Предлагаемое изобретение относится к транспортному машиностроению, преимущественно к авиационной технике и может быть использовано для виброизоляции блоков вычислительных систем, где требуется снижение уровня вибрации и ударной нагрузки.
Известен сжимаемый упругий элемент из немагнитной металлической проволоки цилиндрической формы. Проволока намотана в спираль с шагом у между витками, которая виток к витку наматывается в катушку на оправке в несколько слоев, образуя цилиндрический упругий элемент. Представлены характеристики материала проволоки и упругого элемента. Недостатком известного демпфирующего элемента является недостаточная связка витков спирали между собой, что приводит к недостаточной жесткости демпфирующего элемента (патент США №4514458, НКИ 428/222 от 30.04.1985 г. SPRING-LIKE MATERIAL FORMED OF COMPRESSED METALLIC WIRE).
Известен также демпфирующий элемент, намотанный из соединенных между собой металлических спиралей разного диаметра, причем вначале наматывается спираль меньшего диаметра виток к витку в несколько слоев, а затем поверх нее наматывается спираль большего диаметра под углом к спирали меньшего диаметра, при этом представлен способ намотки. Недостатком известного демпфирующего элемента является недостаточное сцепление витков спирали меньшего диаметра между собой, что приводит к снижению жесткости демпфирующего элемента и ухудшает его характеристики, коэффициент динамичности на резонансной частоте (ЕР №0447294, МПК F16F 1/362 от 05.03.1991 г. Manchon elastique anti-vibratoire notamment pour accouplement d'echapement et procede de realization d'un manchon elastique anti-vibratoire).
Известен виброизолятор втулочный, принятый за прототип, содержащий два упругодемпфирующих элемента из материала металлорезина, размещенных на кольцевом основании с двух сторон с различными усилиями поджатия, ограничительными шайбами, закрепленными на втулке соосно с кольцевым основанием и упругодемпфирующими элементами. Кроме того, между кольцевым основанием и одной из ограничительных шайб соосно с ними введены две поджатые разгрузочные пружины, одна из которых цилиндрическая, охватывающая с соприкосновением большей частью своих витков наружную поверхность упругодемпфирующего элемента, а другая, коническая пружина, установленная во внутреннем центральном коническом отверстии упругодемпфирующего элемента, витком меньшего основания плотно охватывает наружную поверхность бурта ограничительной шайбы, а большая часть витков конической пружины опирается на внутреннюю коническую поверхность центрального отверстия упругодемпфирующего элемента, причем центральная втулка выполнена в виде крепежного стержня заодно с ограничительной шайбой на одном конце с резьбовой частью на противоположном конце, а другая ограничительная шайба через центральное отверстие запрессована своим внутренним буртом на крепежном стержне и закреплена гайкой с продольными пазами под ключ (Патент на полезную модель №95048, МПК F16F 3/08 «Виброизолятор втулочный» от 10.06.2010 г.). Недостатком виброизолятора втулочного является износ демпфирующего элемента из металлорезины, вызванного его сухим трением о разгрузочные пружины, снижая тем самым ресурс.
Цель предлагаемого изобретения - повышение надежности и улучшение его демпфирующих свойств за счет увеличения жесткости упругодемпфирующих элементов в продольном и поперечном направлениях и увеличение ресурса.
Указанная цель достигается тем, что виброизолятор втулочный, содержащий крепежный кольцевой фланец с буртиками с двух сторон, пару конусообразных упругодемпфирующих элементов с одинаковой степенью жесткости, выполненных из спирали, намотанной из пружинящей металлической проволоки, с шагом между витками, равным ее диаметру, причем спираль состоит из двух соединенных между собой звеньев разного диаметра, при этом звено спирали большего диаметра наматывается поверх звена спирали меньшего диаметра, основания конусообразных упругодемпфирующих элементов связаны с крепежным кольцевым фланцем с двух сторон, центральную втулку с выступами, установленную соосно с крепежным кольцевым фланцем и конусообразными упругодемпфирующими элементами, тарельчатые фланцы с центральными отверстиями, установленные с противоположных сторон центральной втулки на ее выступы.
Отличительными особенностями предлагаемого виброизолятора втулочного состоят в том, что конусообразные демпфирующие элементы выполнены усеченными с переходом у большого диаметра в кольцеобразное основание с высотой, равной высоте буртиков крепежного кольцевого фланца, и жестко закреплены к его внутренним поверхностям, а меньшие основания усеченных конусообразных упругодемпфирующих элементов жестко закреплены к внутренним поверхностям тарельчатых фланцев и к выполненным буртикам по их периметрам, усеченные конусообразные упругодемпфирующие элементы выполнены из спирали, намотанной из пружинящей металлической проволоки с шагом между витками спирали, равным диаметру, в виде упругого бочкообразного элемента с последующей опрессовкой в упругодемпфирующий элемент усеченной конусообразной формы, причем спираль выполнена из пары соединенных между собой звеньев с разными диаметрами пружинящей проволоки и уложена с натягом перекрестно с переплетением, а звено большего диаметра спирали уложено сверху его меньшего диаметра, центральная втулка развальцована в выполненных отверстиях тарельчатых фланцев, а в средней части центральной втулки выполнена проточка.
Способ изготовления виброизолятора втулочного состоит в том, что упругий демпфирующий элемент намотан из соединенных между собой металлических спиралей различного диаметра, причем вначале наматывается спираль меньшего диаметра на оправке, а затем поверх нее наматывается спираль большего диаметра.
Отличия способа состоят в том, что вначале перед намоткой оба звена спирали растягивают до шага между витками, равного диаметру соответствующего звена спирали, затем растянутые звенья спирали наматываются на оправке перекрестно с переплетением в упругий бочкообразный элемент, причем звено спирали меньшего диаметра наматывается дозированно с разной длиной и высотой наполнения и контролируется по числу оборотов оправки, затем упругий бочкообразный элемент опрессовывается в виде усеченного конусообразного упругодемпфирующего элемента с переходом у его большего диаметра в кольцеобразное основание, высота которого равна высоте буртика крепежного кольцевого фланца, при этом длина упругого бочкообразного элемента в 2,8÷2,9 раза больше высоты усеченного конусообразного упругодемпфирующего элемента, а больший диаметр соответственно больше диаметра кольцеобразного основания в 1,2÷1,3 раза, кроме того, надежное клеевое жесткое соединение поверхностей меньших и кольцеобразных оснований усеченных конусообразных упругодемпфирующих элементов соответственно с внутренними поверхностями тарельчатых фланцев с выполненными буртиками по периметру и крепежного кольцевого фланца с их поджатием обеспечивает виброзащиту изделия от осевых и поперечных нагрузок.
Надежному клеевому соединению способствует увеличение площади склеиваемой поверхности за счет введения буртиков по периметру тарельчатых фланцев и пескоструйная обработка склеиваемых поверхностей с последующим их обезжириванием.
Кроме того, усеченные конусообразные упругодемпфирующие элементы пропитаны смазочной смесью 100 мл бензина и 10÷20 мм3 смазки ЦИАТИМ 221.
Реализация отличий предлагаемого изобретения в совокупности с признаками, приведенными в отличительной части формулы, обеспечивает достижение нового технического эффекта виброизолятора втулочного:
- высокая надежность виброизолятора втулочного за счет повышения жесткости усеченных конусообразных упругодемпфирующих элементов и увеличения площади склеиваемых поверхностей;
- увеличение ресурса виброизолятора втулочного за счет пропитки усеченных конусообразных упругодемпфирующих элементов смазочной смесью, тем самым исключая разрыв спирали из-за трения в процессе эксплуатации;
- обеспечение эффективной виброзащиты защищаемого изделия от нагрузок как в продольном, так и в поперечном направлении.
Сущность изобретения поясняется чертежами.
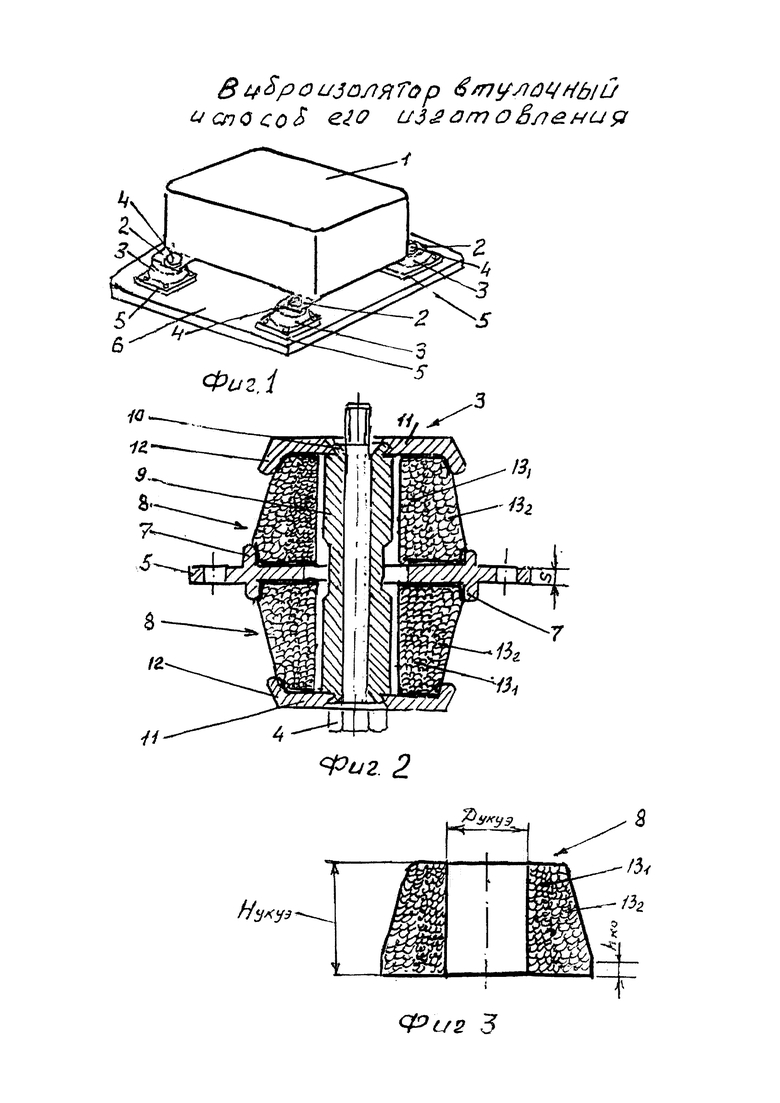
На Фиг. 1 показан вариант использования виброизолятора втулочного.
На Фиг. 2 представлена конструкция предлагаемого виброизолятора втулочного.
На Фиг. 3 представлен усеченный конусообразный упругодемпфирующий элемент.
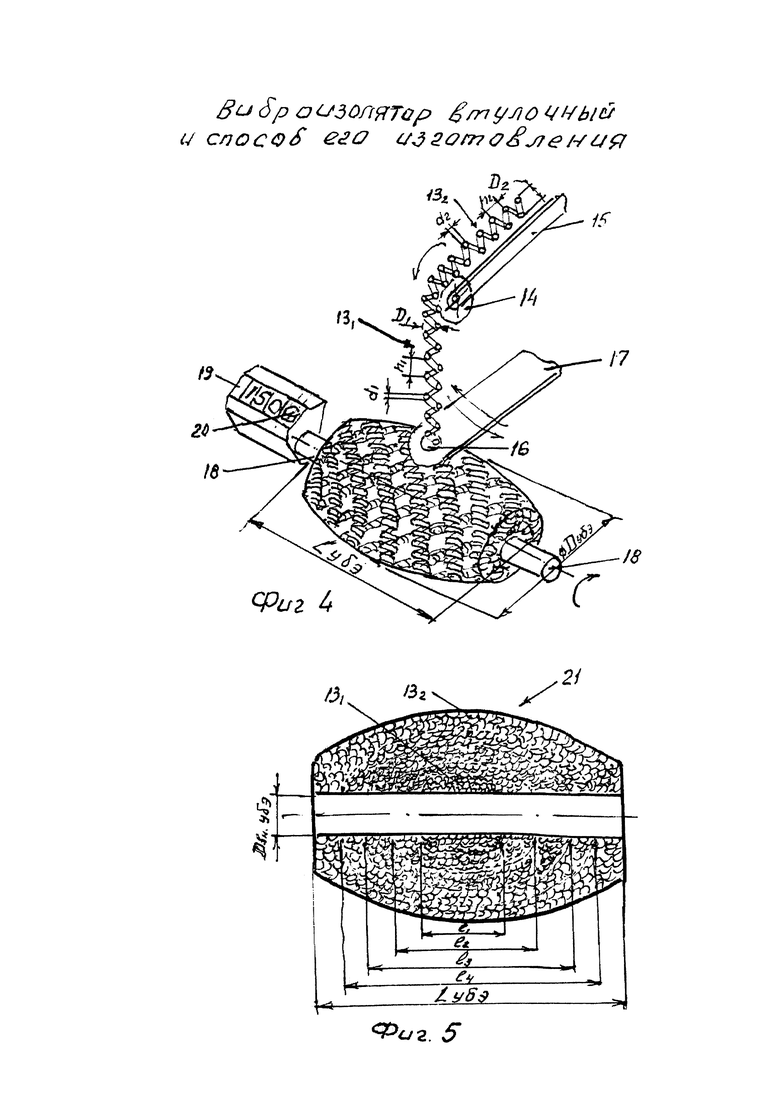
На Фиг. 4 представлена схема устройства для намотки упругого бочкообразного элемента.
На Фиг. 5 представлен упругий бочкообразный элемент.
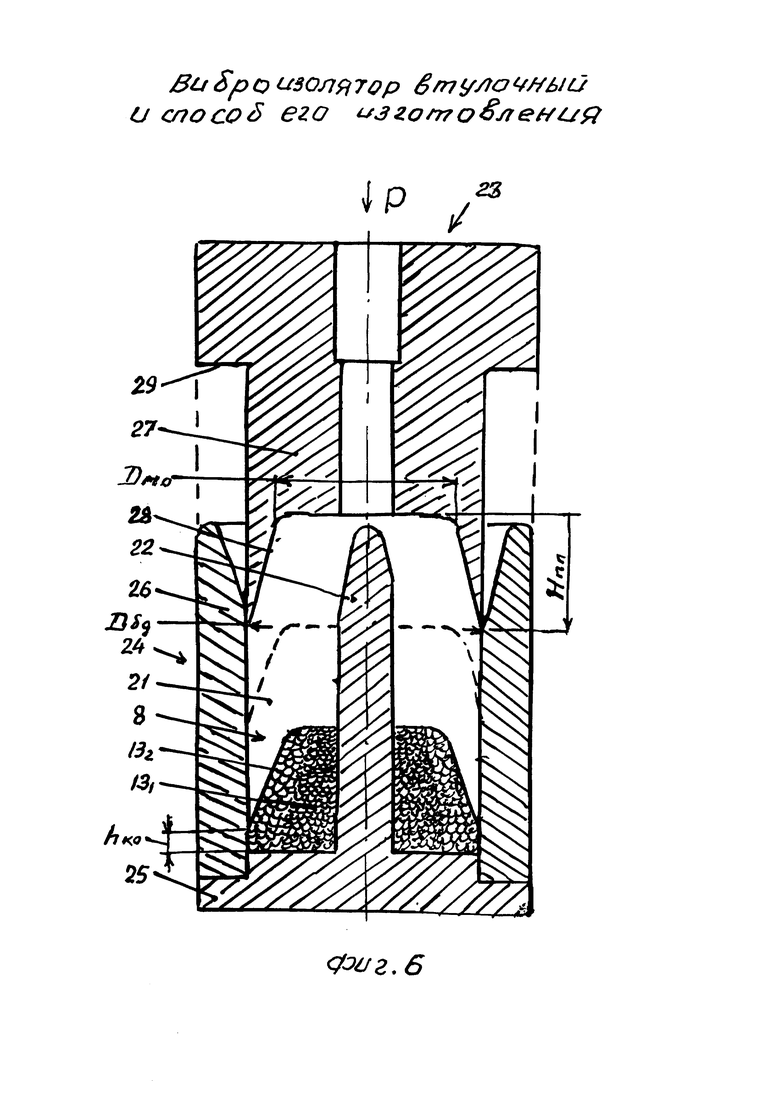
На Фиг. 6 показано устройство опрессовки упругого бочкообразного элемента в усеченный конусообразный упругодемпфирующий элемент.
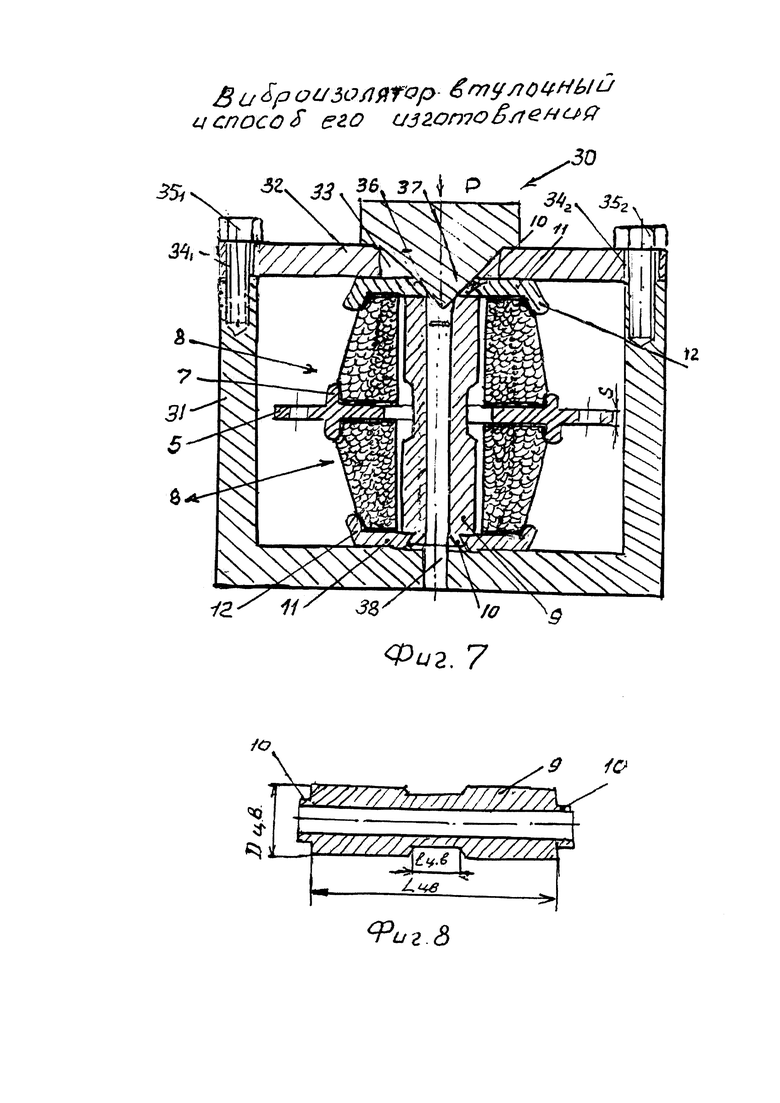
На Фиг. 7-8 представлены сборка виброизолятора втулочного и центральная втулка.
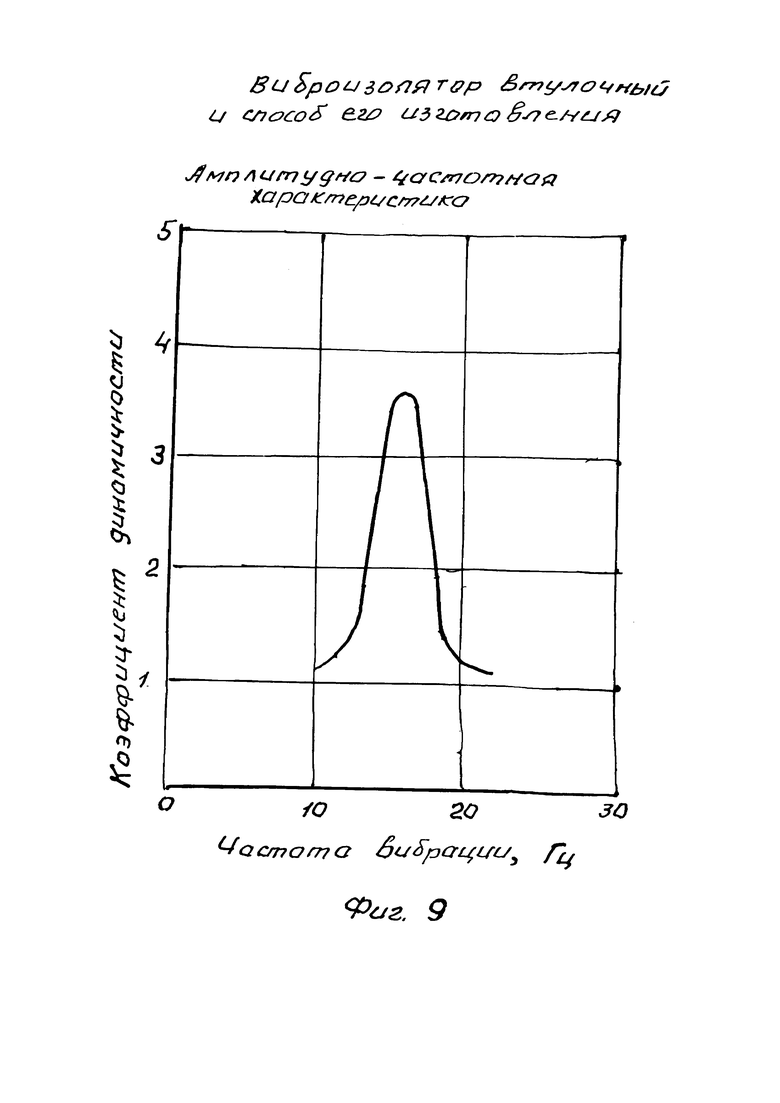
На Фиг. 9 представлена амплитудно-частотная характеристика.
Виброизолятор втулочный может быть использован по представленному на Фиг 1 варианту.
К его крепежным элементам 2 самолетного блока вычислительных систем 1 устанавливаются виброизоляторы втулочные 3 с помощью болтов 4, а крепежный кольцевой фланец 5 виброизолятора втулочного закрепляют на платформе 6 самолета.
При воздействии вибрационных и ударных нагрузок на платформу 6, а, следовательно, на виброизоляторы втулочные 3 значительная часть энергии колебаний рассеивается за счет упругих свойств виброизоляторов втулочных, тем самым обеспечивая виброизоляцию блока вычислительных систем 1.
Виброизолятор втулочный 3 (Фиг 2) содержит крепежный кольцевой фланец 5 с буртиками 7 с его обеих сторон, пару усеченных конусообразных упругодемпфирующих элементов 8 с кольцеобразным основанием у большего диаметра, жестко закрепленных клеевым соединением к крепежному кольцевому фланцу 5 и буртиками 7 с противоположных сторон с одинаковыми усилиями поджатия, центральную втулку 9 с выступами 10 с обеих сторон и тарельчатые фланцы 11 с выполненными буртиками 12 по их периметру, охватывающими и жестко закрепленными к их внутренней поверхности надежным клеевым соединением к меньшим основаниям усеченных конусообразных упругодемпфирующих элементов 8, в центре каждого тарельчатого фланца 11 выполнены отверстия, в которых установлены и развальцованы выступы 10 центральной втулки 9 с поджатием усеченных конусообразных упругодемпфирующих элементов 8.
На Фиг. 3 представлен усеченный конусообразный упругодемпфирующий элемент 8 с переходом у большего диаметра в кольцеобразное основание, высота которого h равна высоте буртика 7 крепежного кольцевого фланца 5, диаметр центрального отверстия Дукуэ усеченного конусообразного упругодемпфирующего элемента 8 больше внешнего диаметра Дцв центральной втулки 9 на величину δ для исключения трения спирали о поверхность центральной втулки 9 при вибрациях.
На Фиг. 4, 5, 6 представлен способ изготовления усеченного конусообразного упругодемпфирующего элемента с переходом у большего диаметра в кольцеобразное основание.
Предварительно растянутые спирали, навитые из пружинящей металлической проволоки (Фиг. 4), выполненные из двух соединенных между собой звеньев 131, 132 меньшего d1 и большего d2 диаметров и шагом между витками h1 и h2 соответственно, укладываются в углубление вращающегося вокруг своей оси ролика 14, установленного на планке 15, выполненной с возможностью вертикально возвратно-поступательного перемещения, регулирующей натяжение спиралей 131, 132. Затем спираль проходит в отверстие 16 рычага 17, выполненного на его конце, при этом рычаг 17 с отверстием 16 выполнен с возможностью осуществления горизонтального возвратно-поступательного движения с регулируемой амплитудой перемещения.
Спираль 131 меньшего диаметра плотно укладывается перекрестно с переплетением на вращающуюся цилиндрическую оправку 18 дозированно по длине и высоте намотки. Длина намотки спирали соответствует заданной амплитуде горизонтального перемещения рычага 17 с отверстием 16, а высота контролируется счетчиком 19 числа оборотов цилиндрической оправки 18.
Вначале задается минимальная амплитуда перемещения рычага 17, что соответствует длине l1 (Фиг. 5) дозированной намотки спирали 131 меньшего диаметра, а расчетная высота намотки контролируется счетчиком 19 числа оборотов оправки 18. Затем, при увеличении амплитуды перемещения рычага 17, на первоначальную намотку спирали с длиной l1 наматывается перекрестно с переплетением очередная доза спирали 131 с длиной l2, а расчетная высота наполнения контролируется обнуленным с помощью кнопки 20 счетчиком 19.
Таким образом дозированно наматывается вся длина спирали 131 меньшего диаметра перекрестно с переплетением виток на виток длиной дозы l3 и l4. В заключение наматывается все звено спирали 132 большего диаметра перекрестно с переплетением виток на виток.
Затем осуществляется опрессовка упругого бочкообразного элемента 21 в усеченный конусообразный упругодемпфирующий элемент 8.
Сформированный упругий бочкообразный элемент 21 своим отверстием устанавливается в центральный штырь 22 устройства опрессовки 23 (Фиг. 6), содержащего матрицу 24, включающую основание 25 с центральным штырем 22, выполненные заодно, и стакан 26, установленный на основании 25, пуансон 27, прижимная поверхность 28 которого выполнена в виде усеченного конуса с высотой прижимной поверхности НПП, меньшей высоты усеченного конусообразного упругодемпфирующего элемента 8 на величину его кольцеобразного основания hКО, причем диаметр меньшего ДМ и большего ДБ оснований выполнены соответственно равными диаметрам меньшего и кольцеобразного основания усеченных конусообразных упругодемпфирующих элементов 8.
Установленный на штырь 22 бочкообразный упругодемпфирующий элемент 21 вплотную к поверхности основания 25 опрессовывается с выдержкой пуансоном 27 в усеченный конусообразный демпфирующий элемент 8 с кольцеобразным основанием у большого диаметра, при этом пуансон 23 примыкает поверхностью 29 к стакану 26 матрицы 24.
Сборка виброизолятора втулочного осуществляется в устройстве 30, представленном на Фиг. 7.
Устройство 30 содержит швелеобразный кронштейн 31 с выполненными в торцах его боковых стенок резьбовыми отверстиями, прижимную планку 32 с выполненными в ней центральным отверстием 33 и парой отверстий на его концах 341 и 342 соосно с резьбовыми отверстиями.
В центре основания швелеобразного кронштейна 31 выполнено отверстие, в которое впрессовывается направляющая 38, а в отверстие 33 прижимной планки 32 установлен шток 36 с конусообразным наконечником 37.
Перед сборкой внутренние поверхности крепежного кольцевого фланца 5 с его буртиками 7 и тарельчатых фланцев 11 с их буртиками 12 подвергаются пескоструйной обработке с последующим их обезжириванием.
Сборка начинается с закрепления центральной втулки 9 с первым тарельчатым фланцем 11, для чего выступ 10 центральной втулки 9 устанавливается в отверстие тарельчатого фланца 11 устанавливается на направляющую 38 устройства 30 закрепляется болтами 351 и 352 прижимной планки 32 и развальцовывается конусообразным наконечником 37 штока 36.
Затем на внутреннюю поверхность первого тарельчатого фланца 11, буртика 12 и поверхность крепежного кольцевого фланца 5 и его буртиков 7 наносится слой клея ВК-9, на которые устанавливается меньшее основание первого усеченного конусообразного упругодемпфирующего элемента 8 и кольцеобразное основание второго усеченного конусообразного упругодемпфирующего элемента 8, кольцеобразное основание первого усеченного конусообразного упругодемпфирующего элемента 8 устанавливается на противоположную поверхность крепежного кольцевого элемента 8, а меньшее основание второго усеченного конусообразного упругодемпфирующего элемента 8 устанавливается на внутреннюю поверхность второго тарельчатого фланца 11.
Собранный пакет устанавливается внутренним диаметром центральной втулки 9 на направляющую 38 и стягивается с поджатием болтами 351 и 352 прижимной планки 32.
После затвердевания клея ВК-9 в термокамере с температурой 60÷70°С и 2-часовой выдержки осуществляется демонтаж собранного пакета и съем его с направляющей 38.
Затем производится заключительный этап сборки.
На внутреннюю поверхность второго тарельчатого фланца 11 с его буртиком 12 и противоположную поверхность крепежного кольцевого фланца 5 с его буртиками 7 наносится клей ВК-9, на которые устанавливается меньшее основание второго усеченного конусообразного упругодемпфирующего элемента 8 и кольцеобразное основание первого усеченного конусообразного упругодемпфирующего элемента 8 соответственно.
Собранный пакет устанавливается внутренним диаметром центральной втулки 9 на направляющую 38 и стягивается с поджатием болтами 351, 352 прижимной планки 32. После затвердевания клея ВК-9 и последующего демонтажа его из устройства 30 осуществляется развальцовка второго выступа 10 центральной втулки 9.
Поджатие усеченных конусообразных упругодемпфирующих элементов обеспечивается выполнением длины LЦ.В. центральной втулки 9 (Фиг. 8) из соотношения:
LЦ.В.<2HУКУЭ+S,
где LЦ.В. - длина центральной втулки 9;
HУКУЭ - высота усеченного конусообразного упругодемпфирующего элемента с кольцеобразным основанием 8;
S - толщина крепежного кольцевого фланца 5.
Расчетно-экспериментальным методом установлено, что длина центральной втулки 9 должна быть меньше на 1,5-2 мм. Как показано на Фиг. 8, на внешнем диаметре центральной втулки 9 выполнена проточка длиной LЦ.B., что способствует виброизоляции в поперечном направлении.
Для намотки усеченных конусообразных упругодемпфирующих элементов (УКУЭ) 8 использовались металлические проволоки марки ЭИ708А ВИ ТУ 14-1-1597-75 диаметром d1=0,12 мм и d2=0,2 мм, а плотность спиральной структуры усеченного конусообразного упругодемпфирующего элемента 8 находится в оптимальном интервале величин 1,9 г/см3…2,0 г/см3.
Виброизолятор втулочный работает следующим образом.
Крепежным кольцевым фланцем 5 через отверстия виброизолятор втулочный закрепляется к платформе 6 (Фиг. 1), являющейся источником вибрационных нагрузок, и с помощью болта 4 крепится к защищаемому от воздействий вибрационных и ударных нагрузок блоку вычислительных систем 1. При воздействии на виброизолятор втулочный 3 вибрационной и ударной нагрузок сверху-вниз в продольном направлении верхний (Фиг. 2) усеченный конусообразный упругодемпфирующий элемент (УКУЭ) 8 сжимается и нижний УКУЭ 8 растягивается на такую же амплитуду. При обратном воздействии нагрузок снизу-вверх верхний УКУЭ 8 растягивается, а нижний УКУЭ 8 сжимается. При этом значительная часть энергии колебаний рассеивается за счет упругих свойств спиралей 131 и 132. Аналогично происходит при воздействии на виброизолятор поперечных нагрузок.
Вследствие увеличения жесткости УКУЭ 8 снижается резонансная частота виброизолятора в 1,5÷2 раза, являющаяся одной из основных характеристик качества виброизолятора. Кроме того, разброс амплитудно-частотных характеристик и коэффициента динамичности минимален, что обеспечивает оптимальную степень виброизоляции в местах крепления.
Промышленное применение
С использованием материалов заявки авторами разработана документация на амортизаторы приборные АВП÷15М, изготовлена партия амортизаторов, проведены испытания на осевую (растяжение, сжатие) УКУЭ и консольную нагрузки, а также сняты амплитудно-частотные характеристики.
При номинальной нагрузке 15 кг резонансная частота при осевой нагрузке 15÷16 Гц коэффициент динамичности 3,5÷4,0 статический прогиб при минимальной нагрузке:
- осевая нагрузка - 1,8;
- консольная нагрузка - 1,55.
Кроме того, получены минимальные габаритно-массовые характеристики.
Таким образом, предлагаемая конструкция виброизолятора втулочного и способ его изготовления, а также полученные технические характеристики могут быть использованы для виброизоляции, подавления вибрации блоков вычислительных систем летательных аппаратов.
Изготовленная партия амортизаторов с использованием материалов заявки проходит испытания в составе самолета.
Источники информации
1. Патент на полезную модель №95048, МПК F16F 3/08 «Виброизолятор втулочный» от 10.06.2010 г.
2. ЕР №0447294, МПК F16F 1/38 от 05.03.1991 г. (Manchon elastique anti-vibratoire notamment pour accouplement d'echapement et procede de realization d'un manchon elastique anti-vibratoire).
3. Патент США №4514458, НКИ 428/222 от 30.04.1985 г. (SPRING-LIKE MATERIAL FORMED OF COMPRESSED METALLIC WIRE).
| название | год | авторы | номер документа |
|---|---|---|---|
| ВИБРОИЗОЛЯТОР ВТУЛОЧНЫЙ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2545142C1 |
| ЦЕЛЬНОМЕТАЛЛИЧЕСКИЙ ВИБРОИЗОЛЯТОР "ПУСТОТЕЛЫЙ ГОЛЫШ" (ЦВПГ) (ВАРИАНТЫ) И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2534850C2 |
| Цельнометаллический виброизолятор средней грузоподъемности и способ его изготовления | 2015 |
|
RU2658251C2 |
| Цельнометаллический виброизолятор "Волчок", способ изготовления его упругогистерезисных элементов | 2015 |
|
RU2653927C2 |
| ВИБРОИЗОЛЯТОР | 2007 |
|
RU2378545C2 |
| СЕТЧАТЫЙ ДЕМПФЕР КОЧЕТОВА | 2015 |
|
RU2594260C1 |
| УПРУГИЙ ЭЛЕМЕНТ КОЧЕТОВА С СЕТЧАТЫМ ДЕМПФЕРОМ | 2014 |
|
RU2559515C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПУСТОТЕЛОГО ВИБРОИЗОЛЯТОРА | 2019 |
|
RU2745594C2 |
| ВИБРОИЗОЛЯТОР КОМБИНИРОВАННЫЙ | 2016 |
|
RU2653329C1 |
| ТАРЕЛЬЧАТЫЙ ВИБРОИЗОЛЯТОР ДЛЯ ТЕХНОЛОГИЧЕСКОГО ОБОРУДОВАНИЯ | 2014 |
|
RU2562475C1 |
Группа изобретений относится к области машиностроения. Виброизолятор содержит кольцевой крепежный фланец (5), пару усеченных конусообразных упругодемпфирующих элементов (8), втулку (9) с тарельчатыми фланцами (11). Упругодемпфирующие элементы выполнены из спирали, намотанной из пружинящей металлической проволоки с шагом между витками спирали, равным ее диаметру, опрессованной в виде усеченного конуса. Спираль выполнена из пары соединенных между собой звеньев (131, 132) с разными диаметрами пружинящей проволоки. Способ содержит вытягивание спирали до шага между витками, равного диаметру соответствующей спирали. На оправку дозированно наматывают спираль меньшего диаметра, поверх нее наматывают спираль большего диаметра перекрестно с переплетением в упругий бочкообразный элемент с последующей опрессовкой. Усеченные конусообразные упругодемпфирующие элементы пропитывают смазочной смесью. Достигается повышение надежности и увеличение ресурса виброизолятора, обеспечение виброзащиты в продольном и поперечном направлениях. 2 н.п. ф-лы, 9 ил.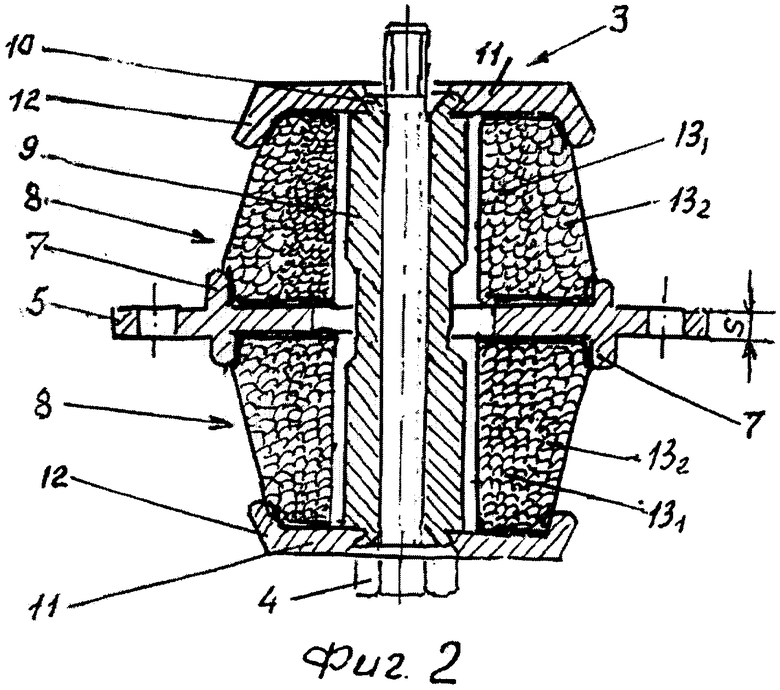
1. Виброизолятор втулочный, содержащий крепежный кольцевой фланец с буртиками с противоположных сторон, пару конусообразных упругодемпфирующих элементов с одинаковой степенью жесткости, выполненных из спирали, намотанной из пружинящей металлической проволоки с шагом между витками, причем спираль состоит из двух соединенных между собой звеньев разного диаметра, при этом звено большего диаметра наматывается поверх звена спирали меньшего диаметра, основания конусообразных упругодемпфирующих элементов связаны с противоположных сторон с крепежным кольцевым фланцем, центральную втулку с выступами с противоположных концов, установленную соосно с крепежным кольцевым фланцем и конусообразными упругодемпфирующими элементами, тарельчатые фланцы, установленные с противоположных концов центральной втулки, отличающийся тем, что конусообразные упругодемпфирующие элементы выполнены усеченными с переходом у большего диаметра в кольцеобразное основание с высотой, равной высоте буртиков крепежного кольцевого фланца, и жестко закреплены к его внутренним поверхностям надежным клеевым соединением, а меньшие основания усеченных конусообразных упругодемпфирующих элементов жестко закреплены к внутренним поверхностям тарельчатых фланцев и к выполненным буртикам по их периметрам с поджатием, усеченные конусообразные упругодемпфирующие элементы выполнены из спирали, намотанной из пружинящей металлической проволоки с шагом между витками спирали, равным ее диаметру, в виде упругого бочкообразного элемента с последующей опрессовкой в усеченный конусообразный упругодемпфирующий элемент, причем спираль выполнена из пары соединенных между собой звеньев с разными диаметрами пружинящей металлической проволоки и уложена с натягом перекрестно с переплетением, причем звено большего диаметра спирали уложено сверху его меньшего диаметра, при этом оптимальный тип пружинящей металлической проволоки выбран марки ЭИ708АВИ и ее меньший диаметр равен 0,12 мм, а больший диаметр равен 0,2 мм, что позволяет достичь оптимальной плотности спиральной структуры опрессованных усеченных конусообразных упругодемпфирующих элементов 1,9÷2,0 г/см3.
2. Способ изготовления виброизолятора втулочного, состоящий в том, что упругий демпфирующий элемент намотан из соединенных между собой металлических спиралей разного диаметра, причем вначале наматывается спираль меньшего диаметра на оправке, а затем поверх нее наматывается спираль большего диаметра, отличающийся тем, что вначале перед намоткой оба звена спирали растягиваются до шага между витками, равного диаметру соответствующего звена спирали, затем растянутые звенья спирали наматываются на оправке перекрестно с переплетением в упругий бочкообразный элемент, причем звено спирали меньшего диаметра наматывается дозированно с разной длиной и высотой наполнения с увеличением длины намотки спирали от середины и контролируется счетчиком по числу оборотов оправки, затем упругий бочкообразный элемент опрессовывается в виде усеченного конусообразного упругодемпфирующего элемента с переходом у его большего диаметра в кольцеобразное основание с высотой, равной высоте буртика крепежного кольцевого фланца, при этом длина упругого бочкообразного элемента в 2,8÷2,9 раза больше высоты усеченного конусообразного упругодемпфирующего элемента, а больший диаметр соответственно больше диаметра кольцеобразного основания в 1,2÷1,3 раза, поверхности меньших и кольцеобразных оснований усеченных конусообразных упругодемпфирующих элементов соединены надежным клеевым соединением с внутренними поверхностями соответственно тарельчатых фланцев с выполненными буртиками по периметру и крепежного кольцевого фланца, склеиваемые поверхности предварительно подвергнуты пескоструйной обработке с последующим их обезжириванием, а усеченные конусообразные упругодемпфирующие элементы пропитаны смесью 100 мл бензина в 10÷20 мм3 смазки ЦИАТИМ 221.
| ВИБРОИЗОЛЯТОР ВТУЛОЧНЫЙ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2545142C1 |
| Приспособление к механическим часам для подачи сигналов в наперед установленное время | 1951 |
|
SU95048A1 |
| Смесительно-формирующая установка | 1973 |
|
SU447294A1 |
| US 4514458 A, 30.04.1985. | |||

