Изобретение относится к цепному прессовальному устройству, содержащему по окружности по меньшей мере два взаимодействующих в радиальном направлении прессовальных звена, при этом прессовальные звенья на своих передающих усилие прессования взаимодействующих поверхностях могут перемещаться в окружном направлении относительно друг друга и нагружаются все непосредственно сжимающие прессовальные звенья.
Кроме того, изобретение относится к цепному прессовальному устройству для запрессовки трубчатой или шланговой детали с фитингом и/или прессовой втулкой, содержащему множество представленных цепными звеньями, соединенных в первой совокупности и образованных для окружения детали первых прессовальных звеньев, из которых по меньшей мере один лишь с помощью нагрузки на сжатие или растяжение передает усилие прессования через другое первое прессовальное звено.
Кроме того, изобретение относится к способу запрессовки трубчатой или шланговой детали с фитингом и/или прессовой втулкой, при этом запрессовка осуществляется с помощью цепного прессовального устройства, содержащего множество расположенных радиально рядом друг с другом прессовальных звеньев, при этом радиально наружные прессовальные звенья нагружают усилием прессования и усилие прессования передается на радиально внутренние прессовальные звенья.
Наконец изобретение относится к опрессовочной цепи для запрессовки трубчатой или шланговой детали с фитингом и/или прессовой втулкой, образованной посредством соединенных друг с другом внутренней и внешней опрессовочных цепей и содержащей прессовальные звенья внутренней опрессовочной цепи, при этом по меньшей мере две охватывающие части выполнены с возможностью поворота относительно друг друга для открывания внутренней опрессовочной цепи.
Такие прессовальные устройства и способы запрессовки уже известны в различных отношениях. Например, можно указать WO 03/049883 A1 (US 7779523 В2). Известные прессовальные устройства, соответственно известные способы запрессовки нуждаются относительно запрессовки частей различных диаметров в улучшении относительно последующих запрессовок. Такое известное прессовальное устройство и такой известный способ предназначены при одном выполнении прессовального устройства для запрессовки множества частей одинакового, относительно геометрии прессования цепного прессовального устройства, размера. Некоторые прессовальные звенья известного прессовального устройства нагружаются другими прессовальными звеньями известного прессовального устройства с помощью имеющих контур круглой формы поверхностей взаимодействия. Это выполнение обеспечивает возможность при относительно больших в окружном направлении внутренних прессовальных звеньях еще благоприятного взаимодействия. Однако при меньших в окружном направлении внутренних прессовальных звеньях оно может быть не достаточным.
Из ЕР 1974836 В1 известно цепное прессовальное устройство, в котором в радиальном направлении выполнены первые и вторые прессовальные звенья, при этом внутренние прессовальные звенья взаимодействуют с наружными прессовальными звеньями вдоль изогнуто проходящей наружной поверхности. Наружные прессовальные звенья также имеют изогнуто проходящие поверхности, которые воздействуют на указанные поверхности внутренних прессовальных звеньев. Кривизна взаимодействующих поверхностей не обеспечивает определенную окружную ориентацию внутренних и наружных прессовальных звеньев относительно друг друга. Предусмотренные на внутренних прессовальных звеньях соединительные части перемещаются, когда происходит движение в радиальном направлении, вместе с прессовальными звеньями. Радиально наружное прессовальное звено воздействует на одно или в исключительных случаях на два внутренних прессовальных звена.
В известном из US 6324884 В1 прессовальном устройстве предусмотрены лишь два наружных прессовальных звена. Они могут перемещаться относительно друг друга в виде складывания. Внутри каждого из наружных прессовальных звеньев расположены три прессовальных звена, которые объединены в тройку. Такое внутреннее прессовальное звено взаимодействует также с наружным прессовальным звеном с помощью ножки, которая может состоять из упругого материала. Внутренние и наружные прессовальные звенья установлены без возможности перемещения относительно друг друга в окружном направлении. После закрывания прессовального устройства возможно перемещение лишь одного из наружных прессовальных звеньев в направлении другого, неподвижного наружного прессовального звена.
Кроме того, в качестве уровня техники можно сослаться на US 2010/0107393 А1. Аналогично известному из указанной выше публикации прессовальному устройству в этом прессовальном устройстве также предусмотрены лишь два наружных прессовальных звена, которые установлены с возможностью складываемого перемещения друг к другу и блокирования относительно друг друга. В блокированном состоянии, когда лишь также может быть инициировано прессование, больше не происходит никакого движения наружных прессовальных звеньев. Каждое из наружных прессовальных звеньев воздействует на четыре внутренних прессовальных звена, которые выполнены в виде радиально направленных стержневых или прутковых элементов. На нижней стороне эти внутренние прессовальные звенья взаимодействуют через шаровые элементы с наружными прессовальными звеньями. Прессование осуществляется посредством поворота совокупности внутренних прессовальных звеньев, на которые непосредственно происходит воздействие для прессования, относительно наружных прессовальных звеньев.
Исходя из этого в основу изобретения положена задача создания предпочтительного цепного прессовального устройства для запрессовки, в частности, трубных или шланговых деталей, которое обеспечивает возможность благоприятного взаимодействия с выполненными в окружном направлении относительно небольшими внутренними прессовальными звеньями и/или которое простым образом обеспечивает возможность запрессовки двух участников прессования (пресс-партнеры) различного диаметра. Кроме того, задачей изобретения является создание предпочтительного способа запрессовки.
Первое возможное решение обеспечивается с помощью прессовального устройства, в котором в окружном направлении опрессовочных цепей (далее называются также как - «совокупности») прессовальных звеньев предусмотрены в каждой по меньшей мере два взаимодействующих в радиальном направлении на наружных, соответственно внутренних зонах поверхности прессовальных звена, при этом одно из прессовальных звеньев является частью нескольких внутренних прессовальных звеньев, при этом дополнительно каждое внутреннее прессовальное звено, при рассматривании в направлении прессования, имеет внутренние и наружные зоны поверхности, при этом наружные зоны поверхности проходят прямо на виде сверху, если смотреть перпендикулярно направлению прессования на устройство, при этом они дополнительно на этом виде сверху проходят под углом относительно друг друга меньше 180°, при этом дополнительно внутренние прессовальные звенья расположены в окружном направлении кругообразно рядом друг с другом и соединены друг с другом с образованием внутренней совокупности, при этом дополнительно предусмотрены по меньшей мере три наружных прессовальных звена, из которых каждый, при рассматривании в направлении прессования, имеет внутренние и наружные зоны поверхности, при этом внутренние зоны поверхности наружного прессовального звена проходят прямо, при рассматривании устройства сверху перпендикулярно направлению прессования, и на этом виде сверху дополнительно расположены под углом относительно друг друга меньше 180°, при этом дополнительно наружные прессовальные звенья расположены в окружном направлении рядом друг с другом и соединены друг с другом с образованием наружной совокупности, при этом дополнительно предусмотрена возможность воздействия на каждое внутреннее прессовальное звено в его наружных зонах поверхности через две внутренние зоны поверхности одного или нескольких наружных прессовальных звеньев для передачи усилия прессования, при этом, кроме того, внутренняя совокупность расположена внутри наружной совокупности и предусмотрена возможность перемещения внутренних и наружных прессовальных звеньев относительно друг друга в окружном направлении.
Прямое прохождение наружной зоны поверхности внутреннего прессовального звена не должно быть предусмотрено по всей такой зоне поверхности. Оно может быть предусмотрено также лишь в частичной зоне воспроизведенной на виде сверху длины. Например, на 0,5-0,9 этой длины. Дополнительно к этому или в качестве альтернативного решения, соответствующая зона поверхности не должна быть выполнена по всей своей длине или вообще на указанном виде сверху в виде линии. Поскольку при рассматривании по глубине части зоны поверхности могут быть также выполнены смещенными назад или выступающими, то на указанном виде сверху относительно зоны поверхности может иметься также несколько параллельных линий или же несколько закрывающих друг друга линий.
Другое возможное решение обеспечивается в цепном прессовальном устройстве, в котором несколько первых прессовальных звеньев, которые соединены друг с другом в наружную совокупность, могут перемещаться лишь радиально, и предусмотрено несколько вторых прессовальных звеньев, которые соединены друг с другом с образованием внутренней совокупности, с целью окружения детали, при этом внутренняя совокупность предназначена для расположения внутри наружной совокупности с образованием опрессовочной цепи (далее также называется как «совокупность») устройства, при этом дополнительно предусмотрена возможность нагрузки вторых прессовальных звеньев лишь с помощью первых прессовальных звеньев для запрессовки детали, при этом дополнительно внутренняя совокупность имеет одну или несколько соединительных частей, которые соединяют друг с другом вторые прессовальные звенья, при этом второе прессовальное звено, при рассматривании в радиальном направлении, имеет внутренние и наружные поверхности и боковые поверхности, если смотреть в осевом направлении, соответственно, по существу перпендикулярно внутренним и наружным поверхностям, при этом соединительные части по меньшей мере частично образуют боковые поверхности внутренней совокупности, и при этом дополнительно второе прессовальное звено имеет первый направляющий элемент, при этом соединительная часть имеет второй направляющий элемент, при этом дополнительно первый и второй направляющие элементы взаимодействуют друг с другом и обеспечивают возможность радиального перемещения второго прессовального звена относительно соединительной части.
Кроме того, решение задачи достигается также с помощью способа, как указано вначале, в котором предусмотрено по меньшей мере три радиально наружных прессовальных звена и они нагружаются усилием прессования, при этом дополнительно предусмотрено несколько внутренних прессовальных звеньев, которые расположены рядом друг с другом в окружном направлении и соединены друг с другом с образованием внутренней совокупности, при этом дополнительно эта внутренняя совокупность расположена внутри образованной из наружных прессовальных звеньев наружной совокупности, и с помощью каждого радиально наружного прессовального звена оказывается воздействие на три или больше радиально внутренних прессовальных звеньев в ходе прессования.
Совокупность, соответственно опрессовочная цепь, прессовальных звеньев предпочтительно состоит из нескольких прессовальных звеньев, которые для управления соединены друг с другом. Кроме того, хотя они предпочтительно соединены друг с другом разъемно для укладывания вокруг системы подлежащих прессованию друг с другом частей, однако отдельные прессовальные звенья не отделяются или отделяются лишь с использованием специального инструмента от образующих совокупность охватывающих частей. Охватывающая часть может быть образована также с помощью соответствующей предусмотренной на прессовальном звене соединительной части, с помощью которой осуществляется соединение от одного к другому прессовальному звену совокупности.
Относительно способа достигается, в частности, разделение на большое количество отдельных воздействий на деталь, исходя из одного единственного наружного прессовального звена. И это при использовании цепного прессовального устройства. За счет этого предпочтительно достигается также согласование с фактически подлежащими прессованию друг с другом участниками прессования (пресс-партнеры).
Описание других признаков изобретения приводится ниже, также при описании фигур, часто в предпочтительном согласовании с уже поясненными концепциями, однако описание может быть дано также в согласовании лишь с одним или несколькими отдельными признаками, описание которых приводится здесь и которые показаны на чертежах, или же могут иметь значение независимо или в другой общей концепции.
Цепное выполнение прессовального устройства предусматривает во всяком случае соединение трех или больше наружных прессовальных звеньев так, что в открытом состоянии их можно поворачивать относительно друг друга в направлении открывания, соответственно закрывания. Обеспечивается возможность благоприятного охвата предназначенной для запрессовки комбинации частей прессования. Дополнительно к этому, в цепном прессовальном устройстве достигается запрессовка за счет укорачивания устройства в окружном направлении, за счет чего наружные прессовальные звенья также перемещаются относительно друг друга в окружном направлении, в противоположность сдвиганию вместе двух противоположно расположенных прижимных щек вследствие приложенного в одном направлении усилия прессования. В специальном, в данном случае предпочтительном цепном прессовальном устройстве, (наружные) прессовальные звенья перемещаются практически в радиальном направлении. Однако одновременное перемещение двух или нескольких таких прессовальных звеньев в радиальном направлении означает одновременно также укорачивание в окружном направлении. Совокупность радиально наружных прессовальных звеньев предпочтительно образована в виде цепи. Совокупность радиально внутренних прессовальных звеньев может быть также образована в виде цепи, однако предпочтительно не является цепной.
В одном предпочтительном варианте выполнения предусмотрено, что расположенные в радиальном направлении внутри прессовальные звенья по два или больше расположены в жесткой охватывающей части, которая может называться также соединительной частью. Они расположены в охватывающей части предпочтительно радиально подвижно относительно нее, более предпочтительно только радиально подвижно относительно нее. Это относится к расположению в состоянии прессования. Кроме того, могут быть предпочтительно предусмотрены по меньшей мере две такие охватывающие части, которые могут быть предусмотрены лежащими противоположно друг другу с заключением между собой прессовальных звеньев, т.е. две группы охватывающих частей, которые дополнительно предпочтительно являются шарнирно подвижными относительно друг друга в месте соединения, для открывания также внутренней совокупности для охвата комбинации подлежащих запрессовке частей.
Для этого второе прессовальное звено может иметь первый направляющий элемент, который может состоять, например, из выступающей перпендикулярно направлению прессования на боковой поверхности прессовального звена направляющей части. Соединительная часть может иметь второй направляющий элемент, который может состоять из удлиненного отверстия, при этом удлиненное отверстие выполнено проходящим в радиальном направлении в собранном прессовальном устройстве.
Охватывающая часть, которая может образовывать указанную соединительную часть, в частности, внутренней совокупности внутренних прессовальных звеньев, предпочтительно выполнена в виде пластины. Кроме того, она предпочтительно в направлении продольной оси подлежащей прессованию части, т.е., например, части шланга, находится по меньшей мере частично в перекрытии с удерживаемыми вместе прессовальными звеньями.
Кроме того, предпочтительно внутренние прессовальные звенья с помощью одной или нескольких охватывающих частей закреплены на цепной совокупности наружных прессовальных звеньев, и дополнительно к этому предпочтительно предусмотрена возможность разъемного соединения.
Внутренние прессовальные звенья предпочтительно удерживаются в соответствующих охватывающих частях с возможностью ограниченного радиального перемещения, предпочтительно, для радиального перемещения относительно неподвижных в ходе прессования охватывающих частей. Кроме того, предпочтительно это удерживание обеспечивается также без пружинного напряжения радиально внутрь или радиально наружу. Как правило, радиально наружное исходное положение, относительно соответствующих охватывающих частей, внутренних прессовальных звеньев в начале прессования устанавливается самостоятельно лишь за счет вдвигания части прессования в геометрию прессования (радиально наружные торцевые поверхности внутренних прессовальных звеньев) или за счет укладки этой совокупности вокруг подлежащей прессованию части.
Предпочтительно также, что внутреннее прессовальное звено второй совокупности нагружается двумя радиально наружными прессовальными звеньями первой совокупности. Для этого прессовальное звено внутренней совокупности предпочтительно расположено в окружном направлении с перекрытием двух прессовальных звеньев наружной совокупности.
Кроме того, внутренние прессовальные звенья выполнены радиально внутри с круговой на виде в плане геометрией прессования, в то время как радиально снаружи они выполнены с отклоняющейся от круговой формы поверхностью для взаимодействия с радиально наружными прессовальными звеньями. Наружная поверхность взаимодействия может предпочтительно состоять на виде в плане (на виде сверху) из прямых участков, которые образуют друг с другом острые или тупые углы.
Кроме того, предпочтительно, что радиально наружные прессовальные звенья соединены друг с другом с помощью шарнирных рычагов, которые можно называть также соединительными шарнирами, при этом дополнительно по меньшей мере одно радиально наружное прессовальное звено закреплено на соединительном шарнире между концами соединительного шарнира, которые в свою очередь вместе с другим радиально наружным прессовальным звеном образуют шарнирно подвижное соединение. В частности, относительно этого выполнения цепного прессовального устройства делается ссылка на уже упомянутый в начале WO 03/049883 A1 (US 7779523 В2). Во всяком случае два, в данной связи наружных, прессовальных звена шарнирно соединены друг с другом для приложения усилия прессования с помощью двух выполненных в виде коленчатых рычагов прессовальных звеньев. Коленчатые рычаги опираются с нажимом на первое прессовальное звено, и оба коленчатых рычага соединены с растяжением с одним и тем же прессовальным звеном. Соединение с растяжением достигается с помощью указанного соединительного шарнира. Опирающиеся с нажимом на первое прессовальное звено коленчатые рычаги обеспечивают возможность перемещения в ходе прессования первого прессовального звена центрально относительно продольной оси подлежащих прессованию деталей. За счет того, что второе прессовальное звено с помощью коленчатых рычагов тянется, то второе прессовальное звено может одновременно притягиваться центрально в направлении продольной оси деталей. Перемещение прессовальных звеньев в окружном направлении практически не происходит.
Коленчатые рычаги могут быть коленчато соединены с передающим усилие растяжения соединительным шарниром. Таким образом, коленчатый рычаг можно также называть одним из обоих шарнирных рычагов коленчатого шарнира.
В последующем содержание раскрытия этой указанной публикации относительно выполнения указанного в ней цепного прессовального устройства, которое в данном случае предпочтительно соответствует наружной совокупности, за исключением поверхностей взаимодействия, которые в данном случае изменены указанным образом, полностью включается в раскрытие данной заявки, также с целью включения признаков из указанной публикации в формулу изобретения данной заявки.
Кроме того, предпочтительно, что подвижное на соединительном шарнире наружное прессовальное звено нагружается лишь другим наружным прессовальным звеном в направлении прессования. Сам шарнирный рычаг не передает усилие прессования.
Изобретение поясняется ниже на основе служащего лишь в качестве примера варианта выполнения изобретения со ссылками на прилагаемые чертежи, на которых изображено:
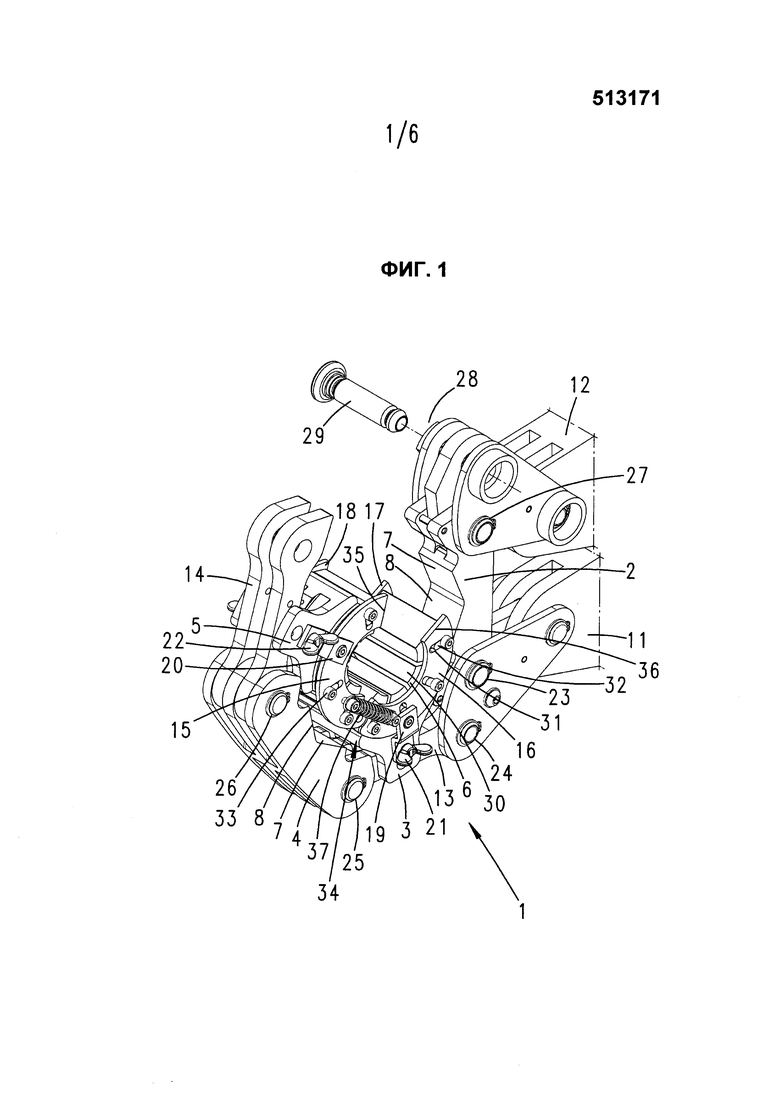
фиг. 1 - цепное прессовальное устройство в открытом состоянии, в изометрической проекции;
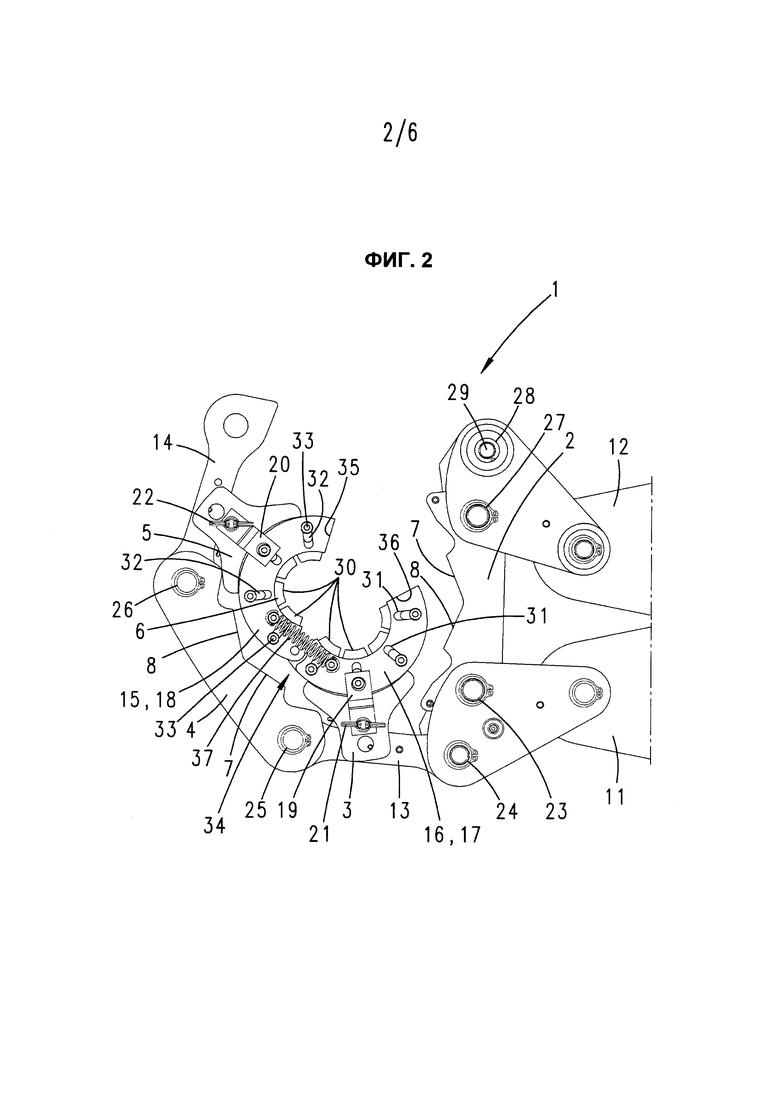
фиг. 2 - прессовальное устройство, согласно фиг. 1, со схематично показанным соединением с образованием прессовального инструмента, на виде сверху;
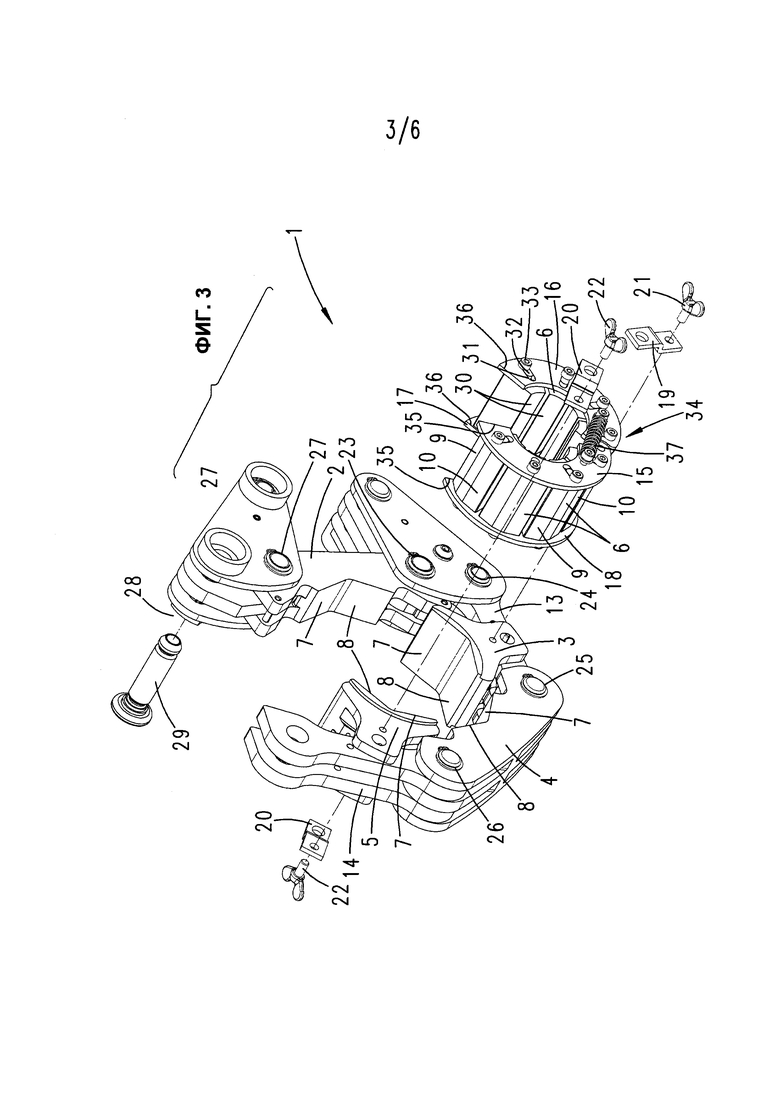
фиг. 3 - две находящиеся в состоянии применения друг в друге совокупности прессовальных щек, в разнесенной изометрической проекции;
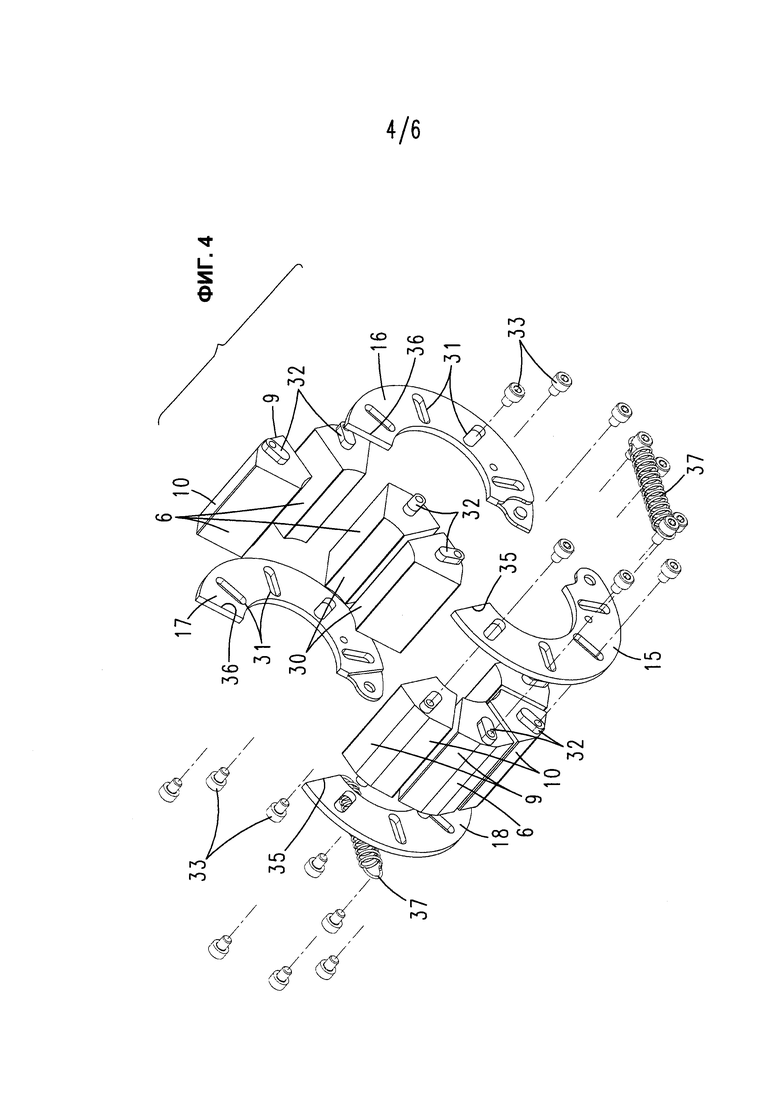
фиг. 4 - внутренняя совокупность прессовальных щек, в разнесенной изометрической проекции;
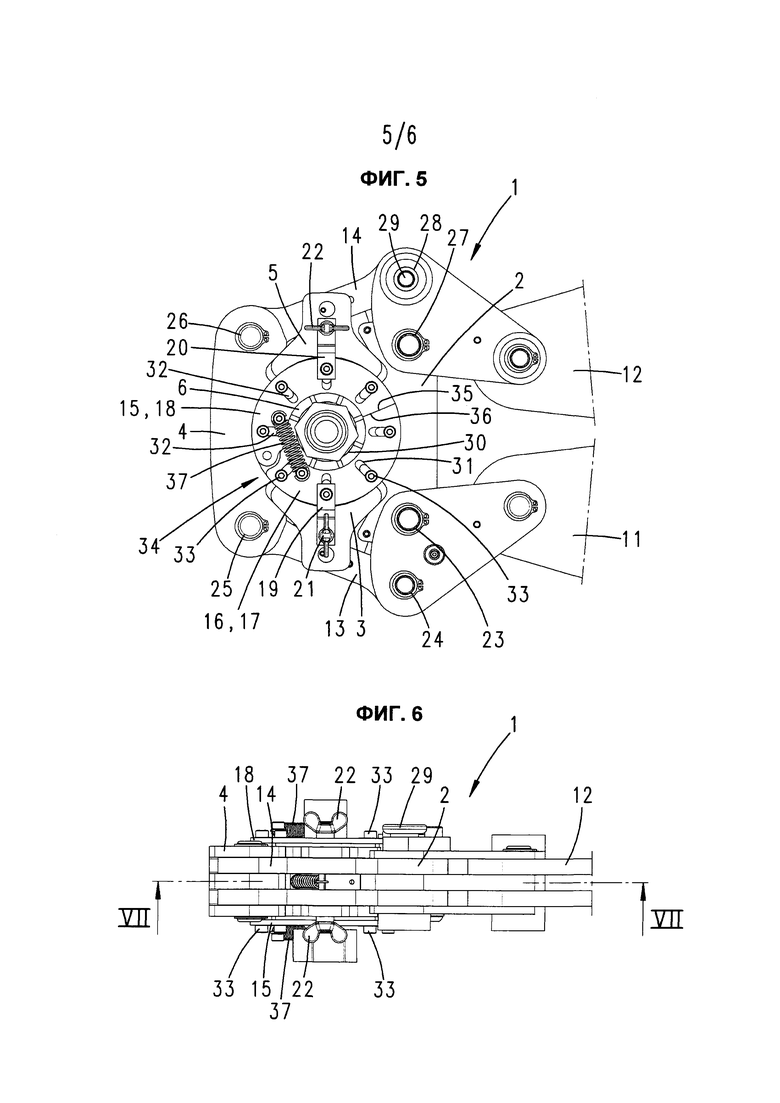
фиг. 5 - прессовальное устройство, согласно фиг. 2, в закрытом состоянии прессовального устройства с расположенным в нем фитингом и частью шланга;
фиг. 6 - система, согласно фиг. 5, на виде сбоку;
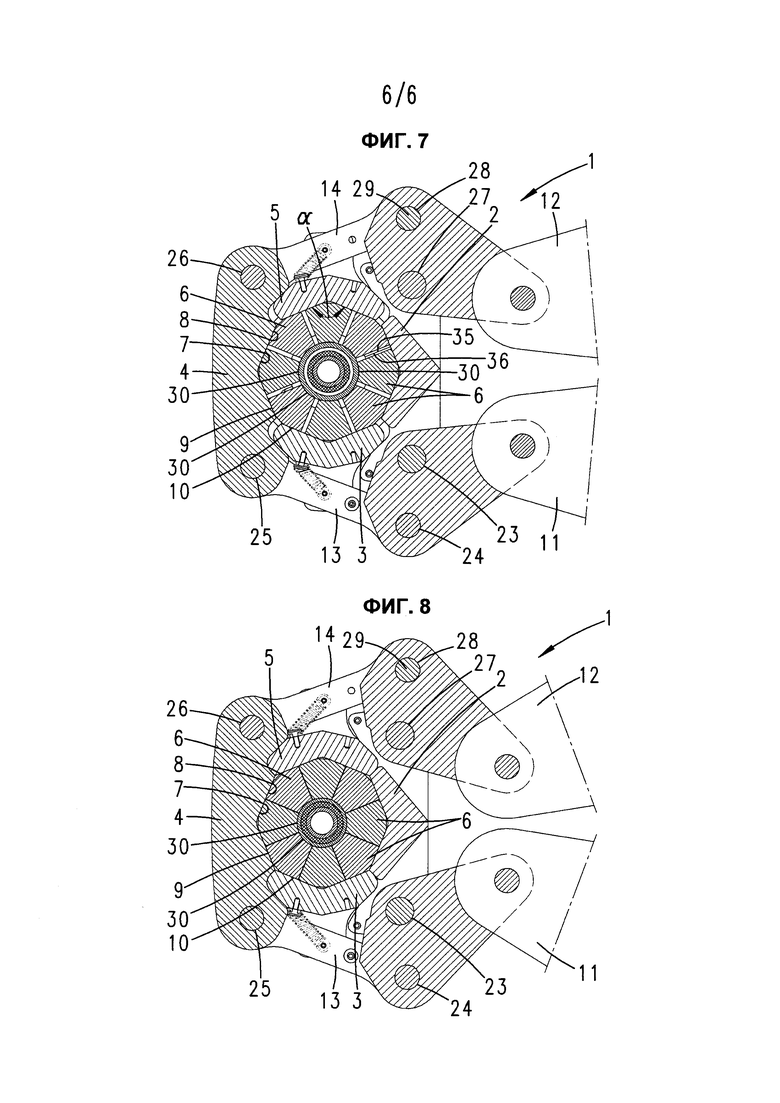
фиг. 7 - разрез прессовального устройства, согласно фиг. 5, соответственно 6, вдоль плоскости VII-VII на фиг. 6;
фиг. 8 - прессовальное устройство, согласно фиг. 7, в состоянии прессования.
Показано и приведено описание цепного прессовального устройства 1 с находящимися по окружности в первой совокупности (опрессовочной цепи) наружными прессовальными звеньями 2, 3, 4 и 5, а также с находящимися во второй совокупности (опрессовочной цепи) внутренними прессовальными звеньями 6.
Наружные прессовальные звенья 2, 3, 4 и 5 в открытом состоянии, согласно фиг. 1, соответственно 2, соединены друг с другом через шарнирные соединения 23, 24, 25, 26 и 27 так, что они в этом открытом положении могут поворачиваться относительно друг друга. Поворотное раздвижение возможно в нескольких шарнирах 24, 25 и 26, в соответствии с примером выполнения по меньшей мере в трех шарнирах. Поворот происходит вокруг перпендикулярной направлению прессования оси, соответственно, вокруг оси, которая проходит приблизительно параллельно продольной оси подлежащей прессованию части прессования, такой как, например, часть шланга.
Лежащие диаметрально противоположно друг другу в состоянии прессования прессовальные звенья 2 и 4 соединены друг с другом через соединительные рычаги 13, 14. По меньшей мере один шарнир 28 выполнен с возможностью открывания, например с помощью вынимаемого соединительного пальца 29 (см. фиг. 1), для наложения в этом открытом состоянии прессовального устройства вокруг комбинации подлежащих запрессовке друг с другом частей прессования. Аналогичным образом, предусмотрена также возможность открывания внутренней совокупности, как будет подробно пояснено ниже.
В показанном примере выполнения предусмотрены два прямолинейных на виде сбоку участка 7, 8, соответственно 9, 10 поверхности, которые в плане, т.е. в показанном виде сбоку, образуют друг с другом тупой угол α от 100° до 170°. Вид сбоку можно называть также видом сверху на устройство. Он виден в направлении оси подлежащей прессованию детали, когда она является, например, втулкой или частью шланга. Этот вид сверху показан, например, на фиг. 7 и 8, при этом дополнительно в разрезе. Переход между двумя участками 7, 8 поверхности внутреннего прессовального звена 6, соответственно между двумя участками 9, 10 поверхности наружного прессовального звена 2-5, предпочтительно выполнен так, что в этой зоне образуется определенное расстояние между прессовальными звеньями и сохраняется в ходе прессования. Участки 7, 8, соответственно 9, 10 выполнены оба на одном и том же прессовальном звене. При этом угол α на наружных и внутренних прессовальных звеньях предпочтительно является одинаковым углом.
Относительно указанных диапазонов, в частности указанных угловых диапазонов, в раскрытие включаются также все промежуточные значения, в частности с шагом, равным 1/10 размерности, в частности, с шагом, равным 1/10°, с одной стороны, для ограничения указанного диапазона снизу и/или сверху, однако в качестве альтернативного решения или дополнительно также относительно раскрытия одного или нескольких сингулярных значений из соответствующего указанного диапазона.
Совокупность образована, в частности, за счет того, что соответствующие прессовальные звенья расположены в окружном направлении рядом друг с другом, возможно, также с перекрытием в частичной зоне. Кроме того, в таком совокупном виде обеспечивается возможность обращения с ними. Также в решении с образованием другой совокупности внутри соответствующей совокупности сохраняется удерживание вместе прессовальных звеньев.
Вторые прессовальные звенья 6 нагружаются лишь с помощью первых прессовальных звеньев 2-5 для прессования. Принадлежащие не изображенному отдельно, например, имеющему гидравлический или электрический привод запрессовочному устройству запрессовочные щеки 11, 12 воздействуют непосредственно, при необходимости через соединительные рычаги 13, 14, лишь на прессовальные звенья 2, 3, 4 и 5 первой совокупности. Усилие прессования передается с этих прессовальных звеньев первой совокупности лишь с помощью указанных поверхностей 9, 10 взаимодействия на внутренние прессовальные звенья второй совокупности.
Вторая совокупность в одном или предпочтительно двух местах соединена с прессовальными щеками наружной совокупности. В показанном примере выполнения соединение охватывающих частей 15, 16, соответственно, (противоположных) 17, 18 осуществляется с помощью выступающих за охватывающие части 15, 16 крепежных планок 19, 20. Эти крепежные планки 19, 20 закреплены на крепежных частях 15, 16 с помощью, как правило, не разъемного или разъемного лишь с помощью специального инструмента соединения, на наружной совокупности, однако, более предпочтительно с помощью просто разъединяемого соединения, в данном случае просто разъединяемого винтового соединения, еще более предпочтительно с помощью барашковых винтов 21, 22.
Это крепление предпочтительно является также двухсторонним, т.е. предусмотрено с противоположным расположением относительно проходящей поперек направлению прессования средней плоскости запрессовочного устройства. Для замены внутренней совокупности необходимо в показанном примере выполнения вывинчивать четыре барашковых винта 21, 22, после чего можно извлекать внутреннюю совокупность и при необходимости заменять второй совокупностью.
За счет смены внутренней совокупности вторых прессовальных звеньев 6 можно простым образом осуществлять согласование с другой геометрией подлежащих прессованию частей прессования. При этом дополнительно предпочтительно, что поверхности 7, 8 взаимодействия остаются теми же, однако изменяется, например, кривизна внутренней, предусмотренной для прессования частей прессования поверхности 30 воздействия. В качестве альтернативного решения или дополнительно, внутреннее прессовальное звено 6 другой совокупности внутренних прессовальных звеньев 6 может быть также выполнено с другой радиальной длиной, чем в первой совокупности внутренних прессовальных звеньев 6.
Внутренние прессовальные звенья 6 предпочтительно имеют одинаковый контур. Контур в рамках этой заявки понимается относительно рассматривания в направлении продольной оси подлежащей прессованию, например, части шланга. Контур внутренних прессовальных звеньев 6 дополнительно предпочтительно является трапециевидным с расширением радиально наружу. При этом дополнительно предпочтительно, что узкие поверхности трапеции отклоняются от прямых, а именно, предпочтительно в виде круговой дуги радиально внутренней поверхности 30 воздействия и под углом относительно наружной узкой стороны трапеции, которые за счет этого выполнены в соответствии с частичными поверхностями поверхностей 7 и 8 взаимодействия. При этом дополнительно предпочтительно угловая форма образована выпукло.
Внутренние прессовальные звенья 6 для радиального движения направляются в охватывающих частях 15-18. В показанном примере выполнения и предпочтительно, в охватывающих частях 15-18 образованы радиально проходящие удлиненные отверстия 31, в которые входит выполненное на внутреннем прессовальном звене 6 захватное ребро 32. Захватное ребро 32 согласовано с контуром удлиненного отверстия 31, однако имеет меньшую длину в радиальном направлении. Захватное ребро 32 предпочтительно выполнено вытянутым в длину, т.е. его длина больше ширины. Оно допускает лишь по существу прямолинейное перемещение. Захватное ребро 32, соответственно удлиненное отверстие 31, может образовывать направляющий элемент второго прессовального звена, соответственно соединительной части, которые взаимодействуют друг с другом указанным выше образом.
Кроме того, захватное ребро 32 с помощью крепежного средства, которое в показанном примере выполнения выполнено в виде крепежного винта 33, соединено с охватывающей частью 15-18. Можно видеть, что крепежный винт 33 имеет превышающий ширину удлиненного отверстия диаметр, которым он соответственно в состоянии соединения прилегает сверху к охватывающей части. Соединение не зажимное, так что внутреннее прессовальное звено 6 может перемещаться в радиальном направлении относительно охватывающих частей 15-18.
Соединение внутренних прессовальных звеньев 6 с охватывающими частями 15-18 происходит на их торцевых поверхностях, которые на виде сбоку, например, на фиг. 6 устройства выполнены на верхней, соответственно на нижней стороне. В этом направлении прохождения, которое совпадает с осевым направлением подлежащих прессованию частей, внутренние прессовальные звенья 6 предпочтительно выполнены длиннее, чем в указанном радиальном направлении.
Относительно охватывающих частей 15-18 внутренние прессовальные звенья 6 расположены с выступанием радиально внутрь, в то время как они более предпочтительно радиально снаружи находятся с перпендикулярным перекрытием относительно охватывающих частей 15-18.
Охватывающие части 15 и 16, соответственно 17 и 18 в соответствующем месте шарнирно соединены друг с другом, так что они, как показано на фиг. 1, соответственно 2, могут поворачиваться относительно друг друга с целью обеспечения возможности охвата подлежащих прессованию частей. На противоположно лежащих концах 35, 36 охватывающих частей 15 и 16, соответственно 17 и 18 они предпочтительно не соединены друг с другом и также не предназначены для соединения друг с другом. За счет охвата совокупностью наружных прессовальных звеньев в состоянии прессования, как показано на фиг. 5, они лишь прилегают друг к другу, предпочтительно под тупым углом.
Кроме того, во внутренней совокупности еще предусмотрены противоположно расположенные пружины 37 растяжения, которые расположены с перекрытием шарнирного соединения.
Кроме того, предпочтительно, что относительно внутренних прессовальных звеньев 6 охватывающая часть 16, соответственно 17, соответственно 15, соответственно 18 согласована с соответствующими тремя или больше, предпочтительно четырьмя, однако также до восьми прессовальными звеньями 6.
Предпочтительно, предусмотрено четыре наружных звена.
В ходе прессования, как следует из сравнения фиг. 6 и 7, внутренние прессовальные звенья 6 перемещаются частично относительно соответствующих наружных прессовальных звеньев, а именно частично в отношении прессовальных звеньев 6, которые расположены центрально относительно наружного прессовального звена и не перемещаются относительно этого наружного прессовального звена. Они перемещаются в этом случае лишь вместе с наружным прессовальным звеном радиально внутрь. Относительно перемещающиеся прессовальные звенья имеют относительное движение в окружном направлении. Это относится к тем прессовальным звеньям 6, которые одновременно нагружаются двумя наружными прессовальными звеньями. В показанном варианте выполнения перемещаются четыре внутренних прессовальных звена, однако четыре других внутренних прессовальных звена не перемещаются.
Все раскрытые признаки являются (сами по себе) существенными для изобретения. Тем самым в раскрытие заявки полностью включается также содержание раскрытия соответствующих/прилагаемых материалов приоритета (копия предварительной заявки), также с целью включения признаков этих материалов в формулу изобретения данной заявки. Зависимые пункты формулы изобретения характеризуют в их факультативно зависимой редакции самостоятельное усовершенствование уровня техники в соответствии с изобретением, в частности, с целью осуществления на основе этих пунктов формулы изобретения выделенных заявок.
Перечень позиций
1 Прессовальное устройство
2 Наружное прессовальное звено
3 Наружное прессовальное звено
4 Наружное прессовальное звено
5 Наружное прессовальное звено
6 Внутреннее прессовальное звено
7 Поверхность взаимодействия
8 Поверхность взаимодействия
9 Поверхность взаимодействия
10 Поверхность взаимодействия
11 Запрессовочная щека
12 Запрессовочная щека
13 Соединительный рычаг
14 Соединительный рычаг
15 Охватывающая часть
16 Охватывающая часть
17 Охватывающая часть
18 Охватывающая часть
19 Крепежная планка
20 Крепежная планка
21 Барашковый винт
22 Барашковый винт
23 Шарнир
24 Шарнир
25 Шарнир
26 Шарнир
27 Шарнир
28 Шарнир
29 Соединительный палец
30 Поверхность воздействия
31 Удлиненное отверстие
32 Захватное ребро
33 Крепежный винт
34 Шарнирная система
35 Конец
36 Конец
37 Пружина растяжения
α Угол
Изобретение относится к цепному прессовальному устройству. Цепное прессовальное устройство (1) для прессования трубчатой или шланговой детали с фитингом и/или втулкой снабжено по меньшей мере тремя дополнительными наружными прессовальными звеньями (2, 4, 5). Внутренние поверхностные зоны дополнительного наружного прессовального звена (2, 4, 5) имеют прямолинейные участки, которые расположены перпендикулярно направлению прессования и проходят под углом относительно друг друга меньше 180°. Предусмотрен привод для воздействия на каждое внутреннее прессовальное звено (6) в его наружной поверхностной зоне через две внутренние поверхностные зоны одного или нескольких наружных прессовальных звеньев (2, 3, 4, 5) для передачи усилия прессования. Внутренняя и наружная опрессовочные цепи множества внутренних прессовальных звеньев (6) и множества наружных прессовальных звеньев (2, 3, 4, 5) выполнены с возможностью открывания для укладывания вокруг системы из подлежащих запрессовке друг с другом частей, причем наружные прессовальные звенья (2, 3, 4, 5) соединены друг с другом так, что они выполнены с возможностью поворачивания в открытом состоянии относительно друг друга в направлении открывания или закрывания. Технический результат заключается в возможности запрессовки двух участков прессования трубчатой или шланговой детали различного диаметра. 4 н. и 5 з.п. ф-лы, 8 ил.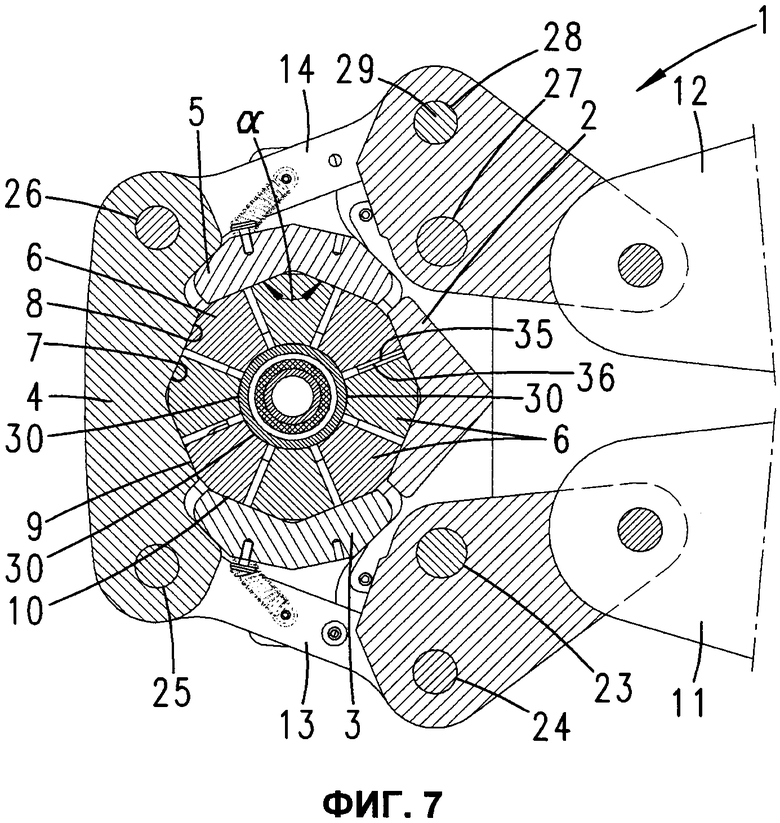
1. Цепное прессовальное устройство (1) для прессования трубчатой или шланговой детали с фитингом и/или втулкой, содержащее по окружности по меньшей мере два взаимодействующих в радиальном направлении на наружных, соответственно внутренних зонах поверхности прессовальных звена (3, 6), при этом одно из прессовальных звеньев (6) является частью множества внутренних прессовальных звеньев, а наружное прессовальное звено (3) является частью множества наружных прессовальных звеньев, отличающееся тем, что наружные поверхностные зоны каждого внутреннего прессовального звена (6) имеют прямолинейные участки, которые перпендикулярны направлению прессования и проходят под углом относительно друг друга меньше 180°,
при этом дополнительно внутренние прессовальные звенья расположены в окружном направлении кругообразно рядом друг с другом и соединены друг с другом с образованием внутренней опрессовочной цепи,
при этом предусмотрены по меньшей мере три дополнительных наружных прессовальных звена (2, 4, 5), из которых каждый имеет расположенные в направлении прессования внутренние и наружные поверхностные зоны, при этом внутренние поверхностные зоны дополнительного наружного прессовального звена (2, 4, 5) имеют прямолинейные участки, которые расположены перпендикулярно направлению прессования и проходят под углом относительно друг друга меньше 180°, при этом все наружные прессовальные звенья (2, 3, 4, 5) расположены в окружном направлении рядом друг с другом и соединены друг с другом с образованием наружной опрессовочной цепи, причем наружная опрессовочная цепь и внутренняя опрессовочная цепь образуют опрессовочную цепь устройства (1);
при этом предусмотрен привод для воздействия на каждое внутреннее прессовальное звено (6) в его наружной поверхностной зоне через две внутренние поверхностные зоны одного или нескольких наружных прессовальных звеньев (2, 3, 4, 5) для передачи усилия прессования, при этом внутренняя опрессовочная цепь расположена внутри наружной опрессовочной цепи, и некоторые из внутренних и наружных прессовальных звеньев выполнены с возможностью перемещения относительно друг друга в окружном направлении;
при этом внутренняя и наружная опрессовочные цепи множества внутренних прессовальных звеньев (6) и множества наружных прессовальных звеньев (2, 3, 4, 5) выполнены с возможностью открывания для укладывания вокруг системы из подлежащих запрессовке друг с другом частей, причем наружные прессовальные звенья (2, 3, 4, 5) соединены друг с другом так, что они выполнены с возможностью поворачивания в открытом состоянии относительно друг друга в направлении открывания или закрывания.
2. Цепное прессовальное устройство (1) для прессового соединения трубчатой или шланговой детали с фитингом и/или прессовой втулкой, имеющее
- множество первых прессовальных звеньев, которые соединены друг с другом в наружную опрессовочную цепь, при этом первые прессовальные звенья наружной опрессовочной цепи могут перемещаться только радиально;
- множество вторых прессовальных звеньев, которые соединены друг с другом с образованием внутренней опрессовочной цепи для окружения детали, при этом внутренняя опрессовочная цепь расположена внутри наружной опрессовочной цепи с образованием опрессовочной цепи устройства (1), при этом вторые прессовальные звенья выполнены с возможностью нагружения лишь с помощью первых прессовальных звеньев для прессования детали;
- при этом внутренняя опрессовочная цепь имеет одну или несколько соединительных частей, которые соединяют друг с другом два или больше вторых прессовальных звеньев;
- при этом каждое второе прессовальное звено имеет внутренние и наружные поверхности, а также боковые поверхности, причем боковые поверхности перпендикулярны осям внутренних и наружных поверхностей, при этом соединительные части по меньшей мере частично образуют боковые поверхности вторых прессовальных звеньев внутренней опрессовочной цепи;
- при этом каждое второе прессовальное звено имеет первый направляющий элемент и соединительная часть имеет второй направляющий элемент, при этом первый и второй направляющие элементы взаимодействуют друг с другом для обеспечения возможности радиального перемещения второго прессовального звена относительно соединительной части.
3. Устройство по п.1 или 2, отличающееся тем, что внутренних прессовальных звеньев (6) предусмотрено в два раза больше, чем наружных прессовальных звеньев (2, 3, 4, 5).
4. Устройство по п.1 или 2, отличающееся тем, что внутренние прессовальные звенья (6) выполнены радиально внутри для обеспечения опрессовки по круговому контуру.
5. Способ запрессовки трубчатой или шланговой детали с фитингом и/или прессовой втулкой, при этом запрессовка осуществляется с помощью цепного прессовального устройства (1) посредством множества расположенных радиально рядом друг с другом внутренних и внешних прессовальных звеньев (3, 6), при этом по меньшей мере три радиально наружных прессовальных звена непосредственно нагружают усилием прессования, при этом множество внутренних прессовальных звеньев (6) располагают рядом друг с другом в окружном направлении в соединении друг с другом с образованием внутренней опрессовочной цепи, при этом эту внутреннюю опрессовочную цепь располагают внутри образованной из наружных прессовальных звеньев (3) наружной опрессовочной цепи для образования опрессовочной цепи устройства (1), отличающийся тем, что с помощью каждого радиально наружного прессовального звена (3) оказывают воздействие на три или больше радиально внутренних прессовальных звеньев (6), и что внутреннюю и наружную опрессовочные цепи открывают для укладки вокруг системы подлежащих спрессовыванию друг с другом деталей, и что наружные прессовальные звенья (3) соединены друг с другом так, что они в открытом состоянии могут поворачиваться относительно друг друга в направлении открывания или закрывания опрессовочной цепи устройства (1).
6. Опрессовочная цепь для запрессовки трубчатой или шланговой детали с фитингом и/или прессовой втулкой, образованная посредством соединенных друг с другом внутренней и внешней опрессовочных цепей и содержащая множество удерживаемых в охватывающей части (15, 16, 17, 18) прессовальных звеньев (6) внутренней опрессовочной цепи, при этом по меньшей мере две охватывающие части (15, 16, соответственно 17, 18) выполнены с возможностью поворота относительно друг друга для открывания внутренней опрессовочной цепи, отличающаяся тем, что она снабжена держателем прессовальных звеньев (6) на охватывающих частях (15, 16, соответственно 17, 18), который выполнен на верхних и нижних торцевых поверхностях прессовальных звеньев.
7. Опрессовочная цепь по п.6, отличающаяся тем, что охватывающие части (15, 16, 17, 18) снабжены радиальными направляющими для прессовальных звеньев (6).
8. Опрессовочная цепь по п.6 или 7, отличающаяся тем, что охватывающие части (15, 16, 17, 18) выполнены в форме круговой дуги.
9. Опрессовочная цепь по п.6 или 7, отличающаяся тем, что охватывающая часть имеет удерживающую часть для разъемного соединения с нагружающим усилием элементом, который выполнен в виде наружной опрессовочной цепи.
| Способ приготовления лака | 1924 |
|
SU2011A1 |
| DE 19958103 С1, 01.03.2001 | |||
| СТАТОР ВЕТРОЭЛЕКТРОАГРЕГАТА | 2011 |
|
RU2555605C2 |
| US 6324884 В1, 04.12.2001 | |||
| УСТРОЙСТВО ДЛЯ ОБЖАТИЯ МУФТ НА КОНЦАХ РУКАВОВ | 2000 |
|
RU2185563C2 |

