ОБЛАСТЬ ИЗОБРЕТЕНИЯ
Настоящее изобретение относится к способу и устройству для изготовления многослойной структуры, содержащей несущий слой, вспомогательный слой и состоящий из частиц абсорбирующий полимерный материал, расположенный между ними. Способ обеспечивает размещение состоящего из частиц абсорбирующего полимерного материала на поверхности подвижного несущего слоя в виде заданного предопределенного узора из скоплений, добавление вспомогательного слоя и последующее соединение слоев между собой, по меньшей мере, частично для формирования многослойной структуры с высокой производительностью и сравнительно низкими затратами. Этот способ особенно полезен для изготовления абсорбирующих структур для использования в абсорбирующих изделиях, предпочтительно одноразовых изделиях, таких как, например, женские гигиенические прокладки, детские подгузники, детские трусики-подгузники и прокладки для взрослых, страдающих недержанием. Поскольку этот способ позволяет изготавливать абсорбирующие структуры без существенного применения целлюлозных волокон и/или химических связующих, поэтому он может рассматриваться как в высокой степени экологически безопасный.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ ИЗОБРЕТЕНИЯ
В последние годы существует все возрастающая потребность в гибких, тонких, легких абсорбирующих структурах для решения различных проблем изготовления, маркетинга, проектирования, прилегания, обеспечения комфорта при ношении, распределения, ликвидации отходов, потребления материалов и энергии, затрат на транспортировку и хранение и других.
На существующем уровне техники известно, как поместить состоящий из частиц абсорбирующий полимерный материал в матрицу из целлюлозных волокон, чтобы создать абсорбирующую структуру, в которой состоящий из частиц абсорбирующий полимерный материал сможет абсорбировать, распределять и удерживать жидкость, в то время как матрица из целлюлозных волокон действует как решетка, удерживая состоящий из частиц абсорбирующий полимерный материал в нужном месте. Однако следствием использования целлюлозных волокон, обычно древесной массы или ваты, являются товары большой толщины и объема, процесс изготовления ваты требует рубки лесов, обработки древесной массы различными химикатами, транспортировка сырья и конечных товаров обычно производится на сравнительно большие расстояния, товары и процессы рассматриваются как более экологически опасные. Вследствие этого имеется также потребность в изготовлении таких абсорбирующих структур без использования древесной массы.
Было предпринято множество попыток изготовить гибкие, тонкие, легкие абсорбирующие структуры, содержащие абсорбирующий материал, соединенный с одним или несколькими несущими слоями или заключенный между ними. Однако физическое и/или химическое взаимодействие между абсорбирующим материалом и связующим материалом и/или несущим слоем зачастую приводит к уменьшенной эффективности абсорбции, распределения и/или удержания вопреки функциональным и/или структурным требованиям.
Было обнаружено, что важно, по меньшей мере, частично лишить подвижности состоящий из частиц абсорбирующий полимерный материал путем разделения на ячейки, ограничения и/или закрепления его в абсорбирующей структуре таким способом, чтобы абсорбирующая структура могла удерживать состоящий из частиц абсорбирующий полимерный материал как в сухом, так и в частично и/или полностью заполненном жидкостью состоянии. Однако невыполнение достаточной структурной целостности приводит к плохому управлению жидкостью, результатом чего является потеря функциональной эффективности, такой, как связность абсорбирующей структуры, абсорбция, распределение, транспортировка и/или удерживающая способность абсорбирующей структуры и к частичному или общему отказу.
Для того чтобы иметь возможность удерживать состоящий из частиц абсорбирующий полимерный материал разделенным на ячейки, закрепленным и/или связанным внутри абсорбирующей структуры во время использования, необходимо поместить такой состоящий из частиц абсорбирующий полимерный материал во время процесса производства в предопределенное нужное положение, узор. Таким образом, очень желательно обеспечить размещение состоящего из частиц абсорбирующего полимерного материала в виде практически непрерывного, конкретного, строго определенного и дискретно размещенного узора на несущем слое, движущемся с относительно высокой скоростью.
Было предпринято множество попыток предложить способы изготовления композитных структур с выбранными областями из состоящего из частиц материала, прерывисто и дискретно размещенного по длине несущего слоя, в соответствии с документом ЕР 1621166, описывающим процесс формирования многослойной структуры, в которой узор состоящего из частиц материала заключен между несущим и покровным материалами. Способ включает этапы предоставления по существу плоского несущего материала и по существу плоского покровного материала для формирования наружных слоев многослойной структуры. Последующие этапы предоставляют по существу бесконечные средства опоры для несущего материала, содержащего узор опоры, и средства удержания несущего материала. Несущий материал помещают над опорными средствами со скоростью несущего материала относительно закрепленной рамы, в то время как несущие средства контактируют с узором опоры своей поддерживающей поверхностью, и тем самым относительная скорость несущего материала и средств опоры несущего материала практически равна нулю. Подают состоящий из частиц абсорбирующий материал, и количество состоящего из частиц абсорбирующего материала дозировано заранее. Покровный материал и несущий материал соединяют вместе и фиксируют при помощи средств фиксации, при этом состоящий из частиц абсорбирующий материал находится между ними. Несущий материал поддерживают только в областях узора опоры опорных средств и деформируют средствами удержания несущего материала, так что в неподдерживаемых областях формируются углубления. Состоящий из частиц абсорбирующий материал поступает в эти углубления несущего материала, формируя тем самым узор состоящего из частиц материала, который заключен между наружными слоями.
В то время как в известном уровне техники были осуществлены попытки описать подходы к изготовлению многослойных структур и механизмы для получения дискретных скоплений состоящего из частиц материала внутри карманов, можно утверждать, что эти способы имеют один или несколько недостатков. В способах в известном уровне техники недостаточна точность и повторяемость узоров состоящего из частиц абсорбирующего материала, и имеются неуравновешенность средств предварительного дозирования, формования и транспортировки. Крупногабаритные и дорогостоящие средства дозирования, формования и всасывания, необходимые для транспортировки и формирования скоплений состоящего из частиц материала, требуют очень специфического изготовления на заказ для каждой концепции /размера/ абсорбирующей способности товара и больших затрат на проектирование, установку, монтаж и замену. Кроме того, эти устройства потребляют сравнительно большое количество энергии и требуют значительных ресурсов для работы в нормальном производственном цикле. Кроме того, рулонные материалы требуют обработки с очень малыми допусками по отношению к размещаемым и формирующих скопления состоящих из частиц материалов и могут обрабатываться только с относительно небольшой скоростью, с использованием больших и сложных машин и приспособлений, которые подвержены разрывам, износу, требуют настройки, очистки, регулировки и т.п. Средства иммобилизации и/или фиксации на известном уровне техники также предполагают применение химических адгезивов, клеев или связующих, которые оказывают отрицательное воздействие на окружающую среду и означают дополнительные затраты в производственном процессе. Кроме того, способы, известные на существующем уровне техники, требуют, чтобы несущий слой был, по меньшей мере, достаточно проницаемым для газов, в то время, как желательно для многих применений, связанных с обработкой и хранением жидкостей, как, например, в детских подгузниках, чтобы несущий слой состоял из барьерного слоя, непроницаемого для жидкости и практически непроницаемого для газов. Такие нерациональные и неэффективные способы и сложные производственные процессы "не дают ни одному из способов на известном уровне техники технических, экономических и/или экологических преимуществ.
Таким образом, по-прежнему имеется техническая потребность в надежном, экологичном, экономичном и простом для технического обслуживания способе и устройстве для согласованного нанесения и упаковки в карманы состоящих из частиц материалов непрерывно в виде конкретного, явно заданного и дискретно размещенного узора на поверхности несущего слоя, который двигается с высокой производственной скоростью, с ограниченным потреблением и/или потерями ресурсов в ходе производственного процесса.
В результате всестороннего исследования, направленного на вышеупомянутые проблемы и связанные с ними, авторы изобретения обнаружили более плодотворный и преимущественный производственный процесс получения таких образцов и структур, который более подробно будет объясняться далее.
КРАТКОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Настоящее изобретение относится к способу изготовления композитной структуры, содержащей состоящий из частиц материал, предпочтительно состоящий из частиц абсорбирующий полимерный материал, нанесенный в виде предопределенного нужного узора на несущий слой с тем, чтобы сформировать по существу бесцеллюлозную и по существу бесклеевую абсорбирующую структуру.
В частности, настоящее изобретение предлагает способ для изготовления многослойной структуры, содержащей узор из состоящего из частиц материала, причем указанный способ включает следующие этапы:
а - предоставление по меньшей мере одного практически бесконечного слоя в качестве несущего слоя и/или вспомогательного слоя;
b - предоставление практически бесконечных средств опоры для указанного несущего слоя;
с - позиционирование указанного несущего слоя на указанные средства опоры, причем указанный несущий слой соприкасается с указанными средствами опоры и причем относительная скорость перемещения указанного несущего слоя относительно контактной поверхности указанных средств опоры несущего слоя и средств формирования скоплений практически равна нулю;
d - предоставление потока состоящего из частиц материала от средств подачи состоящего из частиц материала;
е - направление состоящего из частиц материала через перфорационные отверстия в средствах формирования скоплений;
f - предоставление практически бесконечного материала в качестве вспомогательного материала;
g - комбинирование указанного вспомогательного слоя и указанного несущего слоя с указанным состоящим из частиц материалом, расположенным между слоями;
отличающийся тем, что
g - указанные средства формирования скоплений помещают указанный дисперсный материал в предопределенные места на несущем слое, формируя тем самым нанесенный узор из состоящего из частиц материала на указанном несущем слое, формируя тем самым первичный узор состоящего из частиц материала, и
i - предоставляют ультразвуковые средства соединения слоев или термосварки.
Этот способ включает этапы предоставления практически бесконечного несущего слоя в положениях размещения состоящего из частиц материала в непосредственной близости к средствам формирования скоплений. В предпочтительном варианте осуществления настоящего изобретения средства формирования скоплений с нужным узором перфорации объединены с практически бесконечным вращающимся барабаном, средства формирования скоплений могут быть смонтированы на вращающемся барабане с возможностью замены, либо могут быть едиными с ним. Несущий слой размещают на практически бесконечных средствах опоры на скорости несущего слоя относительно закрепленной рамы, причем несущий слой соприкасается со средствами опоры и причем относительная скорость между несущим слоем, средствами опоры и средствами формирования скоплений и/или барабаном предпочтительно практически равна нулю. Альтернативно средства формирования скоплений неподвижны и относительная скорость несущего слоя и средств формирования скоплений отличается от ноля, однако этот вариант не предпочтителен. Состоящий из частиц материал подают средствами подачи состоящего из частиц материала и поток состоящего из частиц материала направляют в направлении средств формирования скоплений. Состоящий из частиц материал собирают впускными областями перфорированных отверстий средств формирования скоплений и, по меньшей мере, частично удерживают в выпускной области и/или впускной области перфорированных отверстий средств формирования скоплений до тех пор, пока не будут удалены. Несущий слой предпочтительно поддерживают, по меньшей мере, частью поверхностной области средств опоры, в то время как состоящий из частиц материал, захваченный и удерживаемый в перфорированных отверстиях, наносят на несущий материал.
В варианте осуществления в соответствии с настоящим изобретением полученная композитная структура из несущего слоя с дискретно нанесенными на него скоплениями состоящего из частиц материала, объединена со вспомогательным слоем, например нетканым, тканевым, бумажным или термопластичным материалом и аналогичным и/или зафиксирована при помощи средств соединения, например клея, соединений, связок и аналогичных, со скоплениями состоящего из частиц материала, относительно иммобилизованными между слоями, что дает многослойную структуру, применяемую для формирования абсорбирующей структуры.
В предпочтительном варианте осуществления вспомогательный слой иммобилизует и/или закрепляет кластеры состоящего из частиц материала и/или соединительными средствами соединяет, закрепляет и/или связывает вместе наружные слои при помощи средств ультразвуковой сварки, термосварки и/или сварки давлением. Средства соединения предпочтительно формируют и/или образуют карманы и/или ячейки для скоплений состоящего из частиц материала, в результате чего области соединения и/или связки не содержат по существу состоящего из частиц материала и/или клея. Из экономических, экологических и технических соображений скопления состоящего из частиц материала предпочтительно не покрывают преднамеренно существенными количествами термопластичных материалов, клеев, связующих и/или адгезивов для фиксации, заключения в карманы, инкапсулирования, присоединения и/или связывания этих скоплений состоящего из частиц материала с одним или несколькими наружными слоями, но скопления состоящего из частиц материала предпочтительно заключают в карманы путем создания соединительного узора между наружными слоями при помощи таких соединительных средств, как ультразвуковые соединительные средства.
Дополнительные материалы и/или слои могут быть предоставлены для того, чтобы обеспечить добавление функциональных и/или структурных преимуществ, таких как прочность, сборка, абсорбция, распределение, транспортировка, удерживание и т.п. К примеру, распределительные слои, проницаемые для жидкости, и/или впитывающие слои, непроницаемые для жидкости, могут быть добавлены или изготовлены как единое целое с абсорбирующей структурой.
Другим аспектом настоящего изобретения является предоставление устройства для изготовления композитной структуры, содержащей скопления состоящего из частиц материала, причем указанное устройство содержит:
а - средство образования скоплений, содержащее необходимый узор перфорированных отверстий;
b - средство подачи состоящего из частиц материала, расположенное так, чтобы подавать состоящие из частиц материалы во впускные области перфорированных отверстий указанных средств формирования скоплений;
с - средство подачи несущего слоя для обеспечения несущего слоя, средство опоры для перемещения указанного несущего слоя в непосредственной близости к выпускным областям средств формирования скоплений;
d - средство транспортировки для перемещения указанного несущего слоя со скоплениями состоящего из частиц материала от средства образования скоплений;
е - средство покрытия для нанесения вспомогательного слоя поверх указанных скоплений состоящего из частиц материала.
Настоящее изобретение предлагает также устройство для формирования композитной структуры, содержащей предопределенные и выбираемые скопления состоящего из частиц материала, нанесенные на несущий слой. Устройство содержит средство образования скоплений, содержащее перфорированные отверстия, содержащие впускные области и выпускные области, и средство подачи состоящего из частиц материала, подающее состоящий из частиц материал к средствам образования скоплений. Средство подачи несущего слоя поставляет несущий слой, в то время как средство опоры перемещает несущий слой в положение нанесения вблизи выпускных областей средства образования скоплений. Средство образования скоплений предпочтительно располагают так, чтобы улавливать, собирать и удерживать состоящий из частиц материал из потока состоящего из частиц материала, поставляемого средством подачи состоящего из частиц материала. Перфорированные отверстия внутри средства образования скоплений спроектированы так, чтобы улавливать и собирать поток состоящего из частиц материала при помощи впускных областей и предпочтительно сводить состоящие из частиц материалы в направлении выпускных областей с тем, чтобы собирать и формировать внутри перфорированных отверстий скопления состоящего из частиц материала, готовые к нанесению на несущий слой в виде предпочтительно дискретного печатного узора скоплений состоящего из частиц материала. Средство опоры подает несущий слой в положение нанесения предпочтительно в непосредственной близости, наиболее предпочтительно в непосредственном контакте с выпускными областями перфорированных отверстий средства формирования скоплений. Предпочтительно обеспечен выбранный уровень прижимного контакта между поверхностью нанесения несущего слоя и наружной контактной поверхностью средства образования скоплений с тем, чтобы заблокировать дискретные скопления состоящего из частиц материала перед нанесением их на поверхность нанесения несущего слоя. В альтернативном варианте осуществления нет по существу прижимного контакта между поверхностью нанесения несущего слоя и наружной контактной поверхностью средства формирования скоплений, и состоящий из частиц материал, подаваемый из потока состоящего из частиц материала, непосредственно уловлен, собран и нанесен на несущий слой. Это обычно применяют в случае неподвижного средства образования скоплений в противовес движущемуся несущему слою. После нанесения средство транспортировки перемещает несущий слой и состоящий из частиц материал, нанесенный на него, дальше от средства формирования скоплений. В предпочтительном варианте осуществления скопления состоящего из частиц материала, нанесенного на несущий слой, покрыты вспомогательным слоем при помощи средства покрытия с тем, чтобы сформировать, к примеру, область абсорбирующего полимерного материала. В более предпочтительном варианте осуществления скопления состоящего из частиц материала композитной структуры относительно иммобилизированы, присоединены, связаны и/или другим способом закреплены между несущим слоем и любым подходящим вспомогательным слоем. Предпочтительно предоставлено средство соединения, приводящее к созданию композитной многослойной структуры несущего слоя и вспомогательного слоя с состоящим из частиц материалом, заключенным и/или иммобилизованным, соединенным, связанным и/или закрепленным между ними в форме ячеек или скоплений.
В предпочтительном варианте осуществления средство подачи состоящего из частиц материала представляет собой вибрационное, спиральное и/или вращательное средство, позволяющее точно, непрерывно и управляемо подавать требуемый состоящий из частиц материал к средству образования скоплений в нужном количестве, объеме и/или с нужной скоростью. Еще более предпочтительно, чтобы состоящий из частиц материал транспортировался между таким вибрационным, спиральным и/или вращательным средством и средством формирования скоплений при помощи подающих труб, которые альтернативно могут быть оборудованы средствами подачи газа под давлением, чтобы направлять поток состоящего из частиц материала во впускные области средств формирования скоплений. В предпочтительном варианте осуществления подающая труба расположена по существу продольно, вертикально и/или имеет сужающуюся конфигурацию, и состоящий из частиц материал имеет достаточный вес, чтобы возможно было использовать силу тяжести для транспортировки частиц по подающей трубе к средству образования скоплений. Однако для транспортировки и/или помощи в транспортировке такого потока состоящего из частиц материала в направлении средств формирования скоплений могут использоваться дополнительные средства передачи, к примеру механические (например, воздушный поток), электростатические (например, заряд состоящего из частиц материала) или электромагнитные (например, магниты, если частицы материала взаимодействуют с магнитным полем) и/или другие средства.
В предпочтительном варианте осуществления в подающей трубе предусмотрено средство дозирования объемного, весового или другого типа для управления количеством, размером и/или скоростью частиц, поступающих в подающую трубу. Еще более предпочтительно, чтобы поток состоящего из частиц материала мог быть перенаправлен средством управления в средство отведения для новой подачи в средство подачи состоящего из частиц материала через возвратные трубопроводы для повторного применения и/или, менее предпочтительно, направления из производственной системы через средства сбора для перемещения в отдельные установки хранения с целью последующего применения и/или ликвидации в случае невосстанавливаемого повреждения, загрязнения, порчи и/или приведения в негодность.
В предпочтительном варианте осуществления средства формирования скоплений едины с практически бесконечным вращающимся барабаном, предпочтительно имеющим цилиндрическую наружную поверхность. В предпочтительном варианте осуществления предлагается бесконечный вращающийся барабан с заменяемыми, настраиваемыми и/или регулируемыми средствами формирования скоплений. Барабан движется на одной оси с отверстием подающего трубопровода, тем самым направляя состоящий из частиц материал, который падает, управляется, направляется, прижимается и/или вакуумируется через соответствующие впускные области и/или выпускные области узора перфорированных отверстий средства формирования скоплений для получения требуемого печатного узора.
Предпочтительно недостаточное заполнение (или, в конечном итоге, «полное заполнение») перфорированных отверстий средства формирования скоплений. Применение средства подачи состоящего из частиц материала с предпочтительно весовой системой дозирования в комбинации со средством трубной подачи, таким как труба, трубопровод или конвейер необходимых размеров и формы, будет гарантировать, что подан необходимый вес материала, собран в перфорированных отверстиях и нанесен выпускными областями так, что сформирован необходимый печатный узор скоплений состоящего из частиц материала, как задано узором перфорированных отверстий средства формирования скоплений.
В предпочтительном варианте осуществления впускные области имеют воронкообразную форму с крутыми уклонами, разделенными друг от друга острыми выступами, так что между впускными областями и/или уклонами впускных областей любые значительные количества состоящих из частиц материалов не задерживаются, а транспортируются в направлении выпускных областей для планового нанесения на несущий материал. В предпочтительном варианте осуществления предлагается комбинация впускных областей и выпускных областей увеличенного и уменьшенного размера, результатом чего являются однородные, разнородные или сложные узоры перфорированных отверстий.
Предпочтительно объем пустот перфорированных отверстий больше, чем объемы состоящего из частиц материала, который необходимо наносить с тем, чтобы предотвратить переполнение средства формирования скоплений в ходе производственного процесса. В случае, если средство формирования скоплений спроектировано корректно и устройство работает с полной нагрузкой, производительно и эффективно, можно значительно повысить точность и надежность производственного процесса, а, следовательно, исключить потребность в средстве сбора, оптимизируя тем самым применение сырья, снижая капитальные затраты и уменьшая расходы на обслуживание. Однако в случае необходимости любое «переполнение», перемещение или неверное размещение состоящего из частиц материала может быть направлено и/или перенаправлено при помощи средств сбора, таких как скребки, щетки, средства продувки, вакуумный отсос и др. в одну или несколько доступных впускных областей средства формирования скоплений и/или может быть направлено в средства возврата или средства сбора с целью отведения от средства формирования скоплений для повторного применения, сбора и/или ликвидации.
Способ и устройство в соответствии с предпочтительным вариантом осуществления настоящего изобретения позволяет получать высококачественные тонкие, гибкие и/или легкие композитные структуры, содержащие экономические, экологические, технические и/или коммерческие преимущества, не только вследствие того, что они произведены без значительных и объемных количеств волокнистых абсорбирующих материалов, таких как вата и древесная масса (называемые «без ваты») и не применяют значительных и дорогостоящих количеств клея, связующего, адгезива и/или других термопластичных материалов (называемые «без клея»). Это до сих пор не было известно на существующем уровне техники и чрезвычайно предпочтительно для промышленности, общества и потребителей.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
На фиг.1 схематически показан процесс для реализации настоящего изобретения.
На фиг.2 схематически показан вид сверху, иллюстрирующий средство формирования скоплений, смонтированное на барабане в соответствии с вариантом осуществления настоящего изобретения.
На фиг.3 схематически показан вид сверху, иллюстрирующий средство формирования скоплений в соответствии с вариантом осуществления настоящего изобретения.
На фиг.4 схематически показан вид сверху, иллюстрирующий несущий слой с нанесенными скоплениями состоящего из частиц материала по печатному узору в соответствии с вариантом осуществления настоящего изобретения.
На фиг.5 схематически показано поперечное сечение средства формирования скоплений в соответствии с вариантом осуществления настоящего изобретения.
На фиг.6 схематически показано поперечное сечение печатного скопления состоящего из частиц материала в соответствии с вариантом осуществления настоящего изобретения.
На фиг.7 схематически показано устройство для осуществления изобретения в соответствии с вариантом осуществления настоящего изобретения.
На фиг.8 показано схематическое увеличенное сечение части устройства, показанного на фиг.7.
На фиг.9 показан вид сверху подгузника в качестве предпочтительного варианта осуществления абсорбирующего изделия в соответствии с изобретением, с частичным вырезом верхних слоев.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Настоящее изобретение относится к способу и устройству для создания композитных структур, содержащих состоящий из частиц материал, предпочтительно абсорбирующий состоящий из частиц материал, такой как абсорбирующий полимерный материал, более предпочтительно состоящий из частиц абсорбирующий полимерный материал; предпочтительно, объединенный в скопления, заключенный и/или иммобилизованный между несущим слоем и вспомогательным слоем, возможно, при помощи соединительных средств с тем, чтобы сформировать дискретные, предопределенные печатные узоры из листов состоящего из частиц материала для применения в абсорбирующих товарах, предпочтительно в одноразовых абсорбирующих изделиях из отрасли производства средств личной гигиены, таких как женские гигиенические прокладки, детские подгузники и трусики, прокладки для взрослых, страдающих недержанием.
Если не указано иное, все термины, используемые в описании изобретения, включая технические и научные термины, имеют значения, обычно понятные всем, кто имеет опыт в той области техники, к которой относится изобретение. Для руководства в дальнейшем здесь включены определения терминов с целью лучшего понимания при изучении настоящего изобретения.
В настоящем описании следующие термины имеют следующие значения.
Термины в единственном числе используются в настоящем описании для указания как на единственного, так и множественного числа, если иначе не следует из контекста явным образом. В качестве примера, «ячейка» указывает на одну или более чем одну ячейку.
«Приблизительно» используется в настоящем описании применительно к измеримым величинам, например к параметру, объему, длительности времени и т.п., для указания, что отклонения +/-20% или менее, предпочтительно +/-10% или менее, более предпочтительно +/-5% или менее, еще более предпочтительно +/-1% или менее и наиболее предпочтительно +/-0,1% от указанного значения, до тех пор пока указанные отклонения позволяют осуществить раскрываемое изобретение. Однако следует понимать, что значение, к которому применено указание «приблизительно», само по себе раскрывается отдельно.
«Абсорбирующее изделие», «абсорбирующая деталь одежды», «абсорбирующий товар», «абсорбирующее изделие», «абсорбирующая прокладка», «абсорбирующий продукт» и аналогичные используются в настоящем описании взаимозаменяемо и указывают на устройства, которые абсорбируют и удерживают выделения организма человека, а более конкретно, указывают на устройства, которые помещают на тело или вблизи тела носителя для поглощения и удержания различных жидкостей, выделяемых организмом. Абсорбирующие изделия включают, но не ограничиваются, женские гигиенические прокладки, детские подгузники и трусики, детали одежды для взрослых, страдающих недержанием, различные держатели подгузников и трусиков, стельки, салфетки, абсорбирующие вставки и т.п.
«Абсорбирующий компонент» используется в настоящем описании для указания на структурную составную часть абсорбирующей структуры, например на часть абсорбирующего слоя, например на одну из многочисленных частей многоэлементного абсорбирующего слоя.
«Абсорбирующий элемент» используется в настоящем описании для указания на часть функциональной составной части абсорбирующей структуры, например на слой сбора жидкости, слой распределения жидкости или слой хранения жидкости, сформированный из материала или материалов, имеющих конкретные характеристики передачи воды, подходящие для конкретной функции.
«Абсорбирующая вставка» используется в настоящем описании для указания на устройство, приспособленное для вставки в абсорбирующее изделие и действие после вставки в качестве абсорбирующей структуры.
«Абсорбирующий слой» используется в настоящем описании для указания на дискретный, идентифицируемый элемент типа листа или холста в некоторой абсорбирующей структуре, который может оставаться отсоединенным и сравнительно подвижным относительно других таких элементов, либо может быть присоединяемым или прикрепляемым так, чтобы оставаться постоянно соединенным с другим таким элементом. Каждый абсорбирующий слой может сам содержать ламинат или комбинацию нескольких слоев, листов и/или холстов одинаковых или различных композиций.
«Абсорбирующий полимерный материал», «абсорбирующий гелеобразующий материал», «AGM», «суперабсорбент», «суперабсорбирующий материал», «суперабсорбирующий полимер», «SAP» и аналогичные применены в настоящем описании взаимозаменяемо для указания на любой подходящий полимерный структурированный материал в виде частиц (например, хлопьев, частиц, гранул или порошка) или волокнистых сшитых полимерных материалов, который может абсорбировать по меньшей мере в 5 раз, а предпочтительно по меньшей мере, приблизительно в 10 раз или более по весу водного солевого раствора 0,9% при измерении с помощью испытания на центрифуге удерживающей способности (EDANA 441.2-01).
«Область абсорбирующего полимерного материала» используется в настоящем описании для указания на область абсорбирующей структуры, в которой смежные слои разделены многочисленными слоями абсорбирующего полимерного материала. Несущественные области контакта между этими смежными слоями в области состоящего из частиц абсорбирующего полимерного материала могут быть запланированными (например, в области связывания), либо непреднамеренными (например, дефекты изготовления).
«Состоящий из частиц абсорбирующий полимерный материал» используется в настоящем описании для указания на абсорбирующий полимерный материал, который находится в виде частиц, таких как порошок, гранулы, хлопья или аналогичные, которые могут взаимно перемещаться в сухом состоянии.
«Абсорбирующая структура» используется в настоящем описании для указания на элементы абсорбирующего изделия, содержащие материал или комбинацию материалов, пригодных для абсорбции, распределения и удержания выделений тела человека.
«Абсорбция» в настоящем описании используется для указания процесса, при помощи которого некоторая жидкость удерживается внутри некоторого материала.
«Собирающий слой», «собирающая зона», «собирающая поверхность» или «собирающий материал» и аналогичные используются в настоящем описании для указания на слой, имеющий способность более быстрого поглощения жидкости.
«Абсорбционная способность» - способность материала поглощать текучие среды различными средствами, включая капиллярное, осмотичное, растворяющее, химическое или другое действие.
«Прокладка для взрослых, страдающих недержанием» в настоящем описании используется для указания на абсорбирующие изделия, предназначенные для ношения взрослыми, страдающими недержанием, для впитывания и удержания выделений организма человека.
«Адгезия» в настоящем описании используется для указания силы, которая удерживает вместе различные материалы на границе их раздела.
«Адгезионный» используется в настоящем описании для указания на некоторый материал, который может быть или не быть текучим в растворе или при нагревании, что применяют для соединения материалов вместе.
«Адсорбция» в настоящем описании используется для указания на процесс, при помощи которого жидкость поглощается поверхностью материала.
«Воздушное осаждение» в настоящем описании используется для указания на формирование холста путем рассеивания частиц или волокон в потоке воздуха и осаждения их из воздушного потока на подвижную решетку при помощи давления или вакуума; холст из волокон, полученный воздушным осаждением, будет здесь называться «воздушно-осажденным»; воздушно-осажденный холст, скрепленный при помощи одной или нескольких технологий для обеспечения тканевой целостности, будет здесь называться «воздушно-осажденный нетканый».
«Теоретическая плотность», «плотность» и аналогичные в настоящем описании используются для указания на основную массу образца, деленную на толщину с применением соответствующего коэффициента преобразования размерности. Теоретическая плотность имеет размерность г/см3.
«Присоединять», «присоединенный» и «присоединение» в настоящем описании используются как синонимы с дополнениями к терминам «затянуть», «зафиксировать», «надежно прикрепить», «приклеить», «связать», «соединить» и «сшить».
«Детские подгузники» в настоящем описании используются для указания на абсорбирующие изделия, предназначенные для ношения детьми для впитывания и удержания выделений организма, которые пользователь продевает между ног и затягивает вокруг пояса носителя.
«Детские трусики» в настоящем описании используется для указания на абсорбирующие изделия, приобретаемые для применения во время переходного периода у детей от ношения подгузников к ношению нижнего белья, предназначенные для покрытия нижней части туловища детей, с тем чтобы абсорбировать и удерживать выделения организма, причем изделие обычно имеет конфигурацию трусиков и изготовлено с участком, полностью охватывающим талию, что исключает потребность в затягивании вокруг пояса носителя.
«Задняя область» в настоящем описании используется для указания на часть или участок абсорбирующего изделия, предназначенный для расположения непосредственно сзади носителя.
«Подложка» в настоящем описании используется для указания на холст или другой материал, который поддерживает и усиливает изнанку изделия.
«Основная масса» это масса единицы площади образца, выраженная в граммах на квадратный метр, г/м2.
«Выделения организма», «выделения тела человека», «жидкости тела», «отделения тела», «отделения от тела», «жидкости» и аналогичные в настоящем описании используются взаимозаменяемо и указывают, но не ограничиваясь, на мочу, кровь, вагинальные выделения, грудное молоко, пот и каловые массы.
«Связующее», «адгезив», «клей», «смолы», «пластики» и аналогичные в настоящем описании используются взаимозаменяемо и указывают на вещества, обычно в твердом виде (например, порошок, пленка, волокно), или в виде пены, или в жидком виде (например, эмульсия, дисперсия, раствор), применяемые, например, путем пропитывания, напыления, набивки на ткань, покрытия пеной и аналогичными, для присоединения или прикрепления функциональных и/или структурных компонентов, элементов и материалов, например, включая адгезивы, чувствительные к нагреву и/или к давлению, клеи-расплавы, адгезивы, активируемые нагревом, термопластичные материалы, химически активируемые адгезивы/растворители, отверждаемые материалы и аналогичные.
«Прочность связи» используется в настоящем описании для указания величины адгезии между связываемыми поверхностями. Она измеряется усилием, необходимым для отделения слоя материала от основания, к которому он прикреплен.
«Капиллярное действие», «капиллярность», «капиллярное движение» и аналогичные используются в настоящем описании для указания явления протекания жидкости через пористую среду.
«Основание» используется в настоящем описании для указания элемента, служащего основанием абсорбирующего изделия, поверх которого или под которым выстраивается остальная структура изделия, например в подгузнике, структурные элементы, которые придают подгузнику форму шортов или трусиков для ношения, такие как верхний лист, нижний лист, или комбинация верхнего листа с нижним листом.
«Целлюлозные волокна» используется в настоящем описании для указания волокон природного происхождения на основе целлюлозы, таких как, например, хлопок, лен и др.; одним примером целлюлозных волокон являются волокна древесной массы; искусственные волокна, полученные из целлюлозы, такие как регенерированная целлюлоза (вискоза), либо полностью или частично ацетилированные производные целлюлозы (например, ацетат или триацетат целлюлозы) также рассматриваются как целлюлозные волокна.
«Скопление» или аналогичный термин используется в настоящем описании для указания агломерации частиц и/или волокон.
«Химически укрепленные волокна», «химически модифицированные волокна», «химически сшитые волокна», «извитые волокна» и аналогичные используются в настоящем описании взаимозаменяемо и указывают на любые волокна, которые были укреплены химическими средствами для повышения жесткости волокон как в сухом, так и в мокром состоянии, например путем добавления укрепляющих химических агентов (например, нанесением покрытия, пропитыванием и т.п.), изменения химической структуры самих волокон (например, формирования сшитых полимерных цепочек и т.п.) и аналогичные.
«Когезия» используется в настоящем описании для указания сопротивления одинаковых материалов разделению друг от друга.
«Содержать», «содержащий», «содержит» и «состоящий из», используемые в настоящем описании, являются синонимами «включать», «включающий», «включает», «включающий» или «вмещать», «вмещающий», «вмещает» и являются включающими или неограничивающими терминами, которые указывают наличие того, что указано далее, например некоторого компонента, но не исключают и не запрещают наличие дополнительных, не указанных компонентов, признаков, элементов, частей, этапов, известных на существующем уровне техники или раскрываемых в настоящем описании.
«Покрывающий материал» используется в настоящем описании для указания легкого нетканого материала, применяемого для удержания и укрытия лежащего в основе материала абсорбирующего слоя; примерами являются лицевой слой или материалы, покрывающие абсорбирующие слои в женских гигиенических прокладках, детских подгузниках и трусиках или в прокладках для взрослых, страдающих недержанием.
«Область промежности» абсорбирующего изделия используется в настоящем описании для указания приблизительно 50% общей длины (то есть в направлении у) абсорбирующего изделия, где точка промежности расположена в продольном центре области промежности. Таким образом, для определения области промежности сначала следует определить точку промежности абсорбирующего изделия, а затем отмерить вперед и назад расстояние, равное 25% от общей длины абсорбирующего изделия.
«Поперечное направление (CD)», «боковой» или «пересекающий» и аналогичные используются в настоящем описании взаимозаменяемо и указывают на направление, ортогональное к продольному направлению, и предусматривает направления в пределах ±45° от поперечного направления.
«Отверждение» используется в настоящем описании для указания процесса, в ходе которого смолы, связующие или полимерные материалы наносят на поверхность или в толщу ткани, обычно путем нагревания, в результате чего закрепляются там; нанесение могут производить путем удаления растворителя или путем сшивания, в результате чего состав становится нерастворимым.
«Подгузник», «обычный подгузник», «типа подгузника», «деталь одежды типа подгузника» и аналогичные используются в настоящем описании взаимозаменяемо и указывают на одноразовые абсорбирующие изделия, которые обычно содержат переднюю поясную часть и заднюю поясную часть, которые могут соединяться с возможностью разъединения вокруг бедер носителя во время эксплуатации при помощи обычных застежек, например застежек на липкой ленте или застежек типа «липучки». При использовании изделие располагают между ног носителя и застежки соединяют с возможностью разъединения для закрепления задней поясной части с передней поясной частью подгузника, тем самым удерживая подгузник на поясе носителя. Передняя поясная часть и задняя поясная часть соединены относительно эластичными или неэластичными деталями (термин «эластичный» используется в настоящем описании для указания материалов, которые растягиваются в случае приложения усилия к материалу и оказывают некоторое сопротивление растяжению). Таким образом, эти изделия, в общем, не сконфигурированы для надевания или снятия через бедра носителя при соединенных застежках.
«Одноразовый» используется в настоящем описании для описания изделий, которые в общем случае не предназначены для стирки или какого-либо другого восстановления или повторного использования (то есть они предназначены для выбрасывания после единственного применения и предпочтительно для переработки, изготовления удобрений или утилизации другим, экологически безопасным способом).
«Распределительный слой» и аналогичные используются в настоящем описании взаимозаменяемо и указывают на проницаемый слой, имеющий способность внутренней транспортировки, диспергирования и распределения жидкостей.
«Сухое осаждение» используется в настоящем описании для указания на процесс изготовления нетканого холста из сухих волокон; этот термин применяется к формированию кардочесанного холста, а также к формированию воздушным осаждением холстов со случайным расположением волокон; холст из волокон, изготовленный сухим осаждением называется в настоящем описании «сухо-осажденным»; сухо-осажденный холст, скрепленный при помощи одной или нескольких технологий для обеспечения тканевой плотности, будет здесь называться «сухо-осажденным нетканым».
«Сухая прочность» используется в настоящем описании для указания на прочность соединения в сухом состоянии, немедленно после сушки в определенных условиях или после периода выдержки в стандартных лабораторных условиях.
«Ткань» используется в настоящем описании для указания на листовую структуру, изготовленную из волокон, нитей и/или пряжи.
«Женские гигиенические прокладки» в настоящем описании используется для указания на впитывающие гигиенические изделия, предназначенные для ношения женщинами, для впитывания и удержания выделений организма.
«Волокно» в настоящем описании используется для указания на основную нитевидную структуру, из которой изготавливают нетканые материалы, нитки и текстиль. Оно отличается от частицы тем, что имеет длину по меньшей мере в 4 раза больше ширины; «натуральные волокна» бывают либо животного (шерсть, шелк), либо растительного (хлопок, лен, джут), либо минерального (асбест) происхождения, в то время как «искусственные волокна» могут быть либо полимерами, синтезированными из химических соединений (полиэфир, полипропилен, нейлон, акриловое волокно и др.), либо модифицированными натуральными полимерами (вискоза, ацетат), либо минералами (стекло). Термины «волокно» и «нить» используются взаимозаменяемо.
«Пленка», «фольга» и аналогичные используются в настоящем описании взаимозаменяемо и указывают на тонкий лист по существу неабсорбирующего материала, например пластик или пеноматериал с закрытыми порами. В настоящем изобретении эти термины конкретно относятся к материалам, которые не являются неткаными.
«Целлюлозная вата» используется в настоящем описании для указания на древесную массу, специально подготовленную для сухого осаждения.
«Передняя область» в настоящем описании используется для указания на часть или участок абсорбирующего изделия, предназначенный для расположения непосредственно спереди носителя.
«Лицевой слой изделия» используется в настоящем описании для указания на элементы основания, которые формируют наружную поверхность абсорбирующего изделия, например заднее полотно, боковые вставки, поясные крепления и аналогичные элементы, когда эти элементы присутствуют.
«Активируемый при нагревании адгезив» используется в настоящем описании для указания на сухой адгезив, который становится липким или жидким при нагревании или нагревании и приложении давления к сборке.
«Термосвариваемый адгезив» используется в настоящем описании для указания на термопластичный адгезив, который плавится между склеиваемыми поверхностями при нагревании одной или обеих смежных склеиваемых поверхностей.
«Highloft» используется в настоящем описании как общий термин для тканей с низкой плотностью, толстых и объемных.
«Плавкий адгезив» используется в настоящем описании для указания на твердый материал, который быстро расплавляется при нагревании, а затем при охлаждении образует крепкое соединение; используется для почти мгновенного соединения.
«Гидрофильность» используется в настоящем описании для указания наличия склонности к смачиванию водой или к абсорбции воды.
«Гидрофобность» используется в настоящем описании для указания отсутствия склонности к смачиванию водой или к абсорбции воды.
«Иммобилизирующий слой» используется в настоящем описании для указания на слой, который может быть наложен на состоящий из частиц материал для того, чтобы иммобилизировать, связать, соединить и/или удерживать состоящий из частиц материал.
«Соединять», «соединенный» и «соединяющий» используются в настоящем описании для общего обозначения конфигураций, в которых некоторый элемент прямо соединен с другим элементом путем крепления одного элемента непосредственно к другому элементу, а также конфигураций, в которых один элемент косвенно соединен с другим элементом путем крепления этого элемента к промежуточному элементу или элементам, которые в свою очередь прикреплены к другому элементу.
«Вязание» используется в настоящем описании для указания на технологию взаимной блокировки петель из волокон при помощи спиц или аналогичных устройств.
«Слой» относится к идентифицируемым компонентам абсорбирующего изделия, и любая часть, обозначаемая как «слой» может в действительности содержать слоистую структуру или комбинацию из нескольких листов или холстов материалов нужных типов. При использовании в настоящем описании термин «слой» включает термины «слои» и «наслоенный». «Верхний» относится к слою абсорбирующего изделия, который расположен ближе всего к слою, касающемуся носителя, и обращен к нему; наоборот, термин «нижний» относится к слою абсорбирующего изделия, который расположен ближе всего к слою, касающемуся одежды, и обращен к нему. «Слой» представляет собой трехмерную структуру, где x - это ширина, y - это длина, z - толщина или калибр, указанные измерения x-y в основном расположены в плоскости изделия, однако следует заметить, что различные детали, слои и структуры абсорбирующего изделия в соответствии с настоящим изобретением могут в действительности быть или не быть в основном плоскими, могут быть изогнутыми или профилированными в любой желаемой конфигурации.
«Машинное направление (MD)», «продольное» и аналогичные термины используются в настоящем описании взаимозаменяемо и относятся к направлению, параллельному максимальному линейному размеру структуры и включают направления в пределах ±45° от продольного направления.
«Основная поверхность» используется в настоящем описании в качестве термина, описывающего поверхности наибольшего размера в основном плоского или листового структурного элемента, и для отличия этих поверхностей от менее значимых поверхностей на концевых гранях и боковых гранях, то есть в элементах, имеющих длину, ширину и толщину, причем толщина - это наименьшее из трех измерений, основные поверхности - это те, которые определяются длиной и шириной, и, таким образом, имеют наибольшую протяженность.
«Массовый поток» используется в настоящем описании для указания на поток жидкости через один абсорбирующий элемент или компонент к другому абсорбирующему элементу или компоненту под действием течения в канале.
«Механическое связывание» используется в настоящем описании для указания на способ связывания волокон путем их спутывания. Это может быть достигнуто путем вязки, сшивания при помощи волокон или путем применения струи воздуха или воды под высоким давлением или аналогичными способами.
«Нетканый» используется в настоящем описании для указания на изготовленный лист, холст или набивку с направленным или случайным расположением волокон, связанных трением, и/или когезией, и/или адгезией, исключая бумагу и изделия, которые сотканы, связаны, прошиты, вышиты с введением связующей пряжи или нитей, либо сваляны мокрым способом, независимо от того, были ли они дополнительно прошиты. Волокна могут быть природного или искусственного происхождения и могут быть нитями штапельной длины или непрерывными волокнами или быть изготовлены in situ. Коммерчески выпускаемые волокна могут иметь диаметр в диапазоне от менее 0,001 мм до более 0,2 мм, они поступают в нескольких различных видах: короткие волокна (известные под названием штапель или обрезки), непрерывные одиночные волокна (нити или мононити), некрученые пучки или непрерывные нити (кудель), либо крученые пучки или непрерывные нити (пряжа). Нетканое полотно может быть сформировано различными процессами, такими как вздувание расплава, соединение прядением, прядение из раствора, электропрядение и кардование. Основная масса нетканого полотна обычно выражается в граммах на квадратный метр.
«Брюки», «тренировочные брюки», «закрытые подгузники», «предварительно застегнутые подгузники», «надеваемые подгузники», «подгузники-брюки» и аналогичные используются в настоящем описании взаимозаменяемо и указывают на абсорбирующие изделия, которые обычно надеваются на носителя сначала продеванием ног в соответствующие отверстия для ног, затем натягиванием брюк от ног до области пояса через бедра и ягодицы носителя, и которые могут быть надеты и сняты через бедра носителя. Обычно такие изделия могут иметь переднюю поясную часть и заднюю поясную часть, которые могут быть соединены вокруг бедер носителя сплошными или разъемными деталями. Брюки могут быть изготовлены с помощью любой подходящей технологии, включая, но не ограничиваясь, соединением вместе частей изделия при помощи повторно закрепляемых и/или неразъемных соединений (например, швов, сварки, адгезивных соединений, когезионным связыванием, застежками и т.п.). Брюки могут быть сформованы заранее на периферии изделия (например, боковая застежка, передняя поясная застежка).
«Полимер» используется в настоящем описании для указания, но не ограничиваясь, на гомополимеры, сополимеры, как, например, блочные, привитые, случайные и чередующиеся сополимеры, терполимеры и т.д., а также их смеси и модификации. Если иное не ограничено специально, термин «полимер» включает все возможные пространственные конфигурации молекулы, включая, но не ограничиваясь, изотактическую, синдиотактическую и случайную симметрию.
«Задняя часть» в настоящем описании используется для указания на часть или участок абсорбирующего изделия, предназначенный для расположения непосредственно сзади носителя.
«Смола» в настоящем описании используется для указания на твердый или полутвердый полимерный материал.
«Практически без целлюлозы» используется в настоящем описании для указания на абсорбирующее изделие, структуру или слой, в котором содержится не более 20% по весу целлюлозных волокон, не более 10% целлюлозных волокон, менее 5% целлюлозных волокон, совсем нет целлюлозных волокон или совершенно незначительное количество целлюлозных волокон, которые не оказывают принципиального влияния на толщину, гибкость или впитывающую способность.
«Термическое связывание» используется в настоящем описании для указания на способ связывания волокон путем применения тепла и/или высокого давления.
«Термопластик» используется в настоящем описании для указания на полимерные материалы, у которых имеется температура плавления и которые могут течь или быть сформованы в желаемую форму путем нагрева в точке плавления или ниже нее.
«Ультразвуковой» используется в настоящем описании для указания на использование звука высокой частоты для создания локализованного нагрева вследствие вибрации, что вызывает связывание термопластичных волокон между собой.
«Абсорбирующий воду», «абсорбирующий жидкость», «абсорбент», «абсорбирующий» и аналогичные используются в настоящем описании взаимозаменяемо и указывают на соединения, материалы, вещества, которые абсорбируют, по меньшей мере, воду, однако обычно также и другие жидкости на водной основе и обычно другие части выделений организма, по меньшей мере, мочу и кровь.
«Слой изделия, обращенный к носителю» используется в настоящем описании для указания на элементы основания, которые формируют внутреннюю поверхность абсорбирующего изделия, например верхнее полотно, набедренные манжеты, боковые вставки и др., когда эти элементы присутствуют.
«Ткачество» используется в настоящем описании для указания на процесс переплетения двух или более наборов пряжи под прямыми углами для формирования ткани; холст из ниток, получаемый при ткачестве, в настоящем описании называется «тканый».
«Рулонный материал» используется в настоящем описании для указания на в принципе бесконечный в одном направлении материал, то есть в продольном направлении или по длине, или по направлению x в декартовой системе координат относительно рулонного материала. В этот термин включена в принципе бесконечная последовательность частей, вырезанных или другим способом отделенных от по существу бесконечного материала. Часто, но не обязательно, рулонный материал имеет размерность толщины (т.е. в направлении z), значительно меньшую, чем продольный размер (т.е. в направлении x). Обычно ширина рулонного материала (направление y) будет значительно больше толщины, но меньше, чем длина. Часто, но не обязательно, толщина и ширина таких материалов по существу одинакова по всей длине материала. Не накладывая никаких ограничений, такими рулонными материалами могут быть материалы из целлюлозных волокон, ткани, тканые и нетканые материалы и аналогичные. Обычно, но не обязательно, рулонные материалы поставляют в виде рулонов, или на шпулях, или в сложенном виде в ящиках. Отдельные поставки могут быть затем соединены вместе для формирования по существу бесконечной структуры. Рулонный материал может быть составлен из нескольких рулонных материалов, например многослойный нетканый материал, ткань с покрытием, нетканые/пленочные слоистые структуры. Рулонные материалы могут содержать другие материалы, например дополнительные связующие материалы, частицы, гидрофилизирующие агенты и аналогичные.
«Прочность на продавливание в мокром состоянии» - мера способности слоя поглощать энергию в мокром состоянии при воздействии деформации по нормали к плоскости холста.
«Прочность в мокром состоянии» используется в настоящем описании для обозначения прочности соединения, определенной немедленно после извлечения из жидкости, в которую это соединение было погружено при определенных условиях по времени, температуре и давлению. Этот термин обычно используется в этой области техники для обозначения прочности после погружения в воду.
«Мокрое осаждение» используется в настоящем описании для обозначения формирования холста из водной дисперсии волокон применением модифицированной технологии изготовления бумаги; холст из волокон, полученный путем мокрого осаждения, в настоящем описании обозначается «мокро-осажденным».
«Впитывающий слой» и аналогичные используются в настоящем описании взаимозаменяемо и указывают на по существу непроницаемый слой, имеющий способность поверхностной транспортировки, диспергирования и распределения жидкостей.
«Древесная масса» используется в настоящем описании для обозначения целлюлозных волокон, используемых для изготовления вискозного волокна, бумаги и абсорбирующих слоев изделий, таких как женские гигиенические прокладки, детские подгузники и трусики и прокладки для взрослых, страдающих недержанием.
«Размеры x-y» используется в настоящем описании для указания на плоскость, перпендикулярную толщине изделия, структуры или элемента. Измерения x и y в основном соответствуют ширине и длине, соответственно, изделия, структуры или элемента.
«Размер z» используется в настоящем описании для указания на направление, перпендикулярное длине и ширине изделия, структуры или элемента. Измерение z обычно соответствует толщине изделия, структуры или элемента.
Перечисление числовых диапазонов по конечным точкам включает все числа и дроби, входящие в этот диапазон, а также перечисленные конечные точки. Если не указано иное, все термины, используемые в раскрытии изобретения, включая технические и научные термины, имеют значения, обычно понятные всем, кто имеет опыт в той области техники, к которой относится изобретение. Для руководства в дальнейшем здесь включены определения терминов с целью лучшего понимания при изучении настоящего изобретения.
Из изучения подробного описания настоящего изобретения и приложенных к нему графических материалов специалисту в данной области техники будет понятно, что способ и устройство в соответствии с настоящим изобретением могут быть применены для получения композитных структур, абсорбирующих структур, которые могут быть применены в абсорбирующих изделиях, и более конкретно, в одноразовых абсорбирующих изделиях, как, например, в женских гигиенических прокладках, детских подгузниках и трусиках и в прокладках для взрослых, страдающих недержанием. Соответственно, настоящее изобретение не должно ограничиваться способом, устройством, абсорбирующими структурами и абсорбирующими изделиями, конкретно описанными и иллюстрированными здесь, хотя последующее описание конкретно направлено на изготовление композитных структур и абсорбирующей структуры для товаров типа одноразового детского абсорбирующего подгузника.
Настоящее изобретение основано на полученных результатах о том, что товары, полученные при помощи способа и устройства для создания композитной структуры, содержащей состоящий из частиц материал, нанесенный в виде предварительно спроектированного заданного узора, может более эффективно применяться для абсорбирования, распределения и удержания жидкости. Абсорбирующие изделия, такие как женские гигиенические прокладки, детские подгузники и трусики и прокладки для взрослых, страдающих недержанием, абсорбируют, распределяют, транспортируют и удерживают выделения организма. Они также предназначены для предотвращения вытекания, засорения, намокания или загрязнения другим способом одежды и других вещей, например постельного белья, которые входят в контакт с носителем. Одноразовое абсорбирующее изделие, например одноразовый подгузник, могут носиться несколько часов в сухом состоянии или в состоянии заполнения выделениями тела. Соответственно, были предприняты усилия для улучшения прилегания и комфортности ношения абсорбирующих изделий как в случае сухого изделия, так и в случае полного или частичного заполнения выделениями организма с сохранением или улучшением функций абсорбции и функций удержания изделия.
Некоторые абсорбирующие изделия, например подгузники, содержат состоящий из частиц материал, например абсорбирующий полимерный материал, более предпочтительно состоящий из частиц абсорбирующий полимерный материал. Такой состоящий из частиц абсорбирующий материал абсорбирует жидкость и разбухает, но все это происходит более эффективно, когда материал расположен в абсорбирующей структуре с определенным узором или расположением, которое обеспечивает оптимальную абсорбирующую способность, прилегание и/или комфорт. Поскольку желательно, чтобы абсорбирующий состоящий из частиц материал сохранял свое назначенное положение в абсорбирующем изделии, такие состоящие из частиц материалы должны быть объединены в скопления и, желательно, сравнительно иммобилизированы в абсорбирующем изделии таким образом, чтобы состоящий из частиц абсорбирующий материал оставался иммобилизированным, связанным, соединенным и/или удержанным на своем предназначенном месте, когда абсорбирующее изделие находится в сухом состоянии, частично и/или полностью влажном состоянии.
В дополнение к абсорбирующей способности абсорбирующие изделия, такие как подгузники, желательно должны быть тонкими, гибкими и/или легкими для простоты и комфорта при эксплуатации, а также для более удобной и аккуратной упаковки и хранения. Абсорбирующие изделия, которые зачастую могут эксплуатироваться в больших количествах, также предпочтительно должны быть недорогими. Некоторые технологии формирования скоплений и иммобилизации состоящего из частиц абсорбирующего полимерного материала в абсорбирующем изделии, такие как дополнительная вата, увеличивают объем абсорбирующего изделия, а вследствие этого, увеличивают толщину, уменьшают гибкость и/или увеличивают стоимость абсорбирующего изделия. Другие технологии иммобилизации состоящего из частиц абсорбирующего полимерного материала в абсорбирующем изделии могут быть не такими эффективными для поддержания иммобилизации во влажном состоянии абсорбирующего изделия по сравнению с сухим состоянием. Соответственно, по-прежнему сохраняется потребность в способе и устройстве, которое позволяет дозировать состоящий из частиц абсорбирующий материал в необходимых количествах, группировать его в необходимые скопления состоящего из частиц материала, и наносить и позиционировать их в необходимом узоре, так что может быть получено тонкое, гибкое и/или недорогое абсорбирующее изделие.
Со ссылкой на фиг.1, настоящее изобретение может предложить устройство для формирования композитной структуры 700, содержащей множество дискретных скоплений состоящего из частиц материала, которые предпочтительно дискретно распределены и нанесены на несущий слой 401 и содержат заданные количества состоящего из частиц материала 201. Показанное типовое устройство содержит средство 250 формирования скоплений с перфорированными отверстиями 304 и средство 200 подачи состоящего из частиц материала для подачи состоящих из частиц материалов 201 к средству 250 формирования скоплений. Средство 400 подачи рулонного материала подает несущий слой 401, а средство 600 опоры перемещает несущий слой 401 вблизи средства 250 формирования скоплений, причем средство 250 формирования скоплений предпочтительно представлено в форме практически бесконечного вращающегося барабана 100.
Средство 250 формирования скоплений содержит узор из перфорированных отверстий 304, предпочтительно в виде впускных областей 304а, соединенных с выпускными областями 304b, и расположенных для формирования и обеспечения необходимого печатного узора 320 скоплений 703 из состоящего из частиц материала на несущем слое 401. Средство 600 опоры предпочтительно находится в надежном контакте с опорной поверхностью 412 несущего слоя 401. Средство 600 опоры предпочтительно обеспечивает достаточно плотное соединение между поверхностью 411 нанесения несущего слоя 401 и выпускными областями 304b, чтобы предотвратить нежелательное смещение состоящих из частиц материалов 201 от зон 415 нанесения несущего материала в зоны 416, расположенных между зонами нанесения несущего материала. Хотя это и не обязательно для работы настоящего изобретения, настоятельно рекомендуется предусмотреть плотный прижимной контакт между поверхностью 411 нанесения несущего слоя 401 и выпускными областями 304b и областями 309, расположенными между выпускными зонами, на средстве 250 нанесения, чтобы предотвратить нежелательное смещение и/или сдвиг состоящих из частиц материалов 201 от зон 415 нанесения несущего материала, в направлении зон 416, расположенные между зонами нанесения несущего материала. Плотный контакт при нанесении обеспечивает активное нанесение и печать состоящего из частиц материала 201 на поверхности 411 нанесения несущего слоя 401 без существенных потерь материала.
Полученный печатный узор 320 образует необходимые и по существу разделенные между собой скопления 703 из состоящего из частиц материала, предпочтительно без каких-либо существенных количеств состоящего из частиц материала 201 в промежутках между скоплениями 703 из состоящего из частиц материала. Средство 500 покрытия подает вспомогательный слой 501, например рулонного волокнистого полотна, проницаемого для жидкости, например нетканый материал, бумагу, материю, тканый материал, полотно, перфорированную пленку или фольгу и аналогичные для размещения между слоями указанных скоплений 703 из состоящего из частиц материала, предпочтительно содержащих большие количества абсорбирующего полимерного материала между несущим слоем 401 и вспомогательным слоем 501. Альтернативно, вспомогательный слой 501 может также содержать однородный и/или неоднородный слой клея, адгезива, связующих, смол, термопластичных материалов или аналогичных, пригодных для того, чтобы соединить в многослойную структуру скопления 703 из состоящего из частиц материала между несущим слоем и вспомогательным слоем. Этот сравнительно затратный, технически сложный и экологически опасный альтернативный вариант осуществления в соответствии с изобретением, однако, не предпочтителен перед типовым слоем, например из нетканого материала, бумаги или материи.
Средство 250 формирования скоплений сконструировано и размещено так, чтобы направлять выбранный поток состоящего из частиц материала 201 на зоны 415 нанесения несущего материала на несущий слой 401. Следует понимать, что при помощи средства 250 формирования скоплений может быть также нанесен другой состоящий из частиц материал 201 при необходимости. Средство 200 подачи состоящего из частиц материала, например весовой дозатор непрерывного действия К-Tron модель № K10s, типа системы подачи состоящего из частиц материала, может быть сконфигурирован для поставки необходимых количеств состоящего из частиц материала 201 через подающую трубу 205 в средство 250 формирования скоплений. Состоящий из частиц материал 201 поступает в перфорированные отверстия 304 под действием силы тяжести и/или других физических сил. В конкретном варианте осуществления может быть использована обычная система пневматической транспортировки для перемещения и направления состоящего из частиц материала 201 и полученного потока состоящего из частиц материала в требуемые положения в средство 250 формирования скоплений. Альтернативно такими силами могут быть, например, электромеханические силы в случае, когда состоящий из частиц материал 201 подвержен действию магнитного поля, тогда размещают магниты для направления частиц в направлении перфорированных отверстий 304. Альтернативно, состоящий из частиц материал 201 может быть, к примеру, измерен весовым или объемным способом, направлен и подан косвенным образом при помощи подающей трубы 205 и/или непосредственно в средство 250 формирования скоплений под действием силы тяжести без применения дополнительного транспортирующего воздуха.
Факультативно, можно также использовать систему вакуумного всасывания, работающую в зонах 415 нанесения несущего слоя 401, создающую поток воздуха в направлении перфорированных отверстий 304 и/или зон 415 нанесения. Такая система вакуумного всасывания могла бы создавать достаточные уровни разрежения внутри указанной вакуумной секции и могла бы обеспечить необходимый уровень вакуума внутри средства 250 формирования скоплений. Легко понять, что такие конкретные уровни разряжения, генерируемого внутри средства 250 формирования скоплений и/или барабана 100, будут зависеть от индивидуальных особенностей производственной линии. Например, при более высоких скоростях вращения барабана 100 могут понадобиться сравнительно более высокие уровни разряжения внутри средства 250 формирования скоплений. Дополнительно, при эксплуатации средства подачи для транспортировки состоящего из частиц материала 201 в средство 250 формирования скоплений может вызвать необходимость в более высоком уровне разряжения. Также можно легко понять, что уровни разряжения также должны зависеть от пористости несущего слоя 401 и применение возможного материала несущего слоя 401 может быть, к примеру, ограничено волокнистыми рулонными материалами и/или перфорированными пленками и фольгой. По причинам, указанным выше, а также в свете высокого потребления энергии такое применение вакуумного всасывания является альтернативным вариантом осуществления в соответствии с настоящим изобретением, но не самым предпочтительным. Эти вакуумные средства, действующие в качестве средств позиционирования, могут быть применены для стабилизации, позиционирования и/или смены позиции состоящих из частиц печатных материалов в их окончательные положения в карманах перед закрытием карманов. Печатный узор и положения карманов предпочтительно, но не обязательно, должны совпадать друг с другом, поскольку может быть желательно напечатать, например, на ограниченных областях поверхности, в то время как непосредственно перед закрытием карманов произойдет расползание материала на все доступные несвязанные области, что обеспечит максимальное распределение отдельного состоящего из частиц материала, заключенного в скопление, по всей доступной площади поверхности сразу после закрытия кармана, не ограниченное никакими техническими требованиями к средствам формирования скоплений, поскольку они преодолеваются средством позиционирования.
Предпочтительны более экономически и экологически выгодные производственные процессы с меньшим потреблением энергии и большей свободой выбора материала для несущего слоя 401. После всесторонних испытаний было продемонстрировано, что применение силы тяжести будет достаточным для широкого диапазона применений состоящего из частиц материала 201 при различных производственных скоростях.
Состоящий из частиц материал 201, подаваемый от средства 200 подачи состоящего из частиц материала, предпочтительно подан в виде однородного потока состоящего из частиц материала, достигая ширины, равной или немного большей, чем ширина 310 узора 300 перфорированных отверстий на стороне впускных областей 304а. Для улучшения однородности можно применять вибрационное средство 200 подачи материала. В предпочтительном варианте осуществления подающая труба 205 с проксимальным отверстием 206 и дистальным отверстием 207 может быть использована для концентрации потока состоящего из частиц материала на центральной области. Такая подающая труба 250 может иметь различные подходящие формы в продольном и поперечном сечении, и предпочтительно проектируется исходя из размеров и формы средства 250 формирования скоплений, его узора 300 перфорированных отверстий, их перфорированных отверстий 304 и нужного печатного узора 320. Подающая труба 205 может также сужаться в направлении средств 250 формирования скоплений и эффективно направлять поток состоящего из частиц материала на впускные области 304а. Средство 200 подачи материала предпочтительно содержит систему 204 непрерывной подачи и дозирования весового, объемного или другого типа, с тем чтобы контролировать количество и качество частиц, подаваемых в перфорированные отверстия 304. Такое средство подачи состоящего из частиц материала предложено и предоставлено компанией Acrison, Inc., с представительствами в Нью-Джерси, Нью-Йорк.
Состоящий из частиц материал 201, такой как абсорбирующий полимерный материал, более предпочтительно состоящий из частиц абсорбирующий полимерный материал, может поставляться и применяться в различных формах и видах, например в гранулах, шариках, хлопьях, волокнах и зачастую будет состоять из частиц неправильной формы, имеющих среднюю длину частицы от приблизительно 10 мкм до 1000 мкм, предпочтительно с не более 5% по весу частиц с размерами 5 мкм и предпочтительно, с не более приблизительно 5% по весу частиц с размерами более, чем приблизительно 1200 мкм. Для применения в абсорбирующих структурах, которые будут применены в абсорбирующих изделиях, будет выбран абсорбирующий материал, который может разбухать при контакте с жидкостями, такими как выделения организма. Такие материалы могут поставляться в гранулированной форме компаниями Evonik из Эссена, Германия, BASF из Антверпена, Бельгия, Nippon Shokubai из Осака, Япония и San-Dia из Токио, Япония. Это сшитые полимерные материалы, которые могут абсорбировать по меньшей мере приблизительно в 5 раз больше своего веса водного соляного раствора 0,9% при измерении при помощи центробежного испытания удерживающей способности (Edana 441.2-01).
Средство 400 подачи рулонного материала может содержать обычный механизм регулирования шпинделя и подачи рулонного материала любого типа, известного из уровня техники. Например, подходящие механизмы поставляются компанией Martin Automatic Inc., содержащей представительство в Рокфорде, Иллинойс.
Несущий слой 401 может быть предпочтительно помещен в необходимое положение при помощи направляющей системы 402, а вспомогательный слой 501 может быть предпочтительно помещен в необходимое положение при помощи направляющей системы 502, а средство 600 опоры предпочтительно управляемым образом натянуто при помощи натяжного средства 603 и работает посредством направляющих средств 601 и 602. Композитный материал 700 предпочтительно направлен при помощи направляющего средства 603, а требуемый материал 702 предпочтительно направлен при помощи направляющего средства 604.
Несущий слой 401 может быть любым подходящим рулонным материалом, имеющим достаточную прочность для прохождения через устройство, предпочтительно рациональным экономически, экологически и при использовании. Несущий слой 401 может представлять собой бумагу или волокнистую материю, тканые или нетканые материалы, целлюлозное полотно или фетр, воздушно-осажденную или мокро-осажденную структуру или аналогичный материал. Альтернативно, несущий слой 401 может быть пористым, газопроницаемым рулонным материалом, таким как пористая пленка или волокнистое полотно.
Вспомогательный слой 501 может быть любым подходящим рулонным материалом, имеющим достаточную прочность для прохождения через устройство, предпочтительно рациональным экономически, экологически и при использовании. Несущий слой 401 может представлять собой бумагу или волокнистую материю, тканые или нетканые материалы, целлюлозное полотно или фетр, воздушно-осажденную или мокро-осажденную структуру или аналогичный материал. Альтернативно, несущий слой 401 может быть пористым, газопроницаемым рулонным материалом, таким как пористая пленка или волокнистое полотно. Более того, вспомогательный слой 501 может также представлять собою, к примеру, напыление, пленку и/или слой клея, адгезива, связующих, смол, термопластичного материала и аналогичных, которые вместе с несущим слоем 401 могут заключать между собой скопления 703 из состоящего из частиц материала.
Несущий слой 401 и/или вспомогательный слой 501 могут также быть практически бесконечным рулонным материалом в продольном направлении. Одним из предпочтительных рулонных материалов является так называемый SMS-материал, содержащий слой фильерного материала, слой, распыленный из расплава, и дополнительный слой фильерного нетканого материала. Очень предпочтительны постоянно гидрофильные нетканые материалы, в особенности нетканые материалы с надежными гидрофильными покрытиями. Альтернативным предпочтительным материалом является структура SMMS. Другим предпочтительным рулонным материалом является нетканый материал, содержащий целлюлозные волокна, листы бумаги или материи или другие воздушно-осажденные, сухо-осажденные или мокро-осажденные материалы, поскольку эти материалы значительно повышают капиллярную способность изделия. Рулонные материалы 401 и 501 могут подаваться из двух или более отдельных листов материалов, либо могут альтернативно подаваться из единого листа материала. Предпочтительные нетканые материалы выбираются из синтетических волокон, таких как РЕ, PET и наиболее предпочтительно PP. Поскольку полимеры, используемые для изготовления нетканых материалов по существу гидрофобны, предпочтительно покрытие их гидрофильными покрытиями.
Средство 250 формирования скоплений может предпочтительно быть смонтировано на или быть едиными с барабаном 100, содержащим перфорированные отверстия 304, расположенные по узору 300 перфорированных отверстий по окружности и/или по ширине, и таким образом, прямо или косвенно прокалывающие или перфорирующие барабан 100 в радиальном направлении от его внутренней поверхности 101 к его наружной поверхности 102. Альтернативно, в соответствии с другим вариантом осуществления настоящего изобретения средства 250 формирования скоплений съемно смонтированы и/или являются составной частью практически бесконечного ремня, расположенного на системе транспортных роликов. Системы ремней подходящей конфигурации поставляются компанией Paper Converting Machine Company, содержащей представительства в Грин Бэй, Висконсин. Приводные средства, такие как обычные электрические двигатели или аналогичные, сконструированы и расположены так, чтобы вращать или другим способом двигать и передавать средство 250 формирования скоплений с предопределенной поверхностной скоростью вдоль нужного производственного направления и скоростью. Различные конфигурации изобретения могут успешно обеспечивать необходимые композитные структуры, работая с высокими поверхностными скоростями по меньшей мере приблизительно 0,5 м/с, предпочтительно не менее приблизительно 1 м/с, более предпочтительно не менее приблизительно 3 м/с и наиболее предпочтительно более 7 м/с.
Несущий слой 401 подан на или смежно с наружной периферийной поверхностью средства 250 формирования скоплений, смонтированного на барабане 100 или единого с ним. По мере вращения барабана 100 движущаяся поверхность барабана 100 транспортирует средство 250 формирования скоплений, и средство 600 опоры направляют несущий материал 401 в непосредственной близости и позади средства 250 формирования скоплений с целью предусмотренного нанесения скоплений из состоящего из частиц материала на поверхность 415 нанесения несущего слоя 401. Для простоты используется слово «барабан», обозначая по существу круглую поверхность, однако для любого специалиста в этой области ясно, что может быть использовано бесконечное тело любого вида, имеющее необходимый узор 300 перфорированных отверстий. Поверхность такого тела может быть жесткой, например из перфорированных алюминиевых пластин, либо мягкой, как например ремень. Предпочтительно будет использоваться барабан 100, изготовленный из стального каркаса, с усиленными алюминиевыми пластинами.
Со ссылкой на фиг.2 в предпочтительном варианте осуществления настоящего изобретения наружная поверхность 102 барабана 100 может быть эксплуатационно разделена на последовательность предопределенных сегментов 275 для изделий. Каждый сегмент 275 изделия, смонтированный и включенный в барабан 100, в общем случае соответствует абсорбирующей структуре для размещения в одном абсорбирующем изделии. Наружная поверхность 102 барабана может дополнительно содержать ряд плоских средств 260, которые содержат средство 250 формирования скоплений, и расположены последовательно на расстоянии друг от друга в продольном направлении вдоль окружности барабана 100 так, чтобы обеспечить последовательность монтируемых средств 250 формирования скоплений, пригодных для размещения состоящего из частиц материала 201 на несущем слое 401. Предпочтительно сегмент 275 изделия, плоские средства 260 и средство 250 нанесения скоплений спроектированы так, чтобы заполнить круглый барабан 100. Другие секции, из которых изготовлен барабан 100, сконструированы из материала, например из металла, который достаточно прочен, чтобы выдерживать нагрузки и усилия, возникающие во время работы.
Перфорированные отверстия 304 могут иметь различные формы, включая, но не ограничиваясь, круглую, овальную, квадратную, прямоугольную, треугольную и другие. Узор 300 перфорированных отверстий, показанный на фиг.2, представляет собой квадратную сетку с регулярными промежутками и размерами круглых перфорированных отверстий 304. Другие узоры 300 перфорированных отверстий могут быть шестиугольными, ромбическими, орторомбическими, параллелограммами, треугольниками, прямоугольниками, любыми другими и любыми их комбинациями и производными. Альтернативно, при использовании нерегулярного узора 300 перфорированных отверстий с переменными размерами и формами перфорированных отверстий 304 могут быть изготовлены очень специальные и/или сложные результирующие печатные узоры 320. Расстояние между линиями 303 сетки может быть постоянным или переменным. Альтернативно конфигурации перфорированных отверстий 304 могут быть также расположены с одной или несколькими удлиненными формами, расположенными так, что их относительно более длинные оси расположены под выбранными углами, которые расходятся от осевой линии узора 300 перфорированного отверстия или сходятся к ней. Необходимые перфорированные отверстия 304 и их соответствующие объемы впускной области 304а и выпускной области 304b дополнительно сформированы по высоте 305 отдельных средств 250 формирования скоплений.
Со ссылкой на фиг.4, узор 300 перфорированных отверстий будет определять печатные узоры 320, в соответствии с которыми состоящие из частиц материалы 201 будут нанесены в зоны 415 нанесения несущего материала на несущем слое 401, предпочтительно не на зоны 416, расположенные между зонами нанесения несущего материала. Тем не менее, средства позиционирования могут перенести материал из зон 416, расположенных между зонами нанесения несущего материала, в их узор карманов с тем, чтобы оптимизировать формирование скоплений и распределение состоящего из частиц материала 201 внутри композитной структуры и предотвратить противодействие состоящего из частиц материала 201 соединению между несущим слоем 401 и вспомогательным слоем 402.
Со ссылкой на фиг.5 средство 250 формирования скоплений содержит узор перфорированных отверстий 304, разделенных друг от друга зонами, расположенными между перфорированными отверстиями, которые предпочтительно должны быть выступами 303 между впускными зонами на стороне подачи средства 250 формирования скоплений, и зонами 309 между выпускными зонами на стороне нанесения средства 250 формирования скоплений. Перфорированные отверстия 304 содержат верхнее отверстие 302, соответствующее внутренней поверхности 101 барабана, нижнее отверстие 301, соответствующее наружной поверхности 102 барабана, и высоту 305. Верхнее отверстие 302 и нижнее отверстие 302 могут отличаться по размеру и форме друг от друга, причем верхнее отверстие 302 в данном случае прямоугольное с поперечной стороной 306 и продольной стороной 306, а нижнее отверстие в данном случае круглое с диаметром 308. В предпочтительном варианте осуществления верхнее отверстие 302 больше, чем нижнее отверстие 301, что создает структуру сужающейся воронки во впускной области 304а, обеспечивая эффективный сбор состоящего из частиц материала 201, который легко скользит в выпускную область 304b. В предпочтительном варианте осуществления верхнее отверстие 302 спроектировано так, что выступы 303 между впускными зонами, расположенные между смежными верхними отверстиями 302, очень острые и тонкие, так что по существу состоящий из частиц материал 201 не может оставаться и/или накапливаться на этих выступах 303 между впускными зонами, и, таким образом, практически весь состоящий из частиц материал 201 собирается в перфорированных отверстиях 304.
Если перфорированные отверстия 304 переполнены, то есть состоящего из частиц материала 201 больше, чем в перфорированных отверстиях 304 может разместиться, или больше, чем представляется возможным немедленно удалить через перфорированные отверстия 304, возникает «переполнение». Состоящий из частиц материал 201 будет тогда накапливаться и подниматься до тех пор, пока не поднимется выше уровня верхнего отверстия 302 перфорированных отверстий 304. В этом случае средство 208 сбора будет выравнивать поверхность состоящего из частиц материала 201 с внутренней поверхностью 101 барабана 100, удаляя тем самым избыток состоящего из частиц материала 201, так что только объем состоящего из частиц материала 201, по существу соответствующий объему перфорированных отверстий 304, будет передаваться на несущий материал 401 во время нанесения. Средством 208 сбора может быть, к примеру, скребок, изготовленный из прутка из прочного материала, либо, например, как показано на фиг.1, вращающаяся щетка или колесо 208, установленное непосредственно над внутренней поверхностью 101 барабана 100, либо любое другое средство, подходящее для этой цели. Такое средство 208 сбора будет также убирать любой состоящий из частиц материал 201, имеющийся на выступах 303 между смежными верхними отверстиями 302. Если перфорированные отверстия 304 недостаточно заполнены, то есть в случае, когда средство 200 подачи состоящего из частиц материала подает меньше (по объему) состоящего из частиц материала 201 в перфорированные отверстия 304 средства 250 формирования скоплений, чем может быть выведено в ходе процесса нанесения, то происходит «недостаточное заполнение». Это предпочтительный вариант при работе, особенно в случае, когда важнее иметь правильный вес состоящего из частиц материала 201, чем работать с объемом состоящего из частиц материала 201.
Как объяснялось выше, функции средства сбора в случае переполнения могут действовать в качестве системы объемного дозирования, когда предопределенные объемы, размеры и формы перфорированных отверстий 304 действуют в качестве объемного дозирования и пространства для печати, что обеспечивает превосходные результаты, если состоящий из частиц материал 201 очень однороден по плотности и размерам частиц, либо если вес дозируемых частиц менее релевантен, чем их объем.
Однако во многих случаях требуется дозировать корректный вес, а не соответствующий объем. Такой состоящий из частиц материал 201 часто имеет непостоянную плотность по природе, и/или непостоянная плотность усиливается при обработке и транспортировке, в ходе чего вибрации вызывают сегрегирование состоящего из частиц материала 201, причем частицы меньшей плотности поднимаются наверх, а частицы с большей плотностью оказываются внизу. Впоследствии применение объемного дозирования приводит к значительным различиям веса от одного изделия к другому, что нежелательно, вследствие чего весовое дозирование предпочтительно.
Несущий слой 401, который подается средством 400 подачи рулонного материала на средство 600 опоры, которое подает несущий слой 401 в непосредственную близость или предпочтительно напротив наружной периферии средства 250 формирования скоплений. Если средство 250 формирования скоплений и несущий материал 401 прижаты друг к другу, они плотно закрывают выпускные области 304b, и когда предпочтительно движутся практически с нулевой разностью скоростей относительно друг друга, состоящий из частиц материал 201, подаваемый средством 200 подачи и предпочтительно направляемый через подающую трубу 250, может непрерывно и контролируемо быть нанесен через средство 250 формирования скоплений в перфорированные отверстия 304 через впускные области 304а, создавая тем самым печатный узор 320 из состоящего из частиц материала в зонах 415 нанесения несущего слоя 401. Предпочтительно дополнительный этап позиционирования выполняют средством формирования скоплений в форме, к примеру, вакуумного средства и комбинации подъемов и/или спусков для дальнейшей стабилизации, позиционирования и/или изменения позиций печатных скоплений состоящего из частиц материала. Опционально, скопления 703 из состоящего из частиц материала иммобилизуют, связывают, соединяют и/или иначе закрепляют неподвижно относительно несущего слоя при помощи любых пригодных средств, таких как клей, связующее, аэрозоли, пленки, сетное полотно, сетки и т.п.
Под действием силы тяжести или других сил состоящий из частиц материал 201 будет выходить из перфорированных отверстий 304 через их нижние отверстия 301, создавая тем самым нужный печатный узор 320. Нужный печатный узор 320 в основном сохраняется, когда барабан 100 отделяется от несущего материала 401. При отсутствии относительно плотного прилегания между наружной поверхностью средства 250 формирования скоплений и поверхностью 411 нанесения несущего материала 401 зазор 103 создаст возможный эффект размывания необходимого печатного узора 320 вследствие движения барабана 100 и несущего слоя на значительных скоростях и возможности смещения состоящего из частиц материала 201. Поэтому рекомендуется поддерживать зазор 103 настолько малым, насколько это технически возможно.
Однако даже при очень малом зазоре 103 для специалиста в этой области техники очевидно, что в зависимости от природы состоящего из частиц материала 201 и от количества состоящего из частиц материала 201 он будет нанесен через единственное перфорированное отверстие 304, фактически полученный печатный узор 320 может слегка отличаться от узора 300 перфорированных отверстий. Этот эффект вызван силой тяжести, которая может растащить скопления состоящего из частиц материала, так что отпечаток 705 состоящего из частиц материала на несущем слое 401 будет шире и/или больше, чем нижнее отверстие 301 перфорированных отверстий 304, а силы инерции могут еще более исказить печатный узор 320 в направлении движения рулона, результатом чего является искаженное изображение 704. Предпочтительно следует применять дополнительные этапы позиционирования при помощи средств позиционирования.
На фиг.6 показано, как под действием различных сил, указанных выше, для набора печатных скоплений 703 состоящего из частиц материала печатная форма 702 может слегка отличаться от оригинальной формы 701, причем состоящий из частиц материал 201 по-прежнему находился в перфорированном отверстии 304 средства 250 формирования скоплений до того, как был нанесен на несущий слой 401. Тщательное проектирование размеров, положения и формы перфорированных отверстий 304, а также относительных размеров, форм и скорости вращения средства 250 формирования скоплений и барабана 100 будет обеспечивать удовлетворительные результаты после переноса состоящего из частиц материала 201 на несущий материал 401, предпочтительно в комбинации с этапом позиционирования для обеспечения оптимального узора расположения карманов.
Композитная структура 700 в виде комбинации вспомогательного слоя 401 и скоплений 703 из состоящего из частиц материала движется от указанного средства 250 формирования скоплений через средство транспортировки, причем здесь требуется применение позиционирующих средств, гарантирующих, что скопления 703 из состоящего из частиц материала не искажены недопустимо, состоящий из частиц материал 201 не был случайно сдвинут в зоны 416, расположенные между областями нанесения, и/или потерян или растрачен вследствие, к примеру, высокой скорости машины, потока воздуха или материала, гравитационных и других или аналогичных причин. В предпочтительном варианте осуществления композитную структуру 700 немедленно стабилизируют сразу после снятия со средства 600 опоры несущего материала при помощи, к примеру, противолежащих контактных прижимающих продольных конвейерных лент, средства вакуумного всасывания или аналогичных. Средство транспортировки может быть объединено со средством позиционирования.
В качестве следующего этапа необходимо немедленное связывание или соединение второго рулонного материала, такого как, например, вспомогательный слой 501, прямо или косвенно с несущим слоем 401, и скоплений 703 состоящего из частиц материала, нанесенных на него в соответствии с печатным узором 320, и полученная многослойная структура дополнительно предпочтительно должна быть скреплена при помощи ультразвукового средства 800 соединения, так что состоящий из частиц материал 201 заключен между слоями, иммобилизован, соединен, связан и/или закреплен между несущим слоем 401 и вспомогательным слоем 501 в своем предусмотренном положении и форме при помощи средств формирования карманов или ячеек.
Альтернативно, вспомогательный слой 501 может, к примеру, также содержать слой или рулонный материал, проницаемый для жидкости, например пленку, фольгу, материю, ткань, холст и аналогичные. Слой может, к примеру, содержать бумагу, материю, сухо-осажденные или мокро-осажденные материалы, тканые и нетканые материалы, и/или может состоять, например, из гидрофильных материалов или состоять из гидрофобных материалов, которые были соответствующим образом подготовлены для придания достаточной гидрофильности.
Дополнительно композитная структура 700 и/или абсорбирующая структура может быть альтернативно и/или дополнительно объединена с любыми или всеми подходящими средствами улучшения абсорбирующих свойств, защитными, функциональными, структурными и/или упрочняющими материалами, тканями и/или холстами (например, собирающий слой, поглощающий слой, распределительный слой, впитывающий слой, опорный слой, эластичный слой, окрашенный слой, ароматизированный слой, слой, содержащий косметическое средство, содержащий информацию слой и др.) и аналогичные.
Вспомогательный слой 501 может предпочтительно быть присоединен или связан с несущим слоем 401 скоплениями 703 из состоящего из частиц материала, иммобилизованными и/или закрепленными между ними при помощи соединительных средств 800, как, например, ультразвуковая и/или другая термическая, механическая или термомеханическая технология связки. Такие дискретные соединения или связки между несущим слоем 401, скоплениями 703 из состоящего из частиц материала и/или вспомогательным слоем 501 могут предпочтительно быть обеспечены в одной или нескольких зонах 416, расположенных между зонами нанесения, в форме сетки, узора, линий, точек и т.п.
В конкретном аспекте настоящего изобретения ультразвуковые соединительные средство 800 могут быть сконфигурированы для создания по существу постоянных первичных креплений и по существу съемных вторичных креплений, что приведет к созданию по существу чувствительной к воде абсорбирующей структуры. Полученные соединительное средство обеспечивает соединительную систему, в которой прочность соединительных средств достаточно велика для необходимого удержания вместе несущего слоя 401 и вспомогательного слоя 501, когда система практически сухая, а также когда абсорбирующая структура частично или полностью смочена. Дополнительно, прочность соединительной системы сконфигурирована так, чтобы быть достаточно низкой, чтобы не ограничивать избыточно расширение при разбухании состоящего из частиц абсорбирующего полимерного материала во время абсорбирования жидкости. Прочность соединительных средств предпочтительно должна быть ниже, чем усилие разделения, возникающее вследствие разбухания материала с высокой абсорбирующей способностью, когда состоящий из частиц абсорбирующий полимерный материал подвергается действию жидкости. Дополнительно, соединительная система предпочтительно сконфигурирована для освобождения в случае приложения усилия, которое меньше, чем усилие, необходимое для расслоения соединительных средств без излишнего разрыва материала, образующего несущий слой 401 и/или вспомогательный слой 501 и/или оба вместе, когда эти слои смочены. Соединительная система предпочтительно также сконфигурирована для освобождения в случае приложения нагрузки, которая меньше, чем нагрузка, необходимая для внезапного разрыва материала, образующего один из или оба наружных слоя абсорбирующей структуры в случае смачивания. Обычно приложенная нагрузка представляет собой усилие растяжения, возникающее вследствие давления расширения состоящего из частиц абсорбирующего полимерного материала, когда этот состоящий из частиц материал абсорбирует жидкость и разбухает. Соответствующие соединительные средства сконструированы и расположены так, чтобы обеспечить достаточную прочность для противостояния давлению и по существу избежать лопания или разрыва. Такая ультразвуковая связующая система может быть, к примеру, предоставлена компанией Herrmann из Германии.
Соединительные средства для соединения вместе несущего слоя 401 и вспомогательного слоя 501 могут также быть сконструированы для обеспечения другого пригодного механизма соединения, как, например термическое связывание, ультразвуковое связывание, соединение скобами, сшивание или аналогичные. Соединительные средства 800 предпочтительно могут быть сконфигурированы для обеспечения рабочих карманов для скоплений 703 из состоящего из частиц материала между несущим слоем 401 и вспомогательным слоем 501. Опционально в процесс может быть включено соединительное средство периметра для получения механизма обеспечения по существу постоянных областей соединения по краю и выбора прерывистых, с продольными перерывами, срединных соединительных областей. Средство соединения периметра может быть сконфигурировано для обеспечения других типов крепления, таких как ультразвуковое связывание, термическое связывание, сшивание, прошивка или аналогичные.
Вспомогательный слой 501 предпочтительно может быть изготовлен средством 500 покрытия и направляющей системой 502 из транспортных роликов и конвейеров, которые сконфигурированы для подачи вспомогательного слоя в состояние контакта с композитной структурой 700, содержащей несущий слой 401 и печатный узор 320 из скоплений 703 из состоящего из частиц материала.
Со ссылкой на фиг.7 показан предпочтительный вариант осуществления устройства и способа в соответствии с настоящим изобретением, особенно пригодный для изготовления с очень высокой скоростью листов с частицами суперабсорбента как абсорбирующих структур для абсорбирующих изделий, таких как детские подгузники. Устройство содержит средство 200 подачи частиц с подающей трубой 205, собирающую трубу 215 и заслонку 220, средство 250 формирования скоплений в виде по существу бесконечного вращающегося барабана 100, содержащего перфорированные отверстия 304 по необходимому узору 300 перфорированных отверстий. Ниже и в непосредственной близости к вращающемуся барабану 100 расположен движущийся несущий слой 401 на практически бесконечном средстве 600 опоры, предпочтительно движущемся практически с той же скоростью, что и вращающийся барабан 100. Частицы 201 падают из средства 200 подачи в барабане 100 на средство 250 формирования скоплений, и в перфорированные отверстия 304, тем самым улавливаясь и собираясь в необходимом количестве состоящего из частиц материала 201 для создания скоплений 703 из состоящего из частиц материала, наносимые в соответствии с печатным узором 320. Через подхватывающий барабан 650 с всасывающим сегментом 651 композитная структура 700 из несущего слоя 401 с печатным узором 320 отведена от средства 250 формирования скоплений и барабана 100 перед покрытием вспомогательным слоем 501. Может быть также использован снимающий ролик для облегчения отделения композитной структуры 700 от барабана 100. Предоставлена ультразвуковая соединительная система 800 для соединения и/или связывания различных слоев материала друг с другом и предпочтительно для создания предопределенных карманов и ячеек со скоплениями 703 из состоящего из частиц материала путем создания постоянных и/или отсоединяемых связей и/или соединений в пределах зон 416, расположенных между областями нанесения, предпочтительно по всей площади нанесения состоящего из частиц абсорбирующего полимерного материала. Всасывающий сегмент 651, возможно, действующий как средство позиционирования, удерживает состоящий из частиц материал 201 в его положении до тех пор, пока он не будет заключен между слоями и закреплен при помощи ультразвуковой сварки, создавая тем самым нужный материал 702. Подхватывающий барабан 650 предпочтительно также функционирует как опора для ультразвукового инструмента. После того, как в ходе операции сборки формируется нужный материал 702, абсорбирующая структура в соответствии с предпочтительным вариантом осуществления настоящего изобретения направлена в другие области устройства для дальнейшей обработки.
Создание постоянных и часто повторяющихся импульсов состоящего из частиц материала 201, подвешенного в средстве 225 транспортировки, таком как воздух, в течение длительного времени было желательно для многих применений, в частности для импульсов, которые хорошо управляются как по форме, так и по частоте и по количеству материала, передаваемого в течение этих импульсов. Особенно полезно применение при изготовлении одноразовых абсорбирующих изделий, таких как женские гигиенические прокладки, детские подгузники, детские трусики и/или прокладки для взрослых, страдающих недержанием, и аналогичных, где производитель добивается высоких производственных скоростей и малой изменяемости. Это может быть достигнуто при помощи заслонки 220, которая прерывает поток состоящего из частиц материала, проталкивая состоящий из частиц материал 201 в собирающую трубу 215, и может, таким образом, создавать импульсы состоящего из частиц материала 201. Преимущество заключается в том, что таким образом можно не печатать определенные сегменты барабана 100, то есть оставить определенные области узора 300 перфорированных отверстий свободными от частиц материала. Кроме того, непечатаемые сегменты барабана 100 могут изменяться от одного оборота барабана к другому, тем самым позволяя значительно сократить капитальные затраты на предоставление нового барабана 100 с другим узором 300 перфорированных отверстий, а также затраты на обслуживание и производственные издержки, связанные с заменой различных барабанов 100. В качестве примера: при применении этого решения представляется возможным изготавливать композитную структуру 700 или абсорбирующую структуру для применения в абсорбирующих изделиях, например в подгузниках любых размеров, от самых маленьких, подходящих для новорожденных, до самых больших для начинающих ходить детей всего с одним барабаном 100, что невозможно с обычными технологиями на современном уровне техники, а также важно и выгодно.
На фиг.8 показан схематический увеличенный частичный вид части средства 2.50 формирования скоплений, наносящего состоящий из частиц материал 201 через перфорированные отверстия 304 на их области 415 нанесения в соответствии с печатным узором 320 в соответствии с процессом, показанным на фиг.7. Перфорированные отверстия 304 показаны в четырех экземплярах и в неограничивающих различных состояниях во время осуществления способа в соответствии с настоящим изобретением; первое состояние «А» - это пустое состояние, непосредственно перед загрузкой перфорированных отверстий 304 или после полной разгрузки от состоящего из частиц материала 201; второе состояние «В» - это полностью загруженное состояние, в котором перфорированные отверстия 304 содержат собранный состоящий из частиц материал 201, который полностью наполнил перфорированные отверстия 304; третье состояние «С» показывает начало процесса нанесения (частичного), в котором несущий слой 401 и наружная поверхность средства 250 формирования скоплений постепенно смещаются друг относительно друга таким образом, как в случае, когда по существу бесконечный вращающийся барабан 100 удален от несущего слоя 401, обеспечивая частичную разгрузку от состоящего из частиц материала 201; последнее состояние «D» показывает практически полное нанесение скопления 703 из состоящего из частиц материала на несущий слой 401, так что после полной разгрузки от состоящего из частиц материала 201 на несущий слой 401 происходит возврат в состояние «А», в котором снова происходит процесс улавливания и сбора состоящего из частиц материала 201, заполнения свободного пространства для другого скопления 703 из состоящего из частиц материала и нанесения в виде печатного узора 320.
На фиг.9 показан вид сверху в плане подгузника 10 в качестве предпочтительного варианта осуществления абсорбирующего изделия, содержащего абсорбирующую структуру в соответствии с настоящим изобретением. Однако следует понимать, что настоящее изобретение применимо также к другим абсорбирующим изделиям, как, например, к женским гигиеническим прокладкам, детским трусикам, прокладкам для взрослых, страдающих недержанием, и другим аналогичным.
Абсорбирующее изделие показано в разложенном несжатом состоянии со стороной для ношения, обращенной к зрителю. Части абсорбирующего изделия срезаны, чтобы более ясно показать внутреннюю структуру подгузника 10, включая абсорбирующие элементы и абсорбирующие компоненты. Основание 12 подгузника 10 на фиг.9 содержит основное тело подгузника 10. Основание 12 содержит наружное покрытие, включая проницаемое для жидкости верхнее полотно 18 и/или непроницаемое для жидкости заднее полотно 20. Основание 12 может содержать часть абсорбирующей структуры 14, заключенную между верхним полотном 18 и задним полотном 20. Основание 12 может также содержать большую часть или всю абсорбирующую структуру 14, заключенную между верхним полотном 18 и задним полотном 20. Основание 12 предпочтительно дополнительно содержит боковые вставки или ушки 22, собранные на резинку манжеты 24 для ног и эластичные поясные элементы 26, причем как манжеты 24 для ног, так и эластичные поясные элементы 26 обычно содержат эластичные элементы 28. Одна концевая часть подгузника 10 сконфигурирована как передняя поясная область 30 подгузника 10. Противоположная концевая часть сконфигурирована как задняя поясная область 32 подгузника 10. Промежуточная часть подгузника 10 сконфигурирована как область 34 промежности, которая расположена продольно между первой и второй поясными областями 30 и 32. Поясные области 30 и 32 могут содержать эластичные элементы с тем, чтобы они собирались вокруг пояса носителя для обеспечения улучшенного прилегания и удержания (например, эластичный поясной элемент 26). Область 34 промежности - это та часть подгузника 10, которая, когда подгузник 10 надет, в основном расположена между ног носителя. Подгузник 10 показан со своей продольной осью 36 и поперечной осью 38. Периферия подгузника 10 определена наружными краями подгузника 10, из которых продольные края 42 проходят в основном параллельно продольной оси 36 подгузника 10, а торцевые края 44 проходят между продольными краями 42 в основном параллельно поперечной оси 38 подгузника. Основание 12 содержит также систему крепления, которая может содержать по меньшей мере одну крепежную или фиксирующую деталь 46 и по меньшей мере одну посадочную зону 48. Различные компоненты внутри подгузника 10 могут быть связаны, соединены или зафиксированы любым способом, известным из уровня техники, например при помощи адгезивов в виде однородных сплошных слоев, фигурных слоев или массивов отдельных линий, спиралей или точек. Верхнее полотно 18, заднее полотно 20, абсорбирующая структура 14 и другие компоненты могут быть собраны в различных известных комбинациях и хорошо известны из уровня техники.
Заднее полотно 20 покрывает абсорбирующую структуру 14 и предпочтительно проходит за пределы абсорбирующей структуры 14 в направлении продольных краев 42 и торцевых краев 44 подгузника 10 и может быть соединено с верхним полотном 18. Заднее полотно 20 предотвращает загрязнение других внешних предметов, которых может коснуться носитель, например постельного белья и нижнего белья, выделениями организма, впитанными абсорбирующей структурой 14 и содержащимися внутри подгузника 10. В предпочтительных вариантах осуществления заднее полотно 20 по существу является непроницаемым для выделений организма и содержит многослойную структуру из нетканых материалов и тонкой пластиковой пленки, например, из термопластичной пленки. Заднее полотно 20 может содержать воздухопроницаемые материалы, которые позволяют испарениям выходить из подгузника 10, но по-прежнему не допускать прохождения выделений организма через заднее полотно 20. Он может быть полужестким, неэластичным и может быть изготовлен полностью или частично собранным на резинку и содержать подкладку. Задние полотна 20 могут быть собраны в различных хорошо известных конфигурациях и хорошо известны из уровня техники.
Подгузник 10 содержит верхнее полотно 18, которое предпочтительно мягкое, деформируемое, обеспечивает хорошее протекание и имеет пониженную склонность к повторному намоканию от материала, абсорбирующего жидкость. Верхнее полотно 18 расположено в непосредственной близости от кожи носителя в то время, когда подгузник 10 надет. Таким образом, такое верхнее полотно 18 позволяет выделениям организма быстро проникать через него и быстрее протекать в направлении абсорбирующей структуры 14, но предпочтительно не позволяет протекать этим выделениям организма обратно через верхнее полотно 18. Верхнее полотно 18 может быть сконструировано из любых материалов из широкого списка материалов, проницаемых для жидкостей и паров, предпочтительно гидрофильных. Верхняя и нижняя поверхности верхнего полотна 18 могут быть обработаны по-разному и могут, например, содержать поверхностно-активное вещество на верхней поверхности, чтобы способствовать передаче жидкости сквозь него, особенно в центральной зоне или области верхнего полотна 18, расположенной над абсорбирующей структурой 10, и, например, содержать гидрофобный агент на нижней поверхности для минимизации контактного смачивания верхнего полотна 18 от жидкости, содержащейся внутри абсорбирующего слоя, уменьшая тем самым повторное смачивание. Верхнее полотно 18 может быть также покрыто веществом, имеющим свойства предотвращения или уменьшения сыпи (например, алоэ вера). Верхнее полотно 18 покрывает практически всю область подгузника 10, обращенную к носителю, включая практически всю переднюю поясную область 30, заднюю поясную область 32 и область 34 промежности. Кроме того, боковые вставки 22 и/или слои поясных элементов во внутренней области могут быть сформованы из того же единого материала верхнего полотна и, таким образом, могут считаться едиными с верхним полотном 18, формируя продольные и поперечные расширения материала верхнего полотна 18. Альтернативно, верхнее полотно 18 может быть сформировано из нескольких различных материалов, которые изменяются по ширине верхнего листа 18. Такая конструкция из нескольких элементов позволяет создавать необходимые свойства и различные зоны верхнего полотна 18. Верхнее полотно 18 будет полужестким, неэластичным и может быть изготовлено полностью или частично собираемым на резинку. Верхнее полотно 18 может быть собрано в различных хорошо известных конфигурациях и хорошо известно из уровня техники.
Абсорбирующая структура 14 на фиг.9 обычно расположена между верхним полотном 18 и задним полотном 20. Абсорбирующая структура 14 может содержать любой абсорбирующий материал 110, который в общем обладает возможностью сжатия, удобен, не раздражает кожу носителя и способен абсорбировать и удерживать выделения организма. Абсорбирующая структура 14 может содержать самые разнообразные материалы 110, абсорбирующие жидкость, обычно применяемые в абсорбирующих изделиях, как, например, целлюлозную вату, которая обычно бывает воздушно-осажденной. Примеры других подходящих абсорбирующих материалов включают набивку из крепированной целлюлозной ваты; полимеры, полученные дутьем из расплава; химически укрепленные, модифицированные или сшитые целлюлозные волокна; материю, включая оберточную материю и многослойную материю; абсорбирующие пены; абсорбирующие губки; абсорбирующие полимерные материалы; абсорбирующие гелеобразующие материалы или любые другие известные абсорбирующие материалы или комбинации материалов. Абсорбирующая структура 14 может, кроме того, содержать в небольших количествах (обычно менее 10%) нежидкостные абсорбирующие материалы, такие как адгезивы, связующие, пластики, воски, масла и аналогичные. Абсорбирующая структура 14 в соответствии с различными вариантами осуществления настоящего изобретения может быть сконфигурирована для прохождения практически по всей длине и/или ширине подгузника 10. Однако альтернативно абсорбирующая структура 14 в соответствии с настоящим изобретением не полностью совпадает по размерам с подгузником 10 и ограничивается только определенными областями подгузника 10, как, например, область 34 промежности. В различных вариантах осуществления абсорбирующая структура 14 проходит до краев подгузника 10, а абсорбирующий материал 110 сконцентрирован в области 34 промежности или в другой целевой зоне подгузника 10. Еще в одном варианте осуществления частицы могут быть комбинацией абсорбирующего материала 110, предпочтительно содержащего абсорбирующий полимерный материал, и частиц средств для ухода за кожей, таких как ионообменные смолы, дезодоранты, противомикробных веществ, частиц связующего или других целебных частиц.
В подгузнике 10 могут также применяться пара уплотнительных стенок или манжет 24. Каждая манжета 24 представляет собой продольно растянутую структуру стенки, предпочтительно расположенную на каждой стороне абсорбирующей структуры 14 на некотором расстоянии в сторону от продольной оси 36. Продольные концы манжет 24 могут быть прикреплены или соединены, например, с верхним полотном 18 в передней и задней поясных областях 30 и 32. Предпочтительно концы манжет 24 прикреплены внутри и присоединены, например, при помощи адгезива или ультразвукового связывания с нижней структурой. Такая конструкция эффективно наклоняет манжеты 24 внутрь и обычно считается, что вызывает улучшение свойств манжеты 24 по предотвращению протекания. Предпочтительно манжеты 24 оснащены эластичными деталями 28, которые проходят вдоль основной длины манжет 24. В общем случае применения эластичные детали 28 помещены внутрь манжет 24, предпочтительно в верхней части манжеты 24, находящейся в вытянутом состоянии, а затем приклеены или связаны ультразвуком с манжетой 24, по меньшей мере, на их концах. При снятии или освобождении другим способом эластичные детали 28 втягиваются вовнутрь. Когда подгузник 10 надет, эластичные детали 28 действуют на сжатие манжет 24 вокруг ягодиц и бедер носителя таким образом, что в результате формируются уплотнения между подгузником 10, ягодицами и бедрами. Манжеты 24 могут быть собраны в различных хорошо известных конфигурациях и хорошо известны из уровня техники.
В подгузнике 10 могут также применять дополнительные слои, известные из уровня техники, включая слой сбора и слой поглощения, предпочтительно расположенные между верхним полотном и абсорбирующим слоем, и слои highloft и покрывающего материала. Это служит для замедления потока, так что жидкость имеет достаточное время для абсорбирования в абсорбционном слое.
Для того чтобы удержать подгузник 10 на месте у носителя предпочтительно, чтобы, по меньшей мере, часть задней поясной области 32 была соединена при помощи деталей 46 крепления или фиксации, по меньшей мере, к части передней поясной области 30, предпочтительно с формированием отверстий для ног и пояса абсорбирующего изделия. Детали 46 крепления или фиксации испытывают усилие растяжения вокруг пояса абсорбирующего изделия и дополняют эластичные детали 28, создавая квазиуплотнение между носителем, эластичными поясными элементами 26 и манжетами 24, так что выделения организма удержаны внутри подгузника 10, где впоследствии абсорбируются. Другими словами, они не протекают через зазоры между носителем и краем подгузника 10. Детали 46 крепления или фиксации могут, к примеру, быть адгезивными, механическими застежками, застежками «липучка», обычными завязками и/или комбинацией из них, то есть любым средством, которое будет закреплять один конец подгузника 10 к продольно противоположному концу подгузника 10. Детали 46 крепления или фиксации могут также быть взаимными адгезивами, так что прилипают друг к другу, но не к другим материалам. Детали 46 крепления или фиксации и любые их компоненты могут содержать любой материал, пригодный для такого применения, включая, но не ограничиваясь, пластики, пленки, пенные материалы, нетканое полотно, тканое полотно, бумагу, многослойные структуры, армированную пластмассу и аналогичные, либо комбинации из них. Может быть предпочтительно, чтобы материалы, из которых изготовлены детали 46 крепления или фиксации, были гибкими, растяжимыми и/или эластичными, что позволит обеспечить лучший комфорт по форме и движениям и таким образом уменьшить вероятность того, что система крепления будет раздражать или повреждать кожу носителя. Предпочтительно подгузник 10 зафиксирован на носителе ленточными креплениями, которые постоянно прикреплены к заднему полотну 20. Ленточные крепления входят в контакт с поперечно противоположными боковыми вставками или с ушками 22, прикрепленными или соединенными и выступающими от бокового полотна 20, где они остаются фиксированными под действием связующего соединения, нанесенного на крепления. Альтернативно, абсорбирующее изделие может быть трусиками или т.п. В такой конфигурации абсорбирующее изделие может иметь ленточные крепления или не иметь их. Однако для таких абсорбирующих изделий могут быть также предложены специальные удаляемые ленты. Все детали 46 крепления или фиксации могут быть собраны в различных хорошо известных конфигурациях и хорошо известны из уровня техники.
Каждая из поясных областей 30 и 32 содержит центральную область и пару боковых вставок или ушек 22, которые обычно содержат внешние боковые участки поясных областей. Эти боковые вставки 22 могут быть едиными с основанием 12 и/или задним полотном 20, либо могут быть прикреплены и/или соединены с ними любыми известными средствами. В предпочтительном варианте осуществления настоящего изобретения боковые вставки 22, расположенные в задней поясной области 32, являются гибкими, растяжимыми и/или эластичными, по меньшей мере, в боковом направлении (то есть, боковые вставки, собранные на резинку), в другом варианте осуществления боковые вставки 22 неэластичные полужесткие, жесткие и/или твердые. Такое разнообразие боковых вставок 22 хорошо известно.
Кроме того, поясные ленты 26, содержащие эластичные детали, могут быть расположены вдоль поперечной части подгузника 10, так что при ношении поясные ленты 26 расположены вдоль пояса носителя. В общем случае поясная лента 26 предпочтительно образует уплотнение вокруг пояса, так что выделения организма не протекают из областей между эластичной поясной лентой 26 и поясом носителя. Хотя выделения организма в первую очередь абсорбируются абсорбирующим материалом внутри подгузника 10, это уплотнение имеет важное значение, принимая во внимание, что испускание жидкости носителем может превзойти абсорбционную способность абсорбирующей структуры 14. Следовательно, поясная лента 26 удерживает жидкость до тех пор, пока она абсорбируется, это хорошо известно в технике. Абсорбирующее изделие, например подгузник 10, может также содержать другие средства, компоненты и элементы, известные в технике, включая переднюю и заднюю вставки с ушками, средство поясного покрытия, эластичные вставки и другое для обеспечения лучшего прилегания, удержания и эстетических характеристик. Эти средства могут быть собраны в различных хорошо известных конфигурациях и хорошо известны из уровня техники.
| название | год | авторы | номер документа |
|---|---|---|---|
| АБСОРБИРУЮЩАЯ ПРОКЛАДКА И СПОСОБЫ ЕЕ ИЗГОТОВЛЕНИЯ | 2020 |
|
RU2805501C2 |
| ЭКОЛОГИЧЕСКИ БЕЗОПАСНАЯ АБСОРБИРУЮЩАЯ СТРУКТУРА | 2011 |
|
RU2614088C2 |
| Экологически безопасная абсорбирующая структура | 2018 |
|
RU2756259C1 |
| Экологически безопасная абсорбирующая структура | 2018 |
|
RU2756261C1 |
| АБСОРБИРУЮЩЕЕ ИЗДЕЛИЕ С УПРУГИМ ПОЯСОМ | 2012 |
|
RU2580492C2 |
| Экологически безопасная абсорбирующая структура | 2011 |
|
RU2666492C1 |
| АБСОРБИРУЮЩЕЕ ИЗДЕЛИЕ И ПРИМЕНЕНИЕ НЕТКАНОГО МАТЕРИАЛА В АБСОРБИРУЮЩЕМ ИЗДЕЛИИ | 2020 |
|
RU2810779C2 |
| ИЗДЕЛИЯ С ИНФОРМАЦИОННЫМИ ИЗОБРАЖЕНИЯМИ И СПОСОБЫ ИХ ИЗГОТОВЛЕНИЯ | 2008 |
|
RU2500376C2 |
| ФОРМИРУЮЩИЙ ЛЕНТОЧНЫЙ КОНВЕЙЕР ДЛЯ ФОРМОВАННОГО НЕТКАНОГО МАТЕРИАЛА | 2016 |
|
RU2673772C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ АБСОРБИРУЮЩИХ КОНСТРУКТИВНЫХ ЭЛЕМЕНТОВ, СОДЕРЖАЩИХ АБСОРБИРУЮЩИЙ МАТЕРИАЛ | 2012 |
|
RU2573343C2 |
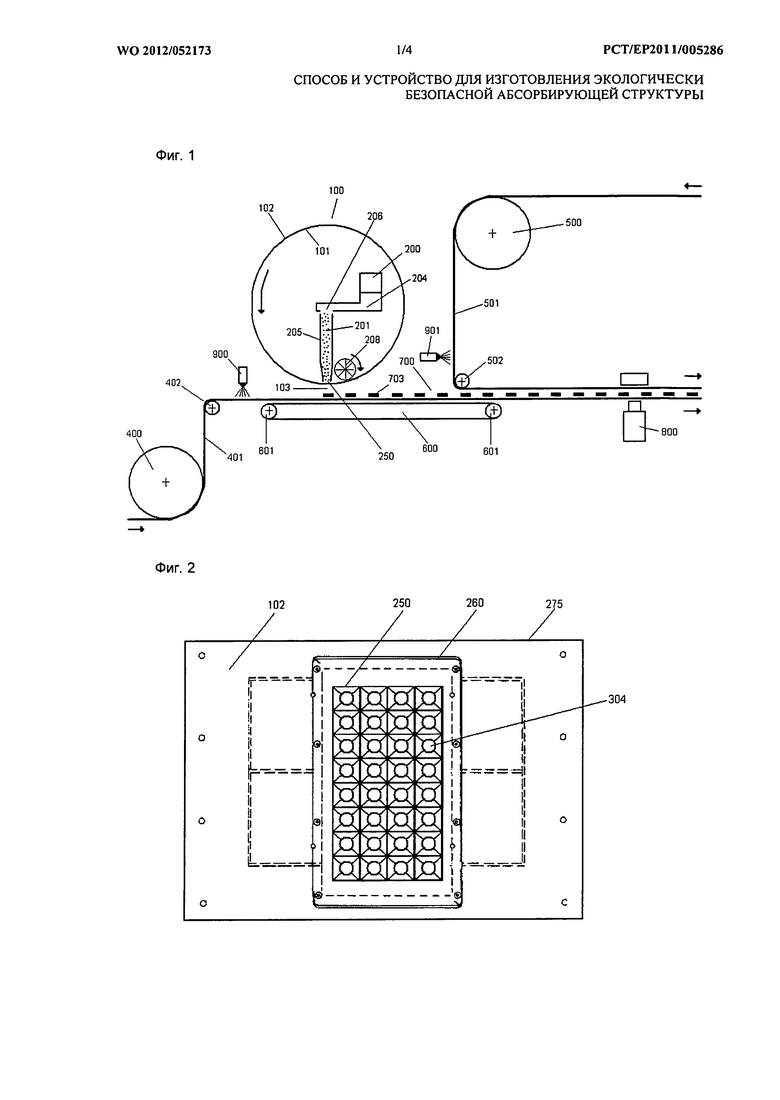
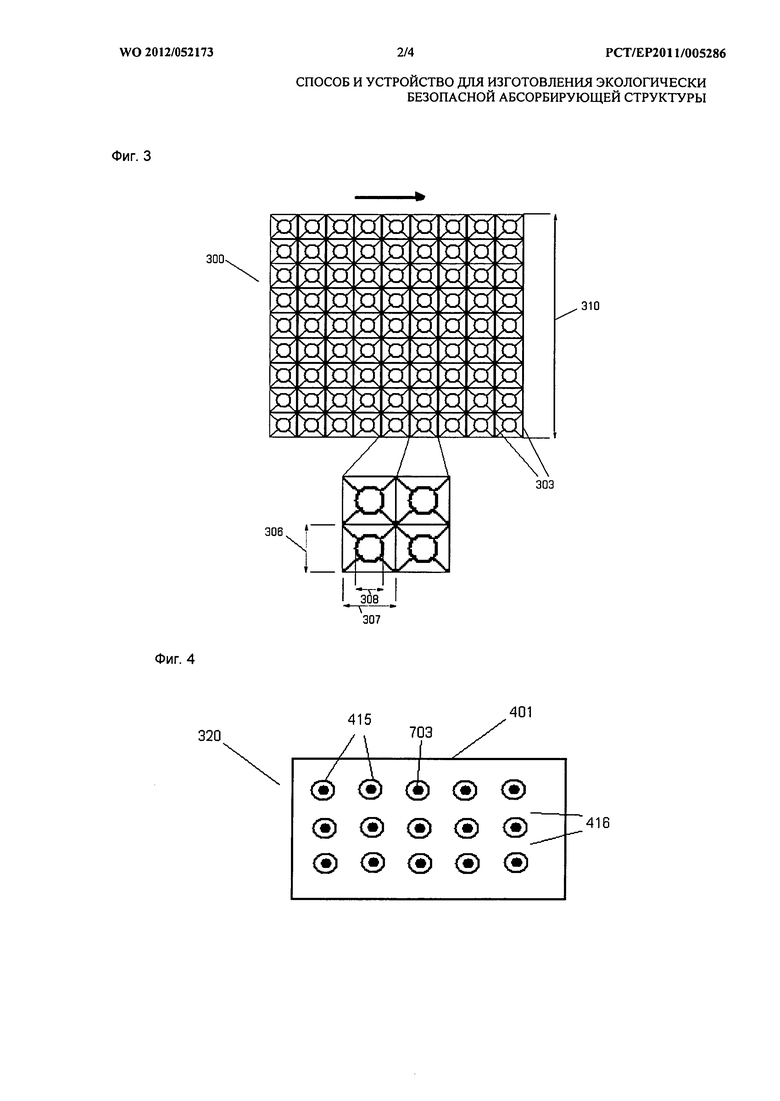
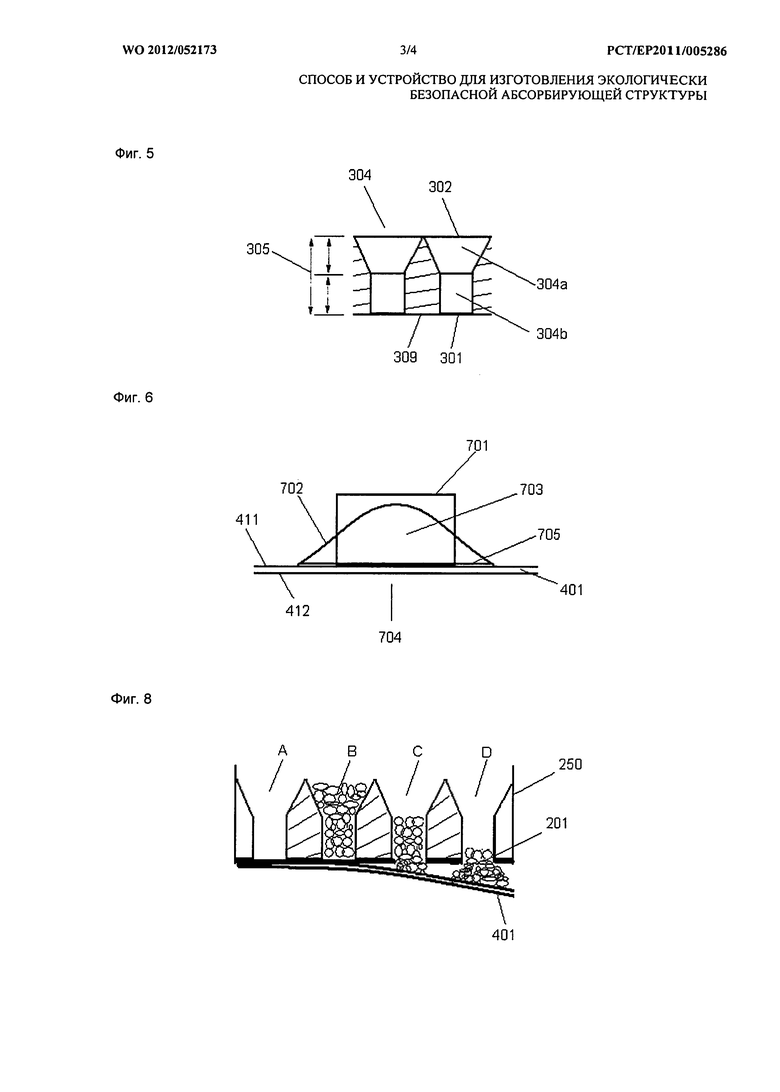
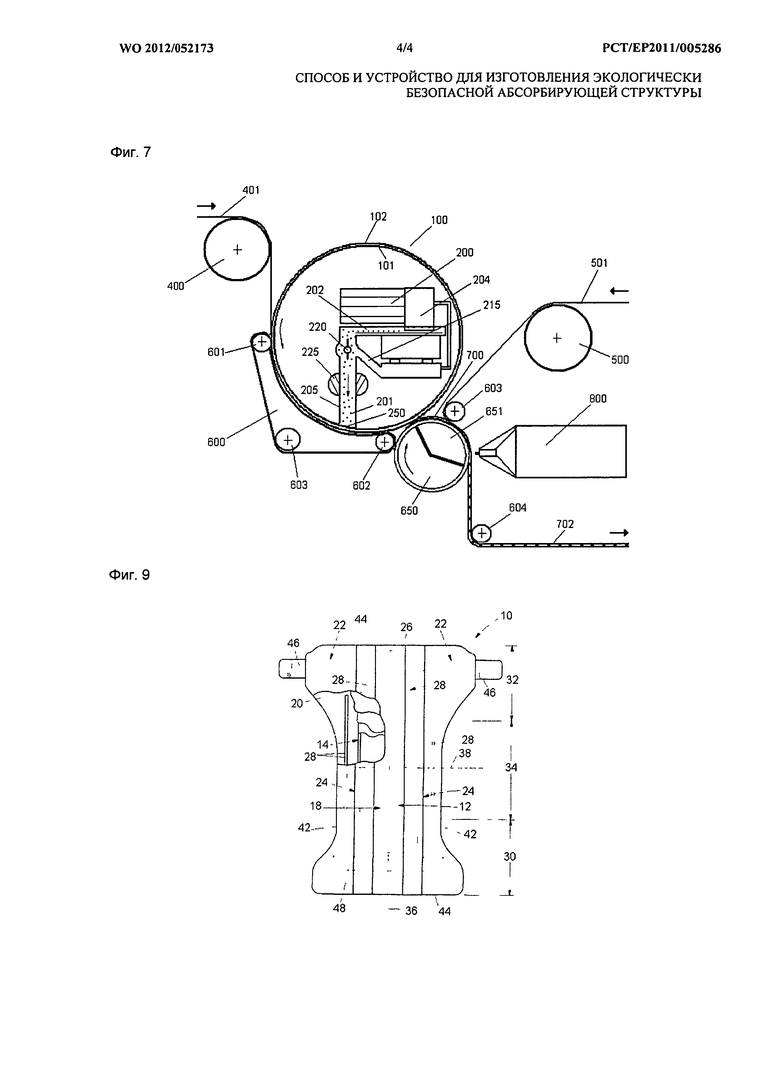
Настоящее изобретение относится к способу и устройству для формирования композитной структуры, предпочтительно для применения в абсорбирующей структуре, применяемой в отрасли производства средств личной гигиены, например в женских гигиенических прокладках, детских подгузниках и трусиках или прокладках для взрослых, страдающих недержанием. Настоящее изобретение предпочтительно предлагает способ и устройство для нанесения состоящего из частиц материала в виде необходимого узора на движущийся несущий слой и размещения состоящего из частиц материала в виде узора карманов. Способ обеспечивает точное формирование предопределенного узора скоплений состоящего из частиц материала на высокой производственной скорости, с уменьшенным применением сырья и при сравнительно низких затратах. Поскольку этот способ позволяет изготавливать абсорбирующие структуры, практически не содержащие целлюлозы и практически не содержащие клея, он может считаться выгодным с технической, экономической и экологической точек зрения. Настоящее изобретение предугадывает потребность в улучшенной тонкой, гибкой, легкой абсорбирующей структуре из состоящего из частиц материала, преодолевая проблемы известного уровня техники, обеспечивает оптимальную абсорбцию, распределение и удержание. 3 н. и 13 з.п. ф-лы, 9 ил. 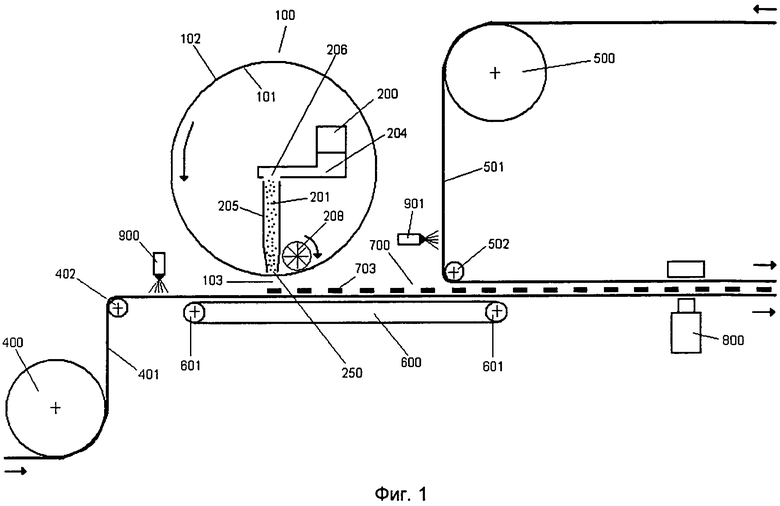
1. Способ изготовления абсорбирующей многослойной структуры, содержащей узор из состоящего из частиц материала, причем указанный способ включает следующие этапы:
а - предоставление по меньшей мере одного практически бесконечного слоя в качестве несущего слоя и/или вспомогательного слоя;
b - предоставление практически бесконечного средства опоры для указанного несущего слоя;
с - позиционирование указанного несущего слоя на указанном средстве опоры,
причем указанный несущий слой соприкасается с контактной поверхностью указанного средства опоры,
и причем относительная скорость перемещения указанного несущего слоя относительно контактной поверхности указанного средства опоры и средства формирования скоплений практически равна нулю;
d - обеспечение потока состоящего из частиц материала от средства подачи состоящего из частиц материала;
е - направление состоящего из частиц материала через перфорированные отверстия в средстве формирования скоплений;
f - предоставление практически бесконечного материала в качестве вспомогательного материала;
g - комбинирование указанного несущего слоя и указанного вспомогательного слоя с указанным состоящим из частиц материалом, расположенным между слоями;
отличающийся тем, что указанное комбинирование включает обеспечение одного или более по существу постоянных первичных креплений и обеспечение одного или более по существу съемных вторичных креплений для соединения вместе указанного несущего слоя и указанного вспомогательного слоя,
h - указанные средства формирования скоплений направляют указанный состоящий из частиц материал в направлении несущего слоя, тем самым создавая печатный узор из состоящего из частиц материала;
l - позиционирование указанного печатного узора при помощи средства позиционирования, формируя тем самым узор карманов из состоящего из частиц материала на несущем материале.
2. Способ по п. 1, отличающийся тем, что способ включает этап извлечения состоящего из частиц материала из зон узора между карманами в узор карманов при помощи средств позиционирования перед соединением несущего слоя со вспомогательным слоем для формирования узора из состоящего из частиц материала.
3. Способ по п. 1, отличающийся тем, что поток состоящего из частиц материала подают непрерывно, и при этом способ включает создание постоянных и часто повторяющихся управляемых импульсов при помощи заслонки, которая прерывает непрерывный поток состоящего из частиц материала, проталкивая состоящий из частиц материал в собирающую трубу.
4. Способ по п. 1, отличающийся тем, что способ включает этап удаления из средства формирования скоплений того состоящего из частиц материала, который не был уловлен перфорированными отверстиями средства формирования скоплений.
5. Способ по любому из пп. 1-3, отличающийся тем, что способ включает извлечение практически всего состоящего из частиц материала через нижние отверстия средства формирования скоплений в направлении несущего слоя.
6. Способ по п. 1, отличающийся тем, что средство формирования скоплений представляет собой вращающийся барабан.
7. Способ по п. 1, отличающийся тем, что способ включает прерывание потока состоящего из частиц материала для создания интервалов, в течение которых состоящий из частиц материал не наносят.
8. Способ по п. 1, отличающийся тем, что по меньшей мере один несущий слой и/или вспомогательный слой выполняют в виде проницаемого для жидкости нетканого материала, бумаги или материи.
9. Способ по п. 1, отличающийся тем, что состоящий из частиц материал выполняют в виде практически однородного печатного узора в направлении несущего материала перед применением воздушного потока в качестве средства позиционирования для получения неоднородного узора карманов.
10. Применение абсорбирующей многослойной структуры по любому из предыдущих пунктов в абсорбирующем изделии, выбранном из следующего списка: женские гигиенические прокладки, детские подгузники, детские трусики, прокладки для взрослых, страдающих недержанием.
11. Устройство для изготовления абсорбирующей многослойной структуры, содержащей узор из состоящего из частиц материала, причем указанное устройство содержит:
а - средство формирования скоплений, содержащее необходимый узор перфорированных отверстий;
b - средство подачи состоящего из частиц материала, расположенное для подачи состоящих из частиц материалов во впускные области перфорированных отверстий указанного средства формирования скоплений;
с - средство подачи несущего слоя для обеспечения несущего слоя, средство опоры для перемещения указанного несущего слоя в непосредственной близости к выпускным областям средства формирования скоплений;
d - средство позиционирования, содержащее необходимый узор карманов;
е - средство транспортировки для перемещения указанного несущего слоя с узором из состоящего из частиц материала к средству соединения,
f - по меньшей мере одно средство покрытия для нанесения вспомогательного слоя указанного узора из состоящего из частиц материала,
отличающееся тем, что средство соединения выполнено для обеспечения одного или более по существу постоянных первичных креплений и обеспечения одного или более по существу съемных вторичных креплений для связывания вместе указанного несущего слоя и указанного вспомогательного слоя.
12. Устройство по п. 11, в котором средство подачи состоящего из частиц материала выполнено для обеспечения непрерывного потока состоящего из частиц материала и отличается тем, что средство подачи состоящего из частиц материала включает заслонку, и при этом указанная заслонка выполнена для создания повторяющихся управляемых импульсов состоящего из частиц материала посредством прерывания потока состоящего из частиц материала путем проталкивания потока состоящего из частиц материала в собирающую трубу.
13. Устройство по п. 11 или 12, отличающееся тем, что предусмотрено по меньшей мере одно ультразвуковое средство соединения.
14. Устройство по п. 11, отличающееся тем, что предусмотрено средство позиционирования при помощи средства обдува воздушным потоком.
15. Устройство по п. 11, отличающееся тем, что предусмотрено средство формирования скоплений в форме бесконечного вращающегося барабана.
16. Устройство по п. 11, отличающееся тем, что предусмотрено средство позиционирования при помощи средства обдува воздушным потоком.
| Интерферометр для измерения скорости и коэффициента поглощения ультразвука в жидкостях и газах | 1983 |
|
SU1142785A1 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕТРАХЛОРФТАЛЕВОЙКИСЛОТЫ | 1972 |
|
SU432126A1 |
| Устройство для начальной установки | 1989 |
|
SU1621166A1 |
| WO 9521596 A1, 17.08.1995. | |||

