Изобретение относится к области светотехники, а именно к осветительным устройствам для неподвижной установки, содержащим в качестве источника излучения плату с установленными на ней светодиодами, расположенными в ряд или полосой, и используемые для промышленного, уличного, бытового и архитектурно-дизайнерского освещения.
Световой поток в светильниках современных конструкций может достигать значительных величин за счет применения мощных светодиодов, что соответственно повышает технические требования в части решений по эффективному отводу выделяющегося тепла. Основной причиной нагрева светодиода является тепло, вырабатываемое в процессе его работы. Для организации правильного режима работы требуется обеспечить эффективный отвод тепла.
Известны различные конструктивные выполнения светодиодных светильников, содержащих корпус, выполненный в виде теплоотводящего профиля с теплоотводящими ребрами, которые формируются в процессе изготовления профиля, светодиодный источник излучения, провода подвода питания и управления к светодиодам от внешней питающей цепи, а также элементы крепления прибора к опорной поверхности (патент РФ №116201, МПК F21S 8/00, публикация 2012 г., патент РФ №85784, МПК H05B 37/02, публикация 2009 г., патент РФ №124768, МПК F21S 13/10, публикация 2013 г.).
Однако известные светильники сложны в изготовлении из-за необходимости выполнения на наружной поверхности корпуса оребрения, выполняющего функцию радиаторов по отводу тепла от корпуса. Наличие оребрения на корпусе усложняет конструкцию, приводит к увеличению их массы, габаритов и, как следствие, увеличивается стоимость светильников. Срок службы таких светильников ограничен в результате их перегрева. Это связано с тем, что отвод тепла из внутреннего объема корпуса осуществляется посредством оребрения, установленного на наружной поверхности корпуса.
Известен способ изготовления светодиодного светильника по патенту «Способ изготовления светодиодного светильника» №2515492 от 21.12.2012 г., патентообладатель ООО "Торговый Дом "Ферекс", согласно которому крепят светодиодные группы, установленные по меньшей мере на одной печатной плате, выполненной на металлической основе, к несущему металлическому корпусу, выполняющему роль радиатора, посредством этапа холодного сдавливания, устанавливают источник питания и клеммную колодку в корпус светодиодного светильника, осуществляют электрическое соединение клеммной колодки, источника питания и светодиодной группы, установленной на печатной плате; устанавливают защитное оптическое рассеивающее стекло; и закрепляют боковую крышку на металлическом корпусе прибора.
Недостатком известного решения является неблагоприятные условия теплоотдачи. Тепло от светодиодов передается на основание-радиатор. И только с открытой поверхности его тепло передается в окружающую среду. При этом открытая поверхность имеет малую площадь теплоотдачи.
Наиболее близким по технической сущности к предложяемому решению и выбранным в качестве прототипа является способ изготовления светодиодного светильника, описанный в патенте РФ №2366120 «Светильник» (МПК H05B 33/02, F21S 4/00, патентообладатель Коновалов Д.В.), содержащий следующие этапы: изготавливают основание радиатора, к основанию радиатора крепят светодиодные модули, изготовленные путем монтажа светодиодов и соединительных разъемов на печатную плату, устанавливают источник питания, осуществляют электрическое соединение источника питания и светодиодных модулей.
Наиболее близким по технической сущности к предложяемому решению и выбранным в качестве прототипа является светодиодный светильник, описанный в патенте РФ №2366120 (там же), содержащий корпус, выполняющий роль радиатора, источник питания, а также по меньшей мере один светодиодный модуль, прикрепленный к внутренней поверхности корпуса-радиатора.
Для эффективного отвода тепла от светодиодных групп в данном светильнике применена технология вальцевания или прижатия печатной платы к поверхности корпуса путем изгиба краев корпуса. За счет незначительной деформации печатной платы на поверхности корпуса происходит прижатие к центральной части полукруга и осуществляется передача тепла. При этом корпус-радиатор выполнен путем экструзии из алюминиевого сплава. Внешняя поверхность корпуса используется в качестве рабочей поверхности радиатора для отвода тепла от светодиодных групп. Светодиодные группы представляют собой печатные платы с подложкой из стеклотекстолита или алюминия, которые наиболее технологичны в изготовлении и в обработке.
Недостатком известного решения является сложная технология изготовления корпуса-радиатора, требующая дорогостоящего, многоуровневого и сложного изготовления методом экструзии или литья под давлением из алюминиевого сплава, что приводит к повышению трудоемкости изготовления и повышению себестоимости изделия. Большие габариты и вес радиатора требуют усиленного крепления для установки. На отливках из алюминиевого сплава больших размеров при остывании образуются дефекты в виде трещин, рытвин, ямок, которые приходится устранять дополнительной механической обработкой.
Также необходимо отметить следующие недостатки прототипа:
- имеет большие габариты и массу, так как для хорошей теплоотдачи нужен корпус-радиатор, изготовленный из теплопроводного материала и имеющий большую опорную поверхность;
- имеет неблагоприятные условия теплоотдачи. Тепло от светодиода передается на корпус-радиатор и с открытой поверхности его тепло передается в окружающую среду. При этом открытая поверхность корпуса-радиатора плоская, поэтому имеет малую площадь теплоотдачи.
- кроме того, в данной конструкции источник питания, расположенный непосредственно на печатной плате, подвергается тепловому воздействию, что неблагоприятно отражается на его работоспособности, долговечности использования, что в свою очередь снижает надежность работы светильника в целом.
Задачей предложенного решения является снижение металлоемкости и трудоемкости изготовления светильника, повышение надежности, а также улучшение условий теплоотдачи.
Поставленная цель достигается за счет того, что в известном способе изготовления светодиодного светильника, содержащем следующие этапы: изготавливают основание радиатора, к основанию радиатора крепят светодиодные модули, изготовленные путем монтажа светодиодов на печатную плату, устанавливают источник питания, осуществляют электрическое соединение источника питания и светодиодных модулей, согласно предложенному решению из листового металла изготавливают основание радиатора и ламели, при этом по периметру основания выполняют отверстия под установку крепежных элементов, в торцевых частях ламелей делают конвекционные отверстия, затем осуществляют гибку ламелей под углом, готовые ламели приваривают к поверхности основания, к поверхности основания приваривают также крепежные элементы для крепления светодиодного модуля и приварные втулки для крепления источника питания, на которые устанавливают и закрепляют источник питания, из листового металла изготавливают каркасную раму, осуществляют гибку рамы по всей длине, при этом по периметру основной части рамы делают отверстия, в которые устанавливают крепежные элементы, а на торцевых частях каркасной рамы выполняют выступы, посредством крепежных элементов соединяют основание, защитное стекло и каркасную раму, а к выступам торцевых частей каркасной рамы закрепляют кронштейн.
Поставленная цель достигается также за счет того, что в известном светодиодном светильнике, содержащем основание-радиатор, источник питания, а также по меньшей мере один светодиодный модуль, прикрепленный к внутренней поверхности основания-радиатора, согласно предложенному решению он дополнительно снабжен каркасной рамой, а основание-радиатор выполнено в виде пластины-основания, из листового металла, на внешней поверхности которого параллельно друг другу установлены вертикально ориентированные ламели, выполненные в виде изогнутых под углом тонкостенных пластин, при этом отгибаемая часть служит для крепления к основанию, а торцевая часть снабжена конвекционными отверстиями, источник питания установлен на приварные втулки основания, обеспечивающие наличие воздушного зазора между основанием и источником питания, в основании установлены клапан стабилизации давления и кабельный ввод, а светодиодный модуль закрыт защитным стеклом, при этом защитное стекло и основание соединены посредством каркасной рамы и крепежных элементов, в торцевых частях каркасной рамы выполнены выступы, на которых закреплен кронштейн. Кроме того, за счет того, что клапан стабилизации давления может быть совмещен с кабельным вводом, а кронштейн снабжен площадкой для установки крепежных элементов, при этом боковые стороны кронштейна снабжены радиусными пазами, обеспечивающими поворот светильника на 195°, а светодиодный модуль выполнен универсальным с возможностью установки различных типов линз за счет расстояния между светодиодами и наличия в печатной плате дополнительных позиционный отверстий.
Технический результат, который может быть достигнут при использовании предложенного решения, выражается в снижении трудоемкости изготовления за счет применения высокотехнологичных операций раскроя и формообразования листового металла и использования при изготовлении светильника тонкостенных материалов. Технический результат выражается также в снижении металлоемкости и улучшение условий теплоотдачи. Выполнение корпуса светильника в виде пластины-основания, из листового материала, на внешней поверхности которого параллельно друг другу установлены вертикально ориентированные ламели, выполненные в виде тонкостенных пластин, снабженных конвекционными отверстиями, обеспечивает снижение металлоемкости светильника по сравнению с литьевыми или экструзионными корпусами и улучшенный теплоотвод за счет конструктивного выполнения его и низкого теплового сопротивления используемых тонкостенных материалов. Тепловая энергия, создаваемая светодиодами, передается теплоотводящему основанию. На теплоотводящем основании, выполненном из материала с высоким коэффициентом теплопроводности, тепло распределяется по всей его площади и передается на тонкостенные ламели. Расстояние между вертикальными частями ламелей не менее 5 мм обеспечивает наибольший восходящий тепловой воздушный поток. Воздушные потоки, выходящие из межконцевого пространства вертикальных частей ламелей, имея разную температуру, создают турбулизацию воздуха, что ускоряет отвод тепла. Наличие конвекционных отверстий ламелей обеспечивает дополнительную циркуляцию воздушных потоков и улучшение теплоотвода. Каркасная рама, также выполненная из тонкостенных материалов, не только обеспечивает жесткость конструкции, но служит дополнительным теплоотводящим элементом.
Благодаря тому, что в предлагаемом решении источник питания установлен на приварные втулки, обеспечивающие наличие воздушного зазора между основанием и источником питания, который защищает источник питания от перегрева, повышается надежность работы его и светильника в целом.
Предложенная конструкция светильника имеет следующие преимущества перед светодиодными светильниками, содержащими радиатор, произведенный по стандартным технологиям: литье, экструзия и т.п., а именно: малый вес по сравнению с литьевыми или экструзионными корпусами, лучшие показатели теплопроводности листового алюминия по сравнению со сплавами, использующимися при литье, улучшенный теплоотвод за счет низкого теплового сопротивления конструкции и используемых материалов, низкий расход, стоимость и доступность материала. Герметичность светильника достигается посредством использования специальных метизов (приварных или запрессовочных шпилек), что позволяет не использовать уплотнения в местах крепления метизов.
Предложенное решение поясняется чертежами.
На фиг. 1 .представлен общий вид светильника (в аксонометрии).
На фиг. 2 .представлен вид светильника сбоку.
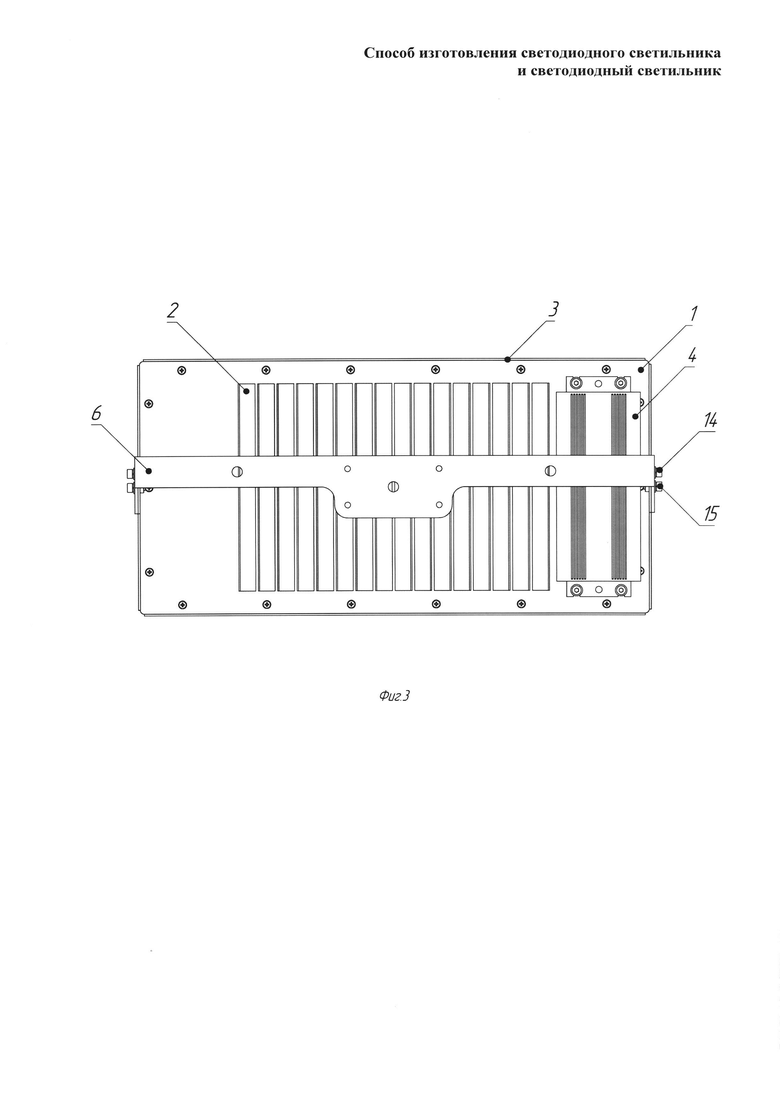
На фиг. 3 .представлен вид светильника сверху.
На фиг. 4 .представлен вид светильника снизу.
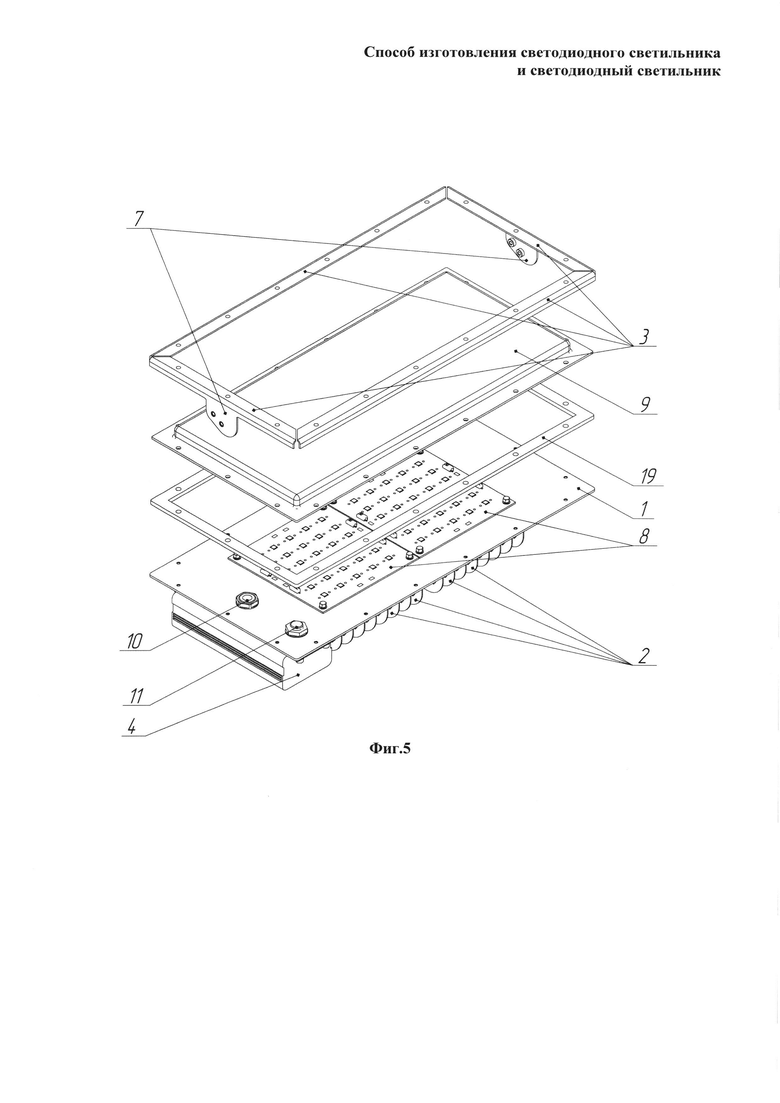
На фиг. 5 представлена сборка светильника.
Светодиодный светильник содержит основание 1, на верхней поверхности которого установлены ламели 2, выполненные в виде изогнутых под углом, например под прямым углом, тонкостенных пластин, а к нижней поверхности основания 1 посредством запрессованных в основании крепежных элементов (не показано) крепятся светодиодные модули 8. Светодиодные модули 8 герметично закрыты защитным стеклом 9 для защиты от внешних воздействий, выполненным из светопропускающего ударопрочного материала, например поликарбоната, полиметилметакрилата или полистирола. Защитное стекло 9 через уплотнитель 19 соединено с основанием 1 при помощи каркасной рамы 3. При этом по периметру основания 1, уплотнителя 19, защитного стекла 9 и каркасной рамы 3 выполнены одинаково расположенные отверстия для сборки светильника (фиг. 5). В отверстия каркасной рамы 3 запрессованы крепежные элементы 16. Каркасная рама может быть цельной либо выполненной из отдельных планок, изогнутых под углом по всей длине, при этом углы сопрягаемых частей планок срезаны под углом 45°. На торцевых частях каркасной рамы 3 выполнены выступы 7, к которым при помощи осевого винта 15 крепится кронштейн 6 для закрепления светильника на поверхности или подвесе. Боковые стороны кронштейна 6 снабжены радиусными пазами 13, которые при помощи фиксирующего винта 14 устанавливают требуемую ориентацию светильника по отношению к монтажной поверхности. Поворотный кронштейн 6 позволяет изменять положение светильника относительно опорной поверхности на 195° град. Кронштейн 6 снабжен площадкой для установки крепежных элементов. Источник питания 4 установлен на приварных втулках 5 над поверхностью основания 1, что обеспечивает наличие воздушного зазора и позволяет избежать его перегрева. Светодиодные модули 8 изготовлены путем монтажа светодиодов с линзами 17 и соединительных разъемов на печатную плату. Универсальный светодиодный модуль сконструирован таким образом, чтобы была возможность устанавливать 7 различных типов линз (в перспективе больше), тем самым позволяя получить 10 различных типов светораспределения. Это достигается за счет выбора определенных расстояний между светодиодами и выполнения позиционных отверстий 18 в печатной плате. В основании 1 установлены клапан стабилизации 11 и кабельный ввод 10, которые могут быть совмещены.
Способ изготовления светильника состоит из следующих операций.
Методом раскроя и формообразования листового металла, например алюминия, изготавливают основание радиатора 1. Затем производят зенкование отверстий под установку крепежных элементов - втулок и шпилек. Затем методом раскроя тонкостенного листового металла, например путем лазерной резки, изготавливают ламели 2. Для этого используют заготовки тонкостенного листового металла, из которых путем лазерной резки вырезают детали заданной конфигурации (с округлыми краями), в торцевых частях ламелей 2 вырезают конвекционные отверстия 12, выполненные, например, в виде логотипа компании, после чего с использованием листогибочного пресса осуществляют гибку ламелей 2 под углом, при этом отгибаемая часть ламели составляет 10-20% высоты ламели. Готовые ламели 2 приваривают к поверхности основания 1 методом контактной сварки, при этом расстояние между их торцевыми частями составляет не менее 5 мм. Затем к поверхности основания 1 методом конденсаторной сварки приваривают крепежные элементы: шпильки (не показано) для крепления светодиодного модуля и приварные втулки 5 для установки источника питания 4. Светодиодные модули 8 изготавливают путем поверхностного монтажа светодиодов и соединительных разъемов на печатную плату и герметично крепят их к основанию радиатора 1 при помощи запрессованных в основании 1 крепежных элементов - шпилек. На приварные втулки 5 устанавливают источник питания 4 и закрепляют винтами и шайбами с моментом затяжки не более 6 Нм. Из листового металла методом раскроя и формообразования листового металла изготавливают каркасную раму 3. Каркасную раму 3 изготавливают из цельной заготовки или из четырех отдельных элементов, осуществляют гибку рамы по всей длине, при этом по периметру основной части рамы делают отверстия, в которые запрессовывают методом соединения с натягом крепежные элементы 16 (фиг 4), а на торцевых частях каркасной рамы выполняют выступы 7. Посредством крепежных элементов 16 соединяют основание 1 с герметично закрепленным на нем светодиодным модулем 8, защитное стекло 9 и каркасную раму 3. При этом защитное стекло 9 крепят через силиконовый уплотнитель 19 (фиг. 5) для обеспечения герметизации. Крепление основания 1 и защитного стекла 9 к каркасной раме 3 производят с моментом затяжки не более 10 Нм. К выступам 7 торцевых частей каркасной рамы 3 закрепляют кронштейн 6, при этом момент затяжки винтов кронштейна не более 10 Нм.
Каркасная рама 3 может быть изготовлена также методом штамповки либо методом вырубки из листовой полосы с загибом элементов, с последующей сваркой и пробивкой отверстий. Ламели 2 также могут быть изготовлены методом штамповки с использованием разделительных операций в штампе - вырубки и пробивки.
Светодиодный светильник работает следующим образом. Закрепляют светильник на опоре в рабочем положении, используя площадку для установки крепежных элементов кронштейна 6. При помощи фиксирующего винта 14 устанавливают требуемую ориентацию светильника по отношению к монтажной поверхности. При подключении светильника к электросети источник питания 4 подает напряжение на линейные светодиодные платы, светодиоды начинают излучать свет, освещая окружающее пространство, при этом происходит выделение тепла, которое передается на основание 1, выполняющее функцию теплоотводящего элемента. На основании 1, выполненном из материала с высоким коэффициентом теплопроводности, тепло распределяется по всей его площади и затем передается на тонкостенные ламели 2. Расстояние между вертикальными частями ламелей 2 не менее 5 мм, обеспечивает восходящий тепловой воздушный поток. Воздушные потоки, выходящие из межконцевого пространства торцевых частей ламелей 2, имея разную температуру, создают турбулизацию воздуха, что ускоряет отвод тепла. Наличие конвекционных отверстий 12 ламелей 2 обеспечивает дополнительную циркуляцию воздушных потоков и улучшение теплоотвода. Каркасная рама 3, также выполненная из тонкостенных материалов, не только обеспечивает жесткость конструкции, но служит дополнительным теплоотводящим элементом. В зависимости от целей освещения и требуемых условий светильник комплектуется двумя и более светодиодными платами с дифференцируемыми как в качественном, так и в количественном отношении светодиодами.
В предложенном решении реализована каркасная (рамная схема), что позволяет разделить конструктивные элементы радиатора и устанавливающие/фиксирующие детали.
Это дает следующие преимущества:
- снижение металлоемкости всего изделия и радиатора в частности,
- уменьшение общего веса светильника,
- возможность использовать для устанавливающих/фиксирующих деталей более прочные материалы с меньшей теплопроводностью (сталь, прочные пластики, композитные материалы и т.д.).
Использование предложенного решения обеспечивает снижение трудоемкости изготовления светодиодного светильника, стабильный режим работы за счет эффективного теплоотвода и исключении возможности перегрева его элементов, что увеличивает срок службы светильника в целом. Предложенный светильник может быть использован для дорожного, промышленного, общего освещения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СВЕТОДИОДНЫЙ СВЕТИЛЬНИК | 2023 |
|
RU2823545C1 |
| СВЕТОДИОДНЫЙ СВЕТИЛЬНИК С ВЫСОКОЭФФЕКТИВНЫМ КОНВЕКЦИОННЫМ ОХЛАЖДЕНИЕМ | 2010 |
|
RU2433577C1 |
| Светодиодный светильник | 2023 |
|
RU2815596C1 |
| СВЕТОДИОДНЫЙ СВЕТИЛЬНИК С ДИНАМИЧЕСКИМ КОНВЕКЦИОННЫМ ОХЛАЖДЕНИЕМ | 2017 |
|
RU2684461C1 |
| Светодиодный светильник | 2023 |
|
RU2815597C1 |
| Светильник светодиодный консольный | 2022 |
|
RU2794166C1 |
| Светодиодный светильник | 2021 |
|
RU2780352C1 |
| Светильник светодиодный с теплоотводящим корпусом | 2020 |
|
RU2746298C1 |
| СВЕТОДИОДНЫЙ МОДУЛЬ | 2021 |
|
RU2767167C1 |
| СВЕТОДИОДНЫЙ СВЕТИЛЬНИК С КОНВЕКЦИОННЫМ ОХЛАЖДЕНИЕМ | 2021 |
|
RU2768510C1 |



Изобретение относится к области светотехники, а именно к светодиодным светильникам, применяемым для промышленного, уличного, бытового и архитектурно-дизайнерского освещения. Техническим результат - упрощение технологии изготовления, снижение металлоемкости, а также улучшение условий теплоотдачи, достигается за счет того, что методом раскроя листового металла изготавливают основание (1) радиатора и ламели (2), в торцевых частях ламелей (2) делают конвекционные отверстия (12) и осуществляют гибку ламелей (2) под углом. Готовые ламели (2) и втулки (5) приваривают к поверхности основания (1). При помощи втулок (5) устанавливают и закрепляют источник (4) питания. Светодиодные модули изготавливают путем поверхностного монтажа светодиодов и соединительных разъемов на печатную плату, которую герметично крепят на основание радиатора. Из листового металла изготавливают каркасную раму (3), осуществляют гибку рамы (3) по всей длине. По периметру основной части рамы (3) делают отверстия, запрессовывают в них методом соединения с натягом крепежные элементы, посредством которых соединяют основание (1) со световым модулем, защитное стекло и каркасную раму (3), а к выступам торцевых частей каркасной рамы закрепляют кронштейн (6). Боковые стороны кронштейна (6) снабжены радиусными пазами (13), которые при помощи фиксирующего винта (14) устанавливают требуемую ориентацию светильника по отношению к монтажной поверхности. Выполнение светильника в виде пластины–основания (1) из листового металла, на внешней поверхности которого параллельно друг другу установлены вертикально ориентированные ламели (2), выполненные в виде тонкостенных пластин, снабженных конвекционными отверстиями (12), и соединение всей конструкции посредством каркасной рамы (3) обеспечивает снижение металлоемкости светильника по сравнению с литьевыми или экструзионными корпусами и улучшенный теплоотвод за счет конструктивного выполнения его и низкого теплового сопротивления используемых тонкостенных материалов. 2 н. и 18 з.п. ф-лы, 5 ил.
1. Способ изготовления светодиодного светильника, содержащий следующие этапы: изготавливают основание радиатора, к основанию радиатора крепят светодиодные модули, изготовленные путем монтажа светодиодов на печатную плату, устанавливают источник питания, осуществляют электрическое соединение источника питания и светодиодных модулей, отличающийся тем, что из листового металла изготавливают основание радиатора и ламели, при этом по периметру основания выполняют отверстия под установку крепежных элементов, в торцевых частях ламелей делают конвекционные отверстия, затем осуществляют гибку ламелей под углом, готовые ламели приваривают к поверхности основания, к поверхности основания приваривают также крепежные элементы для крепления светодиодного модуля и приварные втулки для крепления источника питания, на которые устанавливают и закрепляют источник питания, из листового металла изготавливают каркасную раму, осуществляют гибку рамы по всей длине, при этом по периметру основной части рамы делают отверстия, устанавливают в них крепежные элементы, посредством которых соединяют основание, защитное стекло и каркасную раму, а к торцевым частям каркасной рамы закрепляют кронштейн.
2. Способ изготовления светодиодного светильника, по п. 1, отличающийся тем, что основание радиатора изготавливают методом раскроя и формообразования листового металла.
3. Способ изготовления светодиодного светильника по п. 1, отличающийся тем, что производят зенкование отверстий основания под установку крепежных элементов.
4. Способ изготовления светодиодного светильника по п. 1, отличающийся тем, что методом раскроя листового металла изготавливают ламели и с использованием листогибочного пресса осуществляют гибку ламелей под углом.
5. Способ изготовления светодиодного светильника по п. 1, отличающийся тем, что отгибаемая часть ламели составляет 10-20% высоты ламели.
6. Способ изготовления светодиодного светильника по п. 1, отличающийся тем, что ламели устанавливают на расстояния не менее 5 мм между их торцевыми частями.
7. Способ изготовления светодиодного светильника по п. 1, отличающийся тем, что ламели изготавливают методом штамповки посредством разделительной операции вырубки и пробивки.
8. Способ изготовления светодиодного светильника по п. 1, отличающийся тем, что к поверхности основания запрессовывают методом соединения с натягом крепежные элементы, при помощи которых герметично закрепляют светодиодный модуль к основанию.
9. Способ изготовления светодиодного светильника по п. 1, отличающийся тем, что защитное стекло крепят к основанию через полимерный уплотнитель для обеспечения герметизации.
10. Способ изготовления светодиодного светильника по п. 1, отличающийся тем, что каркасную раму изготавливают методом штамповки посредством разделительной операции вырубки, и пробивки, и формообразующей операции гибки.
11. Светодиодный светильник, содержащий основание-радиатор, источник питания, а также по меньшей мере один светодиодный модуль, прикрепленный к внутренней поверхности основания-радиатора, отличающийся тем, что он дополнительно снабжен каркасной рамой, а основание-радиатор выполнено в виде пластины-основания, из листового металла, на внешней поверхности которого параллельно друг другу установлены вертикально ориентированные ламели, выполненные в виде изогнутых под углом тонкостенных пластин, при этом отгибаемая часть служит для крепления к основанию, а торцевая часть снабжена конвекционными отверстиями, источник питания установлен на приварные втулки основания, обеспечивающие наличие воздушного зазора между основанием и источником питания, в основании установлены клапан стабилизации давления и кабельный ввод, а светодиодный модуль закрыт защитным стеклом, при этом защитное стекло и основание соединены посредством каркасной рамы и крепежных элементов, на торцевых частях каркасной рамы закреплен кронштейн.
12. Светодиодный светильник по п. 11, отличающийся тем, что расстояние между торцевыми частями ламелей составляет не менее 5 мм.
13. Светодиодный светильник по п. 11, отличающийся тем, что торцевые части ламелей выполнены скругленными.
14. Светодиодный светильник по п. 11, отличающийся тем, что отгибаемая часть ламели составляет 10-20% общей высоты.
15. Светодиодный светильник по п. 11, отличающийся тем, что светодиодный модуль закреплен к основанию механическими метизами.
16. Светодиодный светильник по п. 11, отличающийся тем, что основание-радиатор, ламели и каркасная рама выполнены из металла с повышенной теплопроводностью, предпочтительно из алюминия или меди.
17. Светодиодный светильник по п. 11, отличающийся тем, что каркасная рама выполнена состоящей из четырех планок, изогнутых под углом по всей длине, при этом углы сопрягаемых частей планок срезаны под углом 45°.
18. Светодиодный светильник по п. 11, отличающийся тем, что клапан стабилизации давления совмещен с кабельным вводом.
19. Светодиодный светильник по п. 11, отличающийся тем, что боковые стороны кронштейна снабжены радиусными пазами, обеспечивающими поворот светильника на 195°.
20. Светодиодный светильник по п. 11, отличающийся тем, что светодиодный модуль выполнен универсальным с возможностью установки различных типов линз за счет расстояния между светодиодами и наличия в печатной плате дополнительных позиционных отверстий.
| Машина для окраски внутренних поверхностей емкостей | 1959 |
|
SU130371A1 |
| СВЕТИЛЬНИК | 2008 |
|
RU2366120C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВЕТОДИОДНОГО СВЕТИЛЬНИКА И СВЕТОДИОДНЫЙ СВЕТИЛЬНИК, ВЫПОЛНЕННЫЙ ПО ЭТОМУ СПОСОБУ | 2012 |
|
RU2515492C1 |
| Устройство для автоматической погрузки рудничного крепежного материала на скребковый конвейер | 1956 |
|
SU108122A1 |
| Устройство для забора в ротор турбогенератора и выпуска из него охлаждающего агента | 1957 |
|
SU125299A1 |
| Устройство для котонизации льна и др. лубяных волокон с применением ванны | 1927 |
|
SU16078A1 |
| US 5857767 A, 12.01.1999. | |||

