Изобретение относится к устройству для плазменного нанесения покрытия на подложку, в частности на прессовальный лист, содержащему вакуумную камеру и расположенный в ней электрод, который при работе ориентирован по существу параллельно указанной подложке и напротив ее подлежащей покрытию стороны. Кроме того, предлагается способ изготовления такой подложки, в частности прессовального листа (например, поддона или прокладки пресса). Наконец, изобретение относится также к способу изготовления однослойных или многослойных пластинчатых материалов (плит), в частности пластмасс, древесных материалов и ламинатов с бумажным покрытием и без него.
Способ и устройство указанного вида в принципе известны. Например, в ЕР 1 417 090 В1 раскрыт способ обработки и приготовления поверхности материала с воспроизводимой степенью блеска, а также штамп для применения способа. Для повышения стойкости штампа его снабжают покрытием, которое состоит из пластмассы с алмазоподобными слоями. За счет этого значительно уменьшается износ поверхности штампа при обработке износостойких материалов, например, при изготовлении половой плитки с корундовыми частицами в поверхностном слое.
Указанные алмазоподобные слои известны также под названием «алмазоподобный углерод», или “Diamond like Carbon” (DLC). Они отличаются высокой твердостью и высоким сопротивлением износу и могут быть изготовлены, например, с помощью стимулированного плазмой химического осаждения из газовой фазы (plasma enhanced chemical deposition - PECVD). При этом над покрываемой деталью зажигается плазма, из которой ионизированные составляющие попадают на покрываемую деталь.
Поскольку наблюдается тенденция к все большим форматам указанных в начале материалов (например, половой плитки, древесно-стружечных плит, древесно-волокнистых плит и т.д.), то в соответствии с этим необходимы также большие прессовальные листы для изготовления этих материалов. При этом проблематично то, что нанесенный на прессовальный лист слой можно лишь с трудом получать в узком диапазоне допусков, и тем самым он является также лишь условно воспроизводимым. Причиной этому служат негомогенные, соответственно трудно поддающиеся влиянию условия процесса. Например, концентрация ионов в плазме над прессовальным листом очень различна и трудно управляема, за счет чего даже при постоянной по электроду напряженности поля и силе тока получаются различные скорости осаждения из плазмы. Однако в действительности постоянное, соответственно находящееся в узком диапазоне допусков распределение поля и распределение тока и без того не может достигаться, так что за счет этого также получаются нежелательные различия в скорости осаждения подлежащего нанесению слоя.
К сожалению, указанные выше флуктуации приводят еще и к не стабильностям в процессе, а также к явлениям колебаний. Например, локально повышенная концентрация ионов в плазме приводит из-за повышенной проводимости к локально увеличенной силе тока, которая может вызывать не только повышенную скорость осаждения подлежащего нанесению слоя, но и в крайнем случае пробой. При этом поверхность прессовального листа за счет увеличенного тока разрушается, как правило, столь сильно, что он отбраковывается. Это приводит к большим экономическим потерям, поскольку как основной материал прессовального листа, так и его обработка (например, фотолитографическое создание структуры поверхности или создание структуры поверхности соответственно маски для фотолитографии с помощью способа струйной печати, шелкографии, офсетной печати или каландровой печати) являются очень дорогостоящими. Чем больше прессовальный лист, тем больше также вероятность возникновения одной из названных выше ошибок.
Поэтому задачей изобретения является создание улучшенного устройства и улучшенного способа плазменного нанесения покрытия на подложку, в частности прессовальный лист. В частности, должна быть создана возможность нанесения слоя на подложку в узком диапазоне допусков и предотвращения электрического пробоя в плазме или, соответственно, уменьшения его действия. Другая задача изобретения состоит в создании способа изготовления однослойных или многослойных пластинчатых материалов. В частности, должна обеспечиваться возможность или, соответственно, облегчаться изготовление пластин (плит) большого формата.
Задача изобретения решена с помощью устройства указанного в начале вида, в котором электрод сегментирован, и каждый из электродных сегментов имеет собственный соединительный вывод для источника электрической энергии.
Кроме того, задача изобретения решена с помощью способа изготовления подложки, в частности прессовального листа, содержащего стадии:
а) расположение подлежащей покрытию подложки в вакуумной камере напротив расположенного в вакуумной камере сегментированного электрода и с по существу параллельной ему ориентацией,
b) включение по меньшей мере одного предназначенного электродному сегменту источника энергии, и
с) введение газа, который вызывает стимулированное плазмой химическое осаждение из газовой фазы на подложку (например, заготовку прессовального листа).
Наконец, задача изобретения решена с помощью способа изготовления однослойных или многослойных пластинчатых материалов, в частности пластмасс, древесных материалов и ламинатов с бумажным покрытием и без него, в котором используют изготовленную с помощью указанного способа подложку или, соответственно, прессовальный лист.
Электродный сегмент в рамках изобретения характеризуется тем, что он может принимать значительно отличающийся потенциал, чем остальные сегменты, без протекания при этом достойного упоминания выравнивающего тока. Другими словами, между отдельными сегментами предусмотрено высокое сопротивление изоляции. Таким образом, сегментирование в смысле изобретения следует рассматривать в электрическом отношении, но не обязательно в конструктивном отношении. Понятие «соединительный вывод» следует понимать в широком смысле, в принципе под ним можно понимать возможность электрического соединения любой конструкции.
Согласно изобретению, с помощью сегментирования достигается то, что электрод можно локально по-разному снабжать (запитывать) электрической энергией или, соответственно, можно очень дифференцированно оказывать влияние на подвод электрической энергии. За счет этого можно не только задавать распределение напряженности электрического поля или, соответственно, силы тока по подложке, но и хорошо поддерживать заданные значения в узком диапазоне допусков вследствие сегментирования электрода. Например, можно по отдельности регулировать подвод энергии к каждому электродному сегменту. Кроме того, за счет промежутков между отдельными сегментами можно лучше направлять технологический газ к подложке, так что можно поддерживать постоянной или, соответственно, удерживать в узком диапазоне допусков концентрацию ионов над подложкой.
Наконец, значительно уменьшается также вероятность возникновения электрического пробоя в плазме или, соответственно, значительно смягчаются его воздействия. А именно, за счет сегментирования электрическая энергия может не «оттягиваться» из других зон электрода и не концентрироваться на одной точке, как это происходит при несегментированном электроде. В этом случае пробой приводит к концентрированию имеющейся в распоряжении для нанесения покрытия на всю подложку энергии или, соответственно, мощности на одной точке и тем самым к соответственно более сильному повреждению подложки.
Однако, если предусмотрены электродные сегменты, то на одной точке может концентрироваться лишь имеющаяся в распоряжении для нанесения покрытия на подложку в этой зоне электрическая энергия или, соответственно, мощность, которая, естественно, меньше, чем имеющаяся в распоряжении для нанесения покрытия на всю подложку электрическая энергия/мощность. Чем мельче сегментирование, тем меньше указанные количества энергии или, соответственно, мощности. За счет соответствующего мелкого сегментирования можно уменьшать мощность для каждого электродного сегмента при остающейся одинаковой мощности на единицу поверхности столь сильно, что электрическая энергия внутри сегмента уже не достаточна для электрического пробоя. Однако, в любом случае, могут быть смягчены последствия пробоя, поскольку поверхность подложки за счет такого пробоя может быть повреждена лишь незначительно, так что ее можно без проблем применять или ремонтировать с небольшими затратами.
В целом, в большинстве случаев целью является как можно более равномерное покрытие подложки. В этом случае указанные выше меры можно применять для достижения как можно более гомогенного распределения силы тока, напряженности электрического поля, а также концентрации ионов в плазме. Однако в качестве альтернативного решения целью процесса может быть также не гомогенное покрытие подложки. В этом случае указанные меры применяются для достижения не гомогенной, но лежащей в узком диапазоне допусков вокруг заданного распределения силы тока, напряженности электрического поля, а также концентрации ионов в плазме.
За счет подготовки указанных подложек или, соответственно, прессовальных листов облегчается или, соответственно, обеспечивается также возможность изготовления пластинчатых материалов большого формата. Под пластинами или плитами большого формата в рамках данного изобретения следует понимать плиты с величиной, большей или равной 1 м2, в частности, плиты с величиной, большей или равной 5 м2, и, в частности, плиты с величиной, большей или равной 10 м2. Таким образом, обеспечивается возможность изготовления, например, пластинчатых материалов со стандартными размерами 2×5 м за один рабочий ход.
Предпочтительные варианты выполнения и модификации изобретения следуют из зависимых пунктов формулы изобретения, а также из описания со ссылками на фигуры.
Предпочтительно, когда отдельные электродные сегменты изолированы друг от друга. За счет этого между сегментами практически не может протекать выравнивающий ток.
Однако предпочтительно также, когда отдельные электродные сегменты соединены друг с другом посредством узких перемычек или, соответственно, заданных активных сопротивлений. За счет этого могут быть допустимыми небольшие, заданные выравнивающие токи между сегментами, или же, соответственно, электрод, несмотря на его сегментирование, можно изготавливать как единое целое, когда между сегментами предусмотрены узкие перемычки.
Дополнительно к этому предпочтительно, когда отдельные электродные сегменты посредством узких перемычек или, соответственно, заданных активных сопротивлений соединены с по меньшей мере одним источником энергии. Предпочтительно, электродные сегменты можно тем самым по-разному снабжать энергией лишь единственным источником энергии за счет того, что предусмотрены различные сопротивления для отдельных электродных сегментов. Дополнительно к этому, значительно уменьшается вероятность возникновения электрического пробоя в плазме или, соответственно, значительно смягчаются его последствия, поскольку сопротивления предотвращают концентрирование электрической энергии лишь в одном электродном сегменте.
Особенно предпочтительно, когда устройство содержит несколько управляемых/регулируемых независимо друг от друга источников энергии, которые через указанные соединительные выводы соединены с электродными сегментами. Таким образом, несколько электродных сегментов можно снабжать энергией независимо друг от друга. Например, для них можно задавать свою собственную силу тока и/или свой собственный потенциал, и, когда источник энергии регулируется, поддерживать также при изменяющихся условиях процесса.
Особенно предпочтительно также, когда каждый электродный сегмент соединен с соответствующим источником энергии, который является управляемым/регулируемым независимо от остальных источников энергии. Тем самым соответствующий источник энергии для каждого электродного сегмента включают и управляют/регулируют независимо от остальных источников энергии. Таким образом, все электродные сегменты можно снабжать электрической энергией независимо друг от друга. Например, для каждого электродного сегмента можно задавать собственную силу тока и/или собственный потенциал и, когда источник энергии регулируется, также поддерживать их при изменяющихся условиях процесса.
Кроме того, особенно предпочтительно, когда устройство содержит управляющий блок, который приспособлен для переключения источника энергии попеременно на соответствующий электродный сегмент группы электродных сегментов, а соединительных выводов остальных электродных сегментов этой группы - в изолированное от указанного первым электродного сегмента разомкнутое состояние. Таким образом, источник энергии попеременно переключают на соответствующий один электродный сегмент одной группы электродных сегментов, а соединительные выводы остальных электродных сегментов этой группы переключают в изолированное от указанного первым электродного сегмента разомкнутое состояние. За счет этого обеспечивается возможность снабжения энергией всех электродных сегментов независимо друг от друга лишь небольшим числом источников энергии. При этом соответствующий электродный сегмент одной группы электродных сегментов соединяется с источником энергии и для него задается сила тока и/или потенциал. Остальные электродные сегменты этой группы переключаются в разомкнутое состояние, в котором они изолированы от источника энергии или, соответственно, от соединенного с ними электродного сегмента. Таким образом, сила тока для этих электродных сегментов равна нулю, или же между сегментами может протекать лишь небольшой выравнивающий ток. В соответствии с этим, потенциал может принимать практически любое значение («плавающий потенциал»). После требуемого времени источник энергии соединяется с другим электродным сегментом группы, а соединенный перед этим электродный сегмент опять же переключается в разомкнутое состояние. Таким образом, все электродные сегменты группы могут последовательно соединяться с источником энергии. При этом вовсе не обязательно, что электродные сегменты в каждом цикле соединяются с источником энергии в одной и той же последовательности. Возможно также, что один электродный сегмент в одном цикле несколько раз соединяется с источником энергии с целью нанесения на подложку, например, более толстого покрытия в этом месте.
Например, выбор того электродного сегмента, которому предназначен включенный источник энергии, может также происходить случайно. Тем самым могут быть предотвращены эффекты, которые могут возникать за счет всегда одного и того же повторения одного и того же цикла.
Особенно предпочтительно также, когда расположенные аналогично белым полям шахматной доски электродные сегменты и расположенные аналогично черным полям шахматной доски электродные сегменты попеременно снабжаются электрической энергией. Таким образом, в этом варианте выполнения расположенные в матрице электродные сегменты включаются попеременно. При этом в первый промежуток времени включаются те сегменты, у которых показатели строки и столбца в сумме дают четное число. Затем во второй промежуток времени включаются те сегменты, у которых показатели строки и столбца в сумме дают нечетное число. После этого следует снова первый промежуток времени и т.д.
Целесообразно, когда площадь электродного сегмента меньше или равна 1 м2. Еще целесообразней тот случай, когда площадь электродного сегмента меньше или равна 0,25 м2. Эти значения предоставляют хороший компромисс, при котором нанесение покрытия на подложку хорошо обеспечивается при не очень сильном сегментировании электрода. Хотя было установлено, что указанные значения являются предпочтительными, изобретение, естественно, не ограничивается этими значениями. Естественно, можно выбирать также другие значения в рамках достигаемых с помощью изобретения преимуществ.
Целесообразно, когда источники энергии выполнены в виде источников тока. Таким образом, обеспечивается возможность установки скорости осаждения подлежащего нанесению на подложку покрытия.
В этой связи предпочтительно, когда максимальная сила тока для каждого электродного сегмента (пиковый ток) меньше или равна 150 А. Еще предпочтительней, когда указанная сила тока меньше или равна 15 А. Эти значения предоставляют хороший компромисс, при котором нанесение покрытия на подложку удается хорошо выполнять при не очень высокой опасности разрушительного электрического пробоя между электродом и подложкой. Хотя было установлено, что указанные значения являются предпочтительными, изобретение, естественно, не ограничивается этими значениями. Естественно, можно выбирать также другие значения в рамках достигаемых с помощью изобретения преимуществ.
Предпочтительно также, когда электродные сегменты выполнены в виде решетки. За счет этого технологический газ можно особенно хорошо направлять к подлежащей покрытию подложке.
Дополнительно к этому предпочтительно, когда электрод в своей краевой зоне изогнут в направлении к подлежащей покрытию подложке. Таким образом может быть компенсировано уменьшение напряженности электрического поля в плазме в краевой зоне электрода, которое получается при имеющем форму пластины электроде, который имеет везде одинаковое расстояние до подложки.
В предпочтительном варианте выполнения способа нанесения покрытия на подложку также может быть предусмотрено, что измеряют напряжение между электродным сегментом и подлежащей покрытию подложкой, и снабжение энергией уменьшают или выключают, когда обнаруживается падение указанного напряжения. Если указанное напряжение уменьшается очень быстро до относительно небольшого значения, то можно исходить из того, что между деталью и электродом происходит электрический пробой. Для уменьшения вредных последствий пробоя или, соответственно, также для прекращения пробоя, уменьшают или даже выключают снабжение энергией соответствующего электродного сегмента.
Предпочтительно, когда лежащие у края электродные сегменты находятся при более высоком потенциале, чем лежащие внутри сегменты. Таким образом, компенсируется уменьшение напряженности электрического поля в плазме, которое происходит при ориентированном параллельно подложке пластинчатом электроде.
Предпочтительно также, когда на лежащих у края электрода электродных сегментах устанавливают или регулируют более высокую силу тока, чем на лежащих внутри сегментах. Таким образом, подложку у ее края можно снабжать более толстым слоем. Обычно именно там имеет место максимальная нагрузка подложек при изготовлении пластинчатых материалов.
Наконец, предпочтительно, когда пластинчатый материал содержит частицы с твердостью по шкале Виккерса между 1000 и 1800 или корунд, т.е., соответственно, оксид алюминия Al2O3, в частности, в зоне своей обращенной к прессовальному листу поверхности. Преимущество снабженного покрытием прессовального листа проявляется особенно в этом месте, поскольку за счет покрытия, несмотря на абразивные составляющие в подлежащем изготовлению материале, может обеспечиваться большой срок службы прессовального листа. Прессовальные листы для пластинчатых материалов большого формата согласно уровню техники не могут иметь такой длительный срок службы.
Следует отметить, что указанные в отношении устройства для нанесения покрытия варианты выполнения и обеспечиваемые ими преимущества по смыслу применимы также к способу нанесения покрытия на подложку, и наоборот.
Для более лучшего понимания ниже приводится более подробное пояснение изобретения со ссылками на прилагаемые чертежи, на которых изображено:
фиг. 1 - схематично устройство для плазменного нанесения покрытия на подложку;
фиг. 2 - первый схематично показанный пример электрода с полностью изолированными друг от друга сегментами;
фиг. 3 - второй схематично показанный пример электрода с соединенными друг с другом сегментами;
фиг. 4 - другой схематично показанный пример имеющего форму решетки электрода;
фиг. 5 - другой схематично показанный пример электрода с имеющими различную форму сегментами;
фиг. 6 - другой схематично показанный пример изогнутого в краевой зоне электрода;
фиг. 7 - иллюстративный пример, в котором управляющий блок переключает источник энергии на различные электродные сегменты;
фиг. 8 - пример электрода, сегменты которого расположены и/или управляются по типу шахматной доски;
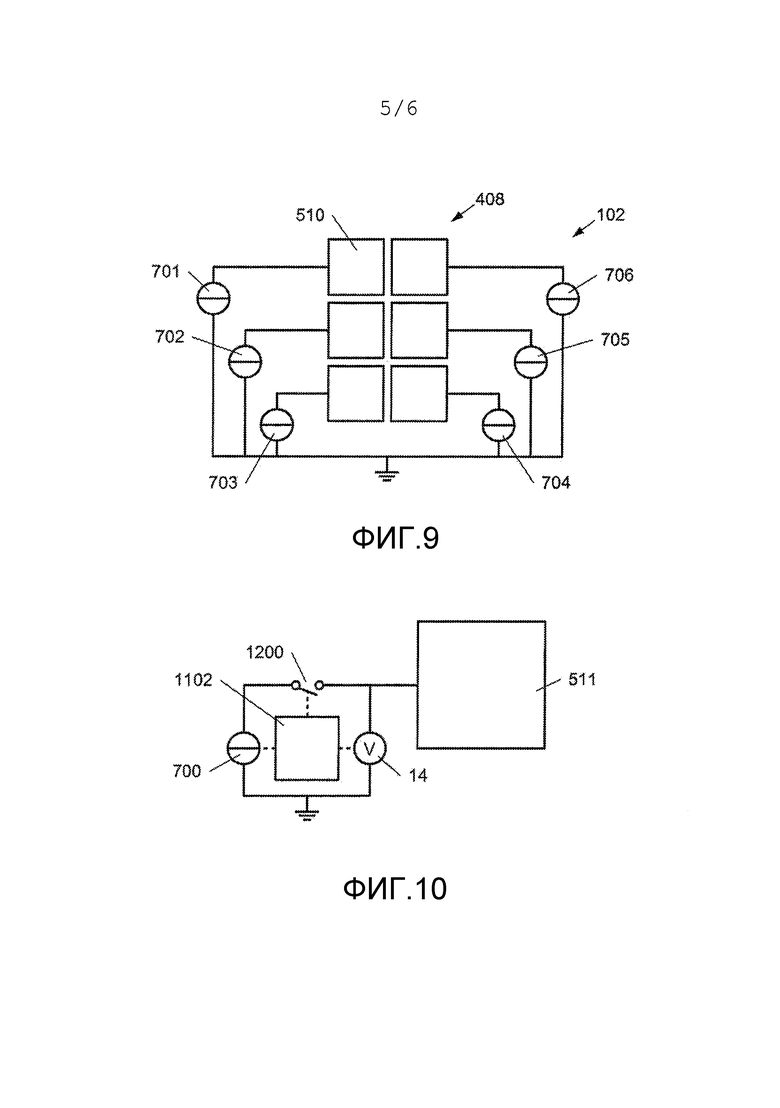
фиг. 9 - иллюстративный пример, в котором каждый электродный сегмент соединен с соответствующим источником энергии;
фиг. 10 - другой иллюстративный пример, в котором измеряют напряжение между электродным сегментом и подложкой;
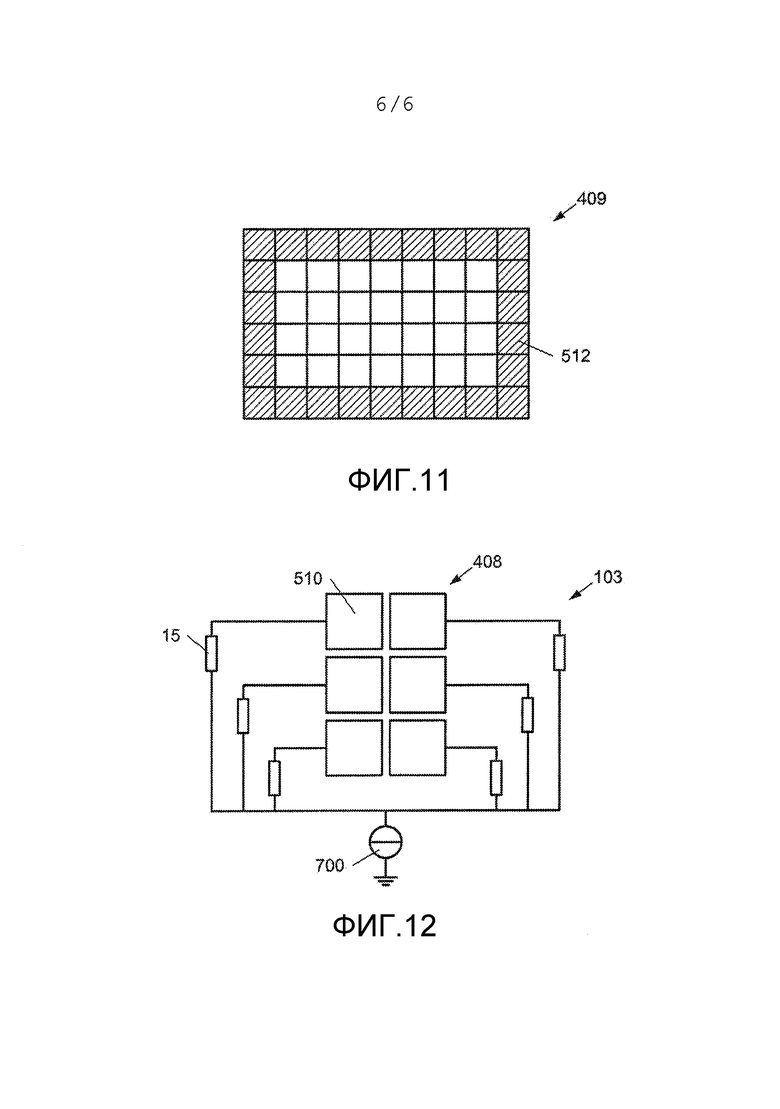
фиг. 11 - схематично показанный пример, в котором лежащие у края электрода сегменты находятся при более высоком потенциале и имеют более высокую силу тока, чем лежащие внутри сегменты; и
фиг. 12 - схематично показанный пример, в котором электродные сегменты соединены с источником энергии через сопротивления.
Сначала следует отметить, что в различных описываемых вариантах выполнения одинаковые части обозначены одинаковыми позициями, при этом содержащиеся во всем описании раскрытия можно переносить по смыслу на одинаковые части с одинаковыми позициями. Также выбранные в описании указания положения, такие как вверху, внизу, сбоку и т.д., относятся к непосредственно описываемой, а также изображенной фигуре, и при изменении положения подлежат переносу по смыслу на новое положение. Кроме того, также отдельные признаки или комбинации признаков из показанных и описываемых различных примеров выполнения представляют сами по себе самостоятельные, изобретательские или соответствующие изобретению решения.
Все указания диапазонов значений в данном описании следует понимать так, что они содержат любые и все частичные диапазоны, например, указание от 1 до 10 следует понимать так, что в нем содержатся все частичные диапазоны, идя от нижней границы 1 и верхней границы 10, т.е. все частичные диапазоны, начинающиеся с нижней границы 1 или более и заканчивающиеся верхней границей или менее, например, 1-1,7 или 3,2-8,1 или 5,5-10.
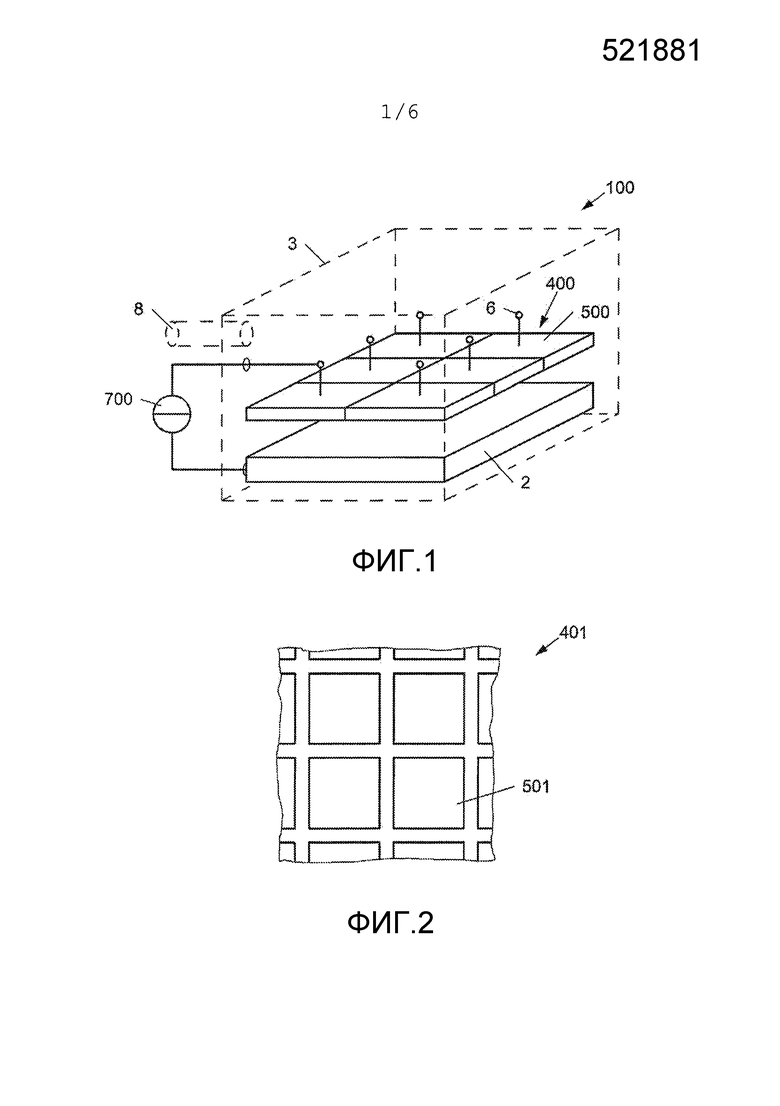
На фиг. 1 показано устройство 100 для плазменного нанесения покрытия на подложку 2, содержащее вакуумную камеру 3 и расположенный в ней электрод 400, который при работе ориентирован по существу параллельно указанной подложке 2 и напротив ее подлежащей покрытию стороны. Для последующих выкладок принимается, что подложка является прессовальным листом 2. Естественно, что идея изобретения применима также к другим подложкам.
Электрод 400 сегментирован, и каждый из его сегментов 500 имеет собственный соединительный вывод 6 для источника 700 электрической энергии, который в этом примере выполнен в виде источника тока. Естественно, что источник тока может быть также выполнен в виде источника напряжения. Наконец, на фиг. 1 показан также соединительный ввод 8 для подачи технологического газа (например, СН4) в вакуумную камеру 3, в которой поддерживается давление, например, примерно 1 мбар.
Предпочтительно, площадь электродного сегмента 500 меньше или равна 1 м2, а сила тока источника 700 тока меньше или равна 150 А. Эти значения предоставляют хороший компромисс, при котором нанесение покрытия на прессовальный лист 2 хорошо обеспечивается при не слишком сильном сегментировании электрода 400, и опасность разрушительного электрического пробоя между электродом 400 и прессовальным листом 2 не очень высока.
В принципе, источник 700 энергии может поставлять постоянный ток или переменный ток. Особенно хорошо покрытие прессовального листа 2 обеспечивается с импульсным током. В этом случае амплитуда тока в импульсах предпочтительно меньше 150 А. Для отвода электрических зарядов с наносимого слоя, например, когда наносятся электрически изолирующие слои, можно также изменять время от времени полярность импульсов на противоположную. Например, один из десяти импульсов может иметь другую полярность.
На фиг. 2 показан пример электрода 401, сегменты 501 которого полностью изолированы друг от друга. Таким образом, отдельные сегменты 501 образованы отдельными проводящими и разнесенными друг от друга пластинами. Они могут быть установлены, например, на непроводящей подложке, так что обеспечивается возможность более простого обращения с электродом 401. Электрод 401 может также быть дырчатым (перфорированным) с тем, чтобы технологический газ мог легче попадать к прессовальному листу 2, в частности, через выемки в указанной подложке в зоне между сегментами 501. Например, они могут иметь форму удлиненных отверстий (см. также фиг. 3).
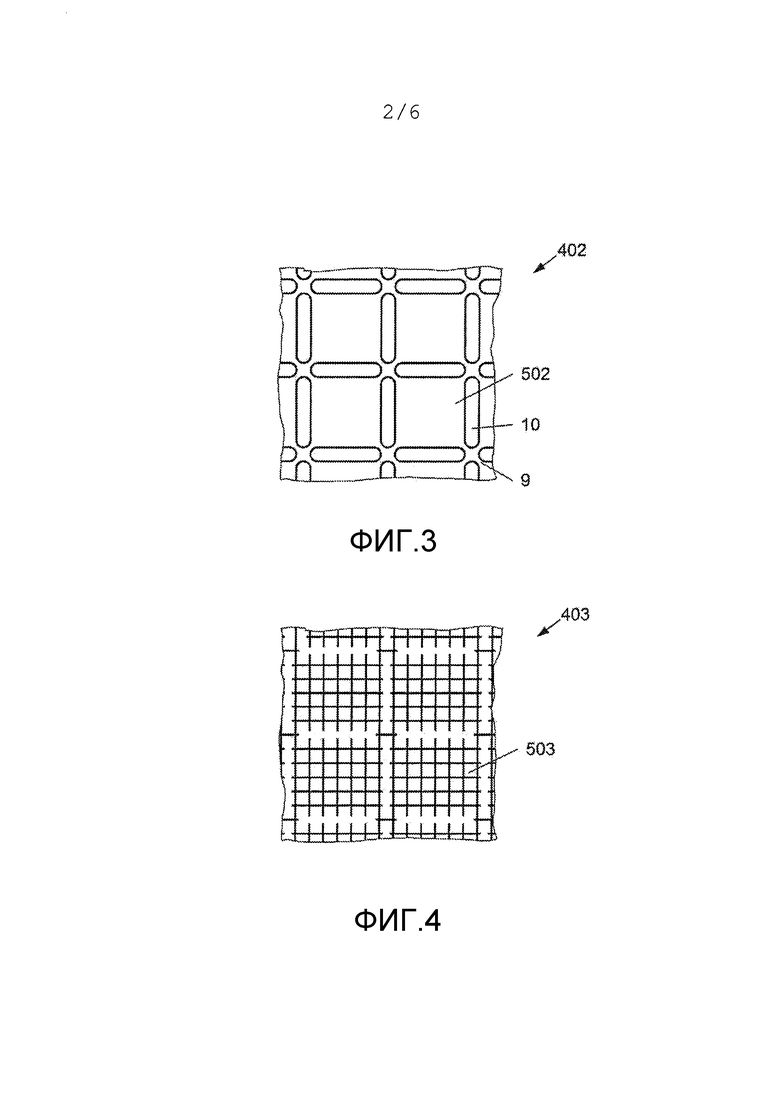
На фиг. 3 показан другой пример электрода 402, сегменты 502 которого соединены друг с другом посредством узких перемычек 9, а значит, через (высокие) активные (омические) сопротивления. Таким образом, электрод 502 может быть в принципе выполнен как единое целое, например, фрезерованием, штамповкой, высечкой или вырезанием с помощью лазера в металлическом листе соответствующих выемок 10.
На фиг. 4 показан другой пример электрода 403, в котором электродные сегменты 503 выполнены в виде решетки. Таким образом, технологический газ может еще легче попадать к прессовальному листу 2.
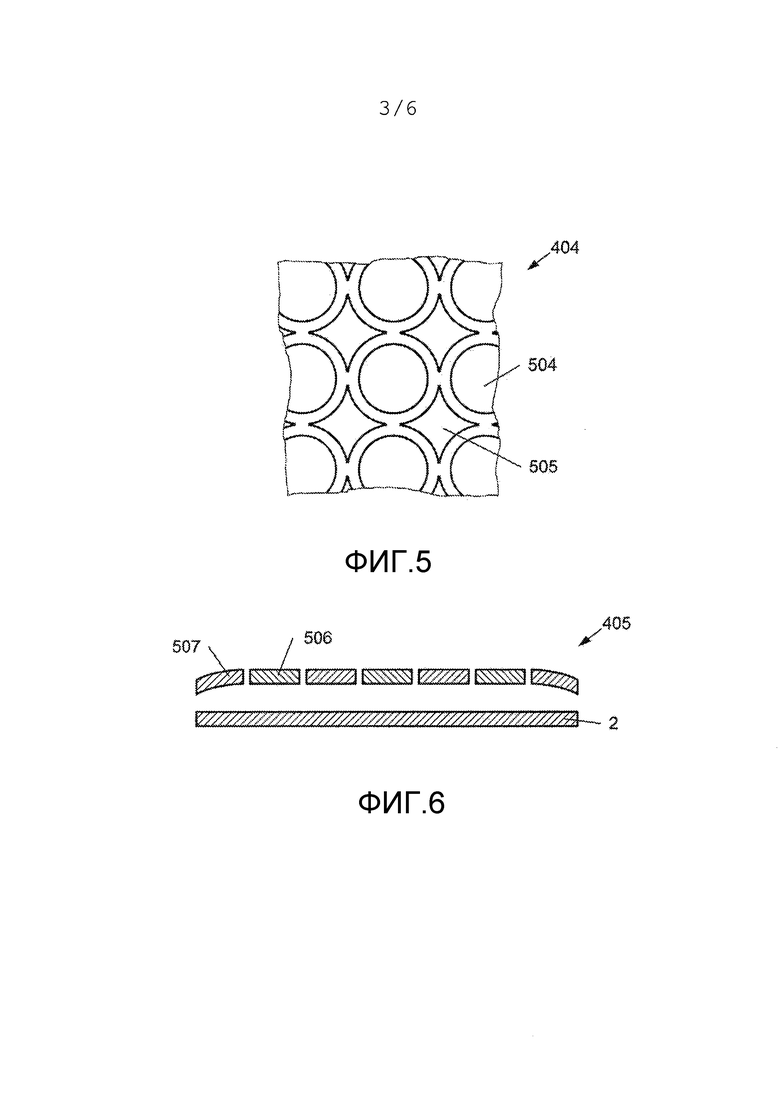
На фиг. 5 показан другой пример электрода 404, который выполнен из круглых электродных сегментов 504 и ромбовидных электродных сегментов 505. Этот пример является чисто иллюстративным и должен лишь демонстрировать, что электрод 400 не обязательно должен быть выполнен из прямоугольных электродных сегментов 500. А именно, наряду с показанными на фиг. 5 формами, можно использовать, естественно, также множество других, не прямоугольных форм.
На фиг. 6 показан пример электрода 405, который в своей краевой зоне изогнут в направлении к подлежащему покрытию прессовальному листу 2. А именно, электродные сегменты 506 расположены параллельно прессовальному листу 2, в то время как электродные сегменты 507 наклонены в направлении прессовального листа 2 или, как в этом примере, изогнуты в направлении к прессовальному листу 2. Таким образом, компенсируется уменьшение напряженности электрического поля в плазме, как это происходит при ориентированном и в краевой зоне прессовального листа 2 параллельно ему пластинчатом электроде.
В качестве альтернативы или в дополнение к показанному на фиг. 6 варианту выполнения, например, возможно также, что лежащие в краевой зоне электрода 400 сегменты 500 (см. также фиг. 11) расположены ближе к прессовальному листу 2, чем лежащие внутри сегменты. В частности, все сегменты 500 могут быть расположены параллельно прессовальному листу 2.
В способе изготовления прессовального листа 2 выполняют следующие стадии:
а) расположение подлежащего покрытию прессовального листа 2 в вакуумной камере 3 напротив расположенного в вакуумной камере 3 сегментированного электрода 400 и с по существу параллельной ему ориентацией,
b) включение по меньшей мере одного предназначенного электродному сегменту 500 источника 700 энергии, и
с) введение газа, который вызывает стимулированное плазмой химическое осаждение из газовой фазы на заготовку прессовального листа 2.
Для полноты следует отметить, что стадию с) можно выполнять, естественно, перед стадией b).
На фиг. 1 чисто иллюстративно показан лишь один источник 700 энергии, который соединен с одним электродным сегментом 500. В принципе он может быть соединен последовательно с различными электродными сегментами 500. Однако в качестве альтернативы возможно также, что устройство для плазменного нанесения покрытия на прессовальный лист 2 содержит несколько управляемых/регулируемых независимо друг от друга источников 700 энергии, которые соединимы или соединены через соединительные выводы 6 с электродными сегментами 500.
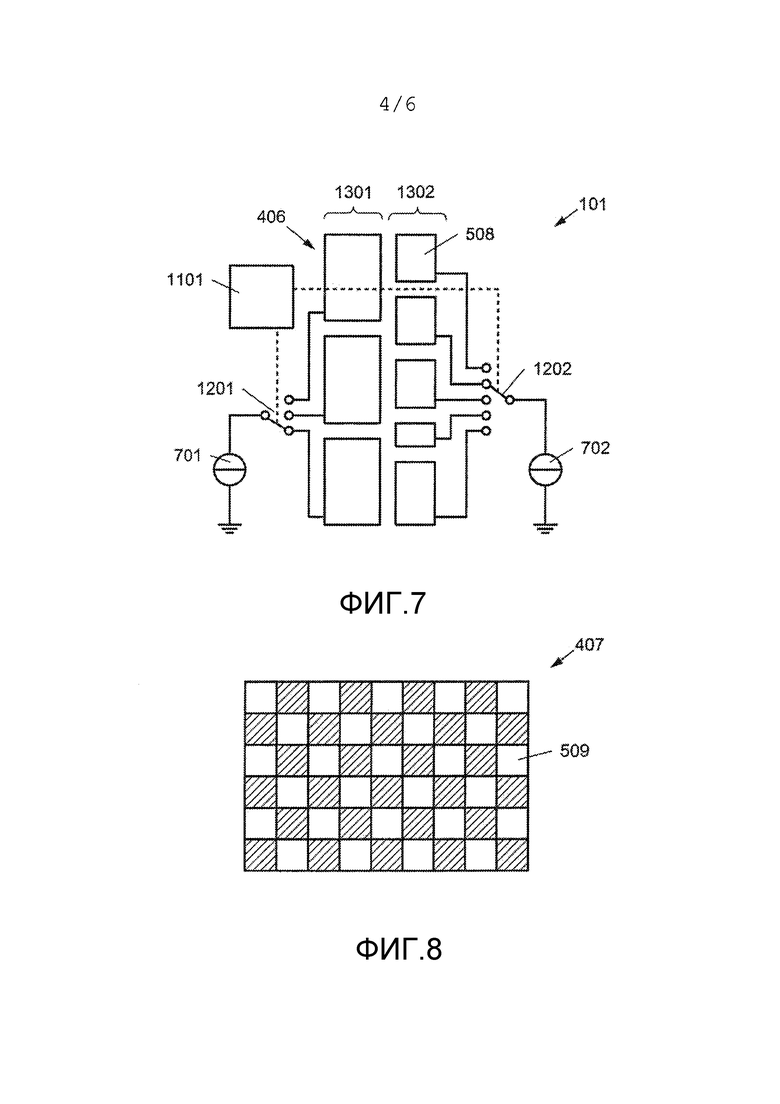
На фиг. 7 показан иллюстрирующий это пример, в котором управляющий блок 1101 устройства 101 (в данном случае изображено без вакуумной камеры 3) приспособлен для переключения источника 701, 702 энергии с помощью переключателя 1201 и 1202 попеременно на каждый электродный сегмент 508 группы 1301, 1302 электродных сегментов 508 и для переключения соединительных выводов остальных электродных сегментов 508 этой группы 1301, 1302 в изолированное от указанного первым электродного сегмента 508 разомкнутое состояние (в этом примере и в других примерах прессовальный лист 2 лежит на массе). А именно, электродные сегменты 508 в показанном на фиг. 7 примере разделены на две группы 1301 и 1302, при этом первая группа содержит три одинаковых по размеру электродных сегмента 508, а вторая группа 1302 - пять различных по размеру электродных сегментов 508. Разделение является чисто иллюстративным и должно, среди прочего, демонстрировать, что электродные сегменты 508 одного электрода 406 не обязательно должны иметь одинаковую величину. Кроме того, на фиг. 7 показано также, что электродные сегменты 508 не обязательно должны быть квадратными, а могут быть также в общем случае прямоугольными. В частности, электродные сегменты 508 могут быть выполнены в виде лент, стержней и/или полос. Первый источник 701 энергии переключается на электродный сегмент 508 группы 1301, второй источник 702 энергии переключается на электродный сегмент 508 группы 1302. Остальные электродные сегменты 508 переключаются в разомкнутое состояние.
После требуемого времени подключения между источниками 701, 702 и электродными сегментами 508 изменяют. То есть источник 701 энергии соединяют с другим электродным сегментом 508 группы 1301, а соединенный перед этим электродный сегмент 508 переключают в разомкнутое состояние. Аналогичным образом, источник 702 энергии соединяют с другим электродным сегментом 508 группы 1302, а соединенный перед этим электродный сегмент 508 переключают в разомкнутое состояние. Таким образом, все электродные сегменты 508 групп 1301 и 1302 могут последовательно соединяться с источниками 701, 702 энергии. За счет этого обеспечивается возможность снабжения энергией всех электродных сегментов 508 независимо друг от друга лишь небольшим числом источников 701, 702 энергии.
Выбор тех электродных сегментов 508, которым предназначен включенный источник 701, 702 энергии, может происходить случайно или по заданной схеме. При этом электродные сегменты 508 не должны соединяться в одном цикле в одной и той же последовательности с источником 701, 702 энергии. Также один электродный сегмент 508 может соединяться несколько раз в одном цикле с источником 701, 702 энергии.
В особенно предпочтительном варианте выполнения предусмотрено, что расположенные по типу белых полей шахматной доски электродные сегменты и расположенные по типу черных полей шахматной доски электродные сегменты попеременно снабжаются электрической энергией. На фиг. 8 показан иллюстрирующий это пример с электродными сегментами 509, которые расположены в матрице 6×9, с целью демонстрации того, что электродные сегменты 509 не обязательно должны быть расположены в матрице 8×8, как это получается в случае шахматной доски. В соответствии с этим вариантом, в первый промежуток времени включают «белые» сегменты 509, а во второй промежуток времени - «черные» сегменты 509 (изображенные здесь заштрихованными).
При подключении источника 701, 702 энергии к электродному сегменту 508 для него может быть в общем задана сила тока и/или потенциал. Остальные электродные сегменты 508, которые не подключены к источнику 701, 702 энергии, переключаются в разомкнутое состояние, в котором они изолированы от источника 701, 702 энергии или, соответственно, от соединенного с ним электродного сегмента 508. Таким образом, сила тока для этих электродных сегментов 508 равна нулю, или же между сегментами 508 может протекать лишь небольшой выравнивающий ток. В соответствии с этим, потенциал может принимать практически любое значение («плавающий потенциал»).
На фиг. 9 показан пример, в котором каждый электродный сегмент 510 соединен с соответствующим одним источником 701…706 энергии, который является управляемым/регулируемым независимо от остальных источников 701…706 энергии. То есть источник 701 энергии является управляемым/регулируемым независимо от источников 702…706 энергии и т.д. В соответствии с этим, один источник 701…706 энергии включается для каждого электродного сегмента 510 и управляется/регулируется независимо от остальных источников 701…706 энергии. Таким образом, электродные сегменты 510 можно снабжать энергией независимо друг от друга. Например, для каждого электродного сегмента 510 могут быть предусмотрены собственная сила тока и/или собственный потенциал, и, когда источник 701…706 энергии регулируется, они могут поддерживаться также при изменяющихся условиях процесса.
В другом, показанном на фиг. 10 примере измеряется напряжение между электродным сегментом 511 и подлежащим покрытию прессовальным листом 2 с помощью вольтметра 14, и снабжение 700 энергией уменьшается с помощью управляющего блока 1102 и/или подача тока к электродному сегменту 511 отключается с помощью приводимого в действие управляющим блоком 1102 переключателя 1200, когда обнаруживается падение указанного напряжения. Вольтметр 14 может быть выполнен, например, в виде аналого-цифрового преобразователя, который соединен с микроконтроллером, в который, например, интегрирован также управляющий блок 1102. Таким образом, можно обнаруживать электрический пробой между электродным сегментом 511 и прессовальным листом, а также уменьшать его разрушительное действие. Кроме того, возможно также активное прекращение пробоя с помощью указанных выше мер. Естественно, может быть предусмотрен общий управляющий блок для выполнения функций показанного на фиг. 7 управляющего блока 1101 и показанного на фиг. 10 управляющего блока 1102.
В другом варианте выполнения способа плазменного нанесения покрытия на прессовальный лист 2 на фиг. 11 лежащие у края электрода 409 сегменты 512 (изображены заштрихованными) находятся под более высоким потенциалом и/или настраиваются/регулируются на более высокую силу тока, чем лежащие внутри сегменты 512 (изображены белыми). Таким образом можно компенсировать уменьшение напряженности электрического поля в плазме, которое происходит при ориентированном параллельно прессовальному листу 2 пластинчатом электроде 409 (см. также фиг. 6), и/или прессовальный лист 2 может быть снабжен на своем крае более толстым слоем. А именно там прессовальные листы 2 обычно нагружаются максимально при изготовлении пластинчатых материалов.
Наконец, на фиг. 12 изображен схематично показанный пример, в котором электродные сегменты 510 соединены с источником 700 энергии через сопротивления 15. Таким образом, электродные сегменты 510 можно предпочтительно по-разному снабжать энергией лишь одним единственным источником 700 энергии посредством того, что предусмотрены различные сопротивления 15. Однако могут быть предусмотрены, естественно, также одинаковые сопротивления 15. Дополнительно к этому, значительно уменьшается вероятность возникновения электрического пробоя в плазме или, соответственно, значительно уменьшаются его последствия, поскольку сопротивления 15 препятствуют концентрированию электрической энергии лишь в одном электродном сегменте 510. Естественно, что показанную на фиг. 12 компоновку 103 можно применять также в комбинации с уже показанными компоновками. Например, вместо единственного источника 700 энергии может быть также предусмотрено множество источников энергии. Кроме того, например, также возможно, что между электродными сегментами 510 расположены другие, не изображенные сопротивления, например, поскольку электрод 408 выполнен, как показано на фиг. 3 и 4. Наконец, возможно также, что сопротивления 15 образованы посредством узких соединительных выводов 6, в частности, когда к электродным сегментам 510 необходимо направлять сравнительно большие токи.
В примерах выполнения показаны возможные варианты выполнения устройства 100…103 согласно изобретению для плазменного нанесения покрытия на подложку 2, при этом следует отметить, что изобретение не ограничивается специально показанными вариантами его выполнения, и возможны также различные комбинации отдельных вариантов выполнения друг с другом, и эти возможности варьирования на основании идеи технического решения по настоящему изобретению доступны для специалистов в данной области техники. Таким образом, все мыслимые варианты выполнения, которые возможны за счет комбинирования отдельных деталей показанных и описанных вариантов выполнения, входят в объем защиты данного изобретения.
В частности, следует отметить, что указанное устройство 100…103 в действительности может также содержать намного больше составляющих частей, чем показано. В частности, следует также отметить, что раскрытая идея хотя и является особенно предпочтительной в связи с прессовальным листом, однако может применяться без ограничений также для других подложек, таких как, например, инструменты для глубокой вытяжки, экструзии и в целом для штампов (пресс-форм).
В частности, представленные подложки 2 или, соответственно, прессовальные листы особенно пригодны для изготовления однослойных или многослойных пластинчатых материалов. В частности, под ними следует понимать термопласты и реактопласты, такие как, например, эпоксидные смолы, полиэфирные смолы и феноловые смолы, которые для повышенной износостойкости могут быть снабжены по меньшей мере на своей обращенной к прессовальному листу 2 поверхности частицами с твердостью по шкале Виккерса между 1000 и 1800 или же частицами корунда (Al2O3). Таким же образом можно изготавливать древесно-волокнистые материалы, такие как, например, древесно-стружечные плиты, древесно-волокнистые плиты средней плотности (MDF) и древесно-волокнистые плиты высокой плотности (HDF). В частности, эти древесные материалы для изготовления ламината можно покрывать слоями из пластмассы указанного вида и/или, соответственно, также бумагой. Кроме того, также армированные стекловолокном или армированные углеродным волокном пластмассы можно легко снабжать поверхностной структурой. Наконец, возможно также изготовление искусственного камня или, соответственно, «инженерного камня» (композитного материала из камня и смолы). В частности, при применении твердых камней, таких как, например, гранит, предпочтительным является большой срок службы раскрытых подложек 2 или, соответственно, прессовальных листов.
Для порядка следует в завершение отметить, что с целью лучшего понимания конструкции устройства 100…103 для плазменного нанесения покрытия на подложку 2 они или их составляющие части частично изображены без соблюдения масштаба и/или увеличенно и/или уменьшенно.
Положенная в основу самостоятельных изобретательских решений задача следует из описания.
Перечень позиций
100…103 Устройство для плазменного нанесения покрытия
2 Подложка (прессовальный лист)
3 Вакуумная камера
400…409 Электрод
500…512 Электродный сегмент
6 Соединительный вывод электрода
700…702 Источник энергии
8 Ввод газа
9 Перемычка
10 Выемка
1101, 1102 Управляющий блок
1201, 1202 Переключатель
1301, 1303 Группа электродных сегментов
14 Вольтметр
15 Сопротивление (активное).
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ УХОДА ЗА ПОЛОСТЬЮ РТА С ЖЕРТВЕННЫМ ЭЛЕКТРОДОМ | 2016 |
|
RU2741827C2 |
| ПЛАЗМЕННО-ИММЕРСИОННАЯ ИОННАЯ ОБРАБОТКА И ОСАЖДЕНИЕ ПОКРЫТИЙ ИЗ ПАРОВОЙ ФАЗЫ ПРИ СОДЕЙСТВИИ ДУГОВОГО РАЗРЯДА НИЗКОГО ДАВЛЕНИЯ | 2014 |
|
RU2695685C2 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ ПУТЕМ ЭЛЕКТРИЧЕСКОГО ВЗРЫВА ФОЛЬГИ (ВАРИАНТЫ) | 2013 |
|
RU2526334C1 |
| ЛАВИННЫЙ ФОТОДЕТЕКТОР | 2016 |
|
RU2641620C1 |
| МНОГОСЛОЙНЫЙ ДЕТЕКТОР И СПОСОБ ИЗМЕРЕНИЯ ПОТОКА ЭЛЕКТРОНОВ | 2006 |
|
RU2390041C2 |
| УСТРОЙСТВО ОПРЕДЕЛЕНИЯ ПОЛОЖЕНИЯ И СПОСОБ ОПРЕДЕЛЕНИЯ ПОЛОЖЕНИЯ УПАКОВОЧНОГО МАТЕРИАЛА С МАГНИТНОЙ МЕТКОЙ | 2006 |
|
RU2394207C2 |
| РЕНТГЕНОВСКИЙ АНОД | 2009 |
|
RU2540327C2 |
| УЗЕЛ ОФТАЛЬМОЛОГИЧЕСКОЙ ЛИНЗЫ СО ВСТРОЕННОЙ КОНСТРУКЦИЕЙ АНТЕННЫ | 2013 |
|
RU2621483C2 |
| ОСАЖДЕНИЕ ИЗ ПАРОВОЙ ФАЗЫ ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ С ПОГРУЖЕНИЕМ В ДУГОВУЮ ПЛАЗМУ НИЗКОГО ДАВЛЕНИЯ И ИОННАЯ ОБРАБОТКА | 2014 |
|
RU2662912C2 |
| УСТРОЙСТВО ДЛЯ СТАБИЛИЗАЦИИ КАТОДНОГО ПЛАЗМЕННОГО ПОТОКА | 2013 |
|
RU2529879C1 |
Изобретение относится к устройству (100…103) для плазменного нанесения покрытия на подложку (2), в частности прессовальный лист, и способу плазменного нанесения покрытия. Устройство содержит вакуумную камеру (3) и расположенный в ней электрод (400…409), который сегментирован, при этом каждый из электродных сегментов (500…512) имеет собственный соединительный вывод (6) для источника (700…702) электрической энергии. Размер электродного сегмента (500…512) выбран из условия обеспечения электрической энергии внутри электродного сегмента (500…512), не достаточной для электрического пробоя. При нанесении покрытия подложку (2) позиционируют напротив указанного электрода (400…409) и включают предназначенный электродному сегменту (500…512) электрода (400…409) источник (700…706) энергии. Вводят газ, который вызывает стимулированное плазмой химическое осаждение из газовой фазы на подложку (2). 6 н. и 19 з.п. ф-лы, 12 ил.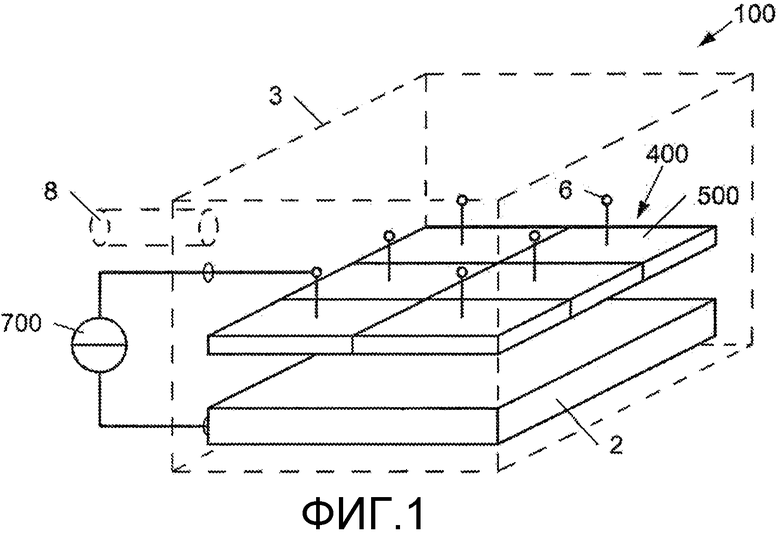
1. Устройство (100…103) для плазменного нанесения покрытия на прессовальный лист (2), содержащее вакуумную камеру (3) и расположенный в ней сегментированный электрод (400…409), который при нанесении покрытия ориентирован параллельно упомянутому прессовальному листу (2) и напротив его подлежащей покрытию стороны, причем электродные сегменты выполнены в виде решетки, и каждый из электродных сегментов (500…512) имеет собственный соединительный вывод (6) для соединения с источником (700…702) электрической энергии.
2. Устройство по п. 1, отличающееся тем, что отдельные электродные сегменты (501, 504, 505) изолированы друг от друга.
3. Устройство по п. 1, отличающееся тем, что отдельные электродные сегменты (502, 503) соединены друг с другом посредством узких перемычек (9) или заданных активных сопротивлений, соответственно.
4. Устройство по п. 1, отличающееся тем, что отдельные электродные сегменты (510) посредством узких перемычек или заданных активных сопротивлений, соответственно, соединены с по меньшей мере одним источником (700) энергии.
5. Устройство по п. 1, отличающееся тем, что оно содержит регулируемые независимо друг от друга источники (701, 702) энергии, которые через упомянутые соединительные выводы (6) соединены с электродными сегментами (500…512).
6. Устройство по п. 5, отличающееся тем, что каждый электродный сегмент (510) соединен с соответствующим источником (701…706) энергии, который является регулируемым независимо от остальных источников (701…706) энергии.
7. Устройство по п. 5, отличающееся тем, что оно содержит управляющий блок (1101), который приспособлен для переключения источника (701, 702) энергии попеременно на соответствующий электродный сегмент (508) группы (1301, 1302) электродных сегментов (508), а соединительных выводов (6) остальных электродных сегментов (508) этой группы (1301, 1302) - в изолированное от упомянутого первым электродного сегмента (508) разомкнутое состояние.
8. Устройство по любому из пп. 1-7, отличающееся тем, что площадь электродного сегмента (500…512) меньше или равна 1 м2.
9. Устройство по любому из пп. 1-7, отличающееся тем, что источники (700…706) энергии выполнены в виде источников тока.
10. Устройство по п. 9, отличающееся тем, что максимальная сила тока для каждого электродного сегмента (500…512) меньше или равна 150 А.
11. Устройство по любому из пп. 1-7, отличающееся тем, что электрод (405) в своей краевой зоне изогнут в направлении к подлежащему покрытию прессовальному листу (2).
12. Способ плазменного нанесения покрытия на прессовальный лист (2), включающий этапы: а) расположения подлежащего покрытию прессовального листа (2) в вакуумной камере (3) напротив расположенного в вакуумной камере (3) сегментированного электрода (400…409), сегменты которого выполнены в виде решетки, и параллельной ему ориентацией,
b) включения по меньшей мере одного предназначенного электродному сегменту (500…512) электрода (400…409) источника (700…706) энергии, и
c) введения газа, который вызывает стимулированное плазмой химическое осаждение из газовой фазы на заготовку прессовального листа (2).
13. Способ по п. 12, отличающийся тем, что соответствующий источник (701…706) энергии для каждого электродного сегмента (500…512) включают и регулируют независимо от остальных источников (701…706) энергии.
14. Способ по п. 12, отличающийся тем, что источник (701, 702) энергии попеременно переключают на соответствующий электродный сегмент (508) группы (1301, 1302) электродных сегментов (508), а соединительные выводы (6) остальных электродных сегментов (508) этой группы (1301, 1302) переключают в изолированное от упомянутого первым электродного сегмента (508) разомкнутое состояние.
15. Способ по п. 14, отличающийся тем, что расположенные аналогично белым полям шахматной доски электродные сегменты (509) и расположенные аналогично черным полям шахматной доски электродные сегменты (509) попеременно снабжают электрической энергией.
16. Способ по любому из пп. 12-15, отличающийся тем, что измеряют напряжение между электродным сегментом (511) и подлежащим покрытию прессовальным листом (2), и снабжение энергией уменьшают или выключают, когда обнаруживается падение упомянутого напряжения.
17. Способ по любому из пп. 12-15, отличающийся тем, что на расположенные у края электрода (409) электродные сегменты (512) подают более высокий потенциал, чем на расположенные внутри электродные сегменты (512).
18. Способ по любому из пп. 12-15, отличающийся тем, что на расположенных у края электрода (409) электродных сегментах (512) устанавливают более высокую силу тока, чем на расположенных внутри электродных сегментах (512).
19. Способ изготовления одно- или многослойных пластинчатых материалов, в частности пластмасс, древесных материалов и ламинатов с бумажным покрытием и без него, включающий использование прессовального листа (2) и проведение следующих этапов:
a) расположения подлежащего покрытию прессовального листа (2) в вакуумной камере (3) напротив расположенного в вакуумной камере (3) сегментированного электрода (400…409), сегменты которого выполнены в виде решетки, и параллельной ему ориентацией,
b) включения по меньшей мере одного предназначенного электродному сегменту (500…512) электрода (400…409) источника (700…706) энергии, и
c) введения газа, который вызывает стимулированное плазмой химическое осаждение из газовой фазы на заготовку прессовального листа (2).
20. Способ по п. 19, отличающийся тем, что площадь изготавливаемых плит больше или равна 1 м2.
21. Способ по п. 19 или 20, отличающийся тем, что на поверхности прессовального листа (2) выполнена зона, содержащая частицы с твердостью по шкале Виккерса между 1000 и 1800.
22. Способ по п. 19 или 20, отличающийся тем, что на поверхности прессовального листа (2) выполнена зона, содержащая корунд или оксид алюминия Al2O3, соответственно.
23. Применение устройства (100…103) для плазменного нанесения покрытия на прессовальный лист (2) по любому из пп. 1-11 для получения покрытия на инструменте для глубокой вытяжки.
24. Применение устройства (100…103) для плазменного нанесения покрытия на прессовальный лист (2) по любому из пп. 1-11 для получения покрытия на инструменте для экструзии.
25. Применение устройства (100…103) для плазменного нанесения покрытия на прессовальный лист (2) по любому из пп. 1-11 для получения покрытия на штампе.
| US2003052085A1, 20.03.2003 | |||
| DE4443608C1, 21.03.1996 | |||
| JP2012134320A,12.07.2012 | |||
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЙ В ВАКУУМЕ, УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ПОКРЫТИЙ В ВАКУУМЕ, СПОСОБ ИЗГОТОВЛЕНИЯ УСТРОЙСТВА ДЛЯ ПОЛУЧЕНИЯ ПОКРЫТИЙ В ВАКУУМЕ | 1989 |
|
RU2176681C2 |
| СПОСОБ НАНЕСЕНИЯ МЕТАЛЛИЧЕСКОГО ПОКРЫТИЯ НА ДИЭЛЕКТРИЧЕСКУЮ ПОДЛОЖКУ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2285742C2 |

