Область техники
Настоящее изобретение относится к упаковке восприимчивой к давлению адгезивной ленты, содержащей адгезивный слой на подложке, и более конкретно, относится к способу производства такой упаковки.
Уровень техники
Восприимчивые к давлению адгезивные ленты различных форм общеизвестны и применяются для этикеток, медицинского ухода, нанесения косметических средств, для наружной и внутренней отделки, экранировки, промышленной сферы и для различных других применений. Адгезивная лента, применяемая для медицинского ухода, применяется в форме препарата пластырного типа, такого как компресс, лейкопластырь, пластырная повязка, адгезивная хирургическая лента и нанесенный на ленту препарат, и обычно наносится на кожу, слизистую оболочку или т.п.
Такая адгезивная лента обычно содержит подложку, адгезивный слой, нанесенный на одну из поверхностей подложки, и антиадгезионный лист, которая крепится на адгезивный слой с возможностью последующего удаления антиадгезионного листа. После получения адгезивную ленту можно разрезать до подходящего размера, размещать и продавать в упакованном состоянии в индивидуальной упаковке, предназначенной для гигиенической и физической защиты. В таком случае во время ее применения после вскрытия упаковки, извлечения из нее адгезивной ленты и удаления антиадгезионного листа для обнажения адгезивного слоя адгезивный слой наносится на участок, предназначенный для нанесения.
Проблема, которая в некоторых случаях возникает во время нанесения, заключается в затруднениях, связанных с удалением антиадгезионного листа. То есть, поскольку антиадгезионный лист обычно является тонким и мягким, с ним трудно обращаться, и для удаления антиадгезионного листа может потребоваться некоторое время. После применения адгезивной ленты антиадгезионный лист и упаковка превращаются в отходы.
Кроме того, в предыдущем уровне техники предложена упаковка восприимчивой к давлению адгезивной ленты, описанная в патентной литературе 1. Упаковка представляет собой упаковку, в которой адгезивная лента согнута пополам таким образом, чтобы адгезивный слой был обращен наружу; сложенную пополам адгезивную ленту покрывают антиадгезионным листом таким образом, чтобы адгезивная лента оказалась внутри антиадгезионного листа (сандвич-структура), и запаивают антиадгезионный лист по контуру. При такой конфигурации антиадгезионный лист выполняет функцию упаковки, и поэтому упаковку, необходимую в предыдущем уровне техники (прототипе), можно исключить.
Кроме того, чтобы при вскрытии упаковки обнажалась только одна половина адгезивного слоя, когда лицевой участок антиадгезионного листа удаляется с ее тыльного участка, предлагается средство для временного прикрепления к тыльному участку антиадгезионного листа той половины, которая расположена на лицевой стороне сложенной пополам адгезивной ленты. Благодаря этому нанесение ленты на участок, предназначенный для нанесения, становится легким, поскольку во время вскрытия упаковки адгезивная лента, сложенная пополам, удерживается лицевым участком антиадгезионного листа и обнажается одна половина лицевой стороны адгезивного слоя.
Список цитируемой литературы
Патентная литература
Патентная литература 1: WО 2010/071104
Сущность изобретения
Техническая проблема
Упомянутую выше упаковку восприимчивой к давлению адгезивной ленты легко производить поодиночке, однако для промышленного изготовления необходимы различные устройства. Соответственно задачей настоящего изобретения является способ производства упаковки восприимчивой к давлению адгезивной ленты, подходящий для промышленного изготовления.
Решение проблемы
Чтобы достичь упомянутой выше задачи, способ производства упаковки восприимчивой к давлению адгезивной ленты согласно настоящему изобретению представляет собой способ производства упаковки восприимчивой к давлению адгезивной ленты; причем в упаковке восприимчивой к давлению адгезивной ленты размещена восприимчивая к давлению адгезивная лента, содержащая подложку и адгезивный слой, нанесенный на одну из поверхностей подложки, причем упаковка восприимчивой к давлению адгезивной ленты содержит антиадгезионный лист, к которой крепится адгезивный слой адгезивной ленты с возможностью последующего удаления антиадгезионного листа; при этом способ содержит: стадию подачи основного материала антиадгезионного листа, служащего в качестве антиадгезионного листа, на заданную позицию при подаче; стадию последовательной подачи множества рядов адгезивных лент к основному материалу антиадгезионного листа в позиции при подаче, и прикрепление адгезивных лент к основному материалу антиадгезионного листа таким образом, чтобы между соседними адгезивными лентами в направлении вперед-назад относительно направления подачи образовывались заданные промежутки; стадию сгибания пополам основного материала антиадгезионного листа с адгезивной лентой; стадию запайки герметизации заранее установленного участка основного материала антиадгезионного листа с образованием сложенного пополам основного материала антиадгезионного листа, включающего в себя множество мест размещения, каждое из которых размещает одну адгезивную ленту; стадию временного прикрепления части каждой адгезивной ленты к основному материалу антиадгезионного листа; и стадию разрезания основного материала антиадгезионного листа с образованием упаковок восприимчивой к давлению адгезивной ленты.
Стадия прикрепления адгезивных лент к основному материалу антиадгезионного листа также предполагает стадию, содержащую подстадию разрезания основного материала адгезивной ленты, служащего в качестве адгезивной ленты, с образованием ряда адгезивных лент и подстадию отделения соседних адгезивных лент друг от друга и транспортировки адгезивных лент в позицию при подаче с увеличением промежутка между соседними адгезивными лентами.
Альтернативно стадия прикрепления адгезивных лент к основному материалу антиадгезионного листа может содержать подстадию неполного разрезания основного материала адгезивной ленты, содержащего защитное покрытие, без разрезания защитного покрытия с образованием на защитном покрытии ряда адгезивных лент; и подстадию транспортировки адгезивных лент в позицию при подаче по мере удаления защитного покрытия.
В упомянутом выше способе адгезивные ленты рядами подаются к основному материалу антиадгезионного листа. Также предполагается, что адгезивные ленты образуются в виде двух или более рядов, и промежуток между адгезивными лентами увеличивается не только в направлении вперед-назад относительно направления подачи, но также в поперечных направлениях влево-вправо. В таком случае множество рядов множества адгезивных лент последовательно подаются к основному материалу антиадгезионного листа в позиции при подаче, и адгезивные ленты прикрепляются к основному материалу антиадгезионного листа таким образом, чтобы между соседними адгезивными лентами в направлении вперед-назад и в направлениях влево-вправо относительно направления подачи образовывались заданные промежутки. Основной материал антиадгезионного листа затем разрезают вдоль его продольного направления с образованием множества основных материалов антиадгезионного листа, причем к каждому из основных материалов антиадгезионного листа прикрепляется ряд адгезивных лент.
Стадия прикрепления адгезивных лент к основному материалу антиадгезионного листа содержит подстадию разрезания полотна адгезивной ленты на множество рядов адгезивных лент и подстадию отделения соседних адгезивных лент друг от друга в направлении вперед-назад и в направлениях влево-вправо и транспортировки адгезивных лент в позицию при подаче с увеличением промежутков между ними.
Альтернативно стадия прикрепления адгезивных лент к основному материалу антиадгезионного листа может содержать подстадию неполного разрезания основного материала адгезивной ленты без разрезания защитного покрытия с образованием на защитном покрытии множества рядов адгезивных лент и подстадию транспортировки адгезивных лент в позицию при подаче по мере удаления защитного покрытия.
Герметизация предпочтительно представляет собой термосварку. Предпочтительно, чтобы временное скрепление осуществлялось путем термоскрепления.
Кроме того, предпочтительно, чтобы на стадии герметизации заранее установленного участка основного материала антиадгезионного листа два герметизированных участка образовывались с постоянным промежутком между соседними местами размещения (адгезивной ленты), и на стадии разрезания основного материала антиадгезионного листа разрезание осуществлялось между двумя герметизированными участками.
Полезные эффекты изобретения
Согласно способу производства согласно настоящему изобретению эффективность производства улучшается, поскольку адгезивные ленты прикрепляются к основному материалу антиадгезионного листа, и основной материал антиадгезионного листа складывается пополам и разрезается. То есть, если для получения антиадгезионных листов, имеющих размер продукта, основной материал антиадгезионного листа разрезается заранее, и адгезивные ленты прикрепляются к антиадгезионным листам одна за другой, необходимо сложное производственное оборудование для обработки отдельных антиадгезионных листов и отдельных адгезивных лент, что приводит к недостаточной эффективности и увеличению стоимости производственного оборудования. Способ согласно настоящему изобретению не имеет таких проблем и значительно повышает эффективность производства.
Кроме того, после прикрепления адгезивных лент к основному материалу антиадгезионного листа на одном основном материале антиадгезионного листа можно сериями размещать множество адгезивных лент и временно прикреплять их к основному материалу антиадгезионного листа. Это также вносит вклад в повышение эффективности производства.
Краткое описание чертежей
На фигуре 1 представлен вид спереди упаковки восприимчивой к давлению адгезивной ленты, полученной по способу производства упаковки восприимчивой к давлению адгезивной ленты согласно настоящему изобретению.
На фигурах 2(а)-2(с) представлены перспективные изображения, показывающие простой способ производства упаковки восприимчивой к давлению адгезивной ленты, представленной на фигуре 1.
На фигуре 3 представлен схематичный вид в разрезе, сделанном вдоль линии III-III на фигуре 1.
На фигурах 4(а) и 4(b) представлены чертежи, показывающие другие формы участка временного прикрепления, соответственно.
На фигурах 5(a) и 5(b) представлены изображения в перспективе, показывающие способ применения упаковки восприимчивой к давлению адгезивной ленты, показанной на фигуре 1.
На фигурах 6(a)-6(d) представлены чертежи, иллюстрирующие случаи нанесения адгезивной ленты на участок, предназначенный для нанесения, с применением упаковки восприимчивой к давлению адгезивной ленты, показанной на фигуре 1.
На фигуре 7 представлена схема, показывающая стадии способа производства упаковки восприимчивой к давлению адгезивной ленты согласно настоящему изобретению.
На фигуре 8 представлена схема стадий производства, следующих после стадий, показанных на фигуре 7; на фигуре 8(a) представлен их вид сверху, и на фигуре 8(b) представлен их вид сбоку.
На фигуре 9 представлена диаграмма, иллюстрирующая позиции при разрезании полотна адгезивной ленты.
На фигуре 10 представлен вид сверху, схематично показывающий пример устройства для отделения и транспортировки, применимого в способе производства упаковки восприимчивой к давлению адгезивной ленты согласно настоящему изобретению.
На фигуре 11 представлен вид сбоку, схематично показывающий подходящее устройство для отделения и транспортировки, применимое в способе производства упаковки восприимчивой к давлению адгезивной ленты согласно настоящему изобретению.
На фигуре 12 представлена схематичная диаграмма, показывающая траекторию адгезивной ленты, транспортируемой устройством для отделения и транспортировки, показанным на фигуре 11.
На фигуре 13 представлено изображение в перспективе, схематично показывающее устройство для сгибания, применимое в способе производства упаковки восприимчивой к давлению адгезивной ленты согласно настоящему изобретению.
На фигуре 14 представлен вид спереди полотна антиадгезионного листа, на котором показаны позиции герметизироавнных участков.
На фигуре 15 представлена схема, показывающая другой вариант осуществления способа производства упаковки восприимчивой к давлению адгезивной ленты согласно настоящему изобретению.
На фигуре 16 представлена схема, показывающая еще один вариант осуществления способа производства упаковки восприимчивой к давлению адгезивной ленты согласно настоящему изобретению.
Описание вариантов осуществления изобретения
Далее со ссылкой на чертежи будут описаны подходящие варианты осуществления настоящего изобретения. На всех чертежах одни и те же номера позиций на чертежах будут соответствовать одним и тем же или эквивалентным участкам, и их повторное описание будет пропущено.
На фигуре 1 представлен вид спереди, показывающий упаковку 10 восприимчивой к давлению адгезивной ленты, которую можно получать по способу производства согласно настоящему изобретению; и на фигурах 2(a)-2(c) представлены изображения в перспективе, более подробно показывающие конфигурацию упаковки 10 восприимчивой к давлению адгезивной ленты, показанной на фигуре 1. На фигуре 3 представлен схематичный вид в разрезе, сделанном вдоль линии III-III, показанной на фигуре 1.
Показанная упаковка 10 восприимчивой к давлению адгезивной ленты включает в себя восприимчивую к давлению адгезивную ленту 14, содержащую адгезивный слой 12 на одной из своих поверхностей и антиадгезионный лист 16 для герметизации адгезивной ленты 14, сложенной пополам. Как адгезивная лента 14, так и антиадгезионный лист 16 имеет прямоугольную форму. Как понятно из фигуры 1 и фигуры 2(c), упаковка 10 восприимчивой к давлению адгезивной ленты представляет собой упаковку так называемого трехшовного типа, в которой один антиадгезионный лист 16 сгибают и запаивают с трех сторон, за исключением стороны сгиба.
Упаковка 10 восприимчивой к давлению адгезивной ленты применяется для этикеток, медицинского ухода, косметических средств, для наружной и внутренней отделки, экранировки, в промышленной сфере и различных других областях применения. В частности, упаковку восприимчивой к давлению адгезивной ленты, применяемую для медицинского ухода, косметических средств и т.п., можно применять в качестве упаковки препарата пластырного типа, такого как пластырь, компресс, пластырная повязка, хирургическая адгезивная лента, препарат в виде косметической маски, нанесенный на ленту препарат, и наклеиваемая система обогрева, которая обычно наносится на кожу, слизистую оболочку и т.п.
Как показано на фигуре 3, адгезивная лента 14 включает в себя подложку 18 и адгезивный слой 12, ламинированный на одной из поверхностей подложки, и на него крепится антиадгезионный лист 16 с возможностью последующего удаления антиадгезионного листа. Материал, составляющий подложку 18, не ограничивается при условии, что он может нести на себе адгезивный слой 12, и обычно применяются тканые материалы, нетканые материалы, пленки, изготовленные из пластика, или т.п., металлическая фольга и т.п. Кроме того, подложка может представлять собой однослойную структуру или многослойную структуру; она может представлять собой структуру, в которой ламинировано несколько тканых материалов или нетканых материалов, изготовленных из разных материалов, или структуру, в которой ламинированы, например, пластиковая пленка, металлическая фольга или т.п. и тканый материал или нетканый материал.
Кроме того, тканый материал или нетканый материал, применяемый для адгезивной ленты 14 согласно настоящему варианту осуществления изобретения, специально не ограничивается и может представлять собой материалы, получаемые при переработке волокнистого материала в ткань, и применимые для производства подложки 18 адгезивной ленты 14; примеры таких материалов включают в себя трикотажный материал, переработанный в ткань путем набора петель на кругловязальных, основовязальных, поперечно-вязальных машинах и т.п.
Предпочтительные примеры тканого материала или нетканого материала включают в себя тканые материалы или нетканые материалы, изготовленные, по меньшей мере, из одного вида волокон на основе полимеров, выбранных из группы, состоящей из полимеров на основе сложных полиэфиров, полиэтиленовых полимеров и полипропиленовых полимеров; среди них предпочтительными являются тканые материалы, изготовленные из полиэтилентерефталата, который является сложным полиэфиром с менее значительным влиянием на компонент, содержащийся в адгезивном слое.
Примеры пластиковой пленки включают в себя пленки, формуемые с применением сложных полиэфиров, таких как полиэтилентерефталат, полиамидов, таких как нейлон, полиолефинов, таких как полиэтилен и полипропилен, поливинилхлорид, пластифицированный поливинилхлорид, пластифицированные сополимеры винилацетата и винилхлорида, поливинилиденхлорид, сополимеры этилена и винилацетата, формуемые с применением ацетата целлюлозы, этилцеллюлозы, сополимеров этилена и этилакрилата, политетрафторэтилена, полиуретанов и иономерных смол. Кроме того, в том случае, когда адгезивная лента 14 применяется в виде препарата пластырного типа для медицинского ухода или нанесения косметических средств, предпочтительно, чтобы для подложки 18 применялся материал, обладающий достаточной растяжимостью, или достаточно нерастяжимый в случае препарата пластырного типа, и особенно предпочтительным является вязально-трикотажный материал (трикотажная ткань) из полиэтилентерефталата.
Предпочтительно, чтобы основная масса (масса на единицу площади) трикотажной ткани, применяемой в качестве подложки 18, составляла от 50 до 500 г/м2. Кроме того, в том случае, когда модуль подложки 18 измеряют согласно способу, описанному в японском стандарте JIS LI018, предпочтительно, чтобы модуль в направлении продольной длины (в направлении длинной оси) составлял от 2 до 12 Н/5 см, и модуль в поперечном направлении (в направлении короткой оси) также составлял от 2 до 12 N/5 см. Здесь продольная длина относится к направлению потока на стадии производства трикотажной ткани, и поперечное направление относится к направлению, перпендикулярному продольной длине, то есть поперечному направлению. В том случае, когда модуль в продольном направлении или поперечном направлении меньше 2 N/5 см, нанесение ленты на участок, предназначенный для нанесения, с одновременным разглаживанием складок обычно бывает затруднено; кроме того, в том случае, когда модуль в продольном направлении или поперечном направлении больше 12 N/5 см, наоборот, адгезивная лента обычно склонна слишком растягиваться во время применения, что служит причиной возникновения складок. Модуль представляет собой величину нагрузки при 50% растяжении и комнатной температуре (25°C).
Благодаря применению описанной выше подложки 18 облегчается временное прикрепление участков 50, 52 и 54 с помощью описанных далее средств временного прикрепления, и после того, как подложка отодвинута от участков временного прикрепления 50, 52 и 54, изменить форму и структуру подложки 18 затруднительно. То есть, например, не происходит распушения подложки или т.п. Кроме того, сгибание упаковки, восприимчивой к давлению адгезивной ленты 10, пополам происходит легко, и согнутая упаковка восприимчивой к давлению адгезивной ленты не занимает много места. Кроме того, во время применения так называемое "перекручивание" на участке, который согнут пополам, затруднено и адгезивная лента наносится аккуратно.
Адгезивный компонент, который представляет собой составную часть адгезивного слоя 12, специально не ограничивается при условии, что он обладает адгезивной способностью и может наноситься на участок, предназначенный для нанесения; в качестве адгезивной основы предпочтительно применяются акриловые адгезивные компоненты, адгезивные компоненты на основе каучука, адгезивные компоненты на основе силикона и т.п.; среди них, с точки зрения их адгезионной способности, особенно предпочтительно применяются адгезивные компоненты на основе каучука.
В качестве конкретного примера адгезивного компонента на основе каучука можно применять как натуральные каучуки, так и синтетические каучуки; и примеры синтетических каучуков включают в себя стирольные блок-сополимеры и полиизобутилен. Кроме того, примеры стирольных блок-сополимеров включают в себя стирол-бутилен-стирольные блок-сополимеры (SBS), стирол-изопрен-стирольные блок-сополимеры (SIS), стирол-этилен/бутилен-стирольные блок сополимеры (SEBS) и стирол-этилен/пропилен-стирольные блок-сополимеры (SEPS). Конкретные примеры стирольных блок-сополимеров включают в себя линейные триблок-сополимеры, такие как Kraton D-1112, D-1111 и D-1107 (торговая марка компании Kraton Performance Polymers Inc.), JSR5000 или JSR5002 (торговая марка компании JSR Corporation), Quintac 3530, 3421 или 3570C (торговая марка компании Zeon Corporation) и Kraton D-KX401CS или D-1107CU (торговая марка компании Kraton Performance Polymers Inc.), и разветвленные блок-сополимеры, такие как Kraton D-1124 (торговая марка компании Kraton Performance Polymers, Inc.) и Solprene 418 (торговая марка компании Phillips Petroleum Company).
В качестве полиизобутилена, например, применяется полиизобутилен с высокой или низкой молекулярной массой, и его примеры включают в себя Oppanol B10, B12, B12SF, B15, B15SF, B30SF, B50, B50SF, B80, B100, B120, B150 и B200 (торговая марка компании BASF SE) и Vistanex LM-MS, LM-MH, LM-H, MM L-80, MM L-100, MM L-120 и MM L-140 (торговая марка компании Exxon Chemical Company).
Кроме того, в качестве акрилового полимера применяется полимер или сополимер, содержащий в качестве мономерного звена, по меньшей мере, один сложный эфир(мет)акрилат, такой как 2-этилгексилакрилат, метилакрилат, бутилакрилат, гидроксиэтилакрилат, 2-этилгексил-метакрилат; и можно применять, например, сополимеры акриловой кислоты/сложного октилового эфира акриловой кислоты, сополимеры 2-этилгексилакрилата/N-винил-2-пирролидон/1,6-гексангликольдиметакрилата, сополимеры 2-этилгексилакрилата/винилацетата, сополимеры 2-этилгексилакрилата/винилацетата/акриловой кислоты, сополимеры 2-этилгексилакрилата/2-этилгексилметакрилата/додецилметакрилата, эмульсию сополимеризованного со смолой метилакрилата/2-этилгексилакрилата; адгезивное вещество на основе акрилового полимера или т.п., содержащееся в алканоламиновом растворе акриловой смолы; например, можно применять акриловое адгезивное вещество серии DURO-TAK (производство компании National Starch и Chemical Company), акриловое адгезивное вещество серии GELVA (производство компании Monsanto Company), SK-Dyne Matriderm (Soken Chemical & Engineering Co., Ltd.), серии EUDRAGIT (Higuchi Inc.) и т.п.
Можно применять одну из адгезивных основ, таких как описанная выше адгезивная каучуковая основа, адгезивная акриловая основа и адгезивная силиконовая основа, или можно смешивать и применять две или более таких основ.
Кроме того, в том случае, когда адгезивная лента 14 применяется для компресса или пластыря для медицинского ухода или средства для косметической маски, в качестве адгезивного слоя 12 также можно применять водорастворимый полимер; в качестве такого водорастворимого полимера предпочтительно применять желатин, агар-агар, альгиновую кислоту, маннан, карбоксиметилцеллюлозу или ее соли, гидроксипропилцеллюлозу или ее соли, поливиниловый спирт, полиакриловую кислоту или ее соли и т.п., или водорастворимый полимер, полученный путем сшивания, по меньшей мере, одного из упомянутых веществ с помощью органического или неорганического сшивающего агента.
К адгезивному слою надлежащим образом добавляют адгезивные основы, отличающиеся от описанных выше, вещество, повышающее липкость, мягчитель, растворитель, воду, загуститель, увлажнитель, наполнитель, сшивающий агент, полимеризующийся агент, солюбилизирующий компонент, стимулятор абсорбции, стабилизатор, антиоксидант, эмульгатор, поверхностно-активное вещество, регулятор pH, лекарственные средства, УФ-поглощающее средство и т.п.
В том случае, когда адгезивная лента 14 применяется в виде препарата пластырного типа для медицинского ухода и нанесения косметических средств, лекарственные средства специально не ограничиваются при условии, что они чрескожно поглощаются телом, проявляя фармакологические эффекты, и их примеры включают в себя противовоспалительное средство, болеутоляющее средство, антигистаминовый препарат, средство для местной анестезии, стимулятор кровообращения, анестезирующее средство, транквилизатор, противогипертоническое средство, антибактериальное средство и сосудорасширяющее средство.
Можно применять антиадгезионный лист 16, обычно применяемую для упаковки адгезивной ленты 14. Антиадгезионный лист 16 можно формовать в виде однослойной или многослойной пленки, и материал, входящий в состав пленки, специально не ограничивается при условии, что самый внутренний слой (слой, который находится внутри упаковки) можно применять в способе производства согласно настоящему изобретению и, в частности, при условии, что его можно подвергать термосварке или термоскреплению. Например, основной материал антиадгезионного листа 16 можно надлежащим образом выбирать из бумаги, нетканых материалов, алюминия, целлофана, нейлона, полиэтилена высокой плотности или полиэтилена низкой плотности, полиэтилентерефталата, полипропилена, поливинилхлорида, полиамида, поливинилиденхлорида, поливинилового спирта, сополимеров поливинилацетата, поликарбоната, полистирола, сополимеров этиленвинилового спирта и т.п. Среди них, когда в качестве основного материала применяется материал, который нельзя плавить при нагревании, для слоя, который находится внутри упаковки, подходит ламинат термопластичного материала. Особенно предпочтительным является лист, изготовленный из полиэтилена, алюминия и полиэтилена, последовательно расположенных один на другом, и предпочтительно применяется лист, дополнительно включающий в себя в качестве самого наружного слоя (слой, который находится снаружи упаковки) целлофан.
Кроме того, антиадгезионнаый лист может представлять собой лист, на самый наружный слой которого нанесена печатная краска или адгезив, или пленку, которая снабжена тонкой пленкой, наносимой с помощью такого способа, как осаждение или напыление. В качестве тонкой пленки подходящими являются тонкие пленки с высокими газонепроницаемыми свойствами и прозрачностью, изготовленные из оксида кремния, оксида магния и оксида алюминия, отличающиеся от металлов, таких как алюминий.
Поскольку такие антиадгезионные листы 16 подвергаются сгибанию при герметизировании адгезивной ленты 14, предпочтительными являются листы, обладающие гибкостью. Соответственно толщина антиадгезионного листа 16 специально не ограничивается при условии, что она может сгибаться, и предпочтительно, чтобы толщина находилась в диапазоне от 10 до 500 мкм, и более предпочтительно, чтобы толщина находилась в диапазоне от 15 до 300 мкм.
Здесь делается ссылка на фигуру 2(a), на которой показано состояние, при котором адгезивная лента 14 скреплена с антиадгезионной листом 16 адгезивным слоем 12, обращенным вниз, с возможностью последующего удаления антиадгезионного листа. В таком случае адгезивная лента 14 скреплена с антиадгезионным листом 16 в состоянии, когда центральная линия, параллельная короткому направлению адгезивной ленты 14, может быть смещена относительно центральной линии параллельно короткому направлению антиадгезионного листа 16. Когда антиадгезионный лист 16 и адгезивная лента 14 сгибаются вместе, как показано на фигуре 2(b), адгезивная лента 14, сложенная пополам, попадает между сложенным пополам антиадгезионным листом 16, образуя трехслойную структуру (типа сандвич).
Здесь принимается, что половина согнутого антиадгезионного листа 16 упоминается как первый участок 22, другая половина антиадгезионного листа упоминается как второй участок 24, половина адгезивной ленты 14, согнутой с антиадгезионным листом 16, упоминается как первый участок 26, и другая половина такой адгезивной ленты упоминается как второй участок 28. При сгибе антиадгезионного листа 16 первый участок 22 и второй участок 24 антиадгезионного листа 16 имеют по существу одинаковую форму и размер, в то же время адгезивная лента 14 находится в состоянии, когда первый участок 26 больше второго участка 28, и первый участок 26 содержит выступающий участок 30, тянущийся от второго участка 28. В таком состоянии антиадгезионного листа 16, при котором первый участок 22 наложен на второй участок 24, три стороны, окружающие адгезивную ленту 14, подвергаются термосварке с получением упаковки восприимчивой к давлению адгезивной ленты 10, показанной на фигурах 1, 2(c) и 3.
В такой упаковке восприимчивой к давлению адгезивной ленты 10, когда при вскрытии упаковки первый участок 22 антиадгезионного листа 16 отделяется от ее второго участка 24, адгезивный слой 12 сложенной пополам адгезивной ленты 14 становится обращенным наружу. Соответственно адгезивный слой 12 на первом участке 26 адгезивной ленты 14 обнажается снаружи.
Однако если первый участок 26 адгезивной ленты 14 движется вместе с первым участком 22 антиадгезионного листа 16, и адгезивный слой 12 на втором участке 28 адгезивной ленты 14 обнажается, нельзя знать, обнажается ли адгезивный слой 12 на лицевой стороне или тыльной стороне, и это вызывает неудобство. То есть при вскрытии упаковки изначально важно удерживать первый участок 26 адгезивной ленты 14 с помощью второго участка 24 антиадгезионного листа 16 и обнажать адгезивный слой 12 на первом участке 26 адгезивной ленты 14. Поэтому выступающий участок 30, сформированный на первом участке 26 адгезивной ленты 14, временно крепится ко второму участку 24 антиадгезионного листа 16 в местах, обозначенных символами 50, 52 и 54.
В качестве средства временного прикрепления эффективно термоскрепление. То есть, когда тепло прикладывается со стороны наружной поверхности антиадгезионного листа 16, термопластичный материал, который образует самый внутренний слой антиадгезионного листа 16, плавится, приклеивается к подложке 18 адгезивной ленты 14 и затем затвердевает. Благодаря этому выступающий участок 30 адгезивной ленты 14 временно крепится ко второму участку 24 антиадгезионного листа 16. В частности, когда подложка 18 адгезивной ленты 14 изготовлена из тканого материала или трикотажной ткани, расплавленный термопластичный материал просачивается в подложку и дополнительно улучшает эффекты временного прикрепления.
Кроме того, для позиции, в которой расположены участки временного прикрепления 50, 52 и 54, как показано на фигуре 1, достаточно, чтобы участки временного прикрепления 52, 54 формировались не только вдоль линии первого герметизированного участка 38, но также вдоль линии второго герметизированного участка 40 и вдоль линии третьего герметизированного участка 42. Вследствие этого, даже если первый участок 22 антиадгезионного листа 16 отделяется от второго ее участка 24 в поперечном направлении, можно гарантировать эффекты временного прикрепления. Линии, на которых расположены участки временного прикрепления 50, 52 и 54, не ограничиваются прямыми линиями. Линии могут быть кривыми или могут быть расположены мультиплетами. Кроме того, можно рассматривать линии, расположенные в шахматном порядке, зигзагообразно или в виде беспорядочного рисунка при условии, что линии соответствуют первому запаянному участку 38, второму запаянному участку 40 и третьему запаянному участку 42, соответственно.
Если сила адгезии слишком увеличивается благодаря участкам временного прикрепления 50, 52 и 54, может возникнуть проблема, связанная с тем, что при нанесении на участок, предназначенный для нанесения, антиадгезионный лист 16 с трудом отрывается от адгезивной ленты 14. Кроме того, сила адгезии между выступающим участком 30 адгезивной ленты 14 и антиадгезионным листом 16 предпочтительно больше, чем сила адгезии (липкость) между адгезивным слоем 12 и антиадгезионным листом 16. То есть, сила адгезии между подложкой 18 и антиадгезионным листом 16 на участках временного прикрепления 50, 52 и 54, сила адгезии (липкость) между адгезивным слоем 12 адгезивной ленты 14 и участком для нанесения и сила адгезии между адгезивным слоем 12 адгезивной ленты 14 и антиадгезионным листом 16 связаны соотношениями, которые указаны далее.
Сила адгезии между адгезивным слоем 12 и участком для нанесения
> сила адгезии между подложкой 18 и антиадгезионным листом 16 на участках временного прикрепления 50, 52 и 54
> сила адгезии между адгезивным слоем 12 и антиадгезионным листом 16.
В том случае, когда участки временного прикрепления 50, 52 и 54 имеют непрерывную форму типа полосы, можно полагать, что количество термопластичного материала в антиадгезионном листе 16, которое должно пропитывать тканый материал подложки 18 адгезивной ленты 14 будет слишком большим, и трудно получить упомянутое выше соотношение. Кроме того, в настоящем изобретении, как показано на фигурах 1-3 с помощью символов 50, 52 и 54, участки временного прикрепления 50, 52 и 54 формируются прерывисто, чтобы регулировать число и размер участков временного прикрепления 50, 52 и 54. Вследствие этого силу адгезии на участках временного прикрепления 50, 52 и 54 можно легко регулировать. Благодаря этому эффективность производства упаковки восприимчивой к давлению адгезивной ленты 10 дополнительно повышается, и можно обеспечивать постоянное качество действующего эффекта. Следует заметить, что формы участков временного прикрепления 50, 52 и 54 также не ограничиваются прямоугольной формой, показанной на фигуре 1, и можно рассматривать различные формы, такие как треугольная форма, показанная на фигуре 4(a), и овальная форма, показанная на фигуре 4(b).
Кроме того, предпочтительно, чтобы антиадгезионный лист 16 содержал средство 55 для уменьшения силы адгезии, которое уменьшает силу адгезии между адгезивным слоем 12 адгезивной ленты 14 и антиадгезионным листом 16. В качестве такого средства 55 для уменьшения силы адгезии самый внутренний слой антиадгезионного листа 16 можно подвергать антиадгезионной обработке. Примеры антиадгезионной обработки включают в себя другой способ, отличающий от способа с применением антиадгезионной смазки, такой как тиснение и пескоструйная обработка, чтобы физически облегчить высвобождение адгезивного слоя. В качестве антиадгезионной смазки можно применять любые силиконовые антиадгезионные смазки, антиадгезионные смазки с алкильными группами в боковой цепи макромолекулы, антиадгезионные смазки на основе концентрированных восков и т.п.; среди них обработка силиконом с применением силиконовой антиадгезионной смазки является предпочтительной. Обработка силиконом является предпочтительной по той причине, что ее осуществление является относительно легким и низкозатратным. Благодаря проведению обработки силиконом в сочетании с упомянутыми участками временного прикрепления 50, 52 и 54 при использовании упаковки восприимчивой к давлению адгезивной ленты 10, когда антиадгезионный лист 16 вскрывается, антиадгезионный лист 16 легко удаляется с адгезивного слоя 12, обнажая при этом адгезивный слой 12; в связи с этим нанесение адгезивной ленты на участок, предназначенный для нанесения, облегчается. Как описано выше, средство 55 для уменьшения силы адгезии можно наносить поперек адгезивного слоя 12 адгезивной ленты 14, или можно наносить в виде покрытия только на адгезивный слой 12 на первом участке 26 адгезивной ленты.
Далее со ссылкой на фигуры 5 и 6 будет описан принцип действия упаковки восприимчивой к давлению адгезивной ленты 10 согласно настоящему варианту осуществления.
На фигуре 5(a) представлены перспективные изображения упаковки восприимчивой к давлению адгезивной ленты 10 согласно настоящему варианту осуществления изобретения. Исходя из такого состояния, пользователь держит хвостовую часть 44 антиадгезионного листа 16 (пальцы не показаны), и начинает отрывать первый участок 22 антиадгезионного листа 16 от второго участка 24 в направлении стрелки A. Обычно такую упаковку восприимчивой к давлению адгезивной ленты 10 чаще всего вскрывают с края. Соответственно, если упаковку 10 начинают вскрывать с угла, как показано на фигуре 5(a), усилие сосредотачивается на угле 46, образованном запаянным участком 40 в поперечном направлении и запаянным участком 38 в продольном направлении, и без труда начинается отрыв на герметизированных участках 38 и 40. Сразу после того, как начинается отрыв на герметизированных участках 38 и 40 от начальной точки отрыва в качестве отправной точки, отрыв распространяется на другие участки без того, чтобы прилагать дополнительное большое усилие для отрыва на всех герметизированных участках 38, 40 и 42. Наконец, упаковка восприимчивой к давлению адгезивной ленты 10 достигает состояния, показанного на фигуре 5(b). Как описано выше, первый участок 26 адгезивной ленты 14 изначально удерживается на стороне второго участка 24 антиадгезионного листа 16 благодаря наличию участков временного прикрепления 50, 52 и 54. В результате обнажается адгезивный слой 12 на первом участке 26 адгезивной ленты 14.
На фигурах 6(a)-6(d) показаны аспекты того случая, когда адгезивная лента согласно настоящему изобретению применяется, в частности, в качестве препарата пластырного типа для медицинского ухода или нанесения косметических средств, в то же время адгезивная лента согласно настоящему изобретению также может наноситься тем же способом в случае применения в других областях, предназначенных для нанесения. Сначала вскрытую упаковку 10 восприимчивой к давлению адгезивной ленты держат одной рукой, и помещают на участок, предназначенный для нанесения, или около участка, предназначенного для нанесения, как показано на фигурах 6(a) и 6(b). Затем, как показано на фигуре 6(c), в то время как первый участок 22 антиадгезионного листа 16 удерживается, антиадгезионный лист 16 тянут вдоль кожи в ее продольном направлении и направлении от адгезивной ленты 14. По мере того, как антиадгезионный лист 16 отрывается, второй участок 28 адгезивной ленты 14 высвобождается из-под антиадгезионного листа 16 и одновременно наносится на участок, предназначенный для нанесения. В частности, поскольку адгезивная лента 14 наносится по мере того, как отрывается антиадгезионный лист 16, адгезивную ленту 14 можно наносить без образования складок. На фигуре 6(d) показано состояние, когда вся адгезивная лента 14 нанесена на участок, предназначенный для нанесения, с завершением нанесения.
Адгезивную ленту согласно настоящему изобретению можно держать рукой, поскольку первый участок 22 антиадгезионного листа 16, освобожденный от адгезивного слоя 12, может поддерживаться большим пальцем руки, на которой размещается адгезивная лента. Соответственно, риск сползания адгезивной ленты во время нанесения адгезивной ленты на участок, предназначенный для нанесения, небольшой, и опасения относительно сдвига адгезивной ленты или провисания адгезивной ленты под собственным весом в непредусмотренном направлении во время нанесения небольшие; в связи с этим адгезивную ленту можно спокойно наносить на намеченный участок, предназначенный для нанесения. Адгезивную ленту можно легко наносить одной рукой, даже если участок, предназначенный для нанесения, находится на спине или т.п., где самостоятельное нанесение затруднено.
Если при производстве такой упаковки восприимчивой к давлению адгезивной ленты 10 получать адгезивную ленту 14 и антиадгезионный лист 16, разрезанными до заранее установленных размеров, и производить упаковку одну за другой способом, показанным на фигуре 2, эффективность производства будет низкая и так называемое промышленное изготовление слишком трудным. Поэтому в настоящем изобретении предлагается способ производства упаковки восприимчивой к давлению адгезивной ленты и производственное оборудование, которые повышают эффективность производства и подходят для промышленного изготовления.
На фигуре 7 и фигуре 8 схематично показан способ производства упаковки 10 восприимчивой к давлению адгезивной ленты согласно настоящему изобретению. На фигуре 7 символом 200 обозначено устройство для подачи полотна адгезивной ленты, которое удерживает рулон 100 адгезивной ленты. Полотно 114 адгезивной ленты выводится из устройства 200 подачи полотна адгезивной ленты. Рулон адгезивной ленты 100 получают путем скатывания длинного основного материала адгезивной ленты, то есть полотна 114 адгезивной ленты, в форму типа рулона. Полотно 114 адгезивной ленты можно разрезать вертикально и горизонтально для образования адгезивной ленты 14, имеющей размер готового продукта. Соответствующим образом применяется полотно 114 адгезивной ленты, включающее в себя участок, образующий подложку 18, и адгезивный слой 12 адгезивной ленты 14, и съемное защитное покрытие 104, прикрепленное к адгезивному слою 12.
Полотно 114 адгезивной ленты, выводимое из устройства 200 подачи полотна адгезивной ленты, подается с помощью устройства 202, регулирующего натяжение, на устройство 204, отделяющее защитное покрытие. Устройство 204, отделяющее защитное покрытие, известно. Полотно 114 адгезивной ленты, подаваемое на устройство 204, отделяющее защитное покрытие, освобождается от защитного покрытия 104. В данном варианте осуществления изобретения из устройства 204, отделяющего защитное покрытие, получают полотно 114 адгезивной ленты без защитного покрытия с адгезивным слоем 12, находящимся с нижней стороны.
В качестве полотна 114 адгезивной ленты рассматриваются полотна, не содержащие защитного покрытия 104, или полотна, образующие только часть, служащую в качестве подложки 18. Для полотна 114 адгезивной ленты, не содержащего защитного покрытия 104, устройство 204, отделяющее защитное покрытие, конечно не нужно. Для полотна 114 адгезивной ленты, образующего только часть, служащую в качестве подложки 18, после устройства 200подачи полотна адгезивной ленты обеспечивают устройство для нанесения адгезива (не показано). В устройстве для нанесения адгезивное вещество распределяется по одной поверхности полотна, подаваемого от рулона адгезивной ленты, которая служит в качестве подложки. Устройство для нанесения также известно в предыдущем уровне техники.
После устройства 204, отделяющего защитное покрытие, находится резальное устройство 206 для резки полотна 114 адгезивной ленты в направлении подачи и поперечном направлении (горизонтальное направление, перпендикулярно пересекающее направление подачи полотна 114 адгезивной ленты). Рассматриваются различные типы резального устройства 206. В проиллюстрированном варианте осуществления изобретения применяется ротационное резальное устройство, включающее в себя высекательный вал 208, содержащий резец, и опорный вал 210, который соприкасается с высекательным валом и вращается. Когда полотно 114 адгезивной ленты подается между высекательным валом 208 и опорным валом 210, из полотна 114 адгезивной ленты высекается адгезивная лента 14, имеющая размер готового продукта, и подается на следующую стадию.
На фигуре 9 участки, которые высекаются из полотна 114 адгезивной ленты, обозначены пунктирными линиями, а заштрихованные участки выбрасываются в виде отходов. Как понятно из фигуры 9, в настоящем варианте осуществления изобретения адгезивная лента 14 после высекания подается из резального устройства 206 двумя рядами в направлении подачи полотна 114 адгезивной ленты (по направлению стрелки на фигуре 9).
В настоящем варианте осуществления изобретения в резальном устройстве 206 высекательный вал 208 обеспечивают с нижней стороны и опорный вал 210 обеспечивают с верхней стороны. Соответственно адгезивный слой полотна 114 адгезивной ленты соприкасается с высекательным валом 208. В связи с этим поверхность высекательного вала 208 подвергают известной антиадгезионной обработке для того, чтобы после высекания адгезивную ленту 14 можно было легко отделять от высекательного вала 208, и сделать липкость между высекательным валом 208 и полотном 114 адгезивной ленты крайне малой. Опорный вал 210 образован цилиндрическим телом, на котором образовано большое количество небольших отверстий. Опорный вал 210 имеет устройство, которое способствует фиксации полотна 114 адгезивной ленты, контактирующего с поверхностью, путем отсасывания воздуха внутри опорного вала. Соответственно высеченная адгезивная лента 14 может без сбоев отделяться от высекательного вала 208. При вращении опорного вала 210 адгезивная лента 14, зафиксированная на опорном вале 210, направляется вверх от подающего участка резального устройства 206, которое не фиксирует адгезивную ленту.
Отдельные адгезивные ленты 14, подаваемые из резального устройства 206, подаются в позицию при подаче, обозначенную символом 212 на фигуре 7, и крепятся на длинном основном материале антиадгезионного листа, то есть на полотне 116 антиадгезионного листа, которое служит в качестве антиадгезионного листа 16. Однако сразу после высекания на резальном устройстве 206 промежуток между соседними адгезивными лентами 14 является слишком узким. Если адгезивные ленты помещаются на полотно антиадгезионного листа 116, как они есть, на конечной стадии производства пространство для осуществления термосварки упаковки 10 отсутствует.
Поэтому в настоящем варианте осуществления изобретения между резальным устройством 206 и позицией 212 при подаче находится устройство 214 для отделения и транспортировки, переносящее соседние друг с другом адгезивные ленты 14 в направлениях вперед-назад и в направлениях влево-вправо, в то время как соседние адгезивные ленты отделяются друг от друга (промежуток увеличивается) в направлении подачи и в поперечном направлении (горизонтальное направление, перпендикулярно пересекающее направление подачи).
Устройство для отделения и транспортировки транспортирует адгезивные ленты, увеличивая при этом промежуток между соседними адгезивными лентами 14, как описано выше. Рассматриваются различные устройства для отделения и транспортировки, например, устройства, включающие в себя множество роботизированных устройств типа роботизированной руки, которые передвигают отдельные адгезивные ленты 14 в нужные позиции путем присасывания, или устройства, включающие в себя ленточное конвейерное устройство.
В устройстве для отделения и транспортировки, включающем в себя роботизированное устройство, рука роботизированного устройства в основном движется в горизонтальном направлении. Например, когда подаются два или более ряда адгезивных лент 14, считается, что схема размещения устройств должна быть широкой, чтобы предотвратить столкновение между роботизированными руками.
В качестве устройства для отделения и транспортировки, включающего в себя ленточное конвейерное устройство, которое показано на фигуре 10, рассматривается множество ленточных конвейерных устройств 150, расположенных таким образом, чтобы они тянулись в радиальном направлении. Каждое из ленточных конвейерных устройств 150 включает в себя несколько ленточных конвейеров 152, 154 и 156, расположенных в линию. Скорости движения ленточных конвейеров 152, 154 и 156 становятся выше по мере того, как адгезивная лента транспортируется в направлении к расположенной дальше по ходу стороне каждого из ленточных конвейерных устройств 150. При такой конфигурации промежуток в направлении подачи может увеличиваться по мере того, как увеличивается промежуток между поперечными направлениями. Что касается устройства для отделения и транспортировки, включающего в себя ленточные конвейеры, считается, что вспомогательное оборудование для стабильного осуществления подачи адгезивной ленты 14 на конвейер, переноса адгезивной ленты с конвейера на конвейер и т.п. является сложным.
На фигуре 11 показано подходящее устройство 214 для отделения и транспортировки, которое выполнено с возможностью кругового движения удерживающего основания 216, которое соприкасается с поверхностью подложки 18 адгезивной ленты 14 (поверхность, противоположная поверхности, содержащей адгезивный слой 12), удерживает ее и постепенно увеличивает промежуток между соседними удерживающими основаниями 216 в направлении вперед-назад (продольном направлении) во время движения удерживающих оснований 216 и наряду с этим увеличивает промежутки между удерживающими основаниями 216 в направлении влево-вправо. Устройство для отделения и транспортировки имеет компактную конфигурацию, имеющую высокую эффективность при отделении и транспортировке.
Более конкретно, устройство 214 для отделения и транспортировки включает в себя циркулирующий элемент первой цепи 218, расположенной в начале поточной линии (сторона, находящаяся рядом с резальным устройством 206) и циркулирующий элемент второй цепи 220, расположенной в конце поточной линии (сторона, находящаяся вдали от резального устройства 206). Траектория циркуляции каждой цепи 224 и 226 включает в себя расположенные ближе по ходу и дальше по ходу вертикальные участки и верхние и нижние горизонтальные участки. На наружных поверхностях левой и правой соединительных пластин, которые образуют цепи 224 и 226, с постоянным шагом расположен штырек 228. Например, хотя этим не ограничивается, шаг штырька 228 в первом циркулирующем элементе цепи 218 составляет 100 мм, и шаг штырька 228 во втором циркулирующем элементе цепи 220 составляет 130 мм.
Между левым и правым зубчатыми блоками 222 и 223 расположена направляющая планка для направления удерживающего основания 216. Направляющая планка определяет траекторию циркуляции, образуемую дуговыми участками вдоль наружных контуров зубчатых блоков 222 и 223 и линейными участками. Траектория циркуляции состоит из вертикально восходящего участка 232, расположенного рядом с резальным устройством 206, дугового участка вдоль наружного контура зубчатого блока 222-1, верхнего подвижного участка 234, тянущегося горизонтально в направлении потока поточной линии, дугового участка вдоль наружного контура зубчатого блока 223-1, вертикально нисходящего участка 236, тянущегося сверху вниз, дугового участка вдоль наружного контура зубчатого блока 223-2, нижнего подвижного участка 238, тянущегося горизонтально в направлении, противоположном направлению потока поточной линии, и дугового участка вдоль наружного контура зубчатого блока 222-4, приводящего к вертикально восходящему участку 232, который соединяет участки друг с другом.
В направляющей планке образованы две направляющих канавки для направления удерживающего основания 216 в направлениях влево-вправо. В настоящем варианте осуществления изобретения на верхнем подвижном участке 234 промежуток между двумя направляющими канавками постепенно увеличивается по мере того, как две направляющих канавки удаляются от резального устройства 206. На нижнем подвижном участке 238 промежуток между двумя направляющими канавками постепенно уменьшается по мере того, как две направляющих канавки приближаются к резальному устройству 206. На вертикально восходящем участке 232 и вертикально нисходящем участке 236 соответствующие промежутки между направляющими канавками по существу остаются постоянными.
Подающие штанги 242 и 244 расположены вдоль верхнего подвижного участка 234 и нижнего подвижного участка 238, соответственно, с левой и правой стороны направляющей планки. В подающих штангах 242 и 244 образована винтовая подающая канавка. Шаг подающей канавки постепенно увеличивается в направлении потока поточной линии. Шаг подающей канавки на стороне циркулирующего элемента первой цепи 218 по существу равен шагу штырька 228 циркулирующего элемента цепи 218, и шаг на стороне циркулирующего элемента второй цепи 220 по существу равен шагу штырька 228 циркулирующего элемента цепи 220.
Удерживающее основание 216, предназначенное для удержания адгезивной ленты 14, удерживается с возможностью скольжения в поперечных направлениях влево-вправо с помощью поддерживающих блоков 248. В настоящем варианте осуществления изобретения два удерживающих основания 216 удерживаются на одних поддерживающих блоках 248. Одна из направляющих штанг тянется от удерживающего основания 216 и помогает удерживающему основанию 216 скользить влево-вправо вдоль рельса 254 для поддерживающих блоков 248. Конец направляющей штанги вставляется с возможностью скольжения в соответствующую направляющую канавку в состоянии, когда поддерживающие блоки 248 расположены на направляющей планке.
На нижних поверхностях обоих концов поддерживающих блоков 248 установлена скоба 258 перевернутой U-образной формы. В ножках скобы 258 образована канавка. Штырьки 228 на цепях 224 и 226 циркулирующих элементов цепей 218 и 220 вставляются в канавку. Соответственно, когда циркулирующие элементы цепей 218 и 220 приводятся в круговое движение вместе с цепями 224 и 226, поддерживающие блоки 248 движутся вместе с цепями, совершая круговое движение.
Кроме того, на левой и правой торцевых поверхностях поддерживающих блоков 248 обеспечен роликовый подшипник 262. В состоянии, когда поддерживающие блоки 248 расположены на верхнем подвижном участке 234 или нижнем подвижном участке 238 направляющей планки, роликовый подшипник 262 вставлен в подающие канавки подающих штанг 242 и 244. Когда подающие штанги 242 и 244 вращаются в состоянии, когда роликовый подшипник 262 вставлен в подающую канавку подающих штанг 242 и 244, поддерживающие блоки 248 движутся согласно направлению вращения относительно направления потока поточной линии или в противоположном потоку направлении.
При такой конфигурации на направляющей планке расположено большое количество поддерживающих блоков 248, как показано на фигуре 11. На вертикально восходящем участке 232 направляющей планки шаг штырька 228 циркулирующего элемента первой цепи 218 является узким, и промежуток между соседними поддерживающими блоками 248 в направлении вперед-назад в направлении циркуляции является узким. Закрепленное удерживающее основание 216 соприкасается с соседними с ним удерживающими основаниями 216 со слишком маленькими промежутками в направлении циркуляции или без промежутков. На вертикально нисходящем участке 236 направляющей планки промежуток между направляющими канавками является самым большим, и соседние удерживающие основания 216 находятся с большими промежутками слева и справа друг от друга.
В таком состоянии начинается работа устройства 214 для отделения и транспортировки 214. Затем поддерживающие блоки 248, расположенные на вертикально восходящем участке 232 направляющей планки, поднимаются вместе с движением штырька 228, расположенного в цепи 224 циркулирующего элемента первой цепи 218, и передвигаются по верхнему подвижному участку 234 направляющей планки. Затем штырек 228 циркулирующего элемента первой цепи 218, вставленный в канавку скобы 258 поддерживающих блоков 248, начинает опускаться, и выскакивает из скобы 258. В этот момент времени роликовые подшипники 262, расположенные на левом и правом концах поддерживающих блоков 248, вставляются в подающие канавки верхней подающей штанги 242.
Подающая штанга 242 приводится во вращение в заранее установленном направлении. Благодаря этому поддерживающие блоки 248 движутся на верхнем подвижном участке 234 в направлении потока поточной линии. Одновременно, поскольку шаг подающего канавки постепенно увеличивается, скорость движения поддерживающих блоков 248 также увеличивается и промежуток между соседними поддерживающими блоками 248 в направлении вперед-назад увеличивается. Поскольку промежуток между двумя направляющими канавками направляющей планки также постепенно увеличивается, два удерживающих основания 216 движутся на поддерживающих блоках 248 в направлении, в котором два удерживающих основания отдаляются друг от друга.
Когда поддерживающие блоки 248 достигают конца подающей штанги 242 (конец со стороны, удаленной от резального устройства 206), роликовый подшипник 262 поддерживающих блоков 248 выходит из подающей канавки. Одновременно штырек 228 в цепи 226 циркулирующего элемента второй цепи 220 уже вставлен в канавку скобы 258 поддерживающих блоков 248, и поддерживающие блоки 248 движутся вправо и вниз на фигуре 11 с помощью движущей силы циркулирующего элемента второй цепи 220.
Функционирование поддерживающих блоков 248 во время движения от вертикально нисходящего участка 236 через нижний подвижной участок 238 к вертикально восходящему участку 232 является таким же, как во время движения от вертикально нисходящего участка 232 через верхний подвижной участок 234 к вертикально нисходящему участку 236. Соответственно его подробное описание будет пропущено, но легко понять, что промежутки в направлении вперед-назад между поддерживающими блоками 248 на нижнем подвижном участке 238 сужаются, и промежуток между двумя удерживающими основаниями 216 на поддерживающих блоках 248 также сужается.
Поддерживающие блоки 248 движутся с помощью верхней и нижней подающих штанг 242 и 244 для циркулирующих элементов первой и второй цепей 218 и 220. Синхронизацию моментов перемещения от циркулирующих элементов цепей 218 и 220 к подающим штангам 242 и 244 и переноса с подающих штанг 242 и 244 на циркулирующие элементы цепей 220 и 218 можно регулировать путем управления циркулирующими элементами первой и второй цепей 218 и 220 и верхними и нижними подающими штангами 242 и 244 с помощью подходящей трансмиссионной системы, благодаря которой отделение и транспортировка адгезивной ленты 14 на конвейере происходит с высокой точностью.
Устройство 214 для отделения и транспортировки расположено рядом с резальным устройством 206. Более конкретно, в состоянии, когда поддерживающие блоки 248 расположены в самой низкой точке вертикально восходящего участка 232 устройства 214 для отделения и транспортировки, устройство 214 для отделения и транспортировки 214 расположено таким образом, чтобы поверхность удерживающего основания 216 на поддерживающих блоках 248 соприкасалась с наружной поверхностью опорного вала 210 резального устройства 206. Благодаря этому куски адгезивной ленты 14, высекаемые из полотна адгезивной ленты 114, удерживаемого на опорном валу 210, и отводимые с опорного вала, один за другим переносятся на удерживающее основание 216.
Опорный вал 210 с помощью вакуумной фиксации удерживает адгезивную ленту 14 в течение периода времени от введения адгезивной ленты 14 до переноса адгезивной ленты 14 на удерживающее основание 216. За исключением данного периода времени опорный вал 210 продувается воздухом, чтобы облегчить перенос адгезивной ленты 14 на удерживающее основание 216. В настоящем варианте осуществления изобретения на поверхности удерживающего основания 216 образовано большое количество небольших отверстий, чтобы генерировать силу вакуумной адсорбции. Можно рассматривать различные средства для приложения силы вакуумной адсорбции к удерживающему основанию 216. Хотя такое средство не показано, вакуумное отверстие, например, образовано, по меньшей мере, на одном конце поддерживающих блоков 248. Вакуумное отверстие приводится в соприкосновение с вакуумным всасывающим соплом, расположенным вдоль направляющей планки 230, когда поддерживающие блоки 248 расположены на вертикально восходящем участке 232. Вакуумное отверстие сообщается с внутренним пространством удерживающего основания 216 с помощью трубки или т.п. Благодаря этому сила вакуумной фиксации возникает только тогда, когда поддерживающие блоки 248 расположены на вертикально восходящем участке 232, что позволяет поддерживающим блокам 248 принимать адгезивную ленту 14 с опорного вала 210 резального устройства 206.
Когда адгезивная лента 14 находится на опорном валу 210, адгезивный слой 12 обнажается, и адгезивный слой 12 вступает в контакт с удерживающим основанием 216. Соответственно поверхность удерживающего основания 216 соответствующим образом подвергается надлежащей поверхностной обработке, чтобы адгезивная лента 14 легко удалялась с удерживающего основания 216, когда адгезивная лента 14 отправляется на следующую стадию.
После того, как адгезивные ленты 14 размещены на удерживающих основаниях 216, промежутки между соседними друг с другом адгезивными лентами в направлении вперед-назад и направлении влево-вправо увеличиваются на верхнем подвижном участке 234, как понятно из описанной выше работы устройства 214 для отделения и транспортировки. Адгезивные ленты 14 подаются, как они есть, на соединительное устройство 264 для прикрепления адгезивной ленты 14 на полотно 116 антиадгезионного листа. На фигуре 12 показано состояние, когда адгезивные ленты 14 транспортируются на верхнем подвижном участке 234.
Соединительное устройство 264 содержит ленточный конвейер 266 с вакуумной адсорбцией. Лента 268 ленточного конвейера 266 расположена таким образом, чтобы частично соприкасаться с поверхностью удерживающего основания 216, расположенного на вертикально нисходящем участке 236 устройства 214 для отделения и транспортировки. Соответственно, лента 268 соприкасается с подложкой 18 адгезивной ленты 14, удерживаемой на удерживающем основании 216. Поскольку ленточный конвейер 266 относится к типу конвейера с вакуумной адсорбцией, адгезивная лента 14, соприкасающаяся с лентой 268, переносится с удерживающего основания 216 на ленту 268. В то же время на ленте 268 также сохраняются промежутки между соседними друг с другом адгезивными лентами 14 в направлении вперед-назад и направлении влево-вправо, и адгезивный слой 12 адгезивной ленты 14 снизу обнажен.
Соединительное устройство 264 содержит прижимный валик 272, контактирующий с валиком, обозначенным символом 270, ленточного конвейера 266. Между прижимным валиком 272 и валиком 270 подается полотно 116 антиадгезионного листа, служащее в качестве антиадгезионного листа 16. Соответственно, адгезивная лента 14, подаваемая между прижимным валиком 272 и валиком 270 (позиция при подаче) крепится к верхней поверхности полотна 116 антиадгезионного листа и, кроме того, транспортируется далее в таком состоянии с полотном 116 антиадгезионного листа.
Полотно 116 антиадгезионного листа, хотя оно не показано, удерживается устройством, подающим полотно антиадгезионного листа в виде рулона, и выводится из устройства. Поверхность полотна антиадгезионного листа 116, к которой прикрепляется адгезивная лента 14, заранее соответствующим образом подвергается антиадгезионной обработке.
Затем полотно 116 антиадгезионного листа, к которому прикреплена адгезивная лента 14, разрезается вдоль центральной продольной линии ножевым устройством для резки полотна на полосы 274, как показано на фигуре 8(a). На каждом из двух полотен антиадгезионного листа 116a и 116b, полученном при разрезании, ряд адгезивных лент 14 расположен по одной линии, и между соседними адгезивными лентами 14 в направлении вперед-назад образованы заданные промежутки.
Затем на участке, обозначенном символом 276, два разрезанных полотна антиадгезионного листа 116a и 116b растаскиваются в противоположных направлениях с образованием заранее установленного промежутка между двумя полотнами антиадгезионного листа 116a и 116b. Промежуток образован с учетом монтажного пространства или т.п. устройства для сгибания 278, термосварочного устройства 280 и устройства для временного прикрепления 282 на следующих стадиях. То есть промежуток между двумя полотнами антиадгезионного листа 116a и 116b устанавливается надлежащим образом согласно установочным позициям и типам таких устройств на следующих стадиях. В некоторых случаях считается, что в увеличении промежутка нет необходимости.
Каждое из разрезанных полотен 116a и 116b антиадгезионного листа непрерывно подается к устройству для сгибания 278 через буферное устройство 284. В настоящем варианте осуществления изобретения гереметизация представляет собой систему поперечной сварки типа "box motion" с применением термосварки, осуществляемой с помощью термосварочного устройства 280, и с помощью запайщика, управляющего механизмом для временного прикрепления с применением устройства для временного прикрепления 282.
Как показано на фигуре 13, устройство для сгибания 278 включает в себя основание 286 с гладкой поверхностью, на котором размещается полотно 116a или 116b антиадгезионного листа; дисковый прижимной ролик 288, контактирующий с поверхностью основания 286, имеющий горизонтальную ось вращения и расположенный в направлении подачи полотна 116a или 116b антиадгезионного листа; и пару прижимных валиков 290, расположенных после прижимного ролика 288, имеющих вертикальную ось вращения и расположенных перпендикулярно направлению, пересекающему направление подачи полотна 116a или 116b антиадгезионного листа. Прижимные валики 290 соприкасаются друг с другом и вращаются. Прижимной ролик 288 вступает в соприкосновение с участком, по существу соответствующим центральной продольной линии полотна антиадгезионного листа 116a или 116b, транспортируемой на основании 286. Прижимной ролик 288 способствует сложению пополам полотна антиадгезионного листа 116a или 116b и прикрепленной к нему адгезивной ленты 14 в точке соприкосновения. Полотно антиадгезионного листа 116a или 116b и прикрепленная к нему адгезивная лента 14 окончательно складываются пополам с помощью прижимных валиков 290.
В устройстве для сгибания 278 используется способ с поднятием обоих полотен 116a или 116b антиадгезионного листа. Путем поднятия обеих сторон полотна угол поворота каждой стороны полотна антиадгезионного листа 116a или 116b составляет только 90°, и степень отклонения может уменьшаться.
Позиция, в которой прижимной ролик 288 соприкасается с полотном 116a или 116b антиадгезионного листа, не находится на центральной продольной линии полотна 116a или 116b антиадгезионного листа, а находится в соответствующей позиции, немного сдвинутой от центральной продольной линии. Благодаря этому край 20 первого участка 22 и край 20 второго участка 24 антиадгезионного листа 16 в готовом продукте полученной упаковки восприимчивой к давлению адгезивной ленты 10 немного не совпадают друг с другом, как показано на фигуре 1. Выступающий участок края 20 обеспечивает эффект легкого удерживания антиадгезионного листа 16 пальцами для легкого отделения первого участка 22 от второго участка 24.
Полотна 116a и 116b антиадгезионного листа, сложенные пополам с помощью устройства для сгибания 278, подаются в термосварочное устройство 280. Можно применять термосварочное устройство 280 известной конфигурации. Хотя на диаграмме не показаны подробности, в настоящем варианте осуществления изобретения применяют термосварочное устройство типа системы поперечной сварки "box motion", включающее в себя пару сваривающих головок, которые могут входить в соприкосновение друг с другом и отходить друг от друга. Как известно, для термосварки полотна на участке сваривающей головки обеспечивают совмещение, соответствующее позиции контакта с полотном антиадгезионного листа 116a или 116b. В настоящем варианте осуществления изобретения сваривающая головка выполнена с возможностью термосварки на участке, соответствующем четырем готовым продуктам.
В настоящем варианте осуществления изобретения заштрихованные участки на фигуре 14 соответствуют термосварке. Пространство, окруженное тремя герметизированными участками 38, 40 и 42 и участками сгиба полотна 116a или 116b антиадгезионного листа, образует промежуток для размещения адгезивной ленты 14. Следует отметить, что в настоящем варианте осуществления изобретения два герметизированных участка образуются между соседними адгезивными лентами 14, которые обозначены символами 40 и 42. Конечно, герметизированные участки 40 и 42 могут быть объединены в один участок. Однако когда два термосваренных участка образуются между соседними адгезивными лентами 14, как показано на фигуре 14, можно поддерживать постоянной ширину герметизированных участков 40 и 42 в готовых продуктах, даже если позиция при разрезании немного смещается. То есть, даже если позиция при разрезании меняется, как показано с помощью двойных, длинных пунктирных и коротких пунктирных линий, обозначенных символами A, B и C на фигуре 14, это не оказывает влияния на ширину герметизированных участков 40 и 42. Поэтому, если ширины герметизированных участков 40 и 42 остаются постоянными, можно добиться эффекта, предполагающего во время вскрытия упаковки постоянное усилие, прилагаемое к запаянным участкам 40 и 42.
Герметизированный участок 38, образованный параллельно продольному направлению полотна 116a или 116b антиадгезионного листа, преимущественно отнесен от свободной края 120 полотна 116a или 116b антиадгезионного листа в продольном направлении. Вследствие этого, в готовом продукте в виде упаковки 10 восприимчивой к давлению адгезивной ленты участок, находящийся снаружи от герметизированного участка 38, выполняет функцию хвостовой части 44 (участка для держания). Хвостовую часть легко удерживать пальцами, и легко вскрывать упаковку. Как описано выше, края 20 первого участка 22 и второго участка 24 антиадгезионного листа 16 немного смещены друг относительно друга, чтобы облегчить отделение однослойного участка антиадгезионного листа 16, который образует хвостовую часть 44, и легче было вскрывать упаковку.
Герметизированные участки 38, 40 и 42 являются линейными, и на пересечении данных участков образуются приблизительно прямые углы 46 и 48. Кроме того, как описано выше, герметизированные участки 40 и 42 в готовом продукте 10 также немного отнесены от соответствующего края, как показано на фигуре 1, и, следовательно, углы 46 и 48 также отнесены от краев 20, 34 и 36, соответственно. Углы 46 и 48 отнесены от краев 20, 34 и 36, чтобы достичь эффекта концентрации усилия на этом участке и значительного облегчения вскрытия упаковки.
В качестве термосварки применяются так называемые способы термосварки с последующим легким отрывом. Легкий отрыв означает возможность последующего легкого удаления, как описано в патентном ландшафте областей техники, приведенном в публикации "Adhesion" (общее описание 21) на стр. 335, доступной на вебсайте Патентного ведомства Японии (www.jpo.go.jp/shiryou/s_sonota/map/ippan21/4/4-3-l.htm), и относится к контейнерам и упаковкам, которые запаивают путем термосварки, чтобы обеспечить легкое высвобождение после вскрытия. В частности, примеры легкого отрыва включают в себя различные типы, такие как тип когезионного разрушения, при котором адгезивный слой между первым участком 22 и вторым участком 24 антиадгезионного листа 16 разрушается сам по себе после того, как участки разъединяются; тип межслоевого сдвига, при котором сила сцепления между адгезивным слоем и первым участком 22 или вторым участком 24 мала, и во время вскрытия первый участок 22 или второй участок 24 освобождается от адгезивного слоя, и тип межслоевого сдвига осуществляется с применением легко удаляемых впоследствии смол, таких как EVA, однако изобретение специально этим не ограничивается; в том случае, когда в качестве антиадгезионного листа 16 может применяться листовой материал, на поверхности которого расположен полиэтиленовый слой, в качестве легко отрываемого адгезивного слоя, например, можно применять материал с двухслойной структурой, состоящей из полимерного слоя, содержащего полиэтилен высокой плотности в качестве главного компонента, и легко отрываемого полимерного слоя, полученного путем добавления к полиэтилену низкой плотности полимера, вызывающей когезионное разрушение.
В настоящем варианте осуществления изобретения устройство для термосварки 280 представляет собой систему поперечной сварки типа "box motion". То есть термосварочное устройство 280 выполнено с возможностью непрерывного движения полотна 116a или 116b антиадгезионного листа, формирования трехслойной структуры (типа сандвич) полотна 116a или 116b антиадгезионного листа с помощью пары сваривающих головок и подачи полотна антиадгезионного листа 116 на следующую стадию, когда термосварка завершена.
Однако также может применяться термосварочное устройство непрерывного действия, включающее в себя пару контактирующих друг с другом и вращающихся валиков для термосварки.
Полотно 116a или 116b антиадгезионного листа, подвергнутое термосварке с помощью термосварочного устройства 280, затем непрерывно подается далее по потоку к устройству для временного прикрепления 282. В настоящем варианте осуществления изобретения для каждого из полотен 116a и 116b антиадгезионного листа применяется четыре устройства для временного прикрепления 282, которые обеспечивают временное скрепление одновременно четырех адгезивных лент 14 и каждого из полотен 116a и 116b антиадгезионного листа. Устройство для временного прикрепления 282 по существу имеет такую же конфигурацию, как термосварочное устройство в известной системе поперечной сварки "box motion", и включает в себя пару сваривающих головок, которые могут входить в соприкосновение друг с другом и отходить друг от друга. В настоящем варианте осуществления изобретения сваривающая головка выполнена с возможностью формировать точечные участки временного прикрепления 50, 52 и 54, которые показаны на фигуре 1.
В устройстве для временного прикрепления 282, имеющем такую конфигурацию, когда непрерывно движущееся полотно 116a или 116b антиадгезионного листа непрерывно передвигается на заданную позицию, пара сваривающих головок сближается друг с другом синхронно скорости движения полотна антиадгезионного листа с образованием трехслойной структуры (типа сандвич) полотна 116a или 116b антиадгезионного листа. Затем к поверхности полотна 116a или 116b антиадгезионного листа в течение постоянного отрезка времени прилагается нагревание. Вследствие этого термопластичный материал, расположенный в самом внутреннем слое полотна 116a или 116b антиадгезионного листа, плавится и прилипает к подложке 18 адгезивной ленты 14. Вследствие этого выступающий участок 30 адгезивной ленты 14 временно крепится на полотно антиадгезионного листа.
Временное скрепление и термосварку можно осуществлять одновременно, обеспечивая совмещение с образованием участка временного прикрепления в сваривающей головке термосварочного устройства 280, описанного выше. Легко можно понять, что вместо устройства для временного прикрепления типа "box motion", временное скрепление можно осуществлять с применением устройства для временного прикрепления непрерывного действия, включающего в себя пару входящих в соприкосновение друг с другом и вращающихся сваривающих валиков.
После того, как осуществлено временное скрепление, полотна 116a и 116b антиадгезионного листа разрезают с помощью резального устройства, обозначенного на фигуре 8 символом 292, и получение готового продукта в виде упаковки 10 восприимчивой к давлению адгезивной ленты, показанной на фигуре 1, завершается. После чего упаковку 10 восприимчивой к давлению адгезивной ленты подвергают производственному контролю, упаковывают в наружную упаковку и т.п.
Как было упомянуто выше, подходящий вариант осуществления согласно настоящему изобретению описан подробно, и излишне говорить, что настоящее изобретение не будет ограничиваться описанным выше вариантом осуществления.
Например, в упомянутом выше варианте осуществления изобретения после разрезания полотна адгезивной ленты 114 подается два ряда адгезивных лент 14. Альтернативно можно подавать один ряд адгезивных лент. В таком случае в устройстве 214 для отделения и транспортировки, на поддерживающих блоках 248 можно применять только одно удерживающее основание 216. Удерживающее основание не будет двигаться в поперечных направлениях влево-вправо, и может быть выполнено с возможностью увеличения промежутка только в направлении вперед-назад относительно поддерживающих блоков 248. Полотно антиадгезионного листа 116 не разрезается, и излишне говорить, что ножевое устройство для резки полотна на полосы 274 становится ненужным.
Также рассматривается случай, когда полотно адгезивной ленты 114 разрезается на три полотна, которые подаются в виде трех рядов адгезивных лент 14. В таком случае в устройстве 214 для отделения и транспортировки 14 на одних поддерживающих блоках 248 обеспечивают три удерживающих основания 216, и обеспечивают три направляющих канавки, чтобы направлять три удерживающих основания 216. Когда подаются четыре или более ряда адгезивных лент 14, устройство 214 для отделения и транспортировки модифицируют аналогичным образом.
Адгезивная лента 14 не ограничивается адгезивной лентой, получаемой путем разрезания полотна адгезивной ленты 114, подаваемого из рулона, и может представлять собой адгезивную ленту, получаемую путем разрезания короткого полотна, или так называемую адгезивную ленту 115 на основе материала с полистовой подачей, как показано на фигуре 15.
Кроме того, в упомянутом выше варианте осуществления изобретения адгезивная лента 14, имеющая размер продукта, высекается после удаления защитного покрытия 104 с полотна адгезивной ленты 114, подаваемой из рулона адгезивной ленты 100. Как схематично показано на фигуре 16, также рассматривается способ неполного разрезания полотна адгезивной ленты 114 для того, чтобы до снятия защитного покрытия 104 оставлять на защитном покрытии 104 адгезивную ленту 14, которая представляет собой продукт. В таком случае адгезивную ленту 14 можно транспортировать с помощью защитного покрытия 104. Путем неполного разрезания адгезивной ленты 14 с заранее установленным промежутком и подачи адгезивной ленты 14 на заданную позицию при подаче 312 по мере удаления защитного покрытия 104 адгезивная лента 14 последовательно прикрепляется в позицию при подаче 312 с заранее установленным промежутком к полотну антиадгезионного листа 116, движущемуся с той же скоростью. Соответственно в таком случае упомянутое выше устройство 214 для отделения и транспортировки не нужно.
Когда адгезивная лента 14 разрезается не полностью без обеспечения промежутка между адгезивными лентами 14, адгезивная лента 14 также может последовательно прикрепляться к полотну антиадгезионного листа 116 с заранее установленным промежутком путем установки надлежащей скорости подачи адгезивной ленты 14 или синхронизации по времени подачи адгезивной ленты в позицию при подаче 312 и скорости подачи полотна антиадгезионного листа 116 или синхронизации по времени подачи и остановки полотна антиадгезионного листа 116.
Список обозначений на чертежах
10 - упаковка восприимчивой к давлению адгезивной ленты; 12 - адгезивный слой; 14 - восприимчивая к давлению адгезивная лента; 16 - антиадгезионный лист; 18 - подложка; 38, 40, 42 - герметизированный участок; 50, 52, 54 - участок временного прикрепления; 55 - средство для уменьшения силы адгезии; 100 - рулон адгезивной ленты; 104 - защитное покрытие; 114 - полотно адгезивной ленты (основной материал адгезивной ленты); 115 - основной материал адгезивной ленты; 116 - полотно антиадгезионного листа (основной материал антиадгезионного листа); 116a, 116b - отрезанное полотно антиадгезионного листа; 200 - устройство для подачи полотна адгезивной ленты; 202 - устройство, регулирующее натяжение; 204 - устройство для отделения защитного покрытия; 206 - резальное устройство; 208 - высекательный вал; 210 - опорный вал; 212 - позиция при подаче; 214 - устройство для отделения и транспортировки; 216 - удерживающее основание; 218 - циркулирующий элемент первой цепи; 220 - циркулирующий элемент второй цепи; 224, 226 - цепь; 228 - штырек; 232 - вертикально восходящий участок; 234 - верхний подвижной участок; 236 - вертикально нисходящий участок; 238 - нижний подвижной участок; 242, 244 - подающая штанга; 248 - поддерживающие блоки; 254 - рельс; 258 - скоба; 262 - роликовый подшипник; 264 - соединительное устройство; 266 - ленточный конвейер; 268 - лента; 270 - валик; 272 - прижимный валик; 274 - ножевое устройство для резки полотна на полосы; 278 - сгибающее устройство; 280 - устройство для термосварки; 282 - устройство для временного прикрепления; 284 - буферное устройство; 286 - основание; 288 - прижимной ролик; 290 - прижимный валик; 292 - резальное устройство, 312 - позиция при подаче.
| название | год | авторы | номер документа |
|---|---|---|---|
| УПАКОВКА ДЛЯ САМОКЛЕЮЩЕЙСЯ АДГЕЗИВНОЙ ЛЕНТЫ | 2009 |
|
RU2530380C2 |
| УПАКОВКА ДЛЯ САМОКЛЕЯЩЕЙСЯ АДГЕЗИВНОЙ ЛЕНТЫ | 2009 |
|
RU2519978C2 |
| ЛЕГКО ВСКРЫВАЕМАЯ И ПОВТОРНО ЗАКРЫВАЕМАЯ УПАКОВКА С ДИСКРЕТНОЙ ЛЕНТОЙ И ПОЛОТНОМ С ВЫРУБНЫМ ЭЛЕМЕНТОМ | 2010 |
|
RU2516477C2 |
| УПАКОВКА КЛЕЙКОЙ ЛЕНТЫ, ПРИКЛЕИВАЮЩЕЙСЯ ПРИ НАДАВЛИВАНИИ | 2012 |
|
RU2580480C2 |
| СПОСОБ ПОЛУЧЕНИЯ УЛУЧШЕННЫХ ЗАЩИТНЫХ ЭКОЛОГИЧЕСКИ БЕЗОПАСНЫХ ПАКЕТА И УПАКОВКИ И ПРОДУКТОВ, ИЗГОТАВЛИВАЕМЫХ ИЗ НИХ | 2018 |
|
RU2774242C2 |
| ЛЕГКООТКРЫВАЕМАЯ ПЕРЕЗАКРЫВАЕМАЯ УПАКОВКА | 2010 |
|
RU2517808C2 |
| СПОСОБ ПОДАЧИ НЕБОЛЬШОГО ОБЪЕМА ЛЕЧЕБНОГО РАСТВОРА К ЦЕЛЕВОМУ МЕСТУ | 1995 |
|
RU2207885C2 |
| СВЯЗКА УПАКОВОК ДЛЯ ДОЗ ЖИДКОСТИ И ГЛАЗНОЙ ЛЕЧЕБНЫЙ ПРИБОР | 2001 |
|
RU2277900C2 |
| ОДНОРАЗОВЫЙ ПОДГУЗНИК | 2013 |
|
RU2636916C2 |
| СПОСОБ ОБРАЗОВАНИЯ ОБЕРТЫВАЮЩЕГО ЛИСТА, ИМЕЮЩЕГО УЛУЧШЕННУЮ ГЕРМЕТИЗИРУЮЩУЮ СПОСОБНОСТЬ | 2014 |
|
RU2644113C1 |
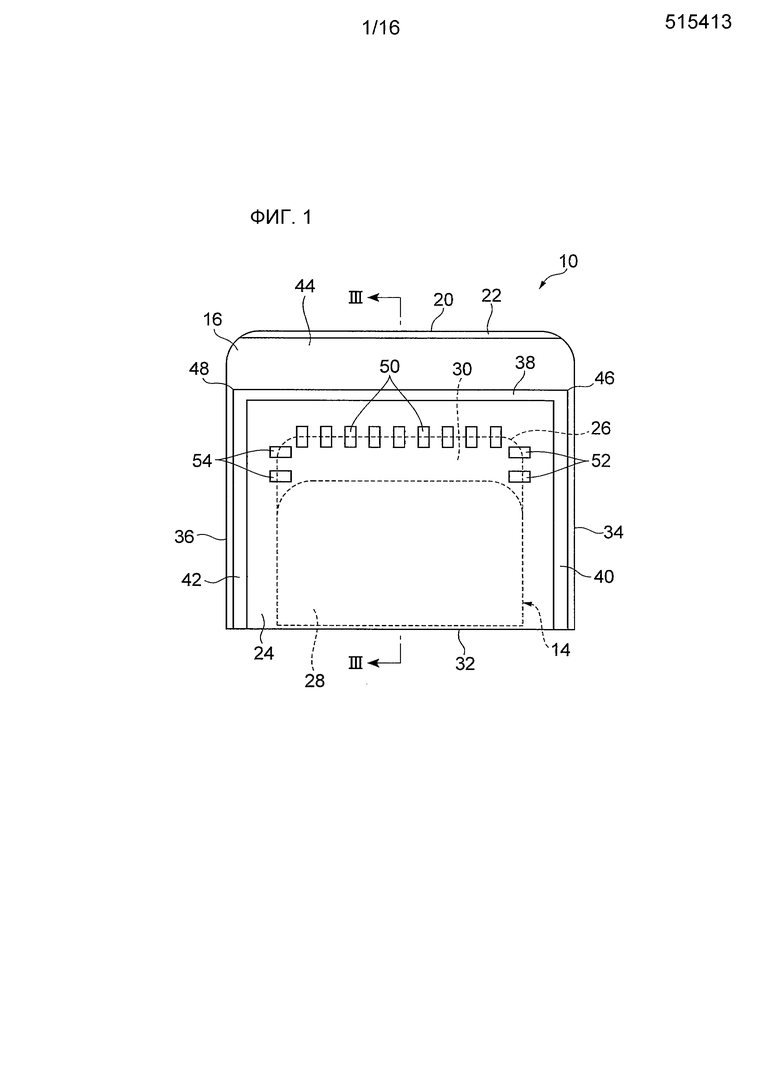
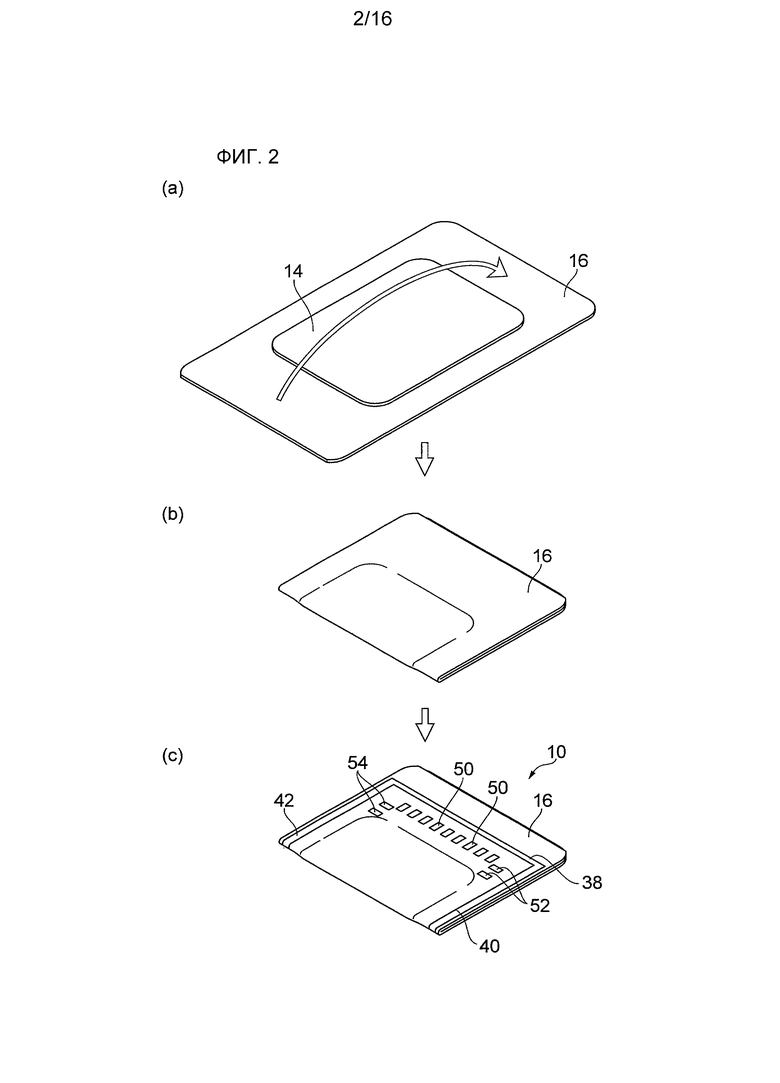
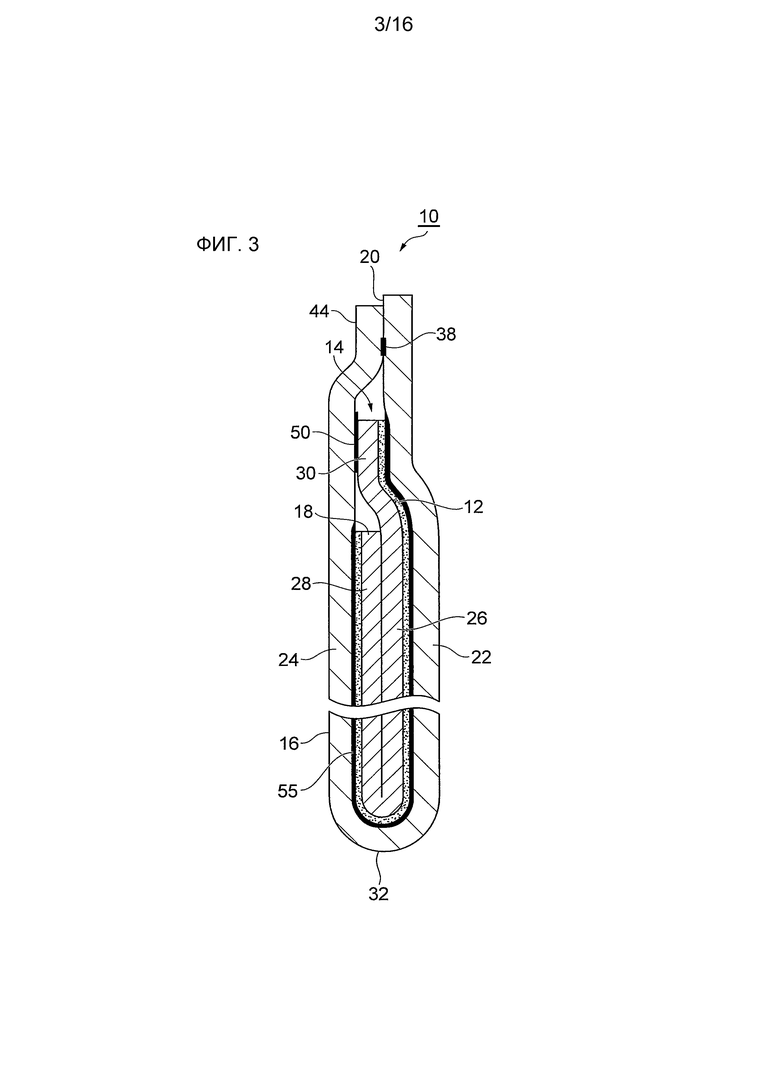
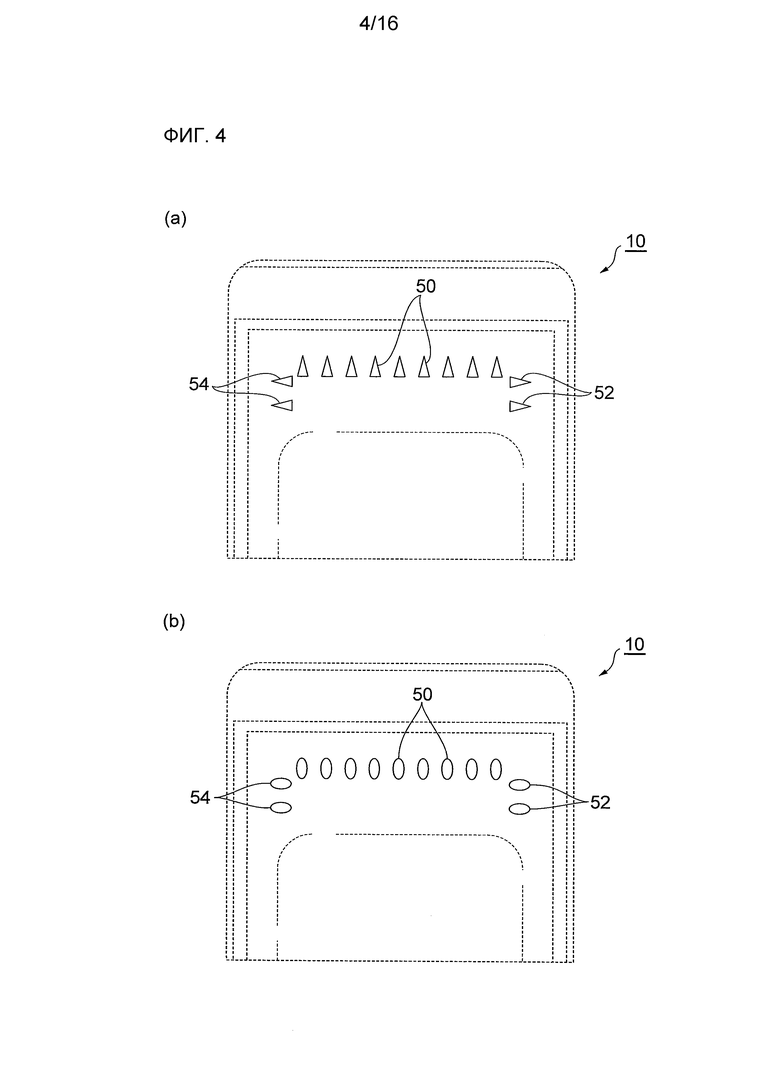
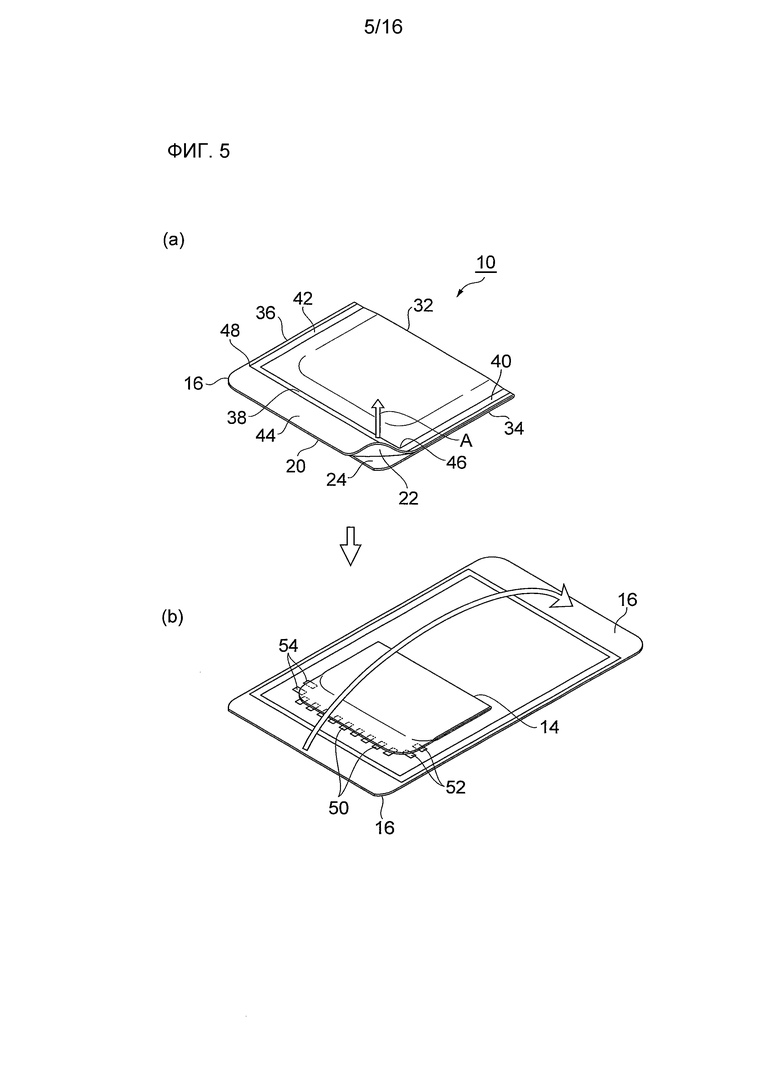
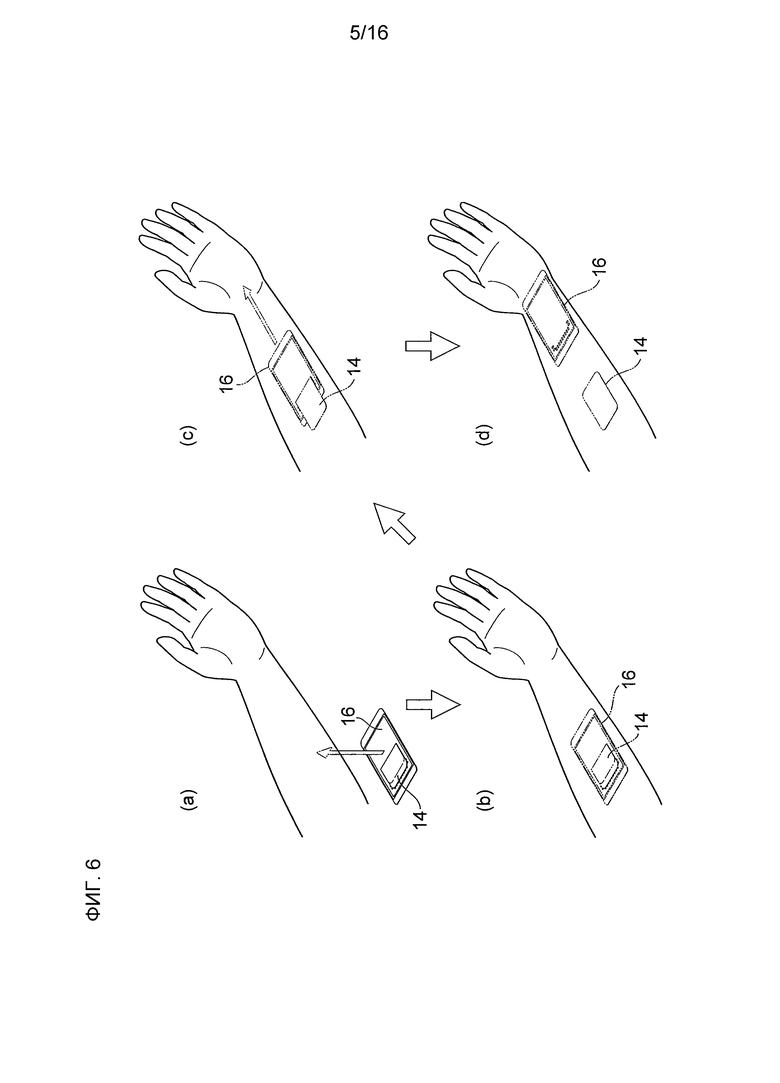
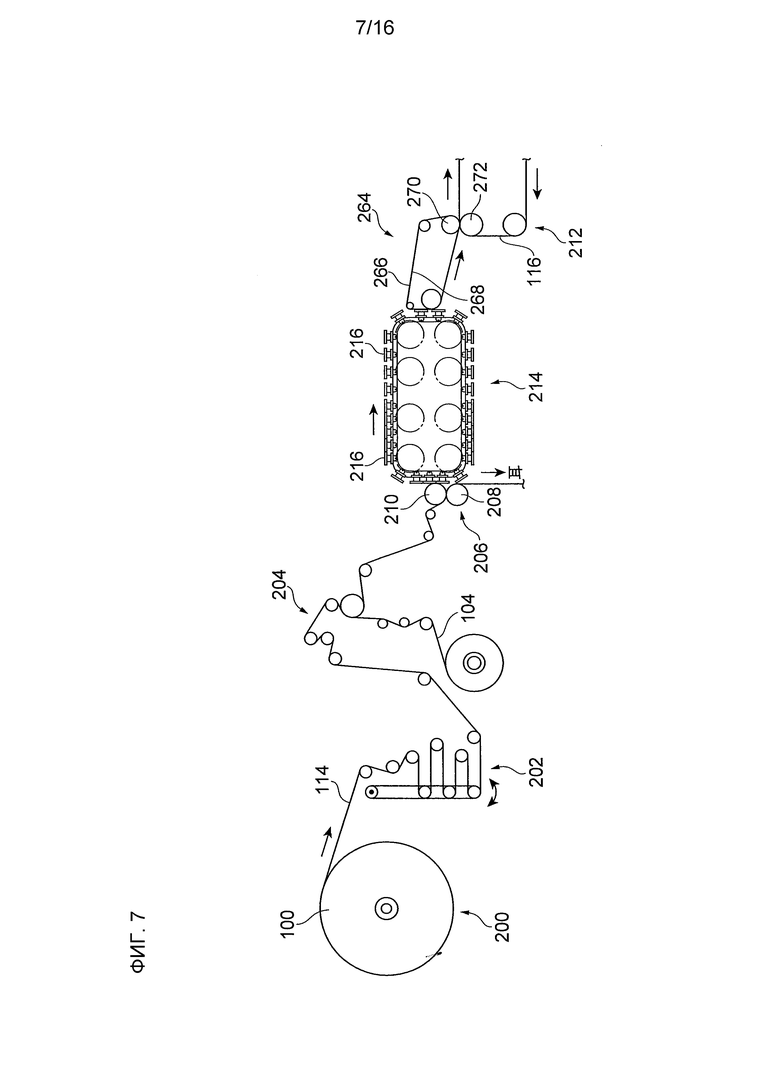
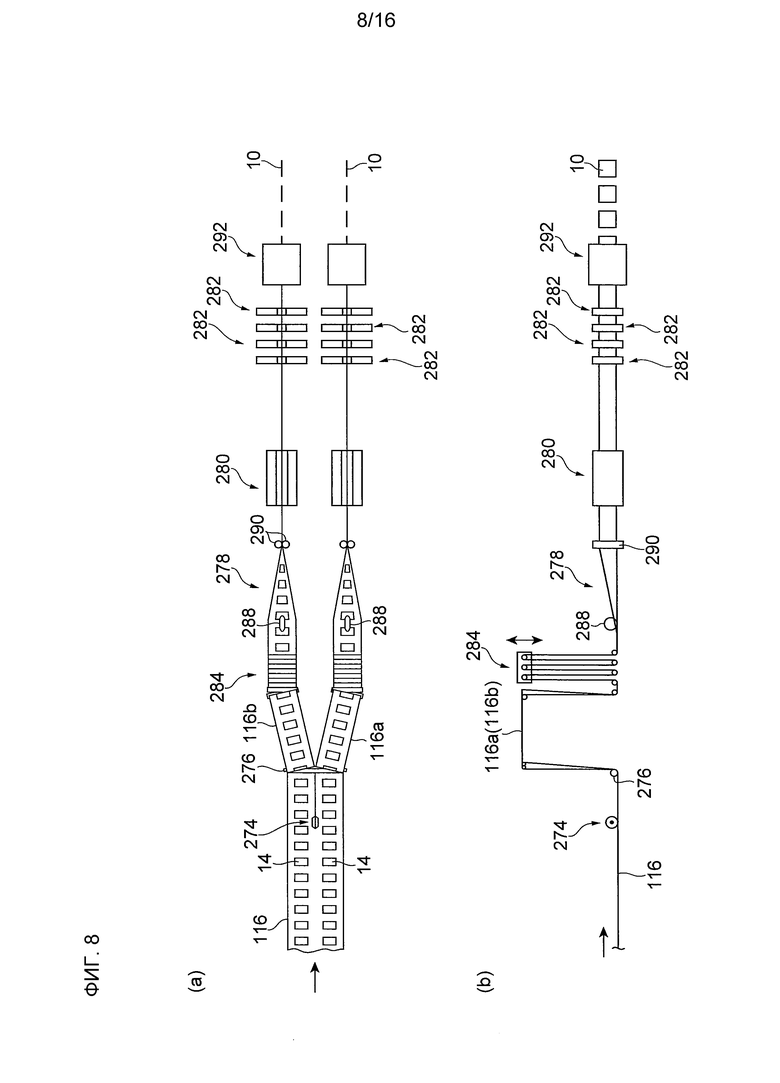
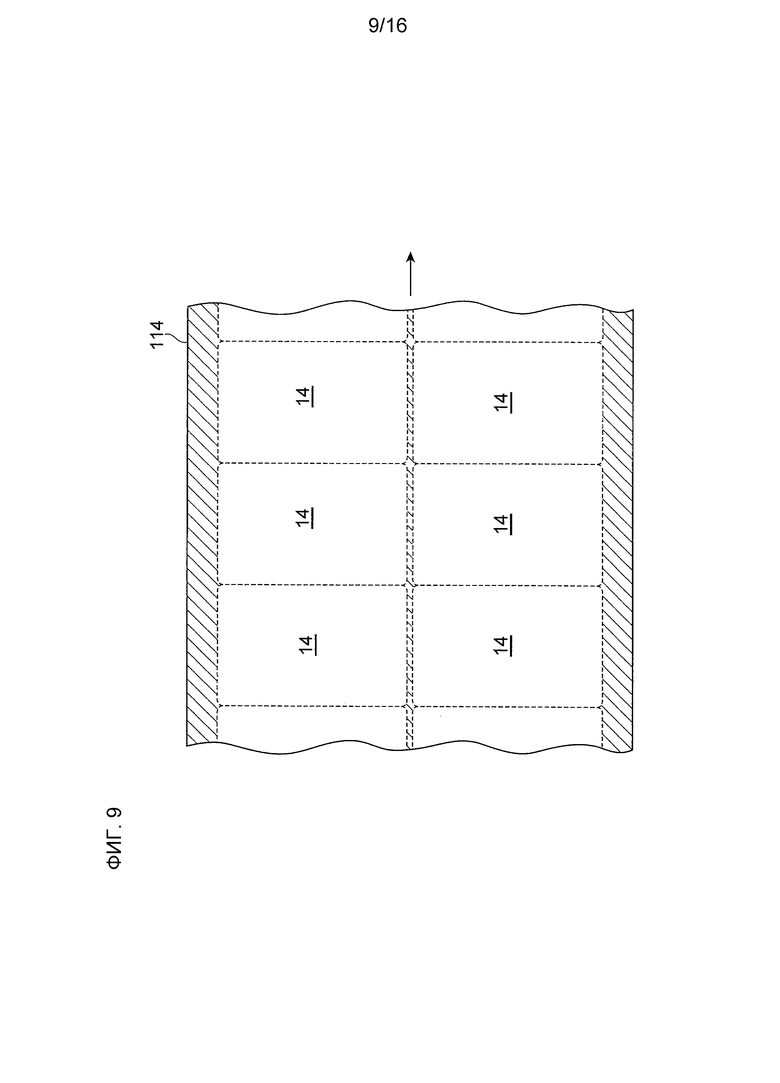
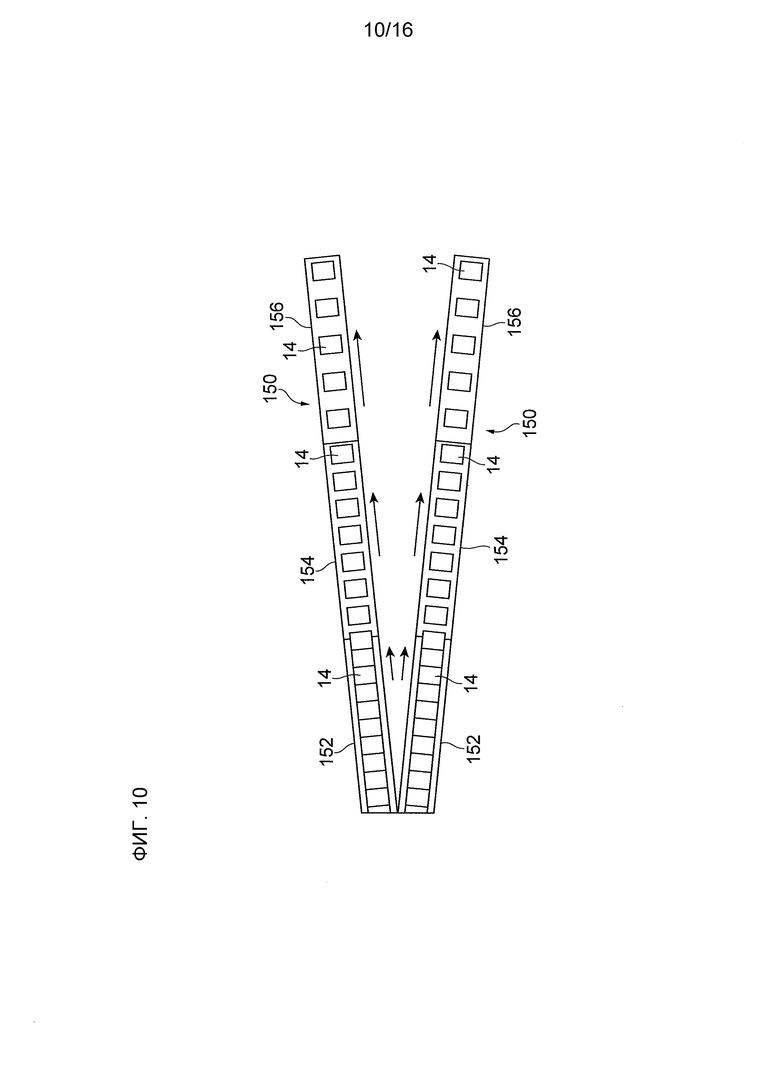
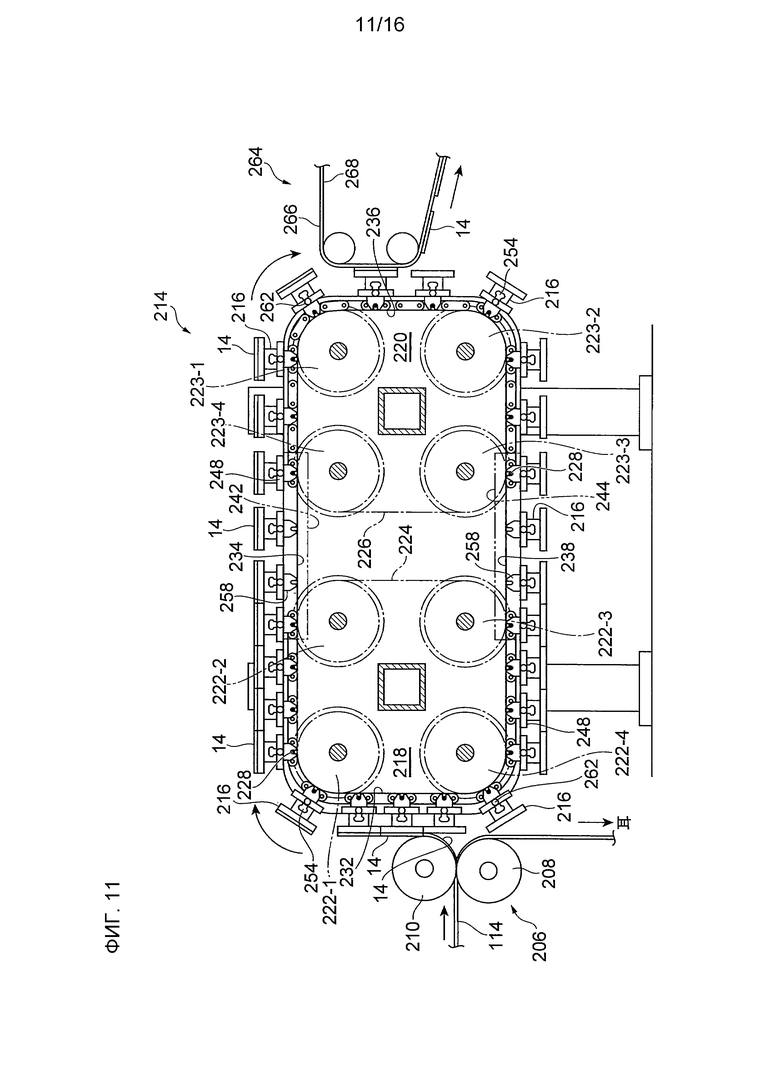
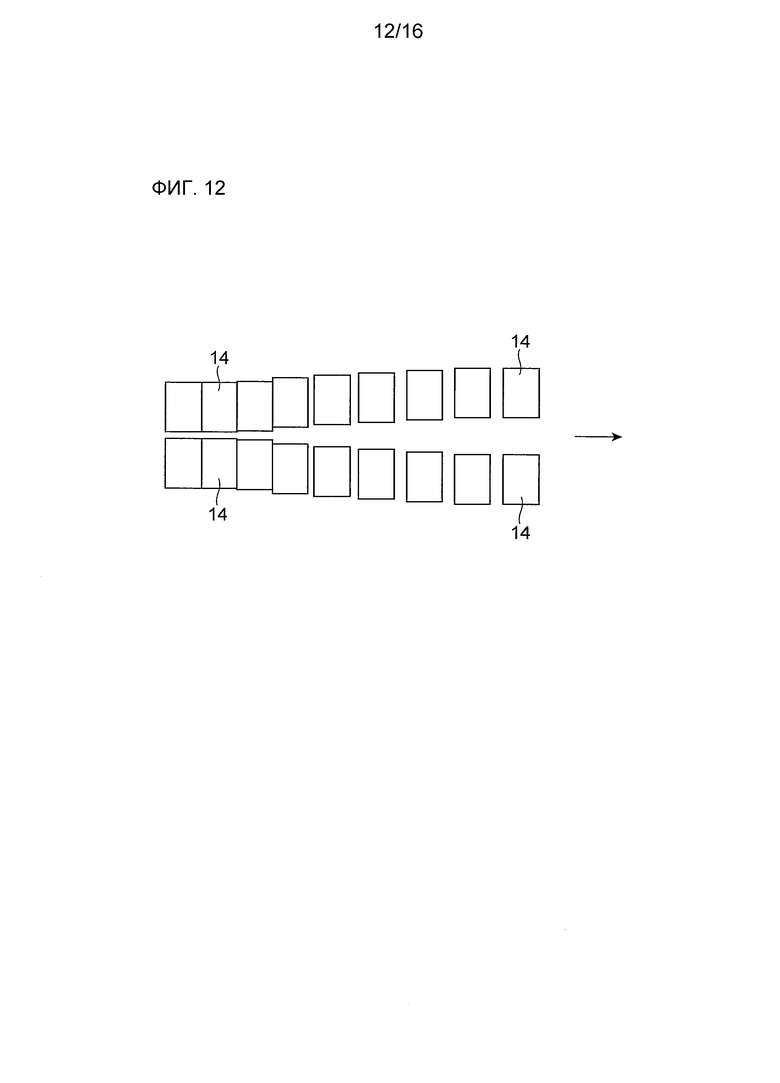
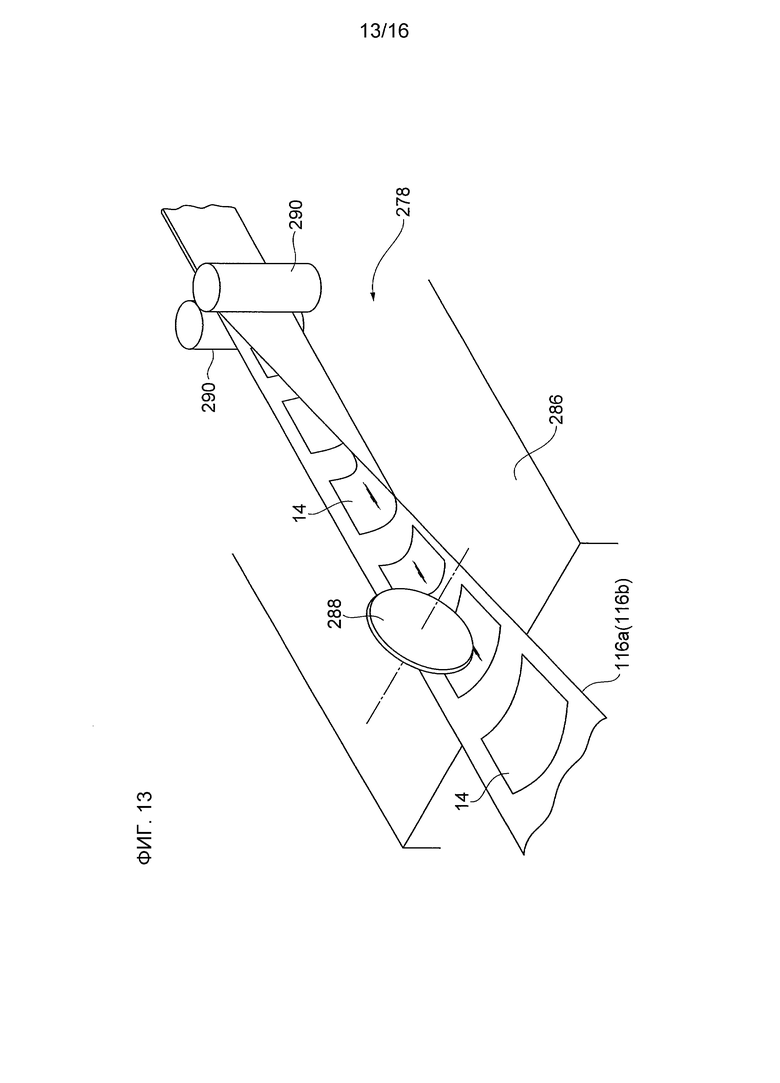
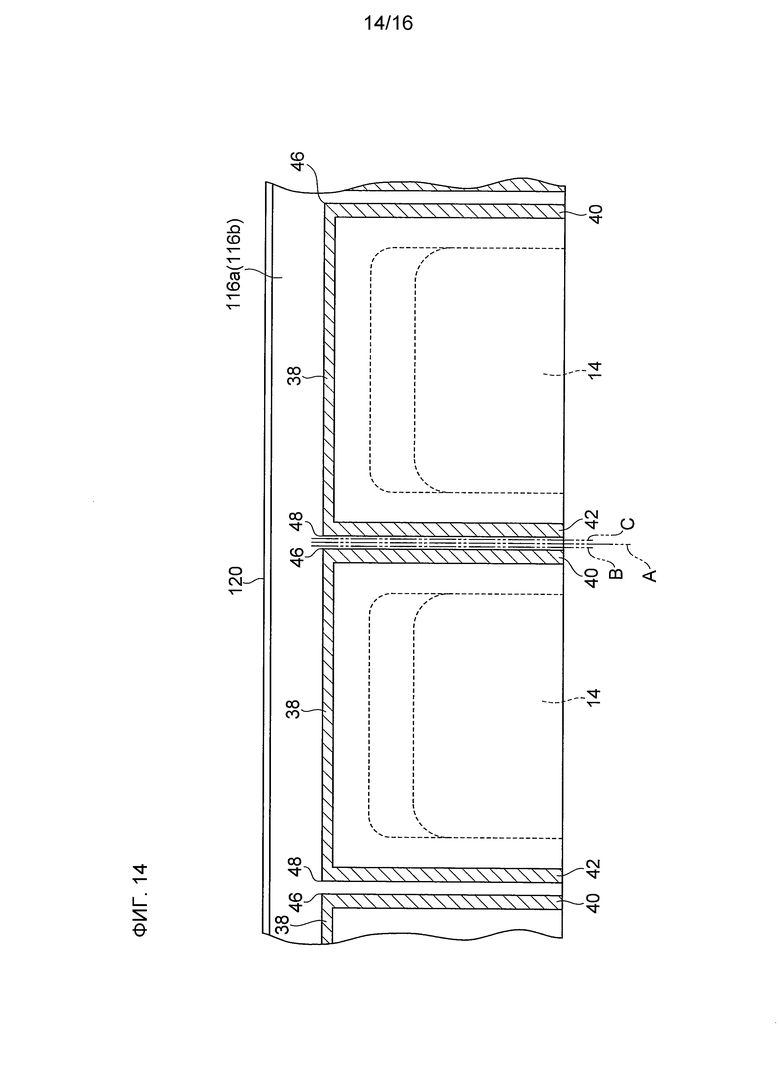
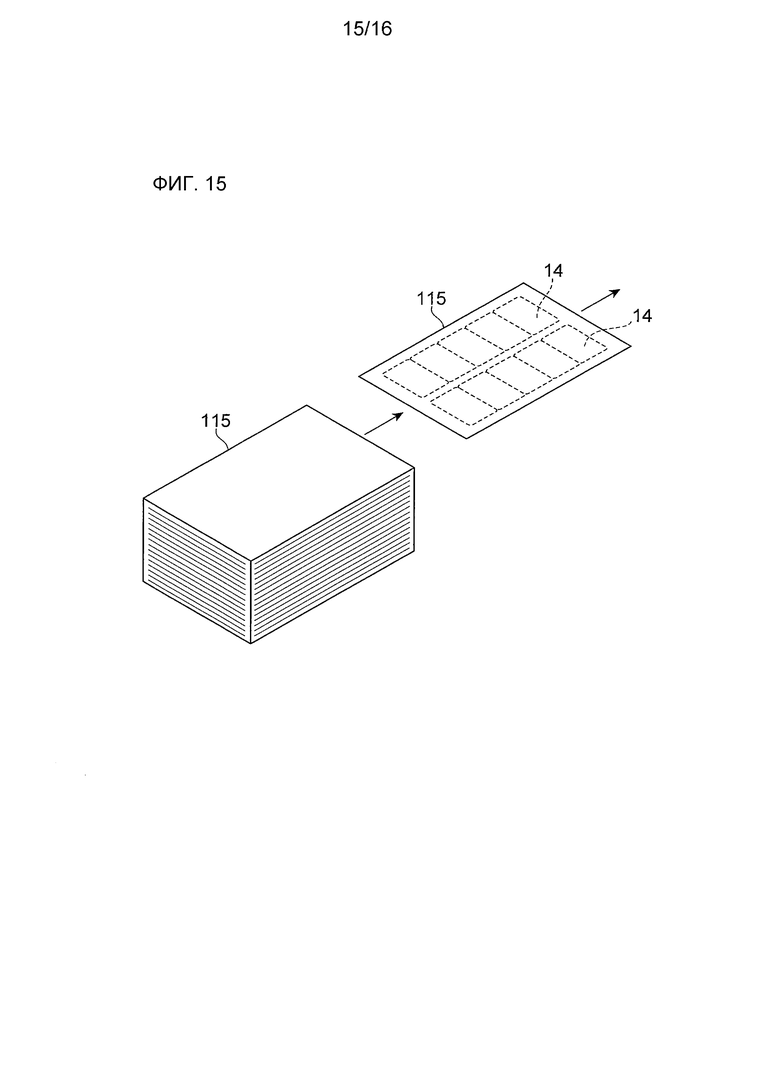
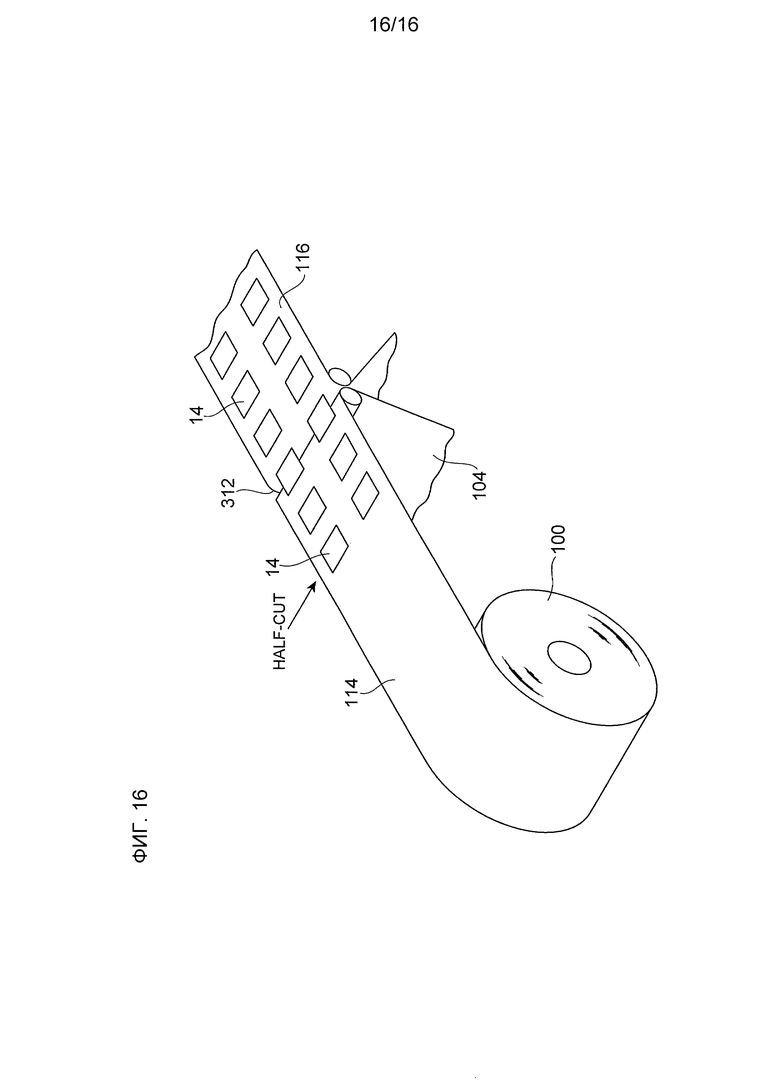
Группа изобретений относится к способу производства упаковки, восприимчивой к давлению адгезивной ленты, подходящей для промышленного изготовления (варианты). Способ производства упаковки, восприимчивой к давлению адгезивной ленты, которая представляет собой упаковку 10 восприимчивой к давлению адгезивной ленты, в которой размещена восприимчивая к давлению адгезивная лента 14. Последняя содержит подложку 18 и адгезивный слой 12, нанесенный на одну поверхность подложки 18. Упаковка восприимчивой к давлению адгезивной ленты содержит также антиадгезионный лист 16, на который крепится адгезивный слой адгезивной ленты с возможностью последующего удаления антиадгезионного листа. При таком способе адгезивная лента 14 крепится к основному материалу антиадгезионного листа 116 и складывается пополам. Затем множество адгезивных лент 14 подвергается термосварке и временно прикрепляется к одному основному материалу антиадгезионного листа 116 и основной материал антиадгезионного листа 116 разрезается. Технический результат, достигаемый при использовании способа по изобретению, заключается в том, чтобы улучшить эффективность производства. 2 н. и 6 з.п. ф-лы, 24 ил.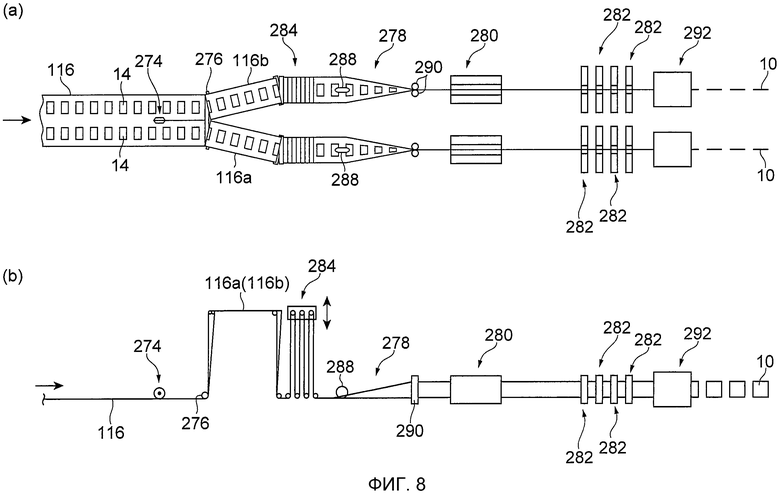
1. Способ производства упаковки, восприимчивой к давлению адгезивной ленты, причем в упаковке, восприимчивой к давлению адгезивной ленты, размещена восприимчивая к давлению адгезивная лента, содержащая подложку и адгезивный слой, нанесенный на одну поверхность подложки; упаковка, восприимчивая к давлению адгезивной ленты, содержит антиадгезионный лист, на который крепится адгезивный слой адгезивной ленты с возможностью последующего удаления антиадгезионного листа, содержащий стадии, на которых:
подают основной материал антиадгезионного листа, служащего в качестве антиадгезионного листа, на заданную позицию при подаче;
последовательно подают множество рядов адгезивных лент к основному материалу антиадгезионного листа в позиции при подаче и прикрепляют адгезивные ленты к основному материалу антиадгезионного листа таким образом, чтобы между соседними адгезивными лентами в направлении вперед-назад относительно направления подачи образовывались заданные промежутки;
сгибают пополам основной материал антиадгезионного листа с адгезивной лентой;
герметизируют заданный участок основного материала антиадгезионного листа с образованием сложенного пополам основного материала антиадгезионного листа, включающего в себя множество пространств для размещения, каждое из которых размещает одну адгезивную ленту;
временно прикрепляют часть каждой адгезивной ленты к основному материалу антиадгезионного листа; и
разрезают основной материал антиадгезионного листа с образованием упаковки, восприимчивой к давлению адгезивной ленты,
причем стадия прикрепления адгезивной ленты к основному материалу антиадгезионного листа содержит:
подстадию разрезания основного материала адгезивной ленты, служащего в качестве адгезивной ленты, с образованием ряда адгезивных лент; и
подстадию отделения соседних адгезивных лент друг от друга и подачу адгезивных лент в позицию при подаче с увеличением промежутка между соседними адгезивными лентами.
2. Способ производства упаковки, восприимчивой к давлению адгезивной ленты, по п. 1, в котором герметизация представляет собой термосварку.
3. Способ производства упаковки, восприимчивой к давлению адгезивной ленты, по любому из пп. 1-2, в котором временное прикрепление осуществляют путем термоскрепления.
4. Способ производства упаковки, восприимчивой к давлению адгезивной ленты, по любому из пп. 1-2, в котором
на стадии герметизации заданного участка основного материала антиадгезионного листа два герметизированных участка образуют с постоянным промежутком между соседними промежутками для размещения, и
на стадии разрезания основного материала антиадгезионного листа разрезание осуществляют между двумя герметизированными участками.
5. Способ производства упаковки, восприимчивой к давлению адгезивной ленты, причем в упаковке, восприимчивой к давлению адгезивной ленты, размещена восприимчивая к давлению адгезивная лента, содержащая подложку и адгезивный слой, нанесенный на одну поверхность подложки, причем упаковка, восприимчивая к давлению адгезивной ленты, содержит антиадгезионный лист, к которой крепится адгезивный слой адгезивной ленты с возможностью последующего удаления антиадгезионного листа, содержащий стадии, на которых:
подают основной материал антиадгезионного листа, служащий в качестве антиадгезионного листа, на заданную позицию при подаче;
последовательно подают множество рядов множества адгезивных лент к основному материалу антиадгезионного листа в позиции при подаче и прикрепляют адгезивные ленты к основному материалу антиадгезионного листа таким образом, чтобы между соседними адгезивными лентами в направлении вперед-назад и в направлении влево-вправо относительно направления подачи образовывались заданные промежутки;
разрезают основной материал антиадгезионного листа вдоль его продольного направления с образованием множества основных материалов антиадгезионного листа, причем к каждому из основных материалов антиадгезионного листа прикреплен ряд адгезивных лент;
сгибают пополам разрезанный основной материал антиадгезионного листа с адгезивной лентой;
гереметизируют заданный участок основного материала антиадгезионного листа с образованием сложенного пополам основного материала антиадгезионного листа, включающего в себя множество промежутков для размещения, каждое из которых размещает одну адгезивную ленту;
временно прикрепляют основной материал антиадгезионного листа к части каждой адгезивной ленты; и
разрезают основной материал антиадгезионного листа с образованием упаковки, восприимчивой к давлению адгезивной ленты,
причем стадия прикрепления адгезивной ленты к основному материалу антиадгезионного листа содержит:
подстадию разрезания основного материала адгезивной ленты, служащего в качестве адгезивной ленты, с образованием множества рядов адгезивных лент; и
подстадию отделения соседних адгезивных лент друг от друга в направлении вперед-назад и в направлении влево-вправо и транспортировки адгезивных лент в позицию при подаче с увеличением промежутков между ними.
6. Способ производства упаковки, восприимчивой к давлению адгезивной ленты, по п. 5, в котором герметизация представляет собой термосварку.
7. Способ производства упаковки, восприимчивой к давлению адгезивной ленты по пп. 5 или 6, в котором временное прикрепление осуществляют путем термоскрепления.
8. Способ производства упаковки, восприимчивой к давлению адгезивной ленты, по пп. 5 или 6, в котором
на стадии герметизации заданного участка основного материала антиадгезионного листа два герметизированных участка образуют с постоянным промежутком между соседними промежутками для размещения, и
на стадии разрезания основного материала антиадгезионного листа разрезание осуществляют между двумя герметизированными участками.
| JP 2004344328 A, 09.12.2004 | |||
| JP 2006306419 A, 09.11 | |||
| Пломбировальные щипцы | 1923 |
|
SU2006A1 |
| JP 11060474 A, 02.03.1999 | |||
| US 4264008 A, 28.04.1981 | |||
| Д.А.КАРДАШОВ, А.П.ПЕТРОВА, Полимерные клеи, Москва, Химия, 1983, 145-151. | |||

