Изобретение относится к лазерной технике и может использоваться для обработки поверхности металлов.
Известен способ высококонтрастной маркировки поверхности (патент США №6852948, МПК B23K 26/00, дата приоритета: 13.07.2001, дата публикации 08.02.2005 г.), включающий электростатическое нанесение на металлическую или диэлектрическую поверхность слоя термически активируемого материала, воздействие на нанесенный слой в местах маркировки излучением лазера или лазерного диода со средней мощностью менее 20 Вт и с длиной волны, которая соответствует эффективному поглощению материалом слоя падающего излучения. Известный способ технологически достаточно сложен, так как необходимо предварительно наносить термически модифицируемую пленку, что существенно увеличивает время маркировки и создает ограничения топологии наносимого рисунка.
Известен способ формирования цветного изображения с помощью лазерного излучения на изделии, содержащем записываемый слой на основе металла/оксида металла (Международная заявка № WO 2000069648 А1, МПК B23K 26/00, дата приоритета 28.04.2000, дата публикации 23.11.2000). Способ заключается в а) использовании изделия, состоящего из подложки и записываемого слоя на основе металла/оксида металла, б) облучении изделия лазерным пучком, и в) в результате чего, записываемый слой на части изделия, подвергшейся лазерному воздействию, приобретает цвет, отличный от необлученной части. Предпочтительно, чтобы записываемый слой для нанесения изображения был на основе алюминия/оксида алюминия. Недостатком способа является необходимость предварительной подготовки поверхности изделия перед нанесением изображения.
Известен способ получения цветного изображения на металлических поверхностях (патент РФ №2357844, МПК B23K 26/18, дата приоритета 01.08.2007, дата публикации 10.06.2009), включающий в себя создание цветного изображения на поверхности металла за счет формирования наноструктур в виде оксидных пленок, образующихся в результате локального нагрева источником тепла импульсного действия, например лазерного излучения, плазменного, электроконтактного или иного вида нагрева. Расстояние между зонами воздействия импульсов рассчитывается в зависимости от теплофизических характеристик материала и параметров изображения таким образом, чтобы в зоне воздействия создавалась температура, необходимая и достаточная для образования оксидной пленки с заданной колориметрической характеристикой. Изобретение позволяет наносить цветное изображение на любые металлические поверхности, способные достаточно окисляться, без предварительной их обработки и без предварительного построения градуировочных кривых. Недостатком данного способа является сложность установления соответствия между имеющейся палитрой цветов и цветом, который необходимо получить, а также сложность определения полной палитры цветов на данном металле. Кроме того, необходимо использование стороннего проприетарного программного обеспечения с целью приведения в соответствие с цветовой палитрой формируемых оксидных пленок для данного металла.
Известен способ лазерной модификации поверхности металла или его сплава (патент РФ №2287414, МПК B23K 26/18, дата приоритета 27.05.2005, дата публикации 20.11.2006), совпадающий с заявляемым техническим решением по наибольшему числу существенных признаков и принятый за прототип. Способ включает воздействие на обрабатываемую поверхность непрерывного и импульсного (10 нс - 100 мкс) излучения лазера, перемещаемого по заданной программе построчного сканирования поверхности, и последующее охлаждение поверхности в воздушной среде, использующий предварительно построенную экспериментальную градуировочную кривую зависимости цвета модифицированной поверхности образца заданного металла или его сплава от удельной мощности падающего на поверхность упомянутого излучения при монотонном возрастании упомянутой удельной мощности от величины 10-10 Дж/(см2⋅с) до величины, при которой модифицированная поверхность приобретает черный цвет, и последующее воздействие на поверхность при величине удельной мощности, соответствующей выбранному цвету модифицированной поверхности.
Недостатком данного способа является то, что он не предусматривает возможности изменения цвета металлической поверхности после ее облучения, а зависимость цвета поверхности после облучения от удельной мощности лазерного излучения является субъективным параметром, зависящим от конкретного наблюдателя, а не от колориметрических параметров (цветовых координат), что затрудняет воспроизведение результата. Также недостатком является то, что с помощью градуировочной кривой нельзя определить, в какой области будет лежать конкретный цвет, что затрудняет процесс получения нужного оттенка.
Задачей, на решение которой направлено предлагаемое изобретение, является расширение цветовой палитры при окислении поверхности металлов при лазерном импульсном воздействии и повышение производительности процесса.
Поставленная задача решается за счет достижения технического результата, заключающегося в определении полной цветовой палитры и сокращении времени технологической подготовки.
Указанный технический результат достигается путем воздействия на обрабатываемую поверхность излучения лазера с наносекундной длительностью импульса, перемещаемого по заданной программе построчного сканирования поверхности, и последующего охлаждения поверхности в воздушной среде. После построения экспериментальной градуировочной кривой взаимосвязи цвета поверхности и режимов облучения, полученной при различных температурах воздействия (в диапазоне от плавления до испарения материала, выбрав от трех до шести равномерно распределенных по диапазону точек), измеряются их спектры отражения. Далее проводится анализ полученных спектров отражения, из которого по смещению экстремумов коэффициентов отражения определяется вся палитра возможных цветов лазерной маркировки данного материала. Оксидные пленки формируют за счет многопроходовых режимов облучения, при этом время между последовательными проходами составляет величину, при которой перед каждым последующим проходом (линия вдоль которой происходит модификация) материал остывает до исходной температуры. Для этого время между последовательными проходами t должно удовлетворять условию t>Nx/f, где f - частота следования импульсов, Nx - количество импульсов по оси х, приходящихся на элемент облученной поверхности.
Модификация поверхности представляет собой контролируемое изменение цвета металлической поверхности в области воздействия пятном лазерного излучения. В зависимости от условий воздействия колориметрические координаты облученных областей на поверхности металла изменяются, поверхность приобретает различный цвет.
Физическая сущность заявляемого способа заключается в прецизионном прогреве металлической поверхности до определенной температуры в области воздействия лазерным излучением за определенное время воздействия с последующим охлаждением в воздушной среде. Степень нагрева и время воздействия на материал определяются параметрами лазерной обработки: плотностью мощности излучения q и количеством импульсов Nx и Ny по осям x и y, приходящихся на элемент облученной поверхности. На начальном этапе воздействия, при свободном взаимодействии компонентов металла и воздуха, участвует большое количество вещества металла. С увеличением температуры и времени воздействия лазерного излучения происходит послойное наращивание оксида пленки. Чем толще становится пленка, тем более ограничена диффузия компонентов воздуха к металлу. Поэтому результат фазово-химических превращений на границе пленки и воздуха (состав верхнего слоя многокомпонентной пленки) меняется в зависимости от соотношения количества вещества металла и компонентов воздуха. Например, при импульсном лазерном воздействии на поверхность стали марки 12Х18Н10Т в воздушной среде образуется двухслойная оксидная структура. Причем оксид FeCr2O4 на нижнем слое имеет значительно больший показатель ослабления (меньшую прозрачность и серый оттенок), чем оксид железа (III) на верхнем слое. Таким образом, на интегральный цвет поверхности влияют как интерференционные эффекты в верхнем оксидном слое, так и цвет нижнего окисла FeCr2O4. При импульсном лазерном воздействии на поверхность титана в атмосфере также образуется многокомпонентная пленка, нижний слой которой состоит из массивных оксидов: Ti2O3, TiO, а тонкий верхний слой - из прозрачного оксида титана (IV).
Для сокращения времени технологической подготовки полной палитры цветов для определенного металла была установлена закономерность изменения спектров отражения в зависимости от параметров лазерной обработки.
Заявляемый способ цветной маркировки поверхности металлов лазерным импульсным излучением осуществляют следующим образом.
Для получения оксидной пленки с заданными колориметрическими характеристиками (т.е. заданного цвета) строится градуировочная кривая, облучив поверхность окисляющегося металла импульсным волоконным лазером наносекундной длительности, например, на длине волны 1,06 мкм при различных температурах воздействия в диапазоне от плавления до испарения материала, выбрав от трех до шести равномерно распределенных по диапазону точек. Увеличение температуры достигается изменением одного из параметров лазерного воздействия, например Nx. Затем измеряются спектры отражения сформированных оксидных пленок. Экстремумы этих спектров смещаются в ИК область с увеличением выбранного параметра. По найденной зависимости положения экстремумов от выбранного параметра рассчитываются спектры отражения, располагающиеся между экспериментально измеренными точками. Для всех спектров отражения рассчитываются колориметрические характеристики. На основе значений колориметрических характеристик теоретически рассчитанных спектров отражения определяют значение соответствующего параметра лазерного воздействия.
Заявляемый способ цветной маркировки поверхности металлов лазерным импульсным излучением поясняется иллюстрациями, где
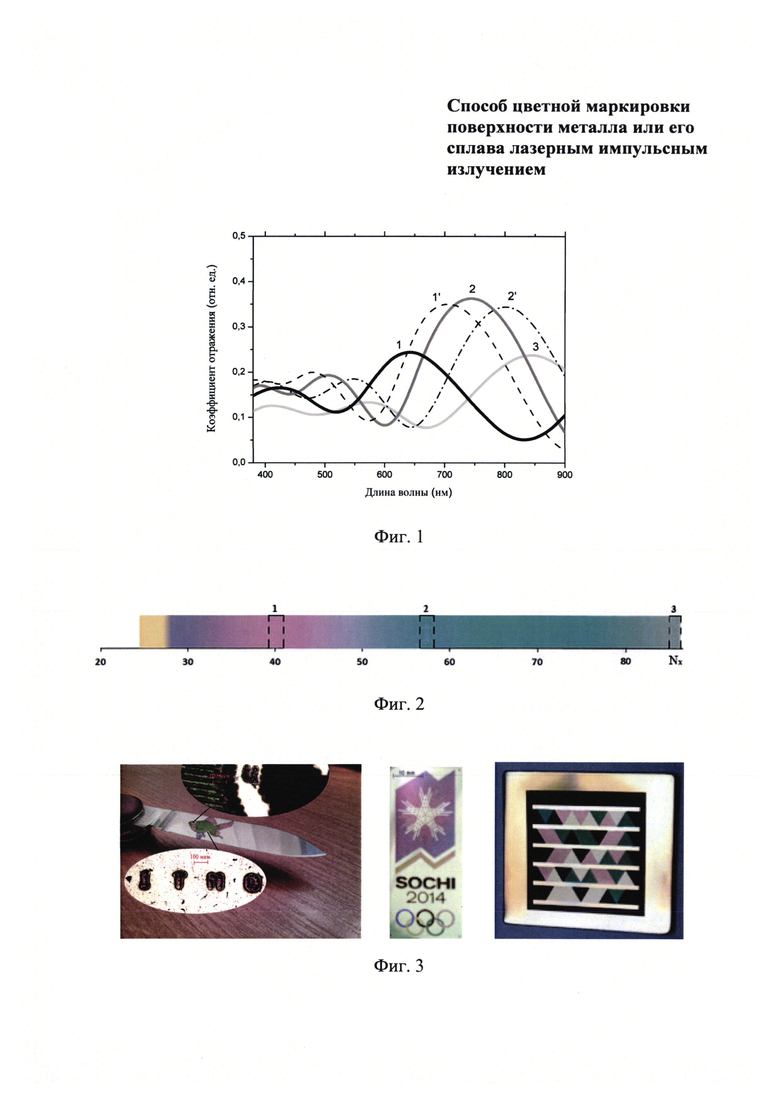
на фиг. 1 приведены графики спектров отражения сформированных оксидных пленок, полученных экспериментально и рассчитанных по смещению положения экстремумов в зависимости от параметра Nx;
на фиг. 2 приведен пример полной палитры цветов на нержавеющей стали марки 10Х18Н10Т;
на фиг. 3 представлены изображения, полученные с помощью данного способа на поверхности нержавеющей стали 10Х18Н10Т.
Пример. Заявляемый способ получения оксидной пленки с заданными колориметрическими характеристиками рассмотрен на примере нержавеющей стали марки 10Х18Н10Т:
Ток=898 К, Тисп=3273 К.
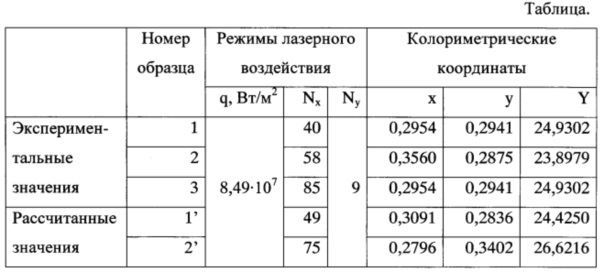
На фиг. 1 представлены спектры отражения оксидных пленок, сформированных на поверхности металла при облучении импульсным волоконным лазером наносекундной (100 нс) длительности на длине волны 1,06 мкм при различных температурах воздействия (1, 2, 3), экстремумы которых смещаются в ИК область с увеличением параметра Nx (режимы лазерного воздействия приведены в таблице 1). По смещению положения экстремумов от выбранного параметра рассчитаны спектры отражения (1' и 2'), располагающиеся между экспериментально измеренными точками.
Для спектров отражения рассчитаны колориметрические характеристики в системе xyY для источника освещения D65 и режимы лазерного воздействия для их получения, которые представлены в таблице.
На основании данного алгоритма получена полная палитра цветов для марки стали 10Х18Н10Т (фиг. 2).
Способ осуществляется с помощью известного технологического лазерного комплекса Минимаркер 2.
Заявляемый способ позволяет получать полную палитру цветов на металлической поверхности при облучении импульсным волоконным лазером наносекундной длительности на длине волны 1,06 мкм.
Некоторые изображения, выполненные по данному способу на поверхности нержавеющей стали 10Х18Н10Т, представлены на фиг. 3.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ЦВЕТНОГО ИЗОБРАЖЕНИЯ НА МЕТАЛЛИЧЕСКИХ ПОВЕРХНОСТЯХ | 2007 |
|
RU2357844C2 |
| Способ нанесения изображения на изделия из драгоценных металлов | 2015 |
|
RU2618283C1 |
| СПОСОБ ЛАЗЕРНОЙ МОДИФИКАЦИИ ПОВЕРХНОСТИ МЕТАЛЛА ИЛИ ЕГО СПЛАВА | 2005 |
|
RU2287414C1 |
| Способ лазерной маркировки поверхности изделия из алюминия или его сплава с оксидным внешним слоем | 2015 |
|
RU2615381C1 |
| СПОСОБ ЛАЗЕРНОЙ ГРАВИРОВКИ МЕТАЛЛА ИЛИ СПЛАВА | 2011 |
|
RU2479396C1 |
| ЦВЕТНАЯ МАРКИРОВКА ЛАЗЕРОМ | 2004 |
|
RU2356741C2 |
| ГЕРМЕТИЗАЦИЯ НАДПИСЕЙ НА ПЛАСТИКАХ | 2005 |
|
RU2405678C2 |
| Способ маркировки поверхности контролируемыми периодическими структурами | 2018 |
|
RU2696804C1 |
| СПОСОБ ЛАЗЕРНОЙ РЕЗКИ МЕТАЛЛА ИЛИ СПЛАВА | 2011 |
|
RU2479395C1 |
| Способ скрытого малоинвазивного маркирования объекта с целью его идентификации | 2016 |
|
RU2644121C2 |
Изобретение относится к способу цветной маркировки поверхности металла или его сплава лазерным импульсным излучением и может использоваться для обработки поверхности металлов. Осуществляют предварительное модифицирование поверхности металла лазерным излучением с удельной мощностью от 10-10 Дж/(см2⋅с) до удельной мощности, при величине которой поверхность приобретает черный цвет, и при различных температурах воздействия от температуры плавления до температуры испарения металла. Измеряют спектры отражения модифицированных областей, по которым строят градуировочную кривую коэффициентов отражения от удельной мощности. По найденным значениям зависимости положения экстремумов коэффициентов отражения от выбранного параметра рассчитывают спектры отражения, которые расположены между экспериментально измеренными точками. По смещению экстремумов коэффициентов отражения рассчитывают колориметрические характеристики получаемых цветов, на основе значений которых определяют значение соответствующего параметра лазерного воздействия. Ограниченное количество дискретных значений удельной мощности лазерного излучения при построении градуировочной кривой зависимости цвета модифицированной поверхности металла или его сплава от этих значений с последующим измерением спектров отражения и их анализа с выделением экстремумов коэффициентов отражения позволяет получить полную палитру цветов. 1 з.п. ф-лы, 1 табл., 3 ил.
1. Способ цветной маркировки поверхности металлов лазерным импульсным излучением, включающий предварительное модифицирование поверхности металла лазерным излучением с удельной мощностью от 10-10 Дж/(см2⋅с) до удельной мощности, при величине которой модифицированная поверхность приобретает черный цвет, построение экспериментальной градуировочной кривой зависимости цвета модифицированной поверхности упомянутого образца металла от удельной мощности падающего на поверхность упомянутого излучения, последующее воздействие на обрабатываемую поверхность металла лазерным импульсным излучением, которое перемещают по заданной программе построчного сканирования поверхности, с удельной мощностью, соответствующей выбранному цвету модифицированной поверхности, и с наносекундной длительностью импульса и последующее охлаждение поверхности в воздушной среде, отличающийся тем, что предварительное модифицирование поверхности образца металла лазерным излучением осуществляют при различных температурах воздействия от температуры плавления до температуры испарения металла, измеряют спектры отражения модифицированных областей, по которым строят градуировочную кривую коэффициентов отражения от удельной мощности, причем построение градуировочной кривой проводят при не менее трех и не более шести значениях удельной мощности, и по найденным значениям зависимости положения экстремумов коэффициентов отражения от выбранного параметра рассчитывают спектры отражения, которые расположены между экспериментально измеренными точками, при этом по смещению экстремумов коэффициентов отражения рассчитывают колориметрические характеристики получаемых цветов, на основе значений которых определяют значение соответствующего параметра лазерного воздействия.
2. Способ по п. 1, отличающийся тем, что в процессе модифицирования поверхности металла многопроходным лазерным облучением формируют оксидные пленки, при этом между последовательными проходами устанавливают время, при котором материал остывает до исходной температуры.
| СПОСОБ ЛАЗЕРНОЙ МОДИФИКАЦИИ ПОВЕРХНОСТИ МЕТАЛЛА ИЛИ ЕГО СПЛАВА | 2005 |
|
RU2287414C1 |
| RU 2013111640 A, 20.09.2014 | |||
| US 20140147694 A1, 29.05.2014 | |||
| US 6777098 B2, 17.08.2004 | |||
| WO 2014080157 A1, 30.05.2014 | |||
| WO 2014170551 A1, 23.10.2014 | |||
| US 6822189 B2, 23.11.2004. | |||

