ОТСЫЛКИ НА РОДСТВЕННЫЕ ЗАЯВКИ
По данной заявке испрашивается приоритет на основании предварительных заявок на патент США, серийные номера 61/529605, 61/529617 и 61/529623, поданных 31 августа 2011 г. и озаглавленных «ФОРМИРУЮЩИЙ ОПТИЧЕСКИЙ КОМПОНЕНТ ОФТАЛЬМОЛОГИЧЕСКИХ ЛИНЗ», содержание которых достоверно и включено в настоящий документ путем отсылки. По данной заявке также испрашивается приоритет на основании предварительных заявок на патент США, серийные номера 13/599841 и 13/599893, поданных 30 августа 2012 г. и озаглавленных «ФОРМИРУЮЩИЙ ОПТИЧЕСКИЙ КОМПОНЕНТ ОФТАЛЬМОЛОГИЧЕСКИХ ЛИНЗ», содержание которых достоверно и включено в настоящий документ путем отсылки.
ОБЛАСТЬ ПРИМЕНЕНИЯ
В данном изобретении описывается формирующий оптический компонент, используемый для изготовления специальных офтальмологических линз, выполненных по технологии свободной формы, более конкретно - его форма, состав и способы установки и точной юстировки.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
Известен способ изготовления офтальмологических линз путем литьевого формования, в котором мономерный материал помещается в полость, образованную оптическими поверхностями двух или более противоположных частей формы для литья. Многоразъемные формы для литья, используемые для придания гидрогелям формы полезного изделия, например офтальмологической линзы, могут включать в себя, например, первую часть формы для литья с выпуклой частью, которая совпадает с задней изогнутой поверхностью офтальмологической линзы, и вторую часть формы для литья с вогнутой частью, которая совпадает с передней изогнутой поверхностью офтальмологической линзы.
Для изготовления линзы с использованием таких частей формы для литья неполимеризованная композиция для получения линзы из гидрогеля помещается между одноразовой пластиковой частью, формирующей переднюю поверхность линзы, и одноразовой пластиковой частью, формирующей заднюю поверхность линзы, а затем полимеризуется. Однако конструкция изготавливаемой таким образом офтальмологической линзы ограничивается конструкцией используемой формы для литья. Вследствие вышеизложенного этот процесс подходит для крупносерийного производства линз ограниченных размеров и форм, каждый размер и форма соотносится с номером SKU.
В связи с этим предпочтительно иметь в наличии дополнительное оборудование и способы, направленные на формирование полимеризованной офтальмологической линзы, которой можно придавать форму независимо от формы для литья офтальмологической линзы, такой как, например, линза, выполненная с учетом одного из следующего: особенностей конкретного пациента или определенной цели или и того и другого.
ИЗЛОЖЕНИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
Настоящее изобретение относится к формирующим оптическим компонентам для изготовления офтальмологических линз по технологи свободной формы. Более конкретно, формирующий оптический компонент может включать в себя узел, содержащий оправку с поверхностью оптического качества, используемую для изготовления специальных офтальмологических линз по технологии свободной формы. В соответствии с настоящим изобретением формирующая поверхность оправки оптического качества может включать в себя один или более радиусов/форм кривизны формирующей поверхности оптического качества. Каждый соответствующий радиус упомянутой формирующей поверхности оптического качества может соответствовать углу крутизны оправки для выбранного радиуса кривизны и/или формы.
Вокруг формирующего оптического компонента может быть включен позиционирующий артефакт, такой как паз, выемка, центрирующий штырь или другое механическое или электромеханическое устройство или адгезив. Например, в некоторых узлах формирующего оптического компонента оправка может включать в себя один или более позиционирующих артефактов вокруг окружности внешней боковой части оправки. Упомянутый позиционирующий артефакт может быть использован для точной юстировки оправки формирующего оптического компонента относительно источника актиничного излучения.
В другом аспекте также раскрываются виды состава формирующего оптического компонента. Специалистам в данной области техники будут вполне понятны свойства иллюстративных композиций, раскрываемых в документе, поскольку они могут использоваться для изготовления офтальмологических линз по технологии свободной формы. Например, эти свойства могут обеспечивать связывание монослоя, такого как силановый монослой, что может быть использовано для обеспечения более приемлемых характеристик поверхностной энергии и пропускающих свойств, чтобы обеспечить формирование по технологии свободной формы заготовок линз, применяемых для изготовления специальных линз.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
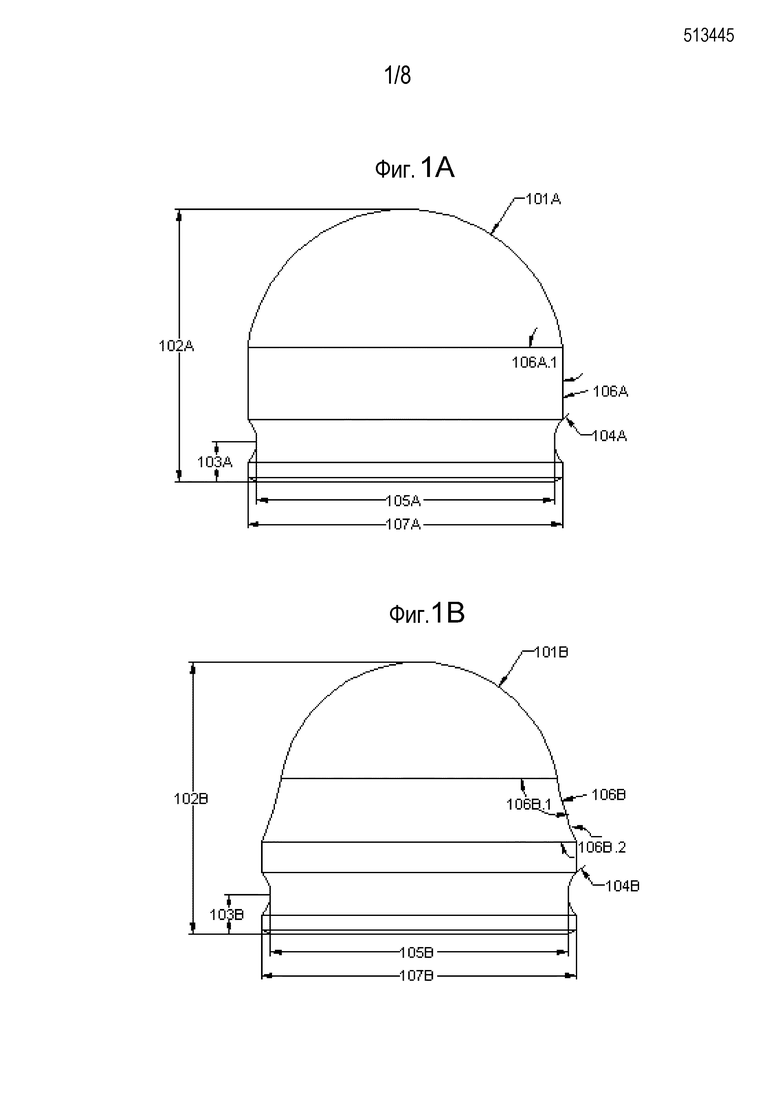
На фиг. 1A изображен пример осуществления оправки формирующего оптического компонента с углом кривизны, который может быть реализован при изготовлении офтальмологической линзы по технологии свободной формы.
На фиг. 1B изображен другой пример осуществления оправки формирующего оптического компонента с углом крутизны, который может быть реализован при изготовлении офтальмологической линзы по технологии свободной формы.
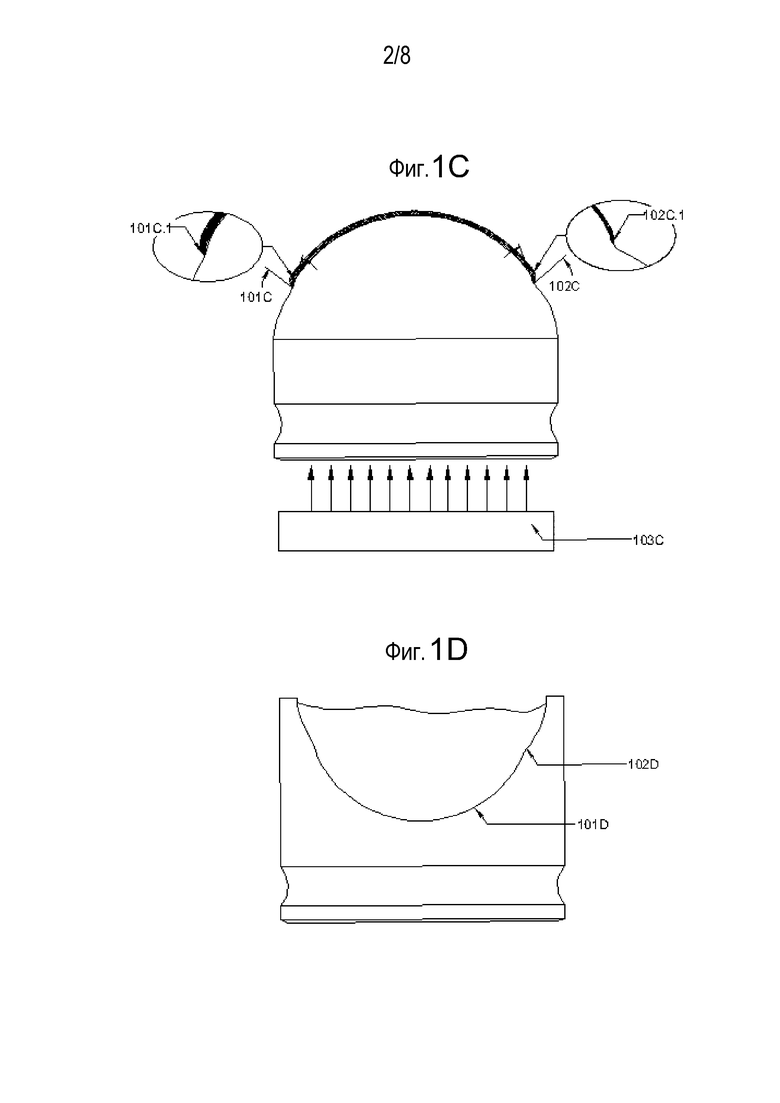
На фиг. 1C изображен пример осуществления оправки формирующего оптического компонента со свойствами поверхности, которые могут быть реализованы при изготовлении офтальмологической линзы по технологии свободной формы.
На фиг. 1D изображен другой пример осуществления оправки формирующего оптического компонента с вогнутой поверхностью, которая может быть реализована при изготовлении офтальмологической линзы по технологии свободной формы.
На фиг. 2 представлена таблица свойств формирующего оптического компонента, который может быть реализован при изготовлении офтальмологической линзы по технологии свободной формы.
На фиг. 3 представлен график, показывающий проецирование иллюстративной композиции для оправки на частотах, которая может быть реализована при изготовлении офтальмологической линзы по технологии свободной формы.
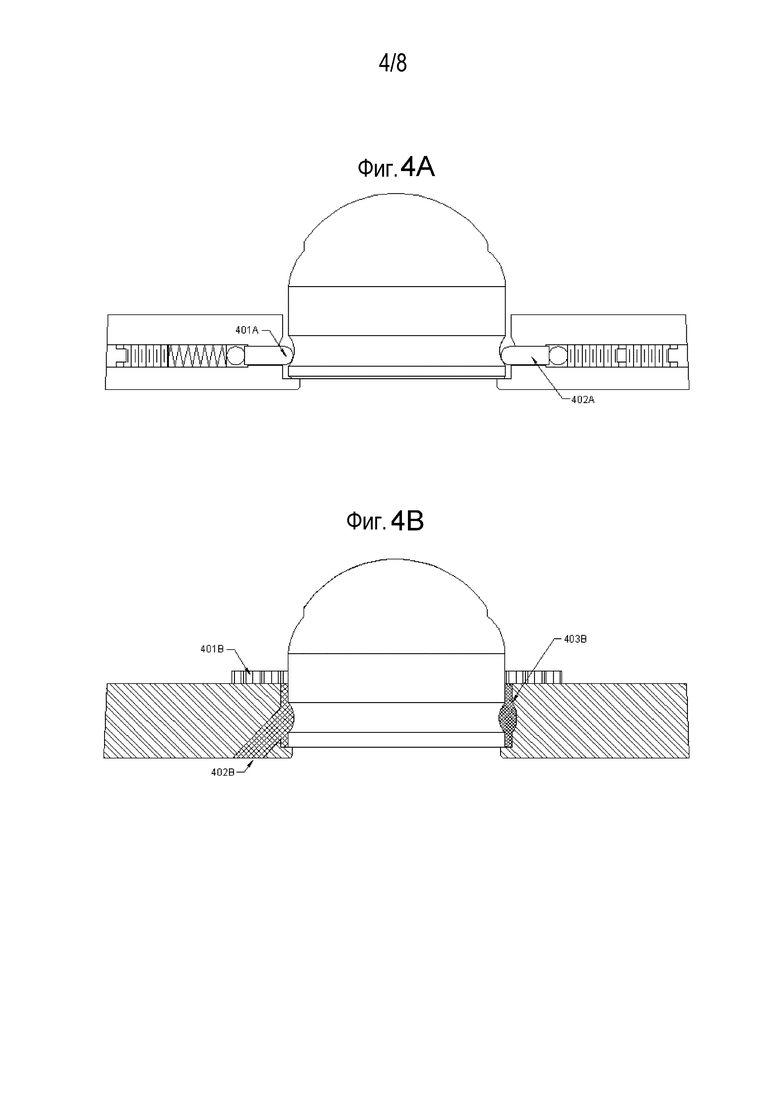
На фиг. 4A изображен вид сбоку поперечного сечения примера осуществления узла формирующего оптического компонента, содержащего оправку формирующего оптического компонента и пластину крепления, которые могут быть реализованы при изготовлении офтальмологической линзы по технологии свободной формы.
На фиг. 4B изображен вид сбоку поперечного сечения другого примера осуществления узла формирующего оптического компонента, содержащего оправку формирующего оптического компонента и пластину для крепления, которые могут быть реализованы при изготовлении офтальмологической линзы по технологии свободной формы.
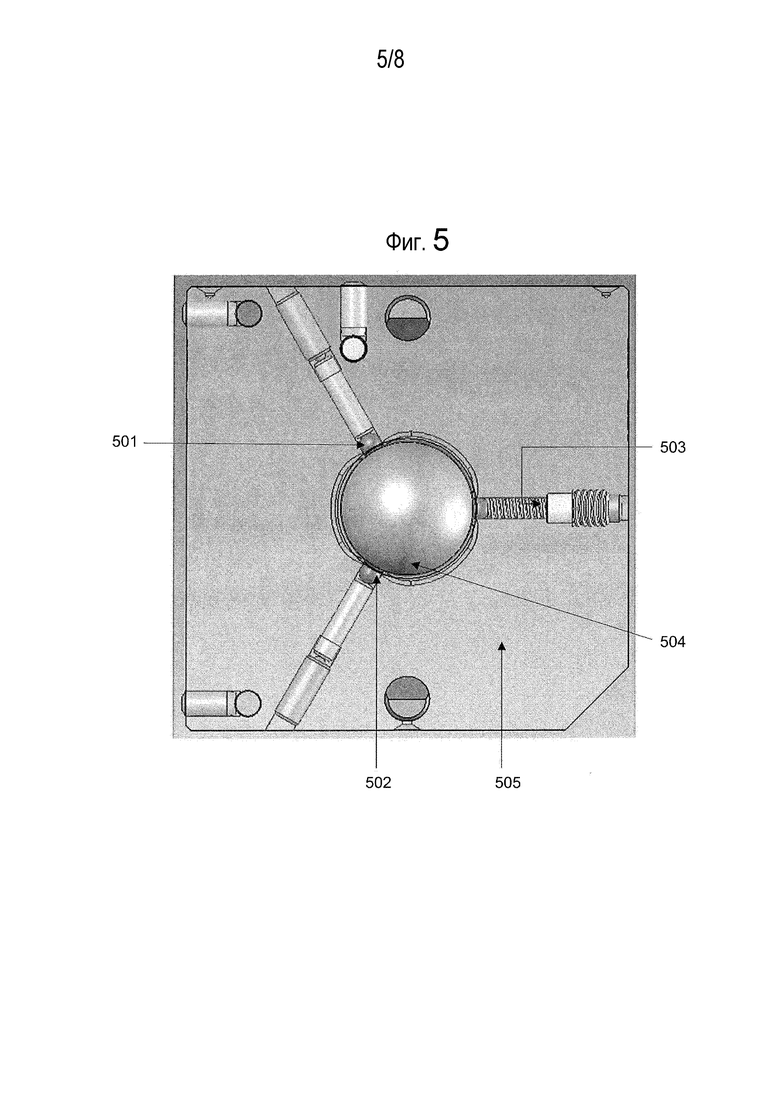
На фиг. 5 изображен вид сверху примера осуществления формирующего оптического компонента, изображенного на фиг. 4A с примером осуществления монтажного/юстировочного механизма, который может быть использован в настоящем изобретении.
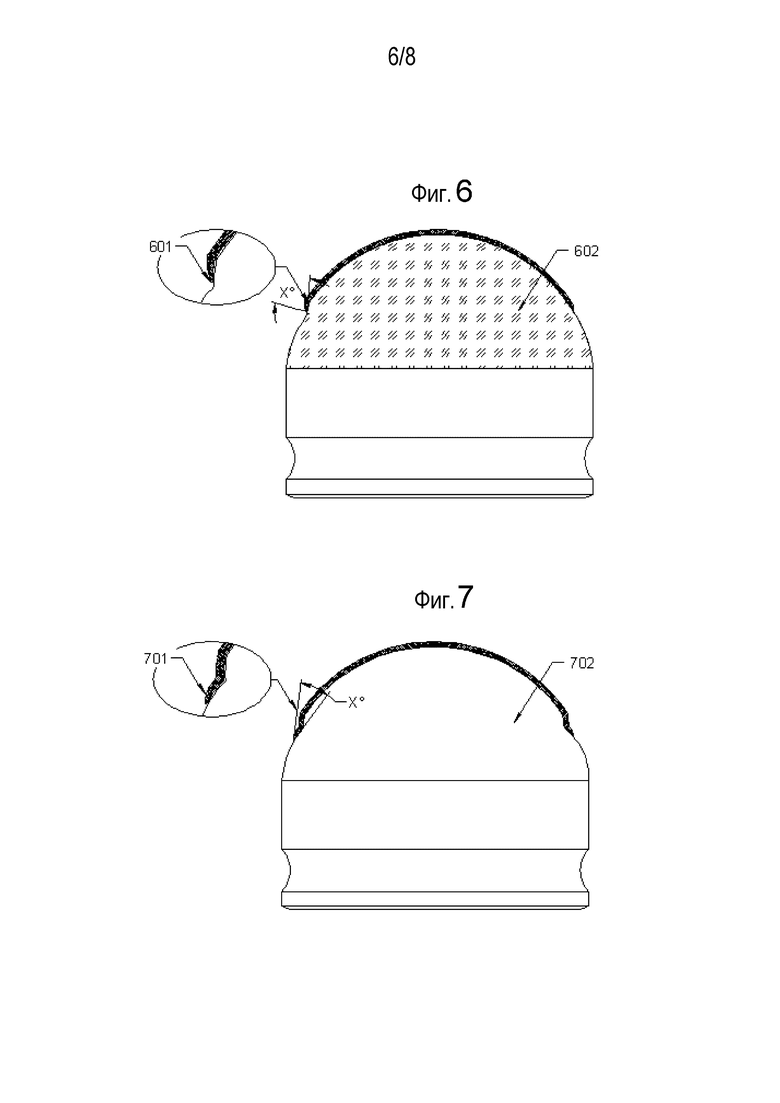
На фиг. 6 изображен пример осуществления формирующей поверхности оптического качества с офтальмологической линзой, выполненной по технологии свободной формы с характеристиками края, полученными благодаря предварительной обработке формирующей поверхности оптического качества.
На фиг. 7 изображен другой пример осуществления формирующей поверхности оптического качества с офтальмологической линзой, выполненной по технологии свободной формы с характеристиками края, полученными при использовании необработанной формирующей оптической поверхности соответствующего качества.
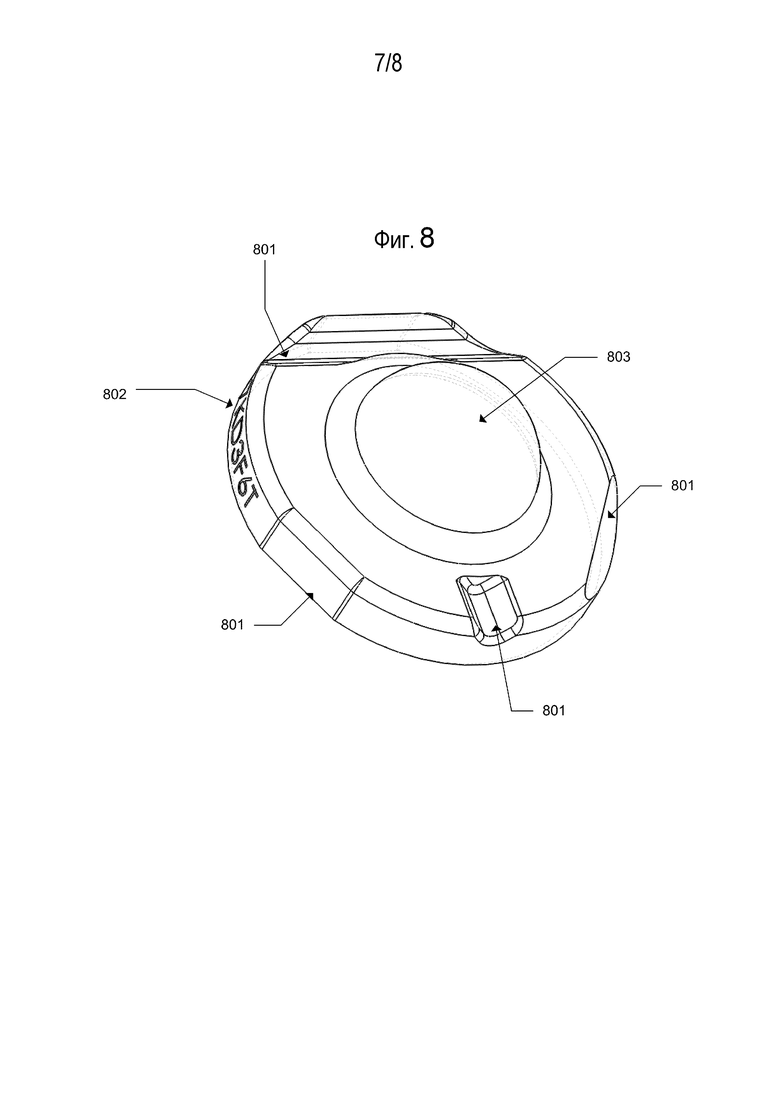
На фиг. 8 представлено изометрическое изображение еще одного примера осуществления формирующего оптического компонента, содержащего механические выравнивающие средства, которые могут быть использованы в настоящем изобретении.
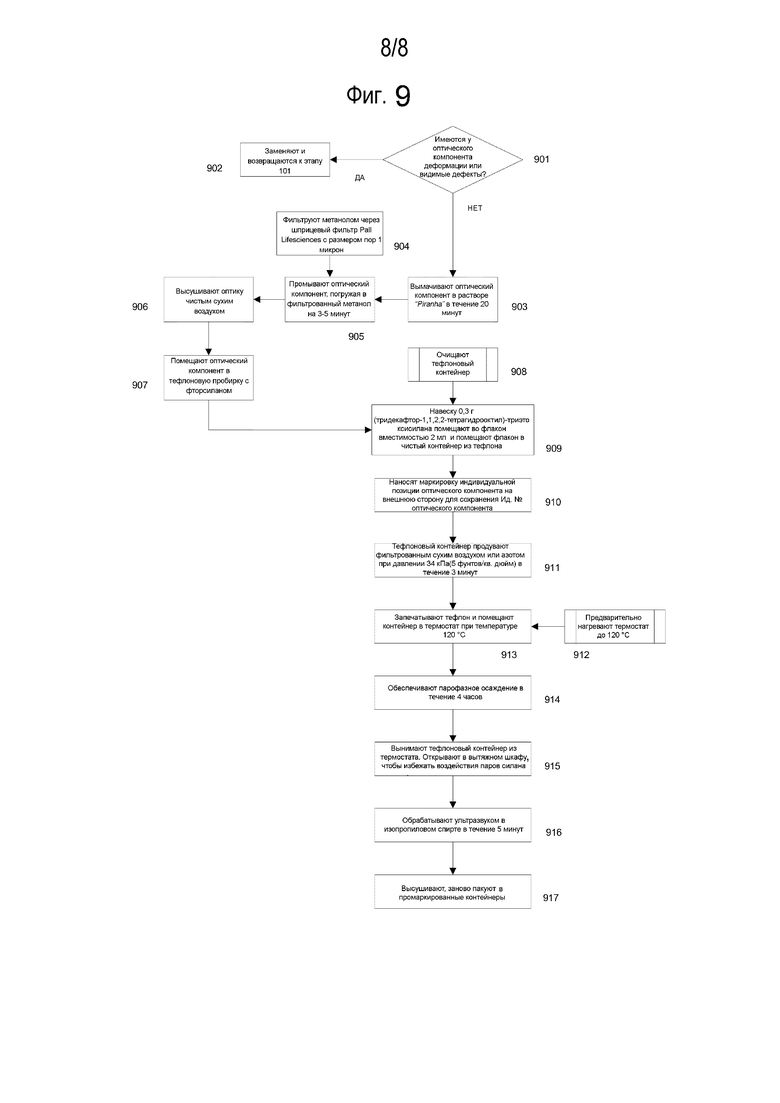
На фиг. 9 изображены этапы иллюстративного способа, который может быть реализован для очистки и предварительной обработки по меньшей мере части формирующей поверхности оптического качества формирующего оптического компонента.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Целью настоящего изобретения является оборудование и способы, используемые для изготовления офтальмологической линзы по технологии свободной формы. Например, оно может быть реализовано при изготовлении индивидуальных офтальмологических линз свободной формы, как описано в заявке на патент США № 12/396019, озаглавленной «Заготовка офтальмологической линзы и линза», поданной тем же авторским коллективом, что и настоящее изобретение. В следующих разделах приведено подробное описание вариантов осуществления и способов. Описание как предпочтительных, так и альтернативных вариантов осуществления представляют собой лишь примеры вариантов осуществления, и предполагается, что для специалиста в данной области возможность их вариаций, модификаций и изменений будет вполне очевидной. Следовательно, необходимо понимать, что примеры вариантов осуществления не ограничивают широту аспектов описываемого изобретения, определенных в формуле изобретения.
Определения
Используемый в настоящем документе термин «актиничное излучение» означает излучение, способное инициировать химическую реакцию.
Используемый в настоящей заявке термин «коллимировать» означает ограничивать угол расходимости излучения, такого как свет, который исходит на выходе из аппарата, получающего излучение на входе. Угол расходимости может быть ограничен таким образом, что исходящие лучи света являются параллельными. Таким образом, аппарат представляет собой устройство, выполняющее эту функцию, а «коллимированный» описывает его воздействие на излучение.
Используемый в настоящей заявке термин «Специальное изделие» относится к изделию, содержащему один или более параметров, которые могут быть доступны не только в специальных или стандартных изделиях и/или настройках. Параметры специального изделия могут обеспечивать более точные значения сферической силы, цилиндрической силы и цилиндрической оси (например, -3,125D/-0,47D×18°), чем у стандартных изделий. Специальные настройки могут также относиться к базовым кривым, диаметрам, профилям стабилизации и профилям толщины, основываясь на конкретном предложении изделия и предполагаемом использовании изделия.
«Коэффициент расширения» при использовании в этом документе означает норму, в рамках которой заготовка линзы может меняться в размере после гидратации и стабилизации упомянутой специальной офтальмологической линзы.
«Техники подбора» при использовании в этом документе означают наиболее эффективные техники подбора специальных офтальмологических линз, осуществляемые офтальмологами, включая окулистов и оптометристов.
«Свободной формы», «по технологии свободной формы» при использовании в этом документе означает поверхность, образованную путем поперечного сшивания молекул реакционной смеси под воздействием актиничного излучения, с использованием слоя текучей среды или без него, а не образованную с помощью отливки обработки на станке или при лазерной абляции. Подробное описание примеров осуществления способов и оборудования производства по технологии свободой формы раскрываются в заявках на патент США, серийный номер 12/194981, в заявке на патент США, серийный номер 12/195132, того же авторского коллектива, что и настоящее изобретение.
«Фотомаска шкалы серого» при использовании в настоящем документе означает нейтральный фильтр с пространственно-изменяемой плотностью. Например, это может быть пленка, обработанная способом фотолитографии, которая может иметь частично затененные серебреные участки.
«Физиология глаза человека» при использовании в настоящем документе означает уникальную форму передней части глаза пациента («передняя камера»), для которого офтальмологические линзы могут быть изготовлены/выполнены с учетом его особенностей для наиболее точного подбора.
«Заготовка линзы» при использовании в настоящем документе означает составной объект, состоящий из формы для заготовки линзы и текучей линзообразующей реакционной смеси (также именуемой «текучая линзообразующая реакционная среда»), контактирующей с формой для заготовки линзы. Например, текучая линзообразующая реакционная среда может быть образована в процессе изготовления формы для заготовки линзы в объеме реакционной смеси. Отделяя форму заготовки линзы и приклеевшуюся текучую линзообразующую реакционную среду от объема реакционной смеси, используемого для образования формы заготовки линзы, можно получить заготовку линзы. В дополнение заготовку линзы можно превратить в другой элемент с помощью удаления значительного количества текучей линзообразующей реакционной смеси или с помощью превращения значительного количества текучей линзообразующей реакционной среды в нетекучий инкорпорированный материал; последний известен как негидратированная офтальмологическая линза. По размерам заготовка линзы непосредственно перед воздействием актиничного излучения, которое превращает текучую среду в нетекучую среду, эквивалентна негидратированной офтальмологической линзе.
«Линза» при использовании в настоящем документе обозначает любое офтальмологическое устройство, которое размещается на глазу или внутри глаза. Эти приспособления могут обеспечивать оптическую коррекцию зрения или могут использоваться в косметических целях. Например, термин «линза» может обозначать контактную линзу, интраокулярную линзу, накладную линзу, глазную вставку, оптическую вставку или другое аналогичное устройство, которое используется для коррекции или модификации зрения или для косметического улучшения физиологии глаза (например, изменения цвета радужной оболочки) без ущерба для зрения. В некоторых вариантах осуществления предпочтительные линзы являются мягкими контактными линзами и изготовлены из силиконовых эластомеров или гидрогелей, которые включают, помимо прочего, силиконовые гидрогели и флуоресцирующие гидрогели.
«Монослой» при использовании в настоящем документе представляет собой покрывающие атомы или молекулы, сливающиеся с помощью связывания с оптической поверхностью, при этом покрытие имеет толщину одного слоя молекул использующейся подложки.
«Раствор Piranha» при использовании в настоящем документе представляет собой смесь, используемую для очистки подложки от остатков. Упомянутая смесь может действовать как сильнодействующий окислитель и может удалять органические вещества и гидроксилировать большинство поверхностей, делая их гидрофильными, что уменьшает краевой угол смачивания водой. Например, смесь, содержащая три части серной кислоты и одну часть перекиси водорода.
«Предварительная обработка» при использовании в настоящем документе представляет собой воздействие на поверхность формирующего оптического компонента какого-либо агента или процесса для достижения конкретного результата с помощью определенной технологии или определенного способа.
Используемые в настоящем документе термины «реакционная смесь» и «линзообразующая смесь», которые могут использоваться как синонимы и могут включать линзообразующиий мономер, означают мономерный или преполимерный материал, который может быть полимеризован и/или поперечно сшит для формирования офтальмологической линзы или части офтальмологической линзы. Линзообразующие смеси могут включать одну или более добавок, таких как вещества, блокирующие УФ-излучение, оттеночные вещества, фотоинициаторы или катализаторы и другие добавки, которые могут понадобиться в составе офтальмологических линз, таких как контактные или интраокулярные линзы.
При обратной обработке оптимальной оптической конструкции офтальмологической линзы можно обеспечить определение специфической формы/размера формирующего оптического компонента. Факторы, содержащие следующее: физиология глаза человека, общепринятые техники подбора офтальмологами, измерения топографии роговицы и коэффициенты расширения материала могут использоваться при дизайне офтальмологических линз свободной формы. Базовым радиусом кривизны офтальмологической линзы может являться радиус кривизны центрального заднего оптического отдела, известный как центральный радиус оптической зоны передней камеры глаза.
Физиология глаза человека определяет радиусы кривизны линзы и то, является ли необходимым, чтобы задняя кривизна линзы имела один изгиб, два изгиба или являлась асферической. В целом, радиус на вершине кривизны нормального глаза может составлять примерно 7,2-8,7 мм. Однако у пациентов с конической роговицей может наблюдаться широкий диапазон топографических форм роговицы, которые могут быть классифицированы как «форма соска», «овальная» и «шарообразная». В основе этой классификации лежит форма радиуса на вершине кривизны глаза, что приводит к значительно более выраженной кривизне базовой кривой и различиям в форме. Например, при форме соска радиус базовой кривой может составлять 5,0 мм, и могут потребоваться линзы с соответствующими вариациями формы и гораздо более выраженной кривизной базовой кривой. В результате, важно, чтобы форма и радиусы кривизны линзы были выполнены таким образом, чтобы подходить глазу в обеспечении способности выполнять нормальные функции и корректировать соответствующим образом нарушенное зрение. Например, у некоторых пациентов, имеющих роговицу асферической формы с уплощенным участком от центра к периферической зоне, линза с одним изгибом, предназначенная для выравнивания линзы с периферической лимабальной зоной или склерой, возможно будет иметь слишком большую кривизну на периферии и будет препятствовать обмену слезной жидкостью, важному для кислородного обмена удалению остатков органических веществ.
После измерения глаза при проектировании офтальмологической линзы также может оказаться важным соблюдение общепринятых методик подбора офтальмологами. Обычно при использовании мягких контактных линз предпочтительно, чтобы базовый радиус кривизны линзы был примерно на 0,8 мм более плоским, чем передняя поверхность роговицы. Поэтому линза имеет больший диаметр, что может позволить линзе лежать более плоско на участке от базовой кривой до наиболее удаленной от центра кривой, как это может быть предпочтительным.
Некоторые способы производства по технологии свободной формы включают формование заготовки линзы, которая может быть переработана в негидрированную офтальмологическую линзу и которая может расшириться после гидратации уравновешивания. Расширение гидратированной и уравновешенной офтальмологической линзы сверх размера заготовки линзы, выполненной по технологии свободной формы, пропорционально коэффициенту расширения. Коэффициент расширения может меняться в зависимости от процесса изготовления и окружающей среды, используемых для полимеризации линз, а также в зависимости от внутренних свойств мономера. Соответственным образом размер формирующего оптического компонента не может быть ограничен, если известен коэффициент расширения.
Для настоящего изобретения, при применении способов производства по технологии свободной формы, форма формирующего оптического компонента в целом может включать первую поверхность оптического качества, которая основывается на предпочтительной форме произведенного изделия. Там, где формирующий оптический компонент является частью пути проекции для актиничного излучения, может потребоваться присутствие типичного повоксельного изображения в формирующей плоскости офтальмологической линзы. Соответственно формирующий оптический компонент предпочтительно может представлять собой плоско-выпуклую оправку формирующего оптического компонента, как изображено на фиг. 1A. Альтернативным образом в зависимости от конструкции проекционной оптики в оборудовании формирования по технологии свободной формы она может иметь выпукло-выпуклую, плоско-вогнутую, вогнуто-выпуклую форму или любое сочетание из упомянутого выше, при условии 1) если линза формируется от задней кривой до передней кривой, поверхность оправки формирующего оптического компонента имеет выпуклую форму, или 2) если линза формируется от передней кривой к задней кривой, поверхность оправки формирующего оптического компонента имеет вогнутую поверхность.
На фиг. 1A представлен вид сбоку формирующего оптического компонента, включающий вариант осуществления оправки формирующего оптического компонента с выпуклой поверхностью оптического качества с радиусами кривизны от 7,4 мм до 8,0 мм. Радиусы конструкции поверхности оптического качества могут быть использованы при формировании офтальмологических линз по технологии свободной формы. 101A обозначает формирующую поверхность оптического качества. Упомянутая поверхность может иметь различные радиусы от 7,4 мм до 8,0 мм для изображенной конструкции. При изменении радиуса кривизны может быть изменен радиус задней части кривой сформированной линзы. Изменение задней части кривой линзы может быть постоянным пропорциональным изменением, определяемым измерением радиуса кривизны, применяемым в отношении формирующей поверхности оптического качества, и коэффициентом расширения X, зависимым от состава материала, используемого в линзе. Коэффициент расширения не ограничивается при условии, если он является достаточно постоянным в применяемом способе. Например, там, где используется общеизвестный материал для линз этафилькон-A, коэффициент расширения X составляет примерно 1,11 (1,09-1,12), сохраняющийся постоянно на протяжении процесса формирования готовых офтальмологических линз.
102A обозначает расстояние от верха формирующей поверхности до низа оптической оправки. Расстояние для оборудования по производству линз (описанное в одновременно поданных заявках) может составлять 12,7 мм +/-0,01; это может обеспечить достаточный зазор, чтобы поверхности резервуара не создавали помехи формирующему оптическому компоненту и полимеризации реакционной смеси. 103A обозначает расстояние от базы оптической поверхности к середине паза вокруг окружности нижней боковой стороны оправки. Предпочтительное расстояние составляет 1,88 мм. Это расстояние может обеспечить точное позиционирование и юстировку оправки формирующего оптического компонента пластины крепления, как раскрывается далее в других частях этого описания. 104A обозначает радиус кривизны бокового паза. Предпочтительно использование радиуса, составляющего 1,5 мм. Упомянутый предпочтительный радиус может также обеспечивать точное позиционирование и юстировку оптической поверхности, обеспечивая точную посадку и функционирование металлических соединительных деталей в точках фиксации, как раскрывается в других частях этого описания. В дополнение предпочтительная длина горизонтальной части бокового паза составляет 14,00 мм +0,10/-.00, как A.
106A обозначает среднюю часть. Упомянутая средняя часть может включать соединение линейного оптического пути с формирующей поверхностью оптического качества. Упомянутое соединение может приводить к образованию угла крутизны 106A.1, составляющего 90°, что соответствует радиусам кривизны формирующей поверхности оптического качества. Радиусы кривизны в пределах указанного диапазона, угол крутизны 90° сторон боковой части оптической оправки могут обеспечивать адекватное проецирование актиничного излучения. Наконец, 107A обозначает диаметр оправки, который может использоваться при реализации настоящего изобретения. Упомянутый диаметр составляет, например, 14,6 мм, чтобы обеспечить позиционирование других частей оптического узла.
На фиг. 1B представлен чертеж вида сбоку конструкции оправки формирующего оптического компонента с радиусами формирующей поверхности оптического качества, составляющими от 6,6 мм до 7,2 мм. Возможно использование иллюстративных радиусов конструкции, изображенных на фиг. 1B, например, для формирования офтальмологических линз по технологии свободной формы для пациентов с крутыми перепадами кривизны роговицы. 101B обозначает формирующую оптическую поверхность. Упомянутая поверхность может иметь различные радиусы от 6,6 мм до 7,2 мм для изображенной конструкции. Параллельно с большими радиусами кривизны формирующей поверхности при изменении радиуса кривизны радиус задней части кривой сформированной линзы может быть пропорционально изменен.
102B обозначает расстояние от верха формирующей поверхности до низа оптической оправки. Расстояние для оборудования по производству линз (описанное в заявках, отсылки на которые приведены в настоящем документе) может составлять 12,7 мм +/-0,01; это также обеспечивает зазор, так чтобы поверхности используемого резервуара не составляли помехи полимеризации по технологии свободной формы реакционной смеси. 103B обозначает расстояние от базы оптической поверхности к середине паза вокруг окружности нижней боковой стороны оправки. Расстояние может составлять 1,88 мм, это расстояние может обеспечить точное позиционирование и юстировку оправки формирующего оптического компонента, описанные в других частях данного изобретения. 104B обозначает радиус кривизны бокового паза. Используемый радиус может составлять 1,5 мм. Упомянутый радиус может также обеспечивать точное позиционирование и юстировку оптической поверхности, например, обеспечивая точную подгонку и функционирование металлических соединительных деталей в точках фиксации, как это описывается в этом документе. В дополнение предпочтительная длина горизонтальной части бокового паза составляет 14,00 мм +0,10/-.00, как обозначено 105B.
106B обозначает среднюю часть. Упомянутая средняя часть может включать дугообразную поверхность с радиусом Y, углом крутизны 106B.2 или линейным соединением, однако углы крутизны 106B.1 и 106B.2 могут зависеть один от другого. Или один может быть использован при условии, если он обеспечивает для формирующей поверхности 101B радиус кривизны, предоставляющий открытое оптическое отверстие для соответствующего прохождения актиничного излучения. Используемые переменные могут быть пропорциональны углу кривизны формирующей поверхности оптического качества для получения точки, тангенциальной между Y и Z, что обеспечивает возможность прохождения с желаемой степенью проецирования актиничного излучения через оправку способом, предпочтительным для формования линзы и для упрощения производственного процесса. Например, для получения точки, тангенциальной между Y и Z, формирующая поверхность с углом крутизны с радиусом, составляющим 6,60 мм, может иметь среднюю часть с углом, полученным при радиусе 12,7 мм, где центральная точка окружности находится на 11,71 мм от стороны базы оправки на высоте 9,45 мм. В другом варианте осуществления формирующая поверхность с углом крутизны с радиусом, составляющим 7 мм, может иметь среднюю часть с углом, полученным при радиусе 12,7 мм, где центральная точка окружности находится на 12,12 мм от стороны базы оправки на высоте 9,02 мм. Наконец, 107B обозначает диаметр оправки, который может использоваться в настоящем изобретении. Упомянутый диаметр также составляет 14,6 мм, чтобы обеспечить позиционирование и юстировку, как это описано в других частях данного изобретения.
Дополнительные характеристики офтальмологической линзы могут быть достигнуты при использовании других форм и характеристик формирующего оптического компонента. Например, поверхность оптического качества может обладать геометрическими характеристиками формирования края линзы, которые могут рассчитываться согласно тому, как край линзы взаимодействует с глазом пациента. Например, для некоторых типов физиологии глаза человека может быть предпочтительным изменение радиуса задней кривой или профиля в непосредственной близости к краю линзы, чтобы обеспечить более высокий комфорт при ношении линзы или обеспечить функциональный аспект. Для достижения этого возможно использование противодействующих форм для поверхности оптического качества формирующего оптического компонента. Более того, элементы формы могут быть реализованы в соответствии с индивидуальными контурами или в оговоренных внешних границах для случаев, когда форма линзы не является круглой, так что элементы различаются в разных радиусах/частях линзы. Соответственным образом радиус вблизи края линзы может быть более плоским или более крутым в зависимости от предпочтительного действия готовой линзы.
На фиг. 1C изображен чертеж вида сбоку варианта осуществления формирующего оптического компонента со свойствами формирующей поверхности, которые могут обеспечить дальнейшее формирование офтальмологических линз по технологии свободной формы. 101C обозначает базовую кривую формирующего оптического компонента, которая может обеспечить элемент по внешней границе, который придают краю линзы закрученную форму. (На чертежах элементы преувеличены для более понятного изображения.) 101C.1 и 102C.1 обозначают краевой угол смачивания между поверхностью формирующего оптического компонента и текучей средой заготовки линзы. Краевой угол смачивания варьируется в зависимости от свойств поверхности оптического качества формирующего оптического компонента и материала используемой реакционной смеси. В этом случае реакционная смесь может представлять собой смесь непрореагировавшей и частично прореагировавшей линзообразующей смеси. Краевой угол смачивания может оказывать влияние на форму готовой офтальмологической линзы и профиль края линзы, поскольку краевой угол смачивания может действовать как граничное условие для минимального энергетического уровня текучей среды заготовки линзы на поверхности. Может потребоваться предварительная обработка формирующей поверхности оптического качества оправки для предотвращения опускания или сползания текучей среды, в связи с этим может образоваться профиль края линзы нежелательной формы.
В дополнение может пространственно измениться геометрия элементов поверхности, как это предпочтительно для обеспечения дополнительных преимуществ офтальмологической линзы, изготовленной по технологии свободной формы. Например, 102C.1 показывает уплощенную форму сформированного края линзы как возможное следствие изменения. Следствием этого может стать линза, в которой край линзы не лежит на глазу, поскольку это может быть нежелательным для некоторых пациентов с чрезмерной чувствительностью, обеспечивая повышенный комфорт для таких пациентов. 103C обозначает источник актиничного излучения. Например, используемый источник может быть цифровым устройством (DMD), упомянутое устройство DMD может обладать способностью генерировать векторы актиничного излучения на запрограммированной длине волны для изготавливаемых линз. Более того, дополнительные различия в форме могут также обеспечить получение специальных многозональных офтальмологических линз для пациентов с кератоконусом для того, чтобы сделать их подходящими к уникальной форме участков роговицы и склеры глаза.
Специальная офтальмологическая линза может быть сформирована с передней стороны ее кривой. На фиг. 1D изображена вогнутая поверхность оправки формирующего оптического компонента, которая может использоваться в этом изобретении. Это форма может обеспечить формирование специальной офтальмологической линзы с передней части кривой. В дополнение при применении некоторых способов может потребоваться удаление избытка жидкого полимера. Однако использование формы такой конструкции формирующего оптического компонента может обеспечить использование формирующего оптического компонента в качестве резервуара. 101D обозначает вогнутую формирующую поверхность оптического качества. Как обозначено 102D, упомянутая формирующая поверхность оптического качества может также включать элементы формы, подходящие для использования с уникальными формами глаза и условиями, как это предпочтительно.
В качестве источника актиничного излучения может применяться источник постоянного света в противоположность предпочтительному воксельному устройству DMD с применением воксельного метода, описанного в заявках, на которые приведены отсылки в настоящем документе. При применении других способов с использованием источника постоянного актиничного излучения в формирующий оптический компонент также может быть включена фотомаска шкалы серого. Например, частично серебреные участки фотомаски шкалы серого на оправке могут образовывать участки большей толщины в линзе в противоположность участкам более темного цвета, которые могут давать участки меньшей толщины в линзе, что является следствием того, что части с более высокой плотностью отверждаются медленнее в связи с экранированием.
Композиция оптической поверхности оправки для формирования офтальмологических линз для конкретного типа специальных линз может быть изготовлена из стекла, кварца, рубина и сапфира или из разнообразных термопластичных полимеров. В целом, поверхности из стекла и кварца более экономичны, химически устойчивы, износостойки и обеспечивают более высокий уровень прозрачности и размерной стабильности. В дополнение представляется важным, чтобы используемые композиции пропускали актиничное излучение и были устойчивы к химическому взаимодействию с используемыми смесями.
Для формирующего оптического компонента можно использовать боросиликатное стекло. Боросиликатное стекло широко применяется для изготовления лабораторной посуды и может выпускаться серийно или по специальному заказу. Более того, доступно стекло оптического качества, например боросиликатное стекло («N-BK7»). Боросиликатное стекло N-BK7 может обладать термическими свойствами с низким коэффициентом расширения и высокой температурой размягчения. Оно также обеспечивает высокий уровень стойкости к воздействию воды, кислот, растворов солей, органических растворителей, галогенов и других добавок, которые могут оказаться необходимыми в производстве офтальмологических линз. Более того, обладает средней степенью стойкости к воздействию щелочных растворов, и для его композиции могут быть присущи свойства проницаемости, которые обеспечивают прохождение через него актиничного излучения необходимым образом для изготовления упомянутых специальных линз.
На фиг. 2 представлена таблица с характеристиками боросиликатного стекла («N-BK7»). В строке 201 представлены оптические характеристики стекла N-BK7. Длина волны, используемая на протяжении процесса формирования упомянутых специальных линз, обычно составляет λ365 и λ420. Как показано на фиг. 3, на этих частотах N-BK7 обеспечивает прохождение более 90% актиничного излучения. Допускается использование материала, обеспечивающего проецирование по меньшей мере 30% актиничного излучения на этой длине волны, поскольку количество актиничного излучения можно увеличить пропорционально. Однако как это обеспечивается N-BK7, важно, чтобы проецирование не изменяло повторяемость производственного процесса с течением времени.
На фиг. 2 представлена другая важная оптическая характеристика - коэффициент преломления. Коэффициент преломления nd от 1,458 (nd кварца) до 1,77 (nd сапфира) может быть приемлемым для формирующего оптического компонента. Коэффициент преломления N-BK7 составляет nd 1,5168, в связи с этим он является приемлемым. В дополнение, поскольку процесс формования является чувствительным к длине волны, может оказаться предпочтительным низкий уровень хроматической дисперсии. В связи с этим может также оказаться предпочтительной близость показателя преломления используемой реакционной смеси и показателя преломления композиции оправки, чтобы предотвратить искажение изображения в ходе процесса формования.
В строке 201 также указано число Аббе. Число Аббе также известно как нормализованная частота или коэффициент дисперсии прозрачного материала и является мерой дисперсии материала (изменение показателя преломления с длиной волны) в связи с показателем преломления. Материалы с низким уровнем дисперсии (низким уровнем хроматической аберрации) имеют высокие значения нормализованной частоты. Представляется важным применение материалов с низким уровнем хроматической аберрации. Предпочтительные значения числа Аббе для композиции оправки формирующего оптического компонента составляют от 63,96 (N-BK7) до 106,18 (MgF2). Для N-BK7 число Аббе равно 64,17.
В строке 202 указаны механические характеристики N-BK7. Представляются важными плотность и твердость используемой композиции. Плотность определяет, насколько проницаемой является оправка, и может внести ограничения при выборе полимера, используемого для изготовления линз. Например, N-BK7 имеет плотность 2,51 г/г/см3. Допустимый диапазон составляет от 2,20 г/г/см3 (УФ поваленный кварц) до 5,27 г/г/см3 (ZnSe). Твердость определяет, насколько устойчивой является оправка к воздействию прилагаемой силы и представляется важной для предотвращения растрескивания оправки во время установки на месте. N-BK7 имеет твердость по Кнупу, составляющую HK0,1/20: 610. Допустимый диапазон составляет от 105 кг/мм2 (ZnSe) до 740 кг/мм2 (кварц), чтобы вынести нагрузки, возникающие в процессе формирования упомянутых линз по технологии свободной формы.
Для удержания и выравнивания оправки формирующего оптического компонента может использоваться рама крепления. Тепловой коэффициент материала рамы крепления, удерживающей используемую оптическую оправку, может вносить ограничения по тепловому коэффициенту материала, который может быть использован для оправки формирующего оптического компонента. Однако если для рамы и оправки формирующей оптики используется один и тот же материал, связанные с этим ограничения отсутствуют. В строке 203 указаны тепловые характеристики N-BK7. Предпочтительным материалом для изготовления рамы, удерживающей оправку формирующего оптического компонента, является нержавеющая сталь. В связи с более низким коэффициентом теплового расширения, чем коэффициент нержавеющей стали, N-BK7 может использоваться в этом изобретении. В противоположном случае могло произойти сдавление оптического компонента с возможным растрескиванием оправки.
Наконец, в строке 204 указаны характеристики стойкости N-BK7 к химическому воздействию. В целом, при использовании линзообразующих смесей и предварительной обработке может потребоваться устойчивость оправки формирующего оптического компонента к химическим веществам, используемым в смесях и актиничном излучении. N-BK7 обеспечивает это на постоянной основе, что делает его подходящим для использования в этом изобретении.
Как изображено на фиг. 4A, 4B и 5, формирующий оптический компонент может содержать формирующую оправку, которая может быть установлена на раме крепления. Упомянутая рама может быть выполнена из металла, такого как нержавеющая сталь, алюминий, оптический материал и т. д. Узел формирующего оптического компонента может включать подвижное устройство крепления для удержания узла формирующего оптического компонента на месте. Для специалистов в данной области техники подвижную опору можно описать как механизм крепления объекта в фиксированном положении относительно другого объекта. Использование подвижной опоры и технических приемов подвижного крепления может обеспечить узлу формирующего оптического компонента отклонение менее 1 субмикрона в положении X, Y и Z в каждый момент позиционирования. Это может оказаться важным в силу трех причин: 1) при формировании линзы каждый раз она формируется точно в том же месте на формирующем оптическом компоненте; 2) при измерении формирующего оптического компонента без линзы формирующий оптический компонент находится в том же точном положении; 3) при измерении линзы на формирующем оптическом компоненте формирующий оптический компонент находится в том же точном положении относительно датчика смещения, в котором была выполнена отправная точка для измерения; и 4) при повторяющемся позиционировании линзы вводятся поправки по результатам измерения толщины на различия в разных точках между полученными измерениями офтальмологической линзы и измерения оправки.
На фиг. 4A представлен вид сбоку варианта осуществления узла подвижного устройства крепления, который может быть использован в этом изобретении. Имеются три позиционирующих пулеобразных держателя, выполненных из стали или карбида вольфрама (из них показаны только два), в верхней части пластины подвижной опоры в канале, и положение каждого пулеобразного держателя можно скорректировать с помощью винта, пока шарики не придут в соприкосновение с узлом формирующего оптического компонента в одной точке, тем самым позиционируя оправку формирующего оптического компонента на основании узла формирующего оптического компонента. В другом варианте пулеообразный держатель можно заменить шарообразным, он может также включать комбинацию шарик-пуля-толкатель-винт или любое сочетание указанного выше, которое может выполнять ту же функцию, что описывается в настоящем документе. 401A обозначает один из трех пулеобразных держателей. Упомянутый шарообразный держатель может приводиться в действие с помощью винта и пружины, т. е. плунжером шарообразного держателя. 402B обозначает систему двух оставшихся пулеообразных держателей. Упомянутые пулеообразные держатели могут приводиться в действие в систему с помощью двух установочных винтов в двух местах. Эта система, с помощью которой можно обеспечить механизм установки и юстировки оправки формирующего оптического компонента в зафиксированном положении относительно другого положения, может оказаться предпочтительной в некоторых вариантах осуществления настоящего изобретения.
На фиг. 4B показана фиксация оправки формирующего оптического компонента на пластине для образования формирующего оптического компонента. Одним из способов фиксации оправки формирующего оптического компонента на удерживающей пластине может являться применение УФ-отверждаемых эпоксидных смол, способных компенсировать значительные различия в тепловом расширении. УФ-отверждаемые смолы могут применяться в качестве герметизирующего и инкапсулирующего материала для оправки формирующего оптического компонента.
Примеры УФ-отверждаемых эпоксидных смол, которые обладают приемлемой стабильностью, силой и химической устойчивостью, включают UV15-7SP4, UV15X-2, UV15X-2GT или Supreme 3HT фирмы «Master Bond, Inc.» В дополнение при более низком тепловом коэффициенте материала оправки по сравнению с тепловым коэффициентом используемой пластины применение любого адгезива может оказаться достаточным для соответствующего позиционирования и юстировки.
401B обозначает резиновую прокладку, которую можно временно использовать для позиционирования оправки формирующего оптического компонента во время введения УФ-отверждаемой эпоксидной смолы в место для выравнивания. 402B показывает доступ к части для заполнения УФ-отверждаемой смолой. Это обеспечивает введение и распределение вокруг оправки формирующего оптического компонента. 403B обозначает элемент вогнутой формы для взаимного соединения с оправкой формирующего оптического компонента; юстировку оправки формирующего оптического компонента можно осуществить с помощью внешних средств, пока эпоксидная смола окончательно не затвердела, после установки в необходимое положение можно применить УФ-излучение для фиксации положения. Альтернативным образом можно использовать одну или две части эпоксидной смолы, так чтобы обеспечить достаточное время для проведения юстировки.
На фиг. 5 показан вид сверху варианта осуществления узла подвижного устройства крепления для формирующего оптического компонента. Иллюстративная подвижная опора может удерживаться на месте с помощью двух шарообразных юстировочных штифтов 501 и 502, а также плунжером 503. Плунжер 503 скользит в пазу, в задней стороне которого имеется пружина, которая может быть захвачена винтом пружинного штифта, показывающего пружинный штифт. Плунжер 503 свободно перемещается взад и вперед и входит в соприкосновение с формирующим оптическим компонентом. Для предотвращения вращения оправки может быть включен вырез. Пружинный штифт через плунжер проталкивает узел формирующего оптического компонента влево (на фиг. 5), его край затем сталкивается с шарообразными юстировочными штифтами 501 и 502.
Юстировка любого из шарообразных юстировочных штифтов 501 и 502 может в достаточной степени полностью выровнять положения X, Y и Z оправки 504 формирующего оптического компонента на пластине 505 крепления.
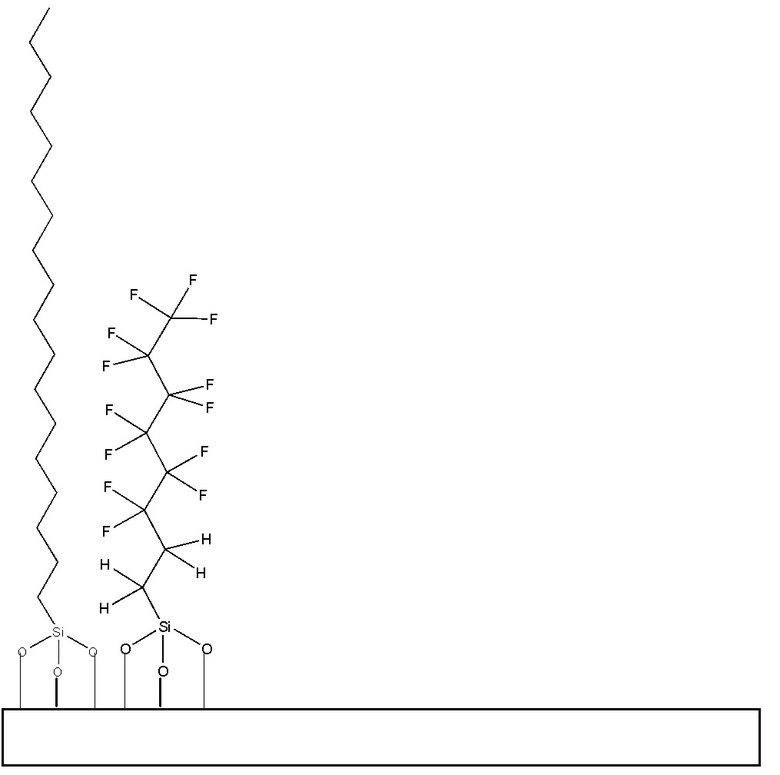
Как объяснялось ранее в этом документе и описывалось на фиг. 2, в целом, поверхности стекла BK7 и кварца отличаются износостойкостью, обеспечивают более высокую степень прозрачности и размерной стабильности и делают возможным улучшить благодаря покрытию элементы формы для формирования и отвердения упомянутых специальных офтальмологических линз. При использовании таких композиций, как стекло BK7 или кварц, элементы формы офтальмологических линз могут быть улучшены с помощью предварительной обработки формирующей поверхности оптического качества и нанесения покрытия или монослоя, что может обеспечить характеристики более низкой поверхностной энергии. Например, нанесение покрытия или монослоя, который увеличивает краевой угол смачивания, образуемого формирующей поверхностью, может обеспечить требуемую форму края офтальмологической линзы.
Возможно использование покрытия для повышения/снижения поверхностной энергии поверхности или для образования поверхности лучшего оптического качества. Покрытия могут быть постоянными или временными и могут наноситься разными способами. Например, покрытием может быть накладывание синтетического гидрофобного поверхностно-нанесенного продукта, который вызывает образование капель воды, с помощью нанесения тонкого слоя или напыления, увеличивая тем самым краевой угол смачивания. Толщина упомянутых покрытий может отличаться в значительной степени. Однако представляется важным, что покрытия не вступают неожиданным образом в реакцию с реакционной смесью и действуют неизменным образом при применении используемого способа.
Покрытие может включать конкретные монослои для обеспечения определенных свойств, которые могут оказаться полезными для формирующей поверхности оптического качества формирующего оптического компонента. Один монослой может содержать
 монослой (тридекафтор-1,1,2,2-тетрагидрооктил)-триэтоксисилан («Фторсилан»). Далее монослой фторсилана может быть нанесен на чистую формирующую оптическую поверхность с использованием процесса очистки и нанесения монослоя на оптическую поверхность. Упомянутый монослой может быть износостойким и может обеспечивать более гидрофобную поверхность, увеличивая краевой угол смачивания, что приводит к формированию свойств края линзы, приемлемых для использования упомянутых линз, выполненных по технологии свободной формы, в офтальмологии. В других вариантах осуществления может также использоваться монослой из октадецилтриметоксилана («октадецилсилан»)
монослой (тридекафтор-1,1,2,2-тетрагидрооктил)-триэтоксисилан («Фторсилан»). Далее монослой фторсилана может быть нанесен на чистую формирующую оптическую поверхность с использованием процесса очистки и нанесения монослоя на оптическую поверхность. Упомянутый монослой может быть износостойким и может обеспечивать более гидрофобную поверхность, увеличивая краевой угол смачивания, что приводит к формированию свойств края линзы, приемлемых для использования упомянутых линз, выполненных по технологии свободной формы, в офтальмологии. В других вариантах осуществления может также использоваться монослой из октадецилтриметоксилана («октадецилсилан»)
 .
.
Октадецилсилановый монослой может быть нанесен с использованием того же подходящего процесса очистки и связывания монослоя.
Октадецилсилановый монослой может также приводить к характеристикам более низкой поверхностной энергии, каждая из которых может обеспечивать связывание с выбранным стеклом, кварцем. При использовании особых термопластичных полимеров с внутренне присущими им характеристиками низкой поверхностной энергией нанесение монослоя может не понадобиться.
При использовании стекла BK7 или кварца, в связи с их химическим свойствами, возможна полимеризация поверхности фторсиланом, образуя ковалентную связь с SiO2, который является основным компонентом стекла. Когда это происходит, образуется монослой, обеспечивающий гораздо более низкую поверхностную энергию. Упомянутый монослой может быть очень крепким по природе в противоположность некоторым покрытиям, используемым для разглаживания поверхностей, которые могут разломиться на куски. В дополнение эти монослои были бы почти необнаруживаемыми и не использовались бы для выравнивания поверхности для линз.
Связывание с поверхностью формирующего оптического компонента может увеличить краевой угол смачивания θ. Краевой угол смачивания представляет собой количественную меру увлажнения твердого тела жидкостью. Она определяется геометрически как угол, образованный жидкостью на границе трех фаз, где пересекаются жидкость, газ и твердое тело. Низкие значения краевого угла смачивания (θ) указывают, что используемый гель хорошо распределен или обеспечивает хорошее увлажнение, в то время как высокие значения краевого угла смачивания указывают на недостаточное увлажнение. Краевой угол смачивания обычно используется как наиболее прямая мера увлажнения. Другие экспериментальные параметры могут быть выведены непосредственно из результатов измерения краевого угла смачивания и поверхностного натяжения. Например, работа по распределению представляет собой отрицательную свободную энергию, обусловленную распределением жидкости по поверхности твердого тела. Полученные данные измерения поверхностного натяжения могут непосредственно отражать термодинамические характеристики испытуемого реакционного мономера, и в связи с этим, если вы хотите охарактеризовать характер смачивания конкретной пары жидкость/твердое тело, вам лишь необходимо указать краевой угол смачивания.
На фиг. 6 и фиг. 7 изображен вид сбоку примера осуществления формирующего оптического компонента. На фиг. 6 изображен пример поверхности оправки формирующего оптического компонента с офтальмологической линзой, имеющей характеристики края, полученные в результате предварительной обработки формирующей поверхности. 602 обозначает монослой, нанесенный на формирующую поверхность оправки. 601 обозначает край линзы, полученный больший краевой угол смачивания монослоя, в противоположность к фиг. 7, на котором изображена другая поверхность оправки формирующего оптического компонента с офтальмологической линзой, имеющей характеристики края, обусловленные отсутствием предварительной обработки формирующей поверхности 702. 701 обозначает формирующую поверхность, которая вызывает провисание края линзы над поверхностью, и полученные в результате характеристики края линзы оказываются неприемлемыми для нормального ношения.
На фиг. 8 представлен изометрический вид еще одного примера реализации формирующего оптического компонента, содержащего множественные механические средства выравнивания, и элементы идентификации, которые могут быть использованы в настоящем изобретении. 801 обозначает различные механические элементы. Настоящий вариант осуществления формирующего оптического компонента может выравниваться с помощью дополнительной подвижной опоры, что может потребовать однократной центральной юстировки. Такой формирующий оптический компонент может быть изготовлен, например, с использованием известной технологии формовки стекла. Формирующий оптический компонент, выполненный методом формовки, может быть изготовлен с высокой точностью до субмикронного уровня. Далее формирующий оптический компонент может обеспечить более легкое удаление для очистки повторного нанесения покрытия без изменения значений сходимости в используемом процессе изготовления по технологии свободной формы. Механические свойства 801 могут обеспечить один градус степени свободы, который не подвержен температурным изменениям.
802 обозначает идентификатор формирующего оптического компонента, который может быть заформован на поверхности формирующего оптического компонента на внешней части поверхности 803 формирующего оптического компонента и который не оказывает влияния на оптический путь, по которому проходит излучение.
На фиг. 9 представлена блок-схема, иллюстрирующая пример способа очистки и предварительной обработки оптической поверхности, которая может быть использована в настоящем изобретении. На этапе 901 производят осмотр формирующего оптического компонента на наличие деформации или видимых дефектов. На этапе 902, если установлено наличие у оптического компонента деформаций или видимых дефектов, следует произвести замену оптического компонента, пока не будет найден компонент, соответствующий требованиям, чтобы перейти к этапу 903. На этапе 903 формирующий оптический компонент подвергают воздействию раствора Piranha. При использовании в настоящем документе раствор Piranha содержит смесь серной кислоты (H2SO4) и перекиси водорода (H2O2). Раствор Piranha может использоваться для очистки формирующего оптического компонента и, в частности, для очистки от органических остатков. Этап очистки также включает в себя нанесение гидроксилата на поверхности формирующего оптического компонента. Соответственным образом раствор Piranha может добавить группы OH на поверхность оптического компонента, усиливая гидрофильные свойства оптического компонента.
Согласно изложенному в настоящем документа раствор Piranha может представлять собой смесь, которая содержит 3:1 концентрированной серной кислоты к 30% раствору перекиси водорода; в других протоколах может использоваться смесь 4:1 или даже 7:1. Альтернативным образом может применяться способ с использованием раствора, который известен как «base piranha», который содержит смесь 3:1 гидроксида аммония (NH4OH) c перекисью водорода.
Очистка может включать примерно от 1 до 40 минут воздействия на оптический компонент раствора Piranha. Раствор Piranha смешивают перед нанесением или наносят непосредственно на оптический компонент, нанося сначала серную кислоту, а затем перекись водорода. Из-за саморазложения перекиси водорода предпочтительно готовить раствор Piranha во время нанесения или непосредственно перед нанесением на оптический компонент. Очистка может включать нанесение раствора Piranha на оптический компонент или погружение оптического компонента в раствор Piranha.
На этапе 904 может производиться фильтрование метанола. Например, метанол могут фильтровать через шприцевый фильтр Pail Lifesciences с размером пор 1 микрон. На этапе 905 оптический компонент промывают, погружая в отфильтрованный метанол на 3-5 минут. На этапе 906 оптический компонент сушат в чистом сухом воздухе. На этапе 907 оптический компонент помещают в чистую тефлоновую пробирку с раствором фторсилана. На этапе 908 тефлоновый контейнер очищают перед этапом 909. На этапе 909 навеску 0,3 г (тридекафтор-1,1,2,2-тетрагидрооктил)-триэтоксисилана помещают во флакон в чистом контейнере из тефлона. На этапе 910 снаружи пробирки делают маркировку индивидуальных позиций оптического компонента для идентификации оптического компонента.
На этапе 911 тефлоновый контейнер продувают фильтрованным сухим воздухом или азотом при давлении 34 кПа (5 фунтов/кв. дюйм) в течение 3 минут. На этапе 912 предварительно нагревают термостат до температуры 120°C. На этапе 913 тефлоновый контейнер запечатывают и помещают в термостат при температуре примерно 120°C. После помещения в термостат на этапе 914 может происходить парофазное осаждение примерно в течение 4 часов. На этапе 915 тефлоновый контейнер вынимают и открывают (в вытяжном шкафу, чтобы избежать воздействия паров силана). На этапе 916 проводят обработку ультразвуком в изопропиловом спирте в течение 5 (пяти) минут, затем сушат, повторно упаковывают в маркированный контейнер на этапе 917.
Для обеспечения постоянных измерений и испытаний долговечности в отношении упомянутых монослоев можно измерять краевой угол смачивания после нанесения монослоя и в течение моделируемых процедур испытаний. Краевой угол смачивания измеряли на 9 каплях воды на каждом образце. Краевой угол смачивания рассчитывали как среднее по результатам 9 капель. Не отмечено различий по краевым углам смачивания в зависимости от положения на образце.
Испытание на долговечность 1
1. Образцы погружали в раствор Твин с концентрацией 500 ч/млн и деионизированной воды при температуре 90°C на 15 минут.
2. Образцы опрыскивали изопропиловым спиртом, а затем протирали начисто (энергично терли) бумагой для линз. Процедуру повторяли 10 раз.
Испытание на долговечность 2
1. Образцы погружали в раствор Твин с концентрацией 500 ч/млн и деионизированной воды при температуре 90°C на 5 минут.
2. Образцы опрыскивали изопропиловым спиртом, а затем протирали начисто (энергично терли) бумагой для линз. Процедуру повторяли 5 раз.
3. Процедуры 1 и 2 повторяли 10 раз.
Результаты измерения краевого угла смачивания водой для монослоя на 1/4 волны окон BK7 (стандартное отклонение в скобках). Очищенная подложка относится к очистке смесью серной кислоты/перекиси водорода. Краевой угол смачивания для этафилькона A на 1/4 волны окон BK7 и оптических линз BK7, предоставленных фирмой «Vistakon», показан в таблице 1.
Краевые углы смачивания между мономером этафильконом A, 1/4 волны окна BK7 и оптическим линзами Vistakon BK7 (стандартное отклонение в скобках). Очищенная подложка относится к очистке растворителем.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛАЗЕРНАЯ КОНФОКАЛЬНАЯ СЕНСОРНАЯ ИЗМЕРИТЕЛЬНАЯ СИСТЕМА | 2011 |
|
RU2604564C2 |
| ИЗМЕРИТЕЛЬНАЯ СИСТЕМА С ЛАЗЕРНЫМ КОНФОКАЛЬНЫМ ДАТЧИКОМ | 2011 |
|
RU2584070C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ВОЛНОВОГО ФОНДА ОФТАЛЬМОЛОГИЧЕСКОГО УСТРОЙСТВА | 2013 |
|
RU2626999C2 |
| СУБСТРАТ С ИСТОЧНИКОМ ЭНЕРГИИ ДЛЯ ОФТАЛЬМОЛОГИЧЕСКОГО УСТРОЙСТВА | 2009 |
|
RU2505406C2 |
| ЭЛЕКТРОАКТИВНОЕ ОФТАЛЬМОЛОГИЧЕСКОЕ УСТРОЙСТВО С НЕСКОЛЬКИМИ СОСТОЯНИЯМИ | 2013 |
|
RU2639623C2 |
| ЭЛЕКТРОАКТИВНЫЙ ОФТАЛЬМОЛОГИЧЕСКИЙ ПРИБОР С ИЗМЕНЯЕМЫМ ФОКУСНЫМ РАССТОЯНИЕМ | 2013 |
|
RU2626050C2 |
| СПОСОБ ФОРМИРОВАНИЯ ПРЕДШЕСТВЕННИКА ЛИНЗЫ | 2011 |
|
RU2579396C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОБЕСПЕЧЕНИЯ ВАРИАЦИЙ ПОВЕРХНОСТИ КОНТАКТА С НИЖНИМ ВЕКОМ И УДЕРЖИВАЮЩИХ КОНСТРУКЦИЙ ПОД ВЕКОМ ПЕРЕМЕННОЙ МУЛЬТИФОКАЛЬНОЙ КОНТАКТНОЙ ЛИНЗЫ | 2013 |
|
RU2632586C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОФТАЛЬМОЛОГИЧЕСКОГО УСТРОЙСТВА С АВТОНОМНЫМ ИСТОЧНИКОМ ЭНЕРГИИ | 2009 |
|
RU2505405C2 |
| НЕСУЩАЯ ВСТАВКА ДЛЯ ОФТАЛЬМОЛОГИЧЕСКОГО УСТРОЙСТВА С НАЛОЖЕННЫМИ ДРУГ НА ДРУГА ИНТЕГРИРОВАННЫМИ КОМПОНЕНТАМИ | 2013 |
|
RU2629902C2 |

Изобретение относится к формирующему оптическому компоненту, используемому для изготовления по меньшей мере одной офтальмологической линзы по технологии свободной формы. Формирующий оптический компонент содержит первую плоскую поверхность, пропускающую актиничное излучение, проникающее в формирующий оптический компонент, и вторую дугообразную поверхность, содержащую формирующую поверхность оптического качества, которая может быть размещена в полости резервуара, содержащего линзообразующий материал. Формирующий оптический компонент также содержит элементы выравнивания, применяемые для выравнивания одной или более точек формирующей поверхности оптического качества относительно одного или более источников актиничного излучения. Изобретение обеспечивает расширение арсенала средств в области изготовления офтальмологических линз. 14 з.п. ф-лы, 13 ил.
1. Формирующий оптический компонент, используемый для изготовления по меньшей мере одной офтальмологической линзы по технологии свободной формы, при этом формирующий оптический компонент содержит:
первую плоскую поверхность, пропускающую актиничное излучение, поступающее в формирующий оптический компонент, и вторую дугообразную поверхность, при этом по меньшей мере часть второй дугообразной поверхности содержит формирующую поверхность оптического качества;
путь оптической проекции для актиничного излучения между упомянутой первой плоской поверхностью и упомянутой второй дугообразной поверхностью для проецирования актиничного излучения по пути оптической проекции от первой плоской поверхности к второй дугообразной поверхности, при этом формирующая поверхность оптического качества может быть размещена в полости резервуара, содержащего линзообразующий материал, и может, в общем, определять диаметр и базовую кривую офтальмологической линзы по технологии свободной формы; и
элементы выравнивания, применяемые для выравнивания одной или более точек формирующей поверхности оптического качества относительно одного или более источников актиничного излучения,
при этом по меньшей мере упомянутая формирующая поверхность оптического качества предварительно обработана для улучшения элементов формы упомянутых офтальмологических линз, изготовленных по технологии свободной формы.
2. Формирующий оптический компонент по п. 1, в котором форма части формирующей поверхности оптического качества второй дугообразной поверхности, в общем, является выпуклой.
3. Формирующий оптический компонент по п. 1, в котором форма части формирующей поверхности оптического качества второй дугообразной поверхности, в общем, является вогнутой.
4. Формирующий оптический компонент по п. 1, в котором упомянутый резервуар содержит устройство, предназначенное для удаления избытка линзообразующего материала по окончании воздействия актиничного излучения.
5. Формирующий оптический компонент по п. 4, в котором устройство выполнено с возможностью удаления избытка линзообразующего материала с помощью выведения офтальмологической линзы из избытка линзообразующего материала.
6. Формирующий оптический компонент по п. 1, в котором упомянутая формирующая часть оптического качества второй дугообразной поверхности содержит пространственные противодействующие элементы формы по меньшей мере для части краев офтальмологической линзы, сформированной по технологии свободной формы.
7. Формирующий оптический компонент по п. 1, в котором упомянутые элементы выравнивания дополнительно обеспечивают установку и позиционирование упомянутой первой плоской поверхности перпендикулярно пути проекции актиничного излучения с отклонением, составляющим не более 5 микрон.
8. Формирующий оптический компонент по п. 1, в котором формирующий оптический компонент содержит оправку формирующего оптического компонента и выравнивающую пластину, причем обе из оправки формирующего оптического компонента и выравнивающей пластины включают элементы выравнивания, комплементарные друг другу.
9. Формирующий оптический компонент по п. 8, в котором оправка формирующего оптического компонента и выравнивающая пластина выполнены из одинакового материала.
10. Формирующий оптический компонент по п. 1, в котором формирующий оптический компонент содержит механические средства подвижного позиционирования.
11. Формирующий оптический компонент по п. 8, в котором элементы оправки формирующего оптического компонента включают паз вокруг боковой окружности оправки и выравнивающая пластина включает три контактные точки, которые соответствуют пазу оправки.
12. Формирующий оптический компонент по любому из пп. 8-11, в котором оправка формирующего оптического компонента обладает таким же коэффициентом теплового расширения, что и выравнивающая пластина, или более низким коэффициентом теплового расширения, и оправка размещается с использованием адгезива, причем адгезив содержит УФ-отверждаемую эпоксидную смолу.
13. Формирующий оптический компонент по п. 1, в котором по меньшей мере упомянутая формирующая поверхность оптического качества содержит:
(i) композицию, которая пропускает по меньшей мере 7% актиничного излучения и имеет коэффициент преломления nd от 1,4 до 1,8,
(ii) композицию с числом Аббе ve от 63,8 до 106,2,
(iii) композицию с твердостью от 104 до 717 кг/мм2.
14. Формирующий оптический компонент по п. 1, в котором упомянутая предварительная обработка содержит нанесение покрытия для изменения характеристик поверхностной энергии.
15. Формирующий оптический компонент по п. 14, в котором упомянутое покрытие является покрытием из силанового монослоя, используемого для увеличения краевого угла смачивания части поверхности оптического качества.
| US 2010245761 A1, 30.09.2010 | |||
| US 5837156 A, 17.11.1998 | |||
| US 2008317950 A1, 25.12.2008 | |||
| US 2007001327 A1, 04.01.2007 | |||
| Способ литьевого формования контактной линзы и литьевая форма | 1989 |
|
SU1838134A3 |

