выпускного коллектора 211, который в большинстве параметров идентичен предыдущему варианту, описанному со ссылкой на Фиг.3А-3С, и который может быть изготовлен тем же самым способом. Главное отличие второго варианта заключается в отсутствии камеры для сбора выхлопных газов, устройство 214 сбора формируется двумя внешними выхлопными патрубками 213а и 213d, с которыми объединяются два внутренних выхлопных патрубка 213b и 213с.
Следовательно, выпускной коллектор 211, как и ранее, содержит литой корпус с четырьмя выхлопными патрубками 213а, 213b, 213с и 213d, общим выпускным отверстием 216 и средством сбора, где выхлопные газы из всех выхлопных патрубков 213а, 213b, 213с и 213d объединяются или смешиваются для вывода через общее выпускное отверстие 216.
Каждый из выхлопных патрубков 213а, 213b, 213с и 213d имеет соответствующие фланцы 212а, 212b, 212с и 212d для прикрепления выпускного коллектора 211 к головке цилиндров (не показана) двигателя, такого как двигатель 10 с Фиг.1, с помощью резьбовых крепежных элементов (не показаны), которые проходят через отверстия 221 во фланцах 212а, 212b, 212с, 212d. Уплотнитель (не показан) размещен между головкой цилиндров и фланцами 212а, 212b, 212с и 212d для обеспечения герметичного уплотнения. Каждый из фланцев 212а, 212b, 212с и 212d имеет обработанную контактирующую поверхность 236 для взаимодействия с уплотнителем.
Все фланцы 212а, 212b, 212с и 212d имеют выступающие участки 212ab, 212ba, 212bb, 212са, 212cb, 212da, проходящие от фланцев по направлению к соответствующим выступающим участкам 212ab, 212bа, 212bb, 212са, 212cb, 212da на смежных фланцах 212а, 212b, 212с, 212d.
Между каждой парой смежных выступов 212ab, 212ba; 212bb, 212са; и 212cb, 212da присутствует зазор 226. По существу цилиндрическое углубление 225 выполнено внутри каждой пары смежных выступов 212ab, 212ba; 212bb, 212са; и 212cb, 212da для обеспечения пространства для вмещения круглых жестких дисковых прокладок (не показаны на Фиг.4А или Фиг.4В).
Форма и конфигурация одной половины углубления 225 показана более подробно на Фиг.4В, где можно увидеть, что каждое углубление 225 состоит из отверстия малого диаметра 230 и отверстия большого диаметра 231 точно подобранного размера, каждая половина которых выполнена на каждом из смежных выступов 212са и 212bb путем машинной обработки. Другие цилиндрические углубления 225 имеют ту же форму и конфигурацию, и выполнены таким же образом.
На Фиг.4В также изображена торцевая сторона 227 выступающей части 212са, которая задает одну сторону зазора 226 между выступом 212са и выступом 212bb. Следует понимать, что выступ 212bb будет иметь такую же торцевую часть, как и все другие выступы 212da, 212cb, 212bа и 212аb.
Используемые круглые жесткие дисковые прокладки устанавливают в каждое пространство 225 так, чтобы обеспечить тугую посадку в точно сформированное отверстие 231 большого диаметра, когда коллектор 211 холодный. Следует учесть, что отверстие 231 большого диаметра вырезано в контактирующей поверхности 236 каждого из фланцев 212а, 212b, 212с и 212d так, чтобы при креплении фланцев 212а, 212b, 212с и 212d к головке цилиндров прокладки 215а, 215b и 215с зажимались между фланцами 212а, 212b, 212с, 212d и уплотнителем.
В этом случае диаметр прокладки вырезают до заданного значения, которое больше заданного диаметра большего отверстия 231 на величину, необходимую для обеспечения желаемой степени натяга, когда прокладка размещена на месте, а выпускной коллектор холодный. Отверстие 230 с меньшим диаметром используют только в качестве вспомогательного для вытачивания отверстия 231 с большим диаметром. На Фиг.6 показано альтернативное расположение, при котором отверстие 231 большего диаметра выполнено с использованием простого процесса сверления вместо зенкования, как при выполнении большого отверстия, показанного на Фиг.4А и 4В. В таком способе вспомогательное отверстие не используют, и в отверстии с малым диаметром нет необходимости. На Фиг.6 использованы те же самые позиции, что и на Фиг.4А и 4В, с аналогичным значением.
На Фиг.4С изображен альтернативный вариант жесткой прокладки 250, которая имеет форму ступенчатого цилиндра (канотье) со стержнем 251 малого диаметра, и торцевого фланца 252 большего диаметра. В данном случае стержень 251 малого диаметра является критическим размером, поскольку торцевой фланец 252 просто предназначен для удержания прокладки 250 в неподвижном положении. Таким образом, в данном случае стержень 251 обрабатывают до получения заданного диаметра, который больше диаметра малого отверстия 230 на величину, достаточную для обеспечения требуемой степени натяга при размещении прокладки 250 в нужном месте и при холодном коллекторе 211.
При таком расположении необходимо точно обработать лишь отверстие 230 малого диаметра, отверстие 231 большого диаметра можно оставить без обработки после литья и имеющим больший диаметр, чем торцевой фланец 252, так как торцевой фланец нужен только для удержания прокладки 250 в неподвижном положении.
Следует понимать, что если используется прокладка 250 с формой ступенчатого цилиндра, то отверстие с большим диаметром можно заменить линейным углублением 270 (как показано на Фиг.7), проходящим между каждой парой выступов 212ab, 212ba; 212bb, 212са; и 212cb, 212da, из которых на Фиг.7 показаны только выступы 212са и 212bb. Линейное углубление 270 ограничено двумя торцевыми поверхностями 270са и 270bb, выполненными на выступах 212са и 212bb соответственно. Как и ранее, имеется зазор 226 между выступами 212са и 212bb, а также точно выточенное цилиндрическое отверстие 230 обеспечивает сопряжение со стержнем 251 малого диаметра ступенчатой прокладки 250. Как и прежде, торцевой фланец 252 большого диаметра удерживает ступенчатую прокладку 250 в фиксированном положении при использовании, так как торцевой фланец 252 не может пройти через цилиндрическое отверстие 230. Следует понимать, что торцевой фланец большого диаметра не обязательно должен быть цилиндрическим, он также может быть, например, квадратной или продолговатой формы.
На Фиг.5А-5С показан третий вариант выполнения выпускного коллектора 311 согласно настоящему изобретению.
Выпускной коллектор 311 содержит литой корпус, имеющий четыре выхлопных патрубка 313а, 313b, 313с и 313d, общее выпускное отверстие 316 и средство сбора, такое как камера 314, где выхлопные газы из всех выхлопных патрубков 313а, 313b, 313c и 313d объединяются или смешиваются для вывода через общее выпускное отверстие 316.
Каждый из выхлопных патрубков 313а, 313и, 313с и 313d имеет соответствующие фланцы 312а, 312b, 312с и 312d для прикрепления выпускного коллектора 311 к головке 310В цилиндров двигателя, такого как двигатель 10 с Фиг.1, с помощью резьбовых крепежных элементов (не показаны), которые проходят через отверстия 321 во фланцах 312а, 312b, 312 с, 312d. Уплотнитель 319 размещают между выхлопным отверстием головки 310В цилиндров и фланцами 312а, 312b, 312с и 312d для обеспечения герметичного (непроницаемого для газа) уплотнения. Каждый из фланцев 312а, 312b, 312с и 312d имеет обработанную контактирующую поверхность 336 для взаимодействия с уплотнителем 319.
Жесткие прокладки 315а, 315b и 315с продолговатой формы устанавливают между смежными фланцами 312а, 312b, 312с и 312d так, чтобы обеспечить тугую посадку с фланцами 312а, 312b, 312 с и 312d при холодном коллекторе 311.
Прокладка 315а размещена в зазоре 326а между противоположными поверхностями «F» фланцев 312а и 312b; прокладка 315b размещена в зазоре 326b между противоположными поверхностями «F» фланцев 312b и 312 с; а прокладка 315с размещена в зазоре 326с между противоположными поверхностями «F» фланцев 312с и 312d. Каждую из поверхностей «F» подвергают машинной обработке для получения заданного расстояния между двумя противолежащими поверхностями «F», а прокладки 315а, 315b, 315с подвергают машинной обработке для получения заданной ширины, которая больше, чем расстояние между двумя противолежащими поверхностями «F», для обеспечения требуемой степени натяга при запрессовке прокладок 315а, 315b, 315 в их посадочные места.
В данном варианте прокладки 315а, 315b и 315с удерживаются в фиксированном положении уплотнителем 319, к которому они прикреплены сваркой, и выполнены из подходящего металла.
Один из способов изготовления выпускного коллектора 311 включает в себя отливку корпуса коллектора, содержащего выхлопные патрубки 313а, 313b, 313с и 313d вместе с соответствующими фланцами 312а, 312b, 312с и 312d, а также выпускным отверстием 316. Далее позволяют литому выпускному коллектору 311 остыть до температуры окружающей среды, перед тем, как сформировать машинной обработкой зазоры 326а, 326b и 326с между смежными фланцами 312а, 312b; 312b, 312 с; и 312с, 312d.
Также способ предусматривает изготовление нескольких прокладок 315а, 315b и 315 с путем машинной обработки до заданного размера, для установки в зазоры 326а, 326b и 326с. Прокладки 315а, 315b и 315с можно приварить к уплотнителю 319 перед обработкой, либо после нее.
Также метод заключается в запрессовке прокладок 315а, 315b, 315с в соответствующие зазоры 326а, 326b и 326с, чтобы осуществить сборку уплотнителя и выпускного коллектора.
Следует понимать, что контактирующие поверхности 336 фланцев 312а, 312b, 312с и 312d в данном случае подвергают машинной обработке перед установкой прокладок 315а, 315b и 315с в зазоры 326а, 326b и 326с.
На Фиг.8А-8С показан четвертый вариант выпускного коллектора 411 согласно первому аспекту изобретения, который во многом аналогичен изображенному на Фиг.3А и 3В. Основное различие между этим вариантом и предыдущими вариантами заключается в том, что смежные фланцы имеют общее крепление в виде резьбовой шпильки 450, тогда как в предыдущих вариантах каждый фланец был прикреплен с использованием собственного крепежного элемента.
Выпускной коллектор 411 содержит литой корпус с четырьмя выхлопными патрубками 413а, 413b, 413с и 413d (на Фиг.8А видны только их отверстия) общее выпускное отверстие и средство сбора в форме камеры, где выхлопные газы из всех выхлопных патрубков 413а, 413b, 413с, 413d смешиваются для вывода через общее выпускное отверстие. Однако следует понимать, что вместо камеры для сбора выхлопных газов, средства сбора может быть сформировано двумя внешними выхлопными патрубками, с которыми сливаются два внутренних выхлопных патрубка, способом, аналогичным изображенному на Фиг.4А.
Каждый из выхлопных патрубков 413а, 413b, 413с и 413d имеет соответствующие фланцы 412а, 412b, 412с и 412d для прикрепления выпускного коллектора 411 к головке цилиндров двигателя, такого как двигатель 10 с Фиг.1, с помощью резьбовых крепежных элементов 450 (Фиг.8С), которые проходят через отверстия 421а во фланцах 412а, 412b, 412с, 412d. Уплотнитель (не показан) размещен между головкой цилиндров и фланцами 412а, 412b, 412с и 412d для обеспечения герметичного уплотнения. Каждый из фланцев 412а, 412b, 412с и 412d имеет контактирующую поверхность 436, подверженную машинной обработке, для взаимодействия с уплотнителем.
Жесткую кольцевую прокладку 415 устанавливают в зазоры 426 между смежными фланцами 412а, 412b, 412с и 412d так, чтобы обеспечить тугую посадку с фланцами 412а и 412b; 412b и 412с; 412с и 412d при холодном коллекторе 411. Использование кольцевых прокладок 415 позволяет общим крепежным шпилькам 450 проходить через кольцевые прокладки 415, как изображено на Фиг.8С. Следует понимать, что размеры каждой кольцевой прокладки 415 являются достаточными для сопротивления силам, возникающим при сжатии коллектора 411, и для предотвращения или полного исключения деформации коллектора 411.
Каждая кольцевая прокладка 415 установлена в по существу цилиндрическом углублении 431, выполненном между смежными фланцами 412а и 412b; 412b и 412с; 412с и 412d.
Каждое из цилиндрических углублений 431 вырезано в контактирующей поверхности фланцев 412а, 412b, 412с и 412d и будет иметь полностью цилиндрическую форму, если не будет зазоров 426 между смежными фланцами 412а, 412b; 412b, 412с; и 412с, 412d. Цилиндрические углубления 431 обрабатывают до получения требуемого диаметра и глубины отверстия. При этом кольцевые прокладки 415 выполняют заданной толщины, которая меньше глубины цилиндрических углублений 431, и диаметра, который больше, чем диаметр отверстия соответствующего углубления 431, в котором она установлена для достижения требуемого натяга путем запрессовки прокладок 415 в углубления 431 при холодном коллекторе.
Отверстия 421b расположены коаксиально с углублениями 431 и обеспечивают возможность для фиксации кольцевых прокладок 415 в установочном положении. Диаметр отверстий 42lb меньше внешнего диаметра кольцевых прокладок 415, так что кольцевые прокладки 415 не могут выйти из углублений 431 после прикрепления коллектора 411 к двигателю. Так как кольцевые прокладки 415 имеют меньшую толщину, чем глубина углублений 431, прижимную нагрузку, примененную через гайки 451, соединенные с фиксирующими шпильками 450 резьбовым соединением, используют для крепления коллектора 411 к головке цилиндров двигателя. Прижимная нагрузка от гаек 451 не передается через кольцевые прокладки 415 головке цилиндров. Другими словами, кольцевые прокладки не прижимаются к головке цилиндра двигателя 10 при натяжении гаек 451.
Один из способов изготовления выпускного коллектора 411 включает в себя отливку корпуса коллектора, содержащего выхлопные патрубки 413а-413d вместе с соответствующими фланцами 112а-112d, а также выпускным отверстием. Таким образом, зазоры 426 изготавливают в ходе процесса литья. Далее позволяют литому выпускному коллектору 411 остыть до температуры окружающей среды перед высверливанием отверстий 421а, 421b с заданным диаметром зазора для шпилек 450, и формированием путем машинной обработки углублений 431 между смежными фланцами 412a-412d с заданными диаметром и глубиной.
Следует понимать, что все отверстия 421а, 421b имеют резьбовое крепление, как например шпилька 450, проходящая через них для прикрепления фланцев 412а-412d к головке цилиндров.
Также способ подразумевает изготовление путем машинной обработки на станке нескольких кольцевых прокладок 415 заданного размера для установки в углубления 431, а также установку посредством запрессовки или плотной посадки прокладок 415 в каждое углубление 431.
Также способ подразумевает машинную обработку контактирующей поверхности 436 фланцев 412а-412d для соединения с уплотнителем 119 головки цилиндров. В качестве альтернативы, контактирующие поверхности 436 могут быть обработаны перед установкой кольцевых прокладок 415 в цилиндрические углубления 431.
Как было упомянуто ранее, зазоры 426 между фланцами 412а-412d могут быть выполнены в ходе процесса литья или после литья с помощью машинной обработки.
На Фиг.9 показан пятый вариант выпускного коллектора 511 согласно первому аспекту изобретения, который во многом аналогичен варианту, показанному на Фиг.8А-8С. Основное отличие от предыдущего варианта заключается в том, что смежные фланцы имеют два общих крепежных элемента, при этом в варианте, изображенном на Фиг.8А-8С, каждый фланец имеет только один общий крепежный элемент. Жесткие кольцевые прокладки (не показаны), такие же, как и прокладки 415 на Фиг.8В и 8С, используют точно так же, как было описано ранее, для перекрытия зазоров 526.
Выпускной коллектор 511 содержит литой корпус с четырьмя выхлопными патрубками 513а-513d (на Фиг.9 видны только их отверстия), общее выпускное отверстие и средство сбора в виде камеры (не показано), где выхлопные газы из всех выхлопных патрубков 513а-523d смешиваются для вывода через общее выпускное отверстие.
Каждый выхлопной патрубок 513а-513d имеет соответствующие фланцы 512а-512d для прикрепления выпускного коллектора 511 к головке цилиндров двигателя, такого как, например, двигатель 10 с Фиг.1, с помощью резьбовых крепежных элементов (не показаны), проходящих через отверстия 521а и 521b во фланцах 512а-512d.
Уплотнитель (не показан) размещен между головкой цилиндров и фланцами 512а-512d для обеспечения герметичного уплотнения. Каждый из фланцев 512а-512d имеет подвернутую механической обработке контактирующую поверхность (расположена с другой стороны, и поэтому не видна на Фиг.9) для взаимодействия с уплотнителем.
Как было сказано ранее в отношении Фиг.8А-8С, жесткая кольцевая прокладка установлена между фланцами 512а/512b; 512b/512с; 512с/512d для осуществления тугой посадки с фланцами 512а/512b; 512b/512с; 512с/512d при холодном выпускном коллекторе 511. Использование кольцевых прокладок позволяет фиксирующим шпилькам проходить через кольцевые прокладки (как показано на Фиг.8С).
Как и ранее, каждую кольцевую прокладку устанавливают в цилиндрическое углубление между смежными фланцами 512а и 512b; 512b и 512с; 512с и 512d, каждое цилиндрическое углубление вырезают на контактирующей поверхности фланцев 512а-512d, и оно будет полностью цилиндрическим при отсутствии зазоров 526 между смежными фланцами 512а и 512b; 512b и 512с; 512с и 512d. Цилиндрические углубления обрабатывают до получения требуемых диаметра и глубины отверстия, а кольцевые прокладки выполняют требуемой толщины, которая меньше глубины цилиндрических углублений, и большего диаметра, чем у соответствующего углубления, в которое ее устанавливают для получения требуемого натяга путем запрессовки прокладок в углубления при холодном коллекторе.
Отверстия 521b расположены коаксиально с углублениями и обеспечивают возможность для фиксации кольцевых прокладок. Диаметр отверстий 521b, которые являются зазором для вставки установочных шпилек или болтов, меньше внешнего диаметра кольцевых прокладок, так что прокладки не могут выйти из углублений после прикрепления выпускного коллектора 511 к двигателю. Так как кольцевые прокладки имеют толщину меньшую, чем глубина углублений, прижимная нагрузка для крепления коллектора 511 к головке цилиндра двигателя не передается через кольцевые прокладки головке цилиндра. Другими словами, кольцевые прокладки не прижаты к головке цилиндра двигателя, когда коллектор 511 закреплен на головке цилиндра.
Все отверстия 521а, 521b имеют резьбовое крепление, как например шпилька 450, проходящая через них для прикрепления фланцев 512а-512d к головке цилиндров.
Для изготовления коллектора 511, можно использовать способ, аналогичный использованному для производства коллектора 411, в связи с чем подробное описание этого способа не приводится.
Основными особенностями данного способа являются создание точно вырезанных углублений между фланцами 512а-512d; создание нескольких кольцевых прокладок заданных размеров для установки в созданные углубления для тугой посадки при запрессовке каждой кольцевой прокладки в соответствующее углубление; и сам процесс запрессовки прокладок в углубления.
На Фиг.10 показан шестой вариант выпускного коллектора 611 согласно первому аспекту изобретения, который во многом аналогичен варианту, изображенному на Фиг.8А-8С. Основные отличия от предыдущих вариантов, показанных на Фиг.8А-8С заключаются в том, что смежные фланцы имеют два общих крепежных элемента, при этом в варианте, изображенном на Фиг.8А-8С, каждый фланец имеет лишь один общий с соседним фланцем крепежный элемент; в данном варианте два торцевых фланца имеют лишь один крепежный элемент, тогда как когда на Фиг.8А-8С внешние фланцы оба используют два уникальных крепежных элемента, а два внутренних фланца в данном варианте имеют только общие крепежные элементы, в то время как в варианте на Фиг.8А-8С все фланцы имеют по крайней мере один крепежный элемент.
Жесткие кольцевые прокладки (не показаны), такие же, как и прокладки 415 на Фиг.8В и 8С, используют точно так же, как было описано ранее - для установки в зазоры 626.
Выпускной коллектор 611 содержит литой корпус с четырьмя выхлопными патрубками 613а-613d (на Фиг.9 видны только их отверстия), общее выпускное отверстие и средство сбора в виде камеры (не показана), где выхлопные газы из всех выхлопных патрубков 613а -613d смешиваются для вывода через общее выпускное отверстие.
Каждый выхлопной патрубок 613а-613d имеет соответствующие фланцы 612а-612d для прикрепления выпускного коллектора 611 к головке цилиндров двигателя, такого как, например, двигатель 10 с Фиг.1, с помощью резьбовых крепежных элементов (не показаны), проходящих через отверстия 621а и 621b во фланцах 612а-612d. Уплотнитель (не показан) расположен между головкой цилиндров и фланцами 612а-612d для - обеспечения герметичного уплотнения. Каждый из фланцев 612а-612d имеет подвергнутую машинной обработке контактирующую поверхность (расположена с другой стороны, и поэтому не видна на Фиг.9) для взаимодействия с уплотнителем.
Как было сказано ранее со ссылкой на Фиг.8А-8С, кольцевая прокладка установлена между смежными фланцами 612a/612b; 612b/612с; 612c/612d для обеспечения тугой посадки с фланцами 612а/612b; 612b/612c; 612c/612d при холодном выпускном коллекторе 611. Использование кольцевых прокладок позволяет фиксирующим шпилькам проходить через кольцевые прокладки (как показано на Фиг.8С).
Как и ранее, каждую кольцевую прокладку устанавливают в цилиндрическое углубление между смежными фланцами 612а и 612b, 612b и 612с, 612с и 612d, каждое цилиндрическое углубление вырезают на контактирующей поверхности фланцев 612а-612d, и оно будет полностью цилиндрическим при отсутствии зазоров 626 между смежными фланцами 612a/612b, 612b/612c, 612с/612d. Цилиндрические углубления обрабатывают до получения требуемых диаметра и глубины отверстия, а кольцевые прокладки выполняют требуемой толщины, которая меньше глубины цилиндрических углублений, и большего диаметра, чем у соответствующего углубления, в которое ее устанавливают для получения требуемой тугой посадки путем запрессовки прокладок в углубления при холодном коллекторе.
Отверстия 621b расположены коаксиально с углублениями и обеспечивают возможность для фиксации кольцевых прокладок. Диаметр отверстий 62lb меньше внешнего диаметра кольцевых прокладок, так что кольцевые прокладки 415 не могут выйти из углублений после прикрепления коллектора 611 к двигателю. Так как кольцевые прокладки имеют толщину, меньшую, чем глубина углублений, прижимная нагрузка для крепления коллектора 611 к головке цилиндров двигателя не передается через кольцевые прокладки головке цилиндров. Другими словами, кольцевые прокладки не прижаты к головке цилиндров двигателя, когда коллектор 611 прикреплен к головке цилиндров.
Все отверстия 621а, 621b имеют резьбовое крепление, как например шпилька 450, проходящая через них для прикрепления фланцев 612а-612d к головке цилиндров.
Для изготовления коллектора 611, может быть использован способ, аналогичный способу изготовления коллектора 411, в связи с чем подробное описание этого способа не приводится.
Основными особенностями данного способа являются создание точно вырезанных углублений между фланцами 612а-612d; изготовление нескольких кольцевых прокладок заданных размеров для установки в созданные углубления для тугой посадки при запрессовке каждой кольцевой прокладки в соответствующее углубление; и сам процесс запрессовки прокладок в углубления.
Таким образом, обобщая вышесказанное, изобретение предусматривает литой выпускной коллектор для двигателя, прикрепляемый к двигателю с помощью нескольких независимых фланцев, между каждой парой которых расположены жесткие прокладки для осуществления тугой посадки, когда выпускной коллектор имеет температуру окружающей среды. Использование независимых фланцев позволяет выпускному коллектору расширяться при нагреве без образования сильного внутреннего напряжения, а прокладки предотвращают деформацию выпускного коллектора при его охлаждении.
Несмотря на то, что изобретение было описано применительно к четырехцилиндровому двигателю, следует понимать, что данное изобретение можно применить к любому литому выпускному коллектору с двумя или несколькими выхлопными патрубками, соединенными с двигателем.
Несмотря на то, что изобретение было описано с использованием резьбового соединения шпилькой и гайкой, следует понимать, что данное изобретение не ограничивается данным способом крепления, то есть можно использовать любой другой способ резьбового соединения.
Следует понимать, что прокладки и углубления не ограничиваются описанными выше геометрическими формами, то есть можно использовать и другие формы. Также следует понимать, что прокладки должны быть выполнены из материала, который является достаточно жестким для того, чтобы противостоять приложенным силам и работать при относительно высоких температурах, свойственных выпускному коллектору.
Специалистам в данной области техники понятно, что, несмотря на то что настоящее изобретение было описано в качестве примера со ссылкой на один или более вариантов осуществления изобретения, оно не может быть ограничено рамками этих примеров и могут быть разработаны альтернативные варианты воплощения, которые входят в объем изобретения в соответствии с прилагаемой формулой изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| РАСХОДОМЕР КОРИОЛИСА И СПОСОБ РАБОТЫ РАСХОДОМЕРА КОРИОЛИСА | 2000 |
|
RU2314498C2 |
| ЭЛЕКТРОННОЕ КУРИТЕЛЬНОЕ ИЗДЕЛИЕ | 2013 |
|
RU2627002C2 |
| РАЗДЕЛЕННЫЙ НА МНОГОЧИСЛЕННЫЕ СЕГМЕНТЫ ПЕРИСТАЛЬТИЧЕСКИЙ НАСОС И КАССЕТА | 2010 |
|
RU2532293C2 |
| Устройство отвода выхлопных газов двигателя внутреннего сгорания | 2019 |
|
RU2722009C1 |
| СПОСОБ ПРЕДВАРИТЕЛЬНОЙ ОБРАБОТКИ ГИДРАВЛИЧЕСКОЙ ЧАСТИ НАСОСА (ВАРИАНТЫ) | 2007 |
|
RU2358157C2 |
| УСТАНОВКА И СПОСОБ КОНТРОЛЯ ШИН | 2016 |
|
RU2722984C2 |
| УСТРОЙСТВО ДЛЯ ПЕРЕРАБОТКИ КОНГЛОМЕРАТА | 1999 |
|
RU2232643C2 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ ДЫМОВОГО ФИЛЬТРА ОТ САЖИ | 1992 |
|
RU2037057C1 |
| ТОРМОЗНОЕ УСТРОЙСТВО КОЛБАСНОЙ ОБОЛОЧКИ С РЕГУЛИРУЕМЫМ ТОРМОЗНЫМ УСИЛИЕМ | 2008 |
|
RU2394432C2 |
| ЭЖЕКТОР ДЛЯ ПРОВЕТРИВАНИЯ ЧЕРЕЗ СКВАЖИНУ | 2010 |
|
RU2449128C1 |
Изобретение может быть использовано в двигателях внутреннего сгорания. Выпускной коллектор (111) для двигателя содержит литой корпус, имеющий выхлопные патрубки (113а), (113b), (113c), (113d) для выведения выхлопных газов из цилиндров двигателя и общее выпускное отверстие (116) для дальнейшего отвода выхлопных газов. Каждый из выхлопных патрубков (113а), (113b), (113c), (113d) имеет соответствующий фланец (112а), (112b), (112c), (112d) для прикрепления выпускного коллектора (111) к двигателю. Между смежными фланцами (112а), (112b), (112c), (112d) вставлены жесткие прокладки (115а), (115b), (115c) для осуществления их тугой посадки в холодном выпускном коллекторе (111). Раскрыты двигатель внутреннего сгорания с головкой цилиндров, содержащий выпускной коллектор, моторное транспортное средство с двигателем внутреннего сгорания и способ изготовления выпускного коллектора для двигателя. Технический результат заключается в возможности расширения выпускного коллектора при нагреве без образования сильного внутреннего напряжения и в предотвращении деформации выпускного коллектора при его охлаждении. 4 н. и 8 з.п. ф-лы, 22 ил.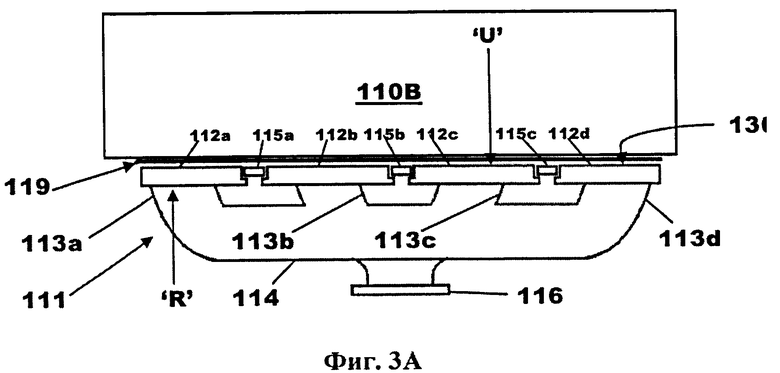
1. Выпускной коллектор для двигателя, содержащий литой корпус, задающий по меньшей мере два выхлопных патрубка для выведения выхлопных газов и общее выпускное отверстие для выхлопных газов, причем каждый из выхлопных патрубков имеет соответствующий фланец для прикрепления выпускного коллектора к двигателю, при этом между смежными фланцами вставлена по существу жесткая прокладка для осуществления их тугой посадки в холодном выпускном коллекторе.
2. Выпускной коллектор по п.1, в котором каждая прокладка зафиксирована в положении между смежными фланцами.
3. Выпускной коллектор по п.1 или 2, в котором каждый фланец имеет контактирующую поверхность для герметичного соединения с двигателем, причем каждая контактирующая поверхность содержит часть углубления, в которое вставлена прокладка для ее надежной фиксации.
4. Выпускной коллектор по п.1 или 2, в котором между смежными фланцами имеется зазор, и каждая прокладка надежно зафиксирована таким образом, чтобы выдаваться в указанный зазор между смежными фланцами.
5. Выпускной коллектор по п.4, в котором каждый фланец имеет контактирующую поверхность для герметичного соединения с двигателем, причем между каждой контактирующей поверхностью и двигателем расположен уплотнитель, и каждая прокладка соединена с уплотнителем для ее надежной фиксации.
6. Выпускной коллектор по п.1 или 2, в котором смежные фланцы выпускного коллектора имеют по меньшей мере два общих крепежных элемента, а каждая по существу жесткая прокладка представляет собой кольцевую прокладку, через которую проходят соответствующие общие крепежные элементы для прикрепления выпускного коллектора к двигателю.
7. Двигатель внутреннего сгорания с головкой цилиндров, содержащий выпускной коллектор по пп.1-6, который герметично соединен с головкой цилиндров для вывода выхлопных газов из двигателя в выхлопную систему.
8. Моторное транспортное средство с двигателем внутреннего сгорания по п.7, содержащее выхлопную систему, соединенную с выпускным отверстием выпускного коллектора для вывода выхлопных газов из двигателя в атмосферу.
9. Способ изготовления выпускного коллектора для двигателя, в котором отливают корпус выпускного коллектора с по меньшей мере двумя выхлопными патрубками для вывода выхлопных газов и общим выпускным отверстием для выхлопных газов, позволяют корпусу коллектора остыть до температуры окружающей среды, формируют промежутки заранее заданных размеров между смежными выхлопными патрубками, изготавливают необходимое количество по существу жестких прокладок заданного размера для установки в эти промежутки; и устанавливают соответствующие по существу жесткие прокладки в каждый промежуток так, чтобы осуществить тугую посадку между по существу жесткими прокладками и фланцами при холодном выпускном коллекторе.
10. Способ по п.9, в котором каждый из выхлопных патрубков имеет соответствующий фланец для прикрепления выпускного коллектора к двигателю, и каждый указанный промежуток сформирован частично в каждом из отдельных фланцев смежных выхлопных патрубков.
11. Способ по п.10, в котором отдельные фланцы формируют в ходе процесса литья.
12. Способ по п.9, в котором индивидуальные фланцы формируют отливкой одного фланца, представляющего собой часть корпуса коллектора, а затем для разделения фланцев с помощью машинной обработки выполняют зазоры в этом одном фланце между смежными выхлопными патрубками.
| FR 2924643 A1, 12.06.2009 | |||
| JP 08128321 A, 21.05.1996 | |||
| Способ приготовления лака | 1924 |
|
SU2011A1 |
| US 6155045 A, 05.12.2000 | |||
| Устройство для регулирования уровня воды в цистернах замещения | 1936 |
|
SU49907A1 |

