ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение по существу относится к удалению краски с вращающихся формных цилиндров глубокой печати машин глубокой печати. Точнее, настоящее изобретение относится к системе удаления краски для машины глубокой печати, содержащей вращающийся узел валика для удаления краски, разработанный для удаления избыточной краски с поверхности вращающегося формного цилиндра глубокой печати машины глубокой печати. Настоящее изобретение также относится к системе удаления краски, содержащей устройство для тиснения, предназначенное для оказания давления на первую поверхность передвижного средства удаления краски, чья вторая поверхность, противолежащая первой поверхности, размещена для удаления избыточной краски с поверхности вращающегося формного цилиндра глубокой печати машины глубокой печати. Настоящее изобретение дополнительно относится к машинам глубокой печати, содержащим такие системы удаления краски.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
Машины глубокой печати широко применяются в печати с защитой от подделки для печати защищенных документов, в частности банкнот. Машины глубокой печати из уровня техники, например, раскрыты в Шведском патенте №СН 477293, Европейских заявках на патенты №ЕР 0091709 А1, ЕР 0406157 А1, ЕР 0415881 А2, ЕР 0563007 А1, ЕР 0873866 А1, ЕР 1602483 А1 и Международных заявках №WO 01/54904 A1, WO 03/047862, WO 2004/026580 A1, WO 2005/118294 А1.
На фиг.1 и 2 схематически представлена конфигурация известной машины глубокой печати с конфигурацией блока глубокой печати аналогичной той, которая раскрыта в Европейской заявке на патент №ЕР 0091709 А1.
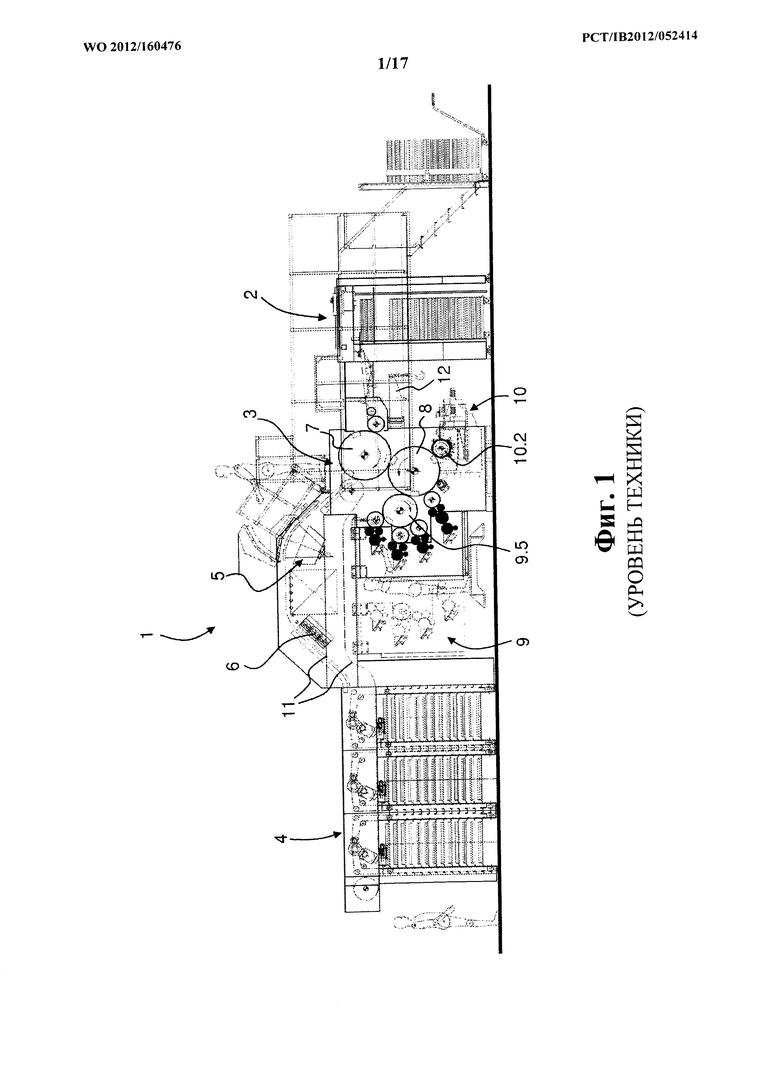
На фиг.1 представлена машина 1 глубокой печати с полистной подачей бумаги, содержащая, как обычно в этой области техники, устройство 2 подачи бумаги для подачи листов для печати, блок 3 глубокой печати для печати листов и секцию листовой приемки 4 для сбора свеженапечатанных листов. Блок 3 глубокой печати обычно состоит из печатного цилиндра 7, формного цилиндра 8 с печатными формами глубокой печати (в этом примере, формный цилиндр 8 является трехсекционным цилиндром с тремя печатными формами 8а, 8b, 8с глубокой печати - фиг.2), красочного аппарата 9 для покраски поверхности печатных форм 8а, 8b, 8с глубокой печати, которые перемещает формный цилиндр 8, и системы 10 удаления краски для удаления краски с покрашенной поверхности печатных форм 8а, 8b, 8с глубокой печати, которые перемещает формный цилиндр 8, перед печатью листов.
Эти листы подаются из устройства 2 подачи бумаги на накладной стол и затем на печатный цилиндр 7. Затем печатный цилиндр 7 перемещает листы в полосу печатного контакта образованную зону контакта между печатным цилиндром 7 и формным цилиндром 8, где производится глубокая печать. После печати листы передаются от печатного цилиндра 7 в систему 11 подачи листов, для того, чтобы быть доставленными в секцию приемки 4. Система 11 подачи листов обычно содержит бесконечную конвейерную систему с парой бесконечных цепей, движущих множество разнесенных штанг с захватами для удерживания передней кромки листов (свеженапечатанная сторона листов направлена вниз по пути к секции приемки 4), при этом листы передаются последовательно от печатного цилиндра 7 к одной из соответствующих штанг с захватами.
Во время их перемещения к секции листовой приемки 4, свеженапечатанные листы предпочтительно обследуются системой 5 оптического контроля. В представленном примере система 5 оптического контроля является преимущественно расположенной вдоль системы 11 подачи листов, сразу после блока 3 печати. Такая система 5 оптического контроля уже является известной в уровне техники и не должна быть описана в подробностях.
Примеры систем оптического контроля, приспособленных для применения в качестве системы 5 оптического контроля в машине глубокой печати по фиг.1 являются, например, описанными в Международных заявках №WO 97/36813 A1, WO 97/37329 А1 и WO 03/070465 А1. Такие системы контроля, в частности, продаются заявителем с торговым наименованием NotaSave®.
Перед доставкой напечатанные листы предпочтительно перемещают в блок 6 осушки, размещенный после системы 5 контроля вдоль транспортного пути системы 11 подачи листов. Высушивание, возможно, может быть выполнено перед оптическим контролем листов.
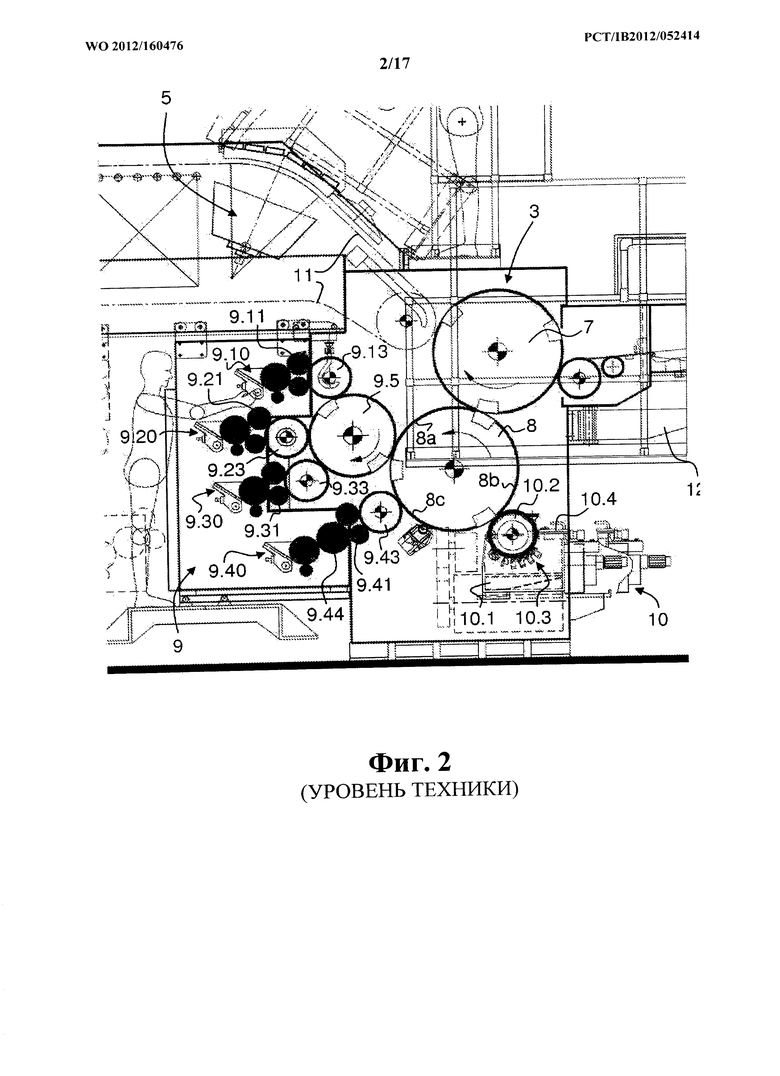
На фиг.2 представлен схематический вид блока 3 глубокой печати машины 1 глубокой печати по фиг.1. Как уже отмечалось, блок 3 глубокой печати в основном состоит из печатного цилиндра 7, формного цилиндра 8 с его печатными формами 8а, 8b, 8с глубокой печати, красочного аппарата 9 и системы 10 удаления краски.
Красочный аппарат 9 содержит в этом примере четыре устройства для накатывания краски, три из которых взаимодействуют с обычным краскоподборочным цилиндром или орловским цилиндром 9.5 (в настоящем примере, двухсекционным цилиндром), который прилегает к формному цилиндру 8. Четвертое устройство для накатывания краски расположено таким образом, чтобы непосредственно прилегать к поверхности формного цилиндра 8. Следует понимать, что представленный красочный аппарат 9 соответственно адаптирован как для косвенного, так и для непосредственного нанесения краски формным цилиндром 8. С краскоподборочным цилиндром 9.5 взаимодействуют устройства для накатывания краски, каждое из которых содержит красочный ящик 9.10, 9.20, 9.30, взаимодействующий в этом примере с парой красочных валиков 9.11, 9.21 и 9.31 соответственно. Каждая пара красочных валиков 9.11, 9.21, 9.31, в свою очередь, наносит краску на соответствующий шаблонный цилиндр (также характеризующийся как выборочный раскатной цилиндр) 9.13, 9,23, 9.33 соответственно, который соприкасается с краскоподборочным цилиндром 9.5. Что касается четвертого устройства для накатывания краски, оно содержит красочный ящик 9.40, дополнительный красочный валик 9.44, пару красочных валиков 9.41 и шаблонный цилиндр 9.43, при этом этот последний цилиндр находится в соприкосновении с формным цилиндром 8. Дополнительный красочный ролик 9.44, как и четвертое устройство 9.4 для накатывания краски, необходимо в этом последнем случае применять для непосредственного нанесения краски на поверхность формного цилиндра 8, который вращается в противоположном направлении по сравнению с краскоподборочным цилиндром 9.5. Как обычно в уровне техники, поверхность шаблонных цилиндров 9.13, 9.23, 9.33 и 9.43 образована таким образом, чтобы показать выступающие участки, соответствующие зонам печатных форм 8а, 8b, 8с глубокой печати, предназначенных для получения красок соответствующих цветов, поставляемых соответствующим устройством для накатывания краски.
Система 10 удаления краски, с другой стороны, обычно содержит резервуар 10.1 для удаления краски (который является подвижным в направлении и от формного цилиндра 8), валик 10.2 для удаления краски, поддерживаемый на и частично расположенный в резервуаре для удаления краски и прилегающий к формному цилиндру 8, средство 10.3 для очистки для удаления остатков удаленной краски с поверхности валика 10.2 для удаления краски с применением раствора для удаления краски, который распыляется или наносится иным образом на поверхность валика 10.2 для удаления краски, и лезвие 10.4 для сушки, прилегающее к поверхности валика 10.2 для удаления краски для удаления остатков раствора для удаления краски с поверхности валика 10.2 для удаления краски. Валик 10.2 для удаления краски может, как правило, быть удален из резервуара 10.1 для удаления краски во время операций по техническому обслуживанию с применением подъемного устройства 12 (см. фиг.1).
Особенно подходящее решение для системы удаления краски, содержащей валик для удаления краски, раскрыто в Международной заявке №WO 2007/116353 А1 (соответствующей ЕР 1844930 А1), которая включена в настоящий документ посредством ссылки во всем ее объеме.
Наиболее распространенным решением, применяемым для удаления краски с поверхности формного цилиндра глубокой печати, является, как описывалось выше, применение узла валика для удаления краски, который вращается в том же направлении, что и формный цилиндр глубокой печати. Такой узел валика для удаления краски обычно состоит из основания цилиндра, выполненного из металла, и содержащего по меньшей мере один слой обтирочного материала, предпочтительно слой полимерного материала, такой как ПВХ материал. Конструкция и производство таких валиков для удаления краски, например, раскрыты в патентах США №US 3,785,286, US 3,900,595, US 4,054,685 и Международных заявках №WO 2007/031925 А2, WO 2007/031927 А2, WO 2007/034362 А2, которые включены в настоящий документ посредством ссылки.
Как упоминалось ранее, такой валик для удаления краски поддерживается на и частично расположен в резервуаре для удаления краски для вращения относительно поверхности формного цилиндра глубокой печати, поверхность валика для удаления краски очищается от остатков удаленной краски с применением раствора для удаления краски, который обычно распыляется на поверхность валика для удаления краски.
В таком известном решении давление удаления краски между формным цилиндром глубокой печати и валиком для удаления краски регулируется посредством свободного перемещения положения оси вращения валика для удаления краски по отношению к оси вращения формного цилиндра глубокой печати. Обычно это достигается с применением двух регулирующих штанг или гидравлических цилиндров, действующих на двух концах валика для удаления краски, например через подшипники эксцентрика. Регулировочные устройства для установки давления удаления краски между валиком для удаления краски и формным цилиндром глубокой печати, например, раскрыты в Европейских заявках на патенты №ЕР 0475890 А1, ЕР 0526398 А1 и патентах США №US 2,987,993, US 3,762,319.
Эти регулировочные устройства, однако, являются не полностью удовлетворяющими, так как способность регулировать давление удаления краски вдоль прилегающей части между валиком для удаления краски и формным цилиндром глубокой печати ограничивается тем, что один может свободно перемещать положение оси вращения валика для удаления краски по отношению к формному цилиндру глубокой печати. Таким образом, трудно гарантировать, что давление удаления краски является адекватным или по существу универсальным вдоль всей длины прилегающей части между валиком для удаления краски и формным цилиндром глубокой печати. Это дополнительно приводит к неоднородному износу поверхности валика для удаления краски. Таким образом, необходимо усовершенствованное решение.
Более того, операции по техническому обслуживанию известных систем удаления краски являются продолжительными по времени, так как валик для удаления краски является относительно тяжелым компонентов для манипуляции, что обычно влечет за собой применение подъемного устройства для удаления валика для удаления краски из резервуара для удаления краски (как, например, представлено на фиг.1 и 2).
Кроме вышеупомянутых систем удаления краски, которые применяют валик для удаления краски в качестве средства удаления краски, известным также является удаление избыточной краски с поверхности вращающейся печатной формы глубокой печати посредством устройств ракеля и/или лент для удаления краски, таких как бумажные ленты. Система удаления краски для машины глубокой печати, применяющая комбинацию устройства ракеля и лент для удаления краски, например, раскрыта в патенте США №US 4,240,347 (который соответствует GB 2065561). Система удаления краски для машины глубокой печати, применяющая только ленты для удаления краски, раскрыта в патентах США №US 1,927,056 и US 3,888,172.
В соответствии с решениями, описанными в патентах США №US 1,927,056, US 3,888,172 и US 4,240,347, лента для удаления краски, которая действует как средство удаления краски, прижимается к поверхности формного цилиндра глубокой печати посредством прижимной прокладки или колодки, которые проходят параллельно оси вращения формного цилиндра глубокой печати. Как описано, в частности, в патенте США №US 4,240,347 давление удаления краски между лентой для удаления краски и формным цилиндром глубокой печати регулируется посредством действия на двух концах прижимной прокладки или колодки. Такие решения, таким образом, демонстрируют, по существу, аналогичные проблемы, что и известные системы удаления краски, которые применяют валики для удаления краски, в основном отсутствие способности должного контроля и регулирования давления удаления краски между средством удаления краски и формным цилиндром глубокой печати вдоль всей длины прилегающей части между средством удаления краски и формным цилиндром глубокой печати.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Основной целью изобретения является, таким образом, предоставление усовершенствованной системы удаления краски для машины глубокой печати.
Дополнительной целью изобретения является предоставление такой системы удаления краски, которая предлагает более широкие возможности по контролю и регулированию давления удаления краски вдоль всей длины прилегающей части между средством удаления краски и формным цилиндром глубокой печати.
Еще одной целью изобретения является предоставление такой системы удаления краски, которая облегчает операции по техническому обслуживанию.
Еще одной целью изобретения является предоставление усовершенствованного устройство 10 для тиснения для оказания давления на внутреннюю поверхность перемещаемого средства удаления краски, чья внешняя поверхность расположена для удаления избыточной краски с поверхности вращающегося формного цилиндра глубокой печати машины глубокой печати.
Эти цели достигаются благодаря системам удаления краски, определенным формулой изобретения.
В соответствии с первой особенностью изобретения существует соответственно предоставленная система удаления краски для машины глубокой печати, содержащая вращающийся узел валика для удаления краски, предназначенный для удаления излишней краски с поверхности вращающегося формного цилиндра глубокой печати машины глубокой печати, при этом вращающийся узел валика для удаления краски содержит:
- вращающийся полый цилиндрический корпус, содержащий внешнюю поверхность, расположенную для очистки поверхности формного цилиндра глубокой печати; и
- устройство для тиснения, расположенное внутри полого цилиндрического корпуса, и предназначенное для оказания давления на внутреннюю поверхность полого цилиндрического корпуса, и позволяющее регулирование давления удаления краски между полым цилиндрическим корпусом и формным цилиндром глубокой печати.
В преимущественном варианте осуществления давление удаления краски между полым цилиндрическим корпусом и формным цилиндром глубокой печати является регулируемым посредством устройства для тиснения во множестве осевых положений вдоль длины полого цилиндрического корпуса. Таким образом, обеспечивается оптимальный контроль давления по всей прилегающей части между формным цилиндром глубокой печати и внешней поверхностью полого цилиндрического корпуса.
В соответствии со второй особенностью изобретения существует дополнительно предоставленная система удаления краски для машины глубокой печати, содержащая устройство для тиснения, предназначенное для оказания 9
давления на первую поверхность перемещаемого средства удаления краски, чья вторая поверхность, противолежащая первой поверхности, является расположенной для удаления избыточной краски с поверхности вращающегося формного цилиндра глубокой печати машины глубокой печати, устройство для тиснения проходит поперек в направлении перемещения средства удаления краски, и будучи дополнительно предназначенным для регулирования давления удаления краски между средством удаления краски и формным цилиндром глубокой печати во множестве поперечных позиций поперечно направлению перемещения средства удаления краски.
В преимущественном варианте осуществления устройство для тиснения содержит множество прессующих устройств, которые поставляются поперечно направлению перемещения средства удаления краски с возможностью регулирования давления удаления краски между средством удаления краски и формным цилиндром глубокой печати во множестве поперечных позиций поперечно направлению перемещения средства удаления краски.
Также предоставляется машина глубокой печати, содержащая такие системы удаления краски.
Дополнительные преимущественные варианты осуществления изобретения образуют предмет зависимых пунктов и описываются ниже.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
Другие особенности и преимущества настоящего изобретения будут более очевидны из следующего подробного описания вариантов осуществления изобретения, которые служат исключительно в роли неограничивающих примеров и представлены посредством прилагаемых графических материалов, на которых:
На фиг. 1 представлен вид сбоку известной машины глубокой печати;
На фиг. 2 представлен увеличенный вид сбоку блока глубокой печати
машины глубокой печати по фиг.1;
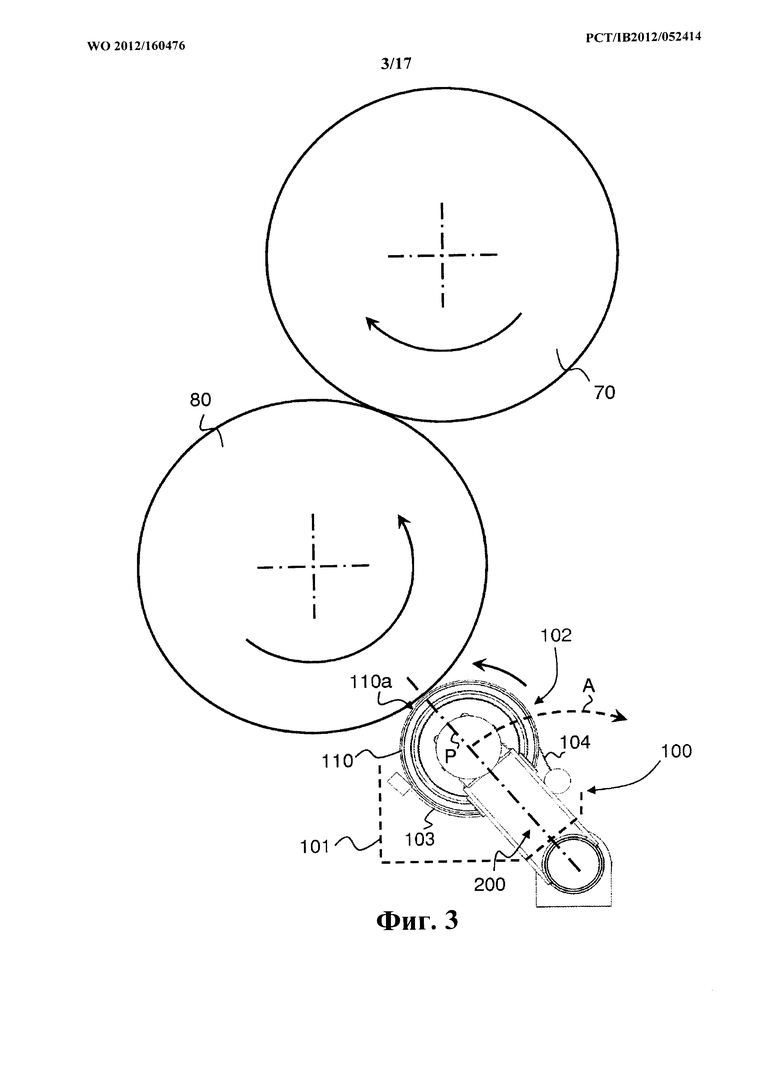
На фиг.3 представлен схематический вид сбоку системы удаления краски в соответствии с предпочтительным вариантом осуществления изобретения, система удаления краски представлена в рабочем положении, прилегая к формному цилиндру глубокой печати машины глубокой печати;
На фиг.4-8 представлен вид в перспективе системы удаления краски по фиг.3;
На фиг.9 представлен перспективный вид в разрезе вращающегося полого цилиндрического корпуса (выполненном вдоль оси вращения полого цилиндрического корпуса) системы удаления краски, установленной на опорном механизме;
На фиг.10 представлен схематический вид в разрезе вращающегося полого цилиндрического корпуса по фиг.9 (выполненном перпендикулярно оси вращения полого цилиндрического корпуса) в рабочем положении, прилегающем к формному цилиндру глубокой печати машины глубокой печати;
На фиг.11 представлен перспективный вид в разрезе внутренней части полого цилиндрического корпуса (выполненном перпендикулярно оси вращения полого цилиндрического корпуса);
На фиг.12 представлен перспективный вид в разрезе внутренней части вращающегося полого цилиндрического корпуса (выполненном вдоль оси вращения полого цилиндрического корпуса) системы удаления краски, показывающий применение давления на внутреннюю поверхность полого цилиндрического корпуса посредством множества прессующих устройств;
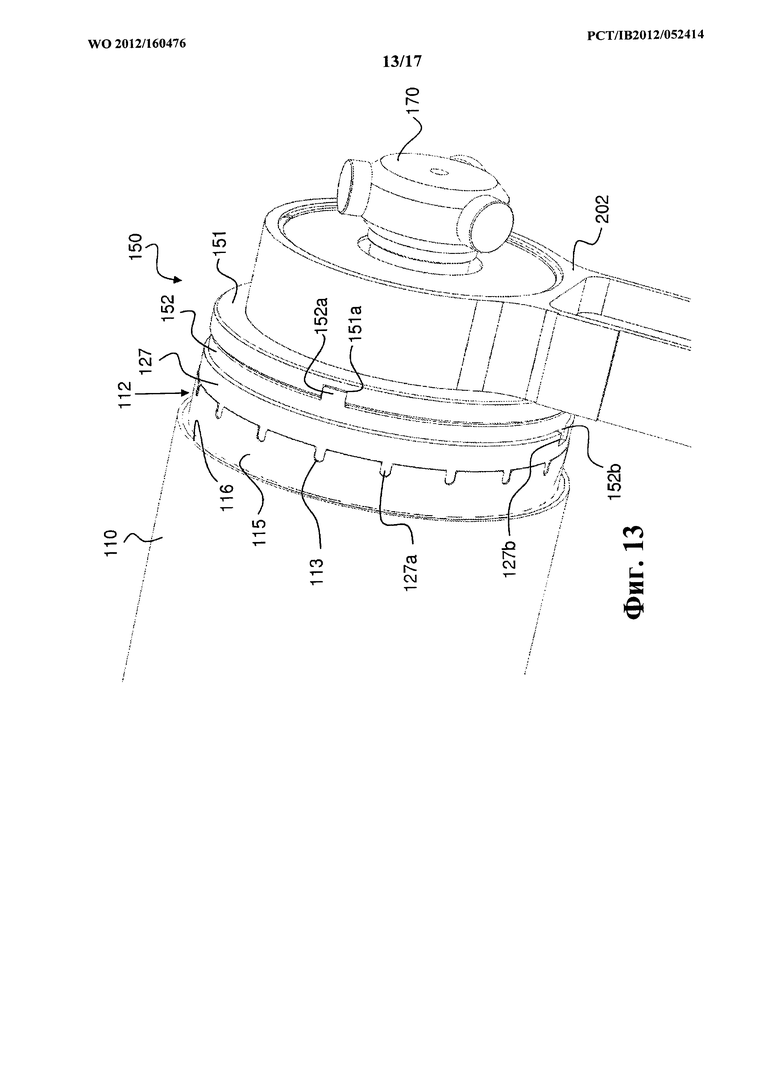
На фиг.13 представлен увеличенный вид в перспективе ведущего хвостовика вращающегося полого цилиндрического корпуса, где вращающийся полый цилиндрический корпус приводится во вращение;
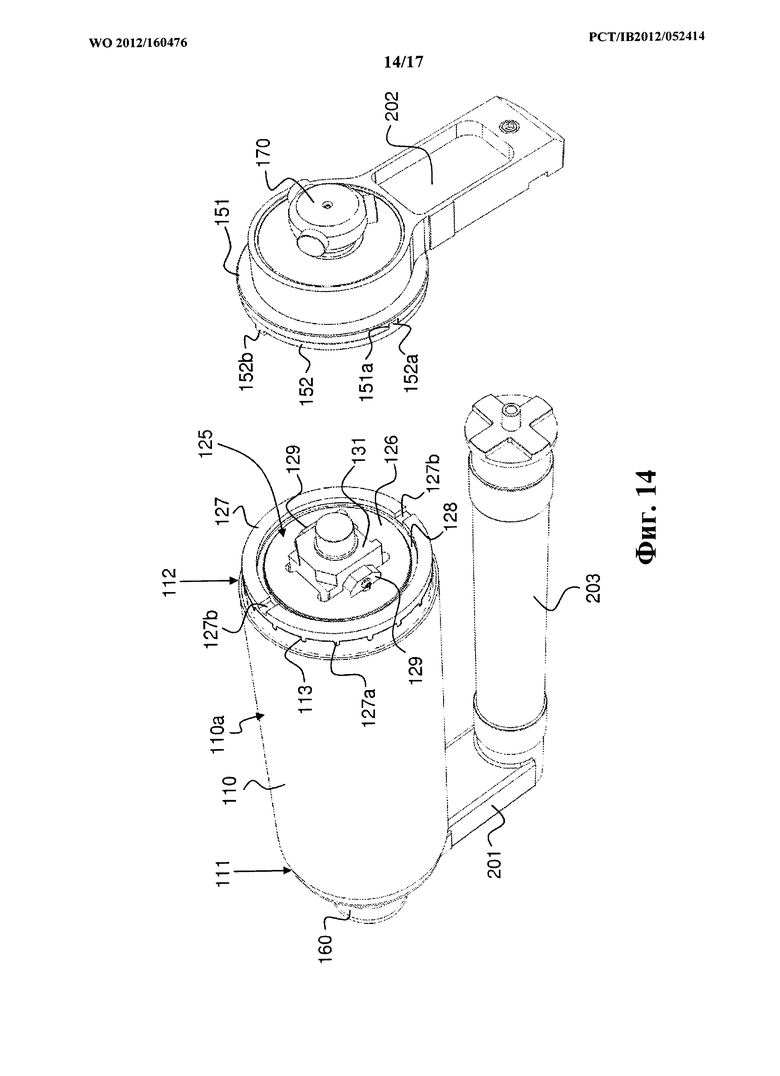
На фиг.14 представлен разнесенный вид системы удаления краски с захватом опорного механизма, отсоединенного от полого цилиндрического корпуса;
На фиг.15 представлен разнесенный вид системы удаления краски с частью муфты, отсоединенной от полого цилиндрического корпуса;
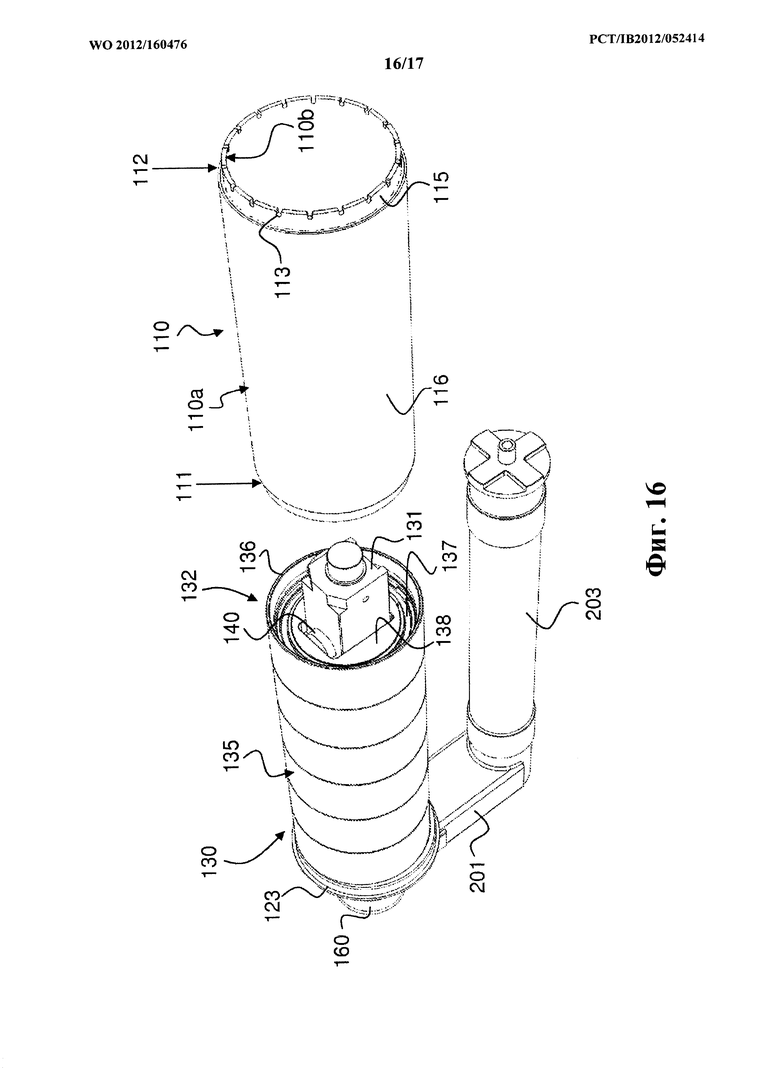
На фиг.16 представлен разнесенный вид системы удаления краски с полым цилиндрическим корпусом, удаленным из устройства для тиснения;
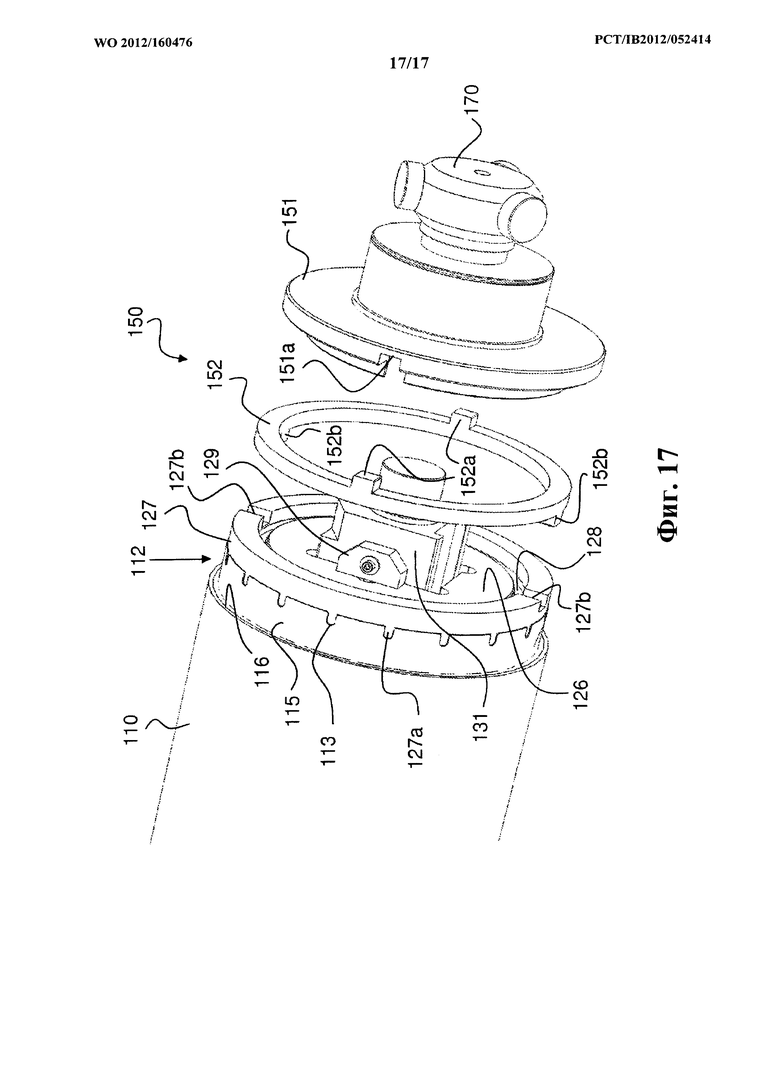
На фиг.17 представлен увеличенный разнесенный вид ведущего хвостовика полого цилиндрического корпуса на примере отсоединенной конструкции муфты.
ПОДРОБНОЕ ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
В контексте настоящего изобретения выражение «формный цилиндр глубокой печати» обозначает либо цилиндр, чья поверхность обеспечена формами глубокой печати, выгравированными непосредственно на окружности цилиндра, или втулку цилиндра, или формный цилиндр, несущий на своей окружности по меньшей мере одну печатную форму глубокой печати с выгравированными формами глубокой печати (второе решение в настоящее время является более распространенным в уровне техники). В следующем описании формный цилиндр глубокой печати является формным цилиндром, несущим на своей окружности несколько печатных форм глубокой печати.
Дополнительно, в контексте настоящего изобретения выражение «средство удаления краски» обозначает средство, содержащее поверхность (в дальнейшем «вторая поверхность» или «внешняя поверхность»), расположенную для удаления избыточной краски с поверхности вращающегося формного цилиндра глубокой печати машины глубокой печати, и поверхность (в дальнейшем «первая поверхность» или «внутренняя поверхность»), на которой устройство для тиснения приводит противолежащую вторую поверхность средства удаления краски к поверхности формного цилиндра глубокой печати, которую очищают от излишней краски. В предпочтительном варианте осуществления настоящего изобретения средство удаления краски может быть выполнено в форме полого цилиндрического корпуса, при этом первая и вторая поверхности средства удаления краски являются соответственно внутренней поверхностью и внешней поверхностью полого цилиндрического корпуса. Средство удаления краски может альтернативно быть выполнено в форме ленты для удаления краски, которую разматывают из рулона лентопитающего устройства и наматывают на дефектный рулон.
На фиг.3 представлено схематическое представление системы 100 удаления краски для блока глубокой печати в соответствии с изобретением. Как известно в уровне техники печатный цилиндр 70 и формный цилиндр 80 глубокой печати взаимодействуют при вращении. В настоящем варианте осуществления также следует понимать, что формный цилиндр 80 глубокой печати выполнен в форме формного цилиндра, несущего множество печатных форм глубокой печати (как в примере по фиг.1 и 2).
В соответствии с этим вариантом осуществления изобретения, узел 102 валика для удаления краски установлен с возможностью вращения на и частично размещен в резервуаре 101 для удаления краски и содержит вращающийся полый цилиндрический корпус 110, чья внешняя поверхность 110а расположена для очистки поверхности формного цилиндра 80 глубокой печати. Резервуар 101 для удаления краски размещен под узлом 102 валика для удаления краски для восстановления раствора для удаления краски, который был предварительно распылен посредством по меньшей мере одной установки для опрыскивания (не показана) напротив поверхности узла 102 валика для удаления краски. Для эффективного удаления остатков удаленной краски и распыления раствора для удаления краски, присутствующего на внешней поверхности 110а полого цилиндрического корпуса 110, система 100 удаления краски дополнительно содержит средство 103 для очистки для удаления остатков удаленной краски с поверхности узла 102 валика для удаления краски. Такие средства для очистки известны из уровня техники, например из Международной заявки №WO 2007/116353 А1. Дальше по потоку относительно направления вращения узла 102 валика для удаления краски размещен ракель 104, также известный как «лезвие для сушки», прилегающий к поверхности узла 102 валика для удаления краски и удаления остаточного раствора для удаления краски и любых потенциальных остатков удаленной краски, все еще присутствующих на внешней поверхности 110а. Элементы 103 и 104 также представлены на перспективном виде на фиг.4 и 6. На фиг.10 также представлен вид сбоку системы удаления краски вместе со средством 103 для очистки, проходящим по окружности вдоль части окружности узла 102 валика для удаления краски, и лезвием для сушки 104, расположенным вниз по потоку средства 103 для очистки.
На фиг.4-8 представлены различные перспективные виды системы 100 удаления краски, представляющие узел 102 валика для удаления краски с его полым цилиндрическим корпусом 110, установленным на соответствующем опорном механизме 200, также видимом на фиг.3.
Вращающийся полый цилиндрический корпус 110 содержит первый конец 111, второй конец 112 и внешнюю поверхность 110а. Второй конец 112 также обозначается как ведущий хвостовик, как описано ниже. Удлиненная средняя балка 131 выполнена в центральной полой части цилиндрического корпуса 110 и проходит с обеих сторон за пределы первого и второго концов 111 и 112 (см. также фиг.9). Полый цилиндрический корпус 110 установлен с возможностью вращения на средней балке 131 с системой опор, содержащей первый подшипник 121 цилиндра, обеспеченный на первом конце 111, и второй подшипник 125 цилиндра (видимый на фиг.9), обеспеченный на втором конце 112.
На фиг.9 представлены дополнительные детали первого и второго подшипников 121, 125 цилиндра. На первом конце 111 полого цилиндра 110 обеспечена внешняя часть подшипника 121 цилиндра вместе с вращающимся опорным кольцом 123, которое взаимодействует с внутренней поверхностью 110b полого цилиндрического корпуса 110. Фланец 122 соединен со средней балкой 131 и роликовый подшипник 124 размещен между фланцем 122 и вращающимся опорным кольцом 123 с возможностью вращения вращающегося полого цилиндрического корпуса 110 вокруг средней балки 131. На втором конце 112, в качестве ведущего хвостовика, обеспечена похожая конфигурация для второго подшипника 125 цилиндра. В частности, вращающееся опорное кольцо 127 соединено с внутренней поверхностью 110b полого цилиндрического корпуса 110, и фланец 126 взаимодействует со средней балкой 131, при этом роликовый подшипник 128 размещен между фланцем 126 и вращающимся опорным кольцом 127 с возможностью вращения вращающегося полого цилиндра 110 вокруг средней балки 131. В этом конкретном примере, вращающееся опорное кольцо 127 также выполнено в качестве выходной муфты из так называемой конструкции 150 кулачково-дисковой муфты, как дополнительно описано в отношении фиг.17.
Средняя балка 131 поддерживается опорным механизмом 200, обеспеченным двумя захватами, при этом первый захват 201 взаимодействует с краем средней балки 131, следующей за первым концом 111 цилиндрического корпуса 110 и вторым захватом 202, который соединен с возможностью вращения со вторым концом 112 полого цилиндрического корпуса ПО. Удлиненная опорная балка 203 проходит продольно, по существу параллельно цилиндрическому корпусу 110, при этом поддерживает захваты 201 и 202. В представленных примерах два опорных наконечника 204 обеспечены на каждой стороне опорной балки 203 с тем, чтобы прикрепить опорный механизм 200 к подходящей части машины глубокой печати и обеспечить опору с возможностью вращения опорной балки 203 и соответствующих поддерживающих захватов 201 и 202.
На фиг.10 представлен вид в разрезе опорного механизма 200, где схематически представлено поворотное движение, позволяющее узлу 102 валика для удаления краски быть приведенным из рабочего положения в положение для обслуживания.
Возвращаясь к фиг.4 и 5 боковые упоры-ограничители 129 (см. также фиг.14) обеспечены на средней балке 131, на каждой стороне полого цилиндрического корпуса ПО, для закрепления соответствующих фланцев 122, 126 первого и второго подшипников 121, 125 цилиндра на средней балке 131.
Система 100 удаления краски является дополнительно обеспеченной устройством 160, установленным на осевом растяжении средней балки 131, рядом с первым концом 111 полого цилиндрического корпуса 110, для обеспечения осевого возвратно-поступательного движения узла 102 валика для удаления краски вдоль своей оси вращения. Такое устройство 160 может, в частности, быть предназначенным для действия в качестве ролика, приводимого в движение кулачком, взаимодействующим с кулачковым механизмом (не показан), известным из уровня техники. Возвратно-поступательное движение узла 102 валика для удаления краски вдоль его оси вращения является преимущественным, так как оно обеспечивает лучшую однородность удаления краски.
Треножная приводная головка 170, лучше показанная на фиг.6-9, 13, 14 и 17, для соединения с приводом валика для удаления краски (не показан), обеспечена для приведения узла 102 валика для удаления краски во вращение. Дополнительные детали, касающиеся треножной приводной головки 170, будут представлены в отношении фиг.14. Соответствующий привод для приведения узла 102 валика для удаления краски во вращение известен из Европейской заявки на патент №ЕР 0881072 А1.
В этом конкретном примере приведение полого цилиндрического корпуса ПО во вращение обеспечивается посредством конструкции 150 кулачково-дисковой муфты, которая соединена с ведущим хвостовиком 112 полого цилиндрического корпуса 110. Точнее, как представлено на фиг.8, 9, 13, 14 и 17, конструкция 150 кулачково-дисковой муфты содержит входную муфту 151, вращающуюся вместе с треножной приводной головкой 170, чей соединительный механизм будет описан более подробно в отношении фиг.17.
Обращаясь к фиг.9-12, они представляют дополнительные подробности компонентов, обеспеченных внутри полой части вращающегося полого цилиндрического корпуса 110. Как представлено, вращающийся полый цилиндрический корпус 110 обеспечен устройством 130 для тиснения, расположенным внутри полого цилиндрического корпуса 110, предназначенного для оказания давления на внутреннюю поверхность 110b полого цилиндрического корпуса 110, и позволяют регулирование давления удаления краски между полым цилиндрическим корпусом 110 и формным цилиндром 80 глубокой печати. В этом конкретном примере устройство 130 для тиснения расположено на средней балке 131.
В соответствии с этим предпочтительным вариантом осуществления, давление удаления краски может регулироваться устройством для тиснения во множестве осевых положений вдоль длины полого цилиндрического корпуса. В этом конкретном примере устройство 130 для тиснения преимущественно содержит шесть прессующих устройств 132, которые распределяются в осевом направлении вдоль длины полого цилиндрического корпуса 110 и позволяют регулирование давления удаления краски между полым цилиндрическим корпусом 110 и формным цилиндром 80 глубокой печати в шести соответствующих осевых положениях вдоль длины полого цилиндрического корпуса 110.
Каждое прессующее устройство 132 предпочтительно содержит прижимной элемент 135 с регулируемым положением, предназначенной для оказания давления на внутреннюю поверхность 110b полого цилиндрического корпуса 110, и привод 140, такой как пневматический поршень, предназначенный для регулирования радиального положения прижимного элемента 135 внутри полого цилиндрического корпуса 110. Как показано, приводы 140 в этом примере обеспечены на средней балке 131.
Точнее, как схематически показано на фиг.10-12, каждое прессующее устройство 132 сконструировано таким образом, чтобы прижимной элемент 135 мог перемещаться вдоль линии, показанной на фиг. 1 и 10-12 пунктирной линией Р, под действием соответствующего привода 140. В этом примере, линия Р совпадает, в рабочем положении узла 102 валика для удаления краски, с линией пересекающей ось вращения формного цилиндра 80 глубокой печати.
Каждый прижимной элемент 135 предпочтительно содержит вращающееся уплотнительное кольцо 136, расположенное для контакта качения с внутренней секцией внутренней поверхности 110b полого цилиндрического корпуса 110, и роликовый подшипник 137, содержащий внешнюю матричную корзину, прикрепленную к внутренней части вращающегося уплотнительного кольца 136, привод, размещенный внутри внутренней матричной корзины роликового подшипника 137 для регулирования радиального положения вращающегося уплотнительного кольца 136, и роликовый подшипник 137 внутри полого цилиндрического корпуса 110.
В представленном примере каждое прессующее устройство 132 дополнительно содержит направляющий элемент 138, расположенный между внутренней матричной корзиной роликового подшипника 137 и приводом 140, для радиального перемещения вращающегося уплотнительного кольца 136 и роликового подшипника 137 под действием привода 140. Конкретнее, как представлено на фиг. 11, направляющий элемент 138 обеспечен направляющим отверстием 138а, через которое проходит средняя балка 131. Другими словами, направляющий элемент 138 направляется на среднюю балку 131 для обеспечения того, что прижимной элемент 135 с регулируемым положением (в частности, вращающееся уплотнительное кольцо 136, роликовый подшипник 137 и направляющий элемент 138) могут быть перемещены вдоль линии Р под действием привода 140.
Как дополнительно представлено на фиг. 11, каждый привод 140, который выполнен в этом примере как пневматический поршень, соединен с трубой 141, проходящей через среднюю балку 131 для соединения с соответствующим пневмообеспечением. Привод может альтернативно приводиться в действиегидравлическими или электромеханическими средствами. Пневматическая схема с соответствующим блоком управления (не показан) позволяет индивидуально контролировать уровни давления, действующие на каждый привод 140 и, таким образом, на каждое прессующее устройство 132.
Таким образом, будет понятно, что давление удаления краски может регулироваться и контролироваться средствами каждого из прессующих устройств 132, которые оказывают давление соответствующего уровня на соответствующую секцию внутренней поверхности полого цилиндрического корпуса 110, как показано посредством широких стрелок на фиг.10-12. Давление удаления краски может, следовательно, регулироваться во множестве осевых положений вдоль длины полого цилиндрического корпуса 110.
В соответствии с этим предпочтительным вариантом осуществления, амортизаторы или гасители 145 колебаний дополнительно обеспечены на средней балке 131 в противоположном направлении по отношению к соответствующим приводам 140. Каждый амортизатор или гаситель 145 колебаний размещен между средней балкой 131 и соответствующей секцией направляющего элемента 138, противоположного положению, где привод 140 действует на направляющий элемент 138. Эти амортизаторы или гасители 145 колебаний являются предпочтительно обеспеченными для того, чтобы рассеивать кинетическую энергию. Это является в частности полезным в контексте машины глубокой печати, содержащей формный цилиндр, несущий одну или несколько печатных форм глубокой печати, поскольку система удаления краски должна справляться с присутствием соответствующих выемок для цилиндра, которые обеспечены, в таком случае, на формном цилиндре. В сущности, амортизаторы или гасители колебаний предназначены для предотвращения узла 102 валика для удаления краски от «попадания» в выемки для цилиндра формного цилиндра 80 глубокой печати. Амортизаторы или гасители 145 колебаний могут преимущественно быть выполнены в качестве гидравлических поршней амортизатора. В таком случае, как показано на фиг.11, дополнительная труба 146 обеспечена в средней балке 131 для того, чтобы соединить амортизаторы или гасители 145 колебаний с обычным гидрообеспечением (не показано).
Фиг.9-13 также представляют особенности конструкции вращающегося полого цилиндрического корпуса 110. Этот цилиндрический корпус 110 предпочтительно выполнен из цилиндрического основания 115, например, выполнен из композитного материала, и по меньшей мере одного, но предпочтительно множества слоев 116 обтирочного материала, например, полимерного материала, такого как ПВХ, обеспеченного на внешней части цилиндрического основания 115. Вращающийся полый цилиндрический корпус 110 изобретения является самонесущим, т.е. он не требует массивного и тяжелого основания цилиндра, как в известных решениях, описанных в преамбуле настоящего документа, таким образом, приводя к более легкому компоненту, более простому в обращении.
Международные заявки №WO 2007/031925 А2, WO 2007/031927 А2 и WO 2007/034362 А2 включены в данный документ посредством ссылки, описывая способы и устройства, которые могли бы быть применены для нанесения слоев обтирочного материала 116 на цилиндрическое основание 115.
Внутренняя поверхность цилиндрического основания 115 формирует внутреннюю поверхность 110b полого цилиндрического корпуса 110, в то время как внешняя поверхность верхнего слоя обтирочного материала 116 формирует внешнюю поверхность 110а полого цилиндрического корпуса 110. Во время эксплуатации этот верхний слой прилегает к поверхности формного цилиндра 80 глубокой печати для удаления избыточной краски с поверхности формного цилиндра 80 глубокой печати.
Цилиндрическое основание 115 сформировано и/или сконструировано с проявлением высокого сопротивления вращению. Армированные волокнами композитные материалы, такие как углеродное волокно, являются предпочтительно материалами в контексте настоящего изобретения.
Как уже упоминалось выше и представлено схематически на фиг. 3 и 10, весь узел 102 валика для удаления краски может поворачиваться вдоль направления благодаря опорному механизму 200. Другими словами, опорный механизм 200 предназначен для перемещения узла 102 валика для удаления краски между рабочим положением (как показано на фиг. 3 и 10), при котором внешняя поверхность 110а полого цилиндрического корпуса 110 прилегает к поверхности формного цилиндра 80 глубокой печати, и положением для обслуживания, при котором узел 102 валика для удаления краски удаляют от формного цилиндра 80 глубокой печати.
Фиг. 8, 9 и 13-17 дополнительно представляют механическое соединение между треножной приводной головкой 170, конструкцией 150 кулачково-дисковой муфты и полым цилиндрическим корпусом 110.
Конструкция 150 кулачково-дисковой муфты содержит входную муфту 151 и промежуточную муфту 152, содержащую по существу форму кольца, которое взаимодействует с вращающимся опорным кольцом 127 второго подшипника 125 цилиндра. Вращающееся опорное кольцо 127 предназначено для действия в качестве выходной муфты конструкции 150 кулачково-дисковой муфты. Входная муфта 151 выполнена в форме колеса с профилем 151 калибра для взаимодействия с соответствующими участками 152а выравнивающего упора, выполненного на первой стороне промежуточной муфты 152. Аналогично, вращающееся опорное кольцо 127, действующее в качестве выходной муфты, обеспечено 5 профилями 127b калибра для взаимодействия с соответствующими участками 152b выравнивающего упора, обеспеченными на второй стороне промежуточной муфты 152. Участки 152а, 152b выравнивающего упора выполнены в правых углах по отношению друг к другу.
Вращательное движение передается на полый цилиндрический корпус 110 посредством приводных штырей 127а, обеспеченных на вращающемся опорном кольце 127, причем приводные штыри 127а взаимодействуют со шлицами 113, обеспеченными на втором конце полого цилиндрического корпуса 110, в
частности на соответствующем конце цилиндрического основания 115.
Как представлено на фиг.9, роликовый подшипник 155 обеспечен на внутренней стороне входной муфты 151 для вращающейся опоры входной муфты 151 на среднюю балку 131. Роликовые подшипники 156 дополнительно обеспечены на внешней стороне выходной муфты 151 для опоры с возможностью вращения между входной муфтой 151 и краем второго захвата 202 опорного механизма 200.
Как представлено на фиг.14-16 конструкция 150 кулачково-дисковой муфты может преимущественно быть отсоединена от узла 102 валика для удаления краски во время операции по техническому обслуживанию, т.е. посредством отсоединения промежуточной муфты 152 от вращающегося опорного кольца 127. Как только боковые упоры-ограничители 129, поддерживающие вращающееся опорное кольцо 127 на средней балке 131 были удалены (см. фиг.15), вращающееся опорное кольцо 127 может быть разобрано вместе с фланцем 126 и роликовым подшипником 128 для обеспечения доступа к полому цилиндрическому корпусу 110. Этот полый цилиндрический корпус 110 может затем быть удален из устройства 130 для тиснения и средней балки 131 посредством скольжения полого цилиндрического корпуса 110 вдоль его оси вращения, как показано на фиг.16, и заменен новым. Все эти этапы могут быть выполнены одним оператором и вручную, благодаря облегченной конструкции больше нет необходимости в подъемном устройстве, так как полый цилиндрический корпус 110 весит преимущественно меньше, чем обычный валик для удаления краски.
Различные модификации и/или улучшения могут быть выполнены по отношению к вышеописанным вариантам осуществления без отступления от объема изобретения, определенного в прилагаемой формуле изобретения. Например, представленный вариант осуществления обеспечен шестью прессующими устройствами 132. Варианты, содержащие большее или меньшее количество прессующих устройств могут быть предусмотрены.
В дополнение, наряду с вышеописанной конструкцией кулачково-дисковой муфты, могут быть предусмотрены другие конструкции муфты, такие как карданный шарнир или как универсальный шарнир.
Более того, несмотря на то, что это, в частности, не было описано выше, вращающийся узел 102 валика для удаления краски между рабочим положением и положением для обслуживания может быть перемещен соответствующим приводом, таким как электропривод.
Дополнительно следует понимать, что, в то время, как фиг.14-16 показывают, что второй захват 202 полностью удален из опорного механизма 200, опорный механизм 200 может быть предназначен для перемещения второго захвата 202 в осевом направлении от второго конца 112 полого цилиндрического корпуса, в то же время, оставаясь прикрепленным к опорной балке 203, и, затем, поворота из полого цилиндрического корпуса 110 для замены полого цилиндрического корпуса 110.
Дополнительно следует понимать, что вышеописанное устройство для тиснения может также быть применено для оказания давления на первую сторону перемещаемого средства удаления краски, такого как лента для удаления краски, чья вторая поверхность, противолежащая первой поверхности, расположена для удаления избыточной краски с поверхности вращающегося формного цилиндра глубокой печати машины глубокой печати. Применение устройства для тиснения вместе с полым цилиндрическим корпусом, как описывалось выше, однако, является предпочтительным.
СПИСОК ССЫЛОЧНЫХ ПОЗИЦИЙ, ИСПОЛЬЗОВАННЫХ В ДАННОМ ДОКУМЕНТЕ
1 машина глубокой печати (с полистной подачей бумаги)
2 устройство подачи бумаги
3 блок глубокой печати
4 листовая приемка (с тремя секциями стапеля приемки)
5 система оптического контроля (например, NotaSave®)
6 блок осушки
7 печатный цилиндр (трехсекционный цилиндр)
8 формный цилиндр (трехсекционный цилиндр с тремя печатными формами 8а-с глубокой печати)
8а-с печатные формы глубокой печати
9 красочный аппарат (непосредственное + косвенное нанесение краски)
9.5 краскоподборочный цилиндр/Орловский цилиндр (двухсекционный цилиндр)
9.10 красочный ящик (первый красочный аппарат)
9.11 пара красочных накатных валиков (первый красочный аппарат)
9.13 шаблонный цилиндр/выборочный раскатной цилиндр (первый красочный аппарат)
9.20 красочный ящик (второй красочный аппарат)
9.21 пара красочных накатных валиков (второй красочный аппарат)
9.23 шаблонный цилиндр/выборочный раскатной цилиндр (второй красочный аппарат)
9.30 красочный ящик (третий красочный аппарат)
9.31 пара красочных накатных валиков (третий красочный аппарат)
9.33 шаблонный цилиндр/выборочный раскатной цилиндр (третий красочный аппарат)
9.40 красочный ящик (четвертый красочный аппарат)
9.41 пара красочных накатных валиков (четвертый красочный аппарат)
9.43 шаблонный цилиндр/выборочный раскатной цилиндр (четвертый красочный аппарат)
9.44 дополнительный красочный ролик (четвертый красочный аппарат)
10 система удаления краски
10.1 резервуар для удаления краски
10.2 валик для удаления краски
10.3 средство для очистки для удаления остатков удаленной краски с поверхности валика 10.2 для удаления краски
10.4 лезвие для сушки для удаления остатков раствора для удаления краски с поверхности валика 10.2 для удаления краски
11 система подачи листов (бесконечная конвейерная система с парой бесконечных цепей, движущих множество разнесенных штанг с захватами для удерживания передней кромки листов)
12 подъемное устройство (для перемещения валика 10.2 для удаления краски)
70 печатный цилиндр
80 формный цилиндр глубокой печати
100 система удаления краски
101 резервуар для удаления краски
102 узел валика для удаления краски
103 средство для очистки для удаления остатков удаленной краски с поверхности узла 102 валика для удаления краски (см., например, WO 2007/116353 А1)
104 лезвие для сушки
110 вращающийся полый цилиндрический корпус
110а внешняя поверхность полого цилиндрического корпуса 110, размещенного для очистки поверхности формного цилиндра глубокой печати
110b внутренняя поверхность полого цилиндрического корпуса 101
111 первый конец полого цилиндрического корпуса 110
112 второй конец полого цилиндрического корпуса 110 (ведущий хвостовик)
113 шлицы для взаимодействия с приводными штырями 127а вращающегося опорного кольца 127, действующего как выходная муфта конструкции 150 кулачково-дисковой муфты
115 цилиндрическое основание, выполненное, например, из армированного волокном композитного материала
116 слой (слои) обтирочного материала (например, полимерный материал, такой как ПВХ)
121 (первый) подшипник цилиндра (на первом конце 111)
122 фланец подшипника 121 цилиндра
123 вращающееся опорное кольцо подшипника 121 цилиндра, который соединен с первым концом 111 полого цилиндрического корпуса 110
124 роликовый подшипник
125 (второй) подшипник цилиндра (на втором конце 112)
126 фланец подшипника 125 цилиндра
127 вращающееся опорное кольцо подшипника 125 цилиндра, которое соединено со вторым концом 112 полого цилиндрического корпуса 110 (также действующего как выходная муфта конструкции 150 кулачково-дисковой муфты)
127а приводные штыри для взаимодействия со шлицами 113
127b профили калибра для взаимодействия с участками выравнивающего упора 152b промежуточной муфты 152
128 роликовый подшипник
129 боковые упоры-ограничители
130 устройство для тиснения
131 средняя балка
132 прессующие устройства (шесть)
135 прижимной элемент с регулируемым положением
136 вращающееся уплотнительное кольцо
137 роликовый подшипник
138 направляющий элемент 138а направляющее отверстие
140 привод (например, пневматический поршень)
141 труба для пневмообеспечения привода 140
145 амортизатор/гаситель колебаний (например, гидравлический поршень амортизатора)
146 труба для гидравлического снабжения амортизатора/гасителя колебаний
150 конструкция кулачково-дисковой муфты (ведущий хвостовик)
151 входная муфта (колесообразная) конструкции 150 кулачково-дисковой муфты, которая приводится во вращение валиком для привода для удаления краски (не показан) посредством треножной приводной головки 170
151а профили калибра для взаимодействия с участками 152а выравнивающего упора промежуточной муфты 152
152 промежуточная муфта (кольцеобразная) размещенная между входной муфтой 151 и выходной муфтой 127 конструкции 150 кулачково-дисковой муфты
152а участки выравнивающего упора для взаимодействия с профилями 151 калибра на входной муфте 151
152b участки выравнивающего упора для взаимодействия с профилями 127b калибра на выходной муфте 127
155 роликовый подшипник для опоры с возможностью вращения входной муфты 151 на средней балке 131
156 роликовые подшипники для опоры с возможностью вращения края второго захвата 202 на входной муфте 151
160 устройство, действующее в качестве ролика, приводимого в движение кулачком для осевого возвратно-поступательного движения узла 102 валика для удаления краски
170 треножная приводная головка для соединения с приводом валика для удаления краски (не показан) - треножная приводная головка прикреплена к входному раскатному диску 151 той же конструкции 150 кулачково-дисковой муфты для вращения
200 опорный механизм, соединенный с узлом 102 валика для удаления краски для перемещения узла 102 валика для удаления краски между рабочим положением и положением для обслуживания
201 первый захват опорного механизма 200, закрепленный на первом конце средней балки 131 рядом с первым подшипником 121 цилиндра, который поддерживает первый конец 111 полого цилиндрического корпуса 110
202 второй захват опорного механизма 200, соединенный с возможностью вращения со вторым концом 112 полого цилиндрического корпуса ПО (может быть отсоединен от второго конца 112 полого цилиндрического корпуса 110)
203 опорная балка
204 опорный наконечник для опоры с возможностью вращения опорной балки 203
А вращательное движение для приведения узла 102 валика для удаления краски из рабочего положения в положение для обслуживания (и наоборот)
Р направление, вдоль которого давление прикладывается между узлом 102 валика для удаления краски и формным цилиндром 80 глубокой печати/направления перемещения привода 140 и прижимного элемента 135 с регулируемым положением
| название | год | авторы | номер документа |
|---|---|---|---|
| СИСТЕМА УДАЛЕНИЯ КРАСКИ ДЛЯ ПЕЧАТНОЙ МАШИНЫ ГЛУБОКОЙ ПЕЧАТИ | 2012 |
|
RU2601261C2 |
| Система удаления краски машины глубокой печати и машина глубокой печати, содержащая ее | 2013 |
|
RU2617509C9 |
| ОПОРНЫЙ УЗЕЛ ФОРМНОГО ЦИЛИНДРА, УСТАНОВОЧНЫЙ ЭЛЕМЕНТ, ФОРМНЫЙ ЦИЛИНДР, СНАБЖЕННЫЙ УСТАНОВОЧНЫМ ЭЛЕМЕНТОМ, И ПЕЧАТНАЯ МАШИНА, СНАБЖЕННАЯ ОПОРНЫМ УЗЛОМ ФОРМНОГО ЦИЛИНДРА | 2005 |
|
RU2375193C2 |
| ПЕЧАТНЫЕ АППАРАТЫ ПЕЧАТНОЙ МАШИНЫ | 2007 |
|
RU2420409C2 |
| ПЕЧАТНЫЕ АППАРАТЫ ПЕЧАТНОЙ МАШИНЫ | 2007 |
|
RU2377130C9 |
| Печатная машина глубокой печати | 2013 |
|
RU2616150C2 |
| ПЕЧАТНАЯ МАШИНА ГЛУБОКОЙ ПЕЧАТИ | 2013 |
|
RU2616908C2 |
| ПЕЧАТНЫЕ АППАРАТЫ С ПО МЕНЬШЕЙ МЕРЕ ДВУМЯ ВЗАИМОДЕЙСТВУЮЩИМИ ЦИЛИНДРАМИ | 2006 |
|
RU2371318C9 |
| КРАСОЧНЫЙ АППАРАТ | 2006 |
|
RU2317896C1 |
| СПОСОБ ОБНАРУЖЕНИЯ ДЕФЕКТОВ ПЕЧАТИ НА ПЕЧАТНОЙ ОСНОВЕ В ПРОЦЕССЕ ЕЕ ОБРАБОТКИ В ПЕЧАТНОЙ МАШИНЕ | 2006 |
|
RU2436679C2 |










Описывается система удаления краски для машины глубокой печати, содержащая вращающийся узел валика для удаления краски, предназначенный для удаления излишней краски с поверхности вращающегося формного цилиндра глубокой печати. Вращающийся узел валика для удаления краски содержит вращающийся полый цилиндрический корпус, имеющий внешнюю поверхность, расположенную для очистки поверхности формного цилиндра, и устройство для тиснения, расположенное внутри цилиндрического корпуса и предназначенное для оказания давления на внутреннюю поверхность цилиндрического корпуса и возможности регулирования давления удаления краски между цилиндрическим корпусом и формным цилиндром глубокой печати. Устройство для тиснения содержит множество прессующих устройств, которые распределяются в осевом направлении вдоль полого цилиндрического корпуса с возможностью регулирования давления удаления краски между цилиндрическим корпусом и формным цилиндром глубокой печати во множестве осевых положений вдоль длины полого цилиндрического корпуса. 4 н. и 24 з.п. ф-лы, 17 ил.
1. Система (100) удаления краски для машины глубокой печати, содержащая вращающийся узел (102) валика для удаления краски, предназначенный для удаления излишней краски с поверхности вращающегося формного цилиндра (80) глубокой печати машины глубокой печати,
при этом вращающийся узел (102) валика для удаления краски содержит:
вращающийся полый цилиндрический корпус (110), содержащий внешнюю поверхность (110а), расположенную для очистки поверхности формного цилиндра (80) глубокой печати; и
устройство (130) для тиснения, расположенное внутри полого цилиндрического корпуса (110) и предназначенное для оказания давления на внутреннюю поверхность (110b) полого цилиндрического корпуса (110), и позволяющее регулирование давления удаления краски между полым цилиндрическим корпусом (110) и формным цилиндром (80) глубокой печати во множестве осевых положений вдоль длины полого цилиндрического корпуса (110).
2. Система удаления краски по п. 1, отличающаяся тем, что устройство (130) для тиснения содержит множество прессующих устройств (132), распределенных в осевом направлении вдоль внутренней части полого цилиндрического корпуса (110) с возможностью регулирования давления удаления краски между полым цилиндрическим корпусом (110) и формным цилиндром (80) глубокой печати на множество осевых положений вдоль длины полого цилиндрического корпуса (110).
3. Система удаления краски по п. 2, отличающаяся тем, что каждое прессующее устройство (132) содержит прижимной элемент (135) с регулируемым положением, предназначенный для оказания давления на внутреннюю поверхность (110b) полого цилиндрического корпуса (110), и привод (140), предназначенный для регулирования радиального положения прижимного элемента (135) внутри полого цилиндрического корпуса (110).
4. Система удаления краски по п. 3, отличающаяся тем, что привод (140) является пневматическим поршнем.
5. Система удаления краски по п. 3, отличающаяся тем, что прижимной элемент (135) с регулируемым положением содержит вращающееся уплотнительное кольцо (136), расположенное для контакта качения с внутренним участком внутренней поверхности (110b) полого цилиндрического корпуса (110), и роликовый подшипник (137), содержащий внешнюю матричную корзину, прикрепленную к внутренней части вращающегося уплотнительного кольца (136), привод (140), размещенный внутри внутренней матричной корзины роликового подшипника (137) для регулировки радиального положения вращающегося уплотнительного кольца (136) и роликового подшипника (137) внутри полого цилиндрического корпуса (110).
6. Система удаления краски по п. 5, отличающаяся тем, что каждое прессующее устройство (132) дополнительно содержит направляющий элемент (138), размещенный между внутренней матричной корзиной роликового подшипника (137) и приводом (140), для радиального перемещения вращающегося уплотнительного кольца (136) и роликового подшипника (137) под действием привода (140).
7. Система удаления краски по п. 2, отличающаяся тем, что каждое прессующее устройство (132) дополнительно содержит амортизатор или гаситель (145) колебаний для рассеивания кинетической энергии.
8. Система удаления краски по п. 7, отличающаяся тем, что амортизатор или гаситель (145) колебаний является гидравлическим поршнем амортизатора.
9. Система удаления краски по любому из пп. 1-8, отличающаяся тем, что устройство (130) для тиснения расположено на средней балке (131), проходящей в осевом направлении через полый цилиндрический корпус (110), причем полый цилиндрический корпус (110) поддерживается с возможностью вращения на средней балке (131) посредством подшипников (121, 125) цилиндра.
10. Система удаления краски по п. 9, отличающаяся тем, что по меньшей мере один (125) из подшипников (121, 125) цилиндра является съемным со средней балки (131) с возможностью замены полого цилиндрического корпуса (110).
11. Система удаления краски по любому из пп. 1-8, дополнительно содержащая опорный механизм (200), предназначенный для перемещения узла (102) валика для удаления краски между рабочим положением, при котором внешняя поверхность (110а) полого цилиндрического корпуса (110) прилегает к поверхности формного цилиндра (80) глубокой печати, и положением для обслуживания, при котором узел (102) валика для удаления краски отодвигают от формного цилиндра (80) глубокой печати.
12. Система удаления краски по любому из пп. 1-8, отличающаяся тем, что полый цилиндрический корпус (110) приводится во вращение посредством конструкции (150) муфты, которая соединена на входной стороне с приводом и на выходной стороне с концом (112) полого цилиндрического корпуса (110).
13. Система удаления краски по любому из пп. 1-8, отличающаяся тем, что полый цилиндрический корпус (110) содержит цилиндрическое основание (115), при этом цилиндрическое основание (115) содержит по меньшей мере один слой обтирочного материала (116).
14. Система удаления краски по п. 13, отличающаяся тем, что цилиндрическое основание (115) выполнено из устойчивого к скручиванию материала.
15. Система удаления краски по п. 14, отличающаяся тем, что цилиндрическое основание (115) выполнено из армированного волокном композитного материала.
16. Система удаления краски по п. 13, отличающаяся тем, что по меньшей мере один слой обтирочного материала (116) является слоем полимерного материала.
17. Система удаления краски по п. 16, отличающаяся тем, что полимерный материал является ПВХ материалом.
18. Машина глубокой печати, содержащая систему (100) удаления краски по любому из пп. 1-17.
19. Система (100) удаления краски для машины глубокой печати, содержащая устройство (130) для тиснения, предназначенное для оказания давления на первую поверхность (110b) перемещаемого средства (110) удаления краски, чья вторая поверхность (110а), противолежащая первой поверхности (110b), расположена для удаления избыточной краски с поверхности вращающегося формного цилиндра (80) глубокой печати машины глубокой печати, причем устройство (130) для тиснения проходит поперечно направлению перемещения средства (110) удаления краски и дополнительно предназначено для выполнения регулирования давления удаления краски между средством (110) удаления краски и формным цилиндром (80) глубокой печати во множестве поперечных положений поперечно направлению перемещения средства (110) удаления краски.
20. Система удаления краски по п. 19, содержащая множество прессующих устройств (132), распределенных поперечно направлению перемещения средства (110) удаления краски с возможностью регулирования давления удаления краски между средством (110) удаления краски и формным цилиндром (80) глубокой печати во множестве поперечных положений поперечно направлению перемещения средства (110) удаления краски.
21. Система удаления краски по п. 20, отличающаяся тем, что каждое прессующее устройство (132) содержит прижимной элемент (135) с регулируемым положением, предназначенный для оказания давления на первую поверхность (110b) средства (110) удаления краски, и привод (140), предназначенный для возможности регулирования положения прижимного элемента (135) и давления, оказываемого прижимным элементом (135) на первую поверхность (110b) средства (110) удаления краски.
22. Система удаления краски по п. 21, отличающаяся тем, что привод (140) является пневматическим поршнем.
23. Система удаления краски по п. 21, отличающаяся тем, что прижимной элемент (135) с регулируемым положением содержит вращающееся уплотнительное кольцо (136), расположенное для контакта качения с участком первой поверхности (110b) средства (110) удаления краски, и роликовый подшипник (137), содержащий внешнюю матричную корзину, прикрепленную к внутренней части вращающегося уплотнительного кольца (136), привод (140), размещенный внутри внутренней матричной корзины роликового подшипника (137) с возможностью регулирования положения вращающегося уплотнительного кольца (136) и роликового подшипника (137), таким образом, приводя к регулированию давления, оказываемого вращающимся уплотнительным кольцом (136) на первую поверхность (110b) средства (110) удаления краски.
24. Система удаления краски по любому из пп. 19-23, отличающаяся тем, что устройство (130) для тиснения расположено на балке (131), проходящей поперечно направлению перемещения средства (110) удаления краски.
25. Система удаления краски по п. 23, отличающаяся тем, что каждое прессующее устройство (132) дополнительно содержит направляющий элемент (138), размещенный между внутренней матричной корзиной роликового подшипника (137) и приводом (140), для радиального перемещения вращающегося уплотнительного кольца (136) и роликового подшипника (137) под действием привода (140).
26. Система удаления краски по п. 20, отличающаяся тем, что каждое прессующее устройство (132) дополнительно содержит амортизатор или гаситель (145) колебаний для рассеивания кинетической энергии.
27. Система удаления краски по п. 26, отличающаяся тем, что амортизатор или гаситель (145) колебаний является гидравлическим поршнем амортизатора.
28. Машина глубокой печати, содержащая систему (100) удаления краски по любому из пп. 19-27.
| RU 2008143660 A, 20.05.2010 | |||
| US 4291446 A1, 29.09.1981 | |||
| US 4240347 A1, 23.12.1980 | |||
| УСТРОЙСТВО для ПРОГРАММНОГО УПРАВЛЕНИЯ ЗАГРУЗКОЙ БУНКЕРОВ | 0 |
|
SU203279A1 |

