Данная заявка испрашивает приоритет по предварительной патентной заявке США №61/274247, поданной 14 августа 2009, включенной посредством ссылки во всей полноте.
Область техники, к которой относится изобретение
Данное изобретение относится к легко вскрываемой и повторно закрываемой упаковке с дискретной лентой и полотном с вырубным элементом, и к способам производства упаковки.
Предшествующий уровень техники
Пищевые и непищевые продукты, включая сельскохозяйственные продукты, закусочные продукты, сыр и тому подобное, издавна пакуют в такие контейнеры, как пакеты, мешки, или лотки с крышкой или формованное полотно, изготовленное из различных материалов, таких как полиэтилен, полипропилен, или полиэфир (ПЭТ). Эти контейнеры могут быть сформированы из полотна или полотен из термопластического материала на упаковочном оборудовании, с применением различных способов упаковки, на производящем/упаковочном предприятии. Такое оборудование и способы включают формовочно-фасовочно-укупорочное оборудование горизонтального типа (HFFS), формовочно-фасовочно-укупорочное оборудование вертикального типа (VFFS), термоформование/герметизацию крышкой (thermoforming/lidstock), и непрерывное горизонтальное обертывание (иногда обозначаемое как «flow-wrap»). В каждом случае продукт вручную или автоматически помещают в пакет, мешок, штампованное полотно, лоток и т.д., и заполненный контейнер факультативно вакуумируют или продувают газом, и входное отверстие контейнера герметично или негерметично закрывают и завершают упаковку.
Открывание готовой упаковки (т.е. открывание с помощью инструментов, таких как ножницы или ножи) позволяет обеспечить доступ потребителя к продукту.
Обычно в промышленности применяют пластиковые застежки-молнии; фланцевые застежки «press-to-close» или скользящие застежки; взаимозамыкающиеся застежки; повторно герметизирующиеся застежки с взаимозамыкаемыми элементами; взаимозамыкающиеся элементы с ребрами и бороздками, имеющими штифтовой и гнездовой профили; взаимозамыкаемые чередующиеся запирательные элементы в форме крючков, и тому подобное. Эти термины имеются в патентной литературе, и в определенной степени могут иметь совпадающие значения. Эти характеристики обеспечивают повторное закрывание, а в некоторых случаях могут обеспечивать характеристику легкой вскрываемости упаковки. Однако эти характеристики не всегда обеспечивают легкую вскрываемость или повторное закрывание.
Кроме того, относительно часто применяют контактный клей для обеспечения характеристики повторного закрывания упаковки. Однако, из-за положения клея относительно упаковки, клей иногда может загрязняться содержащимся продуктом перед открыванием упаковки, либо когда упаковка открыта, когда продукт извлекают из упаковки и он приходит в контакт с клеем. Это явление может нарушать повторное закрывание упаковки.
В торговле имеется потребность в упаковке, и в способах упаковки, которые можно применять таким образом, чтобы не требовалась, либо требовалась незначительная модификация упаковочного оборудования для тех, кто производит упаковку, с обеспечением возможности открывания вручную (т.е. рукой, без потребности в таких инструментах, как ножницы или ножи), и обеспечением простого повторного закрывания, факультативно при сохранении герметичности упаковки, и без применения пластиковых застежек-молний, фланцевых застежек «press-to-close» или скользящих застежек; взаимозамыкающихся застежек; повторно герметизирующихся застежек с взаимозамыкаемыми элементами; взаимозамыкающихся элементов с ребрами и бороздками, имеющих штифтовой и гнездовой профили; взаимозамыкаемых чередующихся запирательных элементов в форме крючков, и тому подобного.
Некоторые упаковки для розничной продажи в настоящее время не обладают характеристиками легкой вскрываемости и/или повторного закрывания. Примерами являются некоторые продуктовые мешки и пакеты для закусочных продуктов. На рынке продуктов имеется потребность в рентабельном способе открывания вручную и последующего закрывания мешков для розничной продажи, например, упаковки, изготовленной с помощью способов HFFS, VFFS, термоформования/герметизации крышкой (thermoforming/lidstock), или непрерывного горизонтального обертывания.
Настоящее изобретение относится к упаковке и к способам изготовления упаковки, где упаковка открывается вручную и повторно закрывается, т.е. может быть открыта и закрыта несколько раз, и приспособлена для непищевых продуктов, а также для продуктов питания, например таких, как сельскохозяйственные продукты, закусочные продукты, сыр, закусочное мясо, колбаса, кулинарные орехи, смесь из сухофруктов и орехов, и т.д. Упаковка факультативно сохраняет герметичность до открывания.
Изложение сущности изобретения
Формулировка изобретения / Варианты осуществления изобретения
В первом аспекте, легко вскрываемая и повторно закрываемая упаковка содержит:
пакет, содержащий:
первую и вторую боковую панель, каждая из которых имеет внешнюю и внутреннюю поверхность, первый и второй боковой край, и первый и второй конец, где первая и вторая боковые панели соединятся вместе вдоль их соответствующих первого и второго боковых краев;
первый конец, определенный первым концом по меньшей мере одной из первой и второй боковых панелей;
второй конец, определенный вторыми концами первой и второй боковых панелей, соответственно;
первую и вторую боковые панели, соединенные вдоль их соответствующих вторых концов;
дискретную ленту, расположенную между первой и второй боковыми панелями, содержащую основную полоску, имеющую первую и вторую поверхность, первый и второй конец, и первый и второй боковой край, где
основная полоска расположена отдельно от первого конца пакета, и расположена отдельно от второго конца пакета,
по меньшей мере первая часть первой поверхности покрыта контактным клеем, и
по меньшей мере первая часть первой поверхности приклеена контактным клеем к внутренней поверхности первой боковой панели в первом участке на первой боковой панели, а вторая часть первой поверхности прикреплена к внутренней поверхности первой боковой панели на втором участке на первой боковой панели; и
вырубной элемент, расположенный на первой боковой панели, определяющий вырубной сегмент, где вырубной сегмент располагается по отношению к дискретной ленте так, что когда упаковку открывают, то ее затем можно повторно закрыть путем приклеивания одной из первой и второй панелей к контактному клею; и
первый конец первой боковой панели, соединенный со второй боковой панелью; и
продукт, расположенный в пакете.
Факультативно, в соответствии с различными вариантами осуществления первого аспекта изобретения, взятого по отдельности или в любой подходящей комбинации этих вариантов осуществления:
- по меньшей мере одна из первой и второй поверхностей основной полоски содержат уплотнитель.
- по меньшей мере одна из первой и второй поверхностей основной полоски присоединяется к внутренней поверхности первой или второй боковой панели, соответственно, с легко вскрываемым швом.
- первая и вторая боковые панели соединяются вдоль их соответствующих первого и второго боковых краев швом.
- первая и вторая боковые панели соединяются вдоль их соответствующих первого и второго боковых краев складкой.
- первый конец первой боковой панели и вторая боковая панель соединяются швом.
- первый конец первой боковой панели и вторая боковая панель соединяются складкой.
- первый конец первой боковой панели и первый конец второй боковой панели соединяются швом.
- первый конец первой боковой панели и первый конец второй боковой панели соединяются складкой.
- второй конец первой боковой панели и второй конец второй боковой панели соединяются швом.
- второй конец первой боковой панели и второй конец второй боковой панели соединяются складкой.
- в упаковке отсутствует какая-либо застежка типа молнии.
- в упаковке отсутствует дискретная антиадгезионная подложка для слоя или покрытия из контактного клея.
- упаковку можно открывать с силой отлипания от 25 грамм/дюйм до 5 фунтов/дюйм.
- первая часть вырубного сегмента находится над контактным клеем, а вторая часть вырубного сегмента находится над чистой областью первой поверхности основной полоски; вырубной сегмент располагается по отношению к дискретной ленте так, что когда вырубной сегмент смещается или удаляется, по меньшей мере часть контактного клея обнажается, и по меньшей мере часть первого конца основной полоски обнажается.
- вырубной сегмент полностью находится над основной полоской.
- вырубной сегмент частично находится над основной полоской.
- когда упаковку открывают, то основная полоска не разрывается по всей толщине основной полоски.
- вторая поверхность основной полоски по существу не содержит контактного клея.
- упаковка не содержит дискретной резьбы или отрывной ленты.
- вырубной сегмент содержит первую часть, в которой вырубной элемент проходит частично через первую боковую панель, и вторую часть, в которой вырубной элемент проходит полностью через первую боковую панель.
- дополнительный шов соединяет первую боковую панель с первым концом основной полоски.
- первый боковой край основной полоски располагается между первым боковым краем первой и второй боковых панелей, и соединяет их, соответственно, а второй боковой край основной полоски располагается между вторым боковым краем первой и второй боковых панелей, и соединяет их, соответственно.
Во втором аспекте легко вскрываемая и повторно закрываемая упаковка содержит:
пакет, включающий
сложенное полотно, имеющее внутреннюю поверхность;
первый поперечный шов на первом конце сложенного полотна,
второй поперечный шов на втором конце сложенного полотна;
продольный шов, проходящий по длине сложенного полотна,
дискретную ленту, расположенную по соседству и по отдельности от продольного шва, где дискретная лента содержит основную полоску, имеющую первую и вторую поверхность, первый и второй конец, и первый и второй боковой край, где
по меньшей мере первая часть первой поверхности покрыта контактным клеем, и
по меньшей мере первая часть первой поверхности приклеивается контактным клеем к внутренней поверхности сложенного полотна на первом участке на сложенном полотне, а вторая часть первой поверхности прикрепляется к внутренней поверхности сложенного полотна на втором участке на сложенном полотне; и
вырубной элемент, расположенный на сложенном полотне, определяющий вырубной сегмент, который располагается по отношению к дискретной ленте так, что когда упаковку открывают, то затем упаковку можно повторно закрыть путем приклеивания сложенного полотна к контактному клею; и
продукт, расположенный в пакете.
Факультативно, в соответствии с различными вариантами осуществления второго аспекта настоящего изобретения, взятыми по отдельности или в любой подходящей комбинации этих вариантов осуществления:
- по меньшей мере одна из первой и второй поверхностей основной полоски содержит уплотнитель.
- по меньшей мере одна из первой и второй поверхностей основной полоски присоединяется к внутренней поверхности сложенного полотна легко вскрываемым швом.
- в упаковке отсутствует какая-либо застежка типа молнии.
- в упаковке отсутствует дискретная антиадгезионная подложка для слоя или покрытия из контактного клея.
- упаковку можно открывать с силой отлипания от 25 грамм/дюйм до 5 фунтов/дюйм.
- первая часть вырубного сегмента находится над контактным клеем, а вторая часть вырубного сегмента находится над чистой областью первой поверхности основной полоски; вырубной сегмент располагается по отношению к дискретной ленте так, что когда вырубной сегмент смещается или удаляется, по меньшей мере часть контактного клея обнажается, и по меньшей мере часть первого конца основной полоски обнажается.
- вырубной сегмент полностью находится над основной полоской.
- вырубной сегмент частично находится над основной полоской.
- когда упаковку открывают, то основная полоска не разрывается по всей толщине основной полоски.
- вторая поверхность основной полоски по существу не содержит контактного клея.
- упаковка не содержит дискретной резьбы или отрывной ленты.
- вырубной сегмент содержит первую часть, в которой вырубной элемент проходит частично через сложенное полотно, и вторую часть, в которой вырубной элемент проходит полностью через сложенное полотно.
- дополнительный шов соединяет сложенное полотно с первым концом основной полоски.
В третьем аспекте, способ изготовления легко вскрываемой и повторно закрываемой упаковки в процессе горизонтального формирования/заполнения/укупорки включает:
обеспечение плоско уложенного полотна в первом рулоне, где плоско уложенное полотно имеет первый и второй продольный край, и вырубной элемент;
обеспечение дискретной ленты, содержащей основную полоску, имеющую первую и вторую поверхность, первый и второй конец, и первый и второй боковой край, где по меньшей мере часть первой поверхности покрыта контактным клеем;
продвижение плоско уложенного полотна к формирующему устройству для превращения плоско уложенного полотна в сложенное полотно, имеющее внутреннюю поверхность;
продвижение дискретной ленты так, чтобы при изготовлении упаковки дискретная лента располагалась между первой и второй боковой панелью упаковки;
выполнение боковых швов в сложенном полотне для получения открытого пакета, содержащего
первую и вторую боковые панели, каждая из которых имеет внешнюю и внутреннюю поверхность, первый и второй боковые края, и первый и второй конец, где первая и вторая боковые панели соединятся вместе вдоль их соответствующих первого и второго боковых краев швом,
первый конец, определенный первым концом по меньшей мере одной из первой и второй боковых панелей,
второй конец, определенный вторыми концами первой и второй боковых панелей, соответственно,
первую и вторую боковые панели, соединенные вместе вдоль их соответствующих вторых концов, и
дискретную ленту, расположенную по отдельности от первого конца и второго конца пакета;
заполнение продуктом открытого пакета; и
присоединение первого конца первой боковой панели к второй боковой панели для закрывания пакета;
где
вырубной элемент расположен в первой боковой панели, определяя вырубной сегмент, который расположен по отношению к дискретной ленте так, что когда упаковку открывают, то упаковку затем можно повторно закрыть путем приклеивания первой или второй панели к контактному клею;
в любое время до или при заполнении продуктом открытого пакета, по меньшей мере первая часть первой поверхности основной полоски приклеивается контактным клеем к плоско уложенному полотну или сложенному полотну;
в любое время до или на этапе выполнения боковых швов в сложенном полотне, вторая часть первой поверхности основной полоски прикрепляется к плоско уложенному полотну, внутренней поверхности сложенного полотна, или внутренней поверхности первой боковой панели; и
полотно обрезают на боковых швах во время этапа выполнения боковых швов в сложенном полотне, или до, во время или после каких-либо последующих этапов.
Факультативно, в соответствии с различными вариантами осуществления третьего аспекта настоящего изобретения, взятыми по отдельности или в любой подходящей комбинации этих вариантов осуществления:
- по меньшей мере одна из первой и второй поверхностей основной полоски содержит уплотнитель.
- по меньшей мере одна из первой и второй поверхностей основной полоски присоединяется к внутренней поверхности первой или второй боковой панели, соответственно, легко вскрываемым швом.
- первый конец первой боковой панели, и первый конец второй боковой панели соединяются вместе швом.
- в упаковке отсутствует какая-либо застежка типа молнии.
- в упаковке отсутствует дискретная антиадгезионная подложка для слоя или покрытия из контактного клея.
- упаковку можно открывать с силой отлипания от 25 грамм/дюйм до 5 фунтов/дюйм.
- первая часть вырубного сегмента находится над контактным клеем, а вторая часть вырубного сегмента находится над чистой областью первой поверхности основной полоски; вырубной сегмент располагается по отношению к дискретной ленте так, что когда вырубной сегмент смещается или удаляется, по меньшей мере часть контактного клея обнажается, и по меньшей мере часть первого конца основной полоски обнажается.
- вырубной сегмент полностью находится над основной полоской.
- вырубной сегмент частично находится над основной полоской.
- когда упаковку открывают, то основная полоска не разрывается по всей толщине основной полоски.
- вторая поверхность основной полоски по существу не содержит контактного клея.
- упаковка не содержит дискретной резьбы или отрывной ленты.
- вырубной сегмент содержит первую часть, в которой вырубной элемент проходит частично через первую боковую панель, и вторую часть, в которой вырубной элемент проходит полностью через первую боковую панель.
- дополнительный шов соединяет первую боковую панель с первым концом основной полоски.
- первый боковой край основной полоски располагается между первым боковым краем первой и второй боковых панелей, и соединяет их, соответственно, а второй боковой край основной полоски располагается между вторым боковым краем первой и второй боковых панелей, и соединяет их, соответственно.
В четвертом аспекте, способ изготовления легко вскрываемой и повторно закрываемой упаковки в процессе горизонтального формирования/заполнения/укупорки включает:
обеспечение плоско уложенного полотна на первом рулоне, где плоско уложенное полотно имеет первый и второй продольный край, и вырубной элемент;
обеспечение дискретной ленты, содержащей основную полоску, имеющую первую и вторую поверхность, первый и второй конец, и первый и второй боковой край, где по меньшей мере первая часть первой поверхности покрыта контактным клеем, по меньшей мере первая часть первой поверхности приклеена контактным клеем к плоско уложенному полотну, а вторая часть первой поверхности основной полоски прикреплена к плоско уложенному полотну;
продвижение плоско уложенного полотна с прикрепленной к нему основной полоской к формирующему устройству для превращения плоско уложенного полотна в сложенное полотно, имеющее внутреннею поверхность;
выполнение боковых швов в сложенном полотне для получения открытого пакета, включающего
первую и вторую боковую панель, каждая из которых имеет внешнюю и внутреннюю поверхность, первый и второй боковой край, и первый и второй конец, где первая и вторая боковые панели соединяются вместе вдоль их соответствующих первого и второго боковых краев швом;
первый конец, определенный первым концом по меньшей мере одной из первой и второй боковых панелей,
второй конец, определенный вторыми концами первой и второй боковых панелей, соответственно,
первую и вторую боковые панели, соединенные вдоль их соответствующих вторых концов, и
дискретную ленту, расположенную между первой и второй боковыми панелями, и по отдельности от первого конца и второго конца пакета;
заполнение продуктом открытого пакета; и
присоединение первого конца первой боковой панели ко второй боковой панели для закрывания пакета;
где вырубной элемент расположен в первой боковой панели, определяя вырубной сегмент, который расположен по отношению к дискретной ленте так, что когда упаковку открывают, то упаковку затем можно повторно закрыть путем приклеивания первой или второй боковой панели к контактному клею; и
где полотно обрезают на боковых швах во время этапа выполнения боковых швов в сложенном полотне, или до, во время или после каких-либо последующих этапов.
Факультативно, в соответствии с различными вариантами осуществления четвертого аспекта настоящего изобретения, взятыми по отдельности или в любой подходящей комбинации этих вариантов осуществления:
- по меньшей мере одна из первой и второй поверхностей основной полоски содержит уплотнитель.
- по меньшей мере одна из первой и второй поверхностей основной полоски присоединяется к внутренней поверхности первой или второй боковой панели, соответственно, легко вскрываемым швом.
- первый конец первой боковой панели, и первый конец второй боковой панели соединяются вместе швом.
- в упаковке отсутствует какая-либо застежка типа молнии.
- в упаковке отсутствует дискретная антиадгезионная подложка для слоя или покрытия из контактного клея.
- упаковку можно открывать с силой отлипания от 25 грамм/дюйм до 5 фунтов/дюйм.
- первая часть вырубного сегмента находится над контактным клеем, а вторая часть вырубного сегмента находится над чистой областью первой поверхности основной полоски; вырубной сегмент располагается по отношению к дискретной ленте так, что когда вырубной сегмент смещается или удаляется, по меньшей мере часть контактного клея обнажается, и по меньшей мере часть первого конца основной полоски обнажается.
- вырубной сегмент полностью находится над основной полоской.
- вырубной сегмент частично находится над основной полоской.
- когда упаковку открывают, то основная полоска не разрывается по всей толщине основной полоски.
- вторая поверхность основной полоски по существу не содержит контактного клея.
- упаковка не содержит дискретной резьбы или отрывной ленты.
- вырубной сегмент содержит первую часть, в которой вырубной элемент проходит частично через первую боковую панель, и вторую часть, в которой вырубной элемент проходит полностью через первую боковую панель.
- дополнительный шов соединяет первую боковую панель с первым концом основной полоски.
- первый боковой край основной полоски располагается между первым боковым краем первой и второй боковых панелей, и соединяет их, соответственно, а второй боковой край основной полоски располагается между вторым боковым краем первой и второй боковых панелей, и соединяет их, соответственно.
В пятом аспекте, способ изготовления легко вскрываемой и повторно закрываемой упаковки в процессе вертикального формирования/заполнения/укупорки включает:
обеспечение плоско уложенного полотна на первом рулоне, имеющего первую и вторую поверхность и вырубной элемент;
обеспечение дискретной ленты, содержащей основную полоску, имеющую первую и вторую поверхность, первый и второй конец, и первый и второй боковой край, где по меньшей мере первая часть первой поверхности покрыта контактным клеем;
продвижение плоско уложенного полотна поверх формирующего устройства до превращения плоско уложенного полотна в сложенное полотно, имеющее внутреннюю поверхность;
продвижение дискретной ленты так, чтобы при изготовлении упаковки дискретная лента располагалась между первой и второй боковой панелью упаковки;
выполнение продольного шва в сложенном полотне;
поперечное сшивание сложенного полотна до получения первого поперечного шва для определения первого пакета; где первый поперечный шов является нижним поперечным швом первого пакета;
заполнение продуктом первого пакета;
продвижение сложенного полотна с первым пакетом вниз на предварительно заданное расстояние;
поперечное сшивание первого пакета до получения верхнего поперечного шва в первом пакете, и нижнего поперечного шва во втором пакете, где второй пакет расположен над первым пакетом; и
поперечное обрезание сложенного полотна для отделения первого пакета от второго пакета для приготовления упаковки, где упаковка содержит
первую и вторую боковую панель, каждая из которых имеет внешнюю и внутреннюю поверхность, первый и второй боковой край, и первый и второй конец, где первая и вторая боковые панели соединяются вдоль их соответствующего первого и второго боковых краев,
первый конец, определенный первыми концами первой и второй боковых панелей, второй конец, определенный вторыми концами первой и второй боковых панелей, и
вырубной элемент, расположенный в первой боковой панели, определяющий вырубной сегмент, который располагается по отношению к дискретной ленте так, что когда упаковку открывают, то затем упаковку можно повторно закрыть путем приклеивания первой или второй боковой панели к контактному клею;
где
в любое время до или на этапе выполнения продольного шва в сложенном полотне, по меньшей мере первая часть первой поверхности основной полоски приклеивается контактным клеем к плоско уложенному полотну или сложенному полотну; и
в любое время до или на этапе выполнения продольного шва в сложенном полотне, вторая часть первой поверхности основной полоски прикрепляется к плоско уложенному полотну, сложенному полотну, или первой боковой панели.
Факультативно, в соответствии с различными вариантами осуществления пятого аспекта настоящего изобретения, взятыми по отдельности или в любой подходящей комбинации этих вариантов осуществления:
- по меньшей мере одна из первой и второй поверхностей основной полоски содержит уплотнитель.
- по меньшей мере одна из первой и второй поверхностей основной полоски присоединяется к внутренней поверхности первой или второй боковой панели, соответственно, легко вскрываемым швом.
- первая и вторая боковые панели соединяются вместе вдоль их соответствующих первого и второго боковых краев швом.
- первая и вторая боковые панели соединяются вместе вдоль их соответствующих первого и второго боковых краев складкой.
- первый конец первой боковой панели и первый конец второй боковой панели соединяются вместе швом.
- первый конец первой боковой панели и первый конец второй боковой панели соединяются вместе складкой.
- второй конец первой боковой панели и второй конец второй боковой панели соединяются вместе швом.
- второй конец первой боковой панели и второй конец второй боковой панели соединяются вместе складкой.
- в упаковке отсутствует какая-либо застежка типа молнии.
- в упаковке отсутствует дискретная антиадгезионная подложка для слоя или покрытия из контактного клея.
- упаковку можно открывать с силой отлипания от 25 грамм/дюйм до 5 фунтов/дюйм.
- первая часть вырубного сегмента находится над контактным клеем, а вторая часть вырубного сегмента находится над чистой областью первой поверхности основной полоски; вырубной сегмент располагается по отношению к дискретной ленте так, что когда вырубной сегмент смещается или удаляется, по меньшей мере часть контактного клея обнажается, и по меньшей мере часть первого конца основной полоски обнажается.
- вырубной сегмент полностью находится над основной полоской.
- вырубной сегмент частично находится над основной полоской.
- когда упаковку открывают, то основная полоска не разрывается по всей толщине основной полоски.
- вторая поверхность основной полоски по существу не содержит контактного клея.
- упаковка не содержит дискретной резьбы или отрывной ленты.
- вырубной сегмент содержит первую часть, в которой вырубной элемент проходит частично через первую боковую панель, и вторую часть, в которой вырубной элемент проходит полностью через первую боковую панель.
- дополнительный шов соединяет первую боковую панель с первым концом основной полоски.
- первый боковой край основной полоски располагается между первым боковым краем первой и второй боковых панелей, и соединяет их, соответственно, а второй боковой край основной полоски располагается между вторым боковым краем первой и второй боковых панелей, и соединяет их, соответственно.
В шестом аспекте, способ изготовления легко вскрываемой и повторно закрываемой упаковки в процессе вертикального формирования/заполнения/укупорки включает:
обеспечение плоско уложенного полотна в первом рулоне, имеющего первую и вторую поверхность, и вырубной элемент;
обеспечение дискретной ленты, содержащей основную полоску, имеющую первую и вторую поверхность, первый и второй конец, и первый и второй боковой край, где по меньшей мере первая часть первой поверхности покрыта контактным клеем, по меньшей мере часть первой поверхности приклеена контактным клеем к первой поверхности плоско уложенного полотна, а вторая часть первой поверхности основной полоски прикреплена к первой поверхности плоско уложенного полотна;
продвижение плоско уложенного полотна с основной полоской, прикрепленной к нему, поверх формирующего устройства до превращения плоско уложенного полотна в сложенное полотно, имеющее внутреннюю поверхность;
выполнение продольного шва в сложенном полотне;
поперечное сшивание сложенного полотна до получения первого поперечного шва для определения первого пакета; где первый поперечный шов является нижним поперечным швом первого пакета;
заполнение продуктом первого пакета;
продвижение сложенного полотна, с первым пакетом, вниз на предварительно заданное расстояние;
поперечное сшивание сложенного полотна до получения верхнего поперечного шва в первом пакете, и нижнего поперечного шва во втором пакете, где второй пакет расположен над первым пакетом; и
поперечное обрезание сложенного полотна для отделения первого пакета от второго пакета для приготовления упаковки, где упаковка включает
первую и вторую боковую панель, каждая из которых имеет внешнюю и внутреннюю поверхность, первый и второй боковой край, и первый и второй конец, где первая и вторая боковые панели соединяются вдоль их соответствующего первого и второго боковых краев,
первый конец, определенный первыми концами первой и второй боковых панелей, второй конец, определенный вторыми концами первой и второй боковых панелей, и
вырубной элемент, расположенный в первой боковой панели, определяющий вырубной сегмент, который располагается по отношению к дискретной ленте так, что когда упаковку открывают, то затем упаковку можно повторно закрыть путем приклеивания первой или второй боковой панели к контактному клею.
Факультативно, в соответствии с различными вариантами осуществления шестого аспекта настоящего изобретения, взятыми по отдельности или в любой подходящей комбинации этих вариантов осуществления:
- по меньшей мере одна из первой и второй поверхностей основной полоски содержит уплотнитель.
- по меньшей мере одна из первой и второй поверхностей основной полоски присоединяется к внутренней поверхности первой или второй боковой панели, соответственно, легко вскрываемым швом.
- первая и вторая боковые панели соединяются вместе вдоль их соответствующих первого и второго боковых краев швом.
- первая и вторая боковые панели соединяются вместе вдоль их соответствующих первого и второго боковых краев складкой.
- первый конец первой боковой панели и первый конец второй боковой панели соединяются вместе швом.
- первый конец первой боковой панели и первый конец второй боковой панели соединяются вместе складкой.
- второй конец первой боковой панели и второй конец второй боковой панели соединяются вместе швом.
- второй конец первой боковой панели и второй конец второй боковой панели соединяются вместе складкой.
- в упаковке отсутствует какая-либо застежка типа молнии.
- в упаковке отсутствует дискретная антиадгезионная подложка для слоя или покрытия из контактного клея.
- упаковку можно открывать с силой отлипания от 25 грамм/дюйм до 5 фунтов/дюйм.
- первая часть вырубного сегмента находится над контактным клеем, а вторая часть вырубного сегмента находится над чистой областью первой поверхности основной полоски; вырубной сегмент располагается по отношению к дискретной ленте так, что когда вырубной сегмент смещается или удаляется, по меньшей мере часть контактного клея обнажается, и по меньшей мере часть первого конца основной полоски обнажается.
- вырубной сегмент полностью находится над основной полоской.
- вырубной сегмент частично находится над основной полоской.
- когда упаковку открывают, то основная полоска не разрывается по всей толщине основной полоски.
- вторая поверхность основной полоски по существу не содержит контактного клея.
- упаковка не содержит дискретной резьбы или отрывной ленты.
- вырубной сегмент содержит первую часть, в которой вырубной элемент проходит частично через первую боковую панель, и вторую часть, в которой вырубной элемент проходит полностью через первую боковую панель.
- дополнительный шов соединяет первую боковую панель с первым концом основной полоски.
- первый боковой край основной полоски располагается между первым боковым краем первой и второй боковых панелей, и соединяет их, соответственно, а второй боковой край основной полоски располагается между вторым боковым краем первой и второй боковых панелей, и соединяет их, соответственно.
В седьмом аспекте способ изготовления легко вскрываемой и повторно закрываемой упаковки, содержащей штампованное полотно, включает:
обеспечение штампованного полотна, имеющего полость для продукта;
обеспечение продукта;
обеспечение крышки, имеющей первую и вторую поверхность, содержащей:
плоско уложенное полотно, и
вырубной элемент, расположенный в крышке, определяющий вырубной сегмент;
обеспечение дискретной ленты, содержащей основную полоску, имеющую первую и вторую поверхность, первый и второй конец, и первый и второй боковой край, где по меньшей мере первая часть первой поверхности покрыта контактным клеем;
помещение продукта в полость для продукта;
присоединение крышки к штампованному полотну, так чтобы дискретная лента располагалась между крышкой и штампованным полотном; и
обрезание крышки и штампованного полотна до получения упаковки;
где
вырубной сегмент располагается по отношению к дискретной ленте так, что когда упаковку открывают, то затем ее можно повторно закрыть путем приклеивания крышки к контактному клею;
в любое время до или на этапе присоединения крышки к штампованному полотну, по меньшей мере первая часть первой поверхности основной полоски приклеивается контактным клеем к первой поверхности крышки; и
в любое время в способе изготовления упаковки, вторая часть первой поверхности основной полоски прикрепляется к первой поверхности крышки.
Факультативно, в соответствии с различными вариантами осуществления седьмого аспекта настоящего изобретения, взятыми по отдельности или в любой подходящей комбинации этих вариантов осуществления:
- по меньшей мере одна из первой и второй поверхностей основной полоски содержит уплотнитель.
- по меньшей мере одна из первой и второй поверхностей основной полоски присоединяется к первой поверхности крышки и штампованного полотна, соответственно, легко вскрываемым швом.
- в упаковке отсутствует какая-либо застежка типа молнии.
- в упаковке отсутствует дискретная антиадгезионная подложка для слоя или покрытия из контактного клея.
- упаковку можно открывать с силой отлипания от 25 грамм/дюйм до 5 фунтов/дюйм.
- первая часть вырубного сегмента находится над контактным клеем, а вторая часть вырубного сегмента находится над чистой областью первой поверхности основной полоски; вырубной сегмент располагается по отношению к дискретной ленте так, что когда вырубной сегмент смещается или удаляется, по меньшей мере часть контактного клея обнажается, и по меньшей мере часть первого конца основной полоски обнажается.
- вырубной сегмент полностью находится над основной полоской.
- вырубной сегмент частично находится над основной полоской.
- когда упаковку открывают, то основная полоска не разрывается по всей толщине основной полоски.
- вторая поверхность основной полоски по существу не содержит контактного клея.
- упаковка не содержит дискретной резьбы или отрывной ленты.
- вырубной сегмент содержит первую часть, в которой вырубной элемент проходит частично через крышку, и вторую часть, в которой вырубной элемент проходит полностью через крышку.
- дополнительный шов соединяет крышку с первым концом основной полоски.
- первый боковой край основной полоски располагается между первым боковым краем крышки и штампованным полотном, и соединяет их, соответственно, а второй боковой край основной полоски располагается между вторым боковым краем крышки и штампованным полотном, и соединяет их, соответственно.
В восьмом аспекте способ изготовления легко вскрываемой и повторно закрываемой упаковки, содержащей штампованное полотно, включает:
обеспечение штампованного полотна, имеющего полость для продукта;
обеспечение продукта;
обеспечение крышки, имеющей первую и вторую поверхность, содержащей
плоско уложенное полотно, и
вырубной элемент, расположенный в крышке, определяющий вырубной сегмент;
обеспечение дискретной ленты, содержащей основную полоску, имеющую первую и вторую поверхность, первый и второй конец, и первый и второй боковой край, где по меньшей мере первая часть первой поверхности покрыта контактным клеем, по меньшей мере первая часть первой поверхности приклеена контактным клеем к первой поверхности крышки, а вторая часть первой поверхности основной полоски прикреплена к первой поверхности крышки;
помещение продукта в полость для продукта;
присоединение крышки к штампованному полотну, так чтобы дискретная лента располагалась между крышкой и штампованным полотном; и
обрезание крышки и штампованного полотна до получения упаковки;
где вырубной сегмент располагается по отношению к дискретной ленте так, что когда упаковку открывают, то затем ее можно повторно закрыть путем приклеивания крышки к контактному клею.
Факультативно, в соответствии с различными вариантами осуществления восьмого аспекта настоящего изобретения, взятыми по отдельности или в любой подходящей комбинации этих вариантов осуществления:
- по меньшей мере одна из первой и второй поверхностей основной полоски содержит уплотнитель.
- по меньшей мере одна из первой и второй поверхностей основной полоски присоединяется к первой поверхности крышки и штампованного полотна, соответственно, легко вскрываемым швом.
- в упаковке отсутствует какая-либо застежка типа молнии.
- в упаковке отсутствует дискретная антиадгезионная подложка для слоя или покрытия из контактного клея.
- упаковку можно открывать с силой отлипания от 25 грамм/дюйм до 5 фунтов/дюйм.
- первая часть вырубного сегмента находится над контактным клеем, а вторая часть вырубного сегмента находится над чистой областью первой поверхности основной полоски; вырубной сегмент располагается по отношению к дискретной ленте так, что когда вырубной сегмент смещается или удаляется, по меньшей мере часть контактного клея обнажается, и по меньшей мере часть первого конца основной полоски обнажается.
- вырубной сегмент полностью находится над основной полоской.
- вырубной сегмент частично находится над основной полоской.
- когда упаковку открывают, то основная полоска не разрывается по всей толщине основной полоски.
- вторая поверхность основной полоски по существу не содержит контактного клея.
- упаковка не содержит дискретной резьбы или отрывной ленты.
- вырубной сегмент содержит первую часть, в которой вырубной элемент проходит частично через крышку, и вторую часть, в которой вырубной элемент проходит полностью через крышку.
- дополнительный шов соединяет крышку с первым концом основной полоски.
- первый боковой край основной полоски располагается между первым боковым краем крышки и штампованным полотном, и соединяет их, соответственно, а второй боковой край основной полоски располагается между вторым боковым краем крышки и штампованным полотном, и соединяет их, соответственно.
В девятом аспекте, способ изготовления легко вскрываемой и повторно закрываемой упаковки в процессе непрерывного горизонтального упаковывания включает:
обеспечение плоско уложенного полотна, имеющего вырубной элемент;
обеспечение дискретной ленты, содержащей основную полоску, имеющую первую и вторую поверхность, первый и второй конец, и первый и второй боковой край, где по меньшей мере первая часть первой поверхности покрыта контактным клеем;
продвижение плоско уложенного полотна к формирующему устройству для превращения плоско уложенного полотна в сложенное полотно, имеющее внутреннюю поверхность;
продвижение дискретной ленты так, чтобы при изготовлении упаковки дискретная лента располагалась между первой и второй боковой панелью упаковки;
продвижение продукта к формирующему устройству так, чтобы сложенное полотно обертывало продукт;
сшивание сложенного полотна в продольном направлении до получения продольного шва;
поперечное сшивание сложенного полотна с продуктом, содержащимся в нем, для получения направляющего поперечного шва для определения первого пакета;
продвижение сложенного полотна с направляющим поперечным швом, вперед на предварительно заданное расстояние;
поперечное сшивание сложенного полотна до получения последующего поперечного шва в первом пакете, и направляющего поперечного шва во втором пакете, где второй пакет располагается выше первого пакета; и
обрезание сложенного полотна для отделения первого пакета от второго пакета для изготовления отдельной упаковки, содержащей первую и вторую боковую панель;
где
вырубной элемент располагается в упаковке, определяя вырубной сегмент, располагающийся по отношению к дискретной ленте так, что когда упаковку открывают, то затем ее можно повторно закрыть путем приклеивания сложенного полотна к контактному клею;
в любое время до или на этапе продольного сшивания сложенного полотна, по меньшей мере первая часть первой поверхности основной полоски приклеивается контактным клеем к плоско уложенному полотну или сложенному полотну; и
в любое время до или на этапе выполнения продольного шва в сложенном полотне, вторая часть первой поверхности основной полоски прикрепляется к плоско уложенному полотну, сложенному полотну или первой боковой панели.
Факультативно, в соответствии с различными вариантами осуществления девятого аспекта настоящего изобретения, взятыми по отдельности или в любой подходящей комбинации этих вариантов осуществления:
- по меньшей мере одна из первой и второй поверхностей основной полоски содержит уплотнитель.
- по меньшей мере одна из первой и второй поверхностей основной полоски присоединяется к внутренней поверхности первой или второй боковой панели, соответственно, легко вскрываемым швом.
- в упаковке отсутствует какая-либо застежка типа молнии.
- в упаковке отсутствует дискретная антиадгезионная подложка для слоя или покрытия из контактного клея.
- упаковку можно открывать с силой отлипания от 25 грамм/дюйм до 5 фунтов/дюйм.
- первая часть вырубного сегмента находится над контактным клеем, а вторая часть вырубного сегмента находится над чистой областью первой поверхности основной полоски; вырубной сегмент располагается по отношению к дискретной ленте так, что когда вырубной сегмент смещается или удаляется, по меньшей мере часть контактного клея обнажается, и по меньшей мере часть первого конца основной полоски обнажается.
- вырубной сегмент полностью находится над основной полоской.
- вырубной сегмент частично находится над основной полоской.
- когда упаковку открывают, то основная полоска не разрывается по всей толщине основной полоски.
- вторая поверхность основной полоски по существу не содержит контактного клея.
- упаковка не содержит дискретной резьбы или отрывной ленты.
- вырубной сегмент содержит первую часть, в которой вырубной элемент проходит частично через сложенное полотно, и вторую часть, в которой вырубной элемент проходит полностью через сложенное полотно.
- дополнительный шов соединяет первую боковую панель с первым концом основной полоски.
- первый боковой край основной полоски располагается между первым боковым краем первой и второй боковых панелей, и соединяет их, соответственно, а второй боковой край основной полоски располагается между вторым боковым краем первой и второй боковых панелей, и соединяет их, соответственно.
В десятом аспекте, способ изготовления легко вскрываемой и повторно закрываемой упаковки в процессе непрерывного горизонтального упаковывания включает:
обеспечение плоско уложенного полотна, имеющего первую и вторую поверхность, и вырубной элемент;
обеспечение дискретной ленты, содержащей основную полоску, имеющую первую и вторую поверхность, первый и второй конец, и первый и второй боковой край, где по меньшей мере первая часть первой поверхности покрыта контактным клеем, по меньшей мере первая часть первой поверхности приклеивается контактным клеем к первой поверхности плоско уложенного полотна, а вторая часть первой поверхности основной полоски прикрепляется к первой поверхности плоско уложенного полотна;
продвижение плоско уложенного полотна с основной полоской, прикрепленной к нему, к формирующему устройству для превращения плоско уложенного полотна в сложенное полотно, имеющее внутреннюю поверхность;
продвижение продукта к формирующему устройству так, чтобы сложенное полотно обертывало продукт;
продольное сшивание сложенного полотна для получения продольного шва;
поперечное сшивание сложенного полотна с продуктом, содержащимся в нем, для получения направляющего поперечного шва для определения первого пакета;
продвижение сложенного полотна с направляющим поперечным швом, вперед на предварительно заданное расстояние;
поперечное сшивание сложенного полотна до получения последующего поперечного шва в первом пакете, и направляющего поперечного шва во втором пакете, где второй пакет располагается выше первого пакета; и
поперечное обрезание поперечно сшитого пакета с продуктом в нем, для получения отдельной упаковки, включающей первую и вторую боковую панель;
где вырубной элемент располагается в сложенном полотне, определяя вырубной сегмент, расположенный по отношению к дискретной ленте так, что когда упаковку открывают, ее можно повторно закрыть путем приклеивания первой или второй панели к контактному клею.
Факультативно, в соответствии с различными вариантами осуществления десятого аспекта настоящего изобретения, взятыми по отдельности или в любой подходящей комбинации этих вариантов осуществления:
- по меньшей мере одна из первой и второй поверхностей основной полоски содержит уплотнитель.
- по меньшей мере одна из первой и второй поверхностей основной полоски присоединяется к внутренней поверхности первой или второй боковой панели, соответственно, легко вскрываемым швом.
- в упаковке отсутствует какая-либо застежка типа молнии.
- в упаковке отсутствует дискретная антиадгезионная подложка для слоя или покрытия из контактного клея.
- упаковку можно открывать с силой отлипания от 25 грамм/дюйм до 5 фунтов/дюйм.
- первая часть вырубного сегмента находится над контактным клеем, а вторая часть вырубного сегмента находится над чистой областью первой поверхности основной полоски; вырубной сегмент располагается по отношению к дискретной ленте так, что когда вырубной сегмент смещается или удаляется, по меньшей мере часть контактного клея обнажается, и по меньшей мере часть первого конца основной полоски обнажается.
- вырубной сегмент полностью находится над основной полоской.
- вырубной сегмент частично находится над основной полоской.
- когда упаковку открывают, то основная полоска не разрывается по всей толщине основной полоски.
- вторая поверхность основной полоски по существу не содержит контактного клея.
- упаковка не содержит дискретной резьбы или отрывной ленты.
- вырубной сегмент содержит первую часть, в которой вырубной элемент проходит частично через первую боковую панель, и вторую часть, в которой вырубной элемент проходит полностью через первую боковую панель.
- дополнительный шов соединяет первую боковую панель с первым концом основной полоски.
- первый боковой край основной полоски располагается между первым боковым краем первой и второй боковых панелей, и соединяет их, соответственно, а второй боковой край основной полоски располагается между вторым боковым краем первой и второй боковых панелей, и соединяет их, соответственно.
В одиннадцатом аспекте, пакет содержит:
первую и вторую боковую панель, каждая из которых имеет внешнюю и внутреннюю поверхность, первый и второй боковой край, и первый и второй конец, где первая и вторая боковые панели соединяются вместе вдоль их соответствующего первого и второго боковых краев;
первый конец, определенный первым концом по меньшей мере одной из первой и второй боковых панелей;
второй конец, определенный вторыми концами первой и второй боковых панелей, соответственно;
первую и вторую боковые панели, соединенные вдоль их соответствующих вторых концов;
дискретную ленту, расположенную между первой и второй боковыми панелями, содержащую основную полоску, имеющую первую и вторую поверхность, первый и второй конец, и первый и второй боковой край, где
основная полоска располагается по отдельности от первого конца пакета, и по отдельности от второго конца пакета,
по меньшей мере первая часть первой поверхности покрыта контактным клеем, и
по меньшей мере первая часть первой поверхности приклеивается контактным клеем к внутренней поверхности первой боковой панели в первом участке на первой боковой панели, а вторая часть первой поверхности прикрепляется к внутренней поверхности первой боковой панели во втором участке на первой боковой панели; и
вырубной элемент, расположенный в первой боковой панели, определяющий вырубной сегмент, который располагается по отношению к дискретной ленте так, что когда пакет зашивают для получения, упаковки, а затем упаковку открывают, то впоследствии упаковку можно повторно закрыть путем приклеивания одной из первой или второй боковых панелей к контактному клею.
Факультативно, в соответствии с различными вариантами осуществления одиннадцатого аспекта настоящего изобретения, взятыми по отдельности или в любой подходящей комбинации этих вариантов осуществления:
- по меньшей мере одна из первой и второй поверхностей основной полоски содержит уплотнитель.
- по меньшей мере одна из первой и второй поверхностей основной полоски присоединяется к внутренней поверхности первой или второй боковой панели, соответственно, легко вскрываемым швом.
- первая и вторая боковые панели соединяются вдоль их соответствующих первого и второго боковых краев швом.
- первая и вторая боковые панели соединяются вдоль их соответствующих первого и второго боковых краев складкой.
- второй конец первой боковой панели и второй конец второй боковой панели соединяются швом.
- второй конец первой боковой панели и второй конец второй боковой панели соединяются складкой.
- в пакете и в упаковке, изготовленной из пакета, отсутствует какая-либо застежка типа молнии.
- в пакете и в упаковке, изготовленной из пакета, отсутствует дискретная антиадгезионная подложка для слоя или покрытия из контактного клея.
- когда пакет сшивают для приготовления упаковки, то упаковку можно открывать с силой отлипания от 25 грамм/дюйм до 5 фунтов/дюйм.
- первая часть вырубного сегмента находится над контактным клеем, а вторая часть вырубного сегмента находится над чистой областью первой поверхности основной полоски; вырубной сегмент располагается по отношению к дискретной ленте так, что когда вырубной сегмент смещается или удаляется, по меньшей мере часть контактного клея обнажается, и по меньшей мере часть первого конца основной полоски обнажается.
- вырубной сегмент полностью находится над основной полоской.
- вырубной сегмент частично находится над основной полоской.
- когда упаковку открывают, то основная полоска не разрывается по всей толщине основной полоски.
- вторая поверхность основной полоски по существу не содержит контактного клея.
- упаковка не содержит дискретной резьбы или отрывной ленты.
- вырубной сегмент содержит первую часть, в которой вырубной элемент проходит частично через первую боковую панель, и вторую часть, в которой вырубной элемент проходит полностью через первую боковую панель.
- дополнительный шов соединяет первую боковую панель с первым концом основной полоски.
- первый боковой край основной полоски располагается между первым боковым краем первой и второй боковых панелей, и соединяет их, соответственно, а второй боковой край основной полоски располагается между вторым боковым краем первой и второй боковых панелей, и соединяет их, соответственно.
В двенадцатом аспекте способ изготовления мешка с вырубным элементом и дискретной лентой, расположенными в нем, включает:
экструзию термопластической трубки для изготовления рукава для мешка;
обеспечение дискретной ленты, содержащей основную полоску, имеющую первую и вторую поверхность, первый и второй конец, и первый и второй боковой край, где по меньшей мере часть первой поверхности покрыта контактным клеем;
разрезание рукава по продольному краю для приготовления разрезанного рукава для мешка;
размещение дискретной ленты внутри разрезанного рукава для мешка; и
поперечное разрезание и сшивание разрезанного рукава для мешка с предварительно заданными интервалами для изготовления множества отдельных мешков, содержащих вырубной элемент, где каждый мешок включает
первую и вторую боковую панель, каждая из которых имеет первый и второй конец, внешнюю и внутреннюю поверхность, первый и второй боковые края, где первая и вторая боковые панели соединяются вместе вдоль по меньшей мере части их соответствующих первого и второго боковых краев швом,
первый конец, определенный первым концом по меньшей мере одной из первой и второй боковых панелей,
концевую складку, определенную вторыми концами первой и второй боковых панелей, соответственно, и
дискретную ленту, расположенную между первой и второй боковыми панелями, и размещенную по отдельности от первого конца и концевой складки мешка;
где
вырубной элемент расположен в первой боковой панели, определяя вырубной сегмент, размещенный по отношению к дискретной ленте так, что когда мешок зашивают до получения упаковки, и упаковку открывают, то упаковку затем можно повторно закрыть путем приклеивания первой или второй боковой панели к контактному клею;
в любое время до поперечного обрезания трубки для мешка для получения мешка, штампуют вырубной элемент в трубке для мешка или разрезанной трубке для мешка с предварительно заданными интервалами для получения множества вырубных элементов в трубке для мешка или разрезанной трубке для мешка, соответственно;
в любое время до поперечного обрезания трубки для мешка для получения мешка, по меньшей мере первую часть первой поверхности основной полоски приклеивают контактным клеем к трубке для мешка или разрезанной трубке для мешка; и
в любое время в способе изготовления мешка вторую часть первой поверхности основной полоски прикрепляют к трубке для мешка, разрезанной трубке для мешка, или внутренней поверхности первой боковой панели.
Факультативно, в соответствии с различными вариантами осуществления двенадцатого аспекта настоящего изобретения, взятыми по отдельности или в любой подходящей комбинации этих вариантов осуществления:
- по меньшей мере одна из первой и второй поверхностей основной полоски содержит уплотнитель.
- по меньшей мере одна из первой и второй поверхностей основной полоски присоединяется к внутренней поверхности первой или второй боковой панели, соответственно, легко вскрываемым швом.
- в мешке и в упаковке, изготовленной из мешка, отсутствует какая-либо застежка типа молнии.
- в мешке и в упаковке, изготовленной из мешка, отсутствует дискретная антиадгезионная подложка для слоя или покрытия из контактного клея.
- упаковку, изготовленную из мешка, можно открывать с силой отлипания от 25 грамм/дюйм до 5 фунтов/дюйм.
- первая часть вырубного сегмента находится над контактным клеем, а вторая часть вырубного сегмента находится над чистой областью первой поверхности основной полоски; вырубной сегмент располагается по отношению к дискретной ленте так, что когда вырубной сегмент смещается или удаляется, по меньшей мере часть контактного клея обнажается, и по меньшей мере часть первого конца основной полоски обнажается.
- вырубной сегмент полностью находится над основной полоской.
- вырубной сегмент частично находится над основной полоской.
- когда упаковку открывают, то основная полоска не разрывается по всей толщине основной полоски.
- вторая поверхность основной полоски по существу не содержит контактного клея.
- упаковка не содержит дискретной резьбы или отрывной ленты.
- вырубной сегмент содержит первую часть, в которой вырубной элемент проходит частично через первую боковую панель, и вторую часть, в которой вырубной элемент проходит полностью через первую боковую панель.
- дополнительный шов соединяет первую боковую панель с первым концом основной полоски.
- первый боковой край основной полоски располагается между первым боковым краем первой и второй боковых панелей, и соединяет их, соответственно, а второй боковой край основной полоски располагается между вторым боковым краем первой и второй боковых панелей, и соединяет их, соответственно.
Краткое описание чертежей
Настоящее изобретение иллюстрировано со ссылкой на следующие сопроводительные чертежи, охватывающие различные виды различных вариантов осуществления изобретения, где:
Фиг.1 является видом упаковки на вертикальном разрезе;
Фиг.2 является увеличенным изображением упаковки с Фиг.1;
Фиг.2A является увеличенным изображением на поперечном разрезе части Фиг.1;
Фиг.2B является увеличенным изображением на поперечном разрезе другого варианта осуществления части Фиг.1;
Фиг.2C является увеличенным изображением на поперечном разрезе другого варианта осуществления части Фиг.1;
Фиг.2D является увеличенным изображением на поперечном разрезе другого варианта осуществления части Фиг.1;
Фиг.3 является видом спереди упаковки с Фиг.1, вдоль линии 3-3 с Фиг.1;
Фиг.4 является видом сзади упаковки с Фиг.1, вдоль линии 4-4 с Фиг.1;
Фиг.5 является увеличенным видом части упаковки с Фиг.1 в соответствии с другим вариантом осуществления изобретения;
Фиг.6 является изображением дискретной ленты на поперечном разрезе;
Фиг.7 является изображением дискретной ленты на поперечном разрезе в соответствии с другим вариантом осуществления изобретения;
Фиг.8A является перспективным изображением HFFS способа и аппарата для изготовления упаковки;
Фиг.8B является перспективным изображением HFFS способа и аппарата для изготовления упаковки в соответствии с другим вариантом осуществления изобретения;
Фиг.9A является перспективным изображением HFFS способа и аппарата для изготовления упаковки в соответствии с другим вариантом осуществления изобретения;
Фиг.9B является перспективным изображением HFFS способа и аппарата для изготовления упаковки в соответствии с другим вариантом осуществления изобретения;
Фиг.9C является перспективным изображением секции сложенного полотна;
Фиг.9D является перспективным изображением секции сложенного полотна с боковыми фальцами;
Фиг.10 является вертикальной проекцией VFFS способа и аппарата для изготовления упаковки;
Фиг.11 является вертикальной проекцией VFFS способа и аппарата для изготовления упаковки в соответствии с другим вариантом осуществления изобретения;
Фиг.12 является перспективным изображением рулона плоско уложенной пленки и дискретной ленты;
Фиг.13 является перспективным изображением рулона плоско уложенной пленки и дискретной ленты в соответствии с другим вариантом осуществления изобретения;
Фиг.14 является перспективным изображением рулона плоско уложенной пленки и дискретной ленты в соответствии с еще одним вариантом осуществления изобретения;
Фиг.14A является перспективным изображением рулона плоско уложенной пленки и дискретной ленты в форме этикетки в соответствии с еще одним вариантом осуществления изобретения;
Фиг.15 видом спереди альтернативного варианта осуществления упаковки;
Фиг.16 является видом сзади упаковки с Фиг.15;
Фиг.17 является вертикальной проекцией двух последовательных пакетов в варианте осуществления VFFS;
Фиг.18 является видом спереди другого альтернативного варианта осуществления упаковки;
Фиг.19 является видом спереди другого альтернативного варианта осуществления упаковки;
Фиг.20 является перспективным изображением сложенного полотна для применения в соответствии с изобретением;
Фиг.21A является перспективным изображением сложенного полотна для применения в соответствии с изобретением;
Фиг.21В является перспективным изображением сложенного полотна для применения в соответствии с изобретением;
Фиг.22 является видом сбоку лотка для применения в соответствии с изобретением;
Фиг.23A является изображением упаковки в перспективе;
Фиг.23B является перспективным изображением упаковки с Фиг.23A в открытом состоянии;
Фиг.24 является видом сверху крышки;
Фиг.25A является видом сверху крышки в соответствии с другим вариантом осуществления изобретения;
Фиг.25B является видом сверху крышки в соответствии с другим вариантом осуществления изобретения;
Фиг.26 являются вертикальной проекцией способа непрерывного горизонтального упаковывания и аппарата для изготовления упаковки;
Фиг.27 является видом с переднего конца аппарата с Фиг.26, вдоль линий 27-27 с Фиг.26;
Фиг.28A, 28B, 28C и 28D являются изображениями на поперечном разрезе части упаковки, демонстрирующими последовательность открывания упаковки;
Фиг.29A, 29B и 29C являются изображениями сверху упаковки, демонстрирующими последовательность открывания упаковки;
Фиг.29D является увеличенным изображением части упаковки с Фиг.29C;
Фиг.30A, 30B, 30C, 30D, 30E и 30F являются видом сверху альтернативных вариантов осуществления;
Фиг.31 является изображением на поперечном разрезе альтернативного варианта осуществления изобретения;
Фиг.32 является изображением аппарата и способа для изготовления дискретной ленты;
Фиг.33A являются видом сверху для альтернативного варианта осуществления изобретения;
Фиг.33B является видом сверху для Фиг.33A, демонстрирующим прямоугольный вырубной элемент;
Фиг.34 является видом сверху для альтернативного варианта осуществления изобретения; и
Фиг.35 является изображением на поперечном разрезе для Фиг.34.
Определения
«Прикрепленный», «прикрепление» и тому подобное относится к сшиванию или приклеиванию двух поверхностей друг к другу, и обозначает полученную связь между поверхностями. Сшивание осуществляют посредством уплотнителя. Приклеивание осуществляют посредством контактного клея. В способах, описанных здесь, где полоску прикрепляют к полотну или боковой панели, либо во время процесса, когда полотно и полоску продвигают, либо когда полоску предварительно прикрепляют к полотну перед началом процесса, прикрепление может быть выполнено с помощью любого подходящего непрерывного или прерывистого запаивания или адгезивного материала и способа. Такое прикрепление выполняют для удерживания полоски на полотне во время соответствующего процесса упаковывания.
В некоторых вариантах осуществления изобретения, когда закрепление уже является относительно прочным или постоянным, например, термосварным швом, являющимся или относительно прочным швом, или легко вскрываемым швом, как определено здесь, закрепление предназначается не только для удерживания полоски на полотне во время соответствующего процесса упаковывания, но также для итогового соединения поверхности полоски с полотном (плоско уложенным или сложенным) или панелью, изготовленной из полотна.
Любой последующий раскрытый или упомянутый этап способа прикрепления одной из поверхностей (т.е. прикрепляемой поверхности) полоски к полотну или панели, в этих вариантах осуществления уже завершен на этапе прикрепления. В этих вариантах осуществления изобретения контакт сваривающего устройства, например, запаивающей пластины в области прикрепления, на последующем этапе, может не добавлять дополнительного или отдельного шва к поверхности полоски.
Любой последующий этап в способе прикрепления другой поверхности полоски к полотну или панели, может в некоторых вариантах осуществления не добавлять дополнительного или отдельного шва к прикрепленной поверхности полоски.
Прикрепление поверхности полоски к полотну или панели, как этап способа, раскрытого или упомянутого здесь, нужно понимать в этом свете.
В некоторых вариантах осуществления, где связь является относительно слабой или прерывистой, например, прерывистым швом, точками или узкими полосками адгезивного средства, и т.д., на последующем этапе прикрепления одной из поверхностей полоски к полотну или панели, запаивающая пластина, которая приваривает одну из поверхностей полоски к полотну или панели, может контактировать с полотном или панелью в участке, где уже располагается прикрепление. Прикрепление в этом участке может быть либо усилено, либо исходно создано, с помощью последующего этапа прикрепления.
«Чистая область» означает выбранную часть или части первой поверхности основной полоски, на которых не содержится контактного клея. Чистая область(и) может быть обеспечена путем 1) отсутствия нанесения контактного клея на выбранную часть(и), или 2) нанесением контактного клея на всю первую поверхность полоски с последующим удалением большей части или всего контактного клея на выбранной части, например, путем соскабливания контактного клея подходящими средствами, такими как клин или скребок; удаление большей части или всего контактного клея таким способом обычно проводят перед отверждением контактного клея; или 3) нанесением контактного клея относительно однородно по всей первой поверхности основной полоски, как это делают при производстве этикеток, с последующей защитой или изоляцией контактного клея на выбранной части(ях) подходящими средствами. Защитные или изолирующие агенты должны по существу снижать или аннулировать адгезивный эффект контактного клея на выбранной части(ях), по сравнению с адгезивным эффектом контактного клея в частях первой поверхности рядом с выбранной частью(ями). В общем, изоляцию или защиту контактного клея выполняют после отверждения контактного клея; удаление большей части или всего контактного клея выполняют до отверждения контактного клея.
«Замкнутый контур» означает вырубной элемент, определяющий закрытый образец или проход в панельной секции, где материал полотна внутри прохода (вырубного сегмента) можно удалить с панели.
«Вырубной элемент» относится к способам обрезки или нанесения надрезов на материалы, включая обрезку ротационным штампом, фасонным ножевым штампом, плоским высекальным прессом, и лазерную резку или нанесение надрезов. Вырубной элемент может проходить полностью или частично через соответствующий слои или полотно, и может оставлять интактным определенное количество материала. «Надрез» и тому подобное означает частичный вырубной элемент, который проходит частично, но не полностью по толщине материала, слоя, полотна, панели, и т.д. Целью надреза в соответствии с настоящим изобретением является обеспечение контролируемого разрыва или отделения материала при смещении или удалении вырубного сегмента. Глубина бороздки может варьировать от упаковки к упаковке, и в пределах отдельного вырубного элемента на определенной упаковке.
«Вырубной сегмент» означает часть первой боковой панели, которую можно сместить или полностью удалить из-за наличия вырубного элемента с замкнутым контуром или открытым контуром. Вырубной сегмент является частью первой боковой панели, и при смещении или удалении может действовать в качестве устройства защиты от вскрытия, и облегчает доступ к внутренней части упаковки. В некоторых вариантах осуществления, таких как на Фиг.2C, он обеспечивает доступ к контактному клею для повторного закрывания.
«Дискретная» по отношению к дискретной ленте означает независимо изготовленную ленту (лента не является интегральной частью полотна при его изготовлении), или составляющую отдельный объект от полотна.
«Легко вскрываемая» означает упаковку, которую можно относительно легко открыть вручную. Физический режим открывания может включать любой пункт или несколько из: a) отделения промежутка основной полоски/полотна (адгезионное разрушение), или b) полного разрушения слоя уплотнителя основной полоски, и отделения слоя уплотнителя от прилежащего слоя внутри полоски (расслаивающее разрушение), или c) разрушения слоя уплотнителя путем разрыва материала уплотнителя (когезионное разрушение), или d) простого отделения клапана от контактного клея, где клапан содержит часть первой боковой панели, являющуюся вырубным сегментом, описанным здесь, образованным открытым контуром вырубного элемента, так что вырубной сегмент смешается от исходного положения; или удаления части первой боковой панели, являющейся вырубным сегментом, как описано здесь, образованным закрытым контуром вырубного элемента. Силу отлипания, необходимую для открывания упаковки, можно измерить путем оценки прочности приклеивания или прочности отделения в соответствии с процедурой анализа, изложенной в ASTM F88, включенной здесь посредством ссылки во всей полноте, с применением скорости передвижения траверсы от 8 до 12 дюймов/мин, и исходного зазора зажима от 1,00 дюйма до 2,00 дюймов. Типичная сила отлипания для открывания упаковки в соответствии с изобретением может находиться в диапазоне, например, от 25 грамм/дюйм до 3 фунтов/дюйм, например, от 100 грамм/дюйм до 2 фунтов/дюйм, таком как от 200 грамм/дюйм до 1,5 фунтов/дюйм. В некоторых случаях уплотнитель может отделяться от поверхности, к которой он приклеен (адгезионное разрушение), или может осуществляться разлом уплотнителя и расслаивание промежутка вдоль соседнего слоя (расслаивающее разрушение), или разрыв уплотнителя (когезионное разрушение). В зависимости от конструкции и геометрии шва, сила отлипания в некоторых вариантах осуществления может быть больше 3 фунтов/дюйм, например, 3,5; 4,0; 4,5 или 5 фунтов/дюйм, или может иметь значения, промежуточные для этих величин. Когда вырубной сегмент смещается или удаляется с первой боковой панели, так что обнажается контактный клей, в некоторых вариантах осуществления некоторая часть вырезанной части вырубного сегмента, остающаяся после процесса штамповки, может быть разорвана при открывании упаковки. Сила отлипания, необходимая на этом этапе процесса открывания, должна быть в пределах параметров, указанных здесь.
«Легко вскрываемый шов» обозначает шов, вовлекающий основную полоску и полотно, в котором материалы и условия присоединения выбирают для основной полоски и полотна так, чтобы упаковка легко открывалась в физическом режиме открывания, включающем одно или несколько из адгезионного разрушения, расслаивающего разрушения или когезионного разрушения, как описано здесь.
«Легко вскрываемый уплотнитель» означает материал, выбранный для одной или нескольких поверхностей основной полоски, так что когда поверхность приклеивают к полотну, он обеспечивает упаковку, легко вскрываемую в физическом режиме открывания, включающем одно или несколько из адгезионного разрушения, расслаивающего разрушения или когезионного разрушения, как описано здесь.
«Этиленовый/альфа-олефиновый сополимер» (ЭАО) относится к сополимерам этилена с одним или несколькими сомономерами, выбранными из C3-C10 альфа-олефинов, таких как пропен, бутен-1, гексен-1, октен-1, и т.д. ЭАО включает гетерогенные материалы, такие как линейный полиэтилен средней плотности (ЛПЭСП), линейный полиэтилен низкой плотности (ЛПЭНП), и полиэтилен очень низкой и ультранизкой плотности (ПЭОНП и ПЭУНП); материалы, полученные катализом с единым центром полимеризации, такие как однородные линейные этилен/альфа-олефиновые сополимеры и разветвленные этилен/альфа-олефиновые сополимеры с длинной цепью; и многокомпонентная этилен/альфа-олефиновая смола с взаимопроникающими полимерными сетками (или «IPN» смола).
«Этиленовый гомополимер или сополимер» означает полиэтилен (ПЭ), такой как этиленовый гомополимер, такой как полиэтилен низкой плотности (ПЭНП), полиэтилен средней плотности (ПЭСП), полиэтилен высокой плотности (ПЭВП); сополимер этилена/альфа-олефина, такой как те, что определены здесь; сополимер этилена/винилацетата (ЭВА); сополимер этилена/алкилакрилата, такой как сополимер этилена/метилакрилата (ЭМА) или сополимер этилена/этилакрилата (ЭЭА), или сополимер этилена/бутилакрилата (ЭБА); сополимер этилена/(мет)акриловой кислоты; или иономерная смола (ИС).
«Фиг.» и тому подобное относится к чертежам и рисункам.
«Пленка» означает термопластическую пленку, слоистый материал или полотно, многослойные или однослойные, которые можно применять в соответствии с настоящим изобретением. Пленка может иметь подходящую толщину, например, от 0,1 до 30 мил.
«Сварной шов краев материала» означает, в случае отдельного полотна, складывание одного края полотна по направлению к противоположному краю полотна, и сшивание направленных друг к другу поверхностей. В случае двух полотен, сварной шов краев материала образуется при сшивании внутренней поверхности края одного полотна с внутренней поверхностью соответствующего края другого полотна.
«Сварной шов внахлестку» означает шов, сделанный путем сшивания внутренней поверхности полотна с внешней поверхностью полотна. Внутренняя и внешняя поверхность могут быть одним полотном; или внутренняя поверхность может быть одним полотном, а внешняя поверхность вторым полотном.
«Крышка» означает пленку, используемую для покрывания контейнера или лотка, содержащего продукт, с помощью которой можно герметизировать лоток, обычно термосваркой по периметру. Крышку обычно подают на устройство для упаковки пищевых продуктов в виде плоско уложенной пленки, намотанной в рулон.
«Продольный шов» означает сварной шов краев материала или сварной шов внахлестку.
«Олефиновый» и тому подобное означает полимер или сополимер, полученный по меньшей мере частично из олефинового мономера.
«Открытый контур» означает вырубной элемент, определяющий открытый шаблон или проход в первой боковой панели, при котором материал полотна внутри прохода или шаблона (вырубной сегмент) может быть смещен от исходного положения на панели, например, действуя как клапан.
«Кислородонепроницаемый» и тому подобное относится к материалам, имеющим проницаемость кислорода для барьерного материала менее 500 см3 O2/m2·сутки·атмосфера (при анализе с толщиной 1 мил при температуре 25°C, относительной влажности 0%, в соответствии с ASTM D3985), такую как менее 100, менее 50, менее 25, менее 10, менее 5, и менее 1 см3 O2/m2·сутки·атмосфера. Примерами полимерных материалов, пригодных в качестве кислородонепроницаемых материалов, являются сополимер этилена/винилового спирта (EVOH), поливинилиден дихлорид (ПВДХ), сополимер винилиден-хлорида/метилакрилата, сополимер винилиден-хлорида/винилхлорида, полиамид (нейлон), и полиэфир (ПЭТ).
«Полимер» и тому подобное означает гомополимер, но также и сополимер, включая терполимер, тетраполимер, блок-сополимер, и т.д.
«Пакет» означает пакет или мешок.
«Контактный клей» означает способное к перемещению адгезивное средство, прочно связывающее при воздействии легкого давления. Он приклеивается к большинству поверхностей при очень легком давлении; он доступен в формах на основе растворителя и латекса или воды, и часто изготовлен на основе не-поперечно-сшитых резиновых адгезивных средств, акрилов, или полиуретанов. Контактный клей образует вязкоупругие связи, которые являются интенсивно и непрерывно липкими; прилипают без необходимости дальнейшего сдавливания рукой; и не требуют активации водой, растворителем или нагреванием. Некоторые материалы контактных клеев отверждаются горячим воздухом, электронным пучком, УФ, или химическими средствами (перекисью). Они доступны в виде широкого ряда химических композиций и систем, включая акриловые и метакриловые адгезивные средства, акриловое адгезивное средство на основе эмульсии; контактный клей на основе резины, сополимеры стирола (блок-сополимеры стирола/изопрена/стирола и стирола/бутадиена/стирола), и силиконы. В некоторых вариантах осуществления можно также применять термоплавкие адгезивные средства для контактного клея; термоплавкое адгезивное средство является термопластическим адгезивным соединением, обычно твердым при комнатной температуре, становящимся жидким при нагревании для применения. Подходящие коммерческие примеры контактного клея включают include PS-2000™ от Dow, и «acResin®», поставляемый BASF, и содержат УФ-отверждаемый полиакрилат, который можно наносить обычными установками для нанесения термоплавких покрытий при температуре примерно 120°C. Можно добавить подходящие средства для повышения клейкости к acResin® или тому подобным композициям для контроля клейкости адгезивного средства; примером является синтетическая смола FORAL®85, поставляемая Pinova. Средства для повышения клейкости можно добавить в композицию в любом подходящем количестве, например, от 15% до 25% от массы общей композиции контактного клея и средства повышения клейкости.
«Повторно закрываемая» означает характеристику или функцию упаковки в соответствии с изобретением, где упаковку можно повторно закрыть путем обеспечения контакта штампованного полотна, панели, или части сложенного полотна или панели с контактным клеем основной полоски.
«Регистрационный символ» обозначает любую отметку, шаблон, вырубной элемент или характеристику полотна или полоски, облегчающую продвижение полотна или дискретной ленты контролируемым образом, в упаковочной машине, где полотно или дискретную ленту используют для изготовления индивидуальных упаковок. Символ может быть, например, напечатан или нанесен в виде однородно размещенных форм вдоль или рядом с краем полотна или дискретной ленты, т.е. регистрационных отметок, или в области рядом с серединой полотна, не мешая декоративной печатной графике. Эти отметки применяются в сочетании с подходящими датчиками для контролируемого продвижения полотна или полоски. Когда вырубные элементы применяют в качестве регистрационного символа, определяемого датчиками, может быть необязательно печатать регистрационные отметки на полотне или дискретной ленте.
«Шов» означает связь между двумя термопластическими поверхностями, например, полученную термосваркой, радиочастотной (РЧ) сваркой, ультразвуковой сваркой, или перманентным адгезивным средством, но за исключением полуперманентного адгезивного средства или контактного клея.
«Уплотнитель» означает полимерный материал или смесь материалов, таких как олефиновый полимер или сополимер, такой как этиленовый полимер или сополимер, который может создавать поверхность основной полоски в соответствии с изобретением, или полотно, к которому присоединяется основная полоска, и формировать связь между двумя термопластическими поверхностями. Уплотнителем также может быть перманентное адгезивное средство. «Уплотнитель» по отношению к основной полоске или полотну, к которому приклеивается основная полоска, исключает полуперманентное адгезивное средство или контактный клей.
«Полоска» относится к удлиненному куску термопластического материала, который обычно длиннее в первом направлении, чем в направлении, перпендикулярном первому направлению, например, к прямоугольному; но он может также быть квадратным, круглым, продолговатым, эллиптическим, или иметь любую подходящую форму на виде сверху. Полоска может иметь любую подходящую толщину, например, от 0,1 до 30 мил.
«Признаки вскрытия», «взлом» и тому подобное относится к визуальным доказательствам разрыва упаковки, т.е. когда кто-то случайно или преднамеренно открыл или частично открыл упаковку, или попытался сделать это.
«Лента» означает полоску с контактным клеем, нанесенным по меньшей мере на часть первой поверхности полоски.
«Термопластический» означает пластические материалы, которые при нагревании до точки размягчения или плавления могут изменять форму без существенной термической деградации (горения). Термопластические материалы включают как не-поперечно-сшитые материалы, так и материалы, поперечно сшитые с помощью химических средств или облучения.
«Лоток» означает формованный элемент, который имеет дно лотка, боковые стороны лотка, и кромку лотка по верхнему периметру лотка, где дно лотка и боковые стороны лотка образуют внутреннюю полость, в которую можно поместить продукт. Полость может быть закрыта крышкой, приклеенной к кромке лотка.
«Полотно» применяется здесь для обозначения термопластической пленки, слоистого материала, или ткани, многослойных или однослойных, которые можно применять в соответствии с настоящим изобретением. Полотно может иметь любую подходящую толщину, например, от 0,1 до 30 мил, и любую подходящую длину и ширину.
«Застежка типа молнии» и тому подобное означает пластиковую застежку-молнию; фланцевые застежки «press-to-close» или скользящие застежки; взаимозамыкающиеся застежки; повторно герметизирующиеся застежки с взаимозамыкаемыми элементами; взаимозамыкающиеся элементы с ребрами и бороздками, имеющими штифтовой и гнездовой профили; взаимозамыкаемые чередующиеся запирательные элементы в форме крючков, и тому подобное.
Все значения процентного содержания в композициях представлены на массовой основе, если не указано иначе.
Чертежи не обязательно приведены для масштабирования, и некоторые характеристики в соответствии с изобретением могут быть графически увеличены для разъяснения.
Подробное описание изобретения
1. Упаковка
Что касается чертежей, показана упаковка 5 в соответствии с изобретением. Упаковка 5 содержит пакет 7, который может быть изготовлен из отдельного полотна или из двух полотен для получения первой или передней боковой панели 12 и второй или задней боковой панели 14.
A. Полотно(а)
В любом варианте осуществления полотно или полотна содержат термопластический материал любого подходящего состава, включая те, что содержат по меньшей мере один компонент из олефинового материала, такого как этиленовые или пропиленовые полимеры или сополимеры, например, сополимеры полиэтилена или этилена/альфа-олефина; полиэтилен-терефталат (ПЭТ); и включают полотна, обычно используемые или пригодные для аппаратов и способов HFFS, VFFS, крышек/лотков и непрерывного горизонтального упаковывания. Полотно или полотна могут быть однослойными или многослойными конструкциями, могут быть соэкструдированными, ламинированными, или изготовленными с помощью любого способа изготовления пленки, и могут иметь любую подходящую толщину.
Примеры полотна (полотен), которое можно применять в соответствии с изобретением, включают H7225B™, барьерный гибридный материал, используемый для продуктов, требующих высокой защиты от кислорода, таких, как нарезанный ломтиками сыр; H7525B™, барьерный гибридный материал, используемый для продуктов, требующих высокой защиты от кислорода, таких, как бекон и копченое мясо и готовые мясные блюда; H7530B, такой как H7525B, но с толщиной примерно 3 мил; СР04140™, материал с низкими барьерными свойствами (с высокой кислородопроницаемостью), используемый при упаковке сельскохозяйственной продукции; CPM4090, пленку, пригодную для микроволновой обработки, для нарезанной в свежем виде сельскохозяйственной продукции; и T7225B™, барьерный материал, используемый в качестве крышки (не-штампованное полотно) для продуктов, требующих высокой защиты от кислорода, таких как закусочное мясо. Все эти коммерческие продукты производятся Cryovac, дочерней компанией Sealed Air Corporation.
H7225B™ является слоистым материалом, имеющим конструкцию ПЭТ/адгезивное средство/соэкструдированная барьерная пленка, где ПЭТ является биаксиально ориентированной полиэфирной пленкой, а барьерная пленка в одном варианте осуществления имеет конструкцию ПЭНП (полиэтилен низкой плотности)/ЭВА связующий слой/нейлон/EVOH + нейлон/нейлон/ЭВА связующий слой/ЭВА связующий слой/ЭАО. Общая толщина слоистого материала в данной конструкции может иметь любой калибр, обычно составляя около 2,5 мил. ПЭНП является поверхностью барьерной пленки, приклеенной с помощью адгезивного средства к ПЭТ пленке. ЭАО обычно действует как термосвариваемый слой пленки и готового слоистого материала, и в упаковочном материале, приготовленном из слоистого материала, ЭАО может формировать внутреннюю или уплотняющую поверхность упаковки, обращенную к содержащемуся в ней продукту, а ПЭТ формирует внешнюю или наружную поверхность упаковки. H7225B™ можно применять в качестве полотна для крышек (не-штампованного).
H7525B™ является слоистым материалом, имеющим конструкцию ПЭТ/адгезивное средство/соэкструдированная барьерная пленка, где ПЭТ является биаксиально ориентированной полиэфирной пленкой, а барьерная пленка имеет, в одном варианте осуществления, конструкцию ПЭНП (полиэтилен низкой плотности)/ЭВА/ЛПЭНП связующий слой/EVOH/ЛПЭНП связующий слой/ЭВА/ЭАО. Общая толщина слоистого материала в данной конструкции может иметь любой калибр, обычно составляя около 2,5 мил. ПЭНП является поверхностью барьерной пленки, приклеенной с помощью адгезивного средства к ПЭТ пленке. ЭАО обычно действует как термосвариваемый слой пленки и готового слоистого материала, и в упаковочном материале, приготовленном из слоистого материала, ЭАО может формировать внутреннюю или уплотняющую поверхность упаковки, обращенную к содержащемуся в ней продукту, а ПЭТ формирует внешнюю или наружную поверхность упаковки. H7525B™ можно применять в качестве полотна для крышек (не-штампованного).
CP04140™ является слоистым материалом, имеющим конструкцию БОПП/адгезивное средство/однослойная ЛПЭНП пленка. Типичный калибр для слоистого материала составляет примерно 1,8 мил. ЛПЭНП обычно действует как термосвариваемый слой готового слоистого материала, и в упаковочном материале, приготовленном из слоистого материала, ЛПЭНП формирует внутреннюю или уплотняющую поверхность упаковки, обращенную к содержащемуся в ней продукту, а БОПП формирует внешнюю или наружную поверхность упаковки.
CPM4090™ является слоистым материалом, имеющим конструкцию БОПП/адгезивное средство/однослойная ЛПЭНП + ПЭНП пленка. Типичный калибр для слоистого материала составляет примерно 2 мил. Слой ЛПЭНП + ПЭНП обычно действует как термосвариваемый слой готового слоистого материала, и в упаковочном материале, приготовленном из слоистого материала, ЛПЭНП + ПЭНП формирует внутреннюю или уплотняющую поверхность упаковки, обращенную к содержащемуся в ней продукту, а БОПП формирует внешнюю или наружную поверхность упаковки.
T7225B™ пленка имеет конструкцию ЭАО/ЭАО/ЛПЭНП соединительный слой/нейлон/EVOH/нейлон/ЭВА соединительный слой/ЭВА соединительный слой/нейлон. Первый слой ЭАО обычно действует как термосвариваемый слой пленки, и в упаковочном материале, приготовленном из слоистого материала, ЭАО формирует внутреннюю или уплотняющую поверхность упаковки, обращенную к содержащемуся в ней продукту, а нейлон из последнего слоя формирует внешнюю или наружную поверхность упаковки. Т7225В™ применяют в качестве полотна для крышек (нештампованного).
Обращаясь к чертежам, первая боковая панель 12 имеет верхнюю часть 9, первый боковой край 31, второй боковой край 33, и нижнюю часть 17. Вторая боковая панель 14 имеет верхнюю часть 11, первый боковой край 35, второй боковой край 37, и нижнюю часть 18. Первая и вторая боковые панели 12 и 14 соединяются вместе вдоль их соответствующих первого и второго боковых краев швом или складкой. Как показано, первый боковой край 31 первой боковой панели 12 соединяется с первым боковым краем 35 второй боковой панели 14 швом 30. Второй боковой край 33 первой боковой панели 12 присоединяется ко второму боковому краю 37 второй боковой панели 14 термосварным швом 32. Второй конец 34 пакета 7 может быть швом или складкой. Когда отдельное полотно используют для приготовления пакета, второй конец 34 обычно является складкой, хотя даже после складывания полотна в области складки может быть факультативно выполнен шов, такой как термосварной шов. Когда два полотна пленки используют для приготовления панелей 12 и 14, второй конец 34 является швом, соединяющим панели 12 и 14 вдоль их соответствующих нижних частей 17 и 18. Два полотна могут быть из одного и того же материала, или могут различаться по составу, структуре, и т.д.
B. Дискретная лента
Дискретная лента 8 содержит основную полоску 10 и слой контактного клея 19, расположенный между первой панелью 12 и второй панелью 14, обычно рядом и по отдельности от первого конца пакета, и по отдельности от второго конца пакета. Основная полоска 10 может иметь любые подходящие размеры формы, и обычно имеет большую длину, чем ширину, где длина полоски 10, например, больше в два раза ширины, например, в 3, 4 или 5 раз больше ширины. Обычными размерами для полоски 10 является ширина примерно от 1 до 1,5 дюймов и длина примерно 7 дюймов. Полоска 10 на один размер короче пакета и упаковки. Например, полоска может проходить через поперечную ширину пакета, например, изготовленного способом HFFS или VFFS, но она существенно уже, чем длина упаковки (см., например, Фиг.3 и 4). В одном варианте осуществления полоска занимает менее 50%, менее 40%, менее 30%, менее 20%, или менее 10% от длины упаковки. В другом варианте осуществления изобретения полоска короче в обоих размерах, чем пакет и упаковка (см., например, Фиг.18 и 19). Полоска может занимать, например, менее 50%, менее 40%, менее 30%, менее 20% или менее 10% от длины и ширины упаковки. «Рядом» означает, что первый конец 28 основной полоски является ближайшим к первому концу пакета, и упаковка обычно занимает примерно три дюйма от первого конца пакета. Полоска 10 может быть ближе, например, находиться в пределах примерно двух дюймов, 1,25 дюйма, одного дюйма, 0,75 дюйма; 0,5; 0,4; 0,3; 0,2 или 0,1 дюйма от первого конца пакета. Основная полоска и слой контактного клея может иметь любую подходящую толщину. Основная полоска может, например, иметь толщину от 2,0 до 5,0 мил, такую как от 2,5 до 4,5 мил, от 3,0 до 4,0 мил, или любую толщину между ними. Такие факторы, как состав основной полоски, расположение слоев внутри основной полоски, и модуль изгиба использованных материалов, могут влиять на выбор подходящей толщины основной полоски. Контактный клей может также иметь любую подходящую толщину, обычно 0,5 мил, например, от 0,1 мил до 1 мил, или 0,2 мил и 0,8 мил, и т.д.
В некоторых вариантах осуществления открывающийся клапан 26 (например, на Фиг.29A-29D) обеспечивает устройство, которое можно захватить рукой и потянуть назад, чтобы открыть упаковку, и получить доступ к содержимому упаковки. Размер упаковки, тип материалов, используемых для пакета и полоски, прочность приклеивания материалов, используемых в полоске, и тип упакованного продукта оказывают определенное влияние на выбор оптимальной длины и размеров клапана 26.
Основная полоска 10 содержит первую поверхность 23 и вторую поверхность 25. В одном варианте осуществления каждая из этих первой и второй поверхности содержит уплотнитель. В некоторых вариантах осуществления первая поверхность 23 приклеивается к внутренней поверхности 27 первой боковой панели 12, а вторая поверхность 25 приклеивается к внутренней поверхности 29 второй боковой панели 14. Любой или оба из уплотнителей являются в одном варианте осуществления легко вскрываемым уплотнителем. В другом варианте осуществления только первая поверхность содержит уплотнитель, либо легко вскрываемый уплотнитель, либо относительно прочный уплотнитель. Полоска пленки может быть многослойной или однослойной конструкцией. В некоторых вариантах осуществления вторая поверхность 25 основной полоски присоединяется к внутренней поверхности 29 второй боковой панели 14 только вдоль первого и второго боковых краев упаковки. В других вариантах осуществления изобретения вторая поверхность 25 основной полоски присоединяется к внутренней поверхности 29 второй боковой панели 14 по всей ширине упаковки легко вскрываемым швом.
Когда продукт 24 помещают в пакет 7, с помощью способов, раскрытых здесь, и пакет 7 закрывают, то упаковка 5 готова.
В варианте осуществления с Фиг.15-19, гибридный материал типа, описанного для материалов полотна, например, Н7225В или не-барьерный аналог такого материала, можно применять для изготовления основной полоски 10. В вариантах осуществления, где не требуется шва между поверхностями 25 и 29, может быть сделан шов между поверхностями 23 и 27, до или после завершения готовой упаковки.
В некоторых вариантах осуществления слой контактного клея покрывает всю первую внешнюю поверхность 23 основной полоски. Контактный клей служит для приклеивания основной полоски к внутренней поверхности 27 панельной секции 12. В этих вариантах осуществления не обязательно присоединять полоску к внутренней поверхности первой боковой панели в участке прикрепления «A», поскольку контактный клей действует как средство прикрепления 38. В этих вариантах осуществления нет чистой области на первой поверхности основной полоски. Для облегчения открывания упаковки, по меньшей мере один из вырубных элементов на первой боковой панели должен располагаться вне части первой боковой панели, находящейся над слоем контактного клея 19.
В некоторых вариантах осуществления по меньшей мере один вырубной элемент или часть вырубного элемента располагается ближе к первому концу пакета, чем к первому концу 28 основной полоски ленты, т.е. концу основной полоски ленты, наиболее близкому к первому концу пакета.
В вариантах осуществления, описанных на чертежах, вторая часть первой внешней поверхности основной полоски по существу не содержит контактного клея, а первая часть первой поверхности размещена ближе к первому концу пакета, чем вторая часть. Вторая часть первой поверхности может быть прикреплена к внутренней поверхности первой боковой панели на втором участке первой боковой панели, показанном как прикрепление 38. Часть первой поверхности, покрытая контактным клеем, может быть на одной терминальной части полоски, ближайшей к первому концу упаковки или наиболее удаленной от первого конца упаковки. Альтернативно, первая часть может быть расположена промежуточно, и отделена от двух продольных (по отношению к первому и второму концам упаковки) концов полоски, так что чистые области основной полоски присутствуют на обеих сторонах промежуточной части, покрытой контактным клеем. Таким образом, слой контактного клея может иметь одинаковую протяженность с первой поверхностью основной полоски, или может проходить только вдоль одной или нескольких терминальных или промежуточных частей полоски, а первая поверхность полоски может, соответственно, не иметь чистых областей, иметь одну чистую область, или две или более чистых областей «C».
C. Механизмы открывания и конструкция полоски
Упаковку в соответствии с настоящим изобретением можно легко открыть вручную. Любой подходящий механизм или комбинацию механизмов для получения данной функции и характеристики можно применять в соответствии с изобретением. Далее приведены примеры таких механизмов.
1. Адгезионное разрушение
В данном варианте осуществления поверхность 25 и внутренняя поверхность 29 содержат полимерную композицию, которая, при приклеивании поверхности 25 к поверхности 29, образует легко вскрываемый шов. Этот шов обеспечивает границу раздела, разрушаемую при открывании упаковки вручную. Интерламинарные связи между слоями основной полоски (если полоска является многослойной конструкцией), прочность сцепления каждого слоя внутри полоски или одного слоя многослойной полоски, и шов, удерживающий поверхность 23 на внутренней поверхности 27, являются более прочными, чем шов, присоединяющий поверхность 25 к поверхности 29.
В некоторых вариантах осуществления полимерный состав поверхностей 25 и 29 является одинаковым или схожим. Пригодными в данных вариантах осуществления являются системы расслаивания, раскрытые в патентах США №№189,519 (Ticknor) (смесь ЭВА или ЭМА или ЭЭА с кристаллическим изотактическим полибутиленом, и факультативно с ангидридным привитым ЭВА); 4,252,846 (Romesberg et al.) (смесь ЭВА и ПЭВП, факультативно с ИС или полибутиленом (ПБУ)); 4,550,141 (Hoh) (смесь ИС и сополимера полипропилен/этилена (ЭПС)); 4,666,778 (Hwo) (трехкомпонентная смесь ПЭ, которые могут быть ЛПЭНП, ПЭНП, ПЭСП или ПЭВП, или ЭВА или ЭМА, с ПБУ, и ПП или ЭПС); 4,882,229 (Hwo) (полимер или сополимер бутена-1 в смеси с модифицированным или не модифицированным ПЭНП); 4,916,190 (Hwo) (смесь полимера или сополимера бутилена, с полимером или сополимером ПЭ (ЛПЭНП, ПЭНП, ПЭСП, ЭВА, ЭМА, ЭЭА, ЭБА, или ПЭВП), с полимером или сополимером пропилена); 4,937,139 (Genske, et al.) (полимер или сополимер пропилена в смеси с ПЭВП); 5,547,752 (Yanidis) (смесь ПБУ и ИС); и 5,997,968 (Dries et al.) (смесь Компонента 1 (сополимера этилена и пропилена, или этилена и бутилена, или пропилена и бутилена, или этилена и другого альфа-олефина, имеющего от 5 до 10 углеродных атомов, или пропилена и другого альфа-олефина, имеющего от 5 до 10 углеродных атомов, или терполимера этилена и пропилена и бутилена, или этилена и пропилена и другого альфа-олефина, имеющего от 5 до 10 углеродных атомов), и Компонента 2 (ПЭВП, ПЭСП, ПЭНП, ЛПЭНП или ПЭОНП)); все эти патенты США включены посредством ссылки во всей полноте.
В других вариантах осуществления состав поверхностей 25 и 29 различается, т.е. применяются разнородные уплотнители. Пригодными в этих вариантах осуществления являются расслаивающие системы, раскрытые в патентах США №№3,655,503 (Stanley et al.) (ПЭНП или ПЭСП, приклеенные к полипропилену (ПП), ЭПС, сарану, нейлону-6, поликарбонату (ПК), поливинилхлориду (ПВХ), или полиэтиленоксиду (ПЭО); ПП, приклеенный к сарану, нейлону-6, ПК, ПВХ, ПЭО, ИС, фенокси или ЭВА; или нейлон, приклеенный к ИС); 4,729,476 (Lulham et al.) (смесь ЭВА и ИС, приклеенная к ИС); 4,784,885 (Carespodi) (ПП, ПЭВП, или ЛПЭНП, приклеенные по существу к линейному ПЭ (ПЭВП, ЛПЭНП) в смеси с полиолефиновым термопластическим эластомером, таким как этилен-пропилен-диеновый мономер (ЭПДМ), ЭПМ, бутиловая резина, галогенированная бутиловая резина, изопреновая резина, и стирол-бутадиеновая резина)); 4,859,514 ((Friedrich et al.) (ИС или смесь ИС с ЭВА, приклеенная к смеси ЭВА и сополимера этилена/бутена (ЭБС) и ПП); 5,023,121 (Pockat, et al.) (смесь ПБУ и ПП с третьим полимерным материалом, выбранным из ЭВА, ПЭНП, ЛПЭНП и ИС, приклеенная к ЭВА, ЛПЭНП, ЛПЭНП или ИС); эти патенты США включены посредством ссылки во всей полноте.
Альтернативно, шов между поверхностями 23 и 27, вместо или в дополнение к шву между поверхностями 25 и 29, может функционировать в качестве легко вскрываемого шва.
В некоторых вариантах осуществления поверхность 25 не приклеивается к поверхности 29, а полоска 10, таким образом, остается неприкрепленной ко второй боковой панели 14 в готовой упаковке, за исключением любых боковых швов в упаковке, удерживающей два конца основной полоски 10 между первой и второй боковыми панелями.
2. Расслаивающее разрушение
В данном варианте осуществления можно разрушить одну из интерламинарных связей между слоями основной полоски (где полоска является многослойной конструкцией). Таким образом, интерламинарная связь обеспечивает границу раздела, которая разрушается при открывании упаковки рукой. Шов между поверхностями 25 и 29, и между поверхностями 23 и 27, и сила сцепления каждого слоя внутри полоски являются более прочными, чем интерламинарная связь. Пригодными в этом варианте осуществления являются расслаивающие системы, раскрытые в патенте США №4,944,409 (Busche et al.), включенном посредством ссылки во всей полноте.
3. Когезионное разрушение
В данном варианте осуществления один из слоев основной полоски (где полоска является многослойной конструкцией) или однослойная основная полоска разрываются, когда упаковку открывают. Шов между поверхностями 25 и 29, и между поверхностями 23 и 27, и интерламинарные связи полоски (когда полоска является многослойной конструкцией) являются более прочными, чем разламывающийся слой. Пригодной в этом варианте осуществления является расслаивающая система, раскрытая в патенте США №.6,476,137 (Longo) (внутренний разрыв слоя уплотнителя, содержащего смесь иономера с показателем текучести расплава менее 5 и модифицированного сополимера этилена/винилацетата с существенно более высоким показателем текучести расплава, где показатели текучести расплава двух полимеров в слое уплотнителя различаются по меньшей мере на 10), данный патент включен посредством ссылки во всей полноте.
Другими расслаивающими системами, пригодными в соответствии с настоящим изобретением, являются те, что раскрыты в патентах США №№4,058,632 (Evans et al), 4,615,926 (Hsu et al); 5,128,414 (Hwo); 6,395,321 (Schaft et al.), 7,055,683 (Bourque et al.), патентных публикациях США №№20030152669 (Vadhar et al.) и 2008/0260305 (Shah et al.) (раскрыт как легко вскрываемый уплотнитель), смолы DuPont APPEEL™, такие как смолы на основе ЭВА, модифицированного ЭВА, ЭАА, или модифицированного ЭАА; полиэтилены, такие как ПЭНП и/или ЭВА в смеси с ПП; ПЭНП или ЭВА в смеси с полибутеном-1, или неупорядоченный сополимер пропилен/этилена в смеси с полибутеном-1; ЭВА или ПЭНП в смеси с ПП; ПЭНП в смеси с ЭВА и ПП; такие смеси обеспечивают легко вскрываемый уплотнитель при приклеивании к полиэтиленовым уплотнителям); эти патенты США и публикации включены посредством ссылки во всей полноте.
4. Разрушение, вовлекающее контактный клей
В некоторых вариантах осуществления может быть изготовлена упаковка, где не присутствует легко вскрываемый шов и легко вскрываемый уплотнитель, а функция легкой вскрываемости обеспечивается для упаковки с помощью контактного клея. Открывание может включать, например, контактный клей, присоединяющийся предпочтительно к одной из двух поверхностей, когда две поверхности отделяются; или приклеивание к обеим поверхностям, когда две поверхности отделяются. Эти варианты осуществления применяют в комбинации со смещением или удалением вырубного сегмента с передней панели. Первая часть вырубного сегмента находится над чистой областью первой поверхности основной полоски, а вторая часть вырубного сегмента находится над контактным клеем. Вырубной сегмент располагается по отношению к дискретной ленте так, что когда вырубной сегмент смещается или удаляется от панельной секции, по меньшей мере часть контактного клея, а также по меньшей мере часть первого конца 28 основной полоски обнажается, т.е. становится видимой для наблюдателя с первой стороны панели. Путем захвата первого конца 28 основной полоски после удаления вырубного сегмента, и вытягивания по направлению к пользователю, можно получить доступ к содержимому упаковки. Упаковку можно впоследствии повторно закрыть путем приклеивания одной из первой и второй панелей к контактному клею. «Первый конец основной полоски» означает конец 28 основной полоски, ближайший к первому концу упаковки.
Факультативно, особенно для приложений, где необходима герметичность упаковки перед первым вскрытием упаковки, дополнительный шов любой подходящей геометрии располагается рядом с первым концом упаковки, и присоединяет первую боковую панель к первому концу основной полоски. См., например, Фигуру 2D, участок «D». Этот шов снижает вероятность проникновения в упаковку кислорода из внешней среды в случае частичного отклеивания контактного клея. Этот дополнительный шов является легко вскрываемым швом. Дополнительный шов может быть расположен в области основной полоски между контактным клеем и первым концом основной полоски, или может быть расположен в области контактного клея. Таким образом, «дополнительный шов присоединяет первую боковую панель к первому концу основной полоски» применяется для обозначения присоединения первой боковой панели к основной полоске либо в участке контактного клея (протягивается ли или нет контактный клей к первому концу основной полоски), либо в области основной полоски между контактным клеем и первым концом основной полоски. На Фигуре 2D показана область рядом с первым концом основной полоски, не покрытая контактным клеем, внутри которой сделан дополнительный шов.
В некоторых вариантах осуществления изобретения, первая и вторая часть вырубного сегмента соответствуют первой части вырубного сегмента, имеющего надрез, и второй части вырубного сегмента, имеющей просечку; а также соответствуют первой части нижележащей основной полоски, покрытой контактным клеем, и второй части нижележащей основной полоски с чистой областью. Однако, специалистам в данной области техники понятно, после прочтения данного описания, что в этом расположении возможны некоторые варианты, например так, чтобы первая вырубного сегмента могла содержать до некоторой степени просечку, а вторая часть вырубного сегмента могла содержать до некоторой степени надрез, в частности, если обе части вырубного сегмента заслоняют основную полоску. Если первая часть вырубного сегмента расположена ближе к первому концу упаковки, чем первый конец основной полоски, т.е. не заслоняет основную полоску, такое расположение может быть достаточным, если не требуется герметичность упаковки. Подобным образом, некоторые чистые области могут присутствовать в первой части основной полоски (такие, как область для приспособления к дополнительному шву), обеспечивая по существу сохранение легкой вскрываемости и повторного закрывания упаковки.
Основная полоска 10 может иметь любое подходящее количество слоев. На Фиг.1 и 2 полоска 10 имеет два слоя. Слой 20 содержит полимерную композицию, которая в одном варианте осуществления обеспечивает легко вскрываемый шов при присоединении поверхности 25 к внутренней поверхности 29. Слой 22 содержит полимерную композицию, обеспечивающую относительно прочный шов при присоединении поверхности 23 к внутренней поверхности 27. При любой конструкции полоски, альтернативный слой 22 или его эквивалент может обеспечить легко вскрываемый шов, а слой 20 или его эквивалент может обеспечить относительно прочный шов, при соединении с соответствующими внутренними поверхностями полотна. Альтернативно, оба из 20 и 22 или их эквиваленты обеспечивают легко вскрываемый шов, или ни 20, ни 22 или их эквиваленты, не обеспечивают легко вскрываемого шва.
Альтернативно (Фиг.5), основная полоска 10 является однослойной конструкцией. Слой 20 содержит полимерную композицию и включает первую внешнюю поверхность 23 и вторую внешнюю поверхность 25, которая может быть подобной тем, что раскрыты для многослойной основной полоски.
В любом из этих альтернативных вариантов, поверхность полоски, обращенная к внутренней поверхности 29, в некоторых вариантах осуществления не присоединяется к внутренней поверхности 29, за исключением каких-либо боковых швов упаковки.
Обращаясь к Фиг.2A, первая боковая панель 12 содержит по меньшей мере один вырубной элемент 21. Полоска 10 присоединяется к части внутренней поверхности 27 контактным клеем, в участке приклеивания «В». При производстве этой упаковки другая часть полоски прикрепляется к части внутренней поверхности 27, например, относительно прочным термосварным швом, в участке прикрепления «A». Участок вырубного элемента «С» первой боковой панели находится над частью полоски, которая, в одном варианте осуществления, ни пришита, ни приклеена посредством контактного клея, к внутренней поверхности 27. Вторая поверхность 25 полоски 10 пришита к внутренней поверхности 29 второй боковой панели 14 легко вскрываемым швом.
Примерная структура пленки «A1», пригодной для применения в качестве основной полоски 10 в соответствии с изобретением, показана на Фиг.6. В одном варианте осуществления эта пленка имеет состав, показанный в Таблице 1.
Этот пример материала, пригодного в качестве основной полоски 10, является барьерной пленкой с легко вскрываемым уплотнителем, и в настоящее время применяется в качестве барьерного/легко вскрываемого компонента различных ламинированных материалов, которые также сдержат компонент полиэфирной пленки, поставляемый Cryovac, дочерней компанией Sealed Air Corporation, с обозначениями H52XXBZ и H72XXBZ. Они поставляются в качестве материалов первичной упаковки, т.е. полотен, формирующих основной корпус упаковки, а не в качестве дискретных полосок для применения в комбинации с основным полотном.
При использовании в соответствии с настоящим изобретением, слой легко вскрываемого уплотнителя 122 из A1 имеет силу отлипания обычно примерно 2 фунта/дюйм (ASTM F88). Слой 128 из A1 обеспечивает силу отлипания обычно 8 фунтов/дюйм.
Смолы, описанные в Таблице 1, и другие смолы, упомянутые в настоящей заявке, идентифицированы в Таблице 2.
AB1 является маточной смесью, содержащей примерно 81% полиэтилена низкой плотности, и примерно 21% антиадгезивного агента (диатомовой земли).
AD1 является ЭВА, модифицированным малеиновым ангидридом, который действует как полимерное адгезивное средство (материал соединительного слоя).
AD2 является ЭВА, модифицированным малеиновым ангидридом, который действует как полимерное адгезивное средство (материал соединительного слоя).
AD3 является ЛПЭНП, модифицированным малеиновым ангидридом, который действует как полимерное адгезивное средство (материал соединительного слоя).
EM1 является сополимером этилена/метилакрилата с содержанием метилакрилата примерно 20%.
EV1 является сополимером этилена/винилацетата с содержанием винилацетата менее 10% от массы сополимера.
EZ1 является компаундом полимеров из 65% иономера (SURL YN™ 1650SB), 30% ЭВА (EL VAX™ 3134Q), и 5% полибутилена (MONTELL™ PB8640), каждый по массе смеси.
NY1 является нейлоном-6 (поликапролактамом).
NY2 является аморфным со-полиамидом (6I/6T), полученным из гексаметилен-диамина, изофталевой кислоты, и терефталевой кислоты.
OB1 является EVOH с содержанием этилена примерно 38 моль%.
РЕ1 является ПЭНП.
PE2 является разветвленным сополимером этилена/октена, полученным при катализе с единым центром полимеризации, с плотностью примерно 0,9035 г/см3.
PE3 является ПЭНП.
PE4 является смесью в высушенных брикетах из 65% AD2 и 35% PE1.
PE5 является линейным сополимером этилена/гексена, полученным при катализе с единым центром полимеризации, с плотностью примерно 0,9120 г/см3.
PE6 является разветвленным сополимером этилена/октена, полученным при катализе с единым центром полимеризации, с плотностью примерно 0,902 г/см3.
PE7 является ПЭНП.
PE8 является смесью от 0,01% до 100% от массы общей композиции, PE5, и от 100% до 0,01%, от массы общей композиции, EV1.
PET2 является биаксиально-ориентированным полиэфиром, покрытым сараном.
Все приведенные проценты являются массовыми процентами, если не указано иное.
В показанном Примере 1 общая толщина находится в диапазоне примерно от 2,0 мил до 3,5 мил.
Внутренний слой 112 вышеуказанной структуры пленки может содержать любой подходящий кислородонепроницаемый материал, такой как EVOH, и может быть смешан в любой подходящей пропорции с другими полимерными материалами или органическими или неорганическими добавками, если необходимо. В одном варианте осуществления, каждый из промежуточных слоев 114 и 116 может содержать 100% полукристаллического полиамида, такого как нейлон-6.
В другом варианте осуществления, каждый из промежуточных слоев 114 и 116 содержит смесь аморфного полиамида и полукристаллического полиамида.
Соединительные слои 118 и 120 могут содержать любое подходящее полимерное адгезивное средство, связывающее два слоя вместе, например, ЭВА, ЭАО, ПЭНП, ЭМА, и ангидридные привитые производные этих полимеров. Соединительные слои 118 и 120 могут быть одинаковыми, или могут различаться.
Уплотнительный слой 124 может содержать подходящий полиолефин, такой как ЭАО; и/или полимерное адгезивное средство, такое как те, что раскрыты для соединительных слоев 118 и 120.
В одном варианте осуществления первый внешний слой 122 функционирует как слой легко вскрываемого уплотнителя пленки, и обеспечивает поверхность 25, которая может присоединяться к внутренней поверхности 29. Слой 122 может содержать любой подходящий материал или смесь материалов, обеспечивающие легко вскрываемый расслаиваемый шов при присоединении к внутренней поверхности 29. Слой 122 содержит EZ1 или любую подходящую смолу или смесь смол, обеспечивающие легко вскрываемый расслаиваемый уплотнитель.
Второй внешний слой 128 функционирует как слой уплотнителя из пленки, и обеспечивает поверхность 23, которую можно приклеить к внутренней поверхности 27. Слой 128 может содержать любой подходящий материал или смесь материалов, обеспечивающих относительно прочный шов при присоединении к внутренней поверхности 27. Слой 128 содержит PE1 или любой ЭАО, такой как EXACT™ 3024, линейный сополимер этилена/бутена, полученный при катализе с единым центром полимеризации, от Exxon Mobil, с плотностью 0,905 г/см3; или AFFINITY™PL 1888G, разветвленный сополимер этилена/октена, полученный при катализе с единым центром полимеризации, от Dow, с плотностью 0,9035 г/см3.
Дополнительные материалы, которые можно факультативно включить в один или несколько слоев пленки, где это уместно, содержат антиадгезивные агенты, агенты для снижения трения, антивуаленты, наполнители, пигменты, красители, антиоксиданты, стабилизаторы, технологические добавки, пластификаторы, антипирены, средства поглощения УФ излучения, и т.д.
Альтернативно, слой 122 может быть присоединен к внутренней поверхности 27, а слой 128 может быть присоединен к внутренней поверхности 29.
В любом из этих вариантов осуществления слой контактного клея (19, 119, 219) занимает часть поверхности полоски, обращенную и контактирующую с внутренней поверхностью 27 первой боковой панели 12.
Изобретение характеризуется тем, что:
- упаковка перед исходным открыванием не имеет контактного клея на внешней поверхности упаковки,
- перед открыванием упаковки контактный клей находится в контакте с внутренней поверхностью первой боковой панели упаковки, а не в прямом контакте с продуктом внутри упаковки;
- после открывания упаковки, поверхность основной полоски, на которую нанесен контактный клей, эффективно образует часть внешней поверхности первой боковой панели упаковки,
- перед открыванием упаковки контактный клей не находится в прямом контакте с внешней поверхностью первой боковой панели или внешней поверхностью второй боковой панели,
- часть первой боковой панели действует функционально как антиадгезионная подложка для контактного клея, хотя в готовой упаковке нет дискретной антиадгезионной подложки.
- как только упаковку открывают, контактный клей находится снаружи упаковки на полоске, действующей функционально как продолжение первой боковой панели,
- в некоторых вариантах осуществления часть первой боковой панели действует функционально как закрываемый клапан;
- в некоторых вариантах осуществления после открывания упаковки первая и вторая боковые панели могут быть загнуты вверх, а обнаженный контактный клей может быть приведен в контакт с внешней поверхностью первой боковой панели;
- поскольку контактный клей из открытой упаковки, хотя и обнажен во внешнюю среду, но обращен от продукта, то шанс разрушения контактного клея при контакте с продуктом снижается.
В целом, полоска 10 может иметь любую необходимую общую толщину, а каждый слой может иметь любую нужную толщину, чтобы полоска и упаковка обеспечивали необходимые свойства. Обычная общая толщина пленки имеет величину от 0,1 мил до 15 мил, такую как от 0,2 до 12 мил, такую как от 0,5 мил до 10 мил, от 0,8 мил до 8 мил, и от 1 мил до 4 мил. Подходящие калибры включают 1,5 мил, 2 мил (как в Примере 1), и 3 мил.
Таким образом, в качестве примера на Фиг.7, показана, в других вариантах осуществления, двухслойная пленка 210, имеющая первый внешний слой 222, по составу и функции подобный слою 122 с Фиг.6, с первой внешней поверхностью 225; и имеющая второй внешний слой 228, по составу и функции подобный слою 128 с Фиг.6, со второй внешней поверхностью 223.
Альтернативно могут быть обеспечены пленки с двумя, тремя, четырьмя, пятью, шестью, семью и восемью или более слоями, где каждая включает слои, описанные выше, по отношению к полоске пленки с Фиг.7, с дополнительными слоями, если необходимо, с применением подходящих полимеров, таких как олефиновые гомополимеры или сополимеры.
В некоторых вариантах осуществления, таких как основная полоска с Фиг.7, кислородный барьерный слой не является обязательным, например, в упаковке сельскохозяйственной продукции. В этих вариантах осуществления полотно или полотна, образующие пакет, обычно также не имеют кислородонепроницаемого слоя. Напротив, варианты осуществления полоски пленки 10, включающие кислородонепроницаемый слой, обычно пригодны в сочетании с полотном или полотнами для пакета, содержащего кислородонепроницаемый слой.
Фиг.2B подобна Фиг.2A, но на ней 1) поверхность полоски, обеспечивающая легко вскрываемый шов, обращена к внутренней поверхности 27 вместо внутренней поверхности 29; 2) часть полоски присоединяется к части внутренней поверхности 27 легко вскрываемым или относительно прочным швом на участке прикрепления «A»; 3) другая часть полоски факультативно присоединяется к части внутренней поверхности 27 дополнительным швом, таким как легко вскрываемый шов, в участке присоединения «D», и 4) вторая поверхность 25 полоски 10 не присоединяется к внутренней поверхности 29 второй боковой панели 14, за исключением боковых швов. Вариант осуществления с Фиг.2B обеспечивает преимущество более удобного пространства внутри упаковки, поскольку здесь нет шва (за исключением швов на боках упаковки) между поверхностью 25 и поверхностью 29, и таким образом, для продукта доступно больше пространства.
В альтернативном варианте осуществления, Фиг.2C подобна Фиг.2A и 2B, но на ней: 1) поверхность 25 полоски 10, обеспечивающая легко вскрываемый шов, обращена к внутренней поверхности 29; 2) поверхность 23 полоски 10 обеспечивает относительно прочный шов и обращена к внутренней поверхности 27 первой боковой панели 12; 3) полоска 10 присоединяется по меньшей мере на первом конце 28 к внутренним поверхностям первых концов первой и второй боковых панелей, соответственно; 4) упаковка, изготовленная из пакета в соответствии с данным вариантом осуществления, может быть открыта путем захвата или сжатия первой и второй боковых панелей и оттягивания их друг от друга, например, таким способом, как открывают мешки с картофельными чипсами, так чтобы разорвать легко вскрываемый шов на первом конце упаковки, обеспечивая доступ к содержимому упаковки. После открывания, упаковку можно закрыть повторно путем удаления вырубного сегмента, определенного вырубными элементами 21, с обнажением слоя контактного клея 19, а затем накладывания поверх первого конца упаковки до контакта и прилипания к контактному клею. Альтернативно, всю верхнюю часть первой боковой панели, включая слой контактного клея, можно наложить на нижнюю часть первой боковой панели для повторного закрывания упаковки. В некоторых вариантах осуществления, в неоткрытой упаковке, вырубной элемент полностью заслонен (находится над) полоской 10. Вариант осуществления с Фиг.2C обеспечивает преимущество наличия механизма открывания упаковки (разрыва легко вскрываемого шва), отличающегося от механизма закрывания (удаления вырубного сегмента, обнажения контактного клея, и т.д.). Таким образом, в данном варианте осуществления не нужно удалять вырубной сегмент, чтобы открыть упаковку. Этот вариант осуществления обеспечен для применения полотен, которые не слишком хорошо соответствуют высечке, например, лазерной высечке. В качестве примера, нейлон, который труднее поддается лазерной высечке, чем ПЭТ, можно применять в качестве материала полотна. Даже если часть вырубного элемента случайно будет вырезана из полотна, подлежащая полоска обеспечит материал подложки, который защитит содержимое пакета и исходную герметичность упаковки, если необходимо.
Как показано на Фиг.2C, полоска выступает к первому концу упаковки. Альтернативной Фиг.2C является вариант осуществления, подобный Фиг.2C, но в котором первые концы первой и второй боковых панелей, соответственно, выступают за первый конец 28 основной полоски 10, и определяют первый и второй открывающиеся клапаны. В данном варианте осуществления упаковку можно открыть, как описано выше, или альтернативно первый и второй открывающиеся клапаны можно оттянуть для разрыва легко вскрываемого шва и получения доступа к содержимому упаковки. Пример первого и второго открывающихся клапанов может быть представлен клапанами 509 и 511, соответственно, на Фигуре 21A. Хотя эти клапаны описаны в контексте упаковки со сварным швом, соединяющим края, изготовленной с помощью способа VFFS, такие клапаны могут присутствовать в других описанных вариантах осуществления изобретения.
Для многих продуктов важно обеспечить герметичность упаковки при хранении и распределении. Это может быть более сложным, если один или несколько вырубных элементов присутствуют в первой боковой панели упаковки. Герметичность достигается в различных вариантах осуществления изобретения, где шов (легко вскрываемый или прочный шов) или контактный клей прикрепляет первую боковую панель к полоске в участке «A», а шов присоединяет вторую боковую панель к полоске (Фиг.2A); или где шов (легко вскрываемый или прочный шов) или контактный клей прикрепляет первую боковую панель к полоске в участках «A» и «D», даже если нет шва, присоединяющего вторую боковую панель к полоске (Фиг.2B), за исключением боковых швов упаковки.
В каждом из вариантов осуществления упаковки и способа, описанных здесь, негерметичная или герметичная упаковка может быть изготовлена в соответствии с изобретением.
В некоторых вариантах осуществления может быть изготовлена упаковка, в которой нет легко вскрываемого шва, а легкая вскрываемость обеспечивается в упаковке контактным клеем, и смещением или удалением вырубного сегмента.
В одном варианте слой 22 содержит уплотнитель, обеспечивающий относительно прочный шов, когда слой 22 присоединяется к поверхности 27. Примером материала, пригодного в качестве полоски для данного варианта осуществления, является барьерный/уплотняющий компонент из различных ламинированных материалах, которые также содержат компонент полиэфирной пленки, поставляемый Cryovac, дочерней компанией Sealed Air Corporation, под обозначениями H52XXB, H75XXB и H72XXB. Они поставляются в качестве материалов первичной упаковки, т.е. полотен, которые формируют основной корпус упаковки, но не в дискретных полосок для применения в комбинации с первичным полотном. По меньшей мере один вырубной элемент с открытым или замкнутым контуром располагается на первой боковой панели. Два или более вырубных элемента могут располагаться на первой боковой панели, один в положении, более близком к первому концу упаковки, чем полоска, а также второй вырубной элемент, расположенный ниже или поблизости от полоски. Таким образом, вырубной сегмент из материала можно сместить или полностью удалить с первой боковой панели, обнажая первый конец 28 основной полоски, присоединенный или приклеенный к внутренней поверхности 27 первой боковой панели 12. Этот первый конец можно затем захватить и потянуть, например, по направлению к пользователю, обеспечивая доступ к содержимому упаковки.
2. Способ изготовления упаковки
А. Горизонтальный способ непрерывного упаковывания (HFFS)
Система упаковывания HFFS общеизвестна специалистам в области упаковки, и может применяться для изготовления упаковок в соответствии с настоящим изобретением.
Что касается Фиг.8A, 8B, 9C и 9D, плоско уложенное полотно 300 отматывают от рулона 302, затем продвигают к устройству для формирования борозд (forming plow) 304 для превращения плоско уложенного полотна 300 в сложенное полотно 305 (обычно сложенную по центру пленку). Второй конец каждого изготавливаемого пакета содержит вторую концевую складку 306. Таким образом, вторая концевая складка 306 эквивалентна второму концу 34 с Фиг.1.. Эта вторая концевая складка может быть факультативно сшита, или оставлена в качестве сложенного второго конца пакета. Боковые швы 308 готовят для определения множества вертикально размещенных пакетов 309. Каждый пакет 309 отрезают от задней кромки полотна 300 подходящим обрезающим механизмом (не показан) в положении 311, продукт (не показан на Фиг.8, но см. продукт 24 на Фиг.1-5) вставляют или подают в открытое входное отверстие 312 каждого пакета, и входное отверстие пакета 312 затем закрывают подходящим сшивающим механизмом, таким как аппарат для термосварки (не показан), для получения шва 314. Полотно 300 включает вырубные элементы, изготовленные по предварительно определенному шаблону (см. Фиг.29A-30F) для получения упаковок в соответствии с настоящим изобретением.
Дискретную ленту 310, эквивалентную ленте 8 с Фиг.1-5, можно ввести в HFFS способ несколькими путями. Например, ленту 310 можно отмотать от рулона 315 поблизости от рулона 302, и разместить на плоско уложенном полотне 300 до того, или когда полотно 300 будет сложено с получением сложенного полотна 305. Ленту располагают на полотне, обычно рядом и по отдельности, и параллельно первому или второму продольным краям 307 или 313 плоско уложенного полотно 300; или рядом с центральной линией плоско уложенного полотна 300.
Лента 310 содержит основную полоску, первая часть первой поверхности основной полоски покрыта контактным клеем, а вторая часть первой поверхности основной полоски по существу свободна от контактного клея. Первая часть ближе к продольному концу пакета, например, первого конца пакета, чем вторая часть. Первая часть первой поверхности полоски приклеивается контактным клеем к внутренней поверхности сложенного полотна 305. Вторая часть первой поверхности основной полоски пришивается к внутренней поверхности сложенного полотна во втором участке сложенного полотна, с помощью подходящего сшивающего механизма, такого как аппарат для термосварки (не показан). Факультативно, вторую поверхность полоски присоединяют к внутренней поверхности сложенного полотна. Таким образом, ленту 310 устанавливают в пакете в том же самом общем HFFS процессе, в котором производят пакет, загружают продукт в пакет, и завершают готовую упаковку. Лента 310 встроена в материал пакета, и после обрезания и сшивки, как описано выше, располагается между двумя боковыми панелями каждого пакета и прикрепляется к ним, как показано на Фиг.8A, 8B и Фиг.1-5.
Альтернативно, и относительно Фиг.9A и 9B, лента 310 показана установленной на плоско уложенное полотно перед началом процесса упаковки HFFS. Это может осуществляться вне участка производства, например, поставщиком рулона полотна 302. Недостатком этого варианта осуществления является асимметрия, обусловленная профилем рулона, когда ленту 310 наматывают на рулон, вызванная наложениями в толщине рулона в участке присоединения ленты, в результате повторных оборотов рулона.
Фиг.9В является изображением в перспективе секции сложенного полотна, как показано в способе и аппарате HFFS с Фиг.8 и 9, когда плоско уложенное полотно складывают для получения сложенного полотна 305. Дискретная лента 310 показана расположенной, и факультативно прикрепленной к внутренней поверхности 27 одной панели 12 сложенного полотна 305, так что при сшивании полотна для получения пакета, панели 12 и 14 (см. Фиг.1 и 2) образуют сэндвич с дискретной лентой 310 между ними.
Вариант осуществления с Фит.9D подобен Фиг.9C, но дополнительно демонстрирует факультативную донную складку 400, которая может быть выполнена во второй концевой складке 306 сложенного полотна. Донная складка может быть факультативно сшита термосваркой впоследствии. Второй конец с донной складкой обеспечивает пакет с устойчивым дном в готовой упаковке. Обеспечение донной складки может достигаться любыми подходящими средствами, известными специалистам в данной области техники, такими как второе устройство для формирования борозд (forming plow) (не показано), размещенное на производственной линии в положении ниже устройства для формирования борозд (forming plow) 304. Донная область сложенного полотна обычно принимает форму «W», т.е. складчатую форуму, в поперечном сечении, с отходящими наружу внешними ветвями «W», и двумя параллельными обратными складками для создания складчатого дна. Заклеиваемое отверстие или дыры предварительно перфорируют на внутренних ветвях «W» формы и выравнивают друг с другом так, чтобы две внешних складки можно было соединить вместе через эти отверстия. Когда швы выполнены, панели соединяют друг с другом через отверстия. Одно или несколько стационарных устройств для формирования борозд (plow) может быть установлено над зоной соединения для формирования складок. Отверстия для складок могут быть пробиты штампом на блоке обеспечения отверстий, который периодически пробивает по меньшей мере два отверстия в предварительно заданном положении, предназначенном для общего выравнивания с боковым швом, добавляя жесткость складчатой части готовой упаковки. Эта дополнительная жесткость обеспечивает устойчивость готовой упаковки при помещении на плоскую поверхность.
В любое время в способе приготовления упаковки в процессе HFFS, вторая часть первой поверхности основной полоски прикрепляется к плоско уложенному полотну, сложенному полотну, или внутренней поверхности первой боковой панели. Это можно выполнить, например, на плоско уложенном полотне перед подачей полотна к процессору, или до или во время продвижения плоско уложенного полотна к формирующему устройству, или до или после помещения продукта в открытый пакет.
В варианте осуществления с Фигур 8A и 9A, полоска располагается на полотне рядом и по отдельности, и параллельно первому продольному краю 307 плоско уложенного полотна 300. При этом полоска располагается в каждом отдельном пакете, изготовленном с помощью HFFS способа, рядом и по отдельности от первого конца каждого пакета, т.е. рядом с открытой горловиной и ниже нее.
В Варианте осуществления с Фигур 8В и 89, полоска располагается на полотне рядом с центральной линией и параллельно первому продольному краю 307 плоско уложенного полотна 300. При этом полоска располагается в каждом отдельном пакете, изготовленном с помощью HFFS способа, рядом и по отдельности от концевой складки 306 каждого пакета, т.е. рядом с концевой складкой и над ней. В данном варианте осуществления упаковка, изготовленная из пакета, может быть открыта благодаря наличию линии или линий наименьшего сопротивления, таких как перфорации (не показано), предварительно установленных и расположенных на полотне, рядом с концевой складкой 306 и параллельно ей, между концевой складкой и первым концом 28 полоски, так что донную часть упаковки можно оторвать, а обнаженные боковые панели могут функционировать как первый и второй открывающиеся клапаны, которые можно оттянуть друг от друга, чтобы открыть упаковку.
B. Вертикальный способ непрерывного упаковывания (VFFS)
На Фиг.10 схематически показан аппарат VFFS, который можно применять в сочетании с аппаратом и способом для некоторых вариантов осуществления настоящего изобретения. VFFS аппарат и способ упаковывания хорошо известны специалистам в данной области техники, и описаны, например, в патентах США №№4,589,247 (Tsuruta et al), 4,656,818 (Shimoyama et al.), 4,768,411 (Su), и 4,808,010 (Vogan), включенных посредством ссылки во всей полноте.
Аппарат 40 применяет плоско уложенное полотно 41 в виде рулона. Полотно 41 содержит вырубные элементы, выполненные по предварительно заданному шаблону (см. Фиг.29A-30F) для получения упаковок в соответствии с настоящим изобретением. Продукт 42 вручную или механически подается на аппарат 40 от источника (не показан), от которого предварительно определенное количество продукта 42 достигает верхней концевой части формирующей трубки 44 через воронку 43, или другие подходящие средства. Упаковки формируются в нижней части аппарата 40, а полотно 41, из которого формируются упаковки, подается от ведущего ролика 51 поверх некоторых формирующих пластинок (не показаны), оборачивается вокруг формирующей трубки 44 (иногда обозначаемой, как «матросский воротник» или «формирующий ворот») и обеспечивается продольным сварным швом, соединяющим края, или швом внахлестку 47 с помощью продольного термосваривающего устройства 46, обеспечивая формирование вертикально-ориентированного сложенного полотна в форме трубки 48. Поперечные термосваривающие пластины 45 закрывают и сшивают в горизонтальном направлении поперек нижнего конца вертикально сшитой трубки 48, до формирования пакета 49, в который затем пакуют продукт 42. Приводные ремни для пленки 52, с силовым приводом, направляемый роликами, как показано на чертеже, или любыми подходящими средствами перемещения, продвигают трубку 48 и пакет 49 на предварительно заданное расстояние, после которого сваривающие пластины 45 закрывают и одновременно горизонтально сшивают в поперечном направлении нижний конец вертикально-сшитой трубки 48, а также одновременно горизонтально сшивают в поперечном направлении верхний конец закрытого пакета 49, с получением продукта, упакованного в закрытом пакете 49. Таким образом, следующий пакет 50 затем заполняется отмеренным количеством продукта 42, продвигается, и повторяется упаковочный цикл. Обычно встраивают со сваривающими пластинами 45 обрезной нож (не показан), отделяющий нижний зашитый пакет 49 от дна верхнего пакета 50.
Плоско уложенное полотно 41 с Фиг.10 и 11 во время операции подается вверх от рулона 51 к формирующей трубке 44, а затем вертикально вниз на оставшихся этапах способа. Дискретная лента 54 отматывается от рулона 53 (Фиг.12) для расположения ленты 54 на полотне 41 до или во время оборачивания полотна 41 вокруг формирующей трубки 44, так чтобы лента 54 удерживалась между внутренними поверхностями полотна 41 в участке рядом и по отдельности от места, где будет выполнен продольный шов 47. Готовят шов 47, соединяющий края ткани, и присоединяют ленту 54 к внутренней поверхности штампованного полотна. Как и при HFFS способе, слой контактного клея покрывает первую часть ленты 54.
Фиг.12 демонстрирует рулон 51 из плоско уложенного полотна 41 в соответствии с одним вариантом осуществления изобретения. Лента 54 подается от рулона 53 на плоско уложенное полотно 41, при этом лента 54 располагается на полотне 41 рядом и по отдельности, и параллельно первому или второму продольным краям 61 или 62 плоско уложенного полотна 41.
Альтернативно, и в отношении Фиг.11 и 13, дискретная лента 54 уже установлена на плоско уложенное полотно перед началом VFFS упаковочного процесса. Это можно осуществить вне процессора, например, это может выполнить поставщик подающего рулона 51, но с тем же недостатком, который обсуждался для варианта осуществления на Фиг.9A и 9B.
Альтернативно (Фиг.14), дискретная лента 74 уже установлена на плоско уложенное полотно перед началом способа VFFS упаковывания. Это можно осуществить вне процессора, например, это может выполнить поставщик подающего рулона 51. Недостатка, связанного с вариантами осуществления с Фиг.9 и 13, можно избежать, или можно свести его к минимуму, путем размещения последовательных лент 74 так, чтобы они располагались ступеньками при установке на витки рулона 51, чтобы установка в рулоне позволяла избежать или свести к минимуму асимметрию рулона. Ленты 74 с Фиг.14 расположены на полотне 41 по отдельности и перпендикулярно первому и второму продольным краям 61 и 62.
В некоторых вариантах осуществления, например, на Фиг.14, по меньшей мере одно из полотна и дискретной ленты несет регистрационный символ. Печатные элементы могут быть в форме регистрационных отметок, таких как фотометки. Специалистам в данной области техники знакомо применение фотометок и регистрационных отметок при обработке материалов в виде полотна при упаковочных операциях. Регистрационные отметки печатаются на одинаковом расстоянии вдоль или рядом с краем полотна или ленты, и облегчают контролируемое производство упаковок в соответствии с изобретением, и могут быть отпечатаны в сочетании с другой декоративной печатью.
На Фиг.15 показан вид спереди VFFS упаковки 5, изготовленной в соответствии с вариантом осуществления с Фиг.14, и включающей пакет 7, содержащий первый и второй поперечные швы 78, складчатые боковые края 81 и 82, дискретную ленту 74, продольный шов 47; и продукт 24. Лента 74 прикреплена к внутренней поверхности первой боковой панели пакета в участке «A» (см. Фиг.2A и 2B) и факультативно в участке «D» (Фиг.2B), и факультативно ко второй боковой панели пакета. На Фиг.16 показан вид упаковки 5 сзади.
Дискретная лента 74 может проходить полностью через поперечную ширину пакета 7 (Фиг.15-17) или через выбранные сегменты пакета (Фиг.18 и 19). На Фиг.17 ведущий или нижерасположенный пакет «L» содержит поперечный донный и верхний швы 78, складчатые боковые края 81 и 82, ленту 74 и продольный шов 47. Последующий или вышерасположенный пакет «Т» имеет черты, подобные ведущему пакету «L». Ведущий пакет «L» отделяется от вышерасположенного пакета «Т» на линии отреза 80 и швах 78, а также прикреплении 38 (см. Фиг.30A), которое прикрепляет дискретную ленту 74 к внутренней поверхности первой боковой панели пакета в участке «A», с помощью любого подходящего сшивающего оборудования, обычно используемого в способах VFFS упаковывания, таких как оборудование для термосварки или прикрепления не показанное на чертеже.
Для разъяснения, вырубные элементы 21 и факультативно 36, присутствующие на плоско уложенном полотне 41 и первой боковой панели упаковки, не показаны на всех чертежах, например, на Фигурах 3, 4 и 12-21B.
В вариантах осуществления, где лента 74 проходит только через выбранные сегменты пакета, легко вскрываемые средства для упаковки (и возможность открывать упаковку вручную в обычных условиях) должны быть примерно пропорциональны части упаковки, занятой лентой. Так, на Фиг.18 лента 74 является относительно маленькой, и расположена по центру внутри участка шва 78. Этот вариант осуществления обеспечивает легко вскрываемый доступ для пакета L через относительно узкое отверстие, определенное лентой 74. На Фиг.19 очень маленькая лента в целом квадратной формы обеспечивает только маленькое легко вскрываемое отверстие для доступа, эффективно функционируя как выливное отверстие. В этих вариантах осуществления латеральная протяженность вырубных сегментов 21 и 36 может быть относительно маленькой.
На Фиг.20 показано сложенное полотно 500 в варианте осуществления, в котором дискретная лента 502 проходит по всей боковой панели, а также части другой боковой панели сложенного полотна. Таким образом, дискретная лента в соответствии с настоящим изобретением может занимать одну боковую панель упаковки, и часть второй боковой панели упаковки.
На Фиг.21A показано сложенное полотно 500 с дискретной лентой 502, прикрепленной к продольной части сложенного полотна, и располагающейся по отдельности от шва 501, соединяющего края полотна, образованного так, как описано выше. Готовая упаковка, сделанная в соответствии с Фиг.21A, выглядит как упаковки с Фиг.3 и 4, если их рассматривать с правого угла от их положения на Фиг.3 и 4, т.е. с полоской 10 ленты 8 на правой стороне каждой упаковки, и со вторым концом 34 в виде складки. Таким образом, вариант осуществления с Фиг.21A обеспечивает способ производства упаковок в VFFS аппарате, где продольный шов упаковки эффективно становится первым концом готовой упаковки (за вычетом любого не пришитого материала между продольным швом и верхним краем упаковки). Аппарат и методологию из патента США №6,293,073 (Caudle), включенного посредством ссылки во всей полноте, можно применять в комбинации с учениями настоящего изобретения, для получения упаковок в соответствии с настоящим изобретением. Точкой различия является то, что в настоящем изобретении поперечные швы обычно (хотя и не обязательно) являются прямолинейными, в то время как поперечные швы, раскрытые в патенте №6,293,073 (Caudle), являются волнообразными или синусоидальными.
Альтернативно (Фиг.21B), показана такая упаковка, как в варианте осуществления с Фиг.21A, но в которой показан шов внахлестку 503, подобный шву внахлестку 503 с Фигуры 31 (см. ниже), где дискретная лента 8 присоединяется к продольной части сложенного полотна, рядом с первым продольным краем 507 сложенного полотна, и рядом и по отдельности от шва внахлестку 503 сложенного полотна, сформированного, как описано выше. В этом, а также в других способах, раскрытых здесь, шов внахлестку можно применять вместо сварного шва, соединяющего края, при выполнении продольного шва в соответствии с настоящим изобретением. Готовая упаковка 5 в соответствии с Фиг.21B содержит продукт; два продольных конца упаковки закрываются поперечным швом; шов внахлестку проходит вниз по середине или сердцевине упаковки, упаковка соединяется на обоих концах поперечными швами; а дискретная лента прикрепляется к внутренней поверхности сложенного полотна.
В любое время в способе приготовления упаковки в процессе VFFS, вторая часть первой поверхности основной полоски прикрепляется к плоско уложенному полотну, сложенному полотну, или внутренней поверхности первой боковой панели. Это можно выполнить, например, на плоско уложенном полотне перед подачей полотна к процессору, или до или во время продвижения плоско уложенного полотна к формирующему устройству, или до или после помещения продукта в пакет.
C. Штампованное полотно с крышкой (Lidstock/Formed Web)
На Фиг.22, 23A и 23B показан другой вариант применения штампованного полотна, например, лотка, и не штампованного полотна, например, полотна для крышек, в сочетании с настоящим изобретением. Лоток 602 обычно готовят во время процесса упаковывания. Оборудование для горячего формования, поставляемое, например, Multivac, Tiromat, Ulma или Rapid Pak, используют для превращения термопластического формирующего полотна в штампованные пакеты для создания лотков, вмещающих продукт, такой как продукт питания, промышленные товары и предметы потребления, и стерильные медицинские продукты. Лотки штампуются из нижнего полотна с помощью нагревания и давления, и могут быть загружены продуктом вручную или автоматически на машине. После этого упаковки обрабатывают вакуумом или продувают модифицированным воздухом (если необходимо), герметично прикрепляют к верхнему полотну, разделяют и извлекают для распространения или хранения. Альтернативно, могут применяться предварительно сформированные лотки.
Каждый лоток 602 имеет дно лотка 604, боковые стороны лотка 606, и кромку лотка 608 по его периметру, к которой присоединяется крышка 612 с помощью нагревания или других средств. Дно лотка 604 и боковые стенки лотка 606 определяют полость лотка 610. Перед каким-либо этапом горячего формования, лоток 602 может иметь любую подходящую толщину, например, от 2 до 30 мил, и любую подходящую конструкцию.
Если в соответствии с настоящим изобретением применяют предварительно изготовленный лоток, то он может быть твердым или полутвердым, может быть в форме плоского или имеющего определенную форму лотка, и может быть изготовлен из любого подходящего материала, включая твердые и пенистые варианты осуществления, такие как ПП, полистирол, полиамид, 1,4-полиметилпентен (например, ТРХ™, поставляемый Mitsui), или кристаллизованный полиэтилена терефталат (КПЭТ). Факультативно можно применять прокладку лотка, приклеивающуюся к поверхности предварительно сформированного лотка, на которую помещают продукт. Эта прокладка может иметь любую подходящую конструкцию, и может быть многослойной структурой по меньшей мере с одним слоем с газонепроницаемыми свойствами. Такая прокладка может быть приклеена к лотку тепловым ламинированием, экструзионным ламинированием, покрытием экструзией, адгезивными средствами, обработкой коронированием, и т.д. Лоток 602 может быть гибким или полужестким, или жестким штампованным полотном.
Обращаясь к Фиг.23A и 23B, упаковка содержит лоток 602, к которому присоединяется крышка 612 швом по периметру 614. Крышка 612 обычно является плоско уложенным полотном 611, выполненным для функционирования в качестве крышки на штампованном полотне, и может быть любой подходящей однослойной или многослойной термопластической пленкой, как описано по отношению к полотнам, пригодным в сочетании с настоящим изобретением. Крышка 612 также содержит дискретную ленту (см. Фигуры 29C и 29D), из которой прикрепление 38 и слой контактного клея 19 представлены на Фиг.23A и 23в, соответственно. Дискретная лента имеет легко вскрываемый уплотнитель на одной поверхности, и уплотнитель на второй поверхности. Легко вскрываемый уплотнитель может присутствовать на поверхности дискретной ленты, несущей контактный клей, или на противоположной поверхности дискретной ленты, или на обеих. Лента имеет характеристики и состав для легкой вскрываемости, обсуждаемые по отношению к дискретной ленте для HFFS или VFFS упаковок. Лента располагается между крышкой и кромкой лотка так, что лента удерживается между крышкой и кромкой лотка и присоединяется к ним. Первую боковую панель на вырубном элементе 621 (см. также Фиг.30A) можно оттянуть назад вручную по направлению к концу упаковки, вдоль линии 58, и первую боковую панель можно захватить в области ниже слоя контактного клея 19 так, чтобы легко вскрыть упаковку и извлечь продукт, если необходимо. После извлечения продукта упаковку можно закрыть повторно путем перемещения клапана 626 вниз на слой контактного клея 19. На Фиг.23B 617 является частью крышки 612, заслоненной дискретной лентой, остающейся прикрепленной к лотку 602, когда клапан 626 оттягивают назад, чтобы открыть упаковку.
Обращаясь к Фиг.24, пунктирными линиям 107 показано положение, в котором крышку 612 присоединяют и обрезают, например, присоединяют по периметру термосваркой и обрезают, в отмеченных очертаниях, любыми подходящими средствами, описанными здесь, например, с помощью оборудования для горячего формования, для получения отдельных упаковок. Линии 107 представляют то, что станет боковыми краями и швами отдельных упаковок, когда крышку 612 продвигают в упаковочную систему, где ее постепенно продвигают над заполненными лотками, присоединяют к лоткам, и обрезают до получения готовых упаковок. Линии 111 и 140 также представляют то, что станет первым и вторым концом индивидуальных упаковок, соответственно. Крышка 612 при отматывании и подаче на оборудование для горячего формования имеет второй латеральный край 160 и первый латеральный край 170. Во время операции сшивания и обрезания для изготовления отдельных заполненных упаковок полотно обрезают так чтобы материал крышки между линиями 170 и 111, и между линиями 160 и 140 можно было удалить как обрезок.
На Фиг.24 показана лента 616, расположенная на крышке 612 рядом, параллельно и по отдельности от линии 111. Лента 616 может быть предварительно установлена на крышку 612 поставщиком крышек, как в вариантах осуществления на Фиг.9A и 9B, 11 и 13. Альтернативно, лента 616 может быть установлена на крышке во время процесса упаковывания, как в вариантах осуществления на Фиг.8A и 8B, 10 и 12.
На Фиг.25A показан альтернативный вариант осуществления с Фиг.24, на которой крышку производят, как описано выше, но «по три в ширину», так что когда полотно для крышек проходит в упаковочной машине с подходящими штампами, можно одновременно сделать три, шесть и т.д. упаковок одновременно. В дополнение к этапам сваривания и обрезания на участках 107, полотно обрезают в продольном направлении вдоль линий 121, 123 и 125, соответственно, так чтобы индивидуальные упаковки, изготовленные из продольной части «X» с Фиг.25A, имели второй конец 121; индивидуальные упаковки, изготовленные из продольной части «Y» с Фиг.25A, имели второй конец 123; а индивидуальные упаковки, изготовленные из продольной части «Z» с Фиг.25A, имели первый конец 125. Дискретную ленту вместо этого можно расположить под правильными углами к направлению продвижения полотна 612, и можно предварительно нанести на полотно, как на Фиг.14. Фиг.25B подобна Фиг.25A, и включает вырубные элементы 21 и 36 (см. также Фиг.29A) и слой контактного клея 19.
В любое время в способе приготовления упаковки с штампованным полотном, вторая часть первой поверхности основной полоски прикрепляется к плоско уложенному полотну. Это можно выполнить, например, на плоско уложенном полотне перед подачей полотна к процессору, или до или после присоединения крышки к штампованному полотну.
D. Непрерывное горизонтальное упаковывание.
В другом варианте осуществления, иллюстрированном на Фиг.26 и 27, упаковку в соответствии с настоящим изобретением готовят с применением способа и аппарата для непрерывного HFFS упаковывания, таких как те, что применяются для упаковки хлебопекарной продукции и других товаров, иногда обозначаемых как машины и системы для непрерывного горизонтального обертывания («Flow Wrap», «Flow-Wrap» или «Flow wrapping»), и поставляемых такими производителями/поставщиками, как Ilapak, ULMA, и Bosch.
На Фиг.26 показан такой способ и аппарат 700, но в котором дискретная лента 724 устанавливается в упаковку. Плоско уложенное полотно 702 отматывается от рулона 704 и подается на формирующее устройство 710. По мере этого, ряд продуктов 706 продвигается вдоль конвейера 708 к формирующему устройству 710, лента 724 отматывается от рулона 726 и продвигается к формирующему устройству 710. Полотно 702 штампуется формирующим устройством 710 в сложенное полотно 712. Это сложенное полотно является таким, как сложенное полотно, описанное выше по отношению к вариантам осуществления с VFFS, но по существу в горизонтальном направлении. Сложенное полотно 712 обертывается вокруг продуктов 706. Устройство для сшивания в продольном направлении, которое может быть частью формирующего устройства 710, образует шов внахлестку или сварной шов, соединяющий края (таких типов, которые описаны выше для вариантов осуществления с VFFS) на дне сложенного полотна, но также может быть выполнен сварной шов, соединяющий края материала вдоль продольного края готовой упаковки. Шов внахлестку или сварной шов, соединяющий края материала, обычно являются швами, полученными термосваркой. Альтернативой является наличие отдельного сшивающего устройства 714 для получения шва внахлестку или шва, соединяющего края материала. Продукты подаются вниз от формирующего устройства 710 или сшивающего устройства 714 к устройству для поперечной сшивки 716, где сложенное полотно поперечно сшивается в областях сложенного полотна между соседними продуктами. Такие швы обычно являются термосварными швами. Продукты продвигаются от устройства для поперечной сшивки 716 к обрезающему устройству 718a и 718b, где штампованное и сшитое в продольном и поперечном направлении сложенное полотно обрезают в участках сложенного полотна между соседними продуктами, в поперечных швах или рядом с ними, до получения индивидуальных упаковок 720.
Альтернативно, сшивающую функцию поперечного сшивающего устройства 716 и обрезающую функцию обрезающего устройства 718a и 718b можно объединить на единой установке, а не выполнять в отдельных участках технологического пути.
Полотно 702 и лента 724 могут иметь любые подходящие размеры и состав, такие как те, что описаны здесь. Когда ленту 724 подают к формирующему устройству 710, она может быть приведена в контакт и факультативно прикреплена к поверхности полотна 702. Данный вариант осуществления показан на Фиг.26 и 27, где лента 724 показана прикрепленной параллельно, по отдельности и рядом с продольным краем 703 полотна 702 при продвижении к формирующему устройству 710.. Альтернативно, ленту 724 можно подавать на формирующее устройство 710, а затем встраивать в сложенное полотно 712 путем прикрепления ленты к внутренней поверхности полотна рядом с областью штампованного полотна, в которой выполнен шов внахлестку или шов, соединяющий края, и со способом и форматом, аналогичным варианту осуществления для пакета и упаковки VFFS с Фиг.10, 21A и 21B, но скорее в горизонтальном, а не в вертикальном положении. В другом варианте осуществления лента 724 может быть предварительно присоединена к полотну 702 поставщиком полотна, аналогично варианту осуществления для пакета и упаковки VFFS с Фиг.13, и пакета и способа HFFS с Фиг.9A и 9B. В другом варианте осуществления лента может располагаться под правильными углами в направлении перемещения полотна 702, и может быть предварительно нанесена на полотно, как на Фиг.14. Полученные упаковки в этом частном варианте осуществления являются такими, как те, что иллюстрированы на Фиг.15 и 16.
В любое время в способе приготовления упаковки в процессе непрерывного горизонтального упаковывания, вторая часть первой поверхности основной полоски прикрепляется к плоско уложенному полотну или штампованному полотну. Это можно выполнить на плоско уложенном полотне перед подачей полотна к процессору, или до или во время продвижения плоско уложенного полотна к формирующему устройству, или до или после продвижения продукта к формирующему устройству.
E. Этикетка «в форме окошка»
В другом варианте, слоистый материал основной полоски, контактный клей и антиадгезионная подложка изготовлены в форме полотна. Полоску/контактный клей/антиадгезионную подложку затем отматывают от рулона, подложку отделяют от полоски/контактного клея, остающегося в форме полотна, адгезивное средство заглушают обычными средствами, такими как нанесение покрытия поверх контактного клея в выбранных участках, и отверждают его, затем повторно присоединяют полоску/контактный клей к подложке. Отдельные этикетки затем штампуют высечкой с необходимой формой в соответствии с настоящим изобретением, и избыток материала удаляют. Полученные этикетки обеспечены на антиадгезионной подложке, с адгезивным средством в нужных участках, и могут наноситься оборудованием для наклейки этикеток на первую поверхность полотна. Серии этикеток с контактным клеем на каждой этикетке, могут, таким образом, наноситься на плоско уложенное полотно в виде дискретных лет, для получения упаковки в соответствии с настоящим изобретением с применением различных способов, раскрытых здесь. В этих вариантах осуществления не требуется, хотя в некоторых случаях может быть полезно, иметь уплотнитель на какой-либо поверхности каждой дискретной ленты.
Таким образом, в любом из способов, описанных здесь, в одном варианте осуществления вырубной элемент или вырубные элементы на полотне могут быть частично или полностью обрамлены полоской контактного клея на каждом периметре дискретной ленты до получения этикетки 70, с центральной чистой областью 60, внутри которой присутствует целиком или частично один или несколько вырубных элементов с закрытым или открытым контуром (см. Фиг.33A и 33B). В одном варианте осуществления этикетка 70 отделена от каких либо швов по периметру готовой упаковки. Центральная область 60 может быть исходно покрыта контактным клеем, вдоль оставшейся части этикетки, и после этого центральная область может быть заглушена с применением методик экранирования, например, с помощью штамповки сверху лака в качестве экранирующего материала. Экранирование центральной области каждой этикетки 70 в серии этикеток, и общее производство этикеток, может быть выполнено с применением флексографических способов изготовления этикеток.
Этикетка 70 может быть изготовлена с помощью других обычных методик производства этикеток, известных специалистам в данной области техники. Запас этикеток в соответствии с настоящим изобретением готовят путем нанесения и отверждения или сушки контактного клея на антиадгезионной подложке (бумаге или пленке). Покрытую контактным клеем антиадгезионную подложку затем присоединяют к основной полоске так, чтобы контактный клей удерживался между основной полоской и антиадгезионной подложкой. Области этикетки, которые должны быть свободными от адгезивного средства, затем «экранируют» путем помещения рулона этикеток на пресс (такой, как производится Mark Andy или Propheteer), отматывания от рулона и отделения подложки от основной полоски (оставляя контактный клей приклеенным к основной полоске), с последующим экранированием адгезивного средства, обычно путем избирательного нанесения на необходимые чистые области покрытия, такого как УФ-отверждаемый покровный лак (OPV), отверждения OPV, и повторного сопряжения основной полоски с антиадгезионной подложкой. На основную полоску затем могут быть напечатаны регистрационные отметки, если необходимо. Альтернативно, на основной полоске могут быть отпечатаны регистрационные отметки раньше в процессе. Этикетки обрезают по форме штамповочным прессом - обычно по несколько полосок за один раз, в зависимости от размера этикеток и ширины пресса, а неиспользованные части запаса этикеток, называемые «матрицей» или «отходами», отделяют, сматывают и выбрасывают. Завершающие этапы включают разрезание до ширины и сматывание этикеток в рулоны. Рулон этикеток, изготовленный таким образом, устанавливают на аппликатор этикеток 72 (см. Фиг.14A).
Альтернативно, этикетки могут быть изготовлены путем нанесения контактного клея непосредственно на основную полоску, и экранирования контактного клея в необходимых участках, как описано выше. Здесь нет подложки, когда этикетки (т.е. основная полоска с покрытием из контактного клея, как описано) наматываются в рулон, как лента. Этикетки могу быть перфорированными в области между ними в направлении полотна. Нет необходимости удаления «матрикса» или «отходов», поскольку они либо обрезаются при нанесении, либо отделяются по перфорациям. Завершающие этапы включают разрезание до ширины и сматывание этикеток в рулоны. Рулон этикеток, изготовленный таким образом, устанавливают на аппликатор этикеток 72 (см. Фиг.14A).
Этикетки могут иметь любую необходимую форму для соответствия форме вырубного элемента на полотне. Например, при рассматривании сверху, центральная секция верхнего края этикетки может быть ниже внешних краев этикетки, чтобы обеспечить поворот клапана до степени, обеспечивающей доступ к внутренней части после открывания. Следовательно, внешние концы должны быть слегка выше, чтобы покрывать «сгибы для снятия напряжения» в некоторых вариантах осуществления вырубных элементов, образующих концы открывающегося клапана, обеспечивая герметичность упаковки перед открыванием, если необходимо.
Для простоты, этикетка 70 не показана на Фиг.33A и 33B пунктирной линией, но нужно понять, что этикетка 70 прикрепляется к внутренней поверхности первой боковой панели 12. Подобным образом, чтобы продемонстрировать расположение этикетки 70, на Фиг.33A показана этикетка 70 без вырубного элемента 21 на полотне. Вырубной элемент фактически предварительно установлен на плоско уложенном полотне перед нанесением этикеток 70 (см. Фиг.14A).
Таким образом, этикетки обеспечивают функцию повторного закрывания (с помощью контактного клея) упаковки, а рамки вырубного элемента в полотне обеспечивают легкую вскрываемость упаковки. В случае вырубного элемента с открытым контуром, может присутствовать клапан.
В вариантах осуществления, где вырубной элемент полностью обрамлен полосками контактного клея, герметичность обеспечивается в упаковке без необходимости в наличии швов (иных, чем швы по периметру), таких как промежуточный шов 38, хотя шов 38, тем не менее, может быть установлен для улучшения эргономики открывания упаковки. Если герметичность не требуется, часть вырубного элемента может быть снаружи рамки этикетки.
Этикетки можно наносить в периодическом режиме на плоско уложенное полотно, как показано на Фигуре 14A. Аппликатор этикеток 72 наносит этикетки 70 на первую поверхность плоско уложенного полотна. Можно применять любой поточный аппликатор этикеток, такой как те, что доступны от Label-Aire из Фуллертона, Калифорния, или Area Etichette SPA, Милан, Италия.
Для начала нанесения этикеток 70 на плоско уложенное полотно 41, датчик или другое подходящее индикаторное устройство обнаруживает индикаторную отметку, или другую подходящую характеристику, предварительно отмеченную с предварительно заданными интервалами на полотне, на движущемся полотне, которое находится на известном расстоянии от вырубного элемента на полотне. Датчик передает сигнал аппликатору этикеток 72 для начала процесса наклейки этикеток. Аппликатор этикеток индексирует антиадгезионную подложку, содержащую серию этикеток, которые обрезаются до формы, обсуждаемой выше, так, чтобы соответствовать скорости продвижения полотна, и вытягивает подложку вокруг острого угла. Ведущий край этикетки высвобождается от антиадгезионной подложки, и ведущий край касается полотна в необходимой точке в отношении вырубного элемента. Затем прилагается давление для приклеивания этикетки к полотну любыми подходящими средствами, такими как кисть или валик 73. Можно также применять альтернативные способы нанесения, такие как набивка, или бесконтактный перенос этикетки сжатым воздухом, как известно специалистам в данной области техники. Этикетки без подложки наносят подобным образом с помощью аппликаторов этикеток, поставляемых Area Etichette, например, без необходимости перематывания подложки. Этикетку либо обрезают по длине, либо вытягивают от рулона этикеток на перфорациях между этикетками.
F. Мешки с боковыми швами
В одном варианте осуществления, иллюстрированном на Фиг.34 и 35, упаковка в соответствии с настоящим изобретением может быть изготовлена с применением других обычных видов оборудования и способов для производства мешков. Мешки часто готовят в виде мешков с боковыми швами. Мешок с боковыми швами имеет заводские термосварные швы на противоположных краях мешка. Дно мешка формируют из одной или двух складок пленки, созданной при экструзии трубки для мешка во время производства. Противоположную складку пленки разрезают до формирования горловины мешка. Мешок обычно готовят из длинной трубки для мешков. Способ изготовления мешков с боковыми швами описан в патенте США №2008/0138478 A1 (Ebner et al), включенном посредством ссылки во всей полноте.
На Фиг.34 и 35 показан мешок 180. На Фиг.34 показан мешок с боковым швом 180, в плоско уложенном виде; на Фиг.35 показан вид на поперечном разрезе через секцию 15-15 Фиг.34. Со ссылкой на Фиг.34 и 35 вместе, мешок с боковым швом 180 содержит полотно 182, первый край 184, определяющий открытую горловину, краевую складку 190, первый боковой шов 192 и второй боковой шов 194. Дискретную ленту устанавливают на отдельный мешок, или на трубку для мешка с прорезью, которую затем разрезают и сшивают с предварительно определенными интервалами для приготовления ряда мешков с боковыми швами 180, с помощью любого подходящего способа, такого как способы, описанные здесь.
Мешок с вырубным элементом и дискретной лентой, расположенной на нем, можно изготовить путем экструзии термопластической трубки для приготовления трубки для мешков; высекания штампом трубки для мешка с предварительно заданными интервалами; разрезания трубки на одном продольном крае; и периодического поперечного обрезания и сшивания трубки для мешков для изготовления множества индивидуальных мешков с дискретной лентой, установленной на них. Дискретная лента и вырубной элемент могут функционировать, как описано для других вариантов осуществления и способов, с обеспечением легко вскрываемой и повторно закрываемой упаковки. Некоторые из этапов, изложенных в US 2008/0138478 A1, для приготовления мешка, являются факультативными по отношению к настоящему изобретению; такие этапы включают облучение и ориентирование трубки.
Способ операции
При открывании упаковки с Фиг.28A-28D вырубной сегмент 56, определенный первым вырубным элементом с замкнутым контуром 21 (см. также Фиг.29A-29D) захватывают рукой и оттягивают от первой боковой панели. Клапан 26 затем захватывают вдоль второго вырубного элемента 36 и оттягивают назад по направлению к первому концу упаковки вдоль поворотного пункта клапана 58. Конец полоски 10, ближайший к клапану 26, затем захватывают и оттягивают от второй боковой панели 14, разламывая легко вскрываемый шов для доступа к продукту во внутренней части 57 упаковки. При этой последовательности открывания, прикрепление в участке «А» между поверхностями 23 и 27 первой боковой панели 12 обычно остается интактным, так что часть полоски 10 остается на поверхности 27 и в контакте с ней. Здесь и на Фиг.30D присутствует более одного вырубного элемента. Первый вырубной элемент в некоторых вариантах осуществления имеет закрытый контур, т.е. вырубной элемент определяет вырубной сегмент, который можно сместить или полностью удалить от первой боковой панели упаковки. Второй вырубной элемент может также иметь закрытый контур (см., например, Фиг.30D), или иметь открытый контур и поворотную ось (Фигуры 29A-29D), так чтобы клапан, образованный вторым вырубным элементом и осью вращения, можно было открыть без удаления клапана с первой боковой панели упаковки. Альтернативно, можно применять единственный вырубной элемент, либо с закрытым контуром (Фиг.30B, 30E, 30F), либо включающий ось вращения (Фиг.30C). Каждый вырубной элемент может иметь любую подходящую конфигурацию и глубину. В области участка «C» первого вырубного элемента на первой боковой панели с Фиг.2A и 28A, нет ни шва, ни контактного клея, удерживающего полоску на внешней поверхности 27. При этом остается область в упаковке, где часть первой боковой панели можно относительно легко удалить. Слой контактного клея 19 обнажается, когда упаковку открывают, в каждом из этих вариантов осуществления. Для повторного закрывания упаковки часть второй боковой панели можно сложить для контакта с клеем; или клапан панельной секции можно опустить на контактный клей. Упаковку можно открыть и повторно закрыть несколько раз. Когда упаковку открывают, контактный клей располагается обращенным к внешней части упаковки. Это особенно удобно для продуктов питания, где нежелательно, чтобы контактный клей был обращен к внутренней части упаковки, и таким образом, был возможен его контакт с продуктом.
Способ нанесения слоя контактного клея на основную полоску
На Фиг.32 показан способ нанесения слоя контактного клея на основную полоску для приготовления дискретной ленты, включающий следующие этапы:
1) продвижение основной полоски 10 подходящими средствами передвижения (не показаны, и хорошо известны в данной области техники, такие как мотор) от рулона 90.
2) Факультативно, обработка коронированием поверхности 23 с применением обычного аппарата для коронирования 92 для подготовки к нанесению контактного клея на обработанную поверхность. Контактный клей может прилипать к полоске 10 без обработки коронированием. Однако в данном варианте осуществления в зависимости от выбранных материалов контактный клей может, при открывании упаковки, проявлять когезионное разрушение, или чередующееся адгезионное разрушение, т.е. некоторая часть контактного клея может прилипать к полоске 10, а некоторая часть - к поверхности 27.
3) нанесение слоя контактного клея 59 по существу на всю поверхность 23 полоски 10. Показан обычный аппликатор контактного клея 94 при нанесении клея на поверхность, обработанную коронированием 23. Контактный клей может иметь любой подходящий состав и толщину. Толщина слоя контактного клея может меняться от одной части покрытой поверхности к другой. Это приемлемо в той степени, в которой готовая упаковка функционирует назначенным способом в отношении повторной закрываемости. В качестве альтернативы, копировальную бумагу, покрытую силиконом, можно покрыть контактным клеем, а покрытую контактным клеем бумагу ламинировать для присоединения к полоске 10, обработанной коронированием. Когда прокладку удаляют, контактный клей остается на полоске 10.
4) обеспечение чистой области в избранной части поверхности 23.
5) отверждение слоя контактного клея. Отверждение можно осуществить любым подходящим способом, с учетом типа используемого контактного клея, включая сушку горячим воздухом с помощью обычной сушилки с горячим воздухом 96.
6) продвижение полученной ленты 8 к принимающему рулону 98.
Способ изготовления вырубного элемента на полотне
Обычный штамповочный пресс можно применять для создания первого вырубного элемента 21, и факультативно одного или нескольких дополнительных вырубных элементов 36 на полотне, используемом для изготовления первой боковой панели 12. Вырубные элементы могут быть получены с помощью любого подходящего способа и оборудования. Можно применять любую подходящую модель вырубного элемента, с открытым или закрытым контуром, если она обеспечивает легко вскрываемую упаковку, в которой можно получить доступ к продукту с помощью клапана, созданного по меньшей мере частично вырубным элементом. Альтернативные модели включают эллиптическую, овальную, треугольную форму, форму треугольника с прямым углом, форму песочных часов, форму «кости», и другие правильные и неправильные формы.
Вырубной элемент проходит полностью через панельную секцию, или может проходить через большую часть, но не по всей толщине панельной секции. Вырубной элемент может проходить через, например, по меньшей мере 50% от толщины первой боковой панели, например, по меньшей мере 60%, по меньшей мере 70%, по меньшей мере 80%, по меньшей мере 90%, по меньшей мере 95%, или 100% от толщины первой боковой панели 12.
Лазерная система может быть сконструирована для получения лазерного разреза, который частично или полностью разрезает панель, или альтернативно, вырубной элемент может быть получен с применением системы механической резки, с помощью ротационных гравировальных штампов, или фасонных ножевых штампов, опирающихся на подвижную плоскую поверхность, как применяется в поршневых прессах. Выбор методики штампования высечкой зависит от нескольких факторов, включая толщину и физическую природу штампуемой пленки или полотна.
Вырубной элемент иногда может иметь характеристику, обеспечивающую признаки вскрытия.
Нанесение контактного клея на полоску, штампование высечкой полотна, используемого для получения первой боковой панели, и сборку упаковки, включающей полотно с вырубным элементом и полоску, покрытую контактным клеем, можно выполнять в одном участке, но более практично выполнять их на одном или нескольких отдельных участках, со сборкой упаковки упаковщиком с применением предварительно подготовленной полоски, покрытой контактным клеем, и полотна с вырубным элементом, изготовленных в другом месте и заблаговременно перед процессом упаковки.
Примеры упаковки
Пример 1. Упаковку готовили в соответствии с вариантом осуществления, показанным на Фигуре 2D и описанном здесь, в горизонтальной системе формирования/наполнения/укупорки. Первая и вторая боковые панели 12 и 14, соответственно, каждая содержит H7530B, слоистый материал, имеющий состав:
Где ПЭТ является биаксиально ориентированной полиэфирной пленкой, а соэкструдированная барьерная пленка имеет конструкцию:
Общая толщина соэкструдированной барьерной пленки составляет примерно 2,50 мил. Калибр слоев в мил для каждого слоя указан под каждым слоем. Слой 7 является слоем барьерной пленки, приклеенным с помощью адгезивного средства к ПЭТ пленке. Слой 1 является термоуплотнительным слоем пленки, а ЭАО (PE2) из слоя 1 образует внутреннюю или уплотняющую поверхность упаковки, обращенную к содержащемуся в ней продукту, а ПЭТ образует внешнюю или наружную поверхность упаковки. Толщина ПЭТ пленки составляет примерно 0,48 мил. Общая толщина слоистого материала составляет примерно 3,0 мил.
Альтернативные варианты для состава слоя 7 включают различные комбинации материалов, в том числе:
- 96% PE3 + 4% AB1.
- 100% PE3.
- 76% PE3 + 20% PE8 + 4% AB1.
Основная полоска упаковки является пленкой, ламинированной экструзией, имеющей состав:
Общая толщина основной полоски составляет примерно 3,5 мил. Калибр слоев в мил для каждого слоя указан под каждым слоем. Слой 5 является слоем основной полоски, на который нанесен по трафарету контактный клей. Слой 1 является слоем основной полоски, обращенным к внутренней части упаковки.
Перед изготовлением упаковки контактный клей (acResin® A 204 UV), содержащий 15% вещества, повышающего клейкость (синтетической смолы FORAL® 85) по массе от общей композиции контактный клей/смола для повышения вязкости, наносили по трафарету на первую часть слоя 5 основной полоски, отверждали УФ-облучением композицию контактный клей/смола для повышения вязкости, и полученную ленту приклеивали контактным клеем к панельной секции H7530B (а именно, к слою 1 соэкструдированной барьерной пленки из H7530B слоистого материала), в то время как последняя находилась в плоско уложенном состоянии. Вырубной элемент с закрытым контуром готовили на полотне с помощью CO2 лазера перед нанесением ленты на полотно; вырубной элемент определял вырубной сегмент, который располагали так, чтобы получить упаковку, показанную на Фигуре 2D.
Пример 2. Готовили упаковку, подобную упаковке из Примера 1, но в которой применяли 25% смолы для повышения вязкости в композиции контактный клей/смола для повышения вязкости.
Пример 3. Готовили упаковку, подобную упаковке из Примера 1, но в которой соэкструдированная барьерная пленка из первой и второй боковой панели была девятислойной пленкой с составом, очень схожим с семислойной конструкцией пленки из Примера 1, но с дополнительным промежуточным слоем EV1 и дополнительным промежуточным слоем из ПЭНП или смеси, содержащей ЛПЭНП.
Пример 4. Готовили упаковку, подобную упаковке из Примера 2, но в которой соэкструдированная барьерная пленка из первой и второй боковой панели была девятислойной пленкой с составом, очень схожим с семислойной конструкцией пленки из Примера 1, но с дополнительным промежуточным слоем EV1 и дополнительным промежуточным слоем из ПЭНП или смеси, содержащей ЛПЭНП.
Вышеприведенные описания являются вариантами осуществления настоящего изобретения. Все доли и проценты являются массовыми, если не указано иное или величина хорошо известна в данной области техники. За исключением формулы изобретения и специальных примеров, или там, где ясно указано иное, все численные величины в настоящем описании, указывающие на количество материала, условия реакции, условия применения, молекулярные массы, и/или число углеродных атомов и тому подобное, необходимо понимать как модифицируемые понятием «примерно» для описания в самом широком объеме изобретения. Любая ссылка на пункт в описании или элемент в формуле изобретения в единственном числе не должна рассматриваться как ограничивающая пункт или элемент единственным числом, если это прямо не указано. Все ссылки на тесты ASTM относятся к самой последней, действующей в настоящее время и опубликованной версии указанного теста ASTM, по состоянию на момент подачи данной заявки. Каждый такой опубликованный ASTM способ анализа включен здесь посредством ссылки во всей полноте.
Термины, обозначающие полимеры, такие как полиэфир, полиамид и полиолефин, относится как к их гомополимерам, так и к сополимерам, если не указано иное.
Со ссылкой на чертежи, поток материалов осуществляется в направлении, указанном стрелками.
Специалисту в данной области техники понятно, что чертежи не обязательно приведены в масштабе, и некоторые характеристики изобретения могут быть графически преувеличены с целью разъяснения.
Полотно или полотна, используемые при производстве упаковки в соответствии с настоящим изобретением, и основная полоска в соответствии с настоящим изобретением, могут быть изготовлены любым подходящим способом, включая соэкструзию, нанесение покрытий экструзией, ламинирование экструзией и обычное ламинирование с применением полиуретана или других адгезивных средств. Эти производственные способы хорошо известны в данной области техники. Экструзию можно проводить с кольцевыми или плоскими пуансонами. Экструдат может быть выполнен с раздувом или может быть литым, и факультативно ориентированным в твердом состоянии, если необходимо. Можно выполнять химическую или электронную поперечную сшивку одного или нескольких слоев полотна или полоски. Как полотно, так и полоска могут продвигаться с помощью подходящих средств продвижения (не показаны, и хорошо известны в данной области техники, такие как мотор) из их соответствующих рулонов.
Упаковка в соответствии с настоящим изобретением может факультативно нести печатные символы, которые могут быть декоративными или информационными по природе. Декоративные печатные символы могут включать логотип, торговый знак, информацию о продукте и т.д. с текстом и/или графикой.
Печатные символы могут быть в форме информации, например, «легко открывается» или «открывать здесь». Они могут быть напечатаны вразброс (если не требуется регистрация), или рядом с первым концом упаковки. Информация может быть напечатана способом рельефной печати или оттиском с выворотной печатной формы.
В некоторых вариантах осуществления, таких как те, что показаны на Фиг.8-14, может быть удобно приклеить дискретную ленту к плоско уложенному полотну перед обработкой на оборудовании, или до обработки, когда лента расположена на полотне. Любые подходящие средства, такие как перманентное адгезивное средство или термосварка, можно применять для присоединения ленты к полотну, чтобы обеспечить сохранение положения ленты на полотне при обработке. В этих вариантах осуществления лента прикрепляется к полотну в промежутке между полотном и поверхностью ленты, содержащей слой уплотнителя, обеспечивающий относительно прочный шов. Лента может быть, например, прикреплена к полотну подходящим устройством (не показано), таким как аппарат для термосварки, расположенный под полотном (см. Фиг.8 и 12), в то время как полотно находится в плоско уложенном состоянии, пришивающий ленту к полотну. В данных вариантах осуществления поверхность дискретной ленты, содержащая легко вскрываемую поверхность, обращена от полотна, так что противоположная поверхность дискретной ленты присоединяется к полотну. Этот подход оставляет легко вскрываемую поверхность ленты не затронутой, пока упаковку готовят и закрывают, или, например, пока готовится клапан или сварной шов, соединяющий края полотна, на пакете.
В вариантах осуществления, раскрытых здесь, первый конец упаковки может быть зашит, обычно там, где два полотна применяют для изготовления упаковки. Альтернативно, первый конец упаковки может быть сложен, например, если одно полотно материала применяют для изготовления упаковки.
Настоящее изобретение, включая упаковку и способы, раскрытые здесь, обеспечено в нескольких вариантах осуществления при отсутствии: пластиковых застежек-молний; фланцевых застежек «press-to-close» или скользящих застежек; взаимозамыкающихся застежек; повторно герметизирующихся застежек с взаимозамыкаемыми элементами; взаимозамыкающихся элементов с ребрами и бороздками, имеющих штифтовой и гнездовой профили; взаимозамыкаемых чередующихся запирательных элементов в форме крючков, и тому подобного. Упаковка в соответствии с настоящим изобретением обеспечена в нескольких вариантах осуществления при отсутствии антиадгезивной подложки для слоя или покрытия из контактного клея. Ни одно из вышеупомянутых средств закрывания, застежек, элементов и т.д. не присутствует в упаковке в соответствии с настоящим изобретением.
Хотя изобретение описано в нескольких вариантах осуществления как упаковка, содержащая пакет, включающий первую и вторую боковую панель, каждая из которых имеет верхний край, первый боковой край, и второй боковой край, специалисту в данной области техники понятно, после прочтения данного описания, что в некоторых вариантах осуществления, где применяют единичное полотно, термины «боковая панель», «верхний край», «первый боковой край», «второй боковой край» и тому подобные применяют для удобства описания относительного размещения или участков на единичном полотне, из которого готовят пакет, так чтобы можно было описать общую конфигурацию упаковки и относительное размещение отдельных характеристик в соответствии с изобретением. Так, например, первая и вторая панели в варианте осуществления с единственным полотном в соответствии с изобретением могут просто определять участки пакета и упаковки, изготовленной из него, а боковые края являются просто линиями боковых концов в этих участках. В таких вариантах осуществления линия сочетания боковых краев является двумя боковыми складками полотна, определяющими боковые стороны упаковки. Напротив, в вариантах осуществления с двумя полотнами, каждое полотно при производстве имеет определяемые первый и второй боковые края, каждый из которых соединяется с соответствующим боковым краем второго полотна.
Хотя первая и вторая боковые панели показаны в различных вариантах осуществления как имеющие одну и ту же длину, вторая боковая панель может быть длиннее первой боковой панели, т.е. первый конец второй боковой панели может выступать за первый конец первой боковой панели, или наоборот. Выступающая часть может, например, иметь петельку с отверстием в ней, или функционировать как отгибающийся клапан для повторного закрывания упаковки после открывания.
В некоторых вариантах осуществления шов может быть выполнен наискось через два угла первой боковой панели упаковки в соответствии с изобретением, в положении, ближайшем к первому концу упаковки, так чтобы он перекрещивал и соединял два угла дискретной ленты с первой боковой панелью. Эти угловые швы могут быть полезны для облегчения повторного закрывания упаковки после открывания, и/или для обеспечения целостности упаковки перед первоначальным открыванием. Шов может перекрывать часть вырубного элемента 21 в первой боковой панели на верхних краях вырубного элемента. Факультативно, вырубной элемент может быть прерывистым в тех участках вырубного элемента, где присутствуют угловые швы.
В некоторых вариантах осуществления вырубной элемент может быть установлен на второй боковой панели рядом с ее первым концом, или с участком плоско уложенного полотна или сложенного полотна, который образует вторую боковую панель, которая может действовать как линия сгиба для облегчения повторного закрывания упаковки. Вырубной элемент, который может быть высечкой, может иметь любую подходящую форму, например, прямой линии, расположенной для облегчения или направления сгиба второй боковой панели для повторного закрывания упаковки после открывания.
Специалисту в данной области техники должно быть понятно, что при описании панели, полоски или тому подобного, присоединяемых к другой панели, полоске или тому подобному, присоединение выполняют обычными средствами, как описано, и типично проводят с шириной швов, принятой в промышленности для упаковок.
Упаковки в соответствии с различными вариантами осуществления изобретения, раскрытые здесь, можно факультативно вакуумировать или продувать газом, с применением иных обычных средств. Упаковка в соответствии с изобретением может содержать модифицированную атмосферу.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛЕГКООТКРЫВАЕМАЯ ПЕРЕЗАКРЫВАЕМАЯ УПАКОВКА | 2010 |
|
RU2517808C2 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ, ИМЕЮЩЕЕ СИСТЕМУ КРЕПЛЕНИЯ | 2014 |
|
RU2605180C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ, ИМЕЮЩЕЕ СИСТЕМУ КРЕПЛЕНИЯ | 2014 |
|
RU2604316C1 |
| СПОСОБ УПАКОВКИ ИЗДЕЛИЙ | 2004 |
|
RU2345893C2 |
| ПЕРЕНОСНОЙ КЛЕЕВОЙ СЛОЙ ДЛЯ ПРИМЕНЕНИЯ В ПРИКЛЕИВАЕМОМ К ТЕЛУ АБСОРБИРУЮЩЕМ ИЗДЕЛИИ | 2012 |
|
RU2601272C2 |
| СПОСОБ ПОЛУЧЕНИЯ УЛУЧШЕННЫХ ЗАЩИТНЫХ ЭКОЛОГИЧЕСКИ БЕЗОПАСНЫХ ПАКЕТА И УПАКОВКИ И ПРОДУКТОВ, ИЗГОТАВЛИВАЕМЫХ ИЗ НИХ | 2018 |
|
RU2774242C2 |
| УПАКОВКА, СОДЕРЖАЩАЯ ПОДДАЮЩУЮСЯ ПОВТОРНОМУ ЗАКРЫТИЮ ЗАСТЕЖКУ НА КЛЕЕВОЙ ОСНОВЕ, И СПОСОБЫ ЕЕ ФОРМИРОВАНИЯ | 2011 |
|
RU2561893C2 |
| КОНТЕЙНЕР ДЛЯ ХРАНЕНИЯ ПРОДУКТОВ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2001 |
|
RU2282571C2 |
| СПОСОБ (ВАРИАНТЫ) И УСТРОЙСТВО (ВАРИАНТЫ) ДЛЯ ИЗГОТОВЛЕНИЯ УПАКОВОК С ПРИВОДНЫМИ ЛЕНТАМИ И КОМПОНЕНТОВ ТАКИХ УПАКОВОК И УПАКОВКА | 2007 |
|
RU2448880C2 |
| ПОГЛОЩАЮЩИЙ ПРЕДМЕТ ОДЕЖДЫ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2006 |
|
RU2410068C1 |
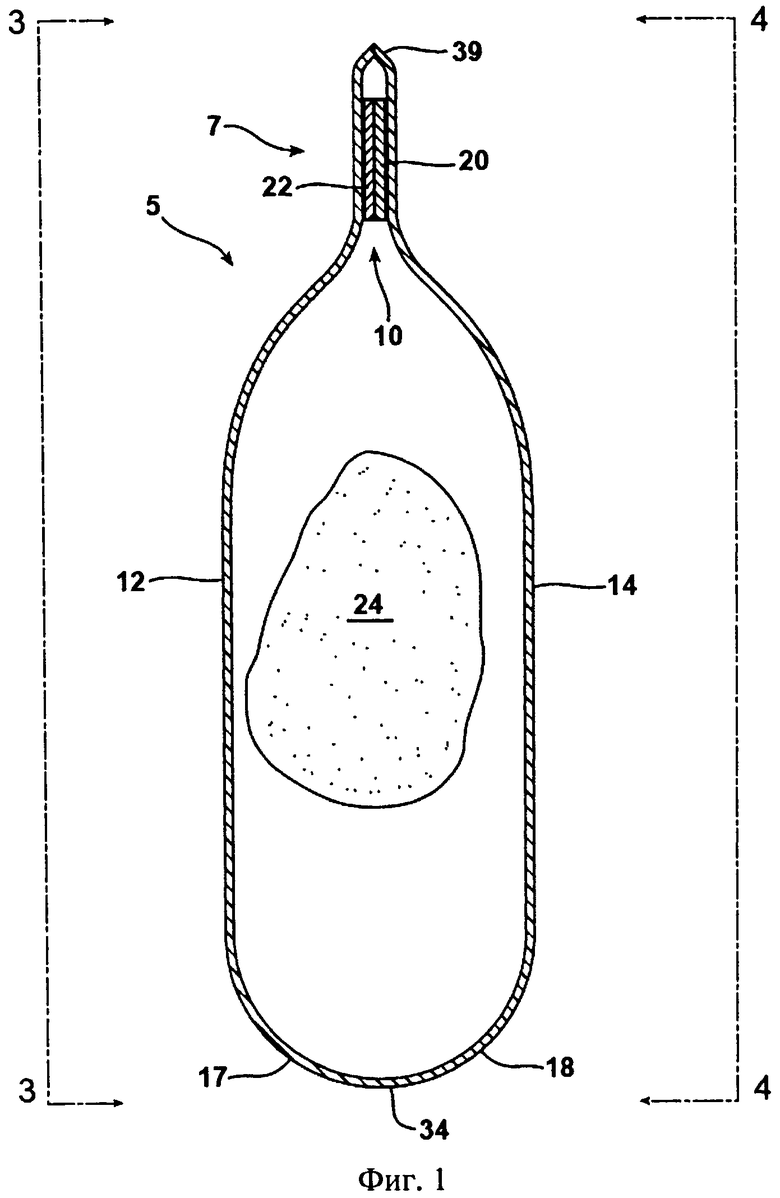
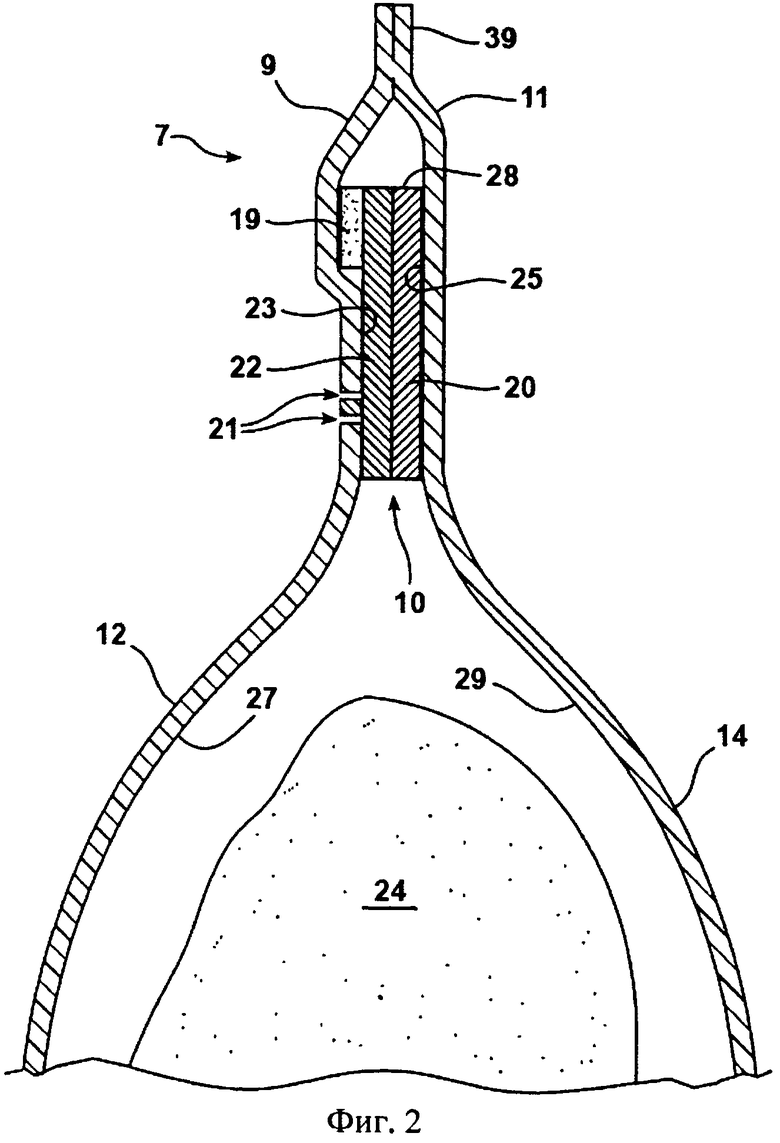
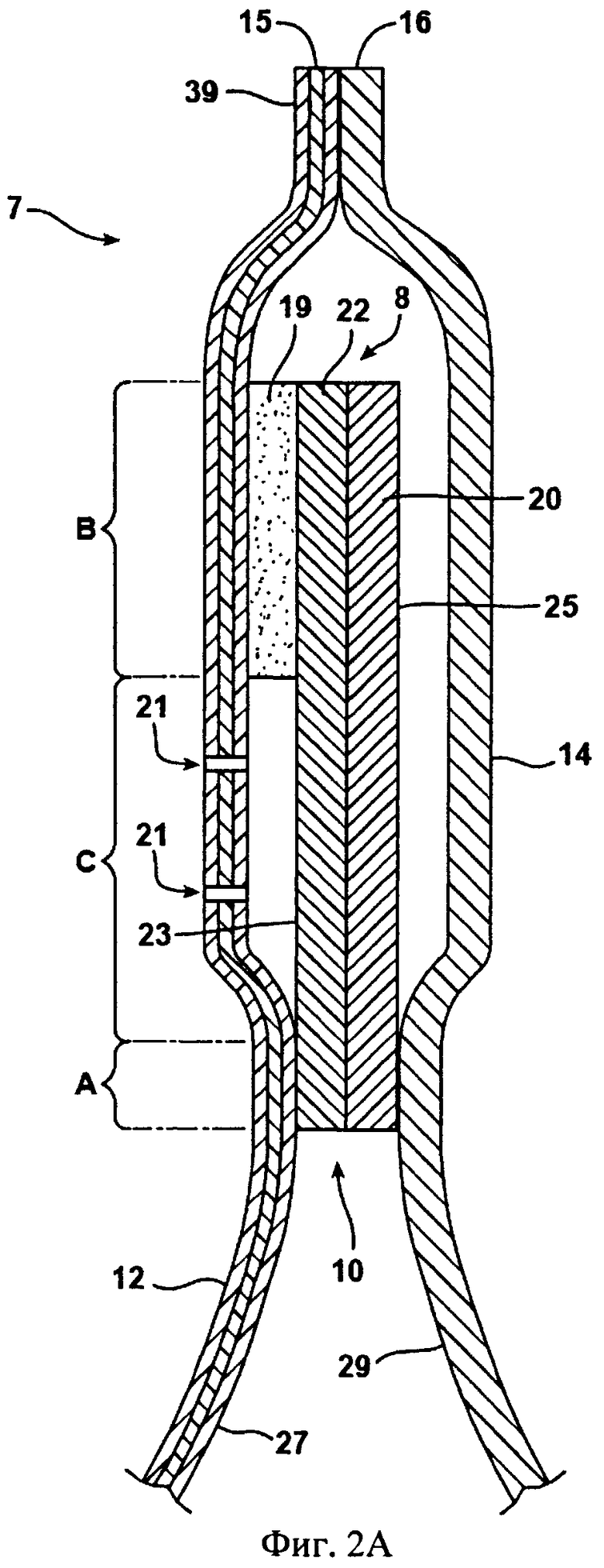
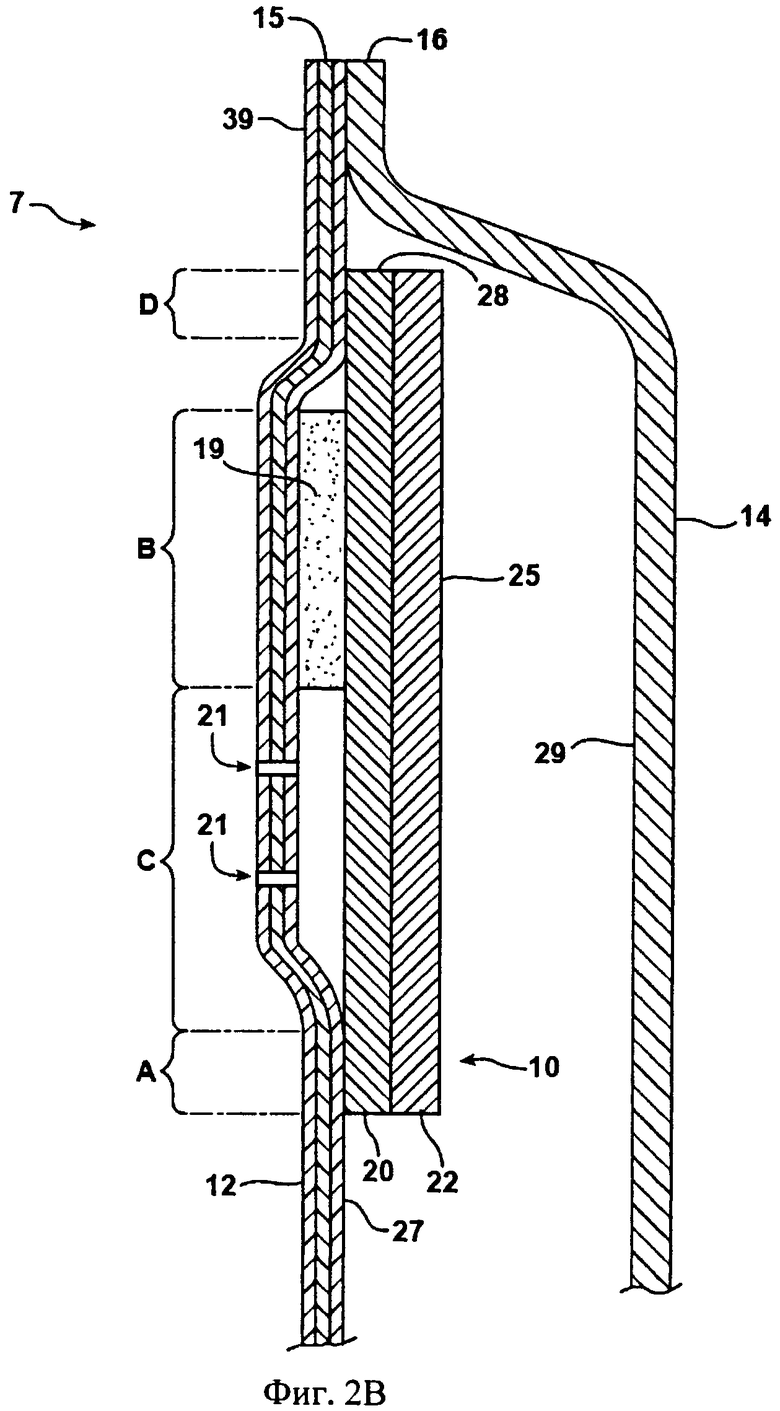
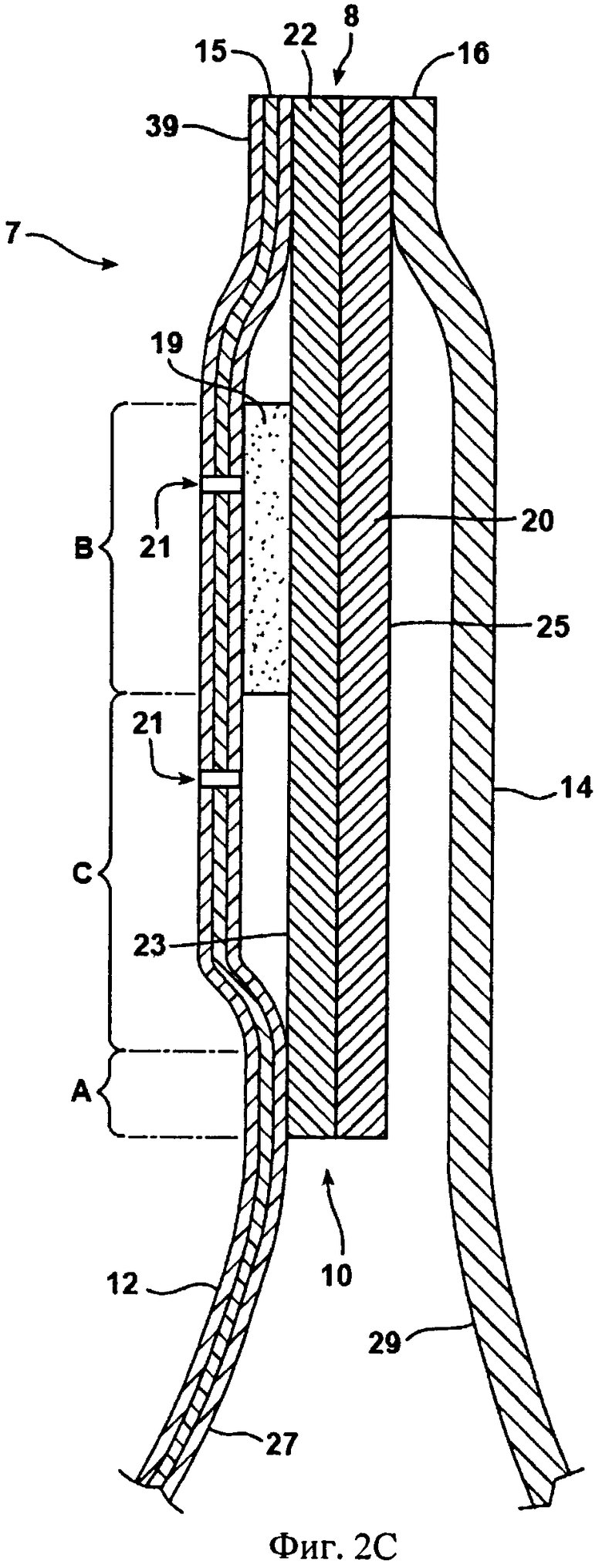
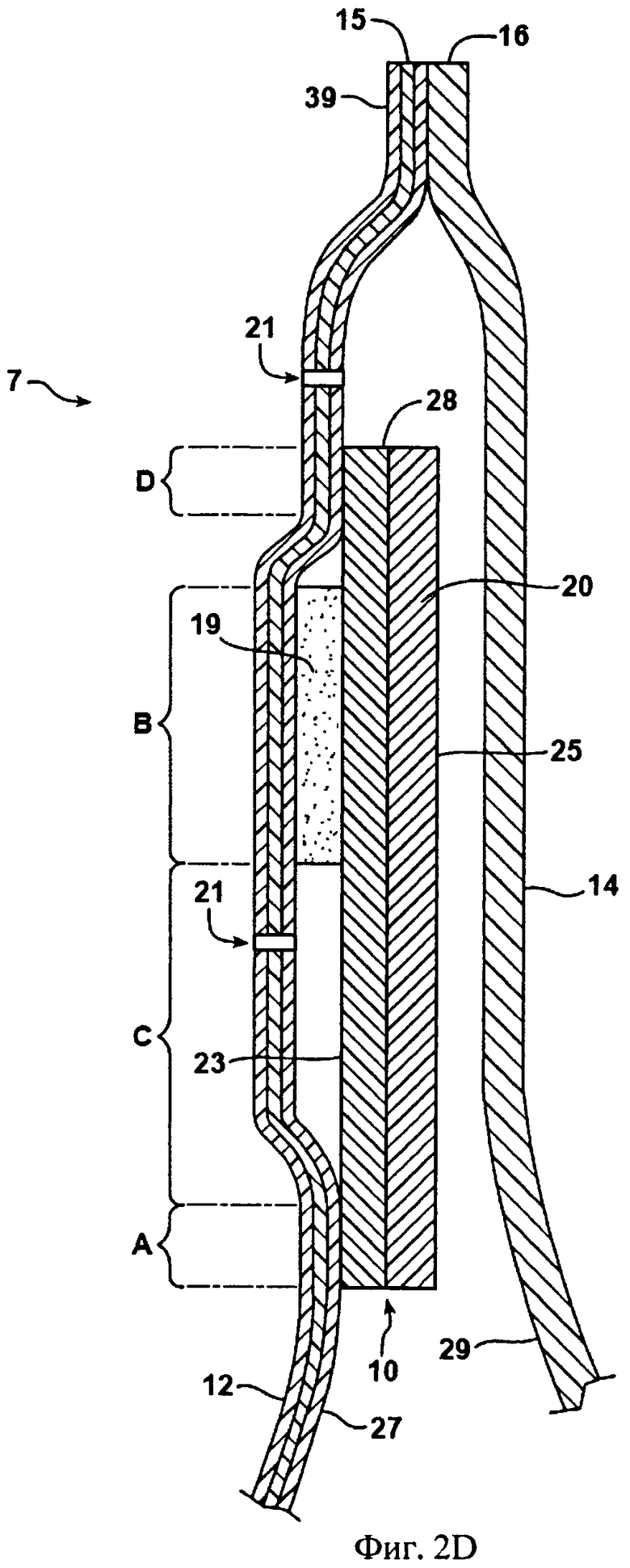
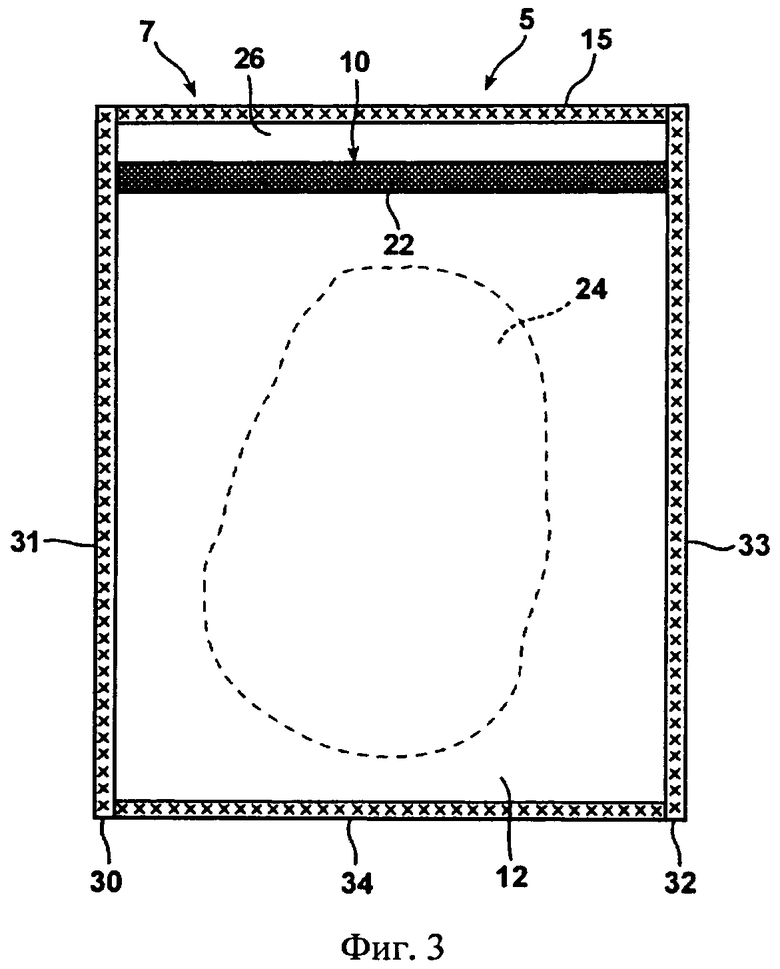
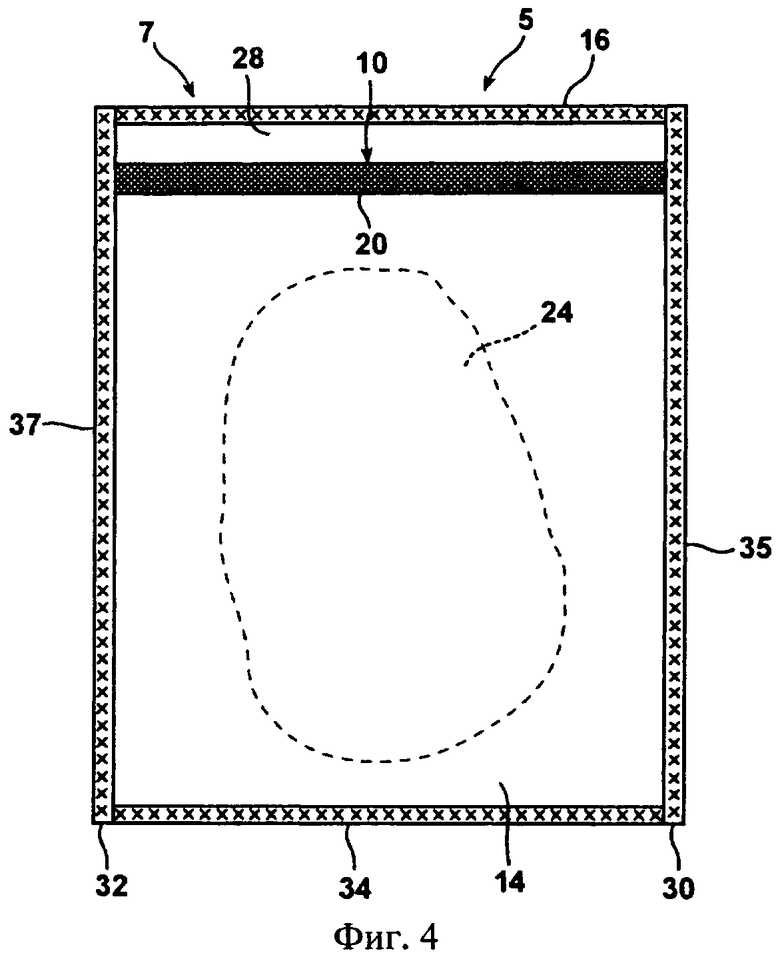
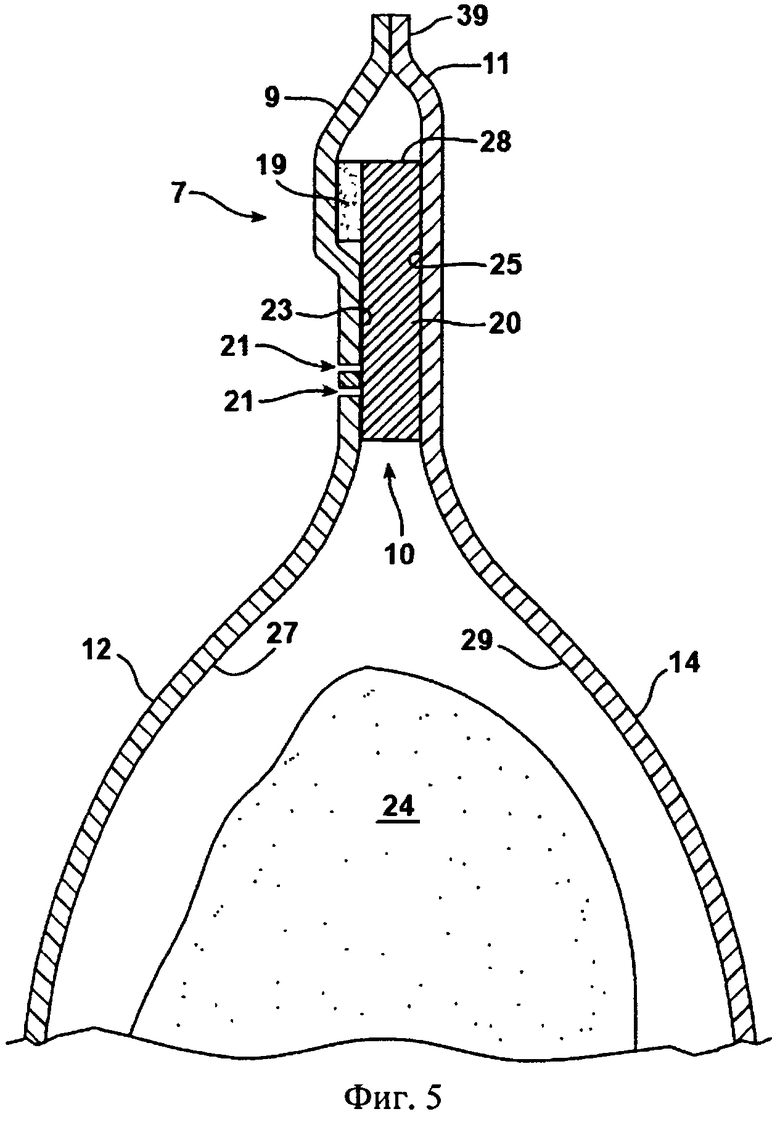
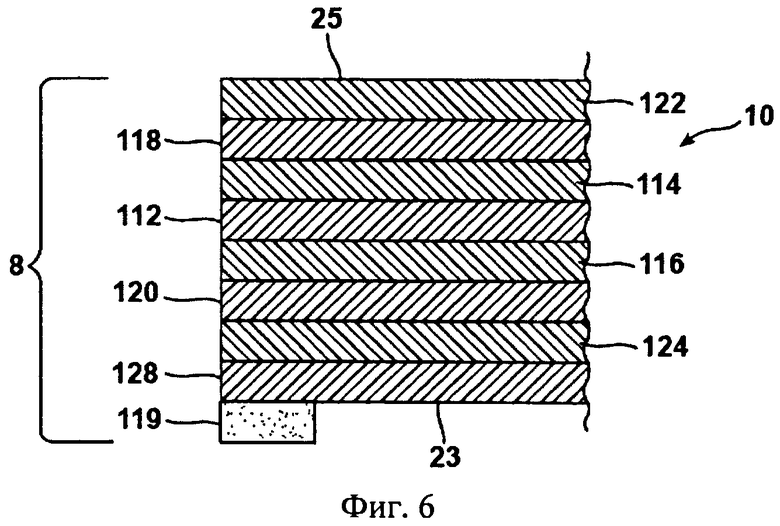
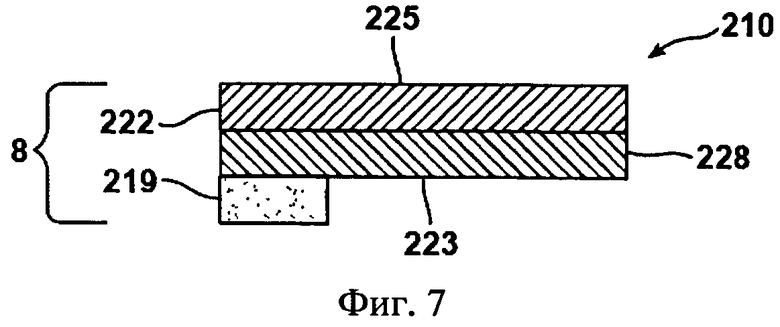
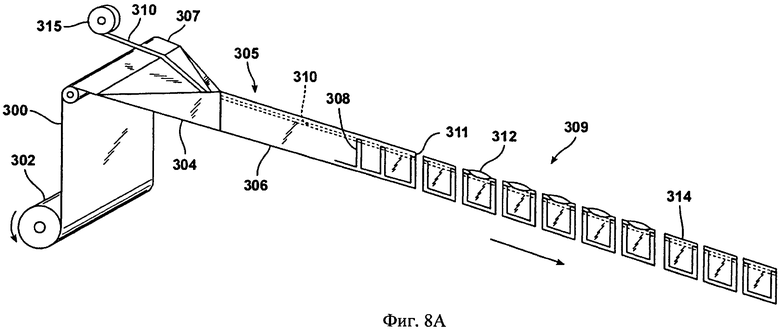
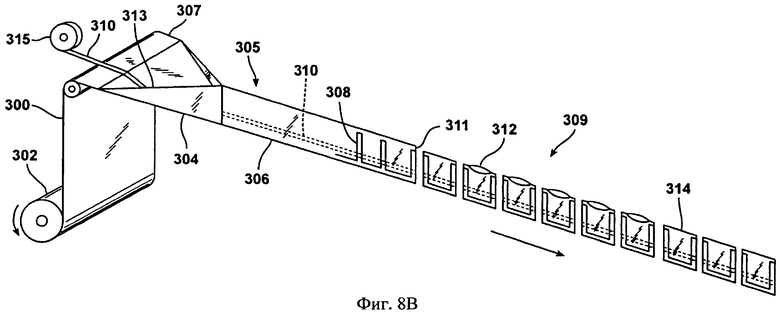
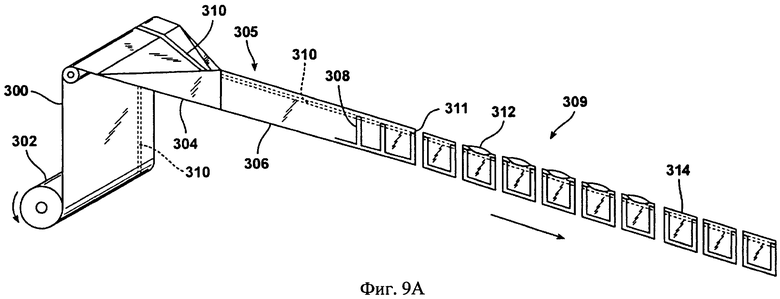
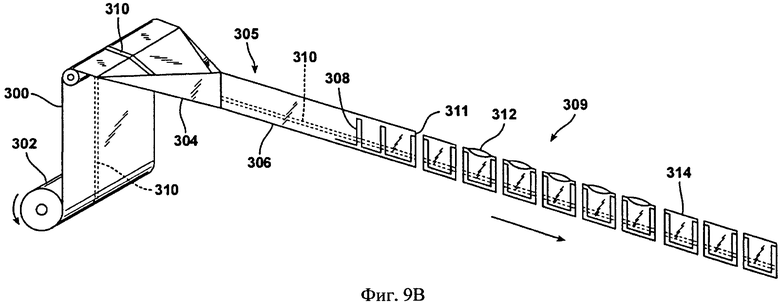
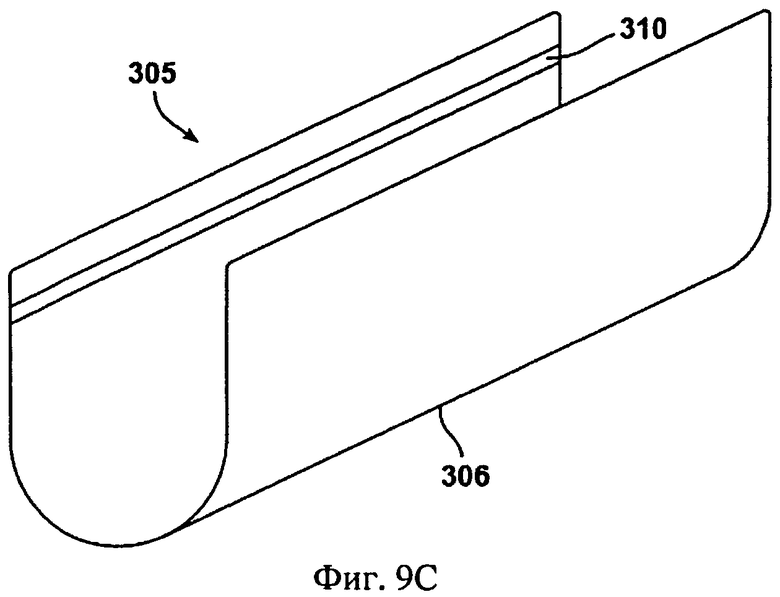
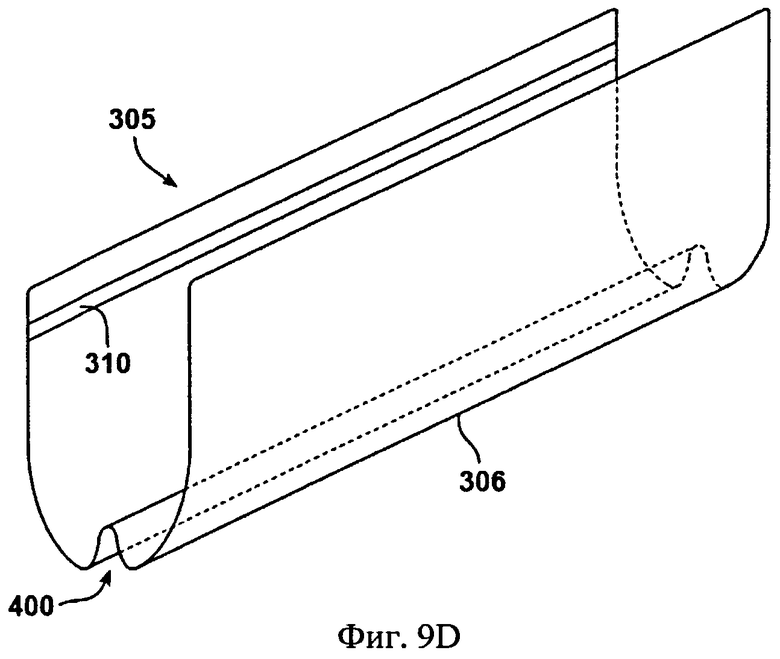
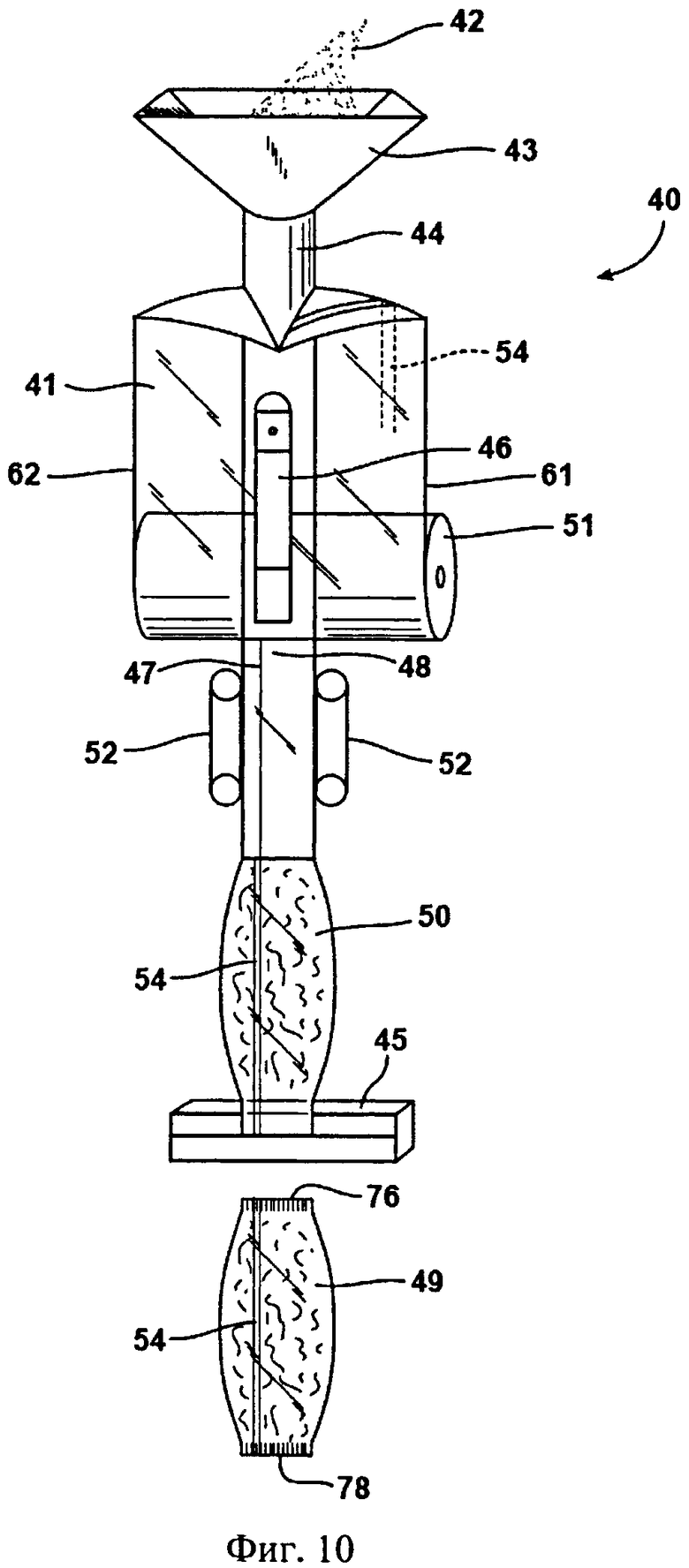
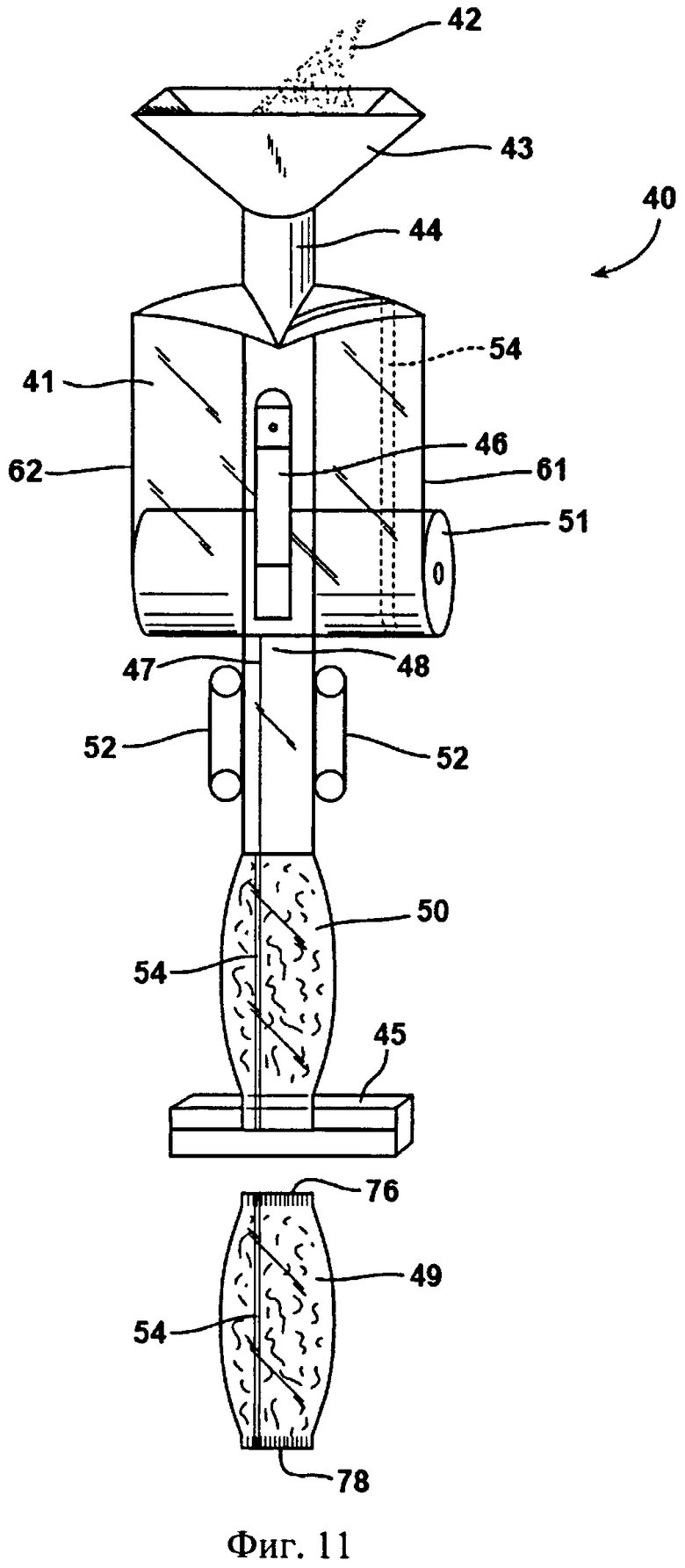
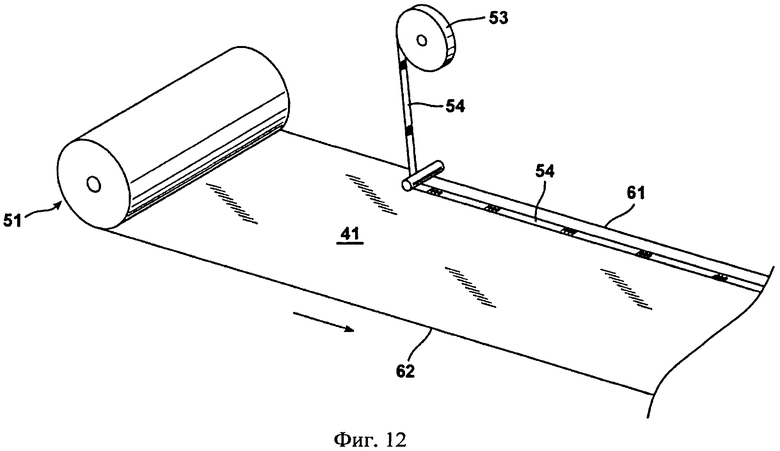
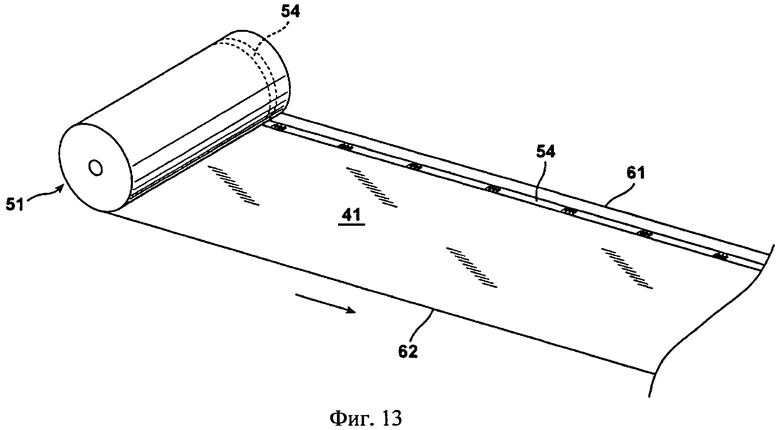
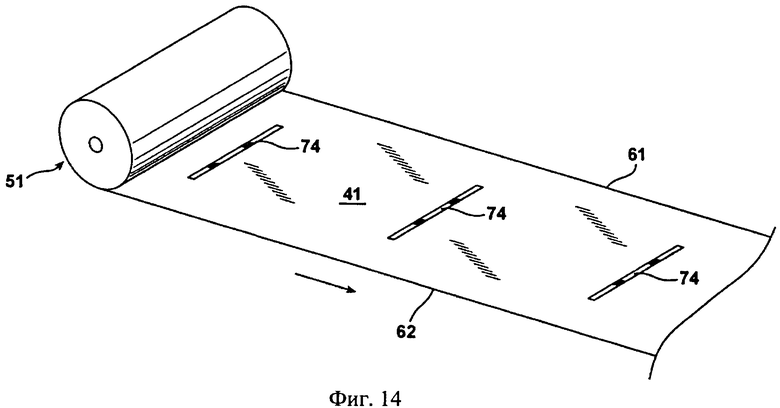
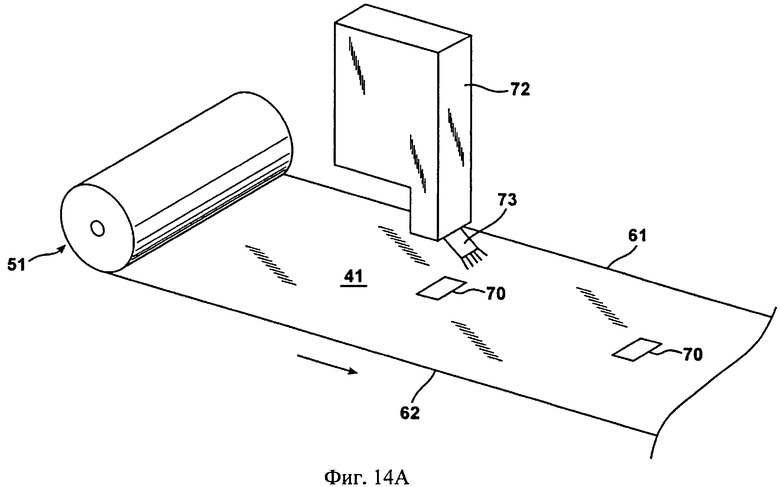
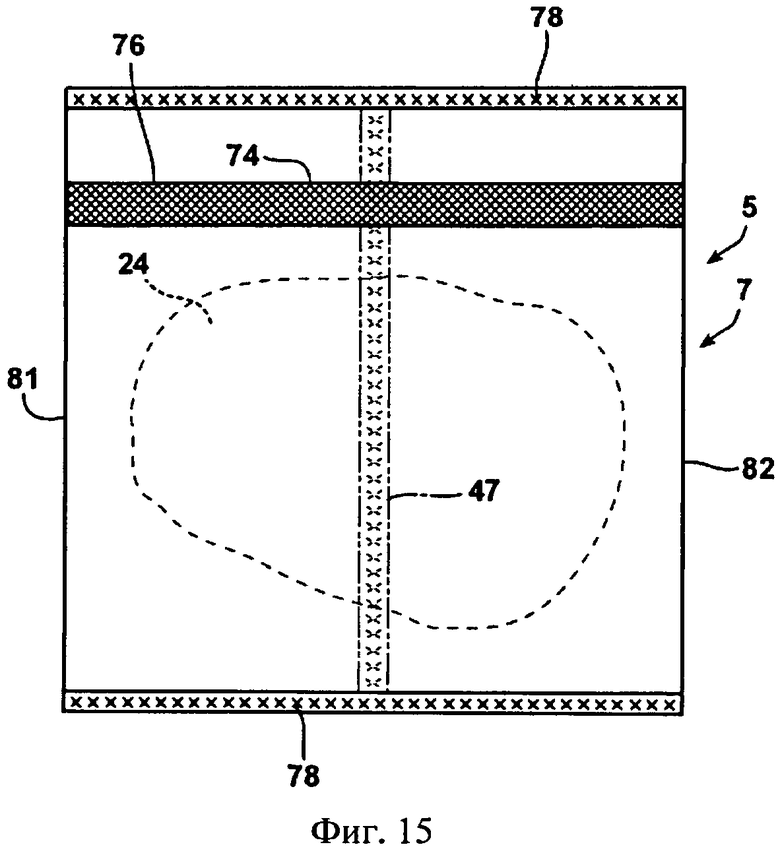
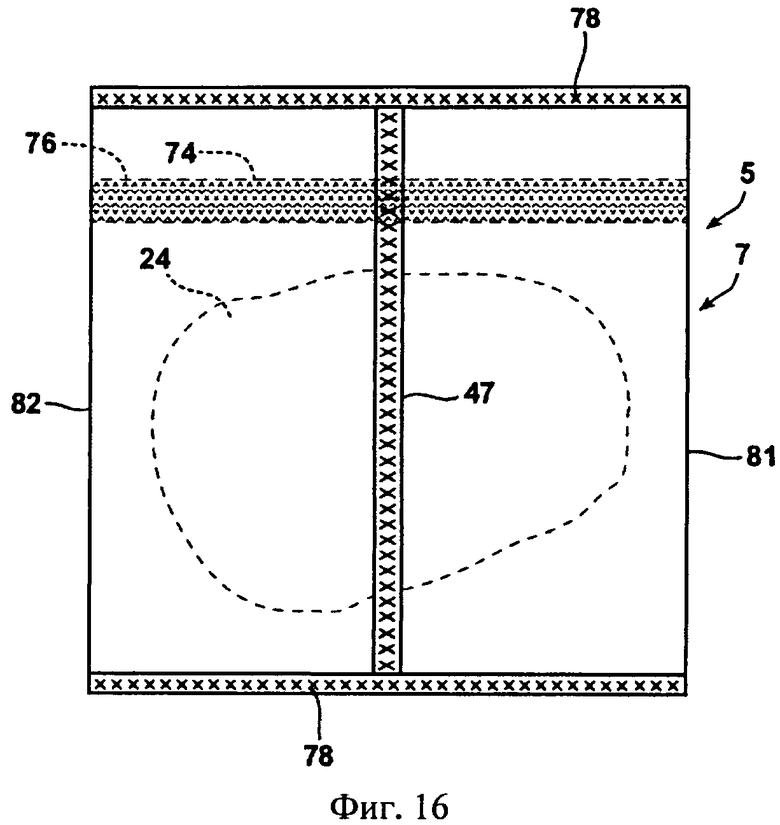
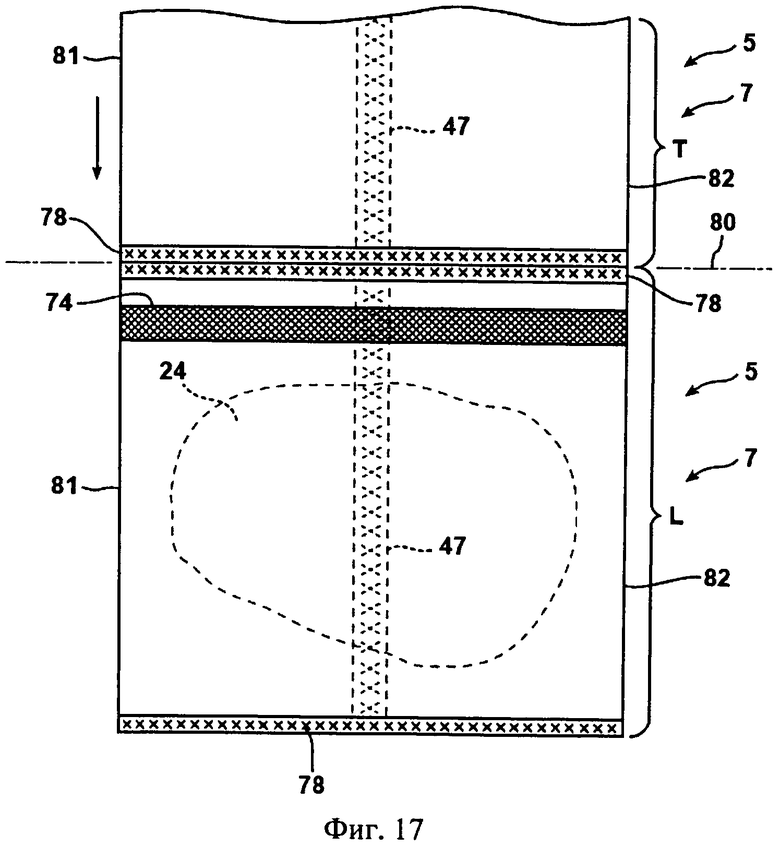
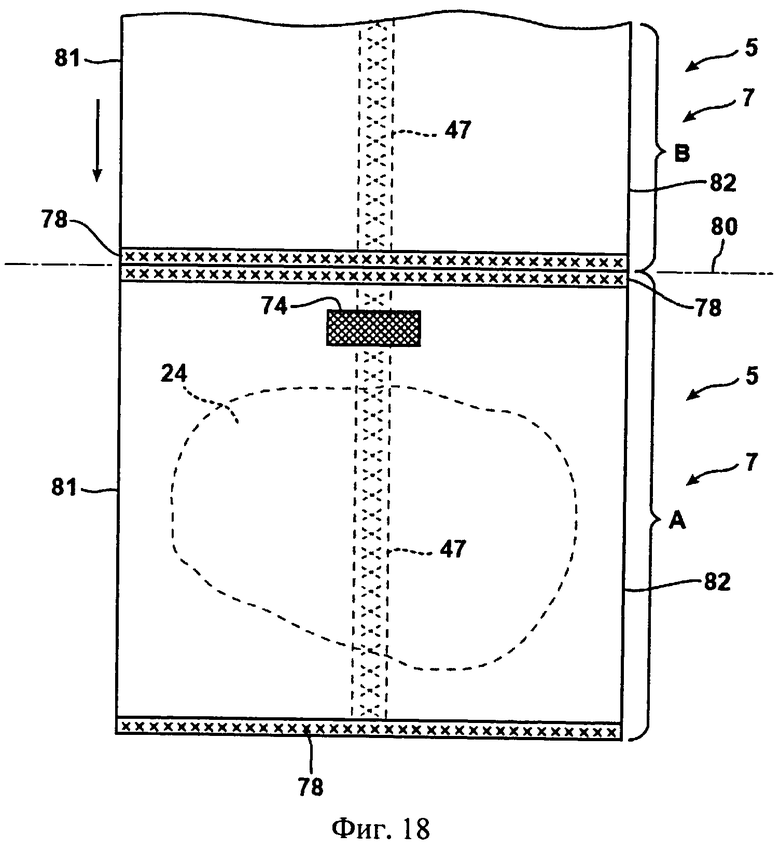
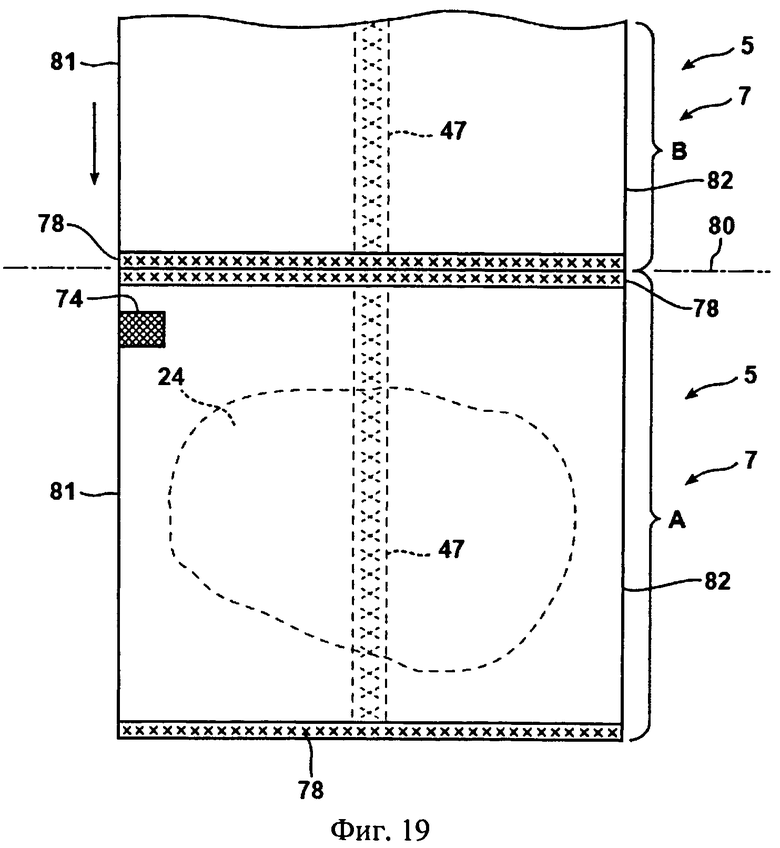
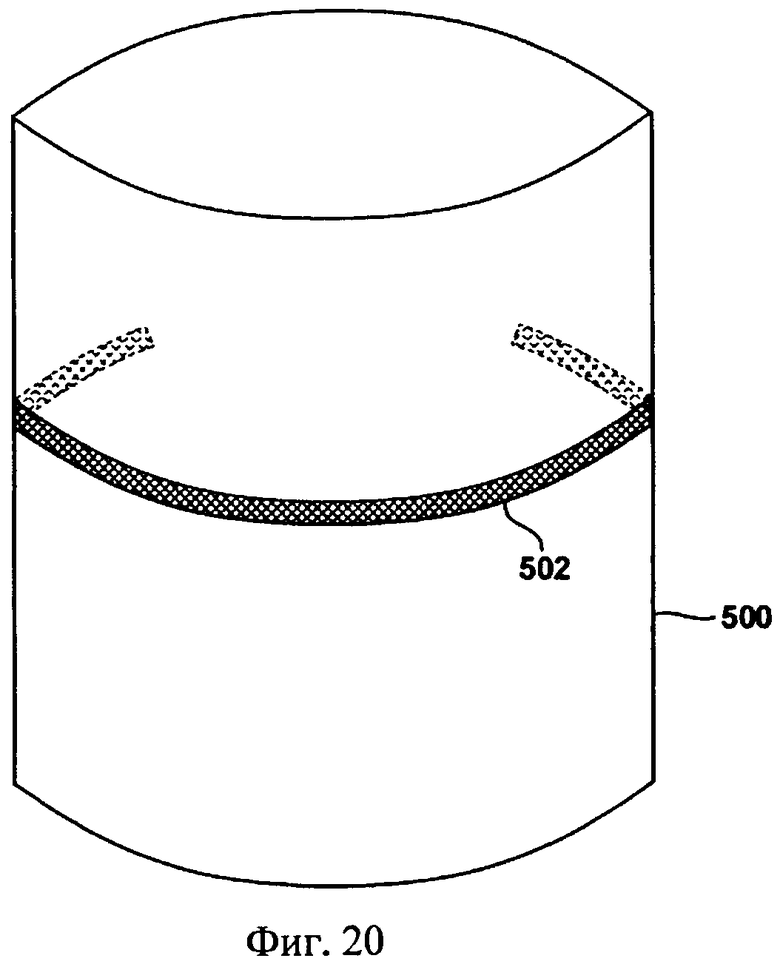
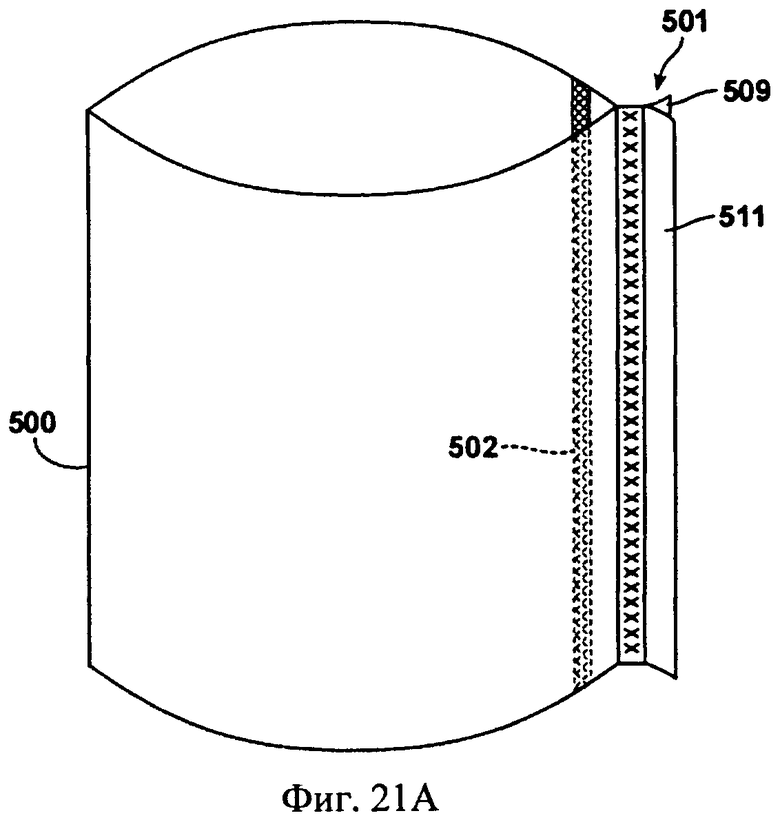
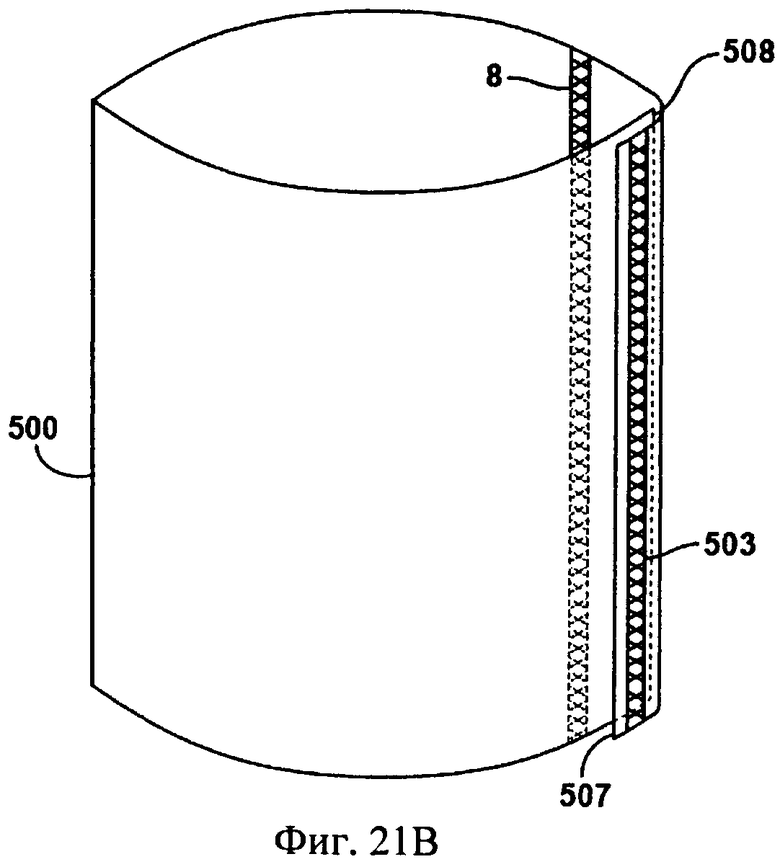
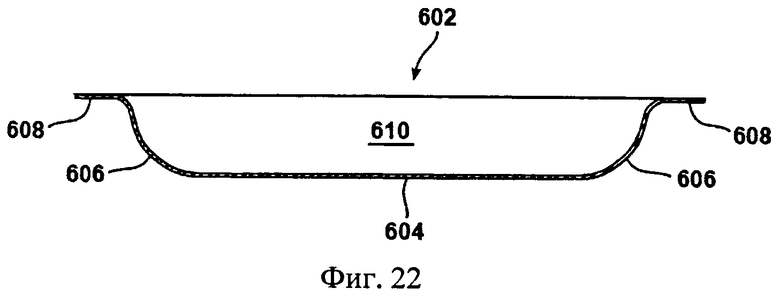
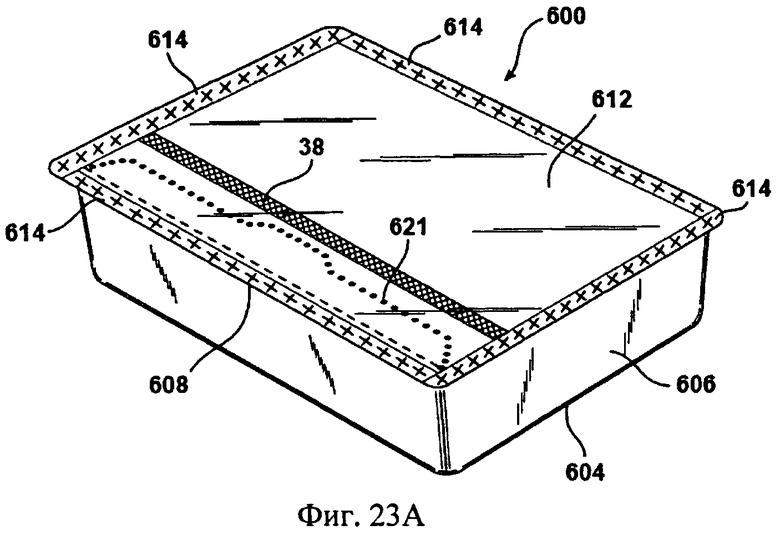
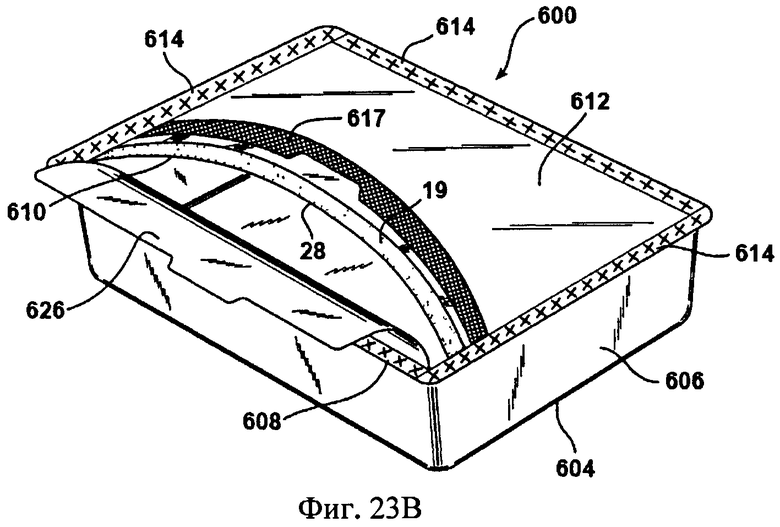
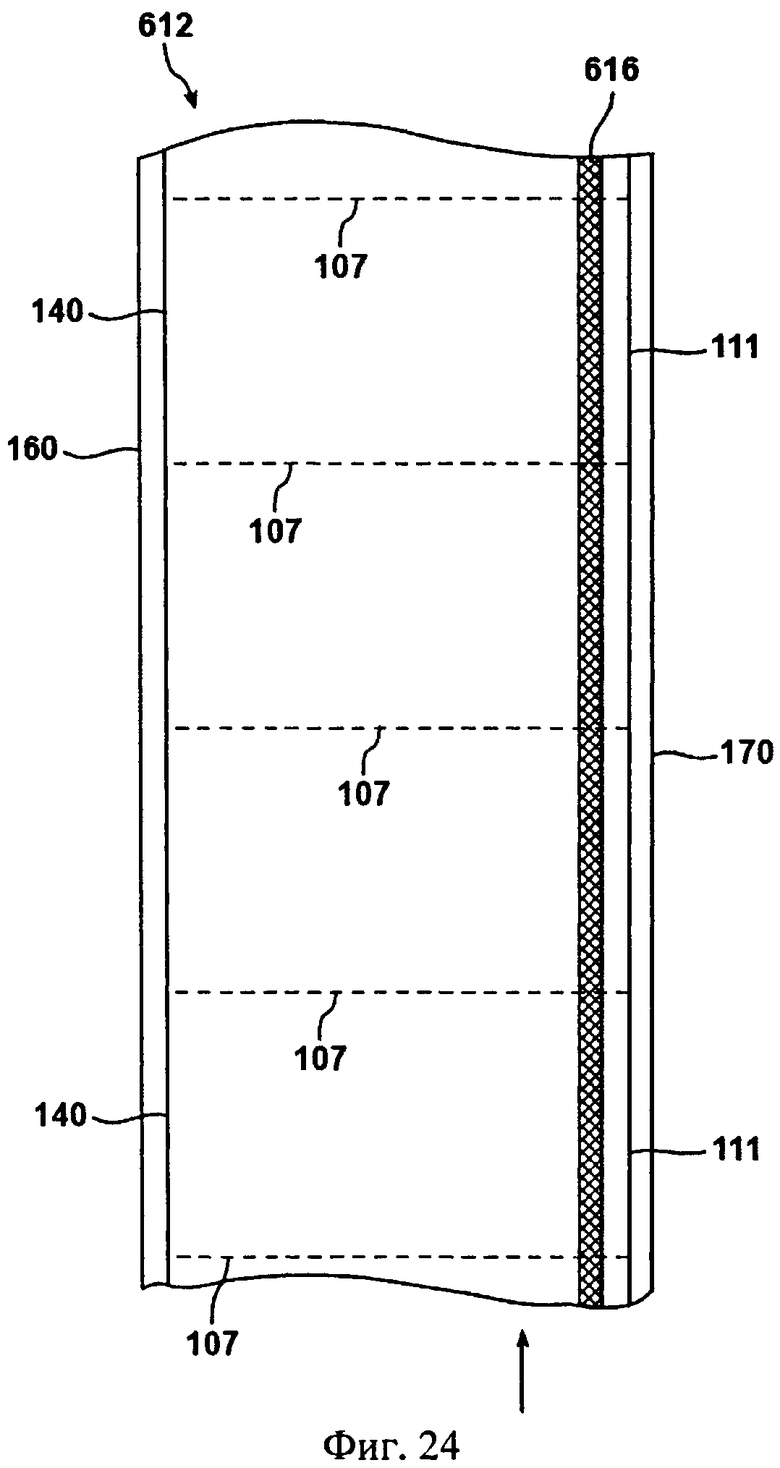
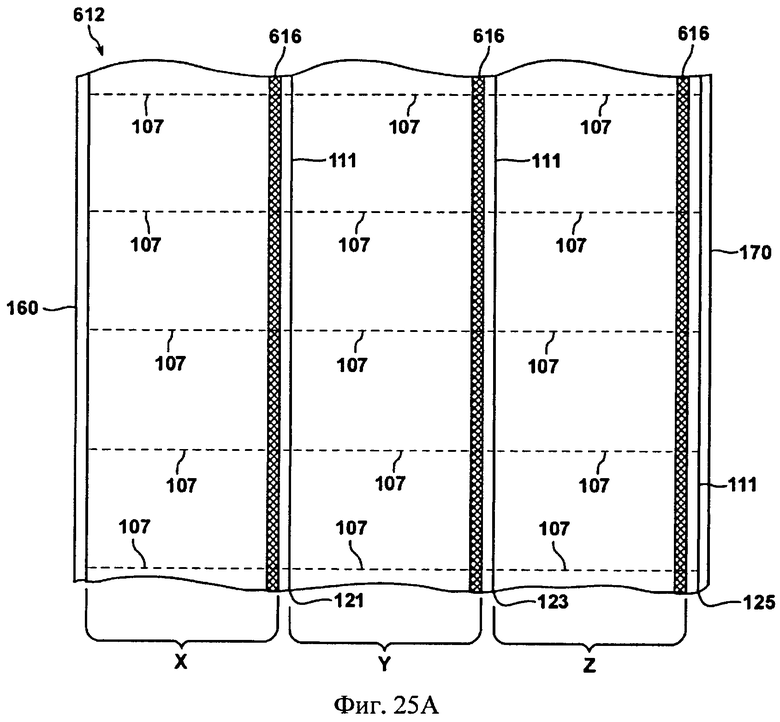
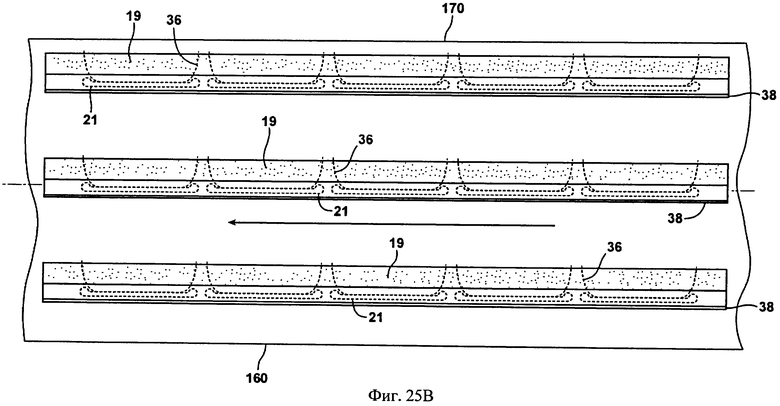
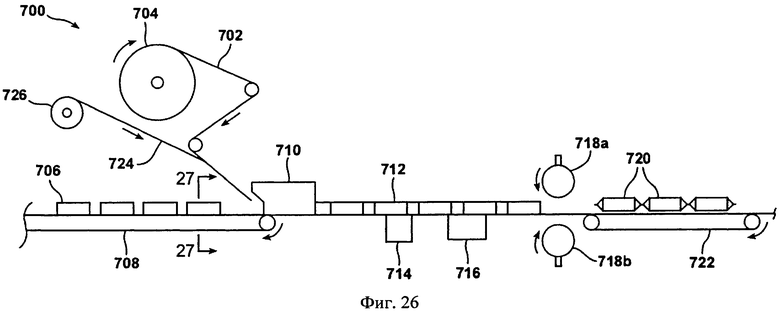
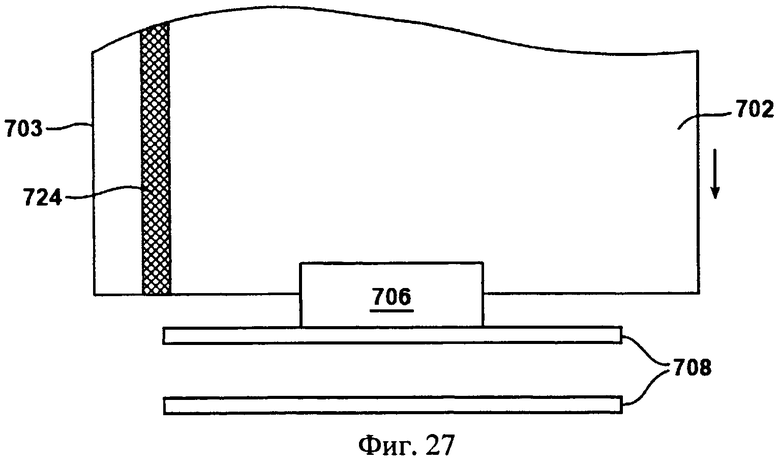
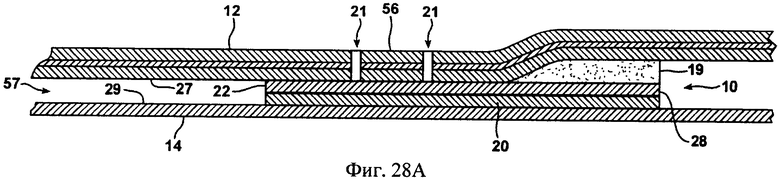
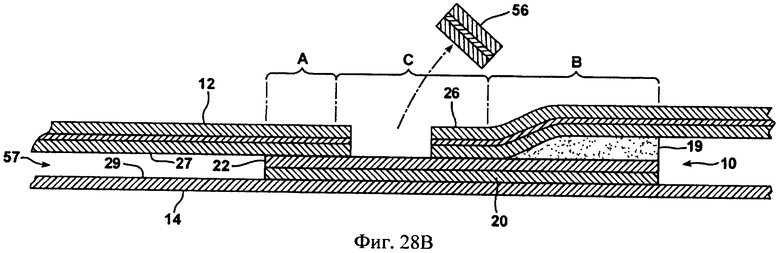
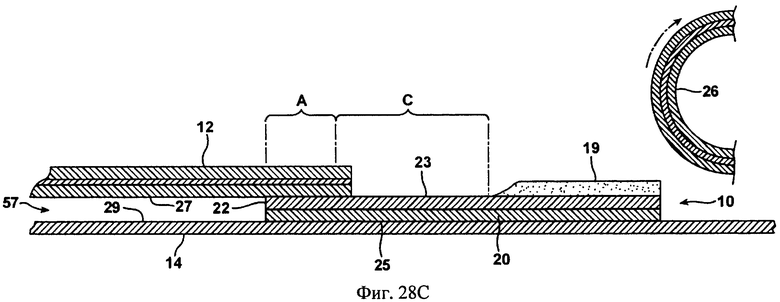
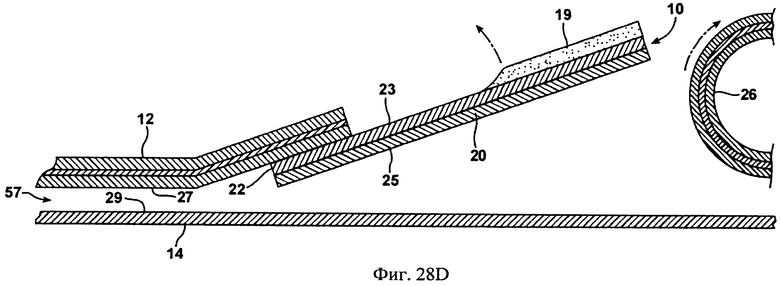
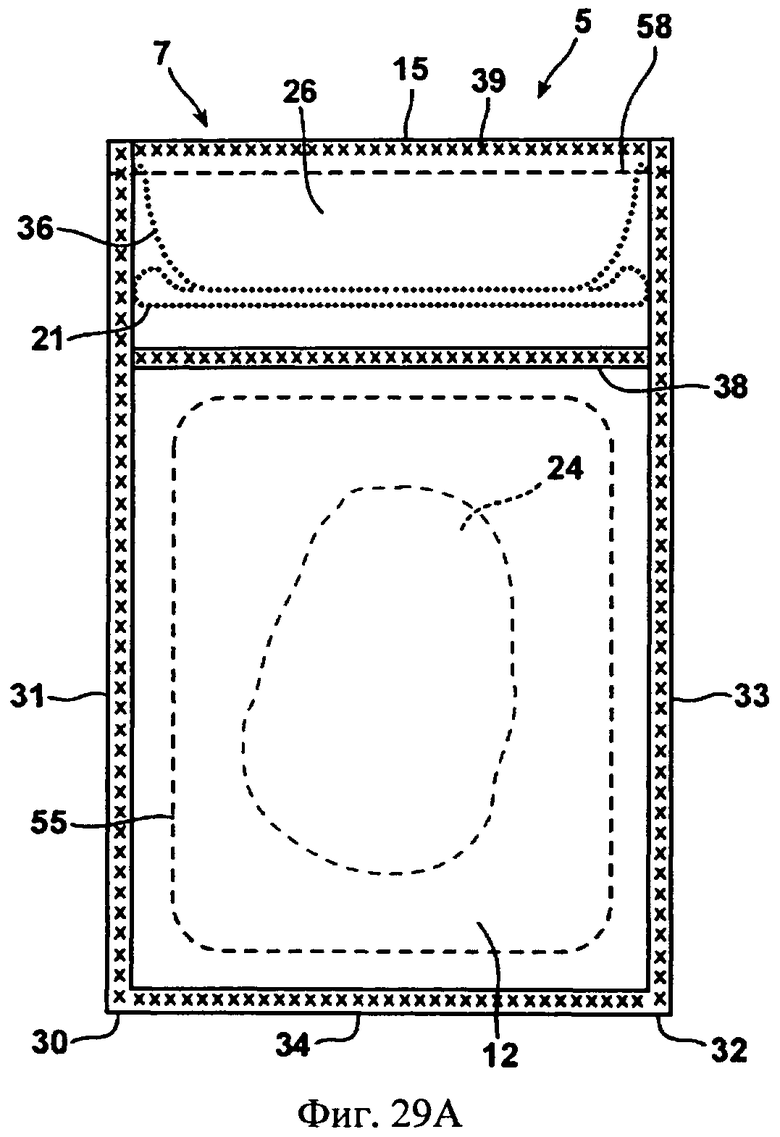
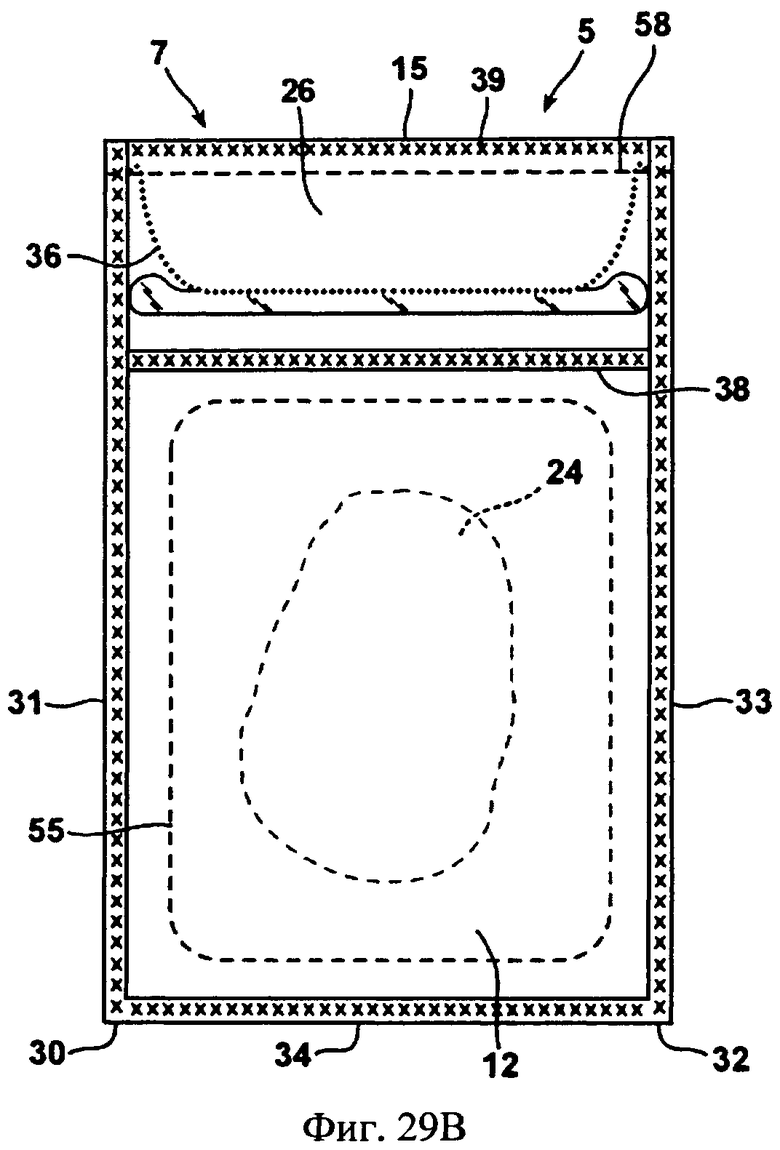
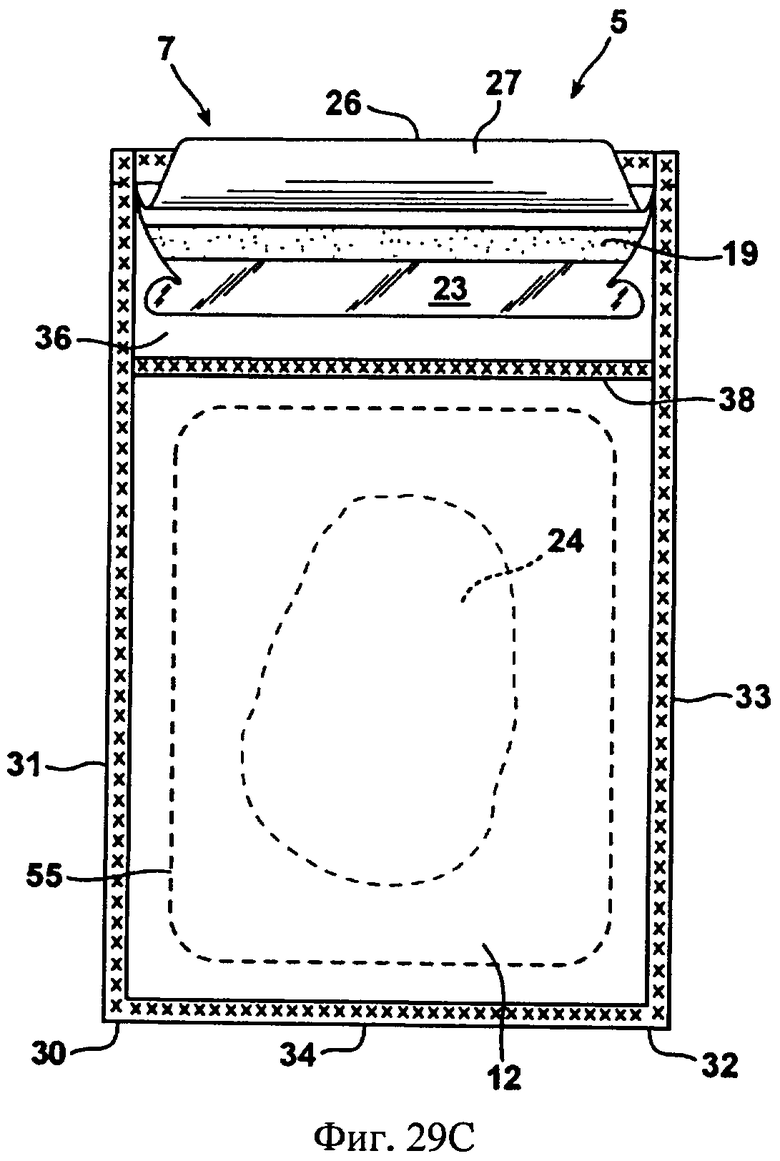
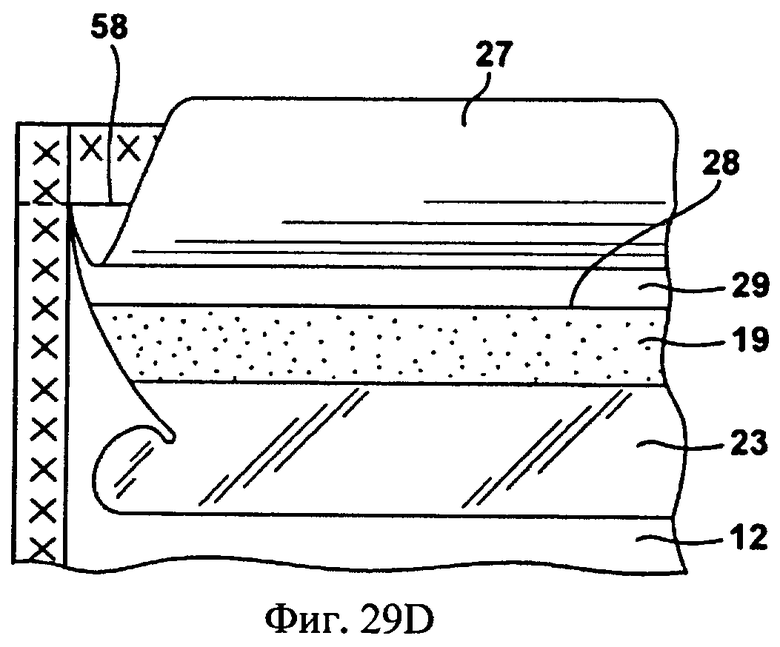
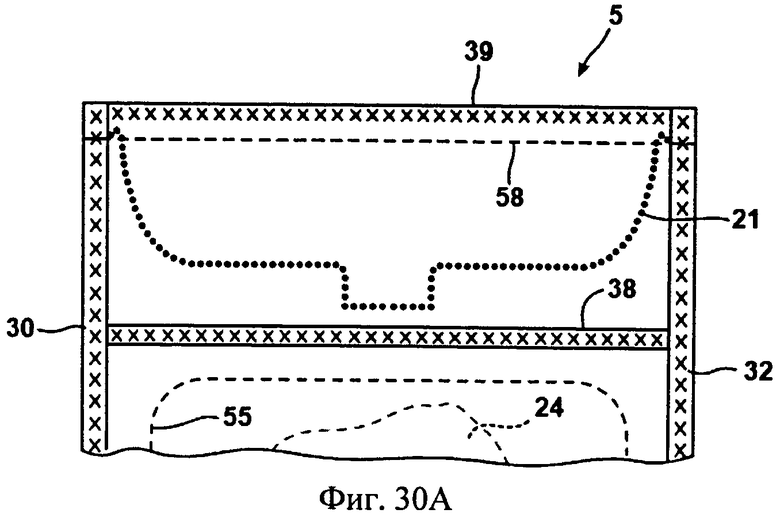
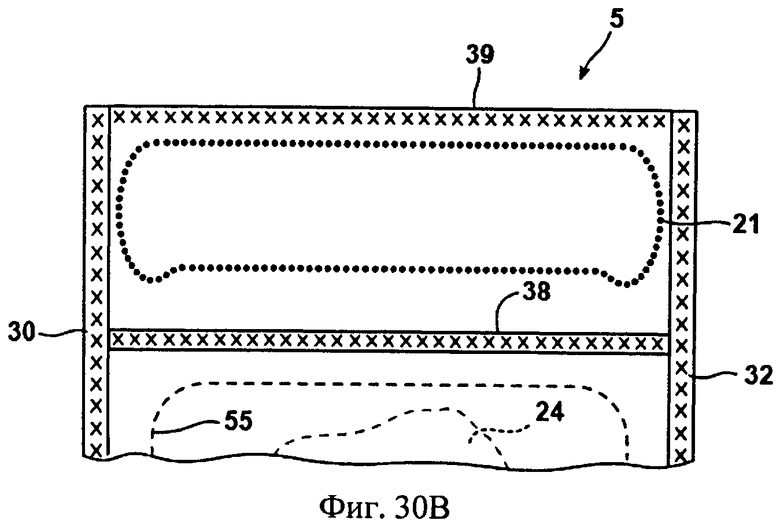
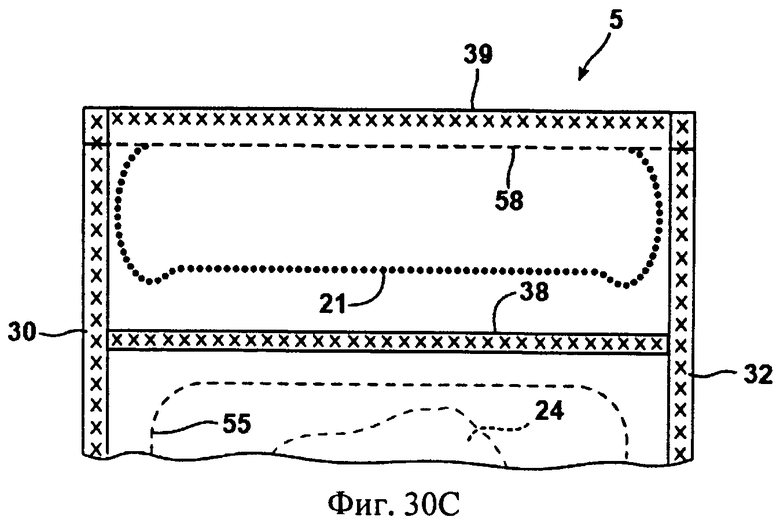
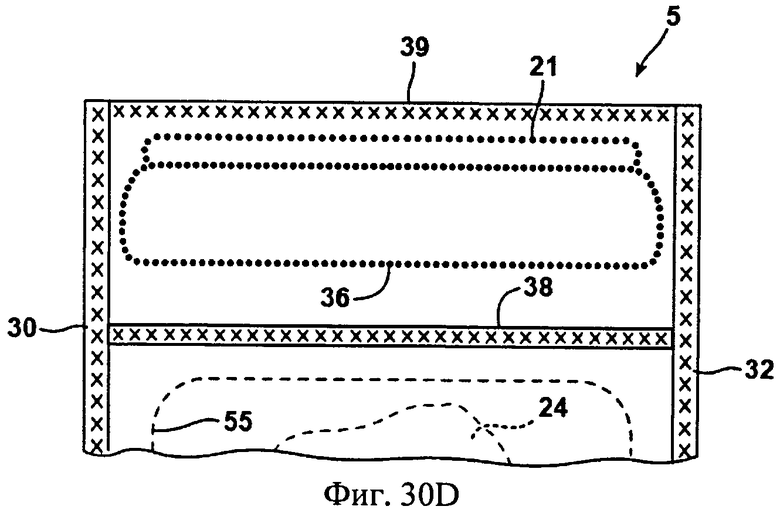
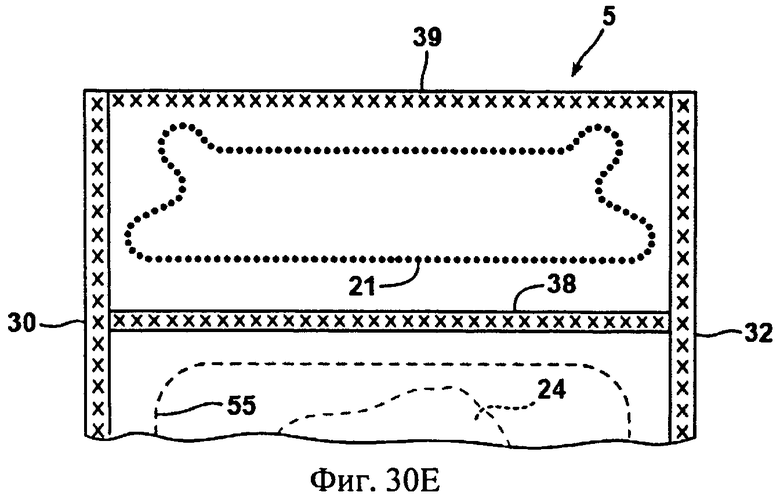
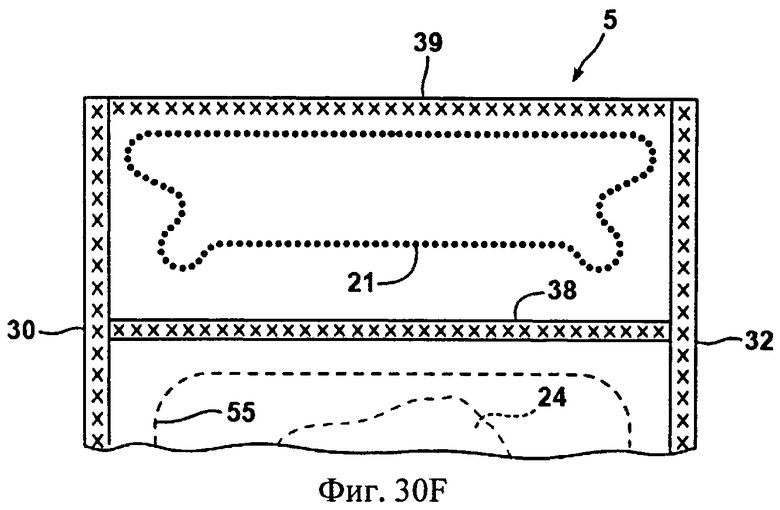
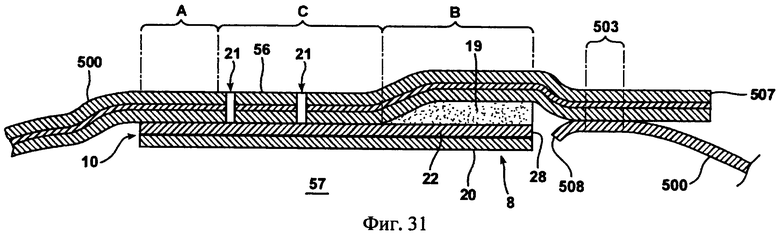
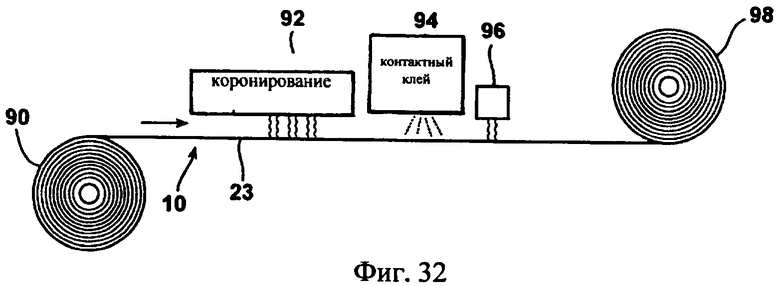
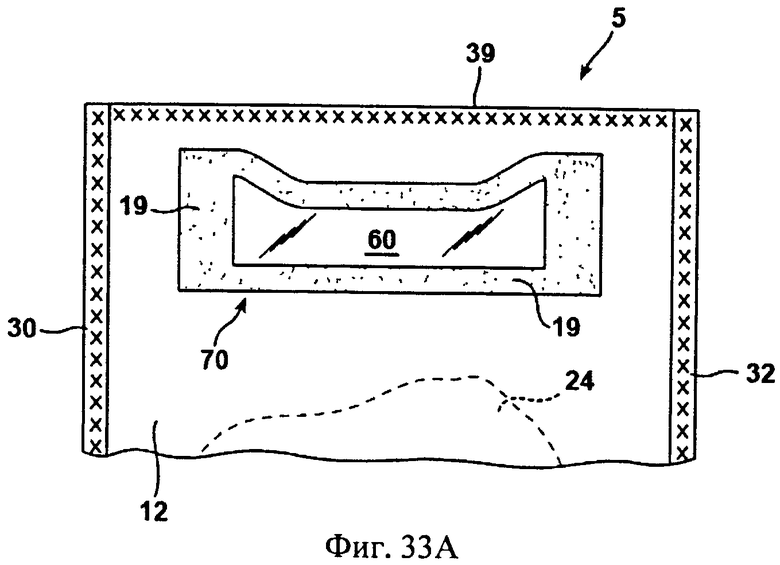
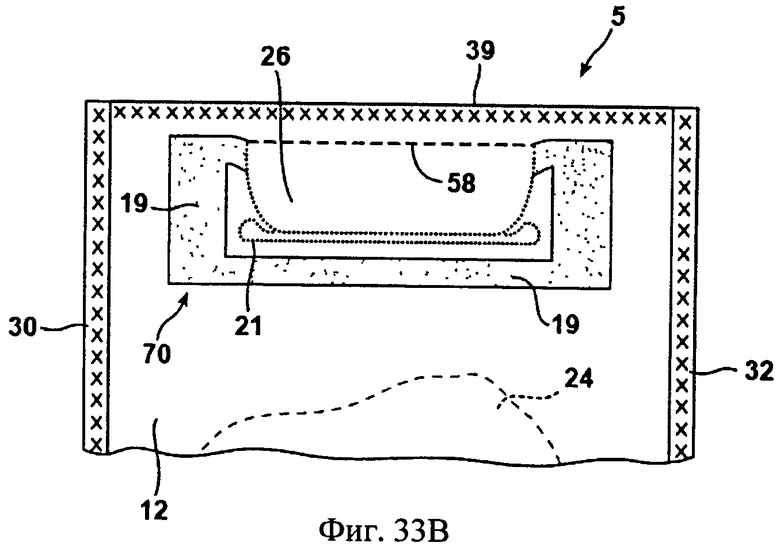
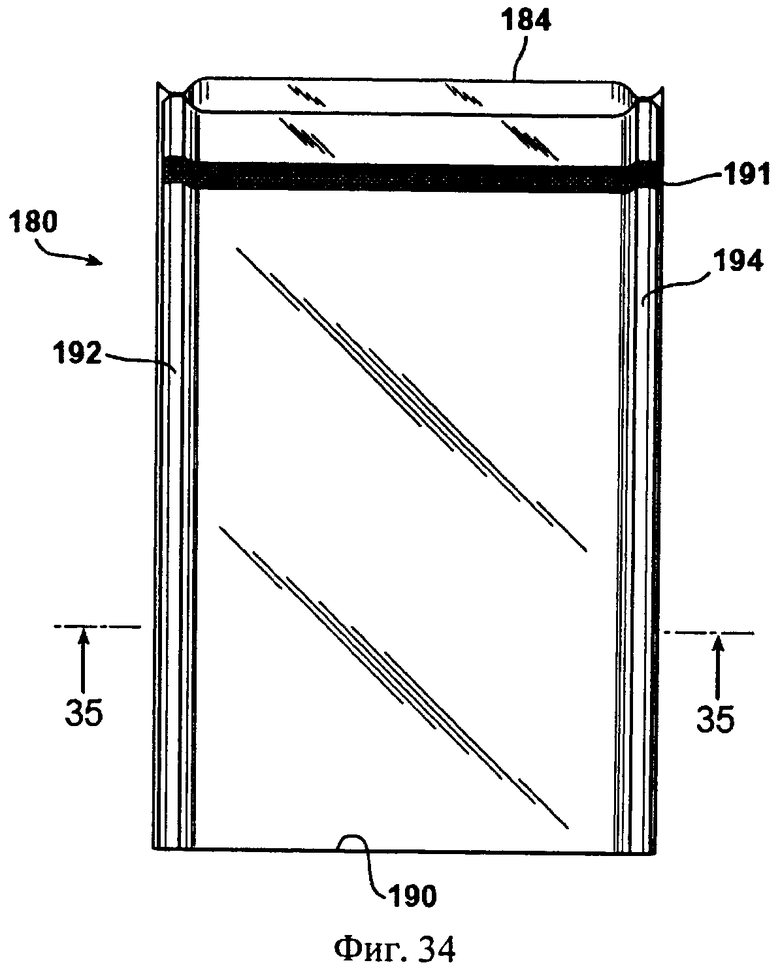
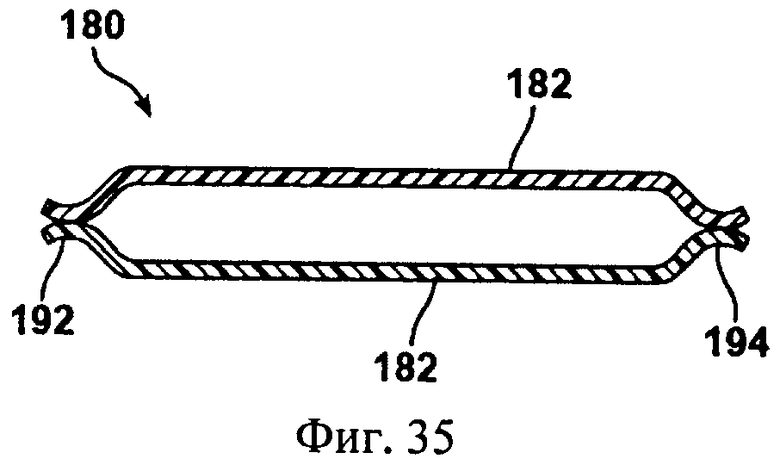
Легко вскрываемая и повторно закрываемая упаковка содержит пакет, включающий первую и вторую боковую панель, каждая из которых имеет внешнюю и внутреннюю поверхность, первый и второй боковой край и первый и второй конец, первый конец и второй конец, а также первую и вторую боковые панели, соединенные вместе вдоль их соответствующих вторых концов, дискретную ленту, расположенную между первой и второй боковыми панелями, содержащую основную полоску, имеющую первую и вторую поверхность, первый и второй конец и первый и второй боковой край. Основная полоска расположена по отдельности от первого конца пакета и расположена по отдельности от второго конца пакета. Первая часть первой поверхности покрыта контактным клеем и приклеена к внутренней поверхности первой боковой панели на первом участке первой боковой панели, а вторая часть первой поверхности прикреплена к внутренней поверхности первой боковой панели на втором участке на первой боковой панели. Вырубной элемент расположен на первой боковой панели. Первый конец первой боковой панели соединен со второй боковой панелью. Продукт, расположенный в пакете. Предложенная упаковка приспособлена для ее многократного закрытия и открытия.
3 н. и 18 з.п. ф-лы, 2 табл., 35 ил.
1. Легко вскрываемая и повторно закрываемая упаковка, содержащая:
а) пакет, содержащий:
i) первую и вторую боковую панель, каждая из которых имеет внешнюю и внутреннюю поверхность, первый и второй боковой край и первый и второй конец, где первая и вторая боковые панели соединяются вместе вдоль их соответствующего первого и второго боковых краев;
ii) первый конец, определенный первым концом по меньшей мере одной из первой и второй боковых панелей;
iii) второй конец, определенный вторыми концами первой и второй боковых панелей, соответственно;
iv) первую и вторую боковые панели, соединенные вместе вдоль их соответствующих вторых концов;
v) дискретную ленту, расположенную между первой и второй боковыми панелями, содержащую основную полоску, имеющую первую и вторую поверхность, первый и второй конец и первый и второй боковой край, где
(a) основная полоска расположена по отдельности от первого конца пакета и расположена по отдельности от второго конца пакета,
(b) по меньшей мере первая часть первой поверхности покрыта контактным клеем, и
(c) по меньшей мере первая часть первой поверхности приклеена контактным клеем к внутренней поверхности первой боковой панели на первом участке первой боковой панели, а вторая часть первой поверхности прикреплена к внутренней поверхности первой боковой панели на втором участке на первой боковой панели; и
vi) вырубной элемент, расположенный на первой боковой панели, где вырубной элемент определяет вырубной сегмент, который расположен по отношению к дискретной ленте так, что когда упаковку открывают, то ее можно затем повторно закрыть путем приклеивания одной из первой и второй панелей к контактному клею; и
vii) первый конец первой боковой панели, соединенный со второй боковой панелью; и
b) продукт, расположенный в пакете.
2. Упаковка по п.1, в которой первая часть вырубного сегмента находится над контактным клеем, а вторая часть вырубного сегмента находится над чистой областью первой поверхности основной полоски; вырубной сегмент располагается по отношению к дискретной ленте так, что когда вырубной сегмент смещают или удаляют, по меньшей мере часть контактного клея обнажается, и по меньшей мере часть первого конца основной полоски обнажается.
3. Упаковка по п.1, в которой вырубной сегмент частично находится над основной полоской.
4. Упаковка по п.1, в которой основная полоска располагается по отдельности от первого и второго боковых краев первой и второй боковых панелей.
5. Упаковка по п.1, в которой вырубной сегмент содержит первую часть, где вырубной элемент проходит частично через первую боковую панель, и вторую часть, где вырубной элемент проходит полностью через первую боковую панель.
6. Упаковка по п.1, в которой дополнительный шов соединяет первую боковую панель с первым концом основной полоски.
7. Упаковка по п.1, в которой по меньшей мере одна из первой и второй поверхностей основной полоски присоединяется к внутренней поверхности первой или второй боковой панели, соответственно, легко вскрываемым швом.
8. Способ изготовления легко вскрываемой и повторно закрываемой упаковки посредством способа горизонтального формирования/наполнения/укупорки, содержащий стадии:
a) обеспечения плоско уложенного полотна в первом рулоне, имеющего первый и второй продольный край, и вырубной элемент;
b) обеспечения дискретной ленты, содержащей основную полоску, имеющую первую и вторую поверхность, первый и второй конец и первый и второй боковой край, где по меньшей мере первая часть первой поверхности покрыта контактным клеем;
c) продвижения плоско уложенного полотна к формирующему устройству для превращения плоско уложенного полотна в сложенное полотно, имеющее внутреннюю поверхность;
d) продвижения дискретной ленты так, чтобы при изготовлении упаковки дискретная лента располагалась между первой и второй боковой панелью упаковки;
e) выполнения боковых швов в сложенном полотне для получения открытого пакета, содержащего:
i) первую и вторую боковые панели, каждая из которых имеет внешнюю и внутреннюю поверхность, первый и второй боковой край и первый и второй конец; первая и вторая боковые панели соединяются вместе вдоль их соответствующих первого и второго боковых краев швом,
ii) первый конец, определенный первым концом по меньшей мере одной из первой и второй боковых панелей,
iii) второй конец, определенный вторыми концами первой и второй боковых панелей, соответственно,
iv) первую и вторую боковые панели, соединенные вместе вдоль их соответствующих вторых концов, и
v) дискретную ленту, расположенную по отдельности от первого и второго конца пакета;
f) помещения продукта в открытый пакет; и
g) присоединения первого конца первой боковой панели к второй боковой панели для закрывания пакета;
где
вырубной элемент располагается на первой боковой панели, вырубной элемент определяет вырубной сегмент, расположенный по отношению к дискретной ленте так, что когда упаковку открывают, то ее можно затем повторно закрыть путем приклеивания первой или второй боковой панели к контактному клею;
в любое время перед обрезанием полотна для производства открытого пакета по меньшей мере первая часть первой поверхности основной полоски приклеивается контактным клеем к плоско уложенному полотну или сложенному полотну;
в любое время до или на этапе выполнения боковых швов в сложенном полотне прикрепляют вторую часть первой поверхности основной полоски к плоско уложенному полотну, внутренней поверхности сложенного полотна или к внутренней поверхности первой боковой панели; и
полотно обрезают на боковых швах во время этапа выполнения боковых швов в сложенном полотне или до, во время или после любых последующих этапов.
9. Способ по п.8, в котором первая часть вырубного сегмента находится над контактным клеем, а вторая часть вырубного сегмента находится над чистой областью первой поверхности основной полоски; вырубной сегмент располагается по отношению к дискретной ленте так, что когда вырубной сегмент смещают или удаляют, по меньшей мере часть контактного клея обнажается, и по меньшей мере часть первого конца основной полоски обнажается.
10. Способ по п.8, в котором вырубной сегмент частично находится над основной полоской.
11. Способ по п.8, в котором основная полоска располагается по отдельности от первого и второго боковых краев первой и второй боковых панелей.
12. Способ по п.8, в котором вырубной сегмент включает первую часть, где вырубной элемент проходит частично через первую боковую панель, и вторую часть, где вырубной элемент проходит полностью через первую боковую панель.
13. Способ по п.8, в котором дополнительный шов соединяет первую боковую панель с первым концом основной полоски.
14. Способ по п.8, в котором по меньшей мере одна из первой и второй поверхностей основной полоски присоединяется к внутренней поверхности первой или второй боковой панели, соответственно, легко вскрываемым швом.
15. Способ изготовления легко вскрываемой и повторно закрываемой упаковки посредством способа непрерывного горизонтального упаковывания, содержащий этапы:
a) обеспечения плоско уложенного полотна, имеющего вырубной элемент;
b) обеспечения дискретной ленты, содержащей основную полоску, имеющую первую и вторую поверхность, первый и второй конец и первый и второй боковой край; где по меньшей мере первая часть первой поверхности покрыта контактным клеем;
c) продвижения плоско уложенного полотна к формирующему устройству для превращения плоско уложенного полотна в сложенное полотно, имеющее внутреннюю поверхность;
d) продвижения дискретной ленты так, чтобы при изготовлении упаковки дискретная лента располагалась между первой и второй боковой панелью упаковки;
e) продвижения продукта к формирующему устройству так, чтобы сложенное полотно обертывало продукт;
f) продольного сшивания сложенного полотна для получения продольного шва;
g) поперечного сшивания сложенного полотна с содержащимся в нем продуктом для получения направляющего поперечного шва для определения первого пакета;
h) продвижения сложенного полотна с направляющим поперечным швом вперед на предварительно заданное расстояние;
i) поперечного сшивания сложенного полотна для получения последующего поперечного шва в первом пакете и направляющего поперечного шва во втором пакете, где второй пакет располагается выше первого пакета; и
j) разрезания сложенного полотна для отделения первого пакета от второго пакета для получения отдельной упаковки, включающей первую и вторую боковую панель, где:
вырубной элемент располагается в упаковке, вырубной элемент определяет вырубной сегмент, расположенный по отношению к дискретной ленте так, что когда упаковку открывают, то ее можно затем повторно закрыть путем приклеивания сложенного полотна к контактному клею;
в любое время до или на этапе продольного сшивания сложенного полотна по меньшей мере первая часть первой поверхности основной полоски приклеивается контактным клеем к плоско уложенному полотну или сложенному полотну; и
в любое время до или на этапе выполнения продольного шва в сложенном полотне вторая часть первой поверхности основной полоски прикрепляется к плоско уложенному полотну, сложенному полотну или к первой боковой панели.
16. Способ по п.15, в котором первая часть вырубного сегмента находится над контактным клеем, а вторая часть вырубного сегмента находится над чистой областью первой поверхности основной полоски; вырубной сегмент располагается по отношению к дискретной ленте так, что когда вырубной сегмент смещают или удаляют, по меньшей мере часть контактного клея обнажается, и по меньшей мере часть первого конца основной полоски обнажается.
17. Способ по п.15, в котором вырубной сегмент частично находится над основной полоской.
18. Способ по п.15, в котором основная полоска располагается по отдельности от первого и второго боковых краев первой и второй боковых панелей.
19. Способ по п.15, в котором вырубной сегмент включает первую часть, где вырубной элемент проходит частично через первую боковую панель, и вторую часть, где вырубной элемент проходит полностью через первую боковую панель.
20. Способ по п.15, в котором дополнительный шов соединяет первую боковую панель с первым концом основной полоски.
21. Способ по п.15, в котором по меньшей мере одна из первой и второй поверхностей основной полоски присоединяется к внутренней поверхности первой или второй боковой панели, соответственно, легко вскрываемым швом.
| US 2006062496 A1, 23.03.2006 | |||
| US 2009178945 A1, 16.07.2009 | |||
| US 6056141 A, 02.05.2000 |

