Настоящее изобретение относится к полимерной вставке, образованной из растворимого полимерного материала, и к фильтру и курительному изделию, содержащим такую полимерную вставку.
Сигареты с фильтром обычно содержат обернутый стержень наполнителя нарезанного табака и цилиндрический фильтр, вытянутый от конца к концу с обернутым табачным стержнем, с фильтром, присоединенным к табачному стержню ободковой бумагой. В традиционных сигаретах с фильтром фильтр может состоять из заглушки ацетатцеллюлозного жгута, обернутой в пористую обертку заглушки. Также известны фильтры, содержащие одну или более структурных вставок. Например, известно создание фильтров, содержащих один или более ограничивающих поток элементов для увеличения сопротивления всасыванию ((СВ) (RTD)) курительного изделия.
Ранее предлагалось изготавливать фильтры для сигарет с использованием биоразлагаемых материалов, так что сигаретный окурок, который остается после курения, легко разлагается после его выбрасывания. Например, было предложено формовать волокнистые сегменты фильтра с волокнами из биоразлагаемого термопластичного материала либо в отдельности, либо в комбинации с традиционными ацетатцеллюлозными волокнами.
Было бы желательно создать вставку для фильтра курительного изделия, которая могла бы легко разрушаться или разлагаться для того, чтобы облегчить измельчение и разложение фильтра как целого после выбрасывания фильтра. В частности, было бы желательно создать такую вставку, которая может легко и быстро разрушаться в присутствии воды-жидкости в широком интервале температур. Было бы желательно, чтобы такая вставка могла легко изготавливаться и вводиться в фильтры курительных изделий с использованием существующих устройств и способов.
Согласно первому аспекту изобретения предусматривается курительное изделие, содержащее полимерную вставку, имеющую сжимаемость менее чем около 100 Н на 1,5 мм и образованную из растворимого полимерного материала, содержащего один или более водорастворимых полимеров. Предпочтительно сжимаемость составляет менее чем около 70 Н на 1,5 мм и более предпочтительно менее чем около 40 Н на 1,5 мм. Предпочтительно сжимаемость составляет не менее чем около 5 Н на 1,5 мм. В предпочтительных вариантах изобретения полимерная вставка является структурным элементом курительного изделия, таким как структурный элемент части фильтра курительного изделия, имеющего фильтр на одном конце.
Сжимаемость полимерной вставки может быть определена в испытании на сжатие, в котором полимерная вставка помещается на, по существу, плоскую несущую поверхность, и усилие прикладывается в направлении вниз на одну сторону вставки с использованием головки, имеющей плоскую 12 мм круглую поверхность, движущейся со скоростью 100 мм/мин. Подходящим устройством для проведения такого испытания является прибор FMT-310 Force Tester of Alluris GmbH. Полимерная вставка кондиционируется в течение 24 ч при температуре 22°C и относительной влажности 55% перед тем, как проводится испытание на сжатие. Испытание продолжается до сжатия вставки на 1,5 мм. Усилие (Ньютоны) в данной точке является сжимаемостью. Если испытание не может продолжаться до 1,5 мм, усилие может быть приведено к 1,5 мм. Другими словами, если максимальное усилие сжатия составляет 28 Н и сжатие при максимальном сжатии составляет 1,4 мм, фиксируемое значение для сжимаемости составляет 30 Н на 1,5 мм (28 Н, деленное на 1,4, умноженное на 1,5).
Согласно второму аспекту изобретения предусматривается фильтр для курительного изделия, причем фильтр содержит полимерную вставку, имеющую сжимаемость менее чем около 100 Н на 1,5 мм и образованную из растворимого полимерного материала, содержащего один или более водорастворимых полимеров. Предпочтительно сжимаемость составляет не менее чем около 5 Н на 1,5 мм. Полимерная вставка имеет такую форму и выполнение, что структура вставки не видна, когда вставка помещена в замкнутый контейнер с водой при 22°C в течение 24 ч без перемешивания, причем количество воды, присутствующей в контейнере, является приблизительно в восемь раз больше массы полимерной вставки.
Согласно третьему аспекту изобретения предусматривается фильтр для курительного изделия, причем фильтр содержит полимерную вставку, имеющую сжимаемость менее чем около 100 Н на 1,5 мм и образованную из растворимого полимерного материала, содержащего один или более водорастворимых полимеров, и обертку фильтра, окружающую фильтр. Предпочтительно сжимаемость составляет не менее чем около 5 Н на 1,5 мм. Обертка фильтра сваривается с наружной поверхностью полимерной вставки с помощью полимерного материала, образующего полимерную вставку. Оберткой фильтра может быть обертка заглушки. В предпочтительных вариантах изобретения полимерная вставка является структурным элементом фильтра.
Согласно четвертому аспекту изобретения предусматривается полимерная вставка для курительного изделия, причем полимерная вставка имеет сжимаемость менее чем около 100 Н на 1,5 мм и образована из растворимого полимерного материала, содержащего один или более водорастворимых полимеров. Предпочтительно сжимаемость составляет не менее чем около 5 Н на 1,5 мм. Полимерная вставка имеет такую форму и выполнение, что структура вставки не видна, когда вставка помещена в замкнутый контейнер с водой при 22°C в течение 24 ч без перемешивания, причем количество воды, присутствующей в контейнере, является приблизительно в восемь раз больше массы полимерной вставки. Полимерная вставка является структурным элементом курительного изделия, таким как структурный элемент части фильтра курительного изделия, имеющего фильтр на одном конце.
Также по изобретению предусматривается способ изготовления фильтра для курительного изделия, причем способ содержит стадии получения полимерной вставки, образованной из растворимого полимерного материала, имеющего сжимаемость менее чем около 100Н на 1,5 мм и содержащего один или более водорастворимых полимеров, получения обертки фильтра, смачивания по меньшей мере одного из полимерной вставки и обертки фильтра путем нанесения воды и обертывания обертки фильтра вокруг фильтра и в контакте с полимерной вставкой, где примененная вода по меньшей мере частично растворяет полимерный материал на наружной поверхности полимерной вставки и где растворенный полимерный материал склеивает обертку фильтра с наружной поверхностью полимерной вставки. Предпочтительно, сжимаемость составляет не менее чем около 5 Н на 1,5 мм.
Последующее описание полимерной вставки применимо ко всем аспектам настоящего изобретения, если не указано иное.
Полимерные вставки по изобретению могут преимущественно использоваться в сигаретах с фильтром и других курительных изделиях, в которых табачный материал сгорает с образованием дыма. Особенно предпочтительно, вставка по изобретению представляет структурный элемент курительного изделия. Фильтры по изобретению могут также использоваться в курительных изделиях, в которых табачный материал нагревается с образованием аэрозоля быстрей, чем сгорает. Фильтры по изобретению могут также использоваться в курительных изделиях, в которых никотинсодержащий аэрозоль образуется из табачного материала, табачного экстракта или другого источника никотина без сгорания или нагревания.
Как использовано здесь, термин «дым» используется для описания дыма, образуемого сгораемыми курительными изделиями, такими как сигареты с фильтром, и аэрозолей, получаемых несгоревшими курительными изделиями, такими как нагретые или ненагретые курительные изделия описанного выше типа.
Термин «вставка» относится к сплошному структурному элементу фильтра, который имеет определенную форму и конструкцию в зависимости от предназначенной функции вставки. Как описано более подробно ниже, примеры видов вставок по изобретению включают в себя вставки полых гильз и ограничивающие поток вставки.
Вставка по изобретению формуется из «растворимого» полимерного материала, образованного из водорастворимого полимера или комбинации водорастворимых полимеров. Термин «растворимый» означает, что полимерный материал способен растворяться в растворе с водой в качестве растворителя. Это достигается посредством использования одного или более водорастворимых полимеров для образования полимерного материала. Скорость растворения обычно зависит от характеристик полимерной вставки, включая (но не ограничиваясь этим) тип водорастворимого полимера, плотность полимерного материала и форму и размеры полимерной вставки, в частности площадь поверхности и толщину.
На первой стадии растворения полимерного материала в воде конструкция полимерной вставки разрушается, так что форма или структура вставки исчезает. Это дает в результате бесформенную массу материала, образующего полимерную вставку, которая не имеет видимую конструкцию или определение при рассмотрении невооруженным глазом. Предпочтительно полимерная вставка содержит растворимый полимер и имеет такую форму и выполнение, что вставка достигает по меньшей мере указанной первой стадии растворения, когда вставка помещается в замкнутый контейнер с водой при 22°C в течение 24 ч без перемешивания, где количество воды в контейнере является приблизительно в восемь раз больше массы полимерной вставки. Более предпочтительно полимерная вставка содержит растворимый полимер и имеет такую форму и выполнение, что вставка достигает по меньшей мере указанной первой стадии растворения, когда вставка помещается в замкнутый контейнер с водой при 22°C в течение 24 ч без перемешивания, где количество воды в контейнере является примерно в шесть раз больше массы полимерной вставки, наиболее предпочтительно в четыре раза больше массы полимерной вставки.
На второй стадии растворения полимерного материала в воде после того, как конструкция полимерной вставки полностью разрушается, полимерный материал, образующий полимерную вставку, полностью растворяется в воде, так что весь полимерный материал находится в растворе. Отсутствует остаточный видимый полимерный материал при рассмотрении образца невооруженным глазом, хотя остаток каких-либо нерастворимых компонентов полимерной вставки может сохраняться, как рассмотрено ниже.
Предпочтительно полимерная вставка содержит растворимый полимер и имеет такую форму и выполнение, что вставка достигает указанной второй стадии растворения, когда вставка помещается в замкнутый контейнер с водой при 22°C в течение 24 ч без перемешивания, где количество воды в контейнере является примерно в 400 раз больше массы полимерной вставки, более предпочтительно примерно в 200 раз больше массы полимерной вставки и даже более предпочтительно примерно в 100 раз больше массы полимерной вставки.
Полимерная вставка может быть образована полностью из растворимого полимерного материала или растворимый полимерный материал может быть комбинирован с другими компонентами с образованием полимерной вставки. Например, вставка может содержать инертные компоненты, такие как инертные наполнители. Другие компоненты, образующие полимерную вставку, могут быть водорастворимыми или водонерастворимыми. Когда вставка содержит один или более компонентов, которые являются нерастворимыми в воде, эти компоненты остаются как остаток после растворения полимерного материала в условиях испытаний, описанных выше.
Полимерные вставки настоящего изобретения образуются из водорастворимых полимеров, которые быстро растворяются, когда вставка приходит в контакт с водой-жидкостью, в частности с водой с температурой, близкой к комнатной (около 22°C). Растворимый полимерный материал, образующий полимерную вставку, поэтому быстро растворяется, как описано выше, при контакте с водой, которая присутствует в окружающей среде, такой как дождевая вода, дренажная вода или сточные воды или природные источники воды, такие как реки или потоки.
Когда полимерная вставка введена в фильтр курительного изделия, способность полимерной вставки структурно разрушаться в таких имеющих место в природе условиях преимущественно увеличивает скорость, с которой фильтр как целое может измельчаться или разлагаться, когда фильтр выбрасывается после курения. Потеря конструкции полимерной вставки как результат растворения полимерного материала обычно вызывает по меньшей мере частично сплющивание или разрушение, так что вода и газы могут легко проникать через оставшиеся компоненты фильтра. Это облегчает разложение фильтра как целого, что может иметь место как результат контакта с водой, кислородом, солнечным светом, бактериями или их комбинацией. В частности, увеличенная скорость измельчения выброшенного фильтра, содержащего полимерную вставку, может преимущественно увеличить скорость, с которой фильтр биоразлагается.
После того как фильтр по изобретению выбрасывается, скорость растворения полимерного материала, образующего полимерную вставку, обычно зависит от условий, включая (но не ограничиваясь этим) объем воды в контакте со вставкой, температуру воды и любое перемещение или перемешивание вставки. Обычно при температурах выше 22°C полимерная вставка может растворяться в более короткое время, чем в условиях испытания при 22°C, как определено выше.
Преимущественно полимерный материал, содержащий водорастворимые полимеры, может легко формоваться в ряд определенных форм, так что может быть образован ряд различных типов вставок для курительных изделий. Полимерный материал также может быть предпочтительно обработан для того, чтобы обеспечить достаточную твердость и жесткость для формования структурных вставок. Предпочтительно выбирается полимерный материал, который можно легко формовать, экструдировать или отливать для того, чтобы образовать вставку перед затвердеванием при охлаждении, сушке или отверждении. Это обеспечивает гибкость в получении вставок и обеспечивает образование вставок с относительно сложными формами и конструкциями. Предпочтительно полимерные вставки настоящего изобретения формуются экструзией или литьем под давлением полимерного материала в комбинации с любыми дополнительными компонентами.
Предпочтительно полимерная вставка настоящего изобретения формуется как единая из одной части вставка для того, чтобы сделать способы получения и установки вставки в фильтр курительного изделия как можно более эффективными. Альтернативно полимерная вставка может быть образована из двух или более соединенных частей вставки.
Предпочтительно наружная поверхность одной или более вставок обеспечивает наружную форму фильтра, в который вводится полимерная вставка.
Полимерная вставка может иметь ряд различных форм в зависимости от предназначенной функции вставки в фильтре курительного изделия. Предпочтительно полимерная вставка содержит один или более трубчатых участков, образующих одну или более внутренних полостей. Например, в некоторых предпочтительных вариантах полимерная вставка находится в форме гильзы. Внутреннее пространство в гильзе обеспечивает полость в фильтре, которая может оставаться пустой или может быть по меньшей мере частично заполнена материалом, таким как фильтрующий материал, ароматический материал или сорбент.
В альтернативных предпочтительных вариантах полимерная вставка содержит ограничивающий поток элемент для ограничения потока вдыхаемого курильщиком дыма через фильтр, увеличивая в результате сопротивление всасыванию ((СВ) (RTD)) фильтра. Предпочтительно ограничивающий поток элемент содержит по меньшей мере один поперечный барьер, имеющий одно или более отверстий, обеспечивающих ограниченные проходы для дыма через поперечный барьер. Термин «поперечный» относится к компоненту, который расположен, по существу, перпендикулярно продольному направлению фильтра, в который введена полимерная вставка.
Предпочтительно ограничивающий поток элемент дополнительно содержит один или более трубчатых участков на одной стороне поперечного барьера, причем трубчатый участок обеспечивает выше или ниже по потоку (т.е. спереди или сзади) полость, смежную поперечному барьеру.
Особенно предпочтительно ограничивающий поток элемент дополнительно содержит трубчатый участок с обеих сторон поперечного барьера, создавая выше по потоку и ниже по потоку (т.е. спереди и сзади от барьера) полости, смежные с поперечным барьером. Трубчатые участки на любой стороне поперечного барьера могут быть, по существу, одинаковых размера и формы с обеспечением ограничивающего поток элемента, имеющего симметрию около поперечного барьера. Альтернативно, трубчатые участки на любой стороне поперечного барьера могут иметь различные размер и форму по отношению друг к другу с обеспечением ограничивающего поток элемента, который является асимметричным около поперечного барьера. Например, трубчатые участки могут иметь различную длину, различный наружный диаметр, различную толщину стенки или любую их комбинацию.
В некоторых предпочтительных вариантах два интегральных трубчатых участка находятся с одной стороны поперечного барьера. Предпочтительно первый интегральный трубчатый участок, смежный поперечному барьеру, имеет наружный диаметр, который является уменьшенным по сравнению с наружным диаметром второго интегрального трубчатого участка. Устройство обеспечивает кольцевой канал вокруг наружной поверхности вставки, который предпочтительно используется для обеспечения вентиляции вставки. Указанные два интегральных трубчатых участка могут быть обеспечены спереди или сзади от поперечного барьера. Единственный трубчатый участок предпочтительно обеспечен на противоположной стороне поперечного барьера от двух интегральных трубчатых участков. В особенно предпочтительном варианте два интегральных трубчатых участка обеспечены сзади от поперечного барьера, а единственный трубчатый участок обеспечен спереди от поперечного барьера.
В других альтернативных вариантах полимерная вставка представляет собой контейнер или бачок, предназначенные для содержания материала, подлежащего введению в фильтр. Предпочтительно, контейнер или бачок содержат ароматический материал, высвобождающий аромат во вдыхаемый дым в процессе курения. Контейнер или бачок могут иметь отверстия на одном или обоих концах для того, чтобы обеспечить перемещение дыма через вставку с захватом аромата.
Альтернативно или в дополнение к любому ароматизатору, содержащемуся в полимерной вставке, полимерная вставка может включать один или более ароматизаторов, которые высвобождаются из вставки в процессе курения. Например, полимерная вставка может включать ароматизатор, который высвобождается при воздействии тепла, влаги или того и другого. Один или более ароматизаторов могут быть введены в полимерный материал, образующий полимерную вставку, или один или более ароматизаторов могут быть нанесены на поверхность вставки.
Предпочтительно стенки полимерной вставки имеют толщину менее чем около 2,0 мм, более предпочтительно менее чем около 1,0 мм и наиболее предпочтительно менее чем около 0,7 мм. Предпочтительно стенки полимерной вставки имеют толщину до около 2,0 мм, более предпочтительно до около 0,7 мм. В некоторых вариантах толщина стенки находится предпочтительно в интервале от около 0,2 мм до около 2,0 мм, более предпочтительно в интервале от около 0,5 мм до около 0,7 мм. Толщина стенок, образующих вставки, включая любые поперечные барьеры или другие конструкции вставок, может быть измерена в продольном поперечном сечении вставки.
Было преимущественно установлено, что скорость растворения полимерного материала, образующего полимерную вставку, и разрушения конструкции полимерной вставки может быть снижена путем снижения толщины стенок полимерной вставки.
Предпочтительно полимерная вставка имеет длину в интервале от около 10 мм до 20 мм, более предпочтительно в интервале от около 12 мм до 14 мм. Когда полимерная вставка содержит один или более трубчатых участков, длина каждой части составляет предпочтительно по меньшей мере 3 мм, более предпочтительно по меньшей мере 4 мм. Предпочтительно наружный диаметр полимерной вставки составляет от около 6 мм до 9 мм, более предпочтительно в интервале от около 7 мм до 8,5 мм, наиболее предпочтительно в интервале от около 7,2 мм до 7,9 мм для сигареты стандартного размера или в интервале от около 6,6 мм до около 7,6 мм для сигареты уменьшенного диаметра.
Растворимый полимерный материал, образующий полимерные вставки настоящего изобретения, содержит один или более водорастворимых полимеров. Предпочтительно водорастворимыми полимерами являются водорастворимые термопласты, которые могут быть легко переработаны с образованием полимерных вставок, а также с обеспечением достаточной жесткости при отверждении. Предпочтительные водорастворимые термопластичные полимеры включают в себя крахмал и поливиниловый спирт ((ПВС) (PVA)), которые могут использоваться отдельно для образования полимерной вставки или в смеси, содержащей оба полимера или один или более других растворимых полимеров, известных в технике.
Предпочтительно растворимый полимерный материал включает в себя один или более биоразлагаемых полимеров. Предпочтительные полимеры являются полностью биоразлагаемыми, как определено в тесте на водное аэробное биоразложение (Sturm-тест), описанном в Европейском стандарте EN13432. После того как полимерный материал в полимерной вставке растворяется, биоразлагаемые полимеры могут затем разлагаться природными биологическими способами. Растворение полимерного материала диспергирует биоразлагаемые полимеры, так что полимеры легче биоразлагаются за более короткий период времени. Предпочтительные водорастворимые полимеры, крахмал и поливиниловый спирт, являются оба полностью биоразлагаемыми.
Растворимый полимерный материал может быть комбинирован с одним или более дополнительных инертных компонентов для образования полимерной вставки. Предпочтительно полимерный материал комбинируется с органическим или неорганическим наполнителем. Подходящие неорганические наполнители включают в себя карбонат кальция или диоксид титана. Альтернативно или дополнительно полимерный материал может быть комбинирован с табачным материалом. Другие дополнительные компоненты могут включать в себя, например, пигменты, отбеливатели, красители или ароматизаторы. Как рассмотрено выше, дополнительные компоненты могут быть водорастворимыи или водонерастворимыми. Когда дополнительные компоненты являются водонерастворимыми, компоненты остаются как остаток после растворения полимерного материала. Предпочтительно дополнительные компоненты являются поэтому инертными, природными или биоразлагаемыми продуктами. Предпочтительно растворимый полимерный материал имеет модуль упругости при изгибе менее чем около 310 МПа (мегапаскали). Предпочтительно модуль упругости при изгибе составляет не менее 20 МПа. Более предпочтительно растворимый полимерный материал имеет модуль упругости при изгибе менее чем около 50 МПа. Предпочтительно напряжение при изгибе составляет не менее чем около 10 МПа. Для того чтобы определить модуль упругости при изгибе и напряжение при изгибе для конкретного полимерного материала, формуется лист полимерного материала, имеющий длину 80 мм, ширину 10 мм и толщину 5 мм. Лист материала затем испытывают согласно методике, представленной в стандарте ISO 178:2003.
Предпочтительно растворимый полимерный материал имеет твердость по Шору D менее чем около 80. Предпочтительно твердость по Шору D составляет не менее чем около 10. Для того чтобы определить твердость по Шору D, формуется лист полимерного материала, имеющий длину 80 мм, ширину 10 мм и толщину 5 мм. Лист материала затем испытывают согласно методике, представленной в стандарте ASTM D-2240.
Полимерная вставка показывает такую степень сжимаемости, что полимерная вставка будет сжиматься в результате относительно низкого приложенного усилия. Это может быть результатом сжимаемости конструкции вставки, сжимаемости полимерного материала или того и другого. Предпочтительно после того, как приложенное сжимающее усилие удаляется, полимерная вставка возвращается обратно к своим первоначальным размеру и форме.
Полимерная вставка настоящего изобретения требует максимального сжимающего усилия менее чем около 100 Н на 1,5 мм сжатия, более предпочтительно усилия менее чем около 70 Н на 1,5 мм сжатия и еще более предпочтительно усилия менее чем около 40 Н на 1,5 мм сжатия. Предпочтительно сжимаемость составляет не менее чем около 5 Н на 1,5 мм.
Степень сжимаемости полимерной вставки является преимущественно такой, что она облегчает получение фильтров, содержащих полимерную вставку, с использование традиционного оборудования для вставления фильтра и изготовления сигарет. В частности, сжатие полимерной вставки в ходе стадии обертывания фильтра преимущественно улучшает способность сигаретной машины манипулировать фильтром в процессе обертывания.
Фильтры согласно настоящему изобретению, содержащие полимерную вставку, как описано выше, предпочтительно содержат дополнительно один или более сегментов фильтра. В предпочтительных вариантах изобретения фильтр содержит волокнистый сегмент фильтра на по меньшей мере одной стороне полимерной вставки. Например, один или более волокнистых сегментов фильтра могут быть обеспечены спереди от полимерной вставки в направлении потока вдыхаемого дыма через фильтр. Альтернативно или дополнительно один или более волокнистых сегментов фильтра могут быть обеспечены сзади от полимерной вставки. Предпочтительно один или более волокнистых сегментов фильтра обеспечены с обеих сторон полимерной вставки, так что фильтр содержит один или более передних волокнистых сегментов фильтра и один или более задних волокнистых сегментов фильтра. Предпочтительно каждый волокнистый сегмент фильтра представляет собой заглушку из ацетатцеллюлозного жгута или другого подходящего волокнистого фильтрующего материала.
Предпочтительно длина каждого из волокнистых сегментов фильтра составляет от около 5 мм до около 12 мм, более предпочтительно в интервале от около 6 мм до около 8 мм. Волокна, образующие волокнистый сегмент фильтра, могут быть, по существу, вытянуты в продольном направлении вдоль волокнистого сегмента фильтра или волокна могут быть ориентированы хаотически.
По меньшей мере один из дополнительных сегментов фильтра может содержать по меньшей мере один сорбент, способный удалять по меньшей мере один газофазный компонент из вдыхаемого дыма, всасываемого через фильтр. Предпочтительно по меньшей мере один сорбент выбран из группы, состоящей из активированного угля, активированного глинозема, цеолитов, сепиолитов, молекулярных сит и силикагеля. Альтернативно или дополнительно по меньшей мере один из дополнительных сегментов фильтра может содержать один или более ароматизаторов, предпочтительно один или более жидких ароматизаторов для улучшенной доставки аромата курильщику в процессе курения.
Предпочтительно полимерная вставка и, когда они имеются, один из дополнительных сегментов фильтра окружены полосой обертки заглушки. Обертка заглушки может быть, по существу, воздухопроницаемой или быть, по существу, воздухонепроницаемой.
Предпочтительно полоса обертки заглушки прикрепляется к окружной наружной поверхности по меньшей мере частью полимерной вставки. Предпочтительно полоса обертки заглушки прикрепляется к окружной наружной поверхности полимерной вставки так, чтобы установить, по существу, воздухонепроницаемый шов на наружной поверхности полимерной вставки. Это преимущественно предотвращает утечку вдыхаемого дыма наружу из полимерной вставки, так что вдыхаемый дым взамен подается через вставку. Указанное устройство может быть особенно эффективным, когда полимерная вставка содержит ограничивающий поток элемент для увеличения СВ фильтра.
Полоса обертки заглушки может быть прикреплена к полимерной вставке с использованием подходящего клея. Альтернативно, в предпочтительных вариантах изобретения обертка заглушки сваривается с наружной поверхностью полимерной вставки с помощью полимерного материала, образующего полимерную вставку.
Термин «сваривание» используется в контексте настоящего изобретения для указания шва между полимерной вставкой и окружающей оберткой, что имеет место как результат соединения материалов на границе раздела между материалами в отсутствие наносимого клея. Сваривание обертки заглушки с поверхностью полимерной вставки достигается путем смачивания обертки заглушки, или смачивания поверхности полимерной вставки, или того и другого. Когда вода контактирует с полимерной вставкой, полимерный материал на поверхности полимерной вставки по меньшей мере частично растворяется. Растворенный полимерный материал адгезирует к внутренней поверхности обертки заглушки после того, как обертка заглушки обертывается вокруг полимерной вставки. В некоторых вариантах обернутая вставка затем подвергается сушке.
Когда обертка заглушки формуется из бумажного материала или другого относительно пористого материала, растворенный полимерный материал течет в пористую структуру на поверхности обертки заглушки. Это дает в результате слияние, или связывание, или смешение полимерного материала на поверхности полимерной вставки с материалом обертки заглушки. Когда растворенный полимерный материал высыхает, поверхностный слой полимерной вставки затвердевает и обеспечивается соединение между поверхностью полимерной вставки и оберткой заглушки.
В некоторых вариантах сваривание обертки заглушки с поверхностью полимерной вставки обеспечивает особенно эффективный воздухонепроницаемый шов между оберткой заглушки и полимерной вставкой, который, по существу, предотвращает утечку воздуха или дыма между полимерной вставкой и оберткой заглушки. В некоторых случаях сваривание обертки заглушки с наружной поверхностью полимерной вставки может преимущественно обеспечить шов более высокой целостности, чем возможно при использовании отдельного клея, который наносится на полимерную вставку или обертку заглушки.
Способность полимерного материала полимерной вставки действовать как клей между полимерной вставкой и оберткой заглушки также потенциально исключает необходимость в дополнительном клее, наносимом на обертку заглушки в процессе получения фильтров согласно настоящему изобретению. Растворенный полимерный материал необязательно также действует как клей для герметизации самой обертки заглушки на участке перекрытия по шву обертки заглушки, образуя соединение внахлест. В некоторых случаях, однако, продольная полоса клея может быть нанесена на край обертки заглушки для того, чтобы герметизировать саму обертку заглушки с созданием соединения внахлест.
Когда фильтр содержит один или более сегментов фильтра на любой стороне полимерной вставки, обертка заглушки предпочтительно скрепляется с по меньшей мере частью наружных окружных поверхностей сегментов фильтра. Предпочтительно подходящий клей наносится на внутреннюю поверхность обертка заглушки для того, чтобы склеить обертку заглушки с наружной окружной поверхностью сегментов фильтра. Клей может быть нанесен непрерывно или с промежутками на внутреннюю поверхность обертки заглушки. Клей может быть нанесен на обертку заглушки в виде отстоящих друг от друга полос, которые идут по меньшей мере частично вокруг фильтра и скрепляют сегменты фильтра с оберткой заглушки. Полосы клея могут равномерно отстоять друг от друга по длине листа обертки заглушки. Положение полос клея может фиксироваться для того, чтобы соответствовать положениям сегментов фильтра в фильтре. Клей также может быть расположен в продольных полосах, которые являются либо непрерывными вдоль обертки заглушки, либо с промежутками. В любом случае клей может быть помещен на обертку заглушки так, что клей отсутствует или по существу отсутствует на части обертки заглушки, соответствующей вставке.
Обертка заглушки фильтров согласно настоящему изобретению предпочтительно формуется из бумажного материала. Обертка заглушки может иметь основную массу в интервале от около 40 г/м2 до около 130 г/м2. Более конкретно, обертка заглушки может иметь относительно низкую основную массу в интервале от около 40 г/м2 до около 60 г/м2 или относительно высокую основную массу в интервале от около 60 г/м2 до около 130 г/м2.
Однако обертка заглушки альтернативно может формоваться из пластика, например прозрачного пластика. Основная масса пластиков может находиться в интервале от около 40 г/м2 до около 70 г/м2, и пластик может иметь толщину в интервале от около 25 мкм до около 50 мкм. В некоторых вариантах обертка заглушки может быть, по существу, непористой, например, имеющей пористость менее чем около 20 Coresta-единиц, более предпочтительно менее чем около 10 Coresta-единиц. В других вариантах обертка заглушки может быть пористой, например, имеющей пористость более примерно 20 Coresta-единиц, более предпочтительно более примерно 100 Coresta-единиц и наиболее предпочтительно более примерно 1000 Coresta-единиц.
Курительные изделия согласно настоящему изобретению предпочтительно содержат стержень курительного материала и фильтр, имеющий полимерную вставку, как описано выше. Предпочтительно стержень курительного материала содержит табак, окруженный оберткой, более предпочтительно, наполнитель нарезанного табака, окруженный оберткой.
В курительных изделиях по изобретению фильтр, имеющий полимерную вставку, предпочтительно прикрепляется к стержню курительного материала полосой, по существу, непроницаемой ободковой бумаги. Вентиляционная зона, содержащая один или более окружных рядов перфораций, предпочтительно предусматривается в положении вдоль фильтра. Когда обертка заглушки является, по существу, воздухонепроницаемой, а также предусматривается в ободковой бумаге, перфорации предпочтительно предусматриваются через лежащую ниже обертку заглушки. Когда обертка заглушки является, по существу, воздухопроницаемой, перфорации предпочтительно предусматриваются в ободковой бумаге и, при желании, могут быть обеспечены в нижележащей обертке заглушки. Сопротивление всасыванию ((СВ) (RTD)) фильтров и курительных изделий по изобретению может регулироваться варьированием уровня и положения вентиляции, предусмотренной в вентиляционной зоне, а также пористости обертки заглушки.
Вентиляционная зона может быть предусмотрена спереди от всей или части полимерной вставки в фильтре. Альтернативно или в дополнение вентиляционная зона может быть обеспечена позади всей или части полимерной вставки. Вентиляционная зона может быть обеспечена спереди или сзади от поперечного барьера, например вдоль полимерной вставки перед или за поперечным барьером. Когда полимерная вставка содержит один или более трубчатых участков, по меньшей мере частично образующих полость, вентиляционная зона может перекрывать один из трубчатых участков и с обеспечением, например, одного или более зазоров или отверстий через вставку для прохождения воздуха из вентиляционной зоны в полость. Это обеспечивает смешение вдыхаемого дыма с воздухом, поступающим через вентиляционную зону в полость, образованную трубчатым участком.
В особенно предпочтительных вариантах, содержащих два интегральных трубчатых участка сзади от поперечного барьера, вентиляционная зона предпочтительно перекрывает первый трубчатый участок, смежный с поперечным барьером. Первый трубчатый участок предпочтительно имеет уменьшенный наружный диаметр по сравнению с общим диаметром фильтра, чтобы обеспечить кольцевую камеру вокруг трубчатого участка, в которую вентиляционный воздух всасывается в процессе курения.
Предпочтительно фильтры по изобретению имеют общее СВ в интервале от около 250 до около 500 мм вод.ст. (водяного столба) (2450-4900 Па), более предпочтительно в интервале от около 275 до около 400 мм вод.ст. (2695-3920 Па), наиболее предпочтительно в интервале от около 300 до 400 мм вод.ст. (2940-3920 Па), где СВ измеряется с полностью блокированной вентиляцией. Предпочтительно курительное изделие по изобретению имеет общее СВ по меньшей мере примерно 30 мм вод.ст. (294 Па), более предпочтительно по меньшей мере 40 мм вод.ст. (392 Па), где СВ измеряется перед курением с полностью блокированной вентиляцией.
СВ фильтра или курительного изделия выражается здесь в единицах давления «мм вод.ст.», или «мм водяного столба», и измеряется в соответствии с ISO 6565:2002.
Предпочтительно общая длина курительных изделий по изобретению составляет от около 70 мм до около 128 мм, более предпочтительно примерно 84 мм.
Предпочтительно наружный диаметр фильтров и курительных изделий по изобретению составляет от около 5 мм до 8,5 мм, более предпочтительно примерно 7,9 мм.
Предпочтительно общая длина фильтров по изобретению составляет от около 18 мм до около 36 мм, более предпочтительно примерно 27 мм.
Полимерные вставки, как описано выше, могут быть преимущественно введены в широкий ряд различных типов курительного изделия. Например, полимерные вставки могут быть введены в сгораемые курительные изделия, такие как сигареты с фильтром, имеющие стержень наполнителя из нарезанного табака или другого курительного материала, который сгорает в процессе курения.
Альтернативно полимерные вставки могут быть введены в нагреваемые курительные изделия описанного выше типа, в которых материал нагревается с образованием аэрозоля быстрей, чем сгорает. Например, полимерные вставки по изобретению могут быть введены в нагреваемое курительное изделие, содержащее сгораемый источник тепла, такое как рассмотренное в WO-A-2009/022232, которое содержит сгораемый источник тепла и аэрозольобразующее вещество сзади от сгораемого источника тепла. Полимерные вставки по изобретению могут быть также введены в нагреваемые курительные изделия, содержащие несгораемые источники тепла, например химические источники тепла или электрические источники тепла, такие как электрические нагревательные элементы.
Альтернативно полимерные вставки, как описано выше, могут быть введены в курительные изделия, в которых никотинсодержащий аэрозоль образуется из табачного материала или другого источника никотина без сгорания и без нагревания так, как описано в WO-A-2008/121610 и WO-A-2010/107613.
Курительные изделия по изобретению могут быть упакованы в контейнеры, например в мягкие упаковки или упаковки с шарнирной крышкой с внутренним вкладышем, покрытым одним или более ароматизаторов.
По изобретению дополнительно предусматривается способ изготовления фильтра согласно настоящему изобретению, как описано выше. Способ содержит стадии: получения полимерной вставки, образованной из растворимого полимерного материала, содержащего один или более водорастворимых полимеров; получения обертки фильтра; смачивания по меньшей мере одного из полимерной вставки и обертки фильтра путем применения воды и обертывания обертки фильтра вокруг фильтра и в контакте с полимерной вставкой. Вода по меньшей мере частично растворяет полимерный материал на наружной поверхности полимерной вставки, и растворенный полимерный материал склеивает обертку фильтра с наружной поверхностью полимерной вставки.
Фильтр, полученный способом согласно настоящему изобретению, содержит обертку фильтра, которая сплавляется с наружной поверхностью полимерной вставки с помощью полимерного материала, образующего вставку, что в некоторых вариантах обеспечивает воздухонепроницаемый шов между оберткой заглушки и полимерной вставкой, как описано выше. Предпочтительно оберткой фильтра, примененной в фильтре, является обертка заглушки, как рассмотрено выше.
В предпочтительных вариантах настоящего изобретения фильтры, содержащие полимерную вставку, формуются непрерывно. Предусматривается непрерывный массив фильтров, содержащих полимерные вставки и любые дополнительные сегменты фильтра, и непрерывный массив фильтров обертывается в непрерывный лист обертки фильтра. Непрерывный стержень обернутого фильтра затем предпочтительно режется с образованием отдельных фильтров или стержней фильтров, которые имеют каждый из компонентов для двух (двойной) или четырех (четверной) фильтров, которые затем объединяются с обернутыми табачными стержнями в известном способе с обеспечением собранного курительного изделия.
Когда способ используется для изготовления фильтров, содержащих полимерные вставки в комбинации с одним или более дополнительных сегментов фильтра, таких как волокнистые сегменты фильтра, полимерные вставки и сегменты фильтра, предпочтительно выравниваются и размещаются в соответствующем порядке в непрерывном массиве фильтров. Данная стадия может предпочтительно выполняться с использованием традиционных фильтроделательного устройства и технологии.
Когда полимерная вставка является асимметричной по ее длине, может быть необходимо чередовать направление полимерной вставки, так что правильное направление достигается в каждом из получаемых фильтров. Например, может быть необходимо чередовать направление последовательных полимерных вставок, когда способ формует стержни двойных или четверных фильтров, которые объединяются с обернутым табачным стержнем на каждом конце перед резкой с образованием двух курительных изделий. В альтернативных способах может быть возможно размещать последовательные вставки так, что они все обращены в одном направлении.
Смачивание наружной поверхности полимерной вставки с по меньшей мере частичным растворением полимерного материала на поверхности может выполняться нанесением воды прямо на наружные поверхности полимерной вставки, например, распылением или окунанием полимерных вставок перед наложением обертки фильтра. Альтернативно или в дополнение поверхность полимерной вставки может быть непосредственно смочена нанесением воды на внутреннюю поверхность обертки фильтра, которая приводится в контакт с полимерной вставкой. Смачивание обертки фильтра может быть выполнено с использованием любой подходящей технологии, включая (но не ограничиваясь этим) окунание, распыление, прокатывание или нанесение печатью, например гравированным печатным валком. Поверхность обертки фильтра может смачиваться непрерывно по всей поверхности или вода может наноситься на отдельные места в соответствии с положением полимерной вставки в фильтре.
Обертка фильтра предпочтительно обертывается вокруг полимерной вставки после нанесения воды на по меньшей мере одну из полимерной вставки и обертки заглушки, чтобы вода растворила полимерный материал на поверхности полимерной вставки, когда обертка заглушки приводится в контакт с полимерной вставкой. Растворенный полимерный материал действует как клей со скреплением обертки фильтра с наружной поверхностью полимерной вставки. Когда обертка фильтра обертывается вокруг полимерной вставки, растворенный полимерный материал распределяется по поверхности полимерной вставки и проникает в поверхностный слой обертки фильтра.
Альтернативно или в дополнение вода может быть нанесена на обертку и на наружную поверхность полимерной вставки после того, как обертка обертывается вокруг полимерной вставки.
Растворенный полимерный материал высыхает и затвердевает снова, когда вода уходит с поверхности полимерной вставки, с образованием соединения между оберткой фильтра и полимерной вставкой. Количество воды, требуемое для достижения необходимого сваривания обертки фильтра с поверхностью полимерной вставки, является относительно небольшим, и сушка может иметь место самопроизвольно в ходе последующей обработки собранных фильтров. Альтернативно, если требуется, способ настоящего изобретения может дополнительно содержать стадию сушки, на которой сушка полимерного материала ускоряется путем применения одного или более из тепла, воздуха или вакуума.
Предпочтительно перед обертыванием обертки фильтра вокруг фильтра полоса клея наносится на внутреннюю поверхность по краю обертки фильтра. Клей наносится на край, который накладывается на противоположный край обертки заглушки по шву обертки фильтра. Указанный дополнительный шов предусматривается для того, чтобы скрепить обертку фильтра с собой, так что свободный край обертки по шву остается точно против фильтра и не выступает от поверхности.
Когда фильтр содержит один или более дополнительных сегментов фильтра, дополнительный клей может быть также нанесен на обертку фильтра в продольных полосах или по всей ширине обертки фильтра для того, чтобы скрепить обертку фильтра на месте вокруг сегментов фильтра и обеспечить, чтобы дополнительные сегменты фильтра не скользили в обертке фильтра, как описано выше. Клей может быть нанесен выборочно на участки обертки фильтра, соответствующие дополнительным сегментам фильтра, или клей может быть нанесен непрерывно по обертке фильтра. Альтернативно или в дополнение клей может быть нанесен на поверхность сегментов фильтра.
Настоящее изобретение может быть дополнительно описано только путем примера со ссылкой на прилагаемые чертежи, на которых:
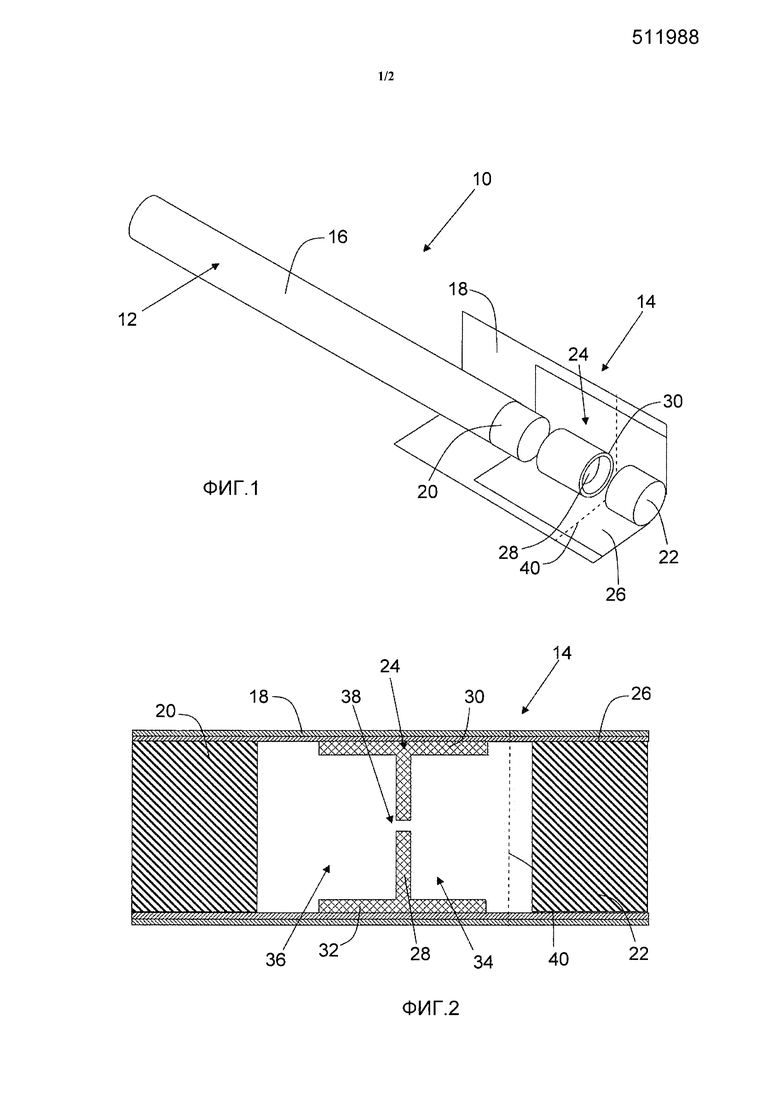
на Фиг.1 представлен вид в перспективе курительного изделия по изобретению с ободковой бумагой и оберткой заглушки фильтра, частично обернутых, с показом внутренних компонентов фильтра;
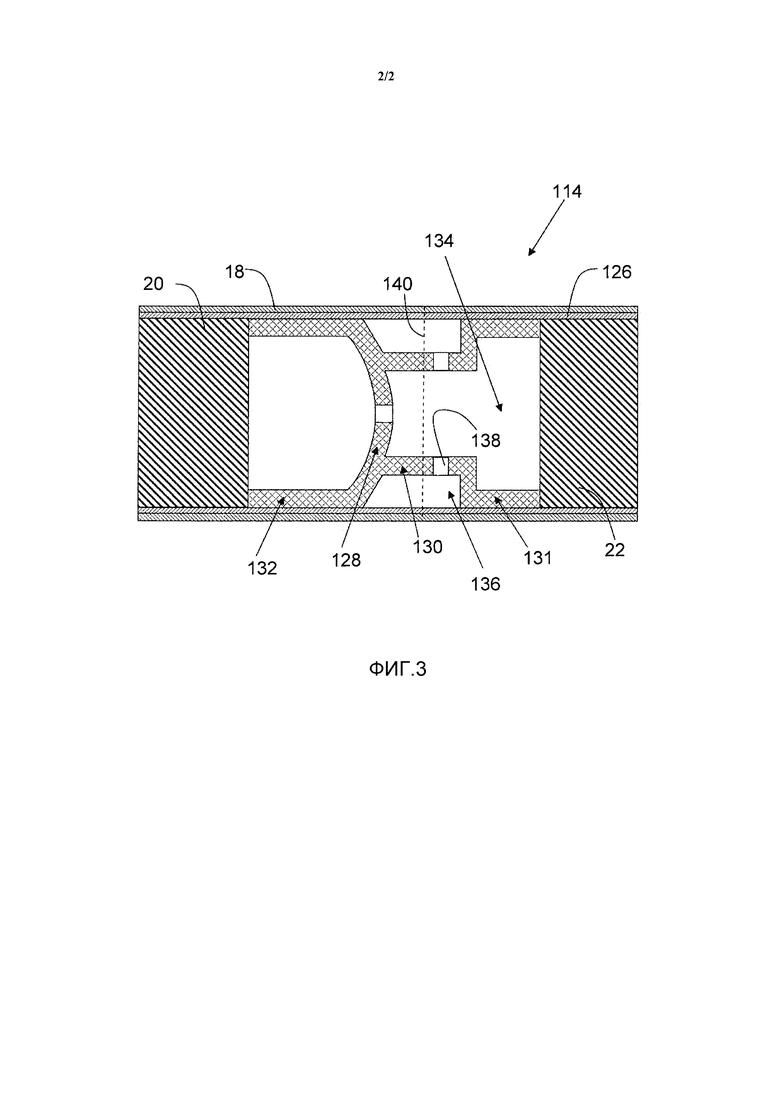
на Фиг.2 представлено продольное поперечное сечение фильтра курительного изделия с Фиг.1; и
на Фиг.3 представлено продольное поперечное сечение фильтра в соответствии с альтернативным вариантом настоящего изобретения.
Курительное изделие 10, показанное на Фиг.1, содержит цилиндрический табачный стержень 12 и фильтр 14. Табачный стержень 12 содержит табачную мешку, окруженную бумажной оберткой 16. Фильтр 14 присоединен к табачному стержню 12 полосой ободковой бумаги 18, которая окружает фильтр 14 и смежную часть табачного стержня 12.
Фильтр 14 содержит первый сегмент 20 фильтра, смежный и примыкающий к табачному стержню 12, второй сегмент 22 фильтра на вставляемом в рот конце курительного изделия 10 и в виде одной части ограничивающего поток элемента 24, полученного литьем по давлением, расположенный между первым сегментом 20 и вторым сегментом 22 фильтра. Первый сегмент 20 фильтра и второй сегмент 22 фильтра каждый образован из заглушки ацетатцеллюлозного жгута. Первый сегмент 20 фильтра и второй сегмент 22 фильтра отстоят от противоположных концов ограничивающего поток элемента 24 на небольшое расстояние. Первый сегмент 20 фильтра и второй сегмент 22 фильтра и ограничивающий поток элемент 24 окружены полосой обертки 26 заглушки.
Ограничивающий поток элемент 24 формуется из поливинилового спирта, который смешивается с неорганическим наполнителем и отливается литьем под давлением с формованием ограничивающего поток элемента 24. Как показано на Фиг.2, ограничивающий поток элемент 24 содержит центральный поперечный барьер 28, интегральный задний трубчатый участок 30, отходящий от задней стороны барьера 28, и интегральный передний трубчатый участок 32, отходящий от передней стороны барьера 28.
Внутренняя периферия заднего трубчатого участка 30 образует заднюю полость 34, смежную с поперечным барьером 28, причем задняя полость 34 является интегральной с пространством между поперечным барьером 28 и вторым сегментом 22 фильтра. Внутренняя периферия переднего трубчатого участка 32 аналогично образует переднюю полость 36, смежную с поперечным барьером 28 на противоположной стороне, причем задняя полость 34 является интегральной с пространством между поперечным барьером 28 и первым сегментом 20 фильтра. Трубчатые участки 30, 32 являются приблизительно одинаковой длины друг с другом и оба имеют наружный диаметр, по существу, соответствующий наружному диаметру фильтра 14. Ограничивающий поток элемент 24 поэтому является, по существу, симметричным относительно поперечного барьера 28.
Поперечный барьер 28 находится в форме круглого диска, имеющего наружный диаметр, по существу, соответствующий наружному диаметру фильтра 14. Круглый диск имеет единственное центральное отверстие 38, которое обеспечивает канал между задней полостью 34 и передней полостью 36. Как показано на Фиг.1, наружные окружные края поперечного барьера 28, заднего трубчатого участка 30 и переднего трубчатого участка 32 являются интегральными, так что наружная поверхность ограничивающего поток элемента 24 как целого является, по существу, цилиндрической. Поперечный барьер 28 и стенки трубчатых частей 30, 21 имеют толщину в интервале от 0,5 до 0,7 мм.
Обертка 26 заглушки сплавляется с наружной поверхностью ограничивающего поток элемента 24 с помощью поливинилового спирта на поверхности ограничивающего поток элемента 24. Как описано выше, сплавление обертки 26 заглушки с наружной поверхностью ограничивающего поток элемента 24 достигается путем смачивания поверхности ограничивающего поток элемента 24 для того, чтобы по меньшей мере частично растворить поливиниловый спирт на поверхности. Обертка 16 заглушки скрепляется с наружными поверхностями первого сегмента 20 фильтра и второго сегмента 22 фильтра с помощью подходящего клея. Полоса клея также предусматривается вдоль внутренней поверхности края обертки 16 заглушки для того, чтобы скрепить обертку 16 заглушки на месте по шву, создавая соединение внахлест.
Окружной ряд перфораций 40 предусматривается через полосу ободковой бумаги 18 и полосу обертки 26 заглушки. Перфорации 40 расположены в положении вдоль фильтра 14, перекрывая пространство между ограничивающим поток элементом 24 и вторым сегментом 22 фильтра. При использовании вентиляционный воздух всасывается через перфорации 40 в пространство в фильтре между ограничивающим поток элементом 24 и вторым сегментом 22 фильтра, где он смешивается с вдыхаемым дымом, всасываемым через центральное отверстие 38 поперечного барьера 28.
Фильтр 114, показанный на Фиг.3, является подобным по конструкции фильтру 14, описанному выше, но содержит альтернативный ограничивающий поток элемент 124 между первым сегментом 20 и вторым сегментом 22 фильтра. Ограничивающий поток элемент 124 содержит центральный поперечный барьер 128, как описано выше, первый интегральный задний трубчатый участок 130, второй интегральный трубчатый участок 131, а также передний интегральный трубчатый участок 132. Поперечный барьер 128 является вогнутым в направлении назад, т.е. по ходу потока дыма.
Первый задний трубчатый участок 130 отходит от задней стороны поперечного барьера 128 и имеет уменьшенный наружный диаметр по сравнению с общим диаметром фильтра. Второй задний трубчатый участок 131 отходит от заднего конца первого заднего трубчатого участка 130 и примыкает к первому сегменту 20 фильтра. Передний трубчатый участок 132 отходит от передней стороны поперечного барьера 128 и примыкает ко второму сегменту 22 фильтра. Как второй задний трубчатый участок 131, так и передний трубчатый участок 133 имеют наружный диаметр, который является, по существу, таким же, как диаметр фильтра 114.
Благодаря уменьшенному наружному диаметру первого заднего трубчатого участка 130 по сравнению с трубчатыми частями на любой стороне внутренняя поверхность обертки 126 заглушки отстоит от окружной наружной поверхности первого заднего трубчатого участка 130, как показано на Фиг.3. Кольцевое пространство между оберткой 126 заглушки и наружной поверхностью первого заднего трубчатого участка 130 образует вентиляционную камеру. Один или более окружных рядов перфораций 140 предусматриваются через обертку 126 заглушки и ободковую бумагу 18, лежащие поверх вентиляционной камеры 136. Отверстия 138 через стенку первого заднего трубчатого участка 130 вставки обеспечивают вентиляцию воздуха через перфорации 140 и вентиляционную камеру 136 в заднюю полость 134, образованную первым задним трубчатым участком 130 и вторым задним трубчатым участком 131, где он может смешиваться с вдыхаемым дымом.
Фильтры 14, 114 изготавливают с использованием описанного выше способа. Сначала получают непрерывный массив первых сегментов 20 и вторых сегментов 22 фильтра с расположенным между ними ограничивающим поток элементом 24, 124. Также получают непрерывный лист обертки заглушки, и внутреннюю поверхность обертки заглушки покрывают водой с использованием гравированного валка в традиционном способе нанесения печати. Смоченный лист обертки заглушки обертывается вокруг массива сегментов фильтра и склеивается по продольному шву. Непрерывный обернутый стержень фильтра затем режется на отдельные, двойные или четверные обернутые фильтры, и обернутые фильтры объединяются с обернутым табачным стержнем и прикрепляются к табачному стержню скреплением полосой ободковой бумаги вокруг фильтра. Указанная стадия может выполняться с использованием существующего оборудования, используемого для присоединения фильтров к табачным стержням в процессе изготовления известных сигарет с фильтром.
После курения фильтр 14, 114 и любая оставшаяся часть табачного стержня обычно выбрасываются. При воздействии на фильтр 14, 114 воды вода будет заставлять поливиниловый спирт, образующий ограничивающий поток элемент 24, 124, начинать растворяться, так что конструкция ограничивающего поток элемента 24, 124 разрушается. В конечном счете, поливиниловый спирт в ограничивающем поток элементе 24, 124 растворяется полностью, и растворенный поливиниловый спирт выходит из фильтра 14, 114 и постепенно биоразлагается. После того как ограничивающий поток элемент 24, 124 растворяется, обертка 26, 126 заглушки и ободковая бумага 18 сплющиваются внутрь, и остаток фильтра 14, 114 постепенно разлагается как изнутри, так и снаружи. Как описано выше, растворение ограничивающего поток элемента 24, 124 увеличивает скорость, с которой фильтр как целое разрушается.
Изобретение относится к полимерной вставке, образованной из растворимого полимерного материала, и к фильтру и курительному изделию, содержащим такую полимерную вставку. Курительное изделие содержит полимерную вставку, имеющую сжимаемость менее чем около 100 Н на 1,5 мм и образованную из растворимого полимерного материала, содержащего один или более водорастворимых полимеров, при этом толщина стенок полимерной вставки составляет от 0,2 до 2,0 мм, причем полимерная вставка имеет такую форму и выполнение, что структура вставки не видна, когда вставка помещена в замкнутый контейнер с водой при 22°C в течение 24 ч без перемешивания, а количество воды, присутствующей в контейнере, приблизительно в восемь раз больше массы полимерной вставки. Техническим результатом изобретения является создание вставки для фильтра курительного изделия, которая могла бы легко разрушаться или разлагаться для того, чтобы облегчить измельчение и разложение фильтра как целого после выбрасывания фильтра, которая могла бы легко и быстро разрушаться в присутствии воды-жидкости в широком интервале температур, могла бы легко изготавливаться и вводиться в фильтры курительных изделий с использованием существующих устройств и способов. 4 н. и 9 з.п. ф-лы, 3 ил.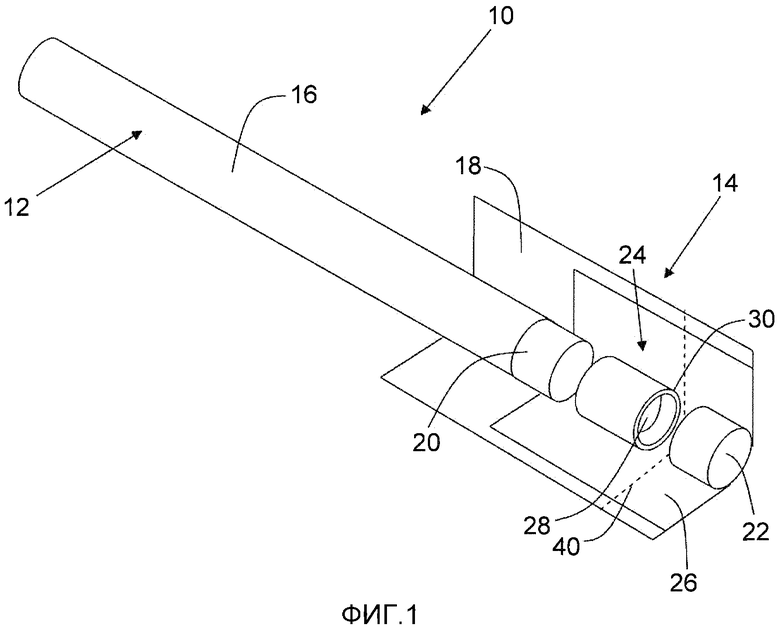
1. Курительное изделие, которое содержит полимерную вставку, имеющую сжимаемость менее чем около 100 Н на 1,5 мм и образованную из растворимого полимерного материала, содержащего один или более водорастворимых полимеров, при этом толщина стенок полимерной вставки составляет от 0,2 до 2,0 мм, причем полимерная вставка имеет такую форму и выполнение, что структура вставки не видна, когда вставка помещена в замкнутый контейнер с водой при 22°C в течение 24 ч без перемешивания, а количество воды, присутствующей в контейнере, приблизительно в восемь раз больше массы полимерной вставки.
2. Курительное изделие по п.1, в котором полимерная вставка содержит один или более трубчатых участков, образующих одну или более полостей.
3. Курительное изделие по п.1 или 2, в котором полимерная вставка содержит ограничивающий поток элемент, содержащий по меньшей мере один поперечный барьер, имеющий в себе по меньшей мере одно отверстие.
4. Курительное изделие по п.1 или 2, в котором растворимый полимерный материал полимерной вставки содержит один или более водорастворимых биоразлагаемых полимеров.
5. Курительное изделие по п.1 или 2, в котором растворимый полимерный материал полимерной вставки содержит по меньшей мере одно из крахмала и поливинилового спирта.
6. Курительное изделие по п.1 или 2, в котором полимерная вставка включает ароматизатор.
7. Курительное изделие по п.1 или 2, в котором полимерная вставка имеет модуль упругости при изгибе менее чем около 310 МПа.
8. Курительное изделие по п.1 или 2, в котором полимерная вставка образует по меньшей мере часть контейнера, при этом контейнер содержит ароматический материал.
9. Курительное изделие по п.1 или 2, в котором курительное изделие содержит фильтр, содержащий полимерную вставку, в котором фильтр окружен оберткой фильтра, при этом обертка фильтра сплавлена с наружной поверхностью полимерной вставки с помощью полимерного материала, образующего полимерную вставку.
10. Курительное изделие по п.1 или 2, в котором курительное изделие содержит фильтр, содержащий полимерную вставку, в котором фильтр дополнительно содержит заглушку из фильтрующего материала спереди от полимерной вставки и предпочтительно заглушку из фильтрующего материала как спереди, так и сзади от полимерной вставки.
11. Фильтр для курительного изделия, который содержит полимерную вставку, образованную из растворимого полимерного материала, имеющего сжимаемость менее чем около 100 Н на 1,5 мм, содержащего один или более водорастворимых полимеров, причем толщина стенок полимерной вставки составляет от 0,2 до 2,0 мм, и при этом полимерная вставка имеет такую форму и выполнение, что структура вставки не видна, когда вставка помещена в замкнутый контейнер с водой при 22°C в течение 24 ч без перемешивания, причем количество воды, присутствующей в контейнере, является приблизительно в восемь раз больше массы полимерной вставки.
12. Полимерная вставка для курительного изделия, в котором полимерная вставка образована из растворимого полимерного материала, имеющего сжимаемость менее чем около 100 Н на 1,5 мм, содержащего один или более водорастворимых полимеров, причем толщина стенок полимерной вставки составляет от 0,2 до 2,0 мм, и при этом полимерная вставка имеет такую форму и выполнение, что структура вставки является больше не видимой, когда вставка помещается в замкнутый контейнер с водой при 22°C в течение 24 ч без перемешивания, причем количество воды, присутствующей в контейнере, является приблизительно в восемь раз больше массы полимерной вставки.
13. Способ изготовления фильтра для курительного изделия, включающий стадии:
получения полимерной вставки, имеющей сжимаемость менее чем около 100 Н на 1,5 мм, образованной из растворимого полимерного материала, содержащего один или более водорастворимых полимеров, причем толщина стенок полимерной вставки составляет от 0,2 до 2,0 мм, и при этом полимерная вставка имеет такую форму и выполнение, что структура вставки является больше не видимой, когда вставка помещается в замкнутый контейнер с водой при 22°C в течение 24 ч без перемешивания, причем количество воды, присутствующей в контейнере, является приблизительно в восемь раз больше массы полимерной вставки,
получения обертки фильтра;
смачивания по меньшей мере одного из полимерной вставки и обертки фильтра путем применения воды и
обертывания обертки фильтра вокруг фильтра и в контакте с полимерной вставкой,
причем используемая вода по меньшей мере частично растворяет полимерный материал на наружной поверхности полимерной вставки и растворенный полимерный материал склеивает обертку фильтра с наружной поверхностью полимерной вставки.
| US 2009288669 A1, 26.11.2009 | |||
| СРЕДСТВО, СПОСОБ ЕГО ПОЛУЧЕНИЯ И СПОСОБ БОРЬБЫ С ТРУДНОИСКОРЕНИМЫМ КАРАНТИННЫМ СОРНЯКОМ ГОРЧАКОМ ПОЛЗУЧИМ С ИСПОЛЬЗОВАНИЕМ СРЕДСТВА | 2004 |
|
RU2253231C1 |
| US 20080163877 A1, 10.07.2008 | |||
| US 5497793 A, 12.03.1996. | |||

