Область техники
Изобретение относится к элементу опалубки для бетонной конструкции.
Уровень техники
Из уровня техники известно множество элементов опалубки для бетонной конструкции. В частности, известны также элементы опалубки, которые выполнены из многослойного материала, состоящего из металлической решетки и насаженных на нее в горячем состоянии пленок.
В ЕР 75 641 А1 описан многослойный материал из металлической решетки и из нанесенной с одной или с двух сторон гибкой термоусаживающейся пленки из синтетического материала, которая покрывает отверстия решетки. Для изготовления многослойного материала синтетическую пленку и металлическую решетку в виде полотнищ или частей укладывают параллельно и соосно друг на друга и в этом положении на решетку насаживают синтетическую пленку. При этом пленка и решетка непрерывно поступают из соответствующих запасов и в наложенном друг на друга положении поступают в устройство для термоусадки. В устройстве для термоусадки полимерная пленка размягчается с помощью потока горячего газа и прижимается к решетке.
В DE 20 2009 004 864 U1 описывается стационарная опалубка для бетонной конструкции, которая состоит из первой боковой стенки опалубки, второй боковой стенки опалубки и донной части. Обе боковые стенки опалубки состоят из известного из ЕР 75 641 А1 многослойного материала. По меньшей мере одна ограничительная кромка первой боковой стенки опалубки выполнена из продольного стержня, при этом донная часть так соединена по меньшей мере с этой первой боковой стенкой опалубки, что донная часть выполнена с возможностью поворота вокруг ограничительной кромки первой боковой стенки опалубки.
Из WO 2008/128683 A1 также известен элемент опалубки, который состоит из решетки, покрытой оболочкой из пленки. Решетка в этом случае выполнена по меньшей мере из двух отдельных решетчатых каркасов, при этом оба решетчатых каркаса покрыты общей оболочкой из пленки.
Известные из DE 20 2009 004 864 U1 и WO 2008/128683 A1 опалубки улучшают возможности использования известных из ЕР 75 641 А1 элементов опалубки в такой степени, что элементы опалубки в ровной форме доставляются на строительную площадку и только на месте им можно простым образом придавать нужную, например U-образную, форму.
Несмотря на то что за счет поворотной донной части и соответственно расположенных в общей пленке отдельных решетчатых каркасов обеспечивается возможность использования элементов опалубки в неплоской форме, возможности использования известных элементов опалубки ограничены изготовлением ровных бетонных поверхностей.
Описание изобретения
Далее следует описание изобретения. Должен быть предоставлен элемент опалубки, который позволяет получать неровные бетонные поверхности. Эта задача решается согласно изобретению с помощью элемента опалубки согласно независимому пункту 1 формулы изобретения. Другие предпочтительные аспекты, детали и варианты осуществления изобретения вытекают из зависимых пунктов формулы изобретения, описания, а также из графических материалов.
Как уже упоминалось, из уровня техники известен ряд многослойных материалов с металлической решеткой и нанесенной на решетку синтетической пленкой. На основании уровня техники исходят, соответственно, из того, что выполненная в качестве несущего каркаса решетка должна обеспечивать необходимую прочность многослойного материала, чтобы выдерживать возрастающее во время бетонирования давление бетона. Эта прочность обеспечивается за счет применения в качестве решетки арматурных сеток, при этом стержни арматурных сеток, как известно, имеют диаметр по меньшей мере от 6 мм до 12 мм. Формование известных элементов опалубки можно производить только с помощью гибочных инструментов и оно требует больших временных и денежных затрат.
Затем неожиданно было установлено, что также решетку, которая состоит из значительно более тонких проволок, можно выполнить таким образом, что допускается изготовлять элементы опалубки, которые, несмотря на использование тонких проволок, могут выдерживать давление бетона без деформации.
Согласно настоящему изобретению представляется элемент опалубки для бетонной конструкции. Элемент опалубки состоит из металлической решетки, изготовленной из поперечных и продольных стержней и из двух покрывающих решетку с обеих сторон гибких термоусаживающихся пленок. Обе термоусаживающиеся пленки через отверстия решетки соединяются друг с другом. Согласно изобретению поперечные и продольные стержни решетки имеют диаметр от 1,5 мм до 3,5 мм, а отверстия решетки имеют ширину в свету от 50 мм до 120 мм, при этом ширина в свету представляет собой самое большое расстояние между направленными к отверстию решетки краями ограничивающих отверстия стержней.
Под «диметром» поперечных и продольных стержней в рамках настоящей заявки подразумевают диаметр стержней в поперечном сечении, то есть в сечении с плоскостью сечения перпендикулярно продольному направлению стержней. Применяемые стержни представляют собой, как правило, стержни в основном круглого сечения, которые, следовательно, имеют одинаковый измеримый диаметр. В случае другой формы, то есть стержней, выполненных, например, с прямоугольным, квадратным или эллиптическим поперечным сечением, под «диаметром» понимают наибольший измеряемый диаметр, то есть в случае квадратного или прямоугольного поперечного сечения длину диагоналей квадрата или прямоугольника.
Под «шириной в свету» в рамках настоящей заявки следует понимать расстояние между направленными к отверстию решетки краями ограничивающих отверстия стержней. Так как расположение поперечных и продольных стержней относительно друг друга в наиболее простом варианте изобретения может выполняться по существу любым, отверстия решетки могут иметь любые формы. В принципе, даже определенная решетка элемента опалубки согласно настоящему изобретению может также иметь выполненные различным образом отверстия. По этой причине под «шириной в свету» понимают, в принципе, самое большое расстояние, имеющееся между направленными к отверстию решетки краями ограничивающих отверстия стержней. В случае квадратного или прямоугольного поперечного сечения ширина в свету отверстия идентична длине диагоналей квадрата или прямоугольника.
Под «выполненной неровной поверхностью бетона» в рамках настоящей заявки понимают любую специально выполненную неровной бетонную поверхность, то есть любую бетонную поверхность, которая не выполнена на больших участках ровной или которая не имеет периодически повторяющихся структур. С помощью «выполненных неровными бетонных поверхностей» в понимании настоящего изобретения можно формовать или имитировать, например, скалы, каменные поверхности, скальные стены и т.д.
За счет предусмотренного согласно настоящему изобретению сочетания определенного диаметра поперечных и продольных стержней решетки и ширины в свету отверстий решетки создается элемент опалубки, который, с одной стороны, обладает достаточной устойчивостью формы, чтобы выдерживать образующееся во время бетонирования давление бетона, и которому, с другой стороны, на месте, то есть на строительной площадке, простым образом вручную или с помощью простых инструментов, например клещей, можно придавать путем сгибания почти любую форму.
Во время проведения испытаний было установлено, что для выполнения обоих условий, а именно для обеспечения достаточной устойчивости формы под нагрузкой, с одной стороны, и легкой гибкости, с другой стороны, диаметр поперечных и продольных стержней решетки должен составлять от 1,5 мм до 3,5 мм, а ширина в свету – от 50 мм до 120 мм. В случае использования стержней, диаметр которых составляет менее 1,5 мм, и, соответственно, отверстий решетки, которые имеют «ширину в свету» более 120 мм, теряется необходимая устойчивость формы элемента опалубки. В случае применения стержней, диметр которых составляет более 3,5 мм, и, соответственно, отверстий решетки, которые имеют «ширину в свету» менее 50 мм, элемент опалубки уже нельзя будет изгибать в нужную форму на месте на строительной площадке.
Предпочтительно, элемент опалубки согласно настоящему изобретению можно доставлять на строительную площадку в плоской форме с укладкой штабелями и экономией места. Процесс гибки элементов опалубки до нужной формы производится только вскоре перед использованием элементов опалубки на строительной площадке. В отличие от транспортировки элементов опалубки в их готовом виде элементы опалубки согласно настоящему изобретению могут транспортироваться в плоском виде и, таким образом, с возможностью экономии места, а также с меньшими затратами в виде плоского материала.
Предусмотренное согласно изобретению применение термоусаживающейся пленки заметно облегчает изготовление элементов опалубки по сравнению с обычными синтетическими пленками. Термоусаживающуюся пленку насаживают в горячем состоянии на решетку, при этом решетка выполнена в виде несущего каркаса, выдерживающего напряжения при усадке. В качестве термоусаживающейся пленки можно использовать целый ряд синтетических материалов различной толщины, окрашенных или прозрачных. В качестве термоусаживающейся пленки особенно хорошо пригодны полиэтиленовые пленки. Способ и устройство для изготовления таких многослойных материалов с термоусаживающейся пленкой подробно изложены в ЕР 75 641 А1, на который в этой взаимосвязи будут делаться ссылки.
Повышенная коррозионная защита решетки достигается тем, что решетка элемента опалубки согласно настоящему изобретению покрыта с обеих сторон соответственно термоусаживающимися пленками, которые затем заключают в себе решетку.
Предпочтительно, решетка элемента опалубки изготовляется из проволочной сетки. Поперечные и продольные стержни решетки в этом случае переплетены друг с другом, то есть поперечные стержни пропускаются попеременно над и под продольными стержнями. В принципе, поперечные и продольные стержни решетки могут в местах их пересечения также свариваться друг с другом. В этом случае все поперечные стержни могут, например, располагаться в плоскости сверху продольных стержней.
Предпочтительно, поперечные и продольные стержни решетки имеют диаметр от 1,7 мм до 3,0 мм, в особенности предпочтительно диаметр от 1,9 мм до 2,5 мм и особенно предпочтительно от приблизительно 2,0 мм. За счет указанного диаметра в значительной мере достигается то, что элемент опалубки обладает достаточной прочностью и устойчивостью формы, в то же время более легкой формуемостью.
Особые преимущества при изготовлении элементов опалубки достигаются в том случае, если поперечные стержни решетки и продольные стержни решетки имеют одинаковый диаметр. В этом случае для изготовления элементов опалубки необходимо иметь в запасе только один вид стержней.
Согласно следующему особенно предпочтительному варианту осуществления настоящего изобретения отверстия решетки имеют ширину в свету от 60 мм до 100 мм, в особенности предпочтительно ширину в свету от 70 мм до 80 мм. Благодаря названным значениям ширины в свету еще в большей мере обеспечивается то, что элемент опалубки будет иметь достаточную прочность и устойчивость формы, в то же время при более легкой формуемости.
Предпочтительно, отверстия решетки имеют форму квадрата, прямоугольника, ромба или шестиугольника. При изготовлении элемента опалубки особенно просто и без особых затрат стержни подают на равномерном расстоянии на технологическую линию. При таком подходе образуются отверстия решетки названных форм, при этом квадратная форма отверстий имеет особое преимущество, так как эта форма обеспечивает по всей площади элемента опалубки постоянную устойчивость формы и гибкость. В принципе, решетку можно в зависимости от цели применения изготовлять из прямоугольных или пересекающихся под наклоном, переплетенных или наложенных друг на друга и сваренных друг с другом стержней.
Особенно предпочтительными являются варианты осуществления, согласно которым отверстия решетки имеют по существу квадратную форму и расстояние между направленными к отверстию краями ограничивающих отверстие стержней составляет от 50 мм до 58 мм. Если эта ширина в свету отверстий будет сочетаться с диаметром поперечных и продольных стержней от 1,9 мм до 2,1 мм, в особенности приблизительно 2,0 мм, то в таком случае будет получен элемент опалубки с идеальными свойствами в отношении устойчивости формы и гибкости.
Настоящее изобретение включает также применение описанного выше элемента опалубки для изготовления выполненных неровными бетонных поверхностей. В случае применения элементов опалубки для изготовления выполненных неровными бетонных поверхностей достигаются особенно большие преимущества, заключающиеся в том, что элементы опалубки сгибают до нужной формы только на месте. В результате этого можно простым способом обеспечить согласование необходимой бетонной поверхности с условиями на месте.
Настоящее изобретение включает также способ изготовления выполненных неровными бетонных поверхностей при использовании описанных выше элементов опалубки. Способ включает этапы изготовления одного из описанных выше элементов опалубки; изготовления снабженной распорками арматурной поверхности; придания путем сгибания элементу опалубки формы, требуемой для подлежащей бетонированию бетонной поверхности; расположения элемента опалубки на распорках; прикрепления элемента опалубки к арматуре и нанесения торкрет-бетона со стороны арматуры. Таким образом можно изготовлять специально формованные поверхности, например скалы, каменные поверхности и т.д.
Согласно одному из предпочтительных вариантов осуществления дополнительно осуществляют этапы изготовления опорного устройства, содержащего вертикально и горизонтально расположенные опорные элементы, и прикрепления арматуры к опорному устройству, при этом между арматурой и опорным устройством расположены распорки из некорродирующего материала. Для изготовления относительно больших скальных стен или скальных формаций необходимо использовать опорное устройство, которое очень грубо моделирует форму подлежащих изготовлению искусственных структур. Такое опорное устройство изготовляют, как правило, из горизонтально и вертикально расположенных опорных элементов в виде металлических распорок-раскосов. Арматуру соединяют с опорным устройством, а именно, предпочтительно, таким образом, что горизонтально расположенные опорные элементы выступают над арматурой, если смотреть от изготавливаемой скальной стены или скальной формации. На этих выступающих горизонтальных опорных поверхностях располагают впоследствии мостки, которые используются при художественной окончательной обработке или при нанесении торкрет-бетона. Выступающие над арматурой части опорных элементов после завершения этих работ отрезают, а оставшуюся поверхность реза облицовывают. Благодаря расположенным между арматурой и опорным устройством распоркам из некорродирующего материала, например пластмассы или фиброцемента, обеспечивается надежная защита арматуры от коррозии.
При использовании элементов опалубки согласно настоящему изобретению для изготовления относительно больших выполненных неровными поверхностей часто требуется большое количество элементов опалубки удобного для обращения размера. Эти элементы опалубки в своих краевых областях расположены внахлестку, так что можно получать сравнительно большие замкнутые поверхности.
Пути осуществления изобретения
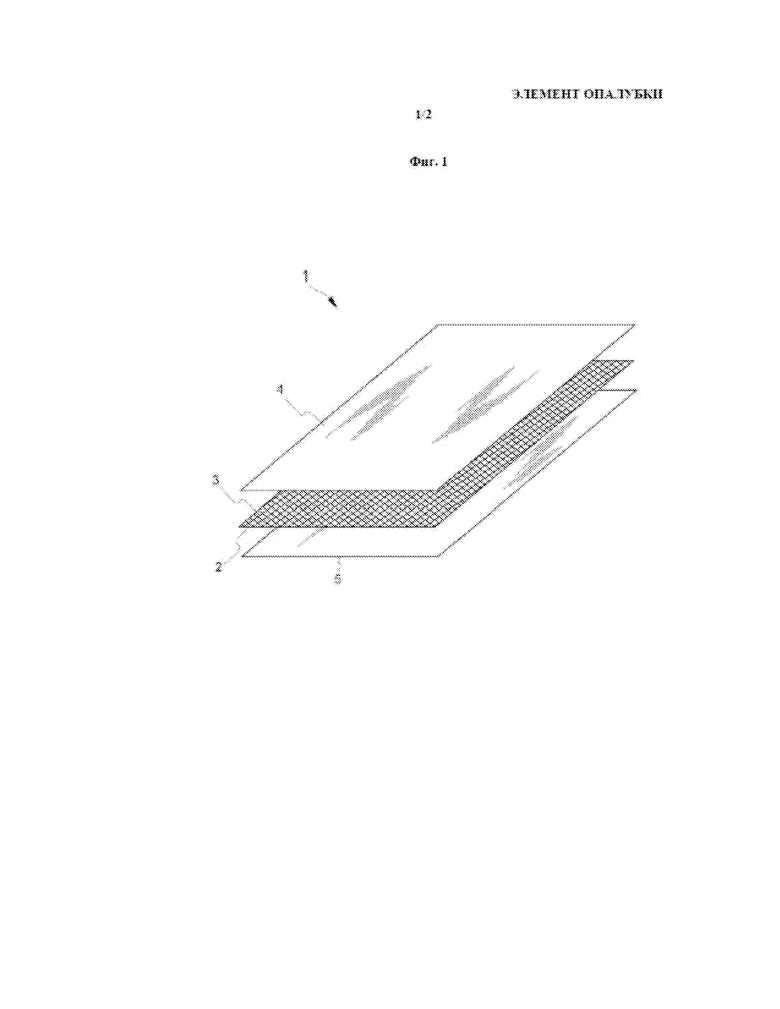
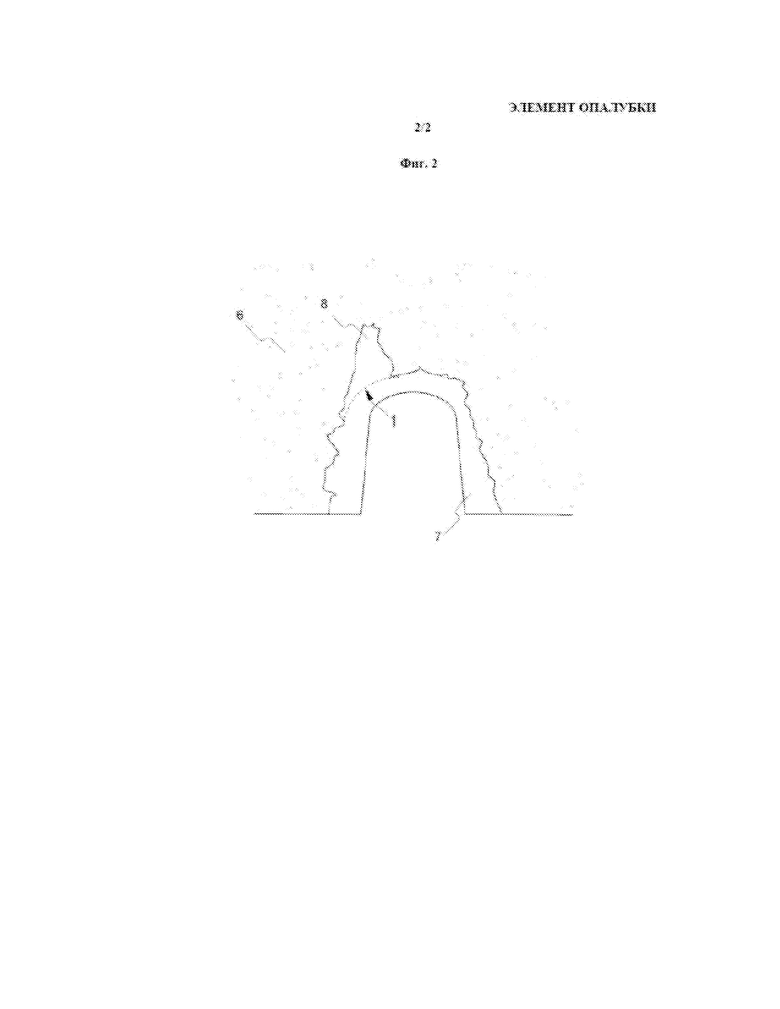
Далее изобретение более подробно объясняется на основании примеров осуществления во взаимосвязи с графическими материалами. На фиг. 1 показан элемент опалубки в разобранном виде согласно настоящему изобретению с расположенной с обеих сторон термоусаживающейся пленкой. На фиг. 2 показан в вертикальном разрезе туннель с элементом опалубки согласно настоящему изобретению.
На фиг. 1 показан элемент 1 опалубки для бетонной конструкции в разобранном виде. Элемент опалубки состоит из металлической решетки, выполненной из поперечных 2 и продольных стержней 3. Решетка закрыта верхней и нижней полиэтиленовой пленкой 4, 5. Полиэтиленовые пленки 4 и 5 представляют собой термоусаживающиеся пленки, которые натягиваются на решетку при воздействии тепла и соединяются между собой и решеткой. Места соединения расположены на краю и в отверстиях решетки.
Решетка состоит из соединенных друг с другом путем перекрещивания под прямым углом металлических стержней 2, 3. Диаметр поперечных 2 и продольных стержней 3 составляет 2,0 мм. Отверстия решетки имеют квадратную форму, при этом расстояние между направленными к соответствующему отверстию краями ограничивающих отверстие стержней 2, 3 составляет примерно 55 мм. За счет сочетания ширины в свету отверстий, составляющей 55 мм, с диаметром поперечных и продольных стержней, составляющим 2,0 мм, получают элемент опалубки с идеальными свойствами в отношении устойчивости формы и гибкости.
Для изготовления элемента 1 опалубки предварительно отрезанную часть решетки соответствующего размера укладывают на полиэтиленовую пленку 5. Над решеткой располагают еще одну полиэтиленовую пленку 4. Обе полиэтиленовые пленки 4, 5 соединяют с решеткой с помощью усадки под воздействием тепла.
На фиг. 2 показан вертикальный разрез выполненного через скальную формацию 6 туннеля. При строительстве туннеля часто выполняют большие выработки или полости, как это собственно требуется для выполнения стены 7 туннеля. По этой причине часто наблюдаются случаи, когда в области, в которой необходимо формировать путем нанесения торкрет-бетона стену, или потолок, или свод, имеется не основание, а только полое пространство 8, на которое в таком случае нельзя наносить под давлением бетон. В таких местах используют элемент 1 опалубки согласно настоящему изобретению. Благодаря его легкой гибкости элементу 1 опалубки можно легко придать нужную форму. Неожиданно было выявлено не только, что элемент опалубки обладает достаточной устойчивостью формы, но и что торкрет-бетон удивительно хорошо сцепляется с элементом 1 опалубки.
Следующей областью применения элемента опалубки согласно настоящему изобретению является сооружение скалодромов и искусственных скальных формаций. Для сооружения основания, на которое можно наносить торкрет-бетон, до настоящего времени необходимо было сваривать друг с другом стальные плиты или металлические листы. Эти плиты должны были повторять уже довольно достоверную необходимую поверхность, чтобы таким образом избежать впоследствии необходимость нанесения избыточного количества торкрет-бетона. Такие очень трудоемкие подготовительные работы в значительной мере сокращаются за счет применения элемента опалубки согласно настоящему изобретению. Однако в большинстве случаев все же требуется применять опорное устройство, к которому крепят арматуру. Тем не менее впоследствии элементу опалубки простым образом вручную придают нужную форму, которая впоследствии должна иметь выполняемую поверхность и прикрепляться к арматуре. В заключение производится нанесение торкрет-бетона.
Изобретение относится к строительству, а именно к конструкциям при выполнении которых используют опалубку. Способ изготовления выполненных неровными бетонных поверхностей включает этапы: изготовления элемента опалубки для бетонной конструкции, при этом элемент опалубки состоит из металлической решетки, выполненной из поперечных стержней и продольных стержней, и из двух покрывающих решетку с двух сторон, гибких термоусаживающихся пленок, при этом обе термоусаживающиеся пленки соединены друг с другом через отверстия решетки. Поперечные стержни и продольные стержни решетки имеют диаметр от 1,5 мм до 3,5 мм и отверстия решетки имеют ширину в свету от 50 мм до 120 мм, при этом ширина в свету представляет собой наибольшее расстояние между направленными к отверстию решетки краями ограничивающих отверстия стержней. Изготовления снабженной распорками арматурной поверхности. Изготовления опорного устройства, состоящего из горизонтально и вертикально расположенных опорных элементов. Придания путем сгибания элементу опалубки формы, требуемой для подлежащей бетонированию бетонной поверхности. Прикрепления арматуры к опорному устройству, при этом между арматурой и опорным устройством расположены распорки из некорродирующего материала. Расположения элемента опалубки на распорках. Прикрепления элемента опалубки к арматуре. Нанесения торкрет-бетона со стороны арматуры. Технический результат состоит в обеспечении необходимой прочности и надежности бетонной конструкции, снижении трудоемкости и материалоемкости выполнения работ. 5 з.п. ф-лы, 2 ил.
1. Способ изготовления выполненных неровными бетонных поверхностей, включающий этапы:
- изготовления элемента опалубки для бетонной конструкции, при этом элемент (1) опалубки состоит из металлической решетки, выполненной из поперечных стержней (2) и продольных стержней (3), и из двух покрывающих решетку с двух сторон гибких термоусаживающихся пленок (4, 5), при этом обе термоусаживающиеся пленки (4, 5) соединены друг с другом через отверстия решетки, отличающийся тем, что поперечные стержни (2) и продольные стержни (3) решетки имеют диаметр от 1,5 мм до 3,5 мм, а отверстия решетки имеют ширину в свету от 50 мм до 120 мм, при этом ширина в свету представляет собой наибольшее расстояние между направленными к отверстию решетки краями ограничивающих отверстия стержней;
- изготовления снабженной распорками арматурной поверхности;
- изготовления опорного устройства, состоящего из горизонтально и вертикально расположенных опорных элементов;
- придания путем сгибания элементу опалубки формы, требуемой для подлежащей бетонированию бетонной поверхности;
- прикрепления арматуры к опорному устройству, при этом между арматурой и опорным устройством расположены распорки из некорродирующего материала;
- расположения элемента опалубки на распорках;
- прикрепления элемента опалубки к арматуре;
- нанесения торкрет-бетона со стороны арматуры.
2. Способ по п. 1, отличающийся тем, что гибкие термоусаживающиеся пленки (4, 5) представляют собой полиэтиленовые пленки.
3. Способ по одному из пп. 1 или 2, отличающийся тем, что поперечные стержни (2) и продольные стержни (3) решетки имеют диаметр от 1,7 мм до 3,0 мм, предпочтительно диаметр от 1,9 мм до 2,5 мм, особенно предпочтительно диаметр от приблизительно 2 мм.
4. Способ по п. 3, отличающийся тем, что поперечные стержни (2) решетки и продольные стержни (3) решетки имеют одинаковый диаметр.
5. Способ по п. 1, отличающийся тем, что отверстия решетки имеют ширину в свету от 60 мм до 100 мм, предпочтительно ширину в свету от 70 мм до 80 мм.
6. Способ по п. 1, отличающийся тем, что отверстия решетки имеют форму квадрата, прямоугольника или ромба.
| DE 3601884 A1, 30.07.1987 | |||
| Автоматический прибор снятии плана местности | 1929 |
|
SU29980A1 |
| СПОСОБ РЕМОНТА ПРЕССОВАННОЙ БЕТОННОЙ ОБДЕЛКИ МЕТРОПОЛИТЕНА | 2010 |
|
RU2433270C1 |
| Регулируемое активное сопротивление | 1948 |
|
SU75641A1 |
| DE 2935645 A1, 12.03.1981 | |||
| УСТРОЙСТВО ГРОЗОЗАЩИТЫ ДЛЯ ВОЗДУШНОЙ ЛИНИИ ЭЛЕКТРОПЕРЕДАЧИ (ВАРИАНТЫ) | 2009 |
|
RU2400895C1 |

