Изобретение относится к области получения покрытий из металлов, сплавов, диэлектриков, полупроводников, сверхпроводников и может быть использовано в технической физике, электронной, космической и атомной технике, а также в машиностроительной и оптической промышленности.
Целью изобретения является повышение качества многокомпонентных покрытий и расширение технологических возможностей.
Способ получения покрытий в вакууме осуществлялся с помощью устройств, конструкции которого представлены на фиг. 1-32, а способ изготовления устройства представлен на фиг. 25-32.
На фиг. 1 схематично показана конструкция импульсного генератора плазмы на основе вакуумной дуги постоянного тока с лазерным блоком поджига; на фиг. 2 изображено устройство для получения покрытий с винтовым плазмоводом и дополнительным винтовым корпусом; на фиг. 3 изображен винтовой плазмовод; на фиг. 4 представлен идеальный профиль внутренней поверхности плазмовода; на фиг. 5 - реальный профиль внутренней поверхности плазмовода; на фиг. 6 приведен другой вид профиля внутренней поверхности корпуса плазмовода; на фиг. 7 представлен профиль внутренней поверхности корпуса плазмовода и распределение потенциала Uсмт при условии tп > lленгм; на фиг. 8 - то же, но при условии tп < lленгм; на фиг. 9 схематично показана конструкция устройства с плазмооптической системой в виде эквидистантных винтовых плазмоводов с камерой смешения; на фиг. 10 представлено поперечное сечение по А-А фиг. 9; на фиг. 11 приведена схема для определения минимальных радиальных габаритов устройства (сечение плоскостью, перпендикулярной винтовой оси винтового цилиндра в системе N многозаходных винтовых плазмоводов); на фиг. 12 приведена развертка цилиндрической поверхности прямого цилиндра, проходящего через винтовые оси системы N многозаходных винтовых плазмоводов (схема определения минимальных продольных габаритов устройства); на фиг. 13 схематично приведена конструкция сепаратора ионов по поперечным импульсам (продольное сечение); а на фиг. 14 - конструкция сепаратора ионов по поперечным импульсам (поперечное сечение); на фиг. 15 представлено устройство для нанесения покрытий в виде двух идентичных симметрично расположенных устройств с противоположным кручением эквидистантных многозаходных винтовых плазмоводов и с согласным включением их соленоидов; на фиг. 16 приведено устройство для осаждения покрытий на большие площади; на фиг. 17 показано поперечное сечение камеры осаждения; на фиг. 18 представлена конструкция генератора плазмы с электромеханической системой в блоке лазерного поджига, а также диаграммы расширения плазмы рабочего вещества с двумя зонами ωeτei < 1 и ωeτei > 1 и распределения магнитных потоков ФК, ФА и ФТ; на фиг. 19 схематично изображена топология магнитного поля  области стыковки соленоида анода и винтового соленоида, а также вариант изменения ФА при регулировании расстояния lАП между ними; на фиг. 20 схематично изображена топология магнитного поля
области стыковки соленоида анода и винтового соленоида, а также вариант изменения ФА при регулировании расстояния lАП между ними; на фиг. 20 схематично изображена топология магнитного поля  в области стыковки соленоида анода и винтового соленоида, а также вариант изменения ФА при изменении плотности намотки в области торцевой рабочей поверхности; на фиг. 21 представлена конструкция устройства с плазмооптической системой в виде эквидистантных многозаходных винтовых цилиндров с камерой смешения со стороны выходных торцов и соленоидов, расположенных с тыльной стороны подложки; на фиг. 22 представлено устройство для получения многокомпонентных пленок в виде винтового плазмовода с камерой смешения на входном торце. На фиг. 23 схематично показана элементарная ячейка слоистого высокотемпературного сверхпроводника Y1Ba2C3O7; на фиг. 24 - временная диаграмма формирования как элементарной ячейки, так и тонкой пленки данного сверхпроводника. (Для фиг. 23 направление роста пленки совпадает с кристаллографической осью с; dc - размер элементарной ячейки в направлении с; В - подрешетка ВаС; А - подрешетка У; на фиг. 25 схематично изображен корпус тороидального плазмовода, на фиг. 26 - способ его изготовления (прототип); на фиг. 27 и 28 - то же, но для корпуса винтового плазмовода (предлагаемый способ), а на фиг. 29 - схема расчета расстояния lК между нормалями последовательных К сечений прямой трубы, а также схема расчета угла поворота γк между двумя последовательными сечениями сегмента; на фиг. 30 схематично показан корпус камеры смешения для N = 2 источников плазмы в плоскости осей выходного и входного сегмента; на фиг. 31 схематически показан вид сбоку на камеру смешения в плоскости, перпендикулярной плоскости осей выходного и входного сегмента; на фиг. 32 схематично показан вид сверху на камеру смешения в плоскости, перпендикулярной оси выходного сегмента.
в области стыковки соленоида анода и винтового соленоида, а также вариант изменения ФА при изменении плотности намотки в области торцевой рабочей поверхности; на фиг. 21 представлена конструкция устройства с плазмооптической системой в виде эквидистантных многозаходных винтовых цилиндров с камерой смешения со стороны выходных торцов и соленоидов, расположенных с тыльной стороны подложки; на фиг. 22 представлено устройство для получения многокомпонентных пленок в виде винтового плазмовода с камерой смешения на входном торце. На фиг. 23 схематично показана элементарная ячейка слоистого высокотемпературного сверхпроводника Y1Ba2C3O7; на фиг. 24 - временная диаграмма формирования как элементарной ячейки, так и тонкой пленки данного сверхпроводника. (Для фиг. 23 направление роста пленки совпадает с кристаллографической осью с; dc - размер элементарной ячейки в направлении с; В - подрешетка ВаС; А - подрешетка У; на фиг. 25 схематично изображен корпус тороидального плазмовода, на фиг. 26 - способ его изготовления (прототип); на фиг. 27 и 28 - то же, но для корпуса винтового плазмовода (предлагаемый способ), а на фиг. 29 - схема расчета расстояния lК между нормалями последовательных К сечений прямой трубы, а также схема расчета угла поворота γк между двумя последовательными сечениями сегмента; на фиг. 30 схематично показан корпус камеры смешения для N = 2 источников плазмы в плоскости осей выходного и входного сегмента; на фиг. 31 схематически показан вид сбоку на камеру смешения в плоскости, перпендикулярной плоскости осей выходного и входного сегмента; на фиг. 32 схематично показан вид сверху на камеру смешения в плоскости, перпендикулярной оси выходного сегмента.
Устройство для получения покрытий в вакууме содержит импульсные генераторы плазмы твердых веществ, каждый из которых содержит подключенные к емкостному накопителю 1 шинами 2, образующими цепь разряда, полый анод 3 и размещенный внутри анода расходуемый катод 4 с торцевой рабочей поверхностью 5, блок поджига 6 разряда, соленоид 7, охватывающий анод, и примыкающий к выходному торцу анода криволинейный плазмовод, выполненный в виде полого корпуса 8 (фиг. 2, 9, 15, 16), подключенного к емкости Сп 9 (фиг. 2), цепи смещения и катушки 10 (фиг. 9, 15-16, 19-22), размещенной на корпусе с резьбовым профилем 11 (фиг. 2, 4- 9, 14, 19-22) на внутренней поверхности.
Узел поджига 6 в генераторах плазмы (фиг. 1, 18) содержит расположенные на оптической оси лазерный излучатель 14, ориентированный к торцевой рабочей поверхности 5 катода 4, окно 15 ввода лазерного излучения, фокусирующую линзу 16, размещенную между окном 15 ввода излучения и лазерным излучателем 14, а также диафрагму 17, расположенную на оптической оси между торцевой рабочей поверхностью 5 катода (мишени) 4 и окном ввода лазерного излучения на расстоянии, равном фокусному расстоянию линзы, а также подвижный в продольном направлении прозрачный экран 18 (фиг. 1), закрепленный в механизме подачи, перемещаемом приводом 19 перемещения катода 4.
Во втором варианте исполнения, в области между диафрагмой 17 и окном 15 ввода располагают нормально открытую заслонку 12 в виде рычага с возвратной пружиной 13. Меньший рычаг заслонки подсоединен к якорю электромагнитной системы, включающей магнитопровод 20 и две катушки 21 и 22. Одна из катушек включена последовательно в цепь 23 разряда ламп накачки излучателя 14, а вторая - согласно с первой и последовательно в цепь разряда к шинам 2 генератора плазмы.
Внутри основного винтового корпуса расположен, по крайней мере, один дополнительный корпус 25 (фиг. 2), внешняя и внутренняя поверхности которого профилированы аналогично основному корпусу плазмовода, а также параллельны ему в каждой точке поперечного сечения.
Одним из вариантов устройства для получения многокомпонетных потоков плазмы твердых веществ (фиг. 9) содержит три генератора плазмы Г1, Г2 и Г3, снабженных винтовыми плазмоводами с соленоидами 10, размещенными на полых корпусах 8 плазмоводов, выполненных в виде эквидистантных многозаходных винтовых цилиндров, подсоединенных к камере смешения 26 (фиг. 9, 21), содержащей соленоиды (на чертеже не показаны) и автономные источники питания генераторов плазмы в виде емкостных накопителей Сн и емкостного накопителя потенциала смещения корпуса камеры смешения и корпусов плазмоводов (на чертеже не показан).
Камера смешения 26 является продолжением плазмоводов, при этом ее корпус образован совмещением одного торца прямого выходного цилиндра и N входных прямых, так что оси входных цилиндров проходят вдоль образующих конуса, обращенного вершиной к выходному торцу камеры смешения. Причем каждый из входных цилиндров охвачен соленоидом, а выходной цилиндр охвачен N (N=!3) соленоидами, образуя магнитную систему камеры смешения, каждая из обмоток соленоида входного цилиндра подключена согласно к одной из обмоток N соленоидов выходного цилиндра и в магнитную систему устройства.
С тыльной стороны подложки взаимно соосно и соосно N соленоидам выходного цилиндра камеры смешения расположены N(N=3) соленоидов, обмотки которых включены согласно и последовательно в магнитную систему устройства, при этом длина и диаметр соленоидов равен длине и диаметру соленоидов выходного цилиндра камеры смешения.
К выходному торцу плазмовода (или камеры смешения) соосно примыкает сепаратор ионов по импульсам (фиг. 13-15), включающий проводящие стенки 27, образующие продольные каналы, перпендикулярно продольным каналам расположена подложка 28, подключенная к источнику смещения подложки (не показано), причем подложка и проводящие каналы окружены соленоидом 29, силовые линии магнитного поля которого параллельны стенкам каналов и перпендикулярны подложке.
При этом устройство для получения покрытий содержит N = 3 соленоидов 31 с тыльной стороны подложки (см. фиг. 21) или два аналогичных устройства (см. фиг. 14), если их количество больше двух (см. фиг. 15), расположенных симметрично относительно плоскости подложки 28, причем направления кручения системы многозаходных винтовых плазмоводов в противолежащих устройствах противоположны, соленоиды 10 плазмоводов включены согласно, а величина расстояния LП∥ в камере осаждения 30 (фиг. 15, 16, 21) (подложка - выходные торцы устройств) во втором случае определяется из неравенства LП∥ ≥ VПЛ∥•τП , где VПЛ∥ - продольная скорость потоков плазмы, τП - время радиальной релаксации плотности плазмы.
Устройство работает следующим образом. Заряжают источник 1 питания генератора плазмы до напряжения ~600 В (суммарная энергия ~103 Дж), которое прикладывается к аноду 2 и катоду 3 (расходуемой мишени). Затем блок синхронизации по заданной программе согласно распределению веществ в элементарной ячейке вещества задает режим синхронизации поджига разрядов, а также напуска реактивного газа (см. фиг. 23). Подают рабочее напряжение на лазерный излучатель, в результате чего генерируется импульс лазерного излучения длительностью ~ 20 нс и энергией 10-1 Дж в направлении оптической оси. Лазерное излучение фокусируют линзой 16, затем вводят в генератор плазмы (в область торцевой рабочей поверхности расходуемой мишени) через окно 15, прозрачный экран 13 и диафрагму 17, для взаимодействия с материалом мишени. Из этой зоны в межэлектродный зазор инжектируется поток лазерной плазмы и возбуждается импульсный вакуумно-дуговой разряд постоянного тока катодной формы. Продукты эрозии мишени (капельная фаза, ионизированная и нейтральная компоненты) истекают через выходной торец анода в область транспортирования. Процесс зарядки емкостного накопителя 1, поджига разряда и его горения задается блоком синхронизации. В ходе технологического процесса торцевая рабочая поверхность 5 мишени 4 вырабатывается. По мере выработки зона воздействия лазерного излучения перемещается по торцевой рабочей поверхности мишени. Расходуемый катод 4 по мере его выработки периодически перемещают в продольном направлении механизмом подачи 19 к выходному торцу генератора. Таким образом, путем периодической подачи расходуемого катода поддерживается исходная геометрия межэлектродного зазора. По мере транспортирования потоков плазмы в плазмоводах они сепарируются от капельной фазы и высокоэнергетичных ионов и поступают в камеру смешения, где они смешиваются и в виде многокомпонентного потока плазмы заданного химического состава поступают в область конденсации (на подложку) через выходной торец камеры смешения. При осаждении на профилированные подложки после смешения потоки транспортируются через продольные каналы сепаратора ионов плазмы по поперечным импульсам, а затем конденсируются.
Возможны три варианта реализации способа во времени: синхронное (являющееся, собственно, смешением) или асинхронное возбуждение пространственно разделенных вакуумно-дуговых разрядов, а также сочетание этих режимов.
В способе получения покрытий в вакууме возможны два варианта смешения по критерию исходного фазового состояния: смешиваются только твердофазные вещества или твердофазные и газообразные вещества. Последний вариант реализуется за счет напуска реактивного газа (O2;N2) в область генерирования импульсно и синхронно с возбуждением вакуумных дуг.
Наличие в области смешения магнитного поля  обусловливает два возможных режима реализации смешения. В первом случае (ri < Dс) наблюдается однородное радиальное распределение химических элементов (ионов) в области смешения (и покрытии). Во втором случае (ri <Dс) смешение затруднено, так как ограничено магнитным полем радиальное перемещение ионов, ситуация аналогична, если λii < Dc. В варианте (когда ri>Dс) возможны два случая его реализации. В первом случае сначала смешивают многофазные потоки плазмы, а затем многофазный и многокомпонентный поток плазмы сепарируется путем транспортирования в криволинейной (винтовой) плазмооптической системе. Подобная последовательность операций не исключает массообмен по капельной фазе между пространственно разделенными вакуумными разрядами (с катодами различного химического состава каждого смешиваемого потока, а следовательно, и покрытия. Во втором случае исходные многофазные потоки сначала сепарируют от капельной фазы, а затем смешивают, что исключает массообмен по капельной фазе между пространственно разделенными вакуумными разрядами (катодами), поэтому химический состав покрытия будет определяться однозначно величинами зарядов, протекающих в каждом из разрядов - следовательно, второй случай является оптимальным, что, в сущности, обусловлено различной геометрической вероятностью р пролета капельной фазы вдоль профилированной поверхности, ограничивающей зону транспортирования. В способе величина эродирующей массы единичного импульса в импульсном дуговом разряде определяется равенством: M= k•q где k - коэффициент эрозии, q - заряд, протекающий в цепи разряда. Так как q = C•U, то эродируемой массой можно управлять как изменением емкости С, так и напряжением U в широких пределах, что позволяет при наличии нескольких пространственно-разделенных вакуумных дуг и временной последовательности их возбуждения формировать в одном цикле элементарную ячейку со сложной структурой, а многократное повторение таких циклов позволяет формировать пленку заданной толщины без существенных структурных неоднородностей в направлении роста. Таким образом состав покрытия в способе задают пространственным разделением вакуумных дуг и регулированием режима их синхронизации на этапе возбуждения, а также регулированием величины заряда электричества, протекшего в разряде за счет изменения напряжения и емкости, причем возбуждение вакуумных дуг осуществляют циклически во времени синхронно или последовательно путем инжекции лазерной плазмы, транспортирование осуществляют в пространственно разделенных областях, а их смешение в области пространственного совмещения магнитных полей областей транспортирования, при этом состав многокомпонентного покрытия задают из условия NA/NB/NC=KAtA CHAUA/KBtBCHBUB/KCtCCHCUC, где NA, NB, NC - концентрация химических элементов A, B, C в многокомпонентном покрытии, KA, KB, KC - коэффициент эрозии плазмообразующих веществ A, B, C, tA, tB, tC - коэффициент транспортирования потоков плазмы A, B, C, CHA, CHB, CHC..., UA, UB, UC - величины емкости (Ф) и изменений напряжения (В) емкостных накопителей, причем последовательность импульсов задают, исходя из порядка расположения подрешеток (слоев) формируемой кристаллической элементарной ячейки слоистого вещества покрытия (например, сверхпроводника (сэндвич- структуры), число импульсов плазмы nA, nB ... в последовательности для каждой подрешетки (слоя) определяют из выражения
обусловливает два возможных режима реализации смешения. В первом случае (ri < Dс) наблюдается однородное радиальное распределение химических элементов (ионов) в области смешения (и покрытии). Во втором случае (ri <Dс) смешение затруднено, так как ограничено магнитным полем радиальное перемещение ионов, ситуация аналогична, если λii < Dc. В варианте (когда ri>Dс) возможны два случая его реализации. В первом случае сначала смешивают многофазные потоки плазмы, а затем многофазный и многокомпонентный поток плазмы сепарируется путем транспортирования в криволинейной (винтовой) плазмооптической системе. Подобная последовательность операций не исключает массообмен по капельной фазе между пространственно разделенными вакуумными разрядами (с катодами различного химического состава каждого смешиваемого потока, а следовательно, и покрытия. Во втором случае исходные многофазные потоки сначала сепарируют от капельной фазы, а затем смешивают, что исключает массообмен по капельной фазе между пространственно разделенными вакуумными разрядами (катодами), поэтому химический состав покрытия будет определяться однозначно величинами зарядов, протекающих в каждом из разрядов - следовательно, второй случай является оптимальным, что, в сущности, обусловлено различной геометрической вероятностью р пролета капельной фазы вдоль профилированной поверхности, ограничивающей зону транспортирования. В способе величина эродирующей массы единичного импульса в импульсном дуговом разряде определяется равенством: M= k•q где k - коэффициент эрозии, q - заряд, протекающий в цепи разряда. Так как q = C•U, то эродируемой массой можно управлять как изменением емкости С, так и напряжением U в широких пределах, что позволяет при наличии нескольких пространственно-разделенных вакуумных дуг и временной последовательности их возбуждения формировать в одном цикле элементарную ячейку со сложной структурой, а многократное повторение таких циклов позволяет формировать пленку заданной толщины без существенных структурных неоднородностей в направлении роста. Таким образом состав покрытия в способе задают пространственным разделением вакуумных дуг и регулированием режима их синхронизации на этапе возбуждения, а также регулированием величины заряда электричества, протекшего в разряде за счет изменения напряжения и емкости, причем возбуждение вакуумных дуг осуществляют циклически во времени синхронно или последовательно путем инжекции лазерной плазмы, транспортирование осуществляют в пространственно разделенных областях, а их смешение в области пространственного совмещения магнитных полей областей транспортирования, при этом состав многокомпонентного покрытия задают из условия NA/NB/NC=KAtA CHAUA/KBtBCHBUB/KCtCCHCUC, где NA, NB, NC - концентрация химических элементов A, B, C в многокомпонентном покрытии, KA, KB, KC - коэффициент эрозии плазмообразующих веществ A, B, C, tA, tB, tC - коэффициент транспортирования потоков плазмы A, B, C, CHA, CHB, CHC..., UA, UB, UC - величины емкости (Ф) и изменений напряжения (В) емкостных накопителей, причем последовательность импульсов задают, исходя из порядка расположения подрешеток (слоев) формируемой кристаллической элементарной ячейки слоистого вещества покрытия (например, сверхпроводника (сэндвич- структуры), число импульсов плазмы nA, nB ... в последовательности для каждой подрешетки (слоя) определяют из выражения
где ρА,В,С - плотность наносимого вещества (химического элемента) А, В, С в покрытии, кг/м3; Sт - площадь поперечного сечения А, В, С области транспортирования (смешения), м2; dA,B,C - толщина подрешетки (слоя) А, В, С в элементарной ячейке (сэндвич- структура), м; qA,B,C - заряд, протекший в цепи разряда, Кл, а число циклов m последовательности импульсов плазмы определяются из равенства dя•m= l, где dя - размер элементарной ячейки (сэндвич-структуры) в направлении роста покрытия, м; l - толщина покрытия (сэндвич-структуры), м.
Объемный механизм роста не обеспечивает условий для формирования слоистых структур вследствие того, что высота зародыша больше монослоя (подрешетки). Данный механизм способствует хаотическому распределению элементов состава слоистой структуры. При двухмерном (плоском) росте пленки (один, максимум три атома - один зародыш) выполняются все условия для формирования пленок со слоистой структурой и они могут быть обеспечены двумя характеристиками конденсируемой среды: плотностью и кинетической энергией ионов. Плотность конденсируемых частиц в импульсном режиме возрастает на 3-6 порядков, что в свою очередь обеспечивает уменьшение размера критического зародыша приблизительно в 3-6 раз.
Такое увеличение плотности пара (конденсируемой среды) обеспечивает повышение в 103 - 106 раз вероятности взаимодействия ион - трехмерный зародыш, в результате чего происходит разрушение последнего, так как энергия связи адатомов в зародыше в направлении роста (доли - единицы эВ) существенно меньше кинетической энергии адсорбирующихся ионов (десятки эВ). Все это в совокупности обеспечивает формирование пленок со слоистой структурой на уровне монослоя.
Однако избыточная энергия ионов может нарушить качественные характеристики покрытия. Образование радиационных дефектов на поверхности конденсации присуще всем плазменным методам конденсации и обусловлено наличием у доли ионной компоненты энергии большей, чем энергия (Wдеф) образования дефекта на поверхности конденсации. В способе имеются два источника радиационных дефектов: на этапе поджига - лазерная плазма и на этапе генерирования - плазма вакуумной дуги. Для устранения влияния этих источников необходимо перед конденсацией отсепарировать из плазмы ионы, энергия которых больше, чем энергия дефектообразования, и оставить ионы, для которых выполняется обратное соотношение. Максимальная энергия в данном способе определяется двумя факторами: во-первых, величиной потенциала на стенку, ограничивающей область транспортирования и, во-вторых, величиной потенциала смещения Uсм.п поверхности конденсации (подложки), которая зависит от электропроводности подложки.
Возможны два случая, когда подложка выполнена из диэлектрика или полуизолирующего полупроводника или подложка выполнена из металла или высоколегированного полупроводника.
В первом случае не представляется возможным регулировать величину Uсм.п с целью ограничения максимальной энергии иона в области конденсации, так как на диэлектрической подложке устанавливается плавающий потенциал, равный (eUсм.п≃ 5Te). Следовательно, ограничение максимальной энергии конденсируемого иона возможно только за счет изменения величины потенциала на стенке, ограничивающей зону транспортирования, т.е. eUсм.т + 5Te) <Wдеф. Во втором случае можно изменять и величину Uсм.п, подавая положительный или отрицательный потенциал смещения так, чтобы eUсм.т±eUсм.п•Z<Wдеф.
Аналогичны рассмотренным случаи, если конденсируемая пленка - диэлектрик или полуизолирующий полупроводник, металл или высоколегированный полупроводник. На этапе транспортирования необходимо обеспечить выход всех ионов плазмы (лазерной и вакуумной дуги) к стенке корпуса плазмовода, где они будут отсепарированы по энергиям на потенциальном барьере Uсм.т. Если их энергия превышает величину потенциального барьера, то эта часть ионов уходит на стенку, а оставшаяся часть, для которой выполняется обратное соотношение, выходит в область конденсации. Выход всех ионов к потенциальному барьеру наблюдается в том случае, если выполняются два условия: во-первых, если λii > DT в противном случае (если λii < DT) ион за счет столкновений в области транспортирования минует поверхность области транспортирования. Второе необходимое условие энергетической сепарации ионов наблюдается, если ri>Dт. В противном случае (если ri<Dт) за счет замагниченности ионной компоненты в объеме области транспортирования все ионы минуют поверхность области транспортирования. Указанная неравновесность в распределении сохраняется на длине свободного пробега иона λii, поэтому поверхность конденсации устанавливают на расстоянии Lк, меньшем длины свободного пробега ионов (Lк < λii) . В противном случае (если Lк > λii) за счет ион-ионных столкновений неравновесность устраняется и в потоке плазмы появляются вновь высокоэнергетичные ионы.
Исходный химический состав плазмообразующего вещества может изменяться вследствие ряда причин, которые в свою очередь определяются компонентным составом рабочего вещества. Так, исходный состав однокомпонентного плазмообразующего вещества изменяется вследствие, во-первых, использования материала поджигающих электродов с химическим составом, отличным от химического состава материала катода (на этапе возбуждения основного разряда), во-вторых, развитием анодной тепловой неустойчивости как на этапе генерирования плазмы, так и на этапе ее транспортирования и смешения. Вследствие своеобразного кругооборота привнесенной примеси (образование ---> конденсация на подложке и на других элементах конструкции ---> реиспарение с этих элементов конструкции) она должна быть устранена на каждом этапе, в противном случае, примесь неизбежно появится на всех этапах способа, а также в тонкой пленке конденсата на подложке.
Изменение химического состава покрытия на этапе поджига можно свести к минимуму путем применения лазерного поджига.
В лазерном поджиге имеется ряд причин, обусловливающих привнесенные химические примеси. Первая вызвана процессом самоочищения (регенерации прозрачности) рабочей поверхности окна оптического ввода от продуктов конденсации компонент плазмы вакуумной дуги (капельной фазы, ионизованной и нейтральной компоненты).
Кроме того, уровень химической чистоты в генераторе плазмы твердых веществ с лазерным поджигом может нарушаться вследствие эрозии материала анода, корпуса плазмовода при условии частичного отражения на анод (корпус плазмовода) лазерного излучения от торцевой рабочей поверхности катода.
Возможен другой вариант изменения химического состава многокомпонентного рабочего вещества, обусловленный длительностью τл этапа поджига, так как возможны два предельных варианта: τл ≪ τг и τл ≥ τг. В случае τл ≥ τг происходит локализация катодных пятен в зоне взаимодействия лазерного излучения с торцевой рабочей поверхностью, что обусловливает локализацию тепловых источников (лазерное излучение, катодные пятна) перекрытие их изотерм плавления и образование зоны сплошного оплавления (избыток жидкой фазы), что стимулирует процесс возгонки легкоплавких компонент рабочего вещества, а также увеличивает энергозатраты на возбуждение. Таким образом, наиболее оптимален при возбуждении режим τл ≪ τг модулированной добротности, когда выполняется условие  , где α - коэффициент поглощения, a - температуропроводность рабочего вещества.
, где α - коэффициент поглощения, a - температуропроводность рабочего вещества.
Другим источником примеси в способе является тепловая анодная неустойчивость, которая имеет место вследствие неоднородного распределения электрического поля вблизи микронеоднородностей поверхностей элементов конструкции (анода, корпуса плазмовода, корпуса камеры смешения при lленг.>hн (где lленг. - величина слоя Ленгмюра, hн - высота неоднородностей) происходит пространственное перераспределение токопереноса из плазмы на их поверхности за счет локального увеличения электрического поля, что обусловливает высокую неоднородность тепловых источников и их локализацию в области указанных неоднородностей. Вследствие затрудненного теплоотвода с микронеровностей при hн>dн (где hн и dн - высота и диаметр микронеровностей элементов конструкции соответственно) они подвергаются интенсивному тепловому воздействию, аккумулируя энергию, и за время развития тепловой анодной неустойчивости оплавляются (взрываются), создавая поток примеси.
Таким образом, чтобы снизить уровень примеси из области генерирования, обусловленной тепловой анодной неустойчивостью, необходимо свести к минимуму анодный скачок потенциала ΔUa (т.е. ΔUа)=0), или ограничивать время генерирования потока плазмы ( τг ) условием τг < τт.ан где τT.АН -время развития тепловой анодной неустойчивости. Первый вариант ( ΔUа = 0) неприемлем в способе, так как вблизи анода отсутствует потенциальный барьер и ионы уходят на анод, снижая эффективность генерирования плазмы. Поэтому Δ Uа>0 и составляет по величине несколько значений ионных температур, а устранение примеси на этапе генерирования достигается ограничением его длительности.
Для уменьшения примесей из области транспортирования (внутренняя поверхность корпуса плазмовода) в случае тепловой анодной неустойчивости не представляется возможным выполнить условие Uсм.т = 0 (так как для повышения эффективности транспортирования потока плазмы (ионов) по плазмоводу на его корпус всегда подается положительный потенциал смещения Uсм.т >0, равный по величине нескольким значениям ионных температур), поэтому необходимо ограничивать время транспортирования τT условием τТ< τТ.АН.
Характер образования привнесенных химических примесей на этапе смешения потоков плазмы (в камере смешения) аналогичен характеру образования химических примесей на этапе транспортирования (в плазмоводе), поэтому условие их отсутствия можно записать: τС< τТ.АН.С, где τС - время смешения потоков плазмы.
Применение в качестве плазмообразующего многокомпонентного вещества обусловливает, кроме тепловой анодной неустойчивости, еще ряд причин нарушения состава, присущих принципиально только такого рода плазмообразующему веществу и которые (причины) наблюдаются на всех этапах способа.
На этапе генерирования потока многокомпонентной плазмы имеется механизм, обусловливающий изменение химического состава непосредственно в области плазмообразования - катодных пятнах вакуумной дуги, различающихся временем жизни. С точки зрения изменения химического состава в плазме многокомпонентного рабочего вещества катодные пятна неравнозначны, так как фракционная возгонка легкоплавких компонентов плазмообразующего вещества наиболее эффективно происходит в ассоциациях (группа катодных пятен второго рода). "Технологическими" катодными пятнами являются пятна второго рода, так как энергетический спектр их ионов более оптимален Wi<Wдеф, поэтому длительность разряда определяется из условия τГ≤ τII, где τII - время жизни катодных пятен второго рода. Последнее обстоятельство, кроме снижения уровня фракционной возгонки легкоплавких компонент вещества, способствует снижению уровня капельной фазы, генерируемой из катодных пятен, вследствие меньших объемов жидкой фазы в области плазмообразования.
На этапе транспортирования, в случае многокомпонентных потоков плазмы, имеется ряд механизмов, обусловливающих изменение химического состава вследствие наличия в плазме ионов химических элементов с различными массами Mi, mi, а также различия в кратности ионизации (Z=! 1, 2, 3...) ионов, где Mi, mi - масса тяжелого и легкого ионов соответственно. Наличие в способе криволинейного и неоднородного магнитного поля  , а также скрещенного с ним электрического поля
, а также скрещенного с ним электрического поля  может стать причиной пространственного перераспределения ионов в многокомпонентном потоке по их массам Mi, mi и кратности ионизации (Z) даже при наличии в исходном потоке после этапа генерирования пространственной однородности по этим параметрам.
может стать причиной пространственного перераспределения ионов в многокомпонентном потоке по их массам Mi, mi и кратности ионизации (Z) даже при наличии в исходном потоке после этапа генерирования пространственной однородности по этим параметрам.
Перераспределение может быть двух типов: радиальное и продольное. Радиальное перераспределение может быть обусловлено дрейфом кривизны, градиентным дрейфом ионов различной массы и кратности ионизации Z, а также центробежными силами за счет вращения плазмы, во-первых, в скрещенных  полях и, во-вторых, относительно оси винтового магнитного поля.
полях и, во-вторых, относительно оси винтового магнитного поля.
Так как ионная компонента плазмы на этапе транспортирования не замагничена (ri>Dт), поэтому указанные дрейфы могут реализоваться за счет  электрон-ионных столкновений на длине Lт зоны транспортирования, равной
электрон-ионных столкновений на длине Lт зоны транспортирования, равной  где λei - величина расстояния электрон-ионных столкновений. Обычно LT= (5-10)λei, поэтому градиентный дрейф и дрейф кривизны не являются в способе лимитирующими факторами перераспределения ионов плазмы по Mi, mi и Z. Эффект радиального перераспределения ионов за счет вращения плазмы в
где λei - величина расстояния электрон-ионных столкновений. Обычно LT= (5-10)λei, поэтому градиентный дрейф и дрейф кривизны не являются в способе лимитирующими факторами перераспределения ионов плазмы по Mi, mi и Z. Эффект радиального перераспределения ионов за счет вращения плазмы в  полях имеет максимальную эффективность при замагниченности ионной компоненты, так как в этот вид движения вовлечена непосредственно ионная компонента плазмы. В случае (когда ri>Dт) непосредственно в
полях имеет максимальную эффективность при замагниченности ионной компоненты, так как в этот вид движения вовлечена непосредственно ионная компонента плазмы. В случае (когда ri>Dт) непосредственно в  вращении участвует только электронная компонента плазмы, так как она замагничена (ri<<Dт ωeτei> 1 , где ωeτei> 1 - параметр Холла электронов), а вовлечение ионной компоненты возможно за счет электрон-ионных столкновений, т.е. аналогично градиентным дрейфам. Обычно Lт ≤ 102 см и определяется сверху условиями запирания капельной фазы.
вращении участвует только электронная компонента плазмы, так как она замагничена (ri<<Dт ωeτei> 1 , где ωeτei> 1 - параметр Холла электронов), а вовлечение ионной компоненты возможно за счет электрон-ионных столкновений, т.е. аналогично градиентным дрейфам. Обычно Lт ≤ 102 см и определяется сверху условиями запирания капельной фазы.
Лимитирующими в способе для перераспределения являются центробежные силы, обусловленные вращением плазмы относительно оси винтового цилиндра, так как ионы непосредственно участвуют в этом виде движения даже при ri>Dт. Этот механизм отсутствует, если:
1. Nпов.>Nобъем. т.е. λii≥ DТ , где Nпов., Nобъем. - число столкновений ионов с поверхностью, ограничивающей зону транспортирования, и в объеме между собой соответственно.
2.  , когда λii< Dт, где Vi - скорость иона, n - концентрация плазмы, rт - радиус кривизны зоны транспортирования, Тi - ионная температура.
, когда λii< Dт, где Vi - скорость иона, n - концентрация плазмы, rт - радиус кривизны зоны транспортирования, Тi - ионная температура.
3. τпр.< τразд. , когда λii< Dт , где τпр., τразд. - время соответственно пролета и разделения.
В первом случае объемное перераспределение, обусловленное объемным источником за счет избирательных по направлению столкновениях ионов и различной массой Mi, mi, разрушается (хаотизируется) при столкновении ионов с поверхностью, так как оно не является избирательным по направлению.
Во втором варианте, даже при λii< Dт , решающим фактором является хаотическое движение ионов, так как давление хаотического движения ионов существенно больше центробежного давления на плазму, поэтому радиальное перераспределение не реализуется, так как в любой момент оно разрушается хаотическим движением ионов. В третьем случае, даже при реализации условий  вследствие инерционности процесса разделения (τразд.) радиальное перераспределение не успевает реализоваться за время пролета (τпр.) плазмой области транспортирования в области конденсации (подложки), однако установится стационарное радиальное перераспределение, если τразд.≤ τпр. Величина стационарного (т. е. при τпр.> τразд.) коэффициента разделения β химических компонент в поле центробежных сил равна
вследствие инерционности процесса разделения (τразд.) радиальное перераспределение не успевает реализоваться за время пролета (τпр.) плазмой области транспортирования в области конденсации (подложки), однако установится стационарное радиальное перераспределение, если τразд.≤ τпр. Величина стационарного (т. е. при τпр.> τразд.) коэффициента разделения β химических компонент в поле центробежных сил равна  (при λii< DТ ), где ΔM=Mi-mi - разница в массах ионов, V∥П - скорость потока плазмы, rт - радиус кривизны зоны транспортирования, Тi - ионная температура.
(при λii< DТ ), где ΔM=Mi-mi - разница в массах ионов, V∥П - скорость потока плазмы, rт - радиус кривизны зоны транспортирования, Тi - ионная температура.
Таким образом избежать радиального перераспределения на
этапе транспортирования можно, если λii> DТ, а при росте плотности плазмы, когда λii< DТ только при условии τразд.> τпр. В винтовых магнитных полях в меньшей степени  , чем в тороидальных, выражен эффект радиального перераспределения многокомпонентных потоков плазмы в поле центробежных сил.
, чем в тороидальных, выражен эффект радиального перераспределения многокомпонентных потоков плазмы в поле центробежных сил.
На этапе транспортирования возможно продольное перераспределение химических компонентов в потоке плазмы (и пленке), обусловленное разной скоростью Vi ионов с различной массой (Mi, mi) при одинаковой ионной температуре Тi и которое в свою очередь определяется рядом факторов: величиной толщины пленки, конденсируемой за один импульс плазмы, временем τEH наложения магнитного  и электрического поля
и электрического поля  и вариантом исполнения источника магнитного поля
и вариантом исполнения источника магнитного поля  на этапе транспортирования. Электрическое поле создается прямым подключением корпуса плазмовода к положительному полюсу емкостного накопителя, т.е. оно не модулируется во времени. Возможны три варианта создания импульсного магнитного поля: сторонним источником с длительностью импульса тока τЕH= τГ+τПР., непосредственно током вакуумной дуги, длительностью τЕН= τГ и сторонним источником, длительностью τпр. на заднем фронте тока вакуумной дуги: τЕН= τГ+τпр., т.е. смешанным способом. Влияние продольного перераспределения на состав пленки отсутствует, если, во-первых, толщина конденсируемой пленки за импульс плазмы меньше или равна толщине монослоя
на этапе транспортирования. Электрическое поле создается прямым подключением корпуса плазмовода к положительному полюсу емкостного накопителя, т.е. оно не модулируется во времени. Возможны три варианта создания импульсного магнитного поля: сторонним источником с длительностью импульса тока τЕH= τГ+τПР., непосредственно током вакуумной дуги, длительностью τЕН= τГ и сторонним источником, длительностью τпр. на заднем фронте тока вакуумной дуги: τЕН= τГ+τпр., т.е. смешанным способом. Влияние продольного перераспределения на состав пленки отсутствует, если, во-первых, толщина конденсируемой пленки за импульс плазмы меньше или равна толщине монослоя  (что обычно выполняется для импульсных генераторов плазмы твердых веществ) и, во-вторых, когда магнитное поле
(что обычно выполняется для импульсных генераторов плазмы твердых веществ) и, во-вторых, когда магнитное поле  создается сторонним источником тока, длительностью τЕН= τГ+ τпр. или смешанным способом. Для создания
создается сторонним источником тока, длительностью τЕН= τГ+ τпр. или смешанным способом. Для создания  обычно используют только сильноточечные (~5•103А) цепи вакуумной дуги, что позволяет снизить энергозатраты и синхронизировать моменты появления плазмы и магнитного поля на этапе транспортирования. В этом случае на заднем фронте потока плазмы на время τпр. в момент погасания вакуумной дуги отсутствуют условия транспортирования плазмы по магнитному полю, поэтому плазма, обогащенная тяжелой ионной компонентой, конденсируется в зоне транспортирования (на поверхности плазмовода), обусловливая избыток легкой ионной компоненты в зоне подложки (в пленке).
обычно используют только сильноточечные (~5•103А) цепи вакуумной дуги, что позволяет снизить энергозатраты и синхронизировать моменты появления плазмы и магнитного поля на этапе транспортирования. В этом случае на заднем фронте потока плазмы на время τпр. в момент погасания вакуумной дуги отсутствуют условия транспортирования плазмы по магнитному полю, поэтому плазма, обогащенная тяжелой ионной компонентой, конденсируется в зоне транспортирования (на поверхности плазмовода), обусловливая избыток легкой ионной компоненты в зоне подложки (в пленке).
Однородность толщины пленок при их осаждении из плазмы в продольном магнитном и радиальном электрическом полях зависит от ряда факторов: степени ионизации плазмы, величины и топологии магнитного поля, а также величины электрического поля. Если степень ионизации плазмы меньше единицы, то профиль пленки складывается из пространственного распределения нейтральной компоненты, которое не зависит от внешних полей, а также пространственного распределения ионизованной компоненты, которое задается топологией магнитного поля в объеме и электрическим полем на поверхности.
Для устранения этого недостатка поток плазмы транспортируют в скрещенных  полях и получают плазменный поток со степенью ионизации, равной единице. В данном случае профиль пленки определяется только топологией магнитного поля в объеме плазмы и радиальным электрическим полем в ленгмюровском слое (lленгм.). Топология магнитного поля у поверхности конденсации определяется распределением напряженности магнитного поля зоны транспортирования. При этом величина неоднородности толщины пленки
полях и получают плазменный поток со степенью ионизации, равной единице. В данном случае профиль пленки определяется только топологией магнитного поля в объеме плазмы и радиальным электрическим полем в ленгмюровском слое (lленгм.). Топология магнитного поля у поверхности конденсации определяется распределением напряженности магнитного поля зоны транспортирования. При этом величина неоднородности толщины пленки  в данном случае определяется величиной неоднородности магнитного поля
в данном случае определяется величиной неоднородности магнитного поля  . Последнее справедливо только в объеме плазмы, где отсутствует электрическое поле, которое экранируется на поверхности (в толщине слоя lленгм плазмы.
. Последнее справедливо только в объеме плазмы, где отсутствует электрическое поле, которое экранируется на поверхности (в толщине слоя lленгм плазмы.
Указанные технические решения позволяют решить вопрос о равномерности покрытий  при истечении плазмы на малогабаритную подложку из одного выходного торца плазмовода (камеры смешения). На практике возможен вариант истечения на крупногабаритную подложку (>Ф 200 нескольких пространственно разделенных потоков плазмы из ряда выходных торцов плазмоводов (камер смешения)). В данном случае равномерность покрытия определяется еще двумя факторами: расстоянием LП∥ между выходными торцами устройств и подложкой и нестабильностью генерирования плазмы в каждом из генераторов. Первая причина лимитируется временем τП радиальной релаксации плотности плазмы. Оптимальной величиной расстояния LП∥ является величина, определяемая из неравенства LП∥≥ VПЛ∥•τП , где VПЛ∥ - продольная скорость потока плазмы. Однако это условие не является достаточным, так как равномерность покрытия на большей площади может нарушаться вследствие нестабильности возбуждения вакуумных дуг в генераторах плазмы. В данном случае неравномерность
при истечении плазмы на малогабаритную подложку из одного выходного торца плазмовода (камеры смешения). На практике возможен вариант истечения на крупногабаритную подложку (>Ф 200 нескольких пространственно разделенных потоков плазмы из ряда выходных торцов плазмоводов (камер смешения)). В данном случае равномерность покрытия определяется еще двумя факторами: расстоянием LП∥ между выходными торцами устройств и подложкой и нестабильностью генерирования плазмы в каждом из генераторов. Первая причина лимитируется временем τП радиальной релаксации плотности плазмы. Оптимальной величиной расстояния LП∥ является величина, определяемая из неравенства LП∥≥ VПЛ∥•τП , где VПЛ∥ - продольная скорость потока плазмы. Однако это условие не является достаточным, так как равномерность покрытия на большей площади может нарушаться вследствие нестабильности возбуждения вакуумных дуг в генераторах плазмы. В данном случае неравномерность  покрытия и нестабильность
покрытия и нестабильность  процесса возбуждения дуговых разрядов в генераторах Г1, Г2... Г18 (см. фиг. 19) связаны соотношением
процесса возбуждения дуговых разрядов в генераторах Г1, Г2... Г18 (см. фиг. 19) связаны соотношением  , причем
, причем  зависит от числа N генераторов в устройстве, т.е.
зависит от числа N генераторов в устройстве, т.е.  . Поэтому чем больше число генераторов N в устройстве, тем больше равномерность покрытия по толщине. Конструкции устройств для получения покрытий позволяют сформировать продольный общий поток плазмы из нескольких индивидуальных потоков плазмы. Однако возможен и другой вариант формирования из нескольких радиальных индивидуальных потоков плазмы для осаждения покрытий на подложки в виде тела вращения или на подложки другой формы, расположенных на карусели. В данном случае для получения равномерного по толщине покрытия и соблюдения химического состава необходимо соблюдение некоторых требований. Цилиндрическая подложка или карусель с подложками может быть расположена за пределами зоны перекрытия индивидуальных импульсных потоков.
. Поэтому чем больше число генераторов N в устройстве, тем больше равномерность покрытия по толщине. Конструкции устройств для получения покрытий позволяют сформировать продольный общий поток плазмы из нескольких индивидуальных потоков плазмы. Однако возможен и другой вариант формирования из нескольких радиальных индивидуальных потоков плазмы для осаждения покрытий на подложки в виде тела вращения или на подложки другой формы, расположенных на карусели. В данном случае для получения равномерного по толщине покрытия и соблюдения химического состава необходимо соблюдение некоторых требований. Цилиндрическая подложка или карусель с подложками может быть расположена за пределами зоны перекрытия индивидуальных импульсных потоков.
В этом случае однородность толщины будет нарушаться на границе пространственного совмещения двух (трех) потоков в области их слоев Ленгмюра. Условие однородности покрытия в этой области (совмещения слоев Ленгмюра) - расположение подложки на расстоянии от границы плазмы равном lленгм(Lк,r≥lленгм). В данном случае происходит суммирование слоев Ленгмюра, в результате чего их суммарный профиль концентрации равен его значению в объеме плазмы. "Запыление" вертикальных стенок профилированных поверхностей, которое обусловлено наличием у ионной компоненты плазмы поперечной составляющей скорости ионов V⊥П . Отношение толщин пленок на вертикальной стенке и на поверхности подложки можно оценить из выражения
где V∥П, V⊥П - продольная и поперечная составляющая скорости иона соответственно; j∥, j⊥ - плотность потока ионов в продольном и поперечном направлении соответственно; n - концентрация ионов в плазме.
Для устранения "подпыления" вертикальных стенок профиля необходимо отсепарировать перед конденсацией из плазмы ионы, для которых  , и оставить в потоке ионы, для которых
, и оставить в потоке ионы, для которых  . При этом величина расстояния от начала зоны сепарации до поверхности конденсации (подложки) должна быть меньше величины V∥П•τii, равной длине свободного пробега ионов в потоке плазмы, где
. При этом величина расстояния от начала зоны сепарации до поверхности конденсации (подложки) должна быть меньше величины V∥П•τii, равной длине свободного пробега ионов в потоке плазмы, где  , τii - время между ион-ионными столкновениями в плазме; τei - время между электрон-ионными столкновениями; me, mi - масса электрона и иона соответственно; Тe, Тi - температура электронов и ионов соответственно. За время пролета τc плазмой сепарации длиной hc ионы с компонентой V⊥П должны быть отсепарированы, поэтому внутренний объем зоны сепарации должен быть разделен продольными каналами с поперечным размером канала, равным V⊥•δc, где V⊥ - поперечная скорость иона после сепарации (V⊥<< V⊥П). Это условие является только необходимым, но не достаточным. Достаточным условием является отсутствие положительного потенциала на стенках каналов. Для устранения ухода от стенки ионов с компонентами скоростей
, τii - время между ион-ионными столкновениями в плазме; τei - время между электрон-ионными столкновениями; me, mi - масса электрона и иона соответственно; Тe, Тi - температура электронов и ионов соответственно. За время пролета τc плазмой сепарации длиной hc ионы с компонентой V⊥П должны быть отсепарированы, поэтому внутренний объем зоны сепарации должен быть разделен продольными каналами с поперечным размером канала, равным V⊥•δc, где V⊥ - поперечная скорость иона после сепарации (V⊥<< V⊥П). Это условие является только необходимым, но не достаточным. Достаточным условием является отсутствие положительного потенциала на стенках каналов. Для устранения ухода от стенки ионов с компонентами скоростей  необходимо, чтобы подвижности электронов и ионов в поперечном направлении были приблизительно одинаковы. Поэтому на зону сепарации и конденсации накладывают продольное магнитное поле, что необходимо для повышения производительности и однородности
необходимо, чтобы подвижности электронов и ионов в поперечном направлении были приблизительно одинаковы. Поэтому на зону сепарации и конденсации накладывают продольное магнитное поле, что необходимо для повышения производительности и однородности  толщины покрытий с другой стороны, причем его величину определяют из неравенства ri> V⊥•τc>> re, где V⊥•τc= b - поперечный размер канала; re, ri - ларморовский радиус электрона, иона соответственно; V⊥П - поперечная скорость иона до сепарации;
толщины покрытий с другой стороны, причем его величину определяют из неравенства ri> V⊥•τc>> re, где V⊥•τc= b - поперечный размер канала; re, ri - ларморовский радиус электрона, иона соответственно; V⊥П - поперечная скорость иона до сепарации;  - время пролета плазмой зоны сепарации.
- время пролета плазмой зоны сепарации.
В этом случае электроны замагничены в каналах (re<< V⊥•τc) и их поперечная подвижность уменьшается в (ωe•τei)2 раз и становится соизмеримой и даже меньше подвижности ионов (ωe - ларморовская частота вращения электрона, τei - время между электрон-ионными столкновениями).
Величина магнитного поля такова, что ионы не замагничены в каналах (ri> V⊥•τc) и их составляющая скорости V⊥ не изменяется. В данном случае на стенки каналов уходит только та часть ионов, которая за время τc при величине скорости от V⊥П до V⊥ проходит расстояние между стенками каналов; b = V⊥•τc и остается в плазме та часть ионов, которая за время τc не успевает пройти расстояние b. Таким образом из зоны сепарации выходят ионы под максимальным углом к оси, равным α ~b/hc радиан. Кроме того, важное значение играет и топология магнитного поля. Во-вторых, требуется параллельность силовых линий магнитного поля стенками каналов и, во-вторых, требуется перпендикулярность силовых линий поверхности конденсации. Введение в зону сепарации продольных каналов обусловливает неоднородность плазмы в области проекции стенок каналов на поверхности конденсации.
Для устранения неоднородности плазмы поверхность конденсации устанавливают на расстоянии от зоны сепарации, равном  . В данном случае, указанная область заполняется плазмой за счет того, что поперечная компонента скорости иона после сепарации имеет конечную величину V⊥≠ 0, но V⊥<< V∥П. Для практической реализации способа необходимы минимальные потери плазмы (ионной компоненты) в анодной области дугового разряда и в зоне транспортирования при гарантированном отсутствии загрязнения потока плазмы химическими примесями, наличие минимальных (оптимальных) энергозатрат и заданного уровня неоднородности толщины покрытий. На всех этапах получения потока плазмы потери плазмообразующего вещества определяются рядом факторов: топологией магнитного поля
. В данном случае, указанная область заполняется плазмой за счет того, что поперечная компонента скорости иона после сепарации имеет конечную величину V⊥≠ 0, но V⊥<< V∥П. Для практической реализации способа необходимы минимальные потери плазмы (ионной компоненты) в анодной области дугового разряда и в зоне транспортирования при гарантированном отсутствии загрязнения потока плазмы химическими примесями, наличие минимальных (оптимальных) энергозатрат и заданного уровня неоднородности толщины покрытий. На всех этапах получения потока плазмы потери плазмообразующего вещества определяются рядом факторов: топологией магнитного поля  , его величиной
, его величиной а также величинами потенциала в анодной области (ΔUа) и в области транспортирования (Uсм.т), а также параметрами профиля поверхности, ограничивающей область транспортирования.
а также величинами потенциала в анодной области (ΔUа) и в области транспортирования (Uсм.т), а также параметрами профиля поверхности, ограничивающей область транспортирования.
Энергозатраты на этапе лазерного поджига определяются кроме оптических постоянных рабочего вещества (материала расходуемого катода) дополнительно рядом факторов: временем поджига (τл) , ориентацией плоскости поляризации лазерного излучения относительно плоскости падения, а также направлением вектора нормали к торцевой рабочей поверхности  в области фокусировки (оптической оси) относительно поверхности анода (Sа) и положением заслонки в момент прохождения лазерного излучения через диафрагму. Возможны два варианта ориентации плоскости поляризации относительно плоскости падения: взаимно перпендикулярны или параллельны. Наиболее оптимален второй вариант, так как большая часть излучения поглощается рабочим веществом. Аналогично возможны два варианта ориентации нормали
в области фокусировки (оптической оси) относительно поверхности анода (Sа) и положением заслонки в момент прохождения лазерного излучения через диафрагму. Возможны два варианта ориентации плоскости поляризации относительно плоскости падения: взаимно перпендикулярны или параллельны. Наиболее оптимален второй вариант, так как большая часть излучения поглощается рабочим веществом. Аналогично возможны два варианта ориентации нормали  к торцевой рабочей поверхности в области фокусировки (оптической оси): нормаль
к торцевой рабочей поверхности в области фокусировки (оптической оси): нормаль  не пересекается с поверхностью анода, т.е. направлена к выходному торцу анода, и нормаль
не пересекается с поверхностью анода, т.е. направлена к выходному торцу анода, и нормаль  пересекает поверхность анода. В первом варианте поток лазерной плазмы расширяется в направлении нормали к торцевой рабочей поверхности и истекает, рекомбинируя к выходному торцу анода за пределы генератора без возбуждения пробоя в электродном промежутке. Ситуация обратная, если нормаль
пересекает поверхность анода. В первом варианте поток лазерной плазмы расширяется в направлении нормали к торцевой рабочей поверхности и истекает, рекомбинируя к выходному торцу анода за пределы генератора без возбуждения пробоя в электродном промежутке. Ситуация обратная, если нормаль  пересекает поверхность анода Sа, поэтому область диаграммы направленности лазерной плазмы является зоной формирования пробоя межэлектродного промежутка с минимальными потерями плазмы и энергозатратами. Однако подобная оптимизация поджига зависит от наличия магнитного поля и его топологии на этом этапе, так как требования к магнитному полю на этапах поджига и генерирования не согласуются. На этапе поджига необходимо, чтобы магнитный поток, пронизывающий торцевую рабочую поверхность в области оптической оси полностью замыкался на анод, а на этапе генерирования - частично. Следовательно, наиболее оптимальным вариантом является отсутствие при поджиге стороннего магнитного поля.
пересекает поверхность анода Sа, поэтому область диаграммы направленности лазерной плазмы является зоной формирования пробоя межэлектродного промежутка с минимальными потерями плазмы и энергозатратами. Однако подобная оптимизация поджига зависит от наличия магнитного поля и его топологии на этом этапе, так как требования к магнитному полю на этапах поджига и генерирования не согласуются. На этапе поджига необходимо, чтобы магнитный поток, пронизывающий торцевую рабочую поверхность в области оптической оси полностью замыкался на анод, а на этапе генерирования - частично. Следовательно, наиболее оптимальным вариантом является отсутствие при поджиге стороннего магнитного поля.
Снижение потерь плазмообразующего вещества на этапе генерирования сводится к оптимизации величины скачка анодного потенциала ΔUа дугового разряда в магнитном поле на таком уровне, при котором потери плазмы (ионной компоненты) минимальны. Последнее требование оптимизирует и энергозатраты на этапе генерирования и уровень химических примесей за счет ограничения длительности разряда, исходя из условия: τГ< τТ.АН. где τГ - длительность разряда, τТ.АН - время формирования тепловой анодной неустойчивости, а также снижения роли регенерации прозрачности окна ввода лазерного излучения, поэтому отрицательное и нулевое значение ΔUa(ΔUa ≤ 0) однозначно неприемлемо в способе, так как уровень потерь плазмы в анодной области максимален. Наложение продольного магнитного поля эквидистантно поверхности анода кардинально изменяет характер токопереноса в анодной области разряда. В зависимости от величины магнитного поля, а также величин межэлектродного расстояния и тока разряда можно выделить два предельных варианта, обусловленных тем, что в генераторе плазмы твердых веществ в области торцевой рабочей поверхности существует область расширения, в которой концентрация рабочего вещества изменяется от величины концентрации твердого тела n = 1023 см-3 до концентрации n~ 5•1011 см-3 в области выходного торца анода. В области расширения можно выделить две зоны: первая, для которой ωeτei< 1 протяженностью от торцевой рабочей поверхности до поверхности, где выполняется условие ωeτei= 1, и вторая, для которой выполняется условие ωeτei> 1 протяженностью от плоскости, где ωeτei= 1 до выходного торца анода. Токоприемная поверхность анода может быть расположена пространственно в первой или во второй зоне. В первой зоне магнитное поле не оказывает существенного влияния на плазму, и характер ее токопереноса в основном определяется хаотическим движением. Поэтому в данном режиме отсутствует возможность целенаправленного регулирования как знака, так и величины скачка потенциала, т.е. ситуация аналогична отсутствию магнитного поля. Во втором случае, когда токоприемная поверхность анода расположена за пределами поверхности, где ωeτei= 1 ситуация изменяется. Величина (+ ΔUа) обеспечивает эффективный потенциальный барьер для возвращения (отражения) ионной компоненты в плазму, но ее значение должно быть оптимальным и может быть оценено по двум критериям: по производительности и энергозатратам ΔUa•e≃(2-3)кTi , где Тi - ионная температура и энергия образования радиационных дефектов Wдеф. в подложке ΔUа<Wдеф. Кроме того, избыточная величина ΔUа резко снижает величину τТ.АН. Для уменьшения величины ΔUа до оптимального значения необходимо изменять величину тока I0 в диапазоне между ее крайними значениями: наименьшим - IФа=0 и наибольшим - Iн=0, что возможно осуществить целенаправленным изменением топологии магнитного поля замыканием части силовых линий магнитного поля соленоида на анодную область (анод). В этом случае число дополнительно ушедших на анод электронов (Δne) и обусловливающих рост тока до величины, пропорциональной величине магнитного потока ФА, замкнутого на анодную область Δne=Const.ФА. Таким образом, условие ωeτei= 1 (величина магнитного поля) задает минимальные радиальные размеры анода, а условия оптимизации величины ΔUа по соотношению магнитных потоков (ФК, ФА, ФТ) определяет продольные размеры анода, что в совокупности оптимизирует габаритные размеры анода по максимальной производительности, минимальным энергозатратам и привнесенным химическим примесям путем ограничения длительности разряда на этапе генерирования и снижением роли регенерации прозрачности окна ввода лазерного излучения на этапе поджига при ΔUа >0. Оптимизацию величины ФА можно осуществить двумя путями: путем изменения зазора lАП между соленоидом анода и винтовым соленоидом. Для уменьшения потерь плазмы на этапе транспортирования необходимо, чтобы силовые линии магнитного поля, пронизывающие область генерирования и не замкнутые на анодную область, были направлены в область транспортирования эквидистантно поверхности (т.е. без замыкания на боковую поверхность), ограничивающей эту область. Поэтому остальную часть продольного потока  магнитного поля распределяют между областью транспортирования
магнитного поля распределяют между областью транспортирования  (смешения
(смешения  ) в слое lленгм и областью конденсации Фконд согласно выражению
) в слое lленгм и областью конденсации Фконд согласно выражению
за счет замыкания магнитных силовых линий на корпус плазмовода в слое lленгм и регулирования его величины, путем изменения диаметра диафрагмы (Dт.см.- lленгм) в области торцов корпусов плазмоводов и камеры смешения. Оптимальному распределению силовых линий магнитного поля на выходном торце плазмовода (камеры смешения) способствует расположение соленоида с тыльной стороны подложки. Последнее кроме повышения производительности и снижения энергозатрат за счет оптимизации величин RFП и RКСП обеспечивает необходимые условия роста однородности покрытий путем повышения однородности  магнитного поля в области конденсации. Производительность устройства (кроме топологий магнитного поля
магнитного поля в области конденсации. Производительность устройства (кроме топологий магнитного поля  его величины
его величины  а также величин ΔUа, Uсм.т) лимитирует еще ряд конструктивных факторов: соотношение tп профиля на внутренней поверхности и величину слоя Ленгмюра (lленгм.), а также соотношение параметров емкостного накопителя С основных электродов и емкости Сп цепи смещения. Возможны два предельных режима течения потока плазмы вдоль профилированной поверхности корпуса, находящегося под потенциалом смещения (+Uсм.т). Первый режим наблюдается, если шаг профиля tп больше, чем величина слоя Ленгмюра в плазме: tп>lленгм (фиг. 7). Второй режим наблюдается, если tп < lленгм (фиг. 8). При условии, когда ri>Dт, ионы могут взаимодействовать с непрофилированным электрическим полем потенциала смещения +Uсм. (2-й режим) и только с профилированным электрическим полем потенциала смещения (1-й режим). Длина свободного пробега ионов λii относительно ион-ионных столкновений больше, чем шаг профиля (λii> tп). Следовательно, при взаимодействии иона с электрическим полем профилированной поверхности соблюдаются законы геометрической оптики. Так как λii> DТ даже при двух и трех последовательных столкновений с барьером Uсм.т, так как λii> DТ.
а также величин ΔUа, Uсм.т) лимитирует еще ряд конструктивных факторов: соотношение tп профиля на внутренней поверхности и величину слоя Ленгмюра (lленгм.), а также соотношение параметров емкостного накопителя С основных электродов и емкости Сп цепи смещения. Возможны два предельных режима течения потока плазмы вдоль профилированной поверхности корпуса, находящегося под потенциалом смещения (+Uсм.т). Первый режим наблюдается, если шаг профиля tп больше, чем величина слоя Ленгмюра в плазме: tп>lленгм (фиг. 7). Второй режим наблюдается, если tп < lленгм (фиг. 8). При условии, когда ri>Dт, ионы могут взаимодействовать с непрофилированным электрическим полем потенциала смещения +Uсм. (2-й режим) и только с профилированным электрическим полем потенциала смещения (1-й режим). Длина свободного пробега ионов λii относительно ион-ионных столкновений больше, чем шаг профиля (λii> tп). Следовательно, при взаимодействии иона с электрическим полем профилированной поверхности соблюдаются законы геометрической оптики. Так как λii> DТ даже при двух и трех последовательных столкновений с барьером Uсм.т, так как λii> DТ.
Параметры профиля (высота hп, шаг tп, угол при вершине αП ) выбираются такими, чтобы обеспечить запирание капельной фазы при столкновении последней с резьбовым профилем. Таким образом, в первом режиме течения плазмы профилированное электрическое поле будет изменять направление импульса иона "запирать" его на резьбовом профиле и, следовательно, снижать производительность, т.к. ионы после взаимодействия с профилем будут отражаться в направлении к торцевой рабочей поверхности катода. Во втором режиме (tп<lленгм) электрическое поле является непрофилированным на расстоянии lE от профиля поверхности, равном lЕ≃ 3tП (фиг. 7). Таким образом, для того чтобы ионы плазмы не "чувствовали" профиля электрического поля, необходимо, чтобы на расстоянии от профилированной поверхности lЕ≃ 3tП потенциал электрического поля смещения был равен Uсм(приlе=3tп) = Тi. В данном случае ионы взаимодействуют с непрофилированным электрическим полем смещения при отсутствии запирания ионной компоненты, что обусловливает рост производительности устройства при наличии запирания капельной фазы на резьбовом профиле корпуса. Однако оптимальные соотношения между шагом tп профиля и величиной слоя lленгм не являются достаточными условиями повышения производительности генератора плазмы. Последнее обусловлено тем, что "замагниченная" электронная компонента (re<< Dт, ωeτei> 1) в процессе течения плазмы уходит на корпус плазмовода, частично разряжая емкость Сп цепи смещения и снижая также величину оптимального потенциала смещения. Уменьшение Uсм.т вызывает, во-первых, расположение эквипотенциали  на расстоянии, меньшем чем 3tп области профилированного потенциала (фиг. 2, 3), и, во-вторых, уход ионов на стенку, т.к. уменьшается величина потенциального барьера, отражающего ионы.
на расстоянии, меньшем чем 3tп области профилированного потенциала (фиг. 2, 3), и, во-вторых, уход ионов на стенку, т.к. уменьшается величина потенциального барьера, отражающего ионы.
Таким образом, величина потенциала Uсм.т за время транспортирования плазмы должна находиться в области оптимального значения, т.е. должна быть практически постоянной. Последнее наблюдается, если  , где RКП-сопротивление участка корпус - плазма, Oм; Lг- индуктивность цепи разряда, Гн. В противном случае, если
, где RКП-сопротивление участка корпус - плазма, Oм; Lг- индуктивность цепи разряда, Гн. В противном случае, если  , емкость Cп успевает разрядиться за время транспортирования до неоптимальной величины смещения (Uсм.опт≃ +20B). Неравенство
, емкость Cп успевает разрядиться за время транспортирования до неоптимальной величины смещения (Uсм.опт≃ +20B). Неравенство  кроме емкости Сп определяется еще величиной Rкп, которая должна иметь максимально возможное значение. Последнее оптимизируется распределением магнитного поля ФТ(см) между областью транспортирования
кроме емкости Сп определяется еще величиной Rкп, которая должна иметь максимально возможное значение. Последнее оптимизируется распределением магнитного поля ФТ(см) между областью транспортирования  (смешения
(смешения  ) в слое Ленгмюра и областью конденсации Фконд.
) в слое Ленгмюра и областью конденсации Фконд.
Данный способ иллюстрируется следующими примерами.
ПРИМЕР N 1. Осуществлялось нанесение покрытия Y1Ba2Cu3O7-x в вакууме на сверхвысоковакуумной установке импульсно-плазменного нанесения покрытий. Откачка технологической камеры и трехканального устройства осуществлялась криогенным насосом до давления 10-7 Па. Затем осуществлялось возбуждение трех пространственно локализованных вакуумных дуг путем пробоя межэлектродных промежутков в трех генераторах плазмы с расходуемыми катодами из Y, Ba, Cu. Возбуждение вакуумной дуги осуществлялось расфокусированным лазерным излучением длительностью τл= 10 нс при выполнении условия τл<< τг, при этом образовавшийся поток лазерной плазмы направляли в анодную область разряда, затем перекрывали зону фокуса лазерного измерения путем формирования в анодной области разряда скачка потенциала (ΔUа) или рычагом-заслонкой. При этом возбуждение вакуумных дуг в парах бария и меди осуществлялось синхронно, а возбуждение вакуумной дуги в парах иттрия - асинхронно исходя из порядка расположения подрешеток формируемой кристаллической элементарной ячейки слоистого вещества покрытия Y1Ba2Cu3O7-x. Число подобных циклов (m) последовательности возбуждения вакуумных определялось из равенства dя•m≤l, где dя - размер элементарной ячейки в направлении роста покрытия, l - толщина покрытия. Затем осуществлялось генерирование потоков плазмы Y, Ba и Cu, при этом химический состав многокомпонентного покрытия твердофазных компонент Y1Ba2Cu3O7-x задавался из условия
где  - концентрации химических элементов Y, Ba, Cu в многокомпонентном покрытии; KY, KBa, KCu - коэффициенты эрозии плазмообразующих веществ Y, Ba, Cu, [г/Кл]; tY, tBa, tCu - коэффициенты транспортирования потоков плазмы Y, Ba, Cu;
- концентрации химических элементов Y, Ba, Cu в многокомпонентном покрытии; KY, KBa, KCu - коэффициенты эрозии плазмообразующих веществ Y, Ba, Cu, [г/Кл]; tY, tBa, tCu - коэффициенты транспортирования потоков плазмы Y, Ba, Cu;  и UY, UBa, UCu - величины емкостей (Ф) и напряжения накопителей (В) соответственно. Концентрация O7-x кислорода газообразной компоненты задавалась импульсным напуском реактивного газа. При этом генерируемая последовательность импульсов плазмы твердофазных элементов Y, Ba, Cu задавалась исходя из порядка чередования подрешеток формируемой кристаллической структуры (1, 2, 3) элементарной ячейки сверхпроводника (см. фиг. 23, 24). А число импульсов плазмы каждой подрешетки nY, nBa, nCu определялось из равенства
и UY, UBa, UCu - величины емкостей (Ф) и напряжения накопителей (В) соответственно. Концентрация O7-x кислорода газообразной компоненты задавалась импульсным напуском реактивного газа. При этом генерируемая последовательность импульсов плазмы твердофазных элементов Y, Ba, Cu задавалась исходя из порядка чередования подрешеток формируемой кристаллической структуры (1, 2, 3) элементарной ячейки сверхпроводника (см. фиг. 23, 24). А число импульсов плазмы каждой подрешетки nY, nBa, nCu определялось из равенства
где ρY(Ba)(Cu) - плотность материала мишени (Y, Ba, Cu соответственно) кг/м3; S - площадь поперечного сечения зоны смешения, м2; dY,(Ba) (Cu) - размер соответствующей подрешетки в направлении роста, м; KY(Ba)(Cu) - коэффициент эрозии в вакуумной дуге вещества подрешетки (Y, Ba, Cu) соответственно, г/К;  - величина емкости накопителя вакуумной дуги Y, Ba, Cu; UY,(Ba) (Cu) - величина изменения напряжения накопителя вакуумной дуги на Y, Ba, Cu соответственно. При этом напуск (газообразного элемента) кислорода осуществлялся импульсно исходя из его положения в кристаллической структуре и вводился в область генерирования потоков плазмы твердофазных веществ Ba, Cu путем регулирования величины напряжения
- величина емкости накопителя вакуумной дуги Y, Ba, Cu; UY,(Ba) (Cu) - величина изменения напряжения накопителя вакуумной дуги на Y, Ba, Cu соответственно. При этом напуск (газообразного элемента) кислорода осуществлялся импульсно исходя из его положения в кристаллической структуре и вводился в область генерирования потоков плазмы твердофазных веществ Ba, Cu путем регулирования величины напряжения  - на импульсном натекателе. Причем генерирование плазмы Y, Ba и Cu осуществлялось за времена τг, определяемые из условия τГ< τТАН.Г, где τТАН.Г - время развития тепловых анодных неустойчивостей на этапе генерирования. Напуск газообразной компоненты O2 осуществлялся в течение времени, равного τГ. Затем осуществлялось транспортирование потоков Y, Ba, Cu, содержащих ионную, нейтральную и капельную фазу вдоль профилированной поверхности к области смешения. Транспортирование реализовывалось в радиальном электрическом поле Ет потенциала смещения Uсм.т = 20 В и скрещенном с ним продольном магнитном поле Нт криволинейной плазмооптической системы при выполнении условий плазмооптики: ri>Dт, re<<Dт, ωe•τei> 1, где re, ri - ларморовские радиусы ионов Y, Ba, Cu и электрона соответственно, Dт - поперечный размер зоны транспортирования, ωeτei - параметр Холла электронов, ωe - циклотронная частота электронов, τei - время электрон-ионных столкновений. Плазмооптическая система была выполнена в виде трехзаходных винтовых цилиндров диаметром Dт. Профиль внутренней поверхности корпуса плазмоводов был выполнен треугольным, причем высота профиля hп = 2 мм и его шаг tп = 1,5 мм выбраны из неравенств; hп > dк, lленгм>tп>dк, а угол αП при вершине треугольного профиля был выбран равным αП= 45°. Сепарация ионной компоненты потоков плазмы Y, Ba и Cu от капельной фазы в винтовых плазмоводах зоны транспортирования осуществлялась в области слоя Ленгмюра (lленгм) потенциала смещения (Uсм.т) путем многократных
- на импульсном натекателе. Причем генерирование плазмы Y, Ba и Cu осуществлялось за времена τг, определяемые из условия τГ< τТАН.Г, где τТАН.Г - время развития тепловых анодных неустойчивостей на этапе генерирования. Напуск газообразной компоненты O2 осуществлялся в течение времени, равного τГ. Затем осуществлялось транспортирование потоков Y, Ba, Cu, содержащих ионную, нейтральную и капельную фазу вдоль профилированной поверхности к области смешения. Транспортирование реализовывалось в радиальном электрическом поле Ет потенциала смещения Uсм.т = 20 В и скрещенном с ним продольном магнитном поле Нт криволинейной плазмооптической системы при выполнении условий плазмооптики: ri>Dт, re<<Dт, ωe•τei> 1, где re, ri - ларморовские радиусы ионов Y, Ba, Cu и электрона соответственно, Dт - поперечный размер зоны транспортирования, ωeτei - параметр Холла электронов, ωe - циклотронная частота электронов, τei - время электрон-ионных столкновений. Плазмооптическая система была выполнена в виде трехзаходных винтовых цилиндров диаметром Dт. Профиль внутренней поверхности корпуса плазмоводов был выполнен треугольным, причем высота профиля hп = 2 мм и его шаг tп = 1,5 мм выбраны из неравенств; hп > dк, lленгм>tп>dк, а угол αП при вершине треугольного профиля был выбран равным αП= 45°. Сепарация ионной компоненты потоков плазмы Y, Ba и Cu от капельной фазы в винтовых плазмоводах зоны транспортирования осуществлялась в области слоя Ленгмюра (lленгм) потенциала смещения (Uсм.т) путем многократных
столкновений капельной фазы с профилированной поверхностью при выполнении условия P•Nк<1 в каждом плазмоводе, где Р - вероятность пролета капли в области транспортирования (Р = 10-4), Nк - число капель, генерируемых за импульс в вакуумных дугах на Y, Ba, Cu.
При этом транспортирование плазмы Y, Ba, Cu осуществлялось за время τТ , определяемое из условия τТ< τТАН.Т, где τТАН.Т - время развития тепловых анодных неустойчивостей на этапе транспортирования. После сепарации потоков плазмы Y, Ba, Cu от капельной фазы осуществлялось плазмооптическое смешение потоков плазмы Ba, Cu в области скрещенных  причем продольное
причем продольное  реализовывалось путем совмещения магнитных полей
реализовывалось путем совмещения магнитных полей  областей транспортирования при выполнении условий ri>Dсм, λii> DСМ, re << Dсм, ωeτei>> 1, где ri, re - ларморовские радиусы ионов и электрона соответственно, Dсм - поперечный размер области смешения, ωeτei - параметр Холла электронов, ωe - циклотронная частота электрона, τei - частота электрон-ионных столкновений. Перемешивание ионов различной химической природы осуществлялось за счет многократного столкновения ионов с потенциальным барьером Uсм при условии λii> DСМ, где λii - длина ион-ионных столкновений (λii= 102СМ) , Dсм = 15 см. Химический состав соединения устанавливался на расстоянии, равном LП∥= V∥СМ•τСМ.ПЛ, где τСМ.ПЛ - время радиальной релаксации химического состава в общем потоке плазмы. При этом смешение плазм Ba и Cu осуществлялось за время τСМ, определяемое из условия τСМ< τТАН.СМ, где τТАН.СМ - время развития тепловых анодных неустойчивостей на этапе смешения. Процесс конденсации осуществлялся в зоне конденсации смешиваемых потоков. При этом подложку устанавливали на расстоянии LП∥= V∥СМ•τСМ, где τСМ - время радиальной релаксации химического состава в общем потоке плазмы. Величина потенциала смещения подложки Uсм.п = 5 Тe выбиралась из условия eUсм.т+eUсм.п<Wдеф., а неоднородность магнитного поля
областей транспортирования при выполнении условий ri>Dсм, λii> DСМ, re << Dсм, ωeτei>> 1, где ri, re - ларморовские радиусы ионов и электрона соответственно, Dсм - поперечный размер области смешения, ωeτei - параметр Холла электронов, ωe - циклотронная частота электрона, τei - частота электрон-ионных столкновений. Перемешивание ионов различной химической природы осуществлялось за счет многократного столкновения ионов с потенциальным барьером Uсм при условии λii> DСМ, где λii - длина ион-ионных столкновений (λii= 102СМ) , Dсм = 15 см. Химический состав соединения устанавливался на расстоянии, равном LП∥= V∥СМ•τСМ.ПЛ, где τСМ.ПЛ - время радиальной релаксации химического состава в общем потоке плазмы. При этом смешение плазм Ba и Cu осуществлялось за время τСМ, определяемое из условия τСМ< τТАН.СМ, где τТАН.СМ - время развития тепловых анодных неустойчивостей на этапе смешения. Процесс конденсации осуществлялся в зоне конденсации смешиваемых потоков. При этом подложку устанавливали на расстоянии LП∥= V∥СМ•τСМ, где τСМ - время радиальной релаксации химического состава в общем потоке плазмы. Величина потенциала смещения подложки Uсм.п = 5 Тe выбиралась из условия eUсм.т+eUсм.п<Wдеф., а неоднородность магнитного поля  выбиралась из соотношения
выбиралась из соотношения ,
,
где Δl - разброс толщины покрытия, l - толщина покрытия. Последнее осуществлялось наложением с тыльной стороны подложки магнитного поля (3-х соленоидов диаметром Dсм см и длиной, равной 20 см). При реализации способа получения покрытий осуществлялись измерения параметров покрытий в зависимости от возможных изменений параметров способа. Так, лазерный поджиг в способе не удалось реализовать при τЛ< τГ (τЛ= 10 Н•С, τГ= 500 МК•С) и максимально возможной энергии накачки (50 Дж) лазера ЛТИ - 205, когда нормаль к торцевой рабочей поверхности катодов (Y, Ba, Cu) в зоне фокусировки лазерного излучения не пересекалась с поверхностью анода. Устранение указанного недостатка (ориентации нормали) позволили реализовать поджиг при энергии накачки 20 Дж. Исследовалась возможность применения лазера в режиме свободной генерации (τЛ≃ τГ). В данном случае происходила привязка катодных пятен к области фокусировки лазерного излучения на катоде и оплавление этой зоны, т. е. возникновение большого объема жидкой фазы и, следовательно, возгонка легкоплавких компонент сплавов. Кроме того, резко возросли энергозатраты. Поджиг отсутствовал, если первоначально на зону разряда накладывалось магнитное поле, т. к. последнее изменяет ориентацию оптимальной диаграммы истечения лазерной плазмы. Следовательно, магнитное поле должно накладываться после этапа поджига. Химический состав и энергозатраты в способе зависят от распределения магнитного поля в анодной области разряда. Так, при отсутствии магнитного потока на анодную область ФА=0 (магнитная изоляция анода) результаты измерений показали резкий рост потенциала на электродах: UАК≃ UК+ ΔUА≃ 100 B и образование анодных пятен на поверхности анода, т.е. рост уровня привнесенных химических примесей и рост энергозатрат из-за резкого снижения величины τТАН. Изменение величины ФА осуществлялось регулированием расстояния между соленоидом анода и соленоидом плазмовода lАП. При величине lАП = 5 см потенциал на электродах равен UАК=UК+ΔUА=50 В при отсутствии анодных пятен. Однако микроскопические исследования показали локальные нарушения состава покрытия в области конденсации капельной фазы. Для достижения цели потоки плазмы транспортировались в скрещенных  полях винтовых плазмоводов при различных параметрах способа. Так, при реализации условий lленгм<tп, dк<Tп (dк - диаметр макрочастицы, tп - шаг профиля) происходит снижение производительности при наличии капельной фазы. Капельная фаза присутствует и при реализации условий lленгм >tп, dк >tп; аналогичные результаты имеют место и при dк > hп, dк > lленгм, что обусловлено отсутствием совокупности условий запирания капельной фазы на профиле винтового корпуса плазмовода. Поэтому результаты измерений оптического рассеяния и анализ поверхности покрытия под микроскопом показали значительную величину рассеяния, равную 0,3, а также дефектность покрытия. Запирание капельной фазы удалось реализовать на этапе транспортирования потоков плазмы в винтовых плазмоводах при выполнении условий P•Nк<1, dк < tп< lленгм. Последнее подтвердили измерения оптического рассеяния и анализ поверхности покрытия под микроскопом. Так величина рассеяния оказалась равной 0,07%. Однако запирание капельной фазы является необходимым условием реализации способа, но недостаточным. Поэтому осуществлялось определение влияния режима синхронизации на химический состав покрытия. Для этого в первой серии экспериментов покрытие Y1Ba2Cu3O7-x формировалось путем синхронного возбуждения трех пространственно разделенных вакуумных дуг в среде О2 при давлении ~10-1 Па на мишенях из Ba, Cu, Y и последующей сепарации потоков плазмы от капельной фазы их смешения и конденсации. Во второй серии экспериментов, в отличие от первой, задавалась последовательность импульсов плазмы и кислорода, исходя из порядка чередования подрешеток формируемой кристаллической структуры (1, 2, 3) элементарной ячейки сверхпроводника (см. фиг. 23, 24), а число импульсов плазмы каждой подрешетки nA(nB)(nC) определялось из равенства
полях винтовых плазмоводов при различных параметрах способа. Так, при реализации условий lленгм<tп, dк<Tп (dк - диаметр макрочастицы, tп - шаг профиля) происходит снижение производительности при наличии капельной фазы. Капельная фаза присутствует и при реализации условий lленгм >tп, dк >tп; аналогичные результаты имеют место и при dк > hп, dк > lленгм, что обусловлено отсутствием совокупности условий запирания капельной фазы на профиле винтового корпуса плазмовода. Поэтому результаты измерений оптического рассеяния и анализ поверхности покрытия под микроскопом показали значительную величину рассеяния, равную 0,3, а также дефектность покрытия. Запирание капельной фазы удалось реализовать на этапе транспортирования потоков плазмы в винтовых плазмоводах при выполнении условий P•Nк<1, dк < tп< lленгм. Последнее подтвердили измерения оптического рассеяния и анализ поверхности покрытия под микроскопом. Так величина рассеяния оказалась равной 0,07%. Однако запирание капельной фазы является необходимым условием реализации способа, но недостаточным. Поэтому осуществлялось определение влияния режима синхронизации на химический состав покрытия. Для этого в первой серии экспериментов покрытие Y1Ba2Cu3O7-x формировалось путем синхронного возбуждения трех пространственно разделенных вакуумных дуг в среде О2 при давлении ~10-1 Па на мишенях из Ba, Cu, Y и последующей сепарации потоков плазмы от капельной фазы их смешения и конденсации. Во второй серии экспериментов, в отличие от первой, задавалась последовательность импульсов плазмы и кислорода, исходя из порядка чередования подрешеток формируемой кристаллической структуры (1, 2, 3) элементарной ячейки сверхпроводника (см. фиг. 23, 24), а число импульсов плазмы каждой подрешетки nA(nB)(nC) определялось из равенства
qY,Ba,Cu = CY,Ba,Cu•UY,Ba,Cu;
где ρY,Ba,Cu - плотность наносимого материала в покрытии,
Sт - площадь поперечного сечения области смешения (Y, Ba, Cu) м2, dY,Ba,Cu - толщина подрешетки Y, Ba, Cu в элементарной ячейке, м, qY,Ba,Cu - заряд, протекающий в цепи разряда.
Расчетные и экспериментальные данные показали, что nY= 1 имп., nBa = 2 имп. , nCu = 9 имп. Основной отличительной особенностью покрытий, полученных во второй серии, является то, что они приобретали сверхпроводящие свойства уже при 450oC в среде кислорода (4 ч) и обладали практически таким же резким переходом TS--->TC. Таким образом, сочетание синхронного и асинхронного возбуждения вакуумных дуг и напуски О2 позволяет потенциально задавать необходимый химический состав соединения.
Однако задание режима синхронизации по Y, Ba, Cu и O2 является только необходимым условием получения многокомпонентного покрытия. Важен непосредственно сам режим смешения. По критерию соотношения между λii и Dсм, где λii - длина ион-ионных столкновений ((λii = 102СМ) =102 см) Dсм - поперечный размер зоны смешения, возможны два режима: λii< DСМ и λii> DСм. В первом случае смешение затруднено из-за столкновений ионов между собой и происходит за счет большого числа столкновений nст, равного nСТ•λii≃ DСМ. Ситуация обратна, если λii> DСМ . В данном случае взаимные столкновения ионов не лимитируют смешение и осуществляются за счет столкновений ионов с потенциальным барьером Uсм. Однако положение магнитного поля может нарушить условия смешения. Исследовались два варианта, ri<Dсм и ri,>Dсм, где ri - ларморовские радиусы ионов, Dсм - поперечный размер области смешения. При ri < Dсм наблюдается резкое ухудшение условий смешения, т.к. ионная компонента замагничена и собственно смешение ионов различной химической природы обусловлено ион-ионными столкновениями и последующими перескоками ионов на расстояние ri. Кроме того, во-вторых, отсутствует сепарация ионов по энергии и, в-третьих, отсутствует сепарация ионов по поперечным импульсам при снижении производительности способа из-за образования магнитной пробки. Недостатки устраняются, если ri>Dсм, при этом условия по величине магнитного поля совпадают с условиями по величине магнитного поля в зоне транспортирования. Влияние топологии магнитного поля реализуется через производительность и энергозатраты.
В состав сверхпроводника входят исходно твердофазные компоненты Y, Ba, Cu и газообразный компонент О2. Состав по твердофазным компонентам на этапе генерирования задается величинами изменений рабочего напряжения и емкости накопителей вакуумных дуг, а также режимом синхронизации. Газообразная компонента вводилась, как указывалось, импульсно и синхронно согласно ее положению в элементарной ячейке. Исследовались три варианта пространственной инжекции О2: в область конденсации транспортирования и генерирования, при этом величина потока О2 задавалась величиной амплитуды напряжения, подаваемой на импульсный натекатель. Наиболее оптимальным с точки зрения параметров покрытия оказалась инжекция в область генерирования (вакуумных дуг Ba и Cu). Заданный химический состав покрытия через задание величин емкости Сн и напряжения U на емкостях в каждом из каналов возбуждения, генерирования, транспортирования, а также режима синхронизации может быть нарушен за счет анодных процессов на указанных этапах. При заданной величине магнитного потока на анод (ФА), корпус плазмовода  , корпус камеры смешения
, корпус камеры смешения  формируется соответственно скачок потенциала на аноде (ΔUа), а также величины потенциалов смещения на корпусах плазмоводов Uсм.т и камеры смешения Uсм, что в свою очередь определяет постоянную времени формирования тепловой анодной неустойчивости при генерировании, транспортировании и смешении. Возможны два варианта:
формируется соответственно скачок потенциала на аноде (ΔUа), а также величины потенциалов смещения на корпусах плазмоводов Uсм.т и камеры смешения Uсм, что в свою очередь определяет постоянную времени формирования тепловой анодной неустойчивости при генерировании, транспортировании и смешении. Возможны два варианта: .
.
В последнем случае анод, корпус плазмовода и камера смешения являются источниками привнесенных химических примесей. Так, при τГ= 10-2с > τТАН.Г химический анализ показал наличие в толще покрытия (Fe и Cr) материалов анода, корпусов плазмовода и камеры смешения (нержавеющей стали). Недостаток был устранен при длительности τГ< 1мкс. В данном случае привязка (анодные пятна) на анод, корпусы плазмоводов и камеры смешения не успевала сформироваться, и химический состав покрытия определялся параметрами Сн и U вакуумных дуг и режимом их синхронизации. Химический состав покрытия кроме режима синхронизации величины масс компонент (Y, Ba, Cu) через параметры Сн и U вакуумных дуг, наличия капельной фазы обусловлен, кроме того, однородностью распределения компонент в покрытии, которое в свою очередь определяется неоднородностью  магнитного поля в объеме плазмы на диаметре подложки Dсм-lленгм, где lленгм - величина слоя Ленгмюра, которая определяется условиями запирания капельной фазы. Величина
магнитного поля в объеме плазмы на диаметре подложки Dсм-lленгм, где lленгм - величина слоя Ленгмюра, которая определяется условиями запирания капельной фазы. Величина  в области конденсации (подложки) определяется в свою очередь положением соленоидов областей генерирования, транспортирования, смешения, а также наличием соленоида с тыльной стороны подложки. В связи с этим исследовались два варианта:
в области конденсации (подложки) определяется в свою очередь положением соленоидов областей генерирования, транспортирования, смешения, а также наличием соленоида с тыльной стороны подложки. В связи с этим исследовались два варианта:
В первом варианте неоднородность  толщины покрытия составила величину, равную ~ 10%, неприемлемую для практики. Во втором варианте (с тыльной стороны подложки располагаются три соленоида диаметром Dсм и длиной 2 Dсм) неоднородность
толщины покрытия составила величину, равную ~ 10%, неприемлемую для практики. Во втором варианте (с тыльной стороны подложки располагаются три соленоида диаметром Dсм и длиной 2 Dсм) неоднородность  толщины покрытия составила величину, равную ~3%, практически приемлемую для технологического оборудования. Указанное пространственное положение атомов в подрешетке может быть нарушено за счет избыточной энергии конденсируемых ионов плазмы. Исследовались два варианта: первый - eUсм.т+eUсм.г•Z>Wдеф и второй - eUсм.т.+eUсм.г•Z < Wдеф Сравнение результатов по плотности поверхностных состояний показало, что она в первом случае составляет величину, равную 1012 -1013 1/см2•эв, неприемлемую для практического использования тонкопленочной структуры. Во-втором случае уровень плотности поверхностных состояний равен ~1011 1/см2•эв, а тонкопленочная структура приемлема для практического использования. Однако кроме нарушений на границе подложка - покрытие возможны нарушения исходного пространственного положения атомов за счет высокоэнергетичных ионов лазерной плазмы и плазмы вакуумной дуги. Так, энергия ионов лазерной плазмы при плотности энергии при поджиге 109 Вт/см может достигать несколько кэВ.
толщины покрытия составила величину, равную ~3%, практически приемлемую для технологического оборудования. Указанное пространственное положение атомов в подрешетке может быть нарушено за счет избыточной энергии конденсируемых ионов плазмы. Исследовались два варианта: первый - eUсм.т+eUсм.г•Z>Wдеф и второй - eUсм.т.+eUсм.г•Z < Wдеф Сравнение результатов по плотности поверхностных состояний показало, что она в первом случае составляет величину, равную 1012 -1013 1/см2•эв, неприемлемую для практического использования тонкопленочной структуры. Во-втором случае уровень плотности поверхностных состояний равен ~1011 1/см2•эв, а тонкопленочная структура приемлема для практического использования. Однако кроме нарушений на границе подложка - покрытие возможны нарушения исходного пространственного положения атомов за счет высокоэнергетичных ионов лазерной плазмы и плазмы вакуумной дуги. Так, энергия ионов лазерной плазмы при плотности энергии при поджиге 109 Вт/см может достигать несколько кэВ.
ПРИМЕР N 2. То же, что и в примере N 1, при этом генерирование плазмы из плазмообразующего вещества сложного состава (сплав Ba-Cu) осуществляют в течение времени τГ, величину которого выбирают меньше времени τII жизни катодных пятен второго рода: τГ< τII≃ 1мкс , а длительность τЕН наложений магнитного  и электрического
и электрического  полей на этапе транспортирования и смешения определяли из условия τЕН≤ τГ+τПРОЛ , где τПРОЛ - время пролета плазмой области транспортирования и смешения. При реализации способа получения покрытий осуществлялось измерение параметров покрытий в зависимости от возможных изменений параметров способа.
полей на этапе транспортирования и смешения определяли из условия τЕН≤ τГ+τПРОЛ , где τПРОЛ - время пролета плазмой области транспортирования и смешения. При реализации способа получения покрытий осуществлялось измерение параметров покрытий в зависимости от возможных изменений параметров способа.
Обычно магнитные поля  в плазмоводах и камере смешения создаются токами вакуумных дуг, т. е. при τЕН= τГ. Химический анализ покрытия Ba-Cu показал, что его состав нарушен (недостаток Cu) на величину ~1%. Причем по мере увеличения длительности разряда τГ величина нарушения состава увеличивалась, т. е. когда τЕН= τГ> τII. В этом случае нарушение состава обусловлено как фракционной возгонкой в катодной области разряда и последующего продольного разделения состава в зонах транспортирования и смешения. Нарушение состава было предотвращено при длительности наложения магнитного поля Нт Hсм), равной τЕН= τГ+τПРОЛ, где τГ выбиралась из условия τГ< τII≃ 1мкс.
в плазмоводах и камере смешения создаются токами вакуумных дуг, т. е. при τЕН= τГ. Химический анализ покрытия Ba-Cu показал, что его состав нарушен (недостаток Cu) на величину ~1%. Причем по мере увеличения длительности разряда τГ величина нарушения состава увеличивалась, т. е. когда τЕН= τГ> τII. В этом случае нарушение состава обусловлено как фракционной возгонкой в катодной области разряда и последующего продольного разделения состава в зонах транспортирования и смешения. Нарушение состава было предотвращено при длительности наложения магнитного поля Нт Hсм), равной τЕН= τГ+τПРОЛ, где τГ выбиралась из условия τГ< τII≃ 1мкс.
ПРИМЕР N 3. То же, что и в примере N 2, 1, но подложка была профилированной, при этом после смешения потоков плазмы осуществляют сепарацию ионов по поперечным импульсам путем транспортирования в продольных каналах, причем протяженность каналов и расстояние Lк до поверхности конденсации определялось из выражения
V∥•τii< hС+LК ,
где  , V∥П и V⊥ - величина продольной и поперечной скорости иона в потоке плазмы после сепарации по импульсам соответственно, l0 - поперечный размер стенок между каналами. Величина магнитного поля определялась из неравенства
, V∥П и V⊥ - величина продольной и поперечной скорости иона в потоке плазмы после сепарации по импульсам соответственно, l0 - поперечный размер стенок между каналами. Величина магнитного поля определялась из неравенства
ri> V⊥•τc>> re ,
где V⊥•τc= b = (0,5-1) см - поперечный размер канала, re = 10-2 см, ларморовский радиус электрона, ri = 102 см - ларморовский радиус иона,  время пролета плазмой зоны сепарации (каналов). При реализации способа получения покрытий осуществлялось измерение параметров покрытий в зависимости от возможных изменений параметров способа. Так, результаты взрывной литографии показали, что нарушение вышеизложенных условий обусловливает наличие подпыла на вертикальные стенки профиля и отсутствие формирования рисунка.
время пролета плазмой зоны сепарации (каналов). При реализации способа получения покрытий осуществлялось измерение параметров покрытий в зависимости от возможных изменений параметров способа. Так, результаты взрывной литографии показали, что нарушение вышеизложенных условий обусловливает наличие подпыла на вертикальные стенки профиля и отсутствие формирования рисунка.
ПРИМЕР N 4. То же, что и в примере N 3, при этом при генерировании потока плазмы формируют положительный скачок потенциала ΔUа в анодной области разряда за счет замыкания на эту область части магнитного потока Фк, пронизывающего катодную область вакуумной дуги, равную ФА, путем регулирования расстояния lАП между соленоидом анодной области разряда и соленоидом области транспортирования, при этом остальную часть продольного
потока  магнитного поля распределяют между областью транспортирования
магнитного поля распределяют между областью транспортирования  (смешения
(смешения  ) в слое Ленгмюра (lленгм) и областью конденсации (Фк) согласно выражению
) в слое Ленгмюра (lленгм) и областью конденсации (Фк) согласно выражению
путем замыкания магнитных силовых линий на диафрагму высотой lленгм и регулирования ее высоты, или на корпус в области его торцов, при этом величину емкости С цепи смещения корпуса плазмовода выбирали из условия  где RКП - величина сопротивления участка "корпус плазмовода - плазма", Ом; Lг-, Cн - величина индуктивности, емкости цепи разряда соответственно Гн, Ф; а величину емкости Ссм цепи смещения корпуса камеры смешения выбирают из условиях
где RКП - величина сопротивления участка "корпус плазмовода - плазма", Ом; Lг-, Cн - величина индуктивности, емкости цепи разряда соответственно Гн, Ф; а величину емкости Ссм цепи смещения корпуса камеры смешения выбирают из условиях  где Rксп - величина сопротивления участка "корпус камеры смешения - плазма".
где Rксп - величина сопротивления участка "корпус камеры смешения - плазма".
При реализации способа получения покрытий осуществлялось измерение параметром покрытий в зависимости от возможных изменений параметров способа. Производительность и энергозатраты в способе зависят от распределения магнитного поля в зонах генерирования транспортирования, смешения и конденсации, образующих единую магнитную систему, а совместно с ΔUа, Uт, Uсм единую систему скрещенных полей. Так, распределение магнитного поля в анодной области разряда, когда отсутствует магнитный поток на анодную область ФА = 0 (магнитная изоляция анода) результаты измерений показали резкий рост потенциала на электродах: ΔUАК= UК+ΔU ≃ 100 B, образование анодных пятен на поверхности анода, т.е. рост уровня привнесенных химических примесей и энергозатрат из-за резкого снижения величины τТАН.Г. Изменение величины ФА осуществлялось регулированием расстояния между соленоидом анода и соленоидом плазмовода lАП. При величине lАП = 5 см потенциал на электродах равен UАК = UК+ΔU ≃ 50 B при отсутствии анодных пятен. Затем осуществлялась оптимизация в распределении магнитного потока  . Соотношение между
. Соотношение между  и Фконд определяет производительность способа через
и Фконд определяет производительность способа через  , т.к. эта величина определяется величиной слоя Ленгмюра (пропорциональна площади слоя) и задается одним из условий транспортирования плазмы вдоль профилированной поверхности: lленгм>tп>dк. При этом нарушение этого неравенства снижает производительность способа. Оптимальное соотношение между потоками на подложку Фк и магнитный поток на формирование слоя Ленгмюра на этапе транспортирования (смешения) реализуется при условии
, т.к. эта величина определяется величиной слоя Ленгмюра (пропорциональна площади слоя) и задается одним из условий транспортирования плазмы вдоль профилированной поверхности: lленгм>tп>dк. При этом нарушение этого неравенства снижает производительность способа. Оптимальное соотношение между потоками на подложку Фк и магнитный поток на формирование слоя Ленгмюра на этапе транспортирования (смешения) реализуется при условии
или, когда Dт >> lленгм
Однако, как показал эксперимент, оптимизация топологии магнитного поля есть только необходимое условие повышения производительности способа. Так как плазма генерируется, транспортируется и смешивается в скрещенных  полях, достаточным условием является оптимизация условий реализации Е через соответствующие потенциалы ΔUа, Uсм.т, Uсм. Так величина ΔUа определяется, как ранее описано, величиной ФА. Величины Uсм.т и Uсм. определяются во время транспортирования и смешения соотношением постоянных времени участка корпус-плазма, равной Rкп•Cп и контура, равной
полях, достаточным условием является оптимизация условий реализации Е через соответствующие потенциалы ΔUа, Uсм.т, Uсм. Так величина ΔUа определяется, как ранее описано, величиной ФА. Величины Uсм.т и Uсм. определяются во время транспортирования и смешения соотношением постоянных времени участка корпус-плазма, равной Rкп•Cп и контура, равной  . Так, если
. Так, если  меньше, чем Rкп•Cп (Rксп•Cсм), то емкость Сп (см) успевает разрядиться за счет электронного тока на корпус и в слой Ленгмюра и, как следствие, резкое падение Uсм.т, Uсм и производительности. Ситуация обратна, если
меньше, чем Rкп•Cп (Rксп•Cсм), то емкость Сп (см) успевает разрядиться за счет электронного тока на корпус и в слой Ленгмюра и, как следствие, резкое падение Uсм.т, Uсм и производительности. Ситуация обратна, если  или
или  В этом случае Uсм.т и Uсм, за время прохождения плазмой зоны транспортирования и смешения, изменяются незначительно, а следовательно, и производительность.
В этом случае Uсм.т и Uсм, за время прохождения плазмой зоны транспортирования и смешения, изменяются незначительно, а следовательно, и производительность.
Необходимо отметить, что величины Rкп и Rкcп определяются величинами магнитных потоков, замкнутых в слоях Ленгмюра  .
.
Таким образом, рассмотренные условия повышения качества покрытий только в совокупности признаков обеспечивают достижение поставленной цели.
Устройство для осуществления способа получения многокомпонентных покрытий для реализации цели должно удовлетворять во всех своих конструктивных элементах (блоке поджига, генераторе плазмы, плазмоводе, камере смешения) ряду технических условий: сохранение химической однородности потока (ов) и его целенаправленное изменение при минимальных энергозатратах и потерях вещества покрытия.
Химический состав покрытия в устройстве обусловлен возможностью его нарушения в блоке поджига, генераторе плазмы, плазмоводе и камере смешения.
Так, в узле поджига нарушения химического состава обусловлены:
1. внесением инородного вещества, в частности эрозией конструктивных элементов блока поджига, а также его принципом работы.
2. генерированием капельной фазы,
3. нестабильностью поджига,
4. отсутствием (блока синхронизации) режима синхронизации блоков поджига и системы напуска реактивного газа.
Известны конструкции узлов поджига, возбуждение плазмы в которых осуществляется за счет инжекции порции газа, высокого напряжения, механического перемещения электрода, электронного потока, лазерного излучения. Использование в устройстве инжекции порции газа не удовлетворяет первому требованию. Применение высокого напряжения обусловливает нарушение первого требования за счет эрозии диэлектрика, а также электродов отличной от расходуемого катода химической природы, кроме того, металлизация поверхности диэлектрика и выгорание электродов узла поджига обусловливает нестабильность процесса поджига. Использование в устройстве механического перемещения электрода ввиду инерционности системы в целом не позволяет осуществить режим синхронного поджига в пределах длительности разряда (<1 мс) в генераторах плазмы, кроме того, периодическое приваривание электрода поджига и его механическая непрочность для ряда веществ (например, полупроводников) обусловливает нестабильность процесса поджига.
В наибольшей степени требованиям (1-5) удовлетворяет электронно-лучевой и лазерный поджиг. Однако они существенно различаются по условиям фокусировки электронных и лазерных потоков до плотности ~108 Вт/см2 (условие перехода твердое тело - плазма) на торцевой рабочей поверхности катода. Так плотность энергии в случае электронов равна ε= j•U , где j - плотность тока эмиссии с катода, U - ускоряющее напряжение, т.е. для реализации jU~108 Вт/см2 необходимы высокопервеансные электронные пушки. Наличие высоких напряжений (50 кВ) и термокатода в условиях плотных потоков металлической плазмы, а также потоков реактивных технологических газов (N2, O2) обусловливает, во-первых, возникновение паразитных электрических разрядов и, следовательно, эрозию конструктивных элементов блока поджига и, во-вторых, разрушение термокатода и, как следствие, нестабильность j•U и собственно самого поджига. Другая причина нестабильности поджига (состава покрытия) обусловлена эффектом кинжального проплавления торцевой рабочей поверхности катода в зоне фокусировки.
В случае лазерного поджига глубина лунки составляет величину, равную скин-слою (для металлов несколько сотен ангстрем), а в случае электронного потока составляет величину, равную длине пробега электронов при энергии 50 кВ, те несколько микрон, что обусловливает резкое снижение выхода продуктов эрозии (плазмы) из области фокусировки в межэлектродный зазор генератора плазмы. Для лазерного поджига указанные недостатки или отсутствуют (фокусировка), а массоперенос плазмы (или газа) на термокатод заменяется в данном случае массопереносом на оптический ввод, или эти недостатки не так резко выражены (кинжальный эффект). Таким образом, для реализации цели предложения лазерный поджиг (блок) в устройстве наиболее оптимален. Режим синхронизации в устройстве осуществляется блоком синхронизации, управляющий N-канальный выход которого соединен с каждым входом синхронизации блока поджига и системы напуска реактивного газа.
В генераторах плазмы нарушения химического состава покрытия могут быть предопределены, с одной стороны, типом электрического разряда (тлеющий или вакуумно-дуговой), с другой стороны, обусловлены
- возможностью регулировки выхода количества (массы) плазмы в зависимости от электрических параметров, например емкости (Сн) и рабочего напряжения (U).
- наличием капельной фазы в потоке плазмы,
- перекрестным массопереносом между расходуемыми катодами генераторов, например, по плазме, капельной фазе,
- энергетическими параметрами ионов потока плазмы,
- анодными процессами,
- длительностью разряда τГ.
По критерию типа разряда в генераторе плазмы наиболее оптимален вакуумно-дуговой разряд, т.к. в нем в отличие от других типов электрических разрядов отсутствует рабочий газ (например, Ar), что резко повышает химическую чистоту покрытия. Кроме того, масса вещества (m) расходуемого катода генератора пропорциональна величинам емкости (С) и изменения рабочего напряжения (U). Однако химический состав покрытия может быть локально нарушен в пределах капли (доли - десятки мкм) из-за неоднородности (продольной, т.е. по толщине, и радиальной, т.е. вдоль поверхности) различной химической природы, а также вследствие перекрестного массопереноса между катодами генераторов плазмы по плазме и капельной фазе. За счет чего на торцевых рабочих поверхностях катодов присутствуют пленки или частички (капли) инородного вещества, что обусловливает неоднозначность химического состава плазмы от С и U в каждом из генераторов и, следовательно, в покрытии.
Энергетический аспект нарушения химического состава покрытия обусловлен наличием в потоках плазмы (особенно лазерной) высокоэнергетичных ионов (до единиц кэВ), способных за счет высокой энергии при ее термализации встраиваться в нижележащие подрешетки слоистой элементарной ячейки многокомпонентного покрытия. Поэтому необходима энергетическая сепарация потока плазмы. В плазмоводах (камере смешения) нарушение химического состава покрытия может быть обусловлено
- наличием капельной фазы в потоке плазмы за выходным торцом плазмовода (камеры смешения),
- перекрестным массопереносом между плазмоводами по плазме и капельной фазе через камеру смешения,
- анодными процессами на внутренней поверхности корпуса плазмовода и камеры смешения.
Процессу плазмообразования в устройстве сопутствуют несколько механизмов образования капельной фазы (т. е. лазерная плазма и плазма вакуумной дуги являются многофазными).
Область образования макрочастиц расположена на торцевой рабочей поверхности расходуемого катода и расширения рабочего вещества от плотности твердого тела (~ 1022 см-3) до плотности плазмы (5•1011 см-3), т.е. на расстоянии нескольких сантиметров от торцевой рабочей поверхности. Поэтому увлечение макрочастиц потоком плазмы в данном случае локализовано в пространстве и находится в области расширения вещества. В импульсных генераторах плазмы твердых веществ наблюдается продольное разделение плазмы и капельной фазы ввиду различия в скоростях и конечной длительности τГ горения вакуумной дуги (τГ< 10-3c).
Следовательно, за время импульса горения вакуумной дуги капли не вылетают за пределы анода и распространяются в плазмоводе после окончания разряда в генераторе в отсутствие плазмы и даже магнитного поля, когда магнитное поле  создается током вакуумной дуги. Таким образом, торцевую рабочую поверхность расходуемой мишени и зону расширения можно рассматривать как источник N капель за импульс.
создается током вакуумной дуги. Таким образом, торцевую рабочую поверхность расходуемой мишени и зону расширения можно рассматривать как источник N капель за импульс.
В плазмоводе характер распространения макрокапель определяется двумя факторами: фазовым состоянием капель и характером взаимодействия с внутренней стенкой корпуса плазмовода. Возможны два варианта изменения числа капель Nк после зоны расширения: за счет дробления и их коагуляции.
Капельная фаза в момент образования находится в различных фазовых состояниях (жидком и твердом). Наиболее опасен для дробления первый вариант. Однако за время до первого столкновения с внутренней поверхностью корпуса плазмовода происходит остывание макрокапель с испарением тепловым излучением. Причем капли с диаметром dк, равным или меньшим двух величин α-1, а также поверхностный слой, равный α-1 в каплях большего диаметра, охлаждаются (затвердевают) практически мгновенно, так как этот процесс не лимитируется теплопроводностью материала макрочастицы, где α - коэффициент поглощения вещества макрочастицы в области длин волн максимума функции Планка. Капельная фаза с диаметром dк < 300 мкм за время пролета τ1,K до первого столкновения должна испытать фазовый переход: жидкость ---> твердое тело. Поэтому для ее дробления в момент столкновения она должна испытать обратный фазовый переход: твердое тело ---> жидкость. Условия дробления жидкой фазы реализуются при определенной величине отношения кинетической энергии капли к ее поверхности энергии.
Сравнение характерной энергии разрушения поверхности капли с величиной поверхностного натяжения показывает, что они отличаются в 4 - 5 раз. В условиях твердофазных веществ энергетические условия дробления более жесткие: кинетической энергии капли должно хватать на фазовый переход исходно твердых, а также охлажденных при пролете капель (твердое тело ---> жидкость) и последующее собственно дробление с учетом первого замечания. Механизм (коагуляция) в плазмоводе будет возможен только в том случае, если длина свободного пробега λКК относительно столкновения капля-капля будет меньше характерных размеров плазмовода (его длины Lг), т.е. когда  , где Sк - сечение взаимодействия (площадь) капель, nк - концентрация капель. Более того, процесс коагуляции эффективен в случае жидких микрокапель, но они застывают и, более того, взаимно не сталкиваются
, где Sк - сечение взаимодействия (площадь) капель, nк - концентрация капель. Более того, процесс коагуляции эффективен в случае жидких микрокапель, но они застывают и, более того, взаимно не сталкиваются  .
.
Таким образом число капель Nк, является неизменным для входного торца плазмовода, но зависит от ряда контролируемых параметров (например, газосодержания, величины тока разряда) и может быть определено из эксперимента.
Первым необходимым условием запирания капельной фазы является наличие треугольного профиля внутренней поверхности при условии, что высота и шаг профиля больше размера капельной фазы (в противном случае поверхность является "гладкой"). В данном случае по критерию угла влета, изменяющегося в пределах  (и равного величине угла между направлением распространения макрочастицы и нормалью к поверхности профиля, расположенной в радиальной плоскости корпуса) можно выделить три группы макрочастиц. Для первой группы угол влета изменяется в пределах αп> γ > 0, где αп - угол при вершине треугольного профиля. Указанные макрочастицы после соударения с поверхностью выступа отражаются от последнего и соударяются с поверхностью соседнего выступа, отражаются от него и под углом 2αп-γ1 распространяются в направлении выходного торца, т.е. они являются незапертыми после столкновения с треугольным профилем (см. фиг. 4). Для второй группы угол влета изменяется в диапазоне α ≤ γ2< 2αп, и макрочастицы после столкновения с выступами профиля обратно отражаются в направлении влета, т.е. являются запертыми. Для третьей группы угол влета изменяется в диапазоне
(и равного величине угла между направлением распространения макрочастицы и нормалью к поверхности профиля, расположенной в радиальной плоскости корпуса) можно выделить три группы макрочастиц. Для первой группы угол влета изменяется в пределах αп> γ > 0, где αп - угол при вершине треугольного профиля. Указанные макрочастицы после соударения с поверхностью выступа отражаются от последнего и соударяются с поверхностью соседнего выступа, отражаются от него и под углом 2αп-γ1 распространяются в направлении выходного торца, т.е. они являются незапертыми после столкновения с треугольным профилем (см. фиг. 4). Для второй группы угол влета изменяется в диапазоне α ≤ γ2< 2αп, и макрочастицы после столкновения с выступами профиля обратно отражаются в направлении влета, т.е. являются запертыми. Для третьей группы угол влета изменяется в диапазоне  , и макрочастицы "запираются" в пределах соседних выступов. Максимальную величину выступов hпmax, если
, и макрочастицы "запираются" в пределах соседних выступов. Максимальную величину выступов hпmax, если  во втором варианте профиля выбирают такой, чтобы в результате столкновений при входе макрочастиц третьей группы внутрь треугольного профиля они потеряли первоначальный импульс. Величину hпmax можно уменьшить в два раза, если учесть, что реальный профиль имеет вид, изображенный на фиг. 5, поэтому макрочастица, отразившись от области К, испытывает еще nст столкновений при выходе из треугольного профиля. Таким образом, для запирания макрочастиц на треугольном профиле (фиг. 5) необходимо устранить первую группу макрочастиц. Рассмотрим условия их запирания. Последнее осуществляется тем, что, во-первых, угол влета макрочастиц увеличивается от величины, заключенной в диапазоне 0 < γ < αп после первого столкновения с треугольным профилем до величины, заключенной в диапазоне γ = αп÷ 2αп и при втором столкновении макрочастиц с треугольным профилем их новый угол влета γ = αп÷ 2αп соответствует уже второй группе макрочастиц. Во-вторых, тем, что макрочастицы отражаются по закону tgϕ = Kвtgψ , где ϕ и ψ - углы падения и отражения соответственно, Kв - коэффициент восстановления (Кв~0,5). При этом началу запирания соответствует случай, когда после первого столкновения с профилем частицы в области rNТ начинают распространяться радиально, а не к выходному торцу. Причем по мере уменьшения αп у них появляется компонента скорости к входному торцу плазмовода. Этому условию соответствует верхняя величина αп, равная
во втором варианте профиля выбирают такой, чтобы в результате столкновений при входе макрочастиц третьей группы внутрь треугольного профиля они потеряли первоначальный импульс. Величину hпmax можно уменьшить в два раза, если учесть, что реальный профиль имеет вид, изображенный на фиг. 5, поэтому макрочастица, отразившись от области К, испытывает еще nст столкновений при выходе из треугольного профиля. Таким образом, для запирания макрочастиц на треугольном профиле (фиг. 5) необходимо устранить первую группу макрочастиц. Рассмотрим условия их запирания. Последнее осуществляется тем, что, во-первых, угол влета макрочастиц увеличивается от величины, заключенной в диапазоне 0 < γ < αп после первого столкновения с треугольным профилем до величины, заключенной в диапазоне γ = αп÷ 2αп и при втором столкновении макрочастиц с треугольным профилем их новый угол влета γ = αп÷ 2αп соответствует уже второй группе макрочастиц. Во-вторых, тем, что макрочастицы отражаются по закону tgϕ = Kвtgψ , где ϕ и ψ - углы падения и отражения соответственно, Kв - коэффициент восстановления (Кв~0,5). При этом началу запирания соответствует случай, когда после первого столкновения с профилем частицы в области rNТ начинают распространяться радиально, а не к выходному торцу. Причем по мере уменьшения αп у них появляется компонента скорости к входному торцу плазмовода. Этому условию соответствует верхняя величина αп, равная ,
,
где Dт - поперечный размер зоны транспортирования,
rк - величина радиуса катода (мишени),
F - величина отрезка прямой, проходящей через торцевую рабочую поверхность в точке Dт/2+rк и точкой касания к поверхности плазмовода в области цилиндра rNТ. По мере дальнейшего уменьшения αп капельная фаза начинает испытывать уже два столкновения в области между соседними выступами профилями, т. е. на одно больше чем при отсутствии профиля. Этому условию соответствует верхняя величина αп, равная .
.
По мере дальнейшего уменьшения αп число столкновений между соседними выступами (tп) увеличивается и их можно рассматривать как области стока капельной фазы.
Возможен второй вариант профилирования внутренней поверхности корпуса, фиг. 6. В данном случае угол влета для третьей группы заключен в диапазоне  , для второго: αп< γ2< 5αп.
, для второго: αп< γ2< 5αп.
Для первой группы угол влета изменяется в пределах 0 < γ1< αп. В данном случае первая группа распространяется в направлении выходного торца после столкновения с одним выступом, а не двумя, как в случае первого варианта профиля, что является недостатком второго варианта перед первым вариантом профиля. Условия запирания первой группы осуществляются аналогично условиям запирания в первом варианте профиля. По критерию первого столкновения в плазмоводе можно выделить область 1 (фиг. 3), в которой угол β1 изменяется в пределах 0 < β1≤ π , а βт,о= 180°. В этой области каждая макрочастица, вылетевшая с торцевой рабочей поверхности, испытывает хотя бы одно столкновение со стенкой, что для запирания капельной фазы недостаточно, так как существует первая группа макрочастиц при γ < αп и вследствие того, что реальный треугольный профиль отличается от теоретического в области вершины (фиг. 5). Таким образом, на треугольном профиле макрочастицы 32, попавшие между выступами профиля, "запираются", если γ ≥ αп, а не "запираются", если γ < αп, а также не "запираются" макрочастицы 33, попавшие на вершину реального выступа, т.е. для последних макрочастиц стенки "гладкие". Число "не запертых" на вершине профиля макрочастиц после области первого столкновения равно  , при новом угле влета частиц первой группы, равном γ = αп-2αп. Эффективность очистки можно повысить путем увеличения угла βТ до 360o. В данном случае можно выделить область II (фиг. 3), в которой угол βII изменяется в пределах 180°< βII< 360°, a βт,о= 180°. В этой области каждая макрочастица, вылетевшая с торцевой рабочей поверхности, испытывает минимум два столкновения, а вершины треугольного профиля области 1 являются источником
, при новом угле влета частиц первой группы, равном γ = αп-2αп. Эффективность очистки можно повысить путем увеличения угла βТ до 360o. В данном случае можно выделить область II (фиг. 3), в которой угол βII изменяется в пределах 180°< βII< 360°, a βт,о= 180°. В этой области каждая макрочастица, вылетевшая с торцевой рабочей поверхности, испытывает минимум два столкновения, а вершины треугольного профиля области 1 являются источником  макрочастиц для области II. Число "не запертых" на вершинах профиля макрочастиц после области II равно
макрочастиц для области II. Число "не запертых" на вершинах профиля макрочастиц после области II равно  . Дальнейшее увеличение угла плазмовода до 540o позволяет выделить в нем область III, в которой угол βIII изменяется в пределах 360o < βIII< 540°, а βт,о= 180°. После этой области каждая макрочастица испытывает минимум три столкновения. Необходимое и достаточное условие полного запирания макрочастиц в плазмоводе можно записать в виде неравенства P•Nк <1, где Nк - число макрочастиц, генерируемых в импульсе плазмы, P - геометрическая вероятность запирания, равная
. Дальнейшее увеличение угла плазмовода до 540o позволяет выделить в нем область III, в которой угол βIII изменяется в пределах 360o < βIII< 540°, а βт,о= 180°. После этой области каждая макрочастица испытывает минимум три столкновения. Необходимое и достаточное условие полного запирания макрочастиц в плазмоводе можно записать в виде неравенства P•Nк <1, где Nк - число макрочастиц, генерируемых в импульсе плазмы, P - геометрическая вероятность запирания, равная  . В этом случае все макрочастицы из общего числа Nк "запираются" в плазмоводе. Эффективность очистки от капельной фазы можно
. В этом случае все макрочастицы из общего числа Nк "запираются" в плазмоводе. Эффективность очистки от капельной фазы можно
существенно повысить, если внутри внешнего корпуса расположить дополнительный корпус, внешняя и внутренняя поверхность которого профилированы аналогично внешнему. В данном случае (фиг. 4) уменьшается величина βт,o и она становится меньше 180. Однако уменьшение βт,o по всему сечению плазмовода возможно в том случае, даже при наличии дополнительного корпуса для центральной области плазмовода (фиг. 1) βт,o = 180°, и не зависит от числа дополнительных корпусов. Увеличение числа дополнительных корпусов, если малый диаметр 2rNТ проекции сечения основного корпуса больше нуля 2rNТ > 0, будет повышаться эффективность очистки от капельной фазы, однако их средние диаметры должны быть такими, чтобы βтo для всех зон между корпусами должен быть приблизительно одинаков. В противном случае геометрическая вероятность пролета будет различаться по сечению плазмовода. Характер взаимодействия капельной фазы с внутренней поверхностью камеры смешения аналогичен взаимодействию с поверхностью корпуса (корпусов) плазмовода, поэтому требования к ее профилю аналогичны. Однако наличие камеры смешения увеличивает азимутальный угол βт между входным торцом плазмовода и выходным торцом камеры смешения до величины βт,c т.е. практически появляется новая зона (зоны) столкновения с угловым размером одной зоны столкновения, равным βтo, поэтому условия запирания капельной фазы становятся более жесткими.
Таким образом, характер распространения макрочастиц в плазмооптических системах (и камерах смешения) определяется характером взаимодействия твердых частиц с поверхностью корпуса (корпусов), поэтому все геометрические размеры узлов устройства должны определяться из необходимых и достаточных условий запирания капельной фазы на треугольном профиле внутренней поверхности корпуса (корпусов) и которые физически сводятся, во-первых, к погашению кинетической энергии при неупругих столкновениях микрочастица ---> поверхность профиля Кв-й части энергии (где Кв - коэффициент восстановления, Кв ~ 0,5) на одно столкновение и, во-вторых, изменению направления исходного импульса микрочастиц при столкновениях в направлении к входному торцу плазмовода или внутрь треугольного профиля. При этом лимитирующими геометрическими параметрами устройства являются характеристики треугольного профиля (шаг, высота, угол при вершине и величина затупления вершины), а также азимутальный угол βт(и βт,с) разворота торцов плазмовода (или плазмоводов и камер смешения). Причем эти параметры являются воспроизводимыми техническими характеристиками, закладываемыми на этапе его изготовления (плазмоводов и камеры смешения).
По мере транспортирования в плазмоводах потоки плазмы очищаются на профилированной (резьбовой) внутренней поверхности от капельной фазы и поступают в область скрещенных  полей камеры смешения (магнитного поля
полей камеры смешения (магнитного поля  соленоидов камеры смешения и радиального электрического поля
соленоидов камеры смешения и радиального электрического поля  корпуса камеры смешения), где они смешиваются и в виде многокомпонентного однофазного потока плазмы поступают в область конденсации через выходной торец камеры смешения.
корпуса камеры смешения), где они смешиваются и в виде многокомпонентного однофазного потока плазмы поступают в область конденсации через выходной торец камеры смешения.
Камера смешения должна соответствовать в совокупности ряду требований:
1) условиям однородного радиального смешения,
2) однородности покрытий по толщине,
3) минимальным энергетическим затратам на создание скрещенных полей  ,
,
4) минимальным потерям плазмы на этапе смешения,
5) запиранию капельной фазы (остатка от этапа транспортирования),
6) отсутствие перекрытого массопереноса между каналами устройства.
Первое требование лимитируется величиной ri (точнее соотношением ri и Dс(ri >Dс, ri<Dс и λii и Dc(λii> Dc, λii< Dc), а также величинами γNC и lc1, где Dс - диаметр камеры смешения γNC - величина угла при вершине камеры смешения (практически угол слияния исходных) потоков плазмы; lс1 - величина длины области смешения (выходного сегмента камеры смешения, см, описание способа изготовления устройства). Влияние ri и λii на смешение было рассмотрено ранее.
В зависимости от величины γNC в камере смешения имеются два предельных варианта: а) "лобовое" столкновение потоков плазмы, когда γNC= π и б) γNC= 0.
Для практики неприемлем ни первый а) ни второй б) случаи: а)вследствие больших потерь плазмы и низкой однородности покрытий по толщине и по составу, а случай б) вследствие технических трудностей в реализации, но в этом варианте минимальны потери плазмы, можно добиться высокой однородности по толщине и составу покрытия. Поэтому величина γNC должна быть оптимизирована в диапазоне 0 < γNC < π. Оптимальным является вариант, когда γNC= 180°-2αNT.
Рассмотрим влияние lс1. В камере смешения кроме углового размера γNC имеются два линейных, которые должны быть оптимизированы. Первый линейный размер - это расстояние от выходного торца камеры смешения до области пространственного сведения потоков плазмы и которое в сущности является длиной смешивания lc1 (или длина выходного сегмента, см. описание способа изготовления устройства). Второй линейный размер от области пространственного сведения потоков плазмы до ее входных торцов (или длина входного сегмента lс2, см. описание способа изготовления устройства). Величина lс2 определяется из условия радиальной стыковки камеры смешения с системой многозаходных винтовых плазмоводов, а так как радиальные размеры последних оптимизированы, отсюда вытекает величина lс2, равная .
.
Величину lс1 в случае условий смешения можно оптимизировать, исходя из условия хотя бы одного столкновения ионной компоненты с энергетическим барьером Uсм. камеры смешения, что хаотизирует исходное (до смешения) радиальное распределение элементов (ионов). Следовательно,
(см. фиг. 33). Величина однородности покрытий по толщине после камеры смешения определяется величиной однородности магнитного поля  в зоне конденсации и которая в свою очередь определяется рядом факторов:
в зоне конденсации и которая в свою очередь определяется рядом факторов:
а) величиной γN,C(αN,T) и б) величиной lс1, а также длиной соленоида с тыльной стороны подложки.
Указанные величины уже рассматривались из условия смешения. Необходимо отметить, что изменение этих величин для удовлетворения условий смешения и однородности покрытий не являются противоречивыми: т.е. по мере увеличения lс1 и уменьшения γN,C характеристики улучшаются.
Необходимо отметить, что характер токопереноса на профилированную поверхность камеры смешения аналогичен токопереносу на профилированную поверхность корпуса плазмовода, поэтому требования аналогичны. В этом случае, когда оба корпуса гальванически соединены, реализуется случай параллельного включения сопротивлений Rксп Rкп.
Коэффициент транспортирования плазмы (производительность), а также однородность покрытий по толщине в устройстве для получения многокомпонентных потоков плазмы путем их синтеза зависит от величин  и топологии суммарного магнитного поля
и топологии суммарного магнитного поля  в плазмоводах и камере смешения.
в плазмоводах и камере смешения.
Отсутствие взаимного влияния совмещенных плазмоводов будет наблюдаться только в том случае, если величина магнитного потока полей рассеяния в каждом из плазмоводов будет равна нулю, т.е. ΔФNТ = 0. В противном случае будут наблюдаться частичные замыкания силовых линий магнитного поля на корпус плазмовода, что обусловливает снижение коэффициента транспортирования (производительности), так как в каждом из смешиваемых потоков теряется (уходит в стенку) часть плазмы рабочих веществ: Δn ~ ΔФN,T. Аналогично и для камеры смешения. Взаимное влияние магнитных полей совмещенных плазмоводов может быть двух типов: путем изменения однородности магнитного поля или изменения топологии поля. В совмещенных криволинейных системах отсутствуют варианты с ΔФN,Т= 0, но в любом плазмоводе винтовой конструкции эта величина меньше, чем в случае тороидальных плазмоводов. Поэтому с точки зрения уменьшения потерь плазмы рабочих веществ и равномерности толщины покрытий в устройстве, система из винтовых плазмоводов является предпочтительной по сравнению с системой из тороидальных плазмоводов при равнозначном эффекте сепарации капельной фазы в обоих вариантах. Кроме того, в них неограничен азимутальный угол между торцами, а следовательно, степень сепарации капельной фазы.
На практике габариты устройства (плазмоводы, камеры смешения) являются лимитирующим фактором, в частности, это обусловливается пролетными и центробежными эффектами разделения компонент плазмы, а также потерями плазмы, т.к. магнитный поток и поток электронов (ионов) пропорционален площади внутренней поверхности корпуса плазмовода, поэтому она должна быть минимальна (т.е. минимальный объем). Уменьшение габаритов устройства из винтовых плазмоводов сводится к уменьшению радиальных и продольных размеров. Радиальные размеры будут наименьшими, когда обеспечена плотная компоновка винтовых плазмоводов в плоскости поперечного сечения, см. фиг. 10. Минимальное расстояние между ними определяется из величины технологического зазора hТ.
Условие наименьших радиальных габаритов формируется следующим образом: в плоскости А-А (фиг. 10) по окружности радиуса rNТ равномерно и с зазором 2hТ относительно друг друга распределены N эллипсов с малой осью OТ, равной внешнему радиусу обмотки корпуса плазмовода (фиг. 10), образующих с осью О угол  . Рассмотрим прямоугольный треугольник Δ СОМ (фиг. 11):
. Рассмотрим прямоугольный треугольник Δ СОМ (фиг. 11): 
Получаем величину
Продольные габариты устройства будут наименьшими, когда обеспечена плотная компоновка винтовых плазмоводов в плоскости продольного сечения, проходящей через центральную ось О конструкции, т.е. когда в одном шаге системы многозаходных винтовых цилиндров укладывается N плазмоводов с внешним диаметром DТ и зазором 2hТ. Последнее условие запишется в виде  , где Lэ - величина дуги эллипса АВ (см. фиг. 11).
, где Lэ - величина дуги эллипса АВ (см. фиг. 11).
Выражая параметры эллипса а, в и ε через конкретные выражения и подставив полученную величину Lэ в выражение ,
,
а величину H в равенство
(см. фиг. 12), получаем уравнение для нахождения величины αNT ,
,
где E(...) эллептический интеграл второго рода.
Отклонение величины αNT и rNТ в меньшую сторону от указанного в равенствах ведет к невозможности реальной сборки устройства, так как в этом случае поверхности плазмоводов начинают взаимно пересекаться. Отклонение величин αNT и rNТ в сторону увеличения от указанных ведет к неоправданному увеличению габаритов устройства и, следовательно, потерям плазмы на избыточных поверхностях плазмоводов и увеличению роли пролетных эффектов на состав покрытий. Последние замечания относятся и к камере смешения.
Возможны три варианта устройства для получения покрытий согласно критерию количества камер смешения и количества систем многозаходных винтовых плазмоводов: во-первых, одна камера смешения и одна или несколько систем многозаходных винтовых плазмоводов, во-вторых, несколько камер смешения (т. е. выходной торец одной соединен с одним из входных торцов другой камеры смешения) и одна система многозаходных винтовых плазмоводов и; в-третьих, несколько камер смешения и несколько систем многозаходных винтовые плазмоводов. Во всех вариантах оптимальная величина угла γN,m определяется из условия γN,m≤ 180°-2αNT, где N - число плазмоводов в системе эквидистантных многозаходных винтовых плазмоводов, m - число систем эквидистантных многозаходных винтовых плазмоводов в устройстве. Радиус основания ZСNm в данном случае определяется из выражения
hтm - величина технологического зазора между системами многозаходных винтовых плазмоводов. В области подложки вследствие наличия системы N многозаходных винтовых плазмоводов или m подобных систем, во-первых, неравномерно распределение силовых линий магнитного поля и, во-вторых, из-за кручения вектор  не перпендикулярен поверхности подложки, что в совокупности ухудшает равномерность покрытия и возможность конденсации на профилированные подложки без "подпыла" на вертикальные стенки. Указанные недостатки можно частично снять путем расположения с тыльной стороны подложки N соленоидов или полностью путем симметричного расположения относительно плоскости подложки (или двух подложек, сложенных вместе (устройства и просто магнитной системы) или двух аналогичных устройств, причем направления кручения винтовых плазмоводов в обоих устройствах противоположны, а соленоиды плазмоводов включены согласно (см. фиг. 15). В противном случае, когда направления кручения плазмоводов одинаковы, проблема усугубляется, так как суммируемые векторы магнитных полей соленоидов плазмоводов в области подложки имеют одинаковое направление, а в случае, когда направления противоположны, то суммарный вектор
не перпендикулярен поверхности подложки, что в совокупности ухудшает равномерность покрытия и возможность конденсации на профилированные подложки без "подпыла" на вертикальные стенки. Указанные недостатки можно частично снять путем расположения с тыльной стороны подложки N соленоидов или полностью путем симметричного расположения относительно плоскости подложки (или двух подложек, сложенных вместе (устройства и просто магнитной системы) или двух аналогичных устройств, причем направления кручения винтовых плазмоводов в обоих устройствах противоположны, а соленоиды плазмоводов включены согласно (см. фиг. 15). В противном случае, когда направления кручения плазмоводов одинаковы, проблема усугубляется, так как суммируемые векторы магнитных полей соленоидов плазмоводов в области подложки имеют одинаковое направление, а в случае, когда направления противоположны, то суммарный вектор  области конденсации перпендикулярен поверхности пoдложки. Последнее справедливо, если соленоиды плазмоводов включены согласно, так как в противном случае в области подложки реализуется топология магнитного поля антипробкотрона, что устраняет перпендикулярность суммарного магнитного поля
области конденсации перпендикулярен поверхности пoдложки. Последнее справедливо, если соленоиды плазмоводов включены согласно, так как в противном случае в области подложки реализуется топология магнитного поля антипробкотрона, что устраняет перпендикулярность суммарного магнитного поля  поверхности подложки, и снижает, кроме того, производительность. Таким образом симметричное расположение с обратным кручением при согласном включении обеспечивает повышение производительности в 2 раза при реализации требований, изложенных в цели изобретения.
поверхности подложки, и снижает, кроме того, производительность. Таким образом симметричное расположение с обратным кручением при согласном включении обеспечивает повышение производительности в 2 раза при реализации требований, изложенных в цели изобретения.
Надежность работы и уровень примесей в генераторе плазмы твердых веществ с лазерным узлом поджига может изменяться за счет массопереноса с торцевой рабочей поверхности катода на окно ввода (или прозрачный экран) как в режиме поджига, так и в режиме горения основного разряда, когда массообмен максимален и происходит последующая регенерация их прозрачности лазерным излучением. Последнее обусловливает рост шероховатости рабочей поверхности окна ввода (или прозрачного экрана), а также привнесенных химических примесей в направлении к торцевой рабочей поверхности расходуемого катода. Указанный массоперенос осуществляется потоком плазмы, который содержит капельную фазу, ионизованную и нейтральную компоненты. Для устранения осаждения капельной фазы на окно ввода (или прозрачный экран) их необходимо установить на расстоянии от торцевой рабочей поверхности катода, при пролете которого капельная фаза остывает (происходит фазовый переход жидкости в твердое тело) и упруго отражается от их поверхности: т.е. случай длиннофокусной линзы. С целью снижения потока ионизованной и нейтральной компонент плазмы на поверхность окна ввода (или прозрачный экран) расстояние от торцевой рабочей поверхности до фокусирующей системы должно быть больше, чем фокусное расстояние последней. Подобное техническое решение позволяет, во-первых, использовать диафрагму, разместив ее на оптической оси узла поджига между торцевой рабочей поверхностью и окном ввода излучения на расстоянии, равном фокусному расстоянию фокусирующей системы, и, во-вторых, уменьшить рост глубины кратера в зоне фокусирования лазерного излучения на торцевой рабочей поверхности, и в-третьих, согласовать величину диаметра Dд в диафрагме с величиной слоя Ленгмюра (Dд <lленгм). В этом случае лазерное излучение частично расфокусировано, что обусловливает уменьшение глубины кратера в режиме поджига и соразмерность его роста с его уменьшением за счет эрозии торцевой рабочей поверхности в режиме горения основного разряда. Использование диафрагмы позволяет уменьшить поток плазмы на окно ввода излучения.
Практически минимальная величина Dд выбирается такой, чтобы, во-первых, лазерное излучение в фокусе не вызывало эрозии материала диафрагмы в режиме поджига и горения основного разряда (за счет возбуждения анодных пятен на диафрагме), что снижает уровень химической чистоты потока плазмы по сравнению с исходным уровнем чистоты вещества расходуемого катода. И, во-вторых, величина отверстия в диафрагме Dд ограничивается снизу величиной диаметра dк капель: Dд >dк. Сверху величина диаметра Dд диафрагмы ограничивается величиной слоя Ленгмюра: Dд < lленгм.
В данном случае положительный скачок потенциала у анода (+ΔUa) захватывает область отверстия диафрагмы, и ионная компонента отражается потенциальным барьером ΔUа от отверстия в плазму. В отверстие диафрагмы может пройти ионизованная компонента (ионы), энергия которых больше величины скачка потенциала +ΔUа. В противном случае (когда Dд >lленгм потенциальный барьер (+ ΔUа) вблизи оптической оси диафрагмы отсутствует и ионы беспрепятственно проходят через отверстие в диафрагме. Кроме того, величину потока плазмы через диафрагму можно снизить, если толщину S диафрагмы принять равной S=(3-4)Dд. В данном случае полость диафрагмы размером DдxS является полым анодом, поэтому плазма в данном случае проникает в полость на несколько калибров последней. Оптимизация размеров диафрагмы позволяет снизить поток ионов плазмы через отверстие на окно ввода излучения, что повышает надежность работы генератора плазмы и уровень чистоты потока плазмы. Величина Dд диафрагмы имеет физические ограничения сверху - lленгм и снизу - dк. При этом lленгм определяет условие "запирания" ионной компоненты плазмы, а величина dк- - ввода лазерного излучения. Оптимальная величина Dд расположена между этими крайними значениями.
Величина расстояниях d между торцевой рабочей поверхностью расходуемой мишени и фокусирующей линзой ограничено минимальной величиной, равной f, когда диафрагма находится в области торцевой рабочей поверхности и максимальной, равной 2f, когда равны диаметры (и плотности) исходного лазерного излучения (до линзы) и сфокусированного (после линзы) на расходуемом катоде.
Надежность работы генератора плазмы можно увеличить при снижении уровня привнесенных примесей, если, во-первых, лучепровод лазерного излучения между диафрагмой и окном ввода гальванически изолировать от анода и заземлить или подать отрицательный потенциал и, во-вторых, перед окном ввода расположить подвижный в продольном направлении прозрачный экран, закрепленный в механизме подачи и перемещаемый механизмом регулирования длины гофрированной трубки. В первом случае в лучепроводе устраняется отражающий потенциальный барьер (+ ΔUа) и ионы осаждаются на поверхности лучепровода, во втором случае, по мере запыления части прозрачного экрана за счет остаточного массопереноса, в поток лазерного излучения вводится синхронно с расходуемой мишенью чистая рабочая поверхность прозрачного экрана.
Для устранения массопереноса и влияния регенерации на химический состав в области между диафрагмой и окном ввода устанавливается нормально открытая заслонка в виде рычага, который приводится в движение электромагнитной системой, включающей якорь, соединенный с меньшим рычагом заслонки, а также магнитопровод и две катушки, расположенные в магнитопроводе. Одна из катушек включена последовательно в цепь разряда ламп накачки излучателя, а вторая - согласно с первой и последовательно в цепь разряда генератора плазмы. Подобное включение катушек позволяет предварительно привести в движение (разогнать) заслонку с якорем перед возбуждением разряда в генераторе, что позволяет, во-первых, избежать прохождения капельной фазы и нейтральной компоненты на переднем фронте тока разряда в генераторе плазмы вследствие инерционности (разгона) заслонки и якоря и, во-вторых, перекрыть отверстие диафрагмы с максимальной скоростью, так как заслонка к моменту появления тока разряда (массопереноса) уже имеет отличную от нуля скорость.
При этом время перекрытия отверстия в диафрагме уменьшается пропорционально начальной скорости и произведения отношений длин рычагов заслонки и площадей сечения лазерного луча и отверстия в диафрагме. Кроме того, при заданной величине отверстия в диафрагме применение рычага-заслонки позволяет уменьшить ход (δ) якоря (δ~ 0,2 - 0,3 мм), что в свою очередь увеличивает величину силы (скорости) якоря, так как в этой области δ величина силы пропорциональна  . Начальное положение (нормально открытое) конца большого рычага-заслонки в области диафрагмы устанавливают путем регулирования, чтобы к моменту прекращения тока разряда лампы накачки край большего рычага-заслонки совпадал с кромкой отверстия в диафрагме, что позволяет беспрепятственно пройти через диафрагму лазерному излучению за время ~10-9 с. За это время положение заслонки остается практически неизменным. Затем происходит перекрытие заслонкой отверстия в диафрагме вплоть до момента прекращения разряда (т.е. массопереноса). После чего осуществляется возвращение пружиной заслонки в нормально открытое состояние до момента следующих импульсов тока накачки в лампе и тока разряда в генераторе.
. Начальное положение (нормально открытое) конца большого рычага-заслонки в области диафрагмы устанавливают путем регулирования, чтобы к моменту прекращения тока разряда лампы накачки край большего рычага-заслонки совпадал с кромкой отверстия в диафрагме, что позволяет беспрепятственно пройти через диафрагму лазерному излучению за время ~10-9 с. За это время положение заслонки остается практически неизменным. Затем происходит перекрытие заслонкой отверстия в диафрагме вплоть до момента прекращения разряда (т.е. массопереноса). После чего осуществляется возвращение пружиной заслонки в нормально открытое состояние до момента следующих импульсов тока накачки в лампе и тока разряда в генераторе.
Сущность предлагаемого способа заключается в том, что корпус плазмовода в виде винтового цилиндра и корпус камеры смешения с профилированными внутренними поверхностями аппроксимируется совокупностью сваренных сегментов, являющихся элементами прямого полого цилиндра (трубы) с профилированной внутренней поверхностью.
Возможны два варианта изготовления корпуса винтового плазмовода из сегментов прямой трубы. Первый вариант реализуется в том случае, если плоскости торцов сегмента образуют угол, равный  , при этом большие оси эллипса в сечениях развернуты на угол, равный γк, в плоскости, перпендикулярной оси трубы (фиг. 27 и фиг. 28). Второй вариант реализуется в том случае, если плоскости торцов сегмента образуют угол, равный
, при этом большие оси эллипса в сечениях развернуты на угол, равный γк, в плоскости, перпендикулярной оси трубы (фиг. 27 и фиг. 28). Второй вариант реализуется в том случае, если плоскости торцов сегмента образуют угол, равный  (угол между большими осями эллипсов сечений), т. е. как в первом случае, но в отличие от него малые оси эллипсов в сечениях развернуты на угол, равный γК в диаметральной плоскости трубы. Таким образом, эллипсы сечений в обоих вариантах имеют равные большие оси, но разные малые. Во втором варианте малая ось в
(угол между большими осями эллипсов сечений), т. е. как в первом случае, но в отличие от него малые оси эллипсов в сечениях развернуты на угол, равный γК в диаметральной плоскости трубы. Таким образом, эллипсы сечений в обоих вариантах имеют равные большие оси, но разные малые. Во втором варианте малая ось в  раз больше, что обусловливает и большую длину периметра эллипса, поэтому этот вариант менее предпочтителен, так как суммарный вакуумный шов в таком винтовом корпусе больше,
раз больше, что обусловливает и большую длину периметра эллипса, поэтому этот вариант менее предпочтителен, так как суммарный вакуумный шов в таком винтовом корпусе больше,
чем в первом варианте, что в свою очередь обусловливает рост трудоемкости изготовления и вероятности образования негерметичности.
Определим параметры сегмента - расстояние lк и величину угла γК - между нормалями последовательных К сечений прямой трубы для изготовления апроксимацией винтового цилиндра набором прямых сегментов (см. фиг. 29). Для определения lк рассчитаем длину винтовой линии по внутренней поверхности винтового цилиндра. Общая длина винтовой линии равна  (см. фиг. 12), причем
(см. фиг. 12), причем
Таким образом, .
.
При этом возможны два варианта расчета - по внешнему диаметру системы многозаходных винтовых цилиндров (в этом случае  и по внутреннему (когда
и по внутреннему (когда  ).
).
Расчет и изготовление винтового цилиндра по внутреннему диаметру предпочтителен в том плане, что в этой области расстояние между двумя сечениями минимально. Поэтому, зная минимально возможную величину расстояния lсв между двумя сварными швами, можно определить максимальное число сегментов аппроксимации  , где Lв - длина винтовой линии.
, где Lв - длина винтовой линии.
Используя разложение в ряд подинтегрального выражения, получаем следующее приближенное выражение для lк:
где  , причем для винтового цилиндра на один шаг ϕТ= π.
, причем для винтового цилиндра на один шаг ϕТ= π.
Определим угол поворота γК между двумя последовательными сечениями сегмента (см. фиг. 29).
Таким образом, γК равно
Подобная последовательность операций позволяет изготовить при ϕт = π винтовой корпус на один шаг винтового цилиндра. Для реализации винтового корпуса на m шагов необходимо изготовить число сегментов, равное к•m.
Способ изготовления камеры смешения подобен способу изготовления винтовых плазмоводов, т. е. из прямолинейных сегментов профилированной трубы внутренним диаметром Dс. В частном случае Dт-Dс. Камера смешения (фиг. 30) изготавливается из (2N + 1) сегментов: один выходной сегмент 34, N - входных сегментов 35 и N - переходных сегментов 36. Длину выходного сегмента lс1 выбираем из условия хотя бы одного соударения ионной компоненты с энергетическим барьером Uсм стенки (фиг. 33):
Из условия стыковки выходного с N входными сегментами, расположенными вдоль образующих ДМ и ДЕ конуса с углом при вершине γNC (см. фиг. 33), следуют требования к геометрии торцов выходного и N входных сегментов. У выходного сегмента торец со стороны входных сегментов получают сечением трубы N плоскостями, каждая из которых наклонена к оси трубы под углом ξ1 (фиг. 33) и повернута относительно соседних по азимуту на угол  вокруг оси выходного сегмента (фиг. 35). Величина ξ1 определяется из условия
вокруг оси выходного сегмента (фиг. 35). Величина ξ1 определяется из условия  (фиг. 33). Соблюдение соотношения
(фиг. 33). Соблюдение соотношения  обеспечивает равномерное распределение по азимуту N входных сегментов относительно оси LO (фиг. 33) выходного сегмента, а также стыковку соседних входных сегментов между собой по периметру ДО (фиг. 35). Входные сегменты сопрягаются с выходным путем стыковки их торцов, поэтому каждый из входных сегментов должен иметь часть торца ДС и АВ (фиг. 33), образованного сечением плоскостью, размещенной под углом ξ1 (фиг. 35) относительно трубы (сегмента), а также для сопряжения входных торцов между собой, оставшаяся часть ДО их торцов должна быть образована вторым сечением, двумя скрещенными под углом
обеспечивает равномерное распределение по азимуту N входных сегментов относительно оси LO (фиг. 33) выходного сегмента, а также стыковку соседних входных сегментов между собой по периметру ДО (фиг. 35). Входные сегменты сопрягаются с выходным путем стыковки их торцов, поэтому каждый из входных сегментов должен иметь часть торца ДС и АВ (фиг. 33), образованного сечением плоскостью, размещенной под углом ξ1 (фиг. 35) относительно трубы (сегмента), а также для сопряжения входных торцов между собой, оставшаяся часть ДО их торцов должна быть образована вторым сечением, двумя скрещенными под углом  плоскостями, при этом линия пересечения скрещенных плоскостей должна иметь угол ξ3 с осью трубы (сегмента) и совпадать с осью выходного сегмента, при этом величина ξ3 определяется из соотношения
плоскостями, при этом линия пересечения скрещенных плоскостей должна иметь угол ξ3 с осью трубы (сегмента) и совпадать с осью выходного сегмента, при этом величина ξ3 определяется из соотношения  (фиг. 33, фиг. 32). Длину входных сегментов lс2 выбирают из условия равенства радиальных размеров камеры смешения с системой многозаходных винтовых плазмоводов (фиг. 33, фиг. 32), т.е.
(фиг. 33, фиг. 32). Длину входных сегментов lс2 выбирают из условия равенства радиальных размеров камеры смешения с системой многозаходных винтовых плазмоводов (фиг. 33, фиг. 32), т.е.

Геометрия камеры смешения существенно отличается от геометрии винтовых плазмоводов, поэтому необходимо осуществить переход от винтовой геометрии плазмоводов с углом захода αNT к прямолинейной по круглым (разъемным) соединениям.
Данный переход возможен с помощью переходного сегмента, соединяющего каждый входной сегмент камеры смешения с винтовым плазмоводом. Таким образом, один торец переходного сегмента, соединенного с плазмоводом, выполняется сечением, перпендикулярным оси трубы. Второй торец, соединяющийся с входным сегментом, должен обеспечить поворот оси сегмента (нормали торца) в двух плоскостях (фиг. 33, фиг. 31, фиг. 32) на угол ξ1 (фиг. 33) в плоскости осей выходного и входного сегментов (т.е. когда оси выходного и переходного сегментов параллельны в этой плоскости), причем параллельность осей обеспечивает равенство радиальных размеров камеры смешения и системы многозаходных винтовых плазмоводов, которое реализуется (см. фиг. 33) при условии
а также поворот плоскости сечения на угол т.е. ξ4 = ξ1
т.е. ξ4 = ξ1
(фиг. 34) в направлении кручения (левое, правое) системы N многозаходных винтовых плазмоводов в плоскости, перпендикулярной плоскостей осей выходного и входного сегментов и параллельной оси выходного сегмента. Аналогично рассмотренному проводится сечение второго торца входных сегментов на расстоянии lс2, что обеспечивает стыковку между входными и переходными сегментами. Введение переходных сегментов обеспечивает угловую стыковку по круглому (т.е. разъемному) сечению системы N многозаходных винтовых плазмоводов с камерой смешения. Необходимо отметить, что при реализации угла
в переходных сегментах может произойти нарушение радиальной стыковки, что обусловлено величиной длины lс3 переходного сечения. Причем при величине
неизбежно произойдет взаимное пересечение винтовых цилиндров. Поэтому в hт необходимо это учесть путем добавки в hг величины lC3/cosαNT.
Таким образом, требование к длине переходного сегмента можно сформулировать следующим образом: lcв< lC3< rNTcosαNT, где lсв - минимально возможное расстояние между двумя сварными швами.
Выполнение сегментов камеры смешения указанным образом с соблюдением приведенных соотношений обеспечивает оптимальный переход от винтовой конструкции плазмооптической системы к камере смешения с выполнением условий герметичности и без нарушения параметров профиля.
После изготовления N входных, N переходных и одного выходного сегментов производят их сборку путем перемещения в пространстве за счет совмещения периметров частей торца выходного сегмента, выполненных под углом
и азимутальным углом ,
,
с частью периметров торцов N выходных сегментов, образованных сечением плоскостью под углом .
.
При этом происходит стыковка соседних выходных сегментов оставшейся части ДО торцов (см. фиг. 33 и фиг. 35), выполненной сечением скрещенными плоскостями под углами и
и  .
.
Затем производят сборку переходных сегментов с системой выходного и входных сегментов за счет совмещения свободных торцов N входных сегментов, выполненных под углами
с торцами N переходных сегментов, выполненных под углами
После сборки осуществляют сварку камеры смешения по внешней поверхности совмещенных торцов. В результате получают конструкцию камеры смешения, которую в свою очередь стыкуют торцами N переходных сегментов с выходными торцами N винтовых плазмоводов, образующих в совокупности с генераторами плазмы устройство для получения покрытий.
Таким образом, рассмотренные условия изготовления корпуса винтового плазмовода, системы многозаходных винтовых плазмоводов и камеры смешения в совокупности обеспечивают достижение поставленной цели - повышения качества покрытий.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЙ В ВАКУУМЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2265077C1 |
| ПОЛУЧЕНИЕ ЭЛЕКТРОДУГОВОЙ ПЛАЗМЫ В КРИВОЛИНЕЙНОМ ПЛАЗМОВОДЕ И НАНЕСЕНИЕ ПОКРЫТИЯ НА ПОДЛОЖКУ | 1997 |
|
RU2173911C2 |
| СПОСОБ ФИЛЬТРАЦИИ КАПЕЛЬНОЙ ФАЗЫ ПРИ ОСАЖДЕНИИ ИЗ ПЛАЗМЫ ВАКУУМНО-ДУГОВОГО РАЗРЯДА | 2017 |
|
RU2657273C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ МНОГОСЛОЙНО-КОМПОЗИЦИОННЫХ НАНОСТРУКТУРИРОВАННЫХ ПОКРЫТИЙ И МАТЕРИАЛОВ | 2010 |
|
RU2463382C2 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ В ВАКУУМЕ | 1999 |
|
RU2186151C2 |
| ИСТОЧНИК ФИЛЬТРОВАННОЙ ПЛАЗМЫ ВАКУУМНОЙ ДУГИ | 2004 |
|
RU2369664C2 |
| СПОСОБ ТРАНСПОРТИРОВКИ С ФИЛЬТРОВАНИЕМ ОТ МАКРОЧАСТИЦ ВАКУУМНО-ДУГОВОЙ КАТОДНОЙ ПЛАЗМЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2507305C2 |
| СПОСОБ ФОРМИРОВАНИЯ ЗАЩИТНОГО ПОКРЫТИЯ НА ОСНОВЕ ПЛЕНКИ НЕКРИСТАЛЛИЧЕСКОГО УГЛЕРОДА | 2013 |
|
RU2530224C1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ В ВАКУУМЕ | 1992 |
|
RU2037562C1 |
| ВАКУУМНОЕ ЭЛЕКТРОДУГОВОЕ УСТРОЙСТВО | 2006 |
|
RU2306366C1 |
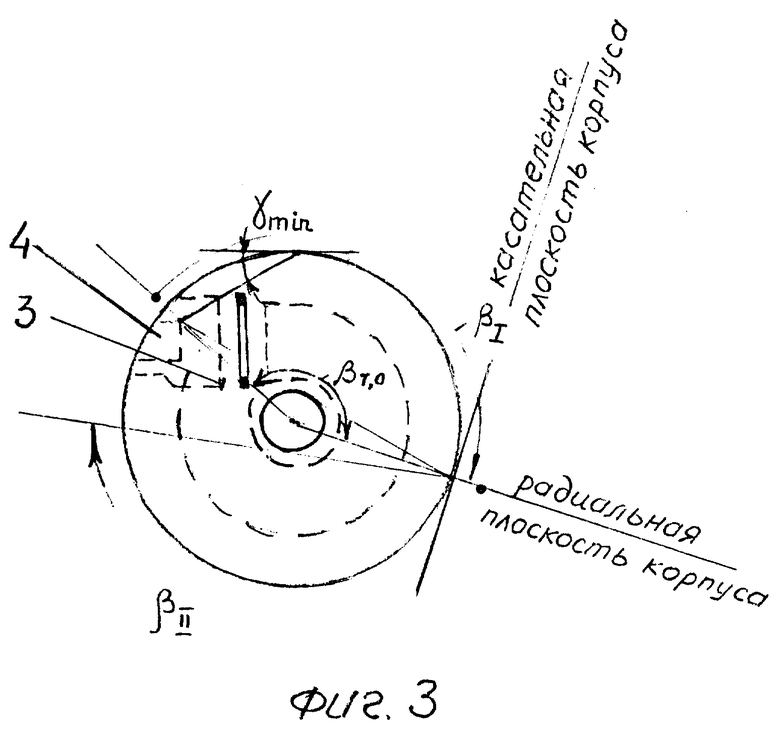
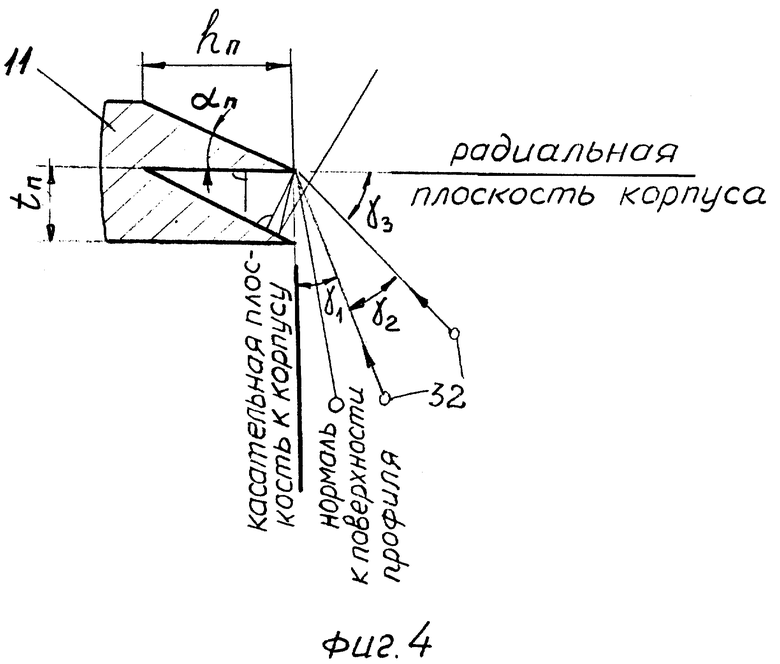
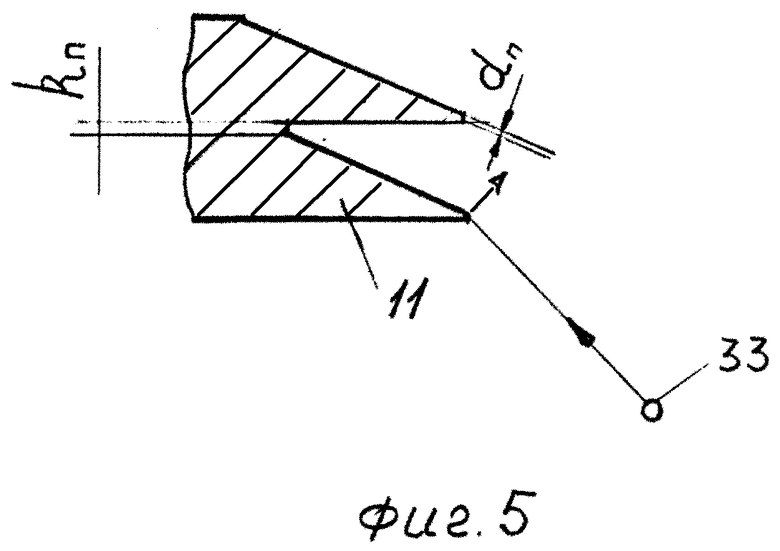
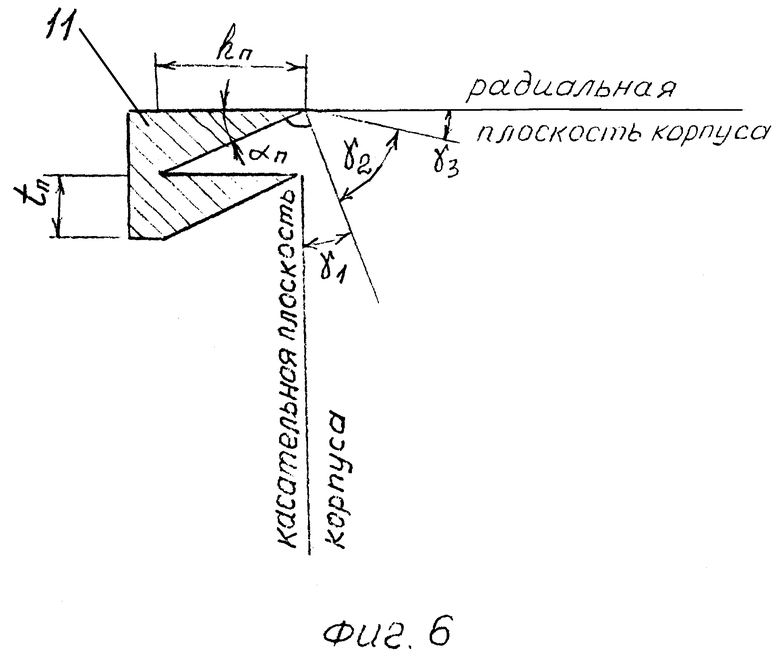
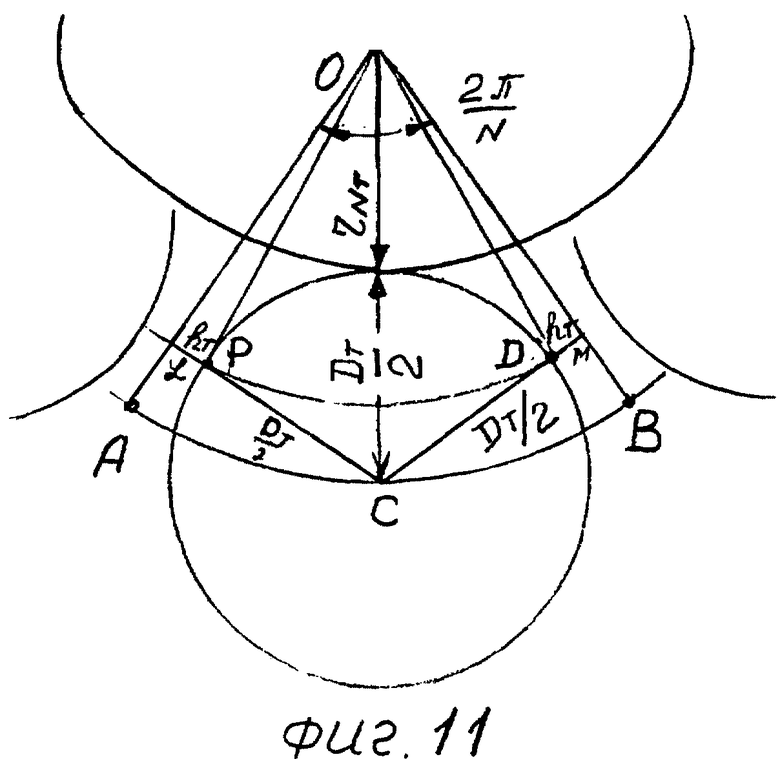

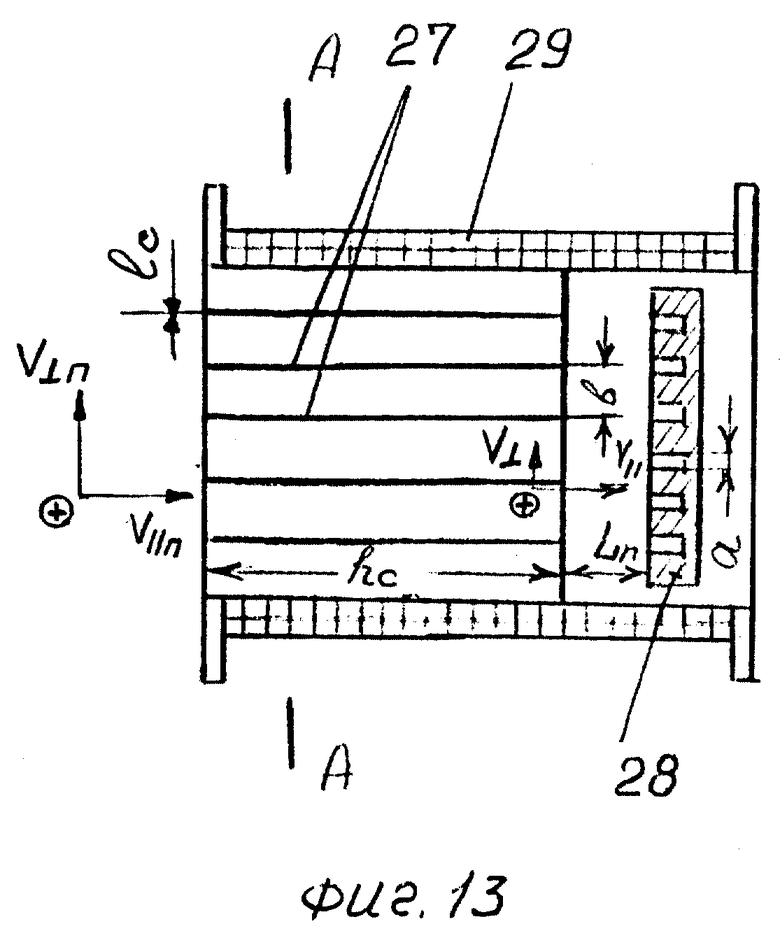
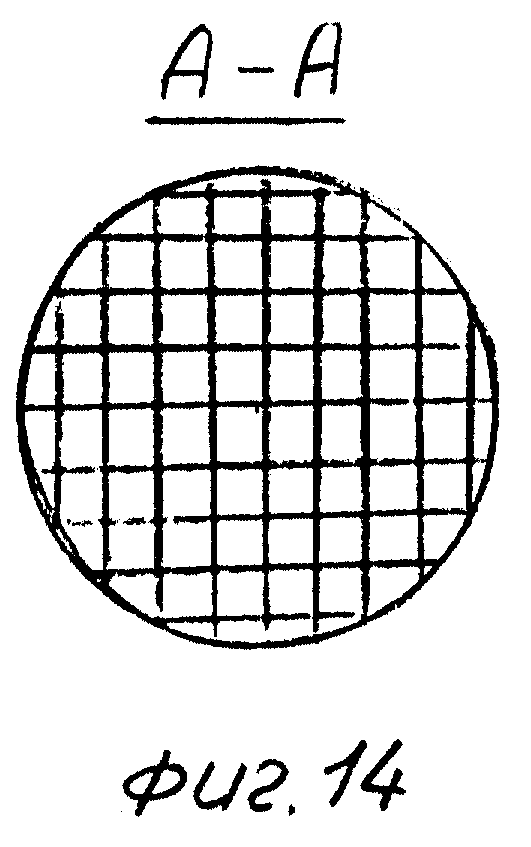
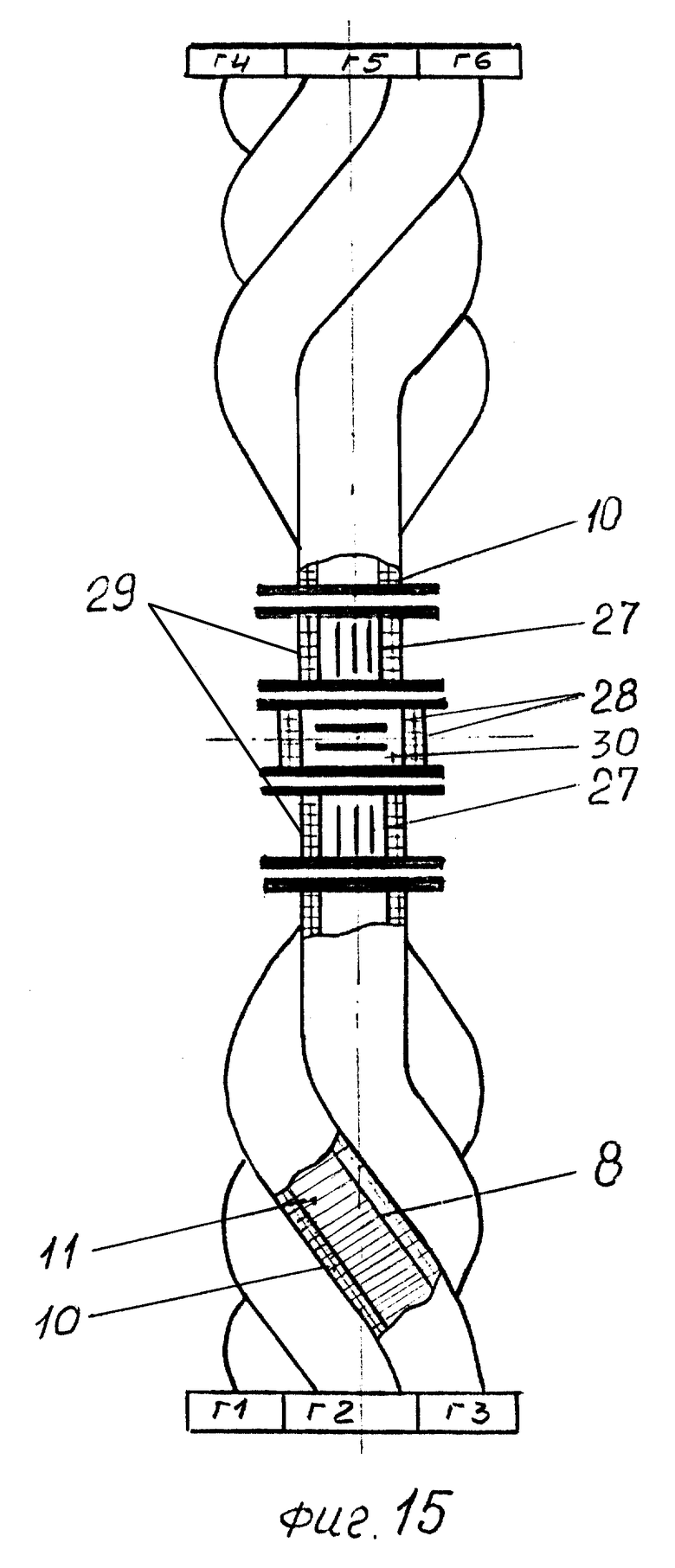
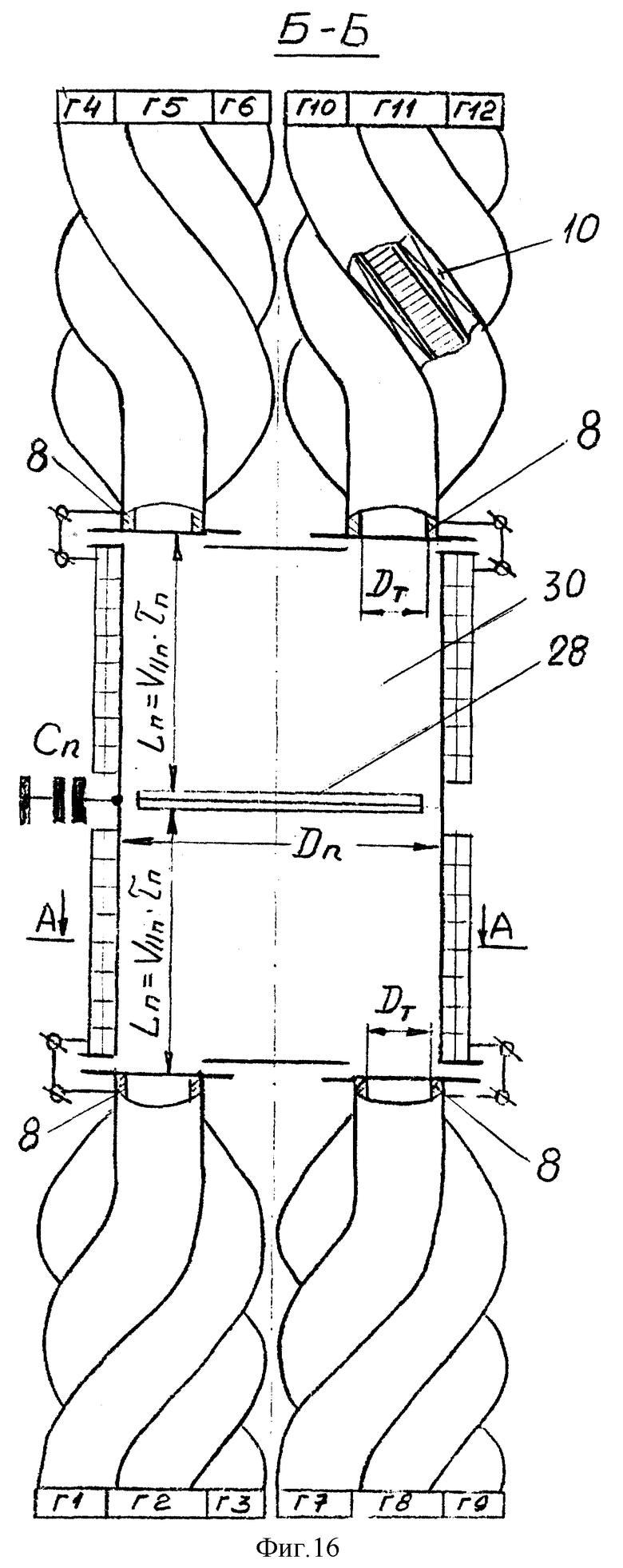
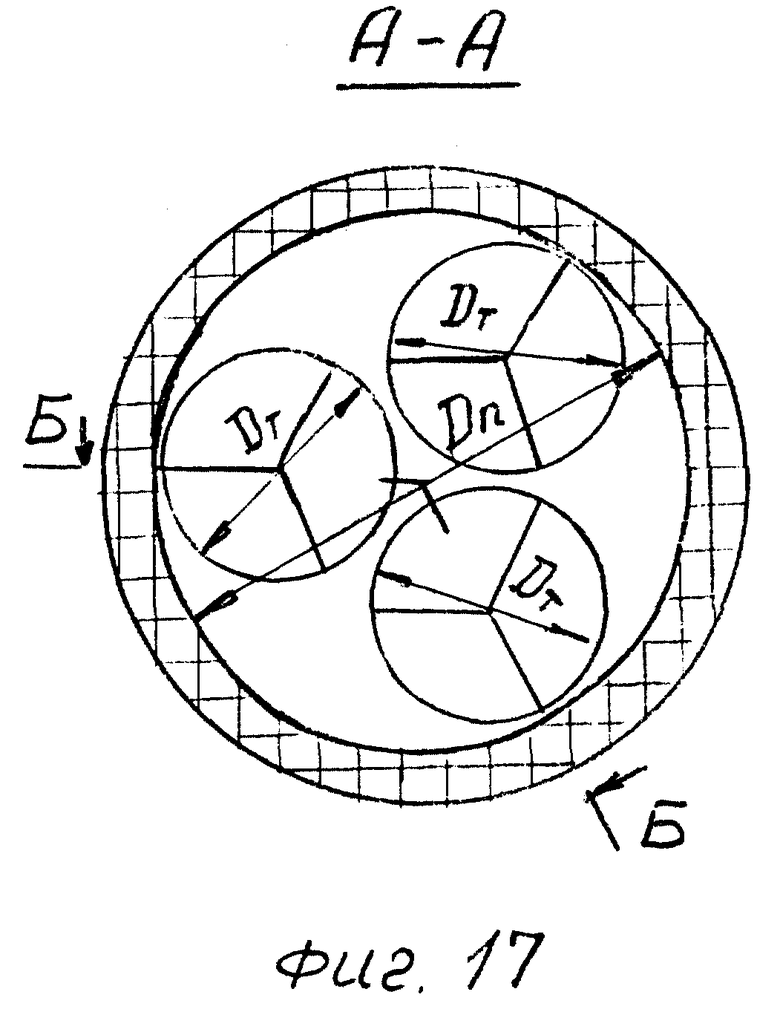
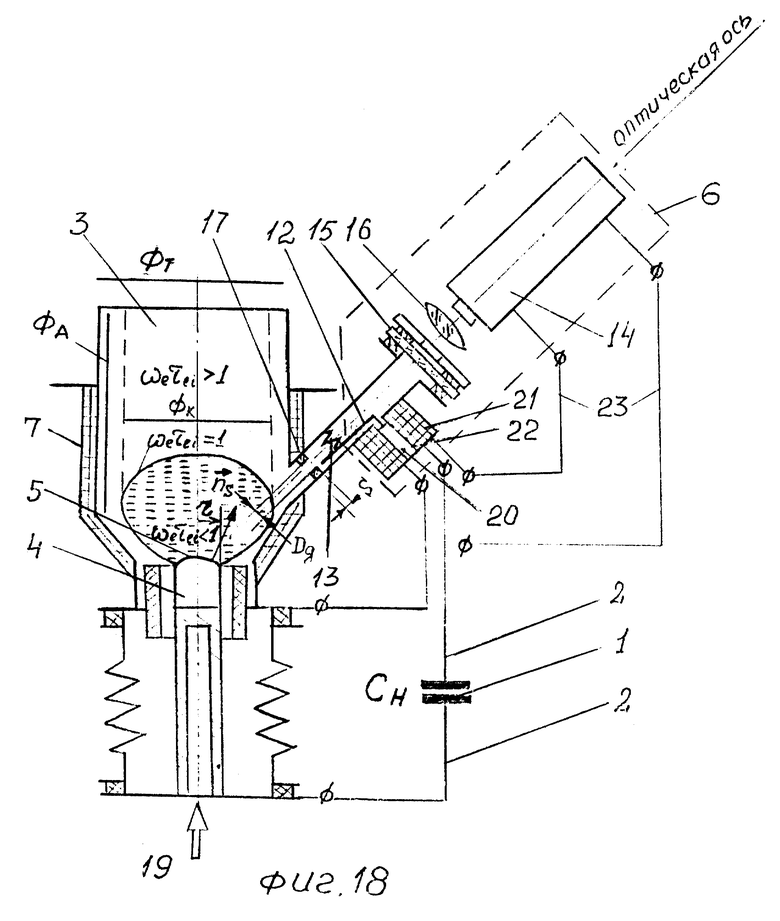
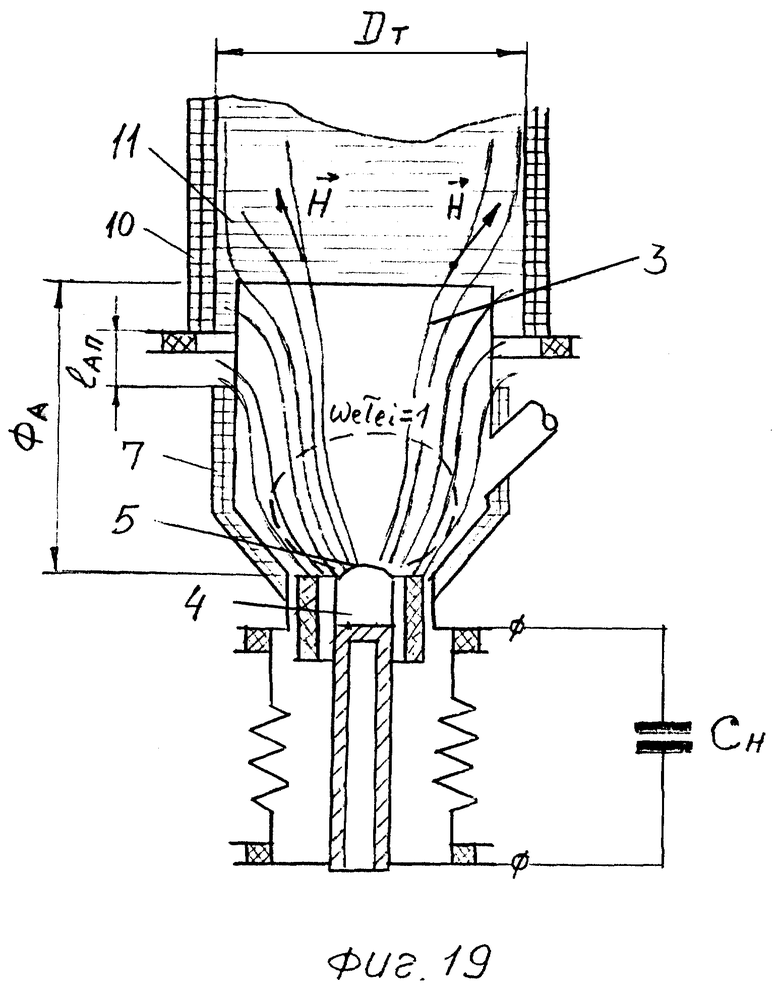
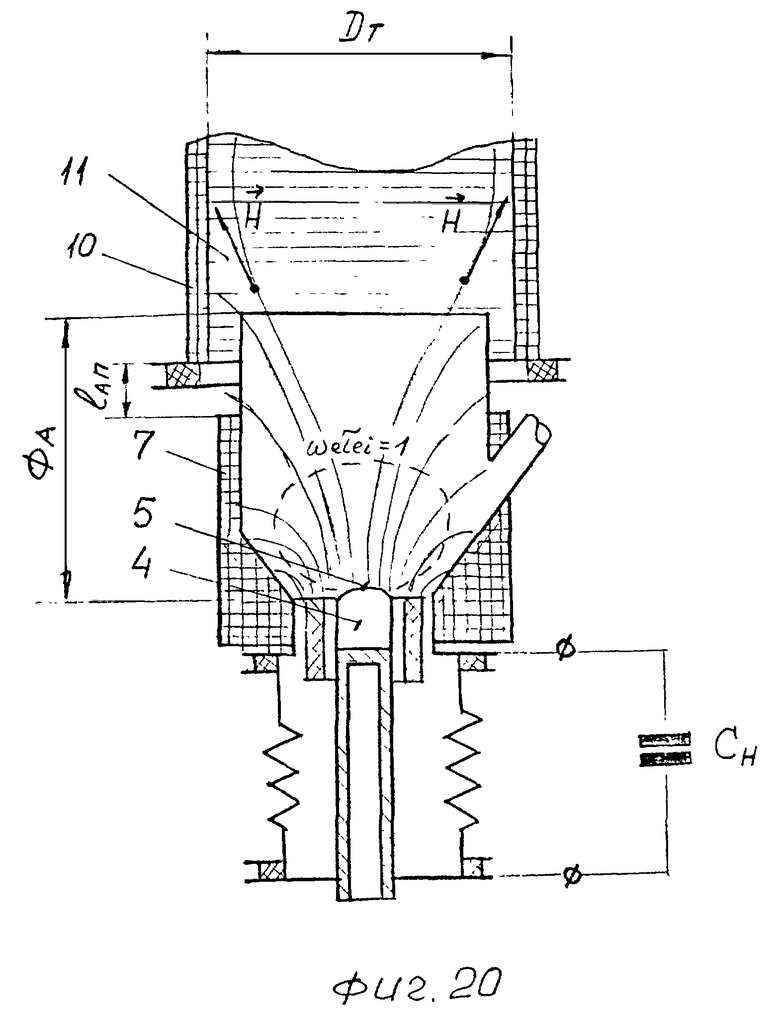
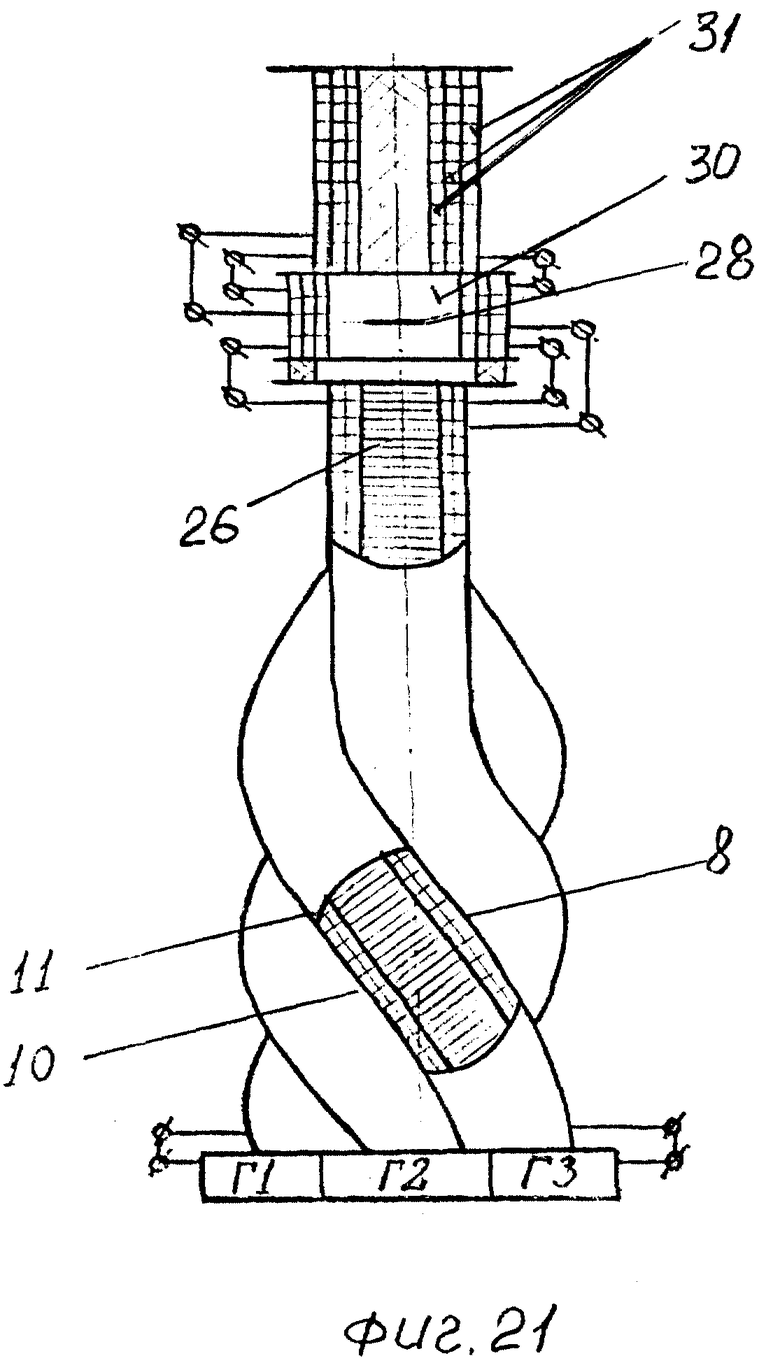
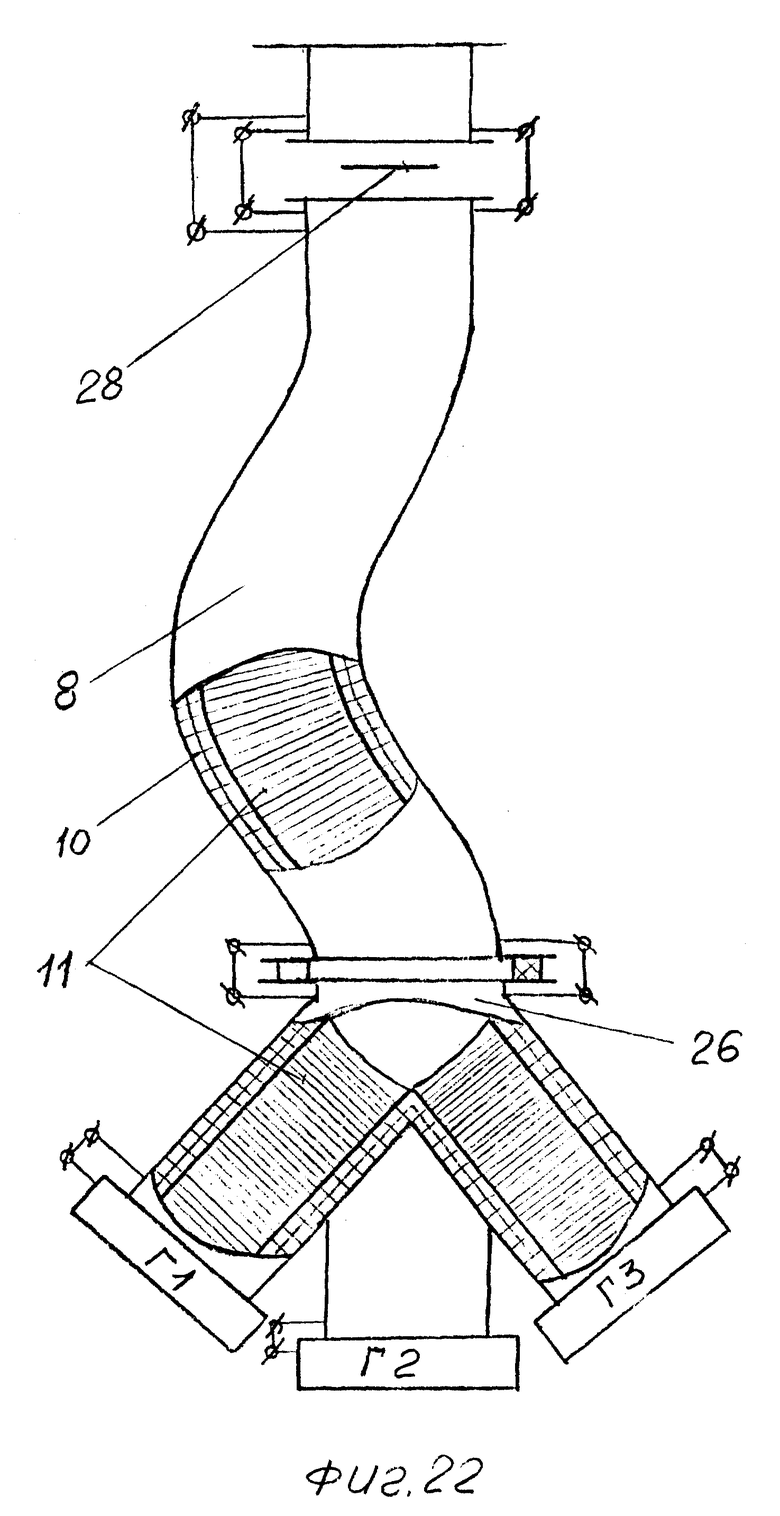
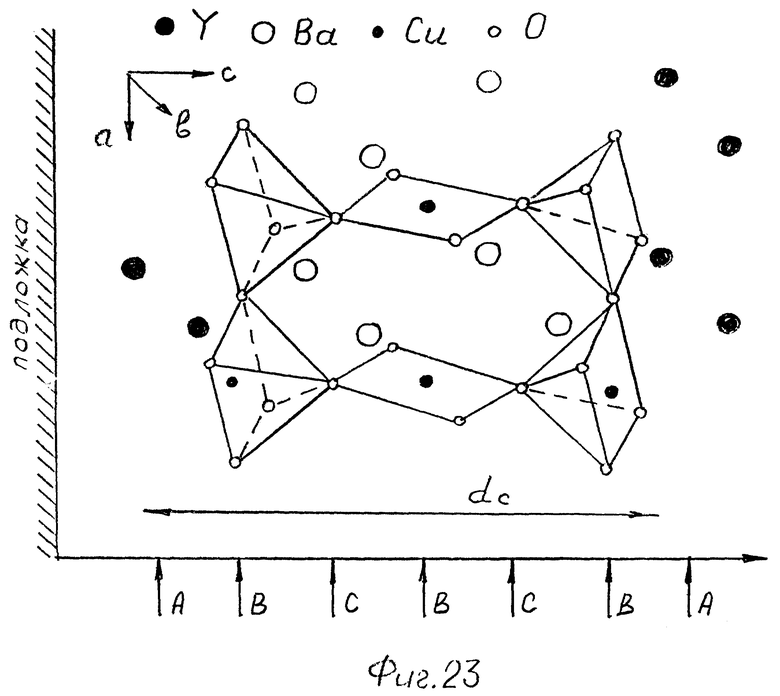
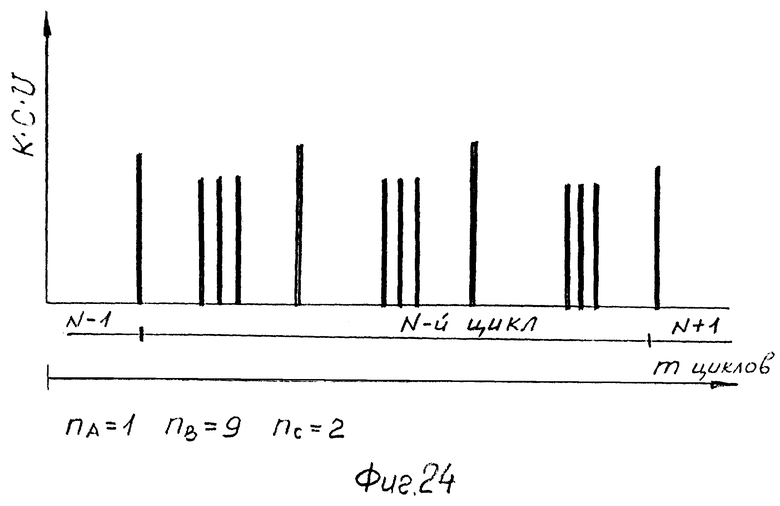
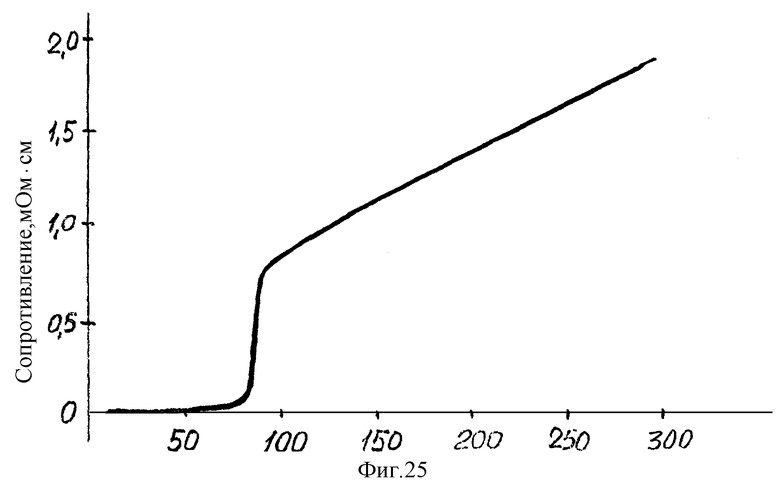
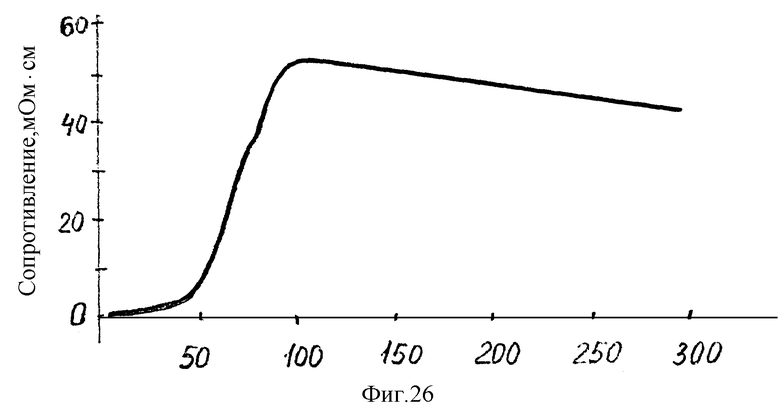
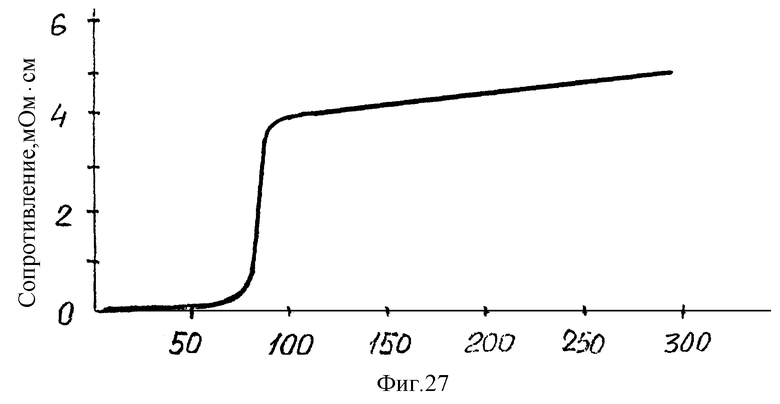
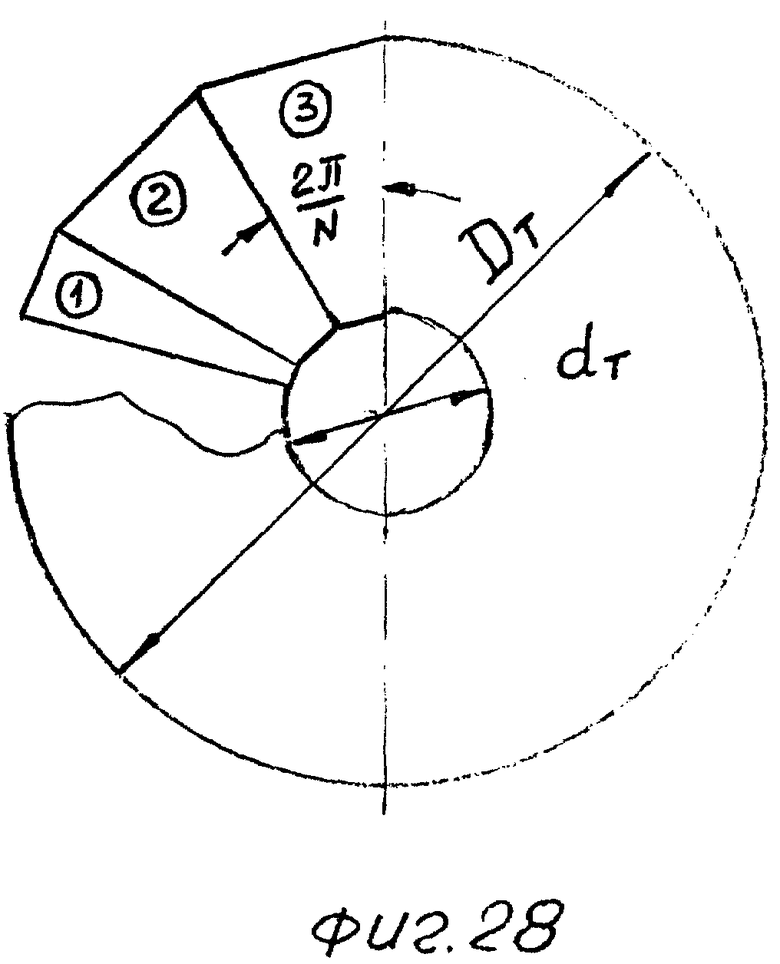

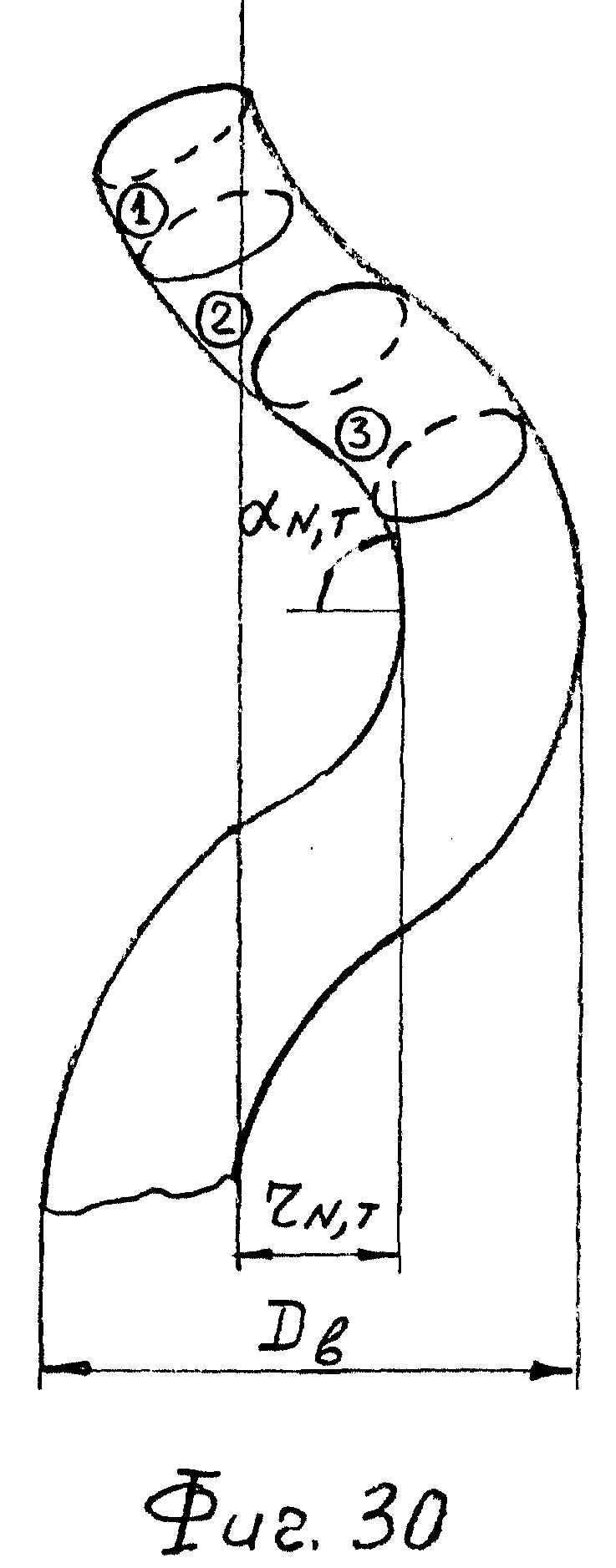

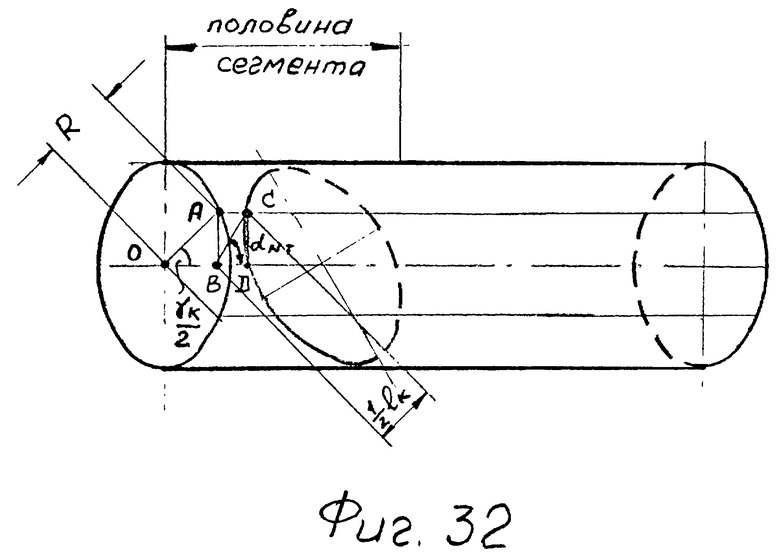
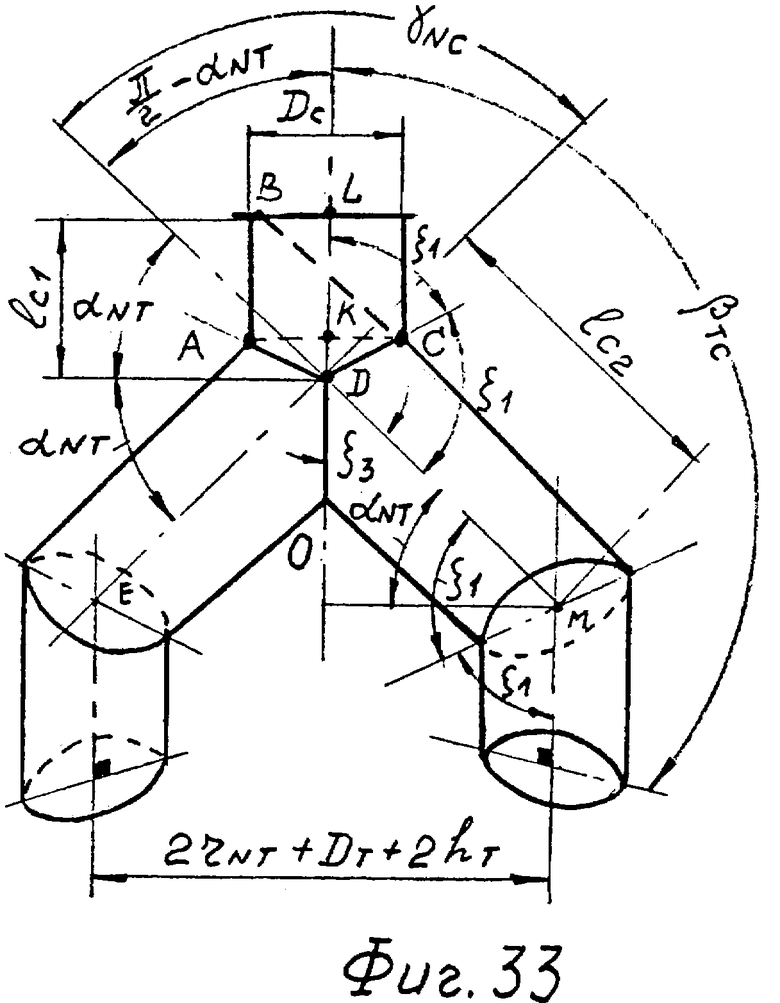
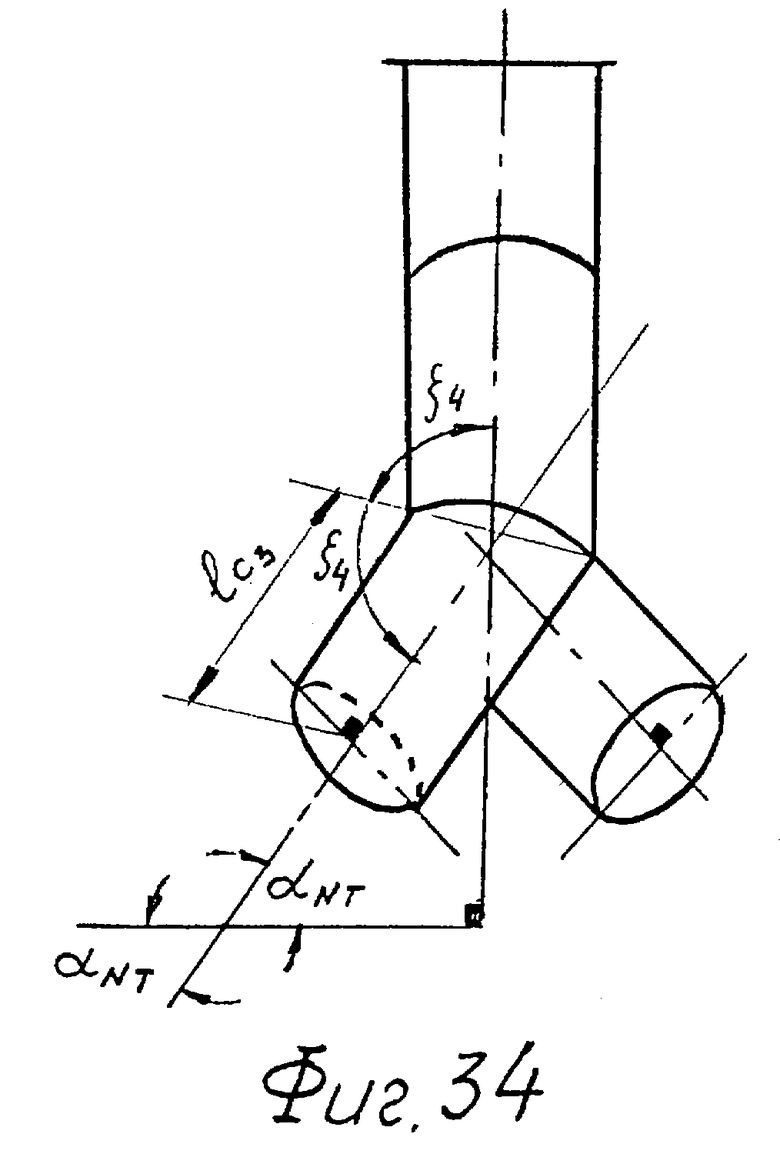
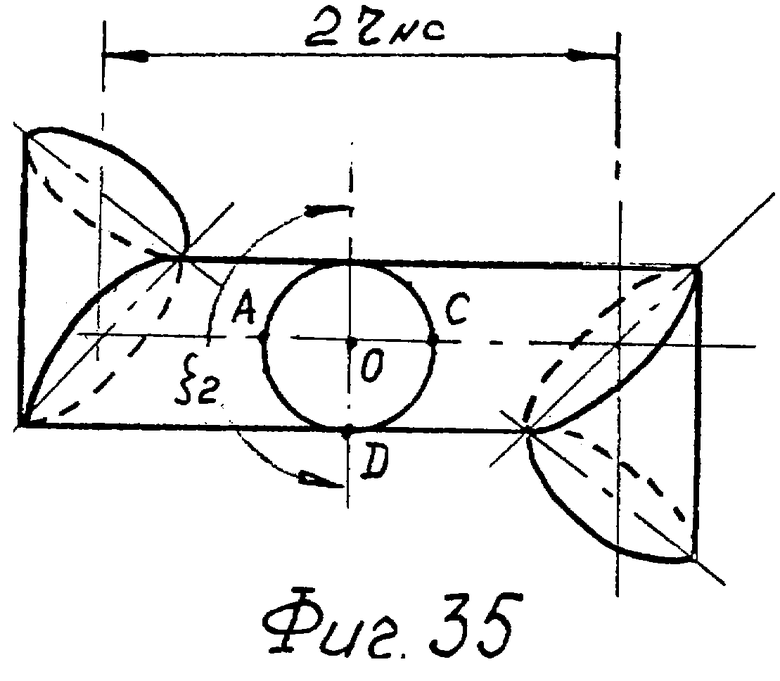
Использование: получение покрытий из металлов, сплавов, диэлектриков, полупроводников, сверхпроводников в электронной промышленности, космической и атомной технике, а также в машиностроительной и оптической промышленности. Сущность изобретения: поджиг разряда в области генерирования осуществляют расфокусированным лазерным излучением, длительность τг которого определяется из условия τг ≫ τл и совмещением диаграммы направленности течения лазерной плазмы с областью формирования канала пробоя межэлектродного промежутка с последующим наложением на области генерирования, транспортирования и конденсации магнитных полей и распределением магнитных потоков в областях генерирования, транспортирования и конденсации таким образом, что на анодную область разряда частично замыкают магнитный поток, при котором формируется положительный скачок потенциала оптимальной величины, при этом магнитный поток через профилированную поверхность, ограничивающую радиально область транспортирования, равен нулю, а магнитный поток в области конденсации равен продольному магнитному потоку в области транспортирования, а также тем, что ионную компоненту плазмы направляют на поверхность конденсации и отделяют от капельной фазы на этапе транспортирования в области слоя Ленгмюра. Устройство для получения покрытий дополнительно снабжено сепаратором ионов по поперечным импульсам, а также блоком синхронизации, блок поджига снабжен диафрагмой с отверстием, размещенным на одной оптической оси между торцевой рабочей поверхностью расходуемого катода и окном ввода, на расстоянии от линзы, равном фокусному расстоянию линзы фокусирующей системы. Корпус плазмовода выполнен в виде винтового цилиндра, образованного перемещением кольца по винтовой линии на цилиндре, причем профиль внутренней поверхности корпуса выполнен треугольным. Электромагнитная система содержит две катушки, одна из которых включена последовательно в цепь накачки лазерного излучателя, а вторая - согласно с первой и последовательно в цепь разряда генератора плазмы. Устройство снабжено дополнительным сепаратором ионов плазмы по поперечным импульсам, расположенным в области выходного торца плазмовода, дополнительным генератором плазмы, плазмоводами, блоками поджига, камерами смешения, сепараторами ионов по поперечным импульсам, блоками синхронизации. В способе изготовления устройства для получения покрытий определены оптимальные условия реализации конструкции винтовой плазмооптической системы и камеры смешения. 3 с. и 20 з.п.ф-лы, 35 ил.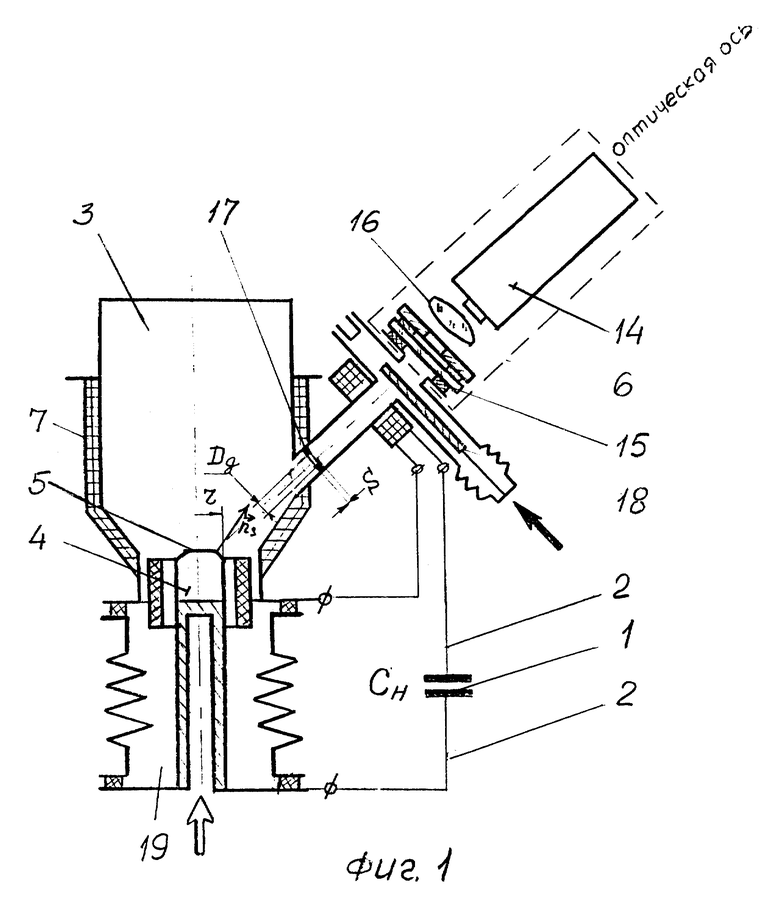
 на области генерирования и транспортирования потока плазмы, генерирование потока плазмы с капельной фазой в катодных пятнах дуги, транспортирование потока плазмы к области конденсации в радиальном электрическом поле
на области генерирования и транспортирования потока плазмы, генерирование потока плазмы с капельной фазой в катодных пятнах дуги, транспортирование потока плазмы к области конденсации в радиальном электрическом поле  потенциала смещения Uсм.т и в скрещенном продольном магнитном поле
потенциала смещения Uсм.т и в скрещенном продольном магнитном поле  плазмооптической системы при выполнении условий:
плазмооптической системы при выполнении условий:
ri > Dт, re < < Dт, ωeτei>1,
где ri, re - ларморовские радиусы иона и электрона соответственно;
Dт - поперечный размер зоны транспортирования;
ωeτei - параметр Холла электронов;
ωe - циклотронная частота электрона;
τei - время электрон-ионных столкновений,
сепарацию потока плазмы от капельной фазы, подачу потенциала смещения на поверхность конденсации, напуск реактивного газа компонента вещества покрытия, смешение и конденсацию потоков плазмы, отличающийся тем, что, с целью повышения качества покрытий и расширения технологических возможностей, состав покрытия задают пространственным разделением вакуумных дуг и регулированием режима их синхронизации на этапе возбуждения, а также регулированием величины заряда электричества, протекающего на этапе генерирования, причем возбуждение вакуумных дуг осуществляют циклически во времени синхронно или последовательно путем инжекции лазерной плазмы, при этом осуществляют дополнительную сепарацию ионов по поперечным импульсам, транспортирование осуществляют в пространственно разделенных областях, а их смешение производят в области пространственного совмещения магнитных полей областей транспортирования в скрещенных  - полях после сепарации капельной фазы за счет многократных столкновений ионов с потенциальным барьером Uсм при выполнении условий:
- полях после сепарации капельной фазы за счет многократных столкновений ионов с потенциальным барьером Uсм при выполнении условий:
ri > Dсм, re < Dсм, ωeτei>1, λii>Dсм,
где Dсм - поперечный размер области смешения;
λii - длина ион-ионных столкновений,
при этом состав многокомпонентного покрытия А, В, С... задают из условия:
NA/NB/NC=KAtA•CнА•UA/KBtBСнВUB/KCtCСнСUC,
где NA, NB, NC... - концентрации химических элементов А, В, С... в многокомпонентном покрытии;
KA, KB, KC. .. - коэффициенты эрозии плазмообразующих веществ А, В, С, кг/Кл;
tA, tB, tC... - коэффициенты транспортирования потоков плазмы А, В, С,.. . СНА, СНВ и СНС...;
UA, UB, UC - величины емкостей (Ф) и изменений напряжения (В) емкостных накопителей соответственно,
причем последовательность импульсов задают исходя из порядка расположения подрешеток (слоев) формируемой кристаллической элементарной ячейки слоистого вещества покрытия (например, сверхпроводника сэндвич-структура), число импульсов плазмы nA, nB... в последовательности для каждой подрешетки определяют из выражения: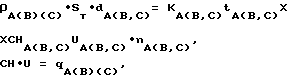
где ρA(B)(C) - плотность наносимого материала (химического элемента) в покрытии, кг/м3;
Sт - площадь поперечного сечения А(В)(C) области транспортирования (смешения), мг;
dА(В)(C) - толщина подрешетки А(В)(C) в элементарной ячейке, м;
qА(В)(C) - заряд, протекающий в цепи разряда, Кл;
а число циклов m последовательности импульсов плазмы определяют из равенства dя•m=l, где dя - размер элементарной ячейки в направлении роста покрытия, м; l - толщина покрытия, м; при транспортировании и смешении ионную компоненту плазмы сепарируют от капельной фазы в области слоя Ленгмюра lленгм потенциала смещения Uсм.т путем многократных столкновений с профилированной поверхностью при выполнении условия: Р x Nк<1, где Р - вероятность пролета капли в области транспортирования и смешения, Nк - число капель, генерируемых за импульс, причем генерирование, транспортирование и смешение потоков плазмы осуществляют за время τг,τт и τсм, определяемые из условия: τг<τтан.г и τт<τтан.т,τсм<τтан.см, где τтан.г,τтан.т,τтан.см - время развития соответственно тепловых анодных неустойчивостей, процессов генерирования, транспортирования и смешения потоков плазмы, величину электрического поля Ет потенциала смещения Uсм.т выбирают из выражения:
eUсм.т+ezUсм.п<Wдеф.,
где Wдеф. - энергия дефектообразования на поверхности конденсации,
е - заряд электрона,
Z - кратность ионизации иона,
а величину потенциала смещения Uсм.п при конденсации выбирают из выражения: eUсм.т+ezUcм.п<Wдеф., при этом конденсацию потока плазмы осуществляют в магнитном поле Нк, неоднородность  которого задают из соотношения
которого задают из соотношения ,
,
где ΔНк - разброс напряженности магнитного поля,
Δl - разброс толщины покрытия,
l - толщина покрытия,
путем наложения магнитного поля на область конденсации и с тыльной стороны области конденсации, причем возбуждение вакуумной дуги осуществляют расфокусированным лазерным излучением длительностью τл при выполнении условия τл≪ τг, а образующийся поток лазерной плазмы направляют в анодную область разряда и перекрывают зону фокуса лазерного излучения. и электрического
и электрического  полей на этапах транспортирования и смешения определяют из условия τEH= τг+τпрол, где τпрол - время пролета плазмой области транспортирования и смешения.
полей на этапах транспортирования и смешения определяют из условия τEH= τг+τпрол, где τпрол - время пролета плазмой области транспортирования и смешения.
V∥п•εii<hc+Lк,
где  V∥п,
V∥п,
V⊥п - величина продольной скорости иона в потоке плазмы после сепарации по импульсам,
lc - поперечный размер стенок между каналами,
при этом на зону сепарации и конденсации накладывают магнитное поле  параллельное стенкам каналов и перпендикулярное поверхности конденсации, причем величину напряженности магнитного поля Hс определяют из условия:
параллельное стенкам каналов и перпендикулярное поверхности конденсации, причем величину напряженности магнитного поля Hс определяют из условия:
ri>V⊥•τc≫re,
где V⊥τc - поперечный размер канала, - время пролета плазмой зоны сепарации, при этом сепарацию ионов по импульсам осуществляют после смешения потоков плазмы.
- время пролета плазмой зоны сепарации, при этом сепарацию ионов по импульсам осуществляют после смешения потоков плазмы. при формировании продольно или радиально направленных потоков плазмы задают из условия:
при формировании продольно или радиально направленных потоков плазмы задают из условия:  , где Nв - число импульсов возбуждения, ΔNв= Nв-Nr - количество несрабатываний возбуждения вакуумной дуги, Nr - число импульсов возбуждения вакуумной дуги.
, где Nв - число импульсов возбуждения, ΔNв= Nв-Nr - количество несрабатываний возбуждения вакуумной дуги, Nr - число импульсов возбуждения вакуумной дуги.
путем замыкания магнитных силовых линий на корпус плазмовода в слое lленгм и регулирования его величины.
где N - число плазмоводов в системе эквидистантных многозаходных винтовых цилиндров, Е [. ..] - эллиптический интеграл второго рода, при этом входные торцы, по крайней мере, одной камеры смешения являются продолжением цилиндров плазмоводов, корпус которой образован совмещением одного торца прямого выходного цилиндра и N входных прямых или винтовых полых цилиндров так, что оси входных цилиндров проходят вдоль образующих конуса, обращенного вершиной к выходному торцу камеры смешения с углом αNC при вершине и радиусом основания rNC, определяемых из соотношений:
где hт - величина зазора между плазмоводами, причем каждый из входных цилиндров охвачен соленоидом, а выходной цилиндр охвачен N соосными соленоидами, образуя магнитную систему камеры смешения, при этом каждая из обмоток соленоида входного цилиндра подключена согласно к одной из обмоток N соленоидов выходного цилиндра и в магнитную систему устройства, при этом профиль внутренней поверхности корпуса плазмовода выполнен треугольным, причем высота профиля hп и его шаг tп выбраны из неравенств: hп>dк, lленгм>hп>dк, а угол αп при вершине треугольного профиля выбран из условия:
где Dт - поперечный размер зоны транспортирования;
rк - величина радиуса катода (мишени);
F - величина отрезка прямой, проходящей через торцевую рабочую поверхность в точке Дт/2 + rк и точкой касания к поверхности плазмовода в области цилиндра rNT,
причем азимутальный угол βT - между торцами плазмовода выбран из условия: ,
,
где dп - величина затупления вершины треугольного профиля,
βто - максимальный угол, образованный радиус - векторами, проведенными в точке пересечения внешней окружности с касательной к внутренней окружности проекции винтового плазмовода на плоскость, перпендикулярную оси плазмовода (угловой размер одной зоны столкновений),
при этом блоки поджига генераторов плазмы снабжены блоком синхронизации, управляющий n - канальный выход которого соединен с каждым входом синхронизации блока поджига и системы напуска реактивного газа. ,
,
где hТМ - расстояние между системами эквидистантных многозаходных винтовых цилиндров, каждая из которых содержит N винтовых цилиндров;
m - число систем эквидистантных многозаходных винтовых цилиндров. к торцевой рабочей поверхности расходуемого катода в области оптической оси блока поджига пересекает внутреннюю поверхность анода.
к торцевой рабочей поверхности расходуемого катода в области оптической оси блока поджига пересекает внутреннюю поверхность анода. ,
,
где Rкп - величина сопротивления участка "корпус" плазмовода - плазма, Ом;
Lг - величина индуктивности цепи разряда, Гн;
а величину емкости Ссм - цепи смещения корпуса камеры смешения выбирают из условия:  , где Rксп - величина сопротивления участка "корпус камеры смешения - плазма".
, где Rксп - величина сопротивления участка "корпус камеры смешения - плазма". разрезку трубы на К сегментов путем последовательных К сечений профилированной трубы плоскостями, ориентированными под углом
разрезку трубы на К сегментов путем последовательных К сечений профилированной трубы плоскостями, ориентированными под углом  относительно нормалей к цилиндрической поверхности, размещенных на расстоянии lк, сборку сегментов путем совмещения их торцов за счет их поворота через один сегмент на угол ϕ ≥ π, разворота в диаметральной плоскости трубы на угол
относительно нормалей к цилиндрической поверхности, размещенных на расстоянии lк, сборку сегментов путем совмещения их торцов за счет их поворота через один сегмент на угол ϕ ≥ π, разворота в диаметральной плоскости трубы на угол  и дополнительного продольного перемещения каждого К-го сегмента в направлении кручения вдоль оси винтового цилиндра на высоту
и дополнительного продольного перемещения каждого К-го сегмента в направлении кручения вдоль оси винтового цилиндра на высоту  и последующей сварки по внешней поверхности торцов сегментов винтового цилиндра, причем расстояние lк и угол γK между нормалями последовательных К сечений профилированной трубы выбирают из выражений:
и последующей сварки по внешней поверхности торцов сегментов винтового цилиндра, причем расстояние lк и угол γK между нормалями последовательных К сечений профилированной трубы выбирают из выражений:
23. Способ изготовления устройства для получения покрытий по п.22, отличающийся тем, что камеру смешения для N потоков плазмы изготавливают из (2N + 1) сегментов, N входных, N переходных и одного выходного сегмента, при этом торец выходного сегмента со стороны входных сегментов получают сечением прямой профилированной трубы N плоскостями, каждая из которых наклонена к оси трубы под углом  и повернута по азимуту относительно соседних плоскостей на угол
и повернута по азимуту относительно соседних плоскостей на угол  вокруг оси выходного сегмента, второй торец выходного сегмента образован сечением плоскостью, перпендикулярной оси трубы на расстоянии lc1, определяемом из условия:
вокруг оси выходного сегмента, второй торец выходного сегмента образован сечением плоскостью, перпендикулярной оси трубы на расстоянии lc1, определяемом из условия:
где Lв - длина винтового плазмовода;
hc - длина сепаратора ионов по поперечным импульсам,
причем часть торцов N входных сегментов, соединяющихся в камере смешения с выходным сегментом образована сечением плоскостью, размещенной под углом  относительно оси в плоскости осей выходного и входного сегментов, а оставшаяся часть этих торцов N входных сегментов, соединяющихся в камере смешения между собой в соседних сегментах, образована вторым сечением двумя скрещенными под углом
относительно оси в плоскости осей выходного и входного сегментов, а оставшаяся часть этих торцов N входных сегментов, соединяющихся в камере смешения между собой в соседних сегментах, образована вторым сечением двумя скрещенными под углом  плоскостями, при этом линии пересечения скрещенных плоскостей образуют с осью входных сегментов угол
плоскостями, при этом линии пересечения скрещенных плоскостей образуют с осью входных сегментов угол  и совпадают с осью выходного сегмента, второй торец N входных сегментов образован сечением трубы на расстоянии
и совпадают с осью выходного сегмента, второй торец N входных сегментов образован сечением трубы на расстоянии  от первого плоскостью под углом
от первого плоскостью под углом  в плоскости осей выходного и входного сегментов, а также под углом
в плоскости осей выходного и входного сегментов, а также под углом  в плоскости, перпендикулярной плоскости осей выходного и входного сегментов и параллельной оси выходного сегмента в направлении кручения многозаходных винтовых плазмоводов, причем торцы переходных сегментов со стороны входных сегментов образованы сечением плоскостью под углом
в плоскости, перпендикулярной плоскости осей выходного и входного сегментов и параллельной оси выходного сегмента в направлении кручения многозаходных винтовых плазмоводов, причем торцы переходных сегментов со стороны входных сегментов образованы сечением плоскостью под углом  в плоскости осей выходного и входного сегментов, а также под углом
в плоскости осей выходного и входного сегментов, а также под углом  в плоскости, перпендикулярной плоскости осей выходного и входного сегментов и параллельной оси выходного сегмента в направлении кручения многозаходных винтовых плазмоводов, а второй торец N переходных сегментов образован сечением плоскостью, перпендикулярной оси трубы на расстоянии lc3, равном
в плоскости, перпендикулярной плоскости осей выходного и входного сегментов и параллельной оси выходного сегмента в направлении кручения многозаходных винтовых плазмоводов, а второй торец N переходных сегментов образован сечением плоскостью, перпендикулярной оси трубы на расстоянии lc3, равном  и последующей сборкой сегментов путем их перемещения в пространстве за счет совмещения периметров частей торца выходного сегмента, выполненных под углом
и последующей сборкой сегментов путем их перемещения в пространстве за счет совмещения периметров частей торца выходного сегмента, выполненных под углом  и азимутальным углом
и азимутальным углом  с частью периметров торцов N входных сегментов, образованных сечением плоскостью под углом ξ1 и ξ4, а также совмещением торцов N входных сегментов, выполненных под углами ξ1 и ξ4 с торцами N переходных сегментов, выполненных под углами ξ1 и ξ4 последующей сваркой по внешней поверхности совмещенных торцов, а также стыковкой торцов N переходных сегментов камеры смешения с выходными торцами N винтовых плазмоводов.
с частью периметров торцов N входных сегментов, образованных сечением плоскостью под углом ξ1 и ξ4, а также совмещением торцов N входных сегментов, выполненных под углами ξ1 и ξ4 с торцами N переходных сегментов, выполненных под углами ξ1 и ξ4 последующей сваркой по внешней поверхности совмещенных торцов, а также стыковкой торцов N переходных сегментов камеры смешения с выходными торцами N винтовых плазмоводов.
| SU 1259951 A, 20.07.1987 | |||
| Труды института инженеров электроники и радиоэлектроники (ТИИЭР), №8-560, 1972, с | |||
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Тезисы докладов IV Всесоюзной конференции по плазменным ускорителям и ионным инжекторам | |||
| - М.: ВНТИЦ, 1978, с | |||
| Дальномер | 1922 |
|
SU379A1 |
| Электродуговые генераторы с межэлектродными вставками | |||
| Наука, 1981. | |||

