Область техники, к которой относится изобретение
Изобретение относится к системе для одновременного выдува пластиковых контейнеров из преформ и их наполнения.
Уровень техники
Пластиковые контейнеры, например бутылки для воды, изготавливаются и наполняются согласно различным способам, включающим в себя выдувное формование или формование с раздувом и вытяжкой.
По одному из этих известных способов сначала изготавливается пластиковая преформа с помощью процесса литья, после чего преформа нагревается перед размещением в форму для выдувания.
Преформа обычно имеет форму цилиндрической трубы, закрытой у нижнего конца и открытой у противоположного конца.
После размещения преформы в форме над формой виден только открытый конец преформы.
Согласно этому способу используется вытягивающий стержень, который опускается в открытый конец преформы так, чтобы вытягивающий стержень пришел в контакт с закрытым нижним концом преформы. Вытягивающий стержень приводится в действие и перемещается к закрытому концу, вытягивая преформу.
После начала этапа вытягивания в преформу также нагнетается жидкость через открытый конец, как описано, например, в патентном документе заявителя ЕР 1529520 В1. Такое нагнетание жидкости вызывает расширение преформы до тех пор, пока она не придет в контакт внутренними стенками формы, тем самым, приобретая окончательную форму бутылки.
До настоящего времени известна машина или система для одновременного выдува и наполнения пластиковых контейнеров, которая ориентирована вертикально и изготавливает один контейнер за один прием.
Каждая машина или система содержит форму, в которой размещается преформа, вытягивающее средство для вытягивания преформы в форме и нагнетательное средство для нагнетания жидкости под давлением в преформу с целью расширения вышеуказанной преформы в форме.
Производительность такой машины, в которой используется вышеуказанный процесс изготовления, является ограниченной.
Существует необходимость в системе изготовления и наполнения контейнеров с высокой производительностью.
Раскрытие изобретения
В этом отношении изобретение предлагает систему, как определено в п. 1 формулы изобретения.
Поворотное устройство имеет некоторое количество поворотных постов, на которых могут выполняться выдув и наполнение некоторого количества контейнеров одновременно, в то время как существующая машина выдувает и наполняет только один контейнер за один прием.
Каждый поворотный пост по изобретению включает в себя форму, вытягивающее средство и нагнетательное средство.
Следует отметить, что в существующей машине используется довольно тяжелая форма, и согласно процессу изготовления контейнер одновременно выдувается с помощью подвижного вытягивающего стержня и наполняется жидкостью, которая подается снаружи.
Принимая во внимание вышеизложенное, для специалиста в этой области техники вполне естественно, что такая машина находится в неподвижном положении, в частности, из-за массы формы и подачи нагнетаемой жидкости.
С учетом указанных технических сложностей изобретательскому уровню соответствует изобретательская идея создания поворотного устройства с некоторым количеством поворотных постов выдува и наполнения, соединенных с общим поворотным коллектором для распределения жидкости по постам.
Система по изобретению значительно увеличивает производительность обычного устройства или машины, как кратко описано выше.
Устройство вращается с массами перемещающейся жидкости, которые распределяются по различным нагнетательным средствам. К удивлению, нагнетание жидкости во время вращения устройства не увеличивает проблему в отношении механической или жидкостной части, что могли бы предполагать специалисты в этой области.
Соответственно возможной отличительной характеристике насосное устройство является частью поворотного аппарата и в конкретном варианте выполнения частью поворотного коллектора.
Таким образом, каждый компонент системы для одновременного выдува и наполнения пластиковых контейнеров может вращаться.
По другой возможной альтернативной отличительной характеристике насосное устройство находится в неподвижном положении, в то время как устройство, включающее в себя формы, вытягивающие средства, нагнетательные средства и коллектор, может вращаться.
Эта компоновка позволяет уменьшить массу вращающейся части системы и, тем самым, упростить ее конструкцию.
Размещение насосного устройства снаружи вращающейся части системы также позволяет упростить поворотное электрическое соединение между неподвижной и подвижной частями. В частности, это поворотное электрическое соединение не требует никакого специального кабеля подачи питания к насосному устройству.
Тем не менее, такое поворотное электрическое соединение требует подачи энергии к различным компонентам оборудования, например, к электромагнитным клапанам и т.д.
Соответственно возможной отличительной характеристике вокруг периферии коллектора расположено некоторое количество форм.
Эта компоновка является простой и позволяет легко распределять жидкость под давлением радиально к периферии коллектора, что соответствует естественному движению жидкости в поворотном устройстве.
Соответственно другой возможной отличительной характеристике коллектор вращается вокруг центральной вертикальной оси, при этом каждая форма имеет верхний участок, который снабжен отверстием, каждая преформа имеет впускное отверстие, которое расположено в вышеуказанном отверстии, когда преформа помещена в вышеуказанную форму, и вышеуказанное отверстие сцентрировано вокруг продольной оси, которая наклонена к вышеуказанной центральной вертикальной оси.
Эта компоновка позволяет предотвратить переливание жидкости, содержащейся в каждой поворотной преформе, после нагнетания в нее жидкости.
Этот наклон учитывает естественное перемещение жидкости в поворотном устройстве, которая выталкивается радиально наружу под действием центробежных сил. Таким образом, в отличие от того, что мог бы предполагать специалист в этой области техники, нагнетание жидкости в преформы во время их вращения ни приводит к расплескиванию жидкости вокруг преформ благодаря вышеуказанной компоновке.
Следует отметить, что каждый компонент из некоторого количества форм, вытягивающих средств и нагнетательных средств наклонен к вышеуказанной центральной вертикальной оси вокруг периферии коллектора.
Соответственно возможной конкретной отличительной характеристике вышеуказанная наклонная продольная ось расположена относительно вертикальной оси под углом больше 0° и меньше 80°.
Приемлемый угол наклона регулируется, в частности, с учетом частоты вращения устройства.
Соответственно возможной отличительной характеристике коллектор окружает центральную зону, при этом насосное устройство расположено в вышеуказанной центральной зоне.
Эта компоновка позволяет размещать насосное устройство в вышеуказанной центральной зоне и сделать устройство более компактным.
Следует отметить, что насосное устройство может быть частично расположено в центральной зоне коллектора и частично расположено выше или ниже коллектора в зависимости от требуемого положения.
Согласно возможной компоновке коллектор имеет кольцевую форму. Сечение может принимать различные формы: квадратную, прямоугольную, круглую и т.д.
Эта форма позволяет разместить, по меньшей мере, часть насосного устройства посередине коллектора, а также другие части, компоненты оборудования, фитинги, жидкостные и электрические соединения (кабели, поворотные патрубки и т.д.) и т.д.
Кроме того, кольцевая форма имеет меньшую массу по сравнению со сплошной формой, что является преимуществом в поворотном устройстве.
Коллектор может иметь круглую форму и принимать форму участка цилиндра небольшой высоты, средняя часть которого была удалена, по сравнению с его наружным радиусом.
В частности, коллектор может иметь тороидальную форму. Такая форма удобна для внутренней очистки.
Соответственно другой возможной отличительной характеристике коллектор имеет цилиндрическую форму.
Коллектор может принимать форму цилиндра небольшой высоты по сравнению с его наружным радиусом.
Соответственно возможной отличительной характеристике насосное устройство расположено выше или ниже коллектора.
Одна из этих компоновок может быть выбрана в зависимости от конфигурации системы и, в частности, других ее компонентов.
Кроме того, верхнее или нижнее расположение насосного устройства относительно коллектора может выбираться в зависимости от окружающей среды системы и пространства, имеющегося вокруг системы, а также компоновки других частей оборудования системы и пространства, имеющегося вокруг каждого из них.
Другими словами, положение насосного устройства выбирается только в зависимости от критерия планировки пространства.
Соответственно возможной отличительной характеристике каждое нагнетательное средство имеет пропорциональный клапан для регулирования объема жидкости, нагнетаемой в соответствующую преформу.
Такой пропорциональный клапан, который является необязательным компонентом в системе по изобретению, может потребоваться при определенных условиях для регулирования объема нагнетаемой жидкости.
Следует отметить, что расходомер может быть связан с пропорциональным клапаном для обеспечения расхода жидкости и/или объема жидкости, нагнетаемой в каждую преформу.
Кроме того, могут быть полезными данные об общем объеме жидкости, нагнетаемой через предусмотренный клапан или все клапаны системы.
Соответственно возможной отличительной характеристике некоторое количество форм обеспечивает выполнение всего цикла выдува и наполнения. Таким образом, во время вращения устройства каждая форма, содержащая преформу, подвергается всему циклу выдува и наполнения, в частности, включая сюда выдув и наполнение жидкостью за счет использования вытягивающего средства и нагнетательного средства.
Следует ответить, что цикл выдува и наполнения также может включать в себя процесс или этап укупоривания, во время которого крышка крепится на контейнер после его выдува и наполнения жидкостью.
В этом отношении система может включать в себя средства укупоривания.
Соответственно другой возможной отличительной характеристике система имеет производительность до 72000 пластиковых контейнеров в час при одновременном выдуве и наполнении контейнеров.
Следует отметить, что поворотное устройство системы поддерживает вращение таким образом, чтобы цикл выдува и наполнения контейнера не прерывался.
Краткое описание чертежей
Варианты осуществления настоящего изобретения будут описаны только в качестве примера со ссылкой на приложенные чертежи, на которых:
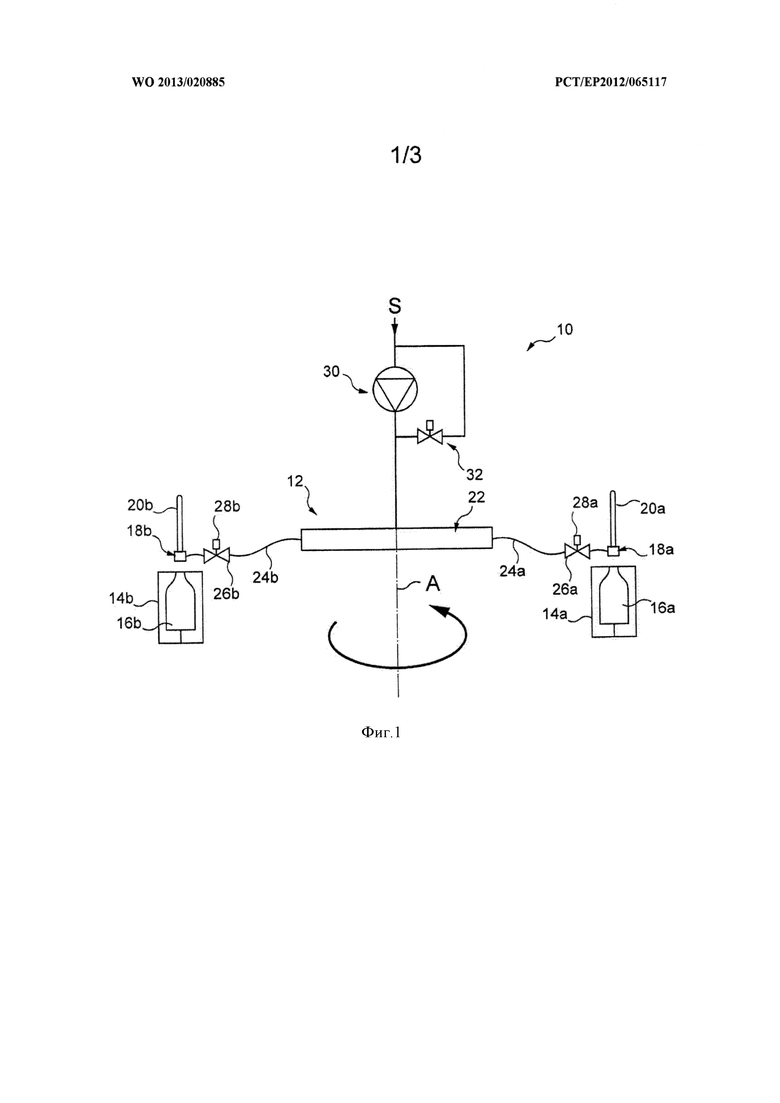
На фиг. 1 схематично показана система для одновременного выдува и наполнения контейнеров по изобретению и ее основные компоненты, вид сбоку;
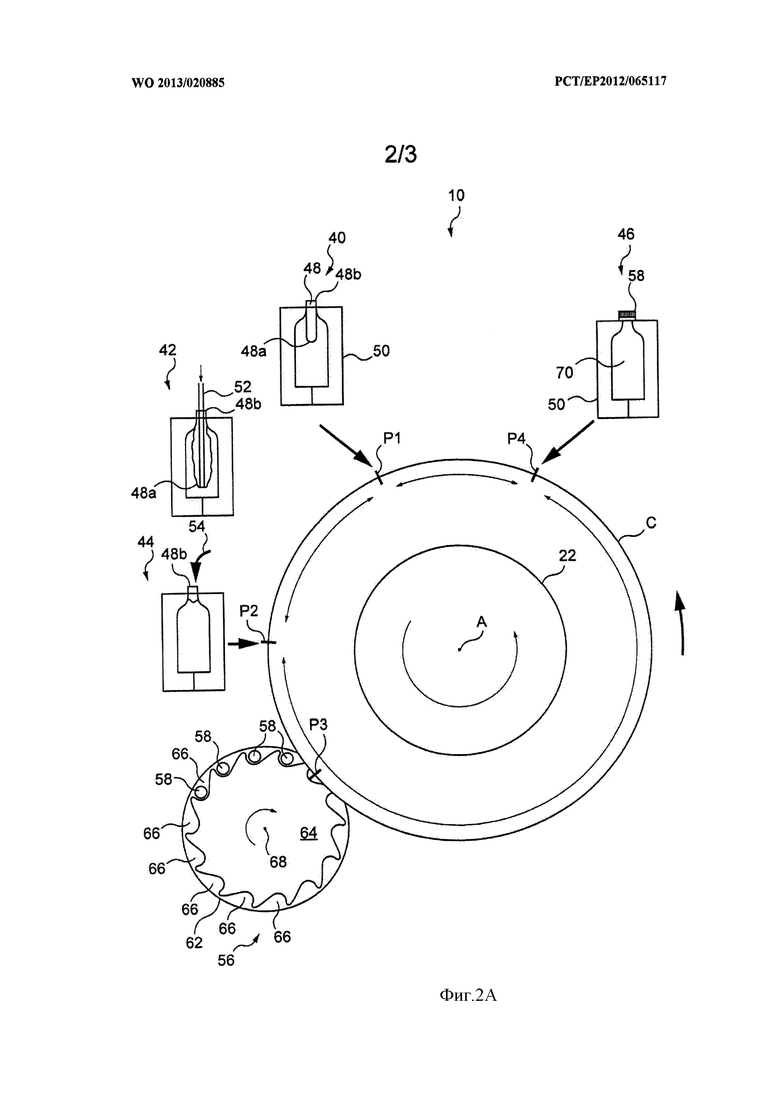
На фиг. 2А схематично показаны система, изображенная на фиг. 1, и весь цикл выдува, наполнения и укупоривания, общий вид;
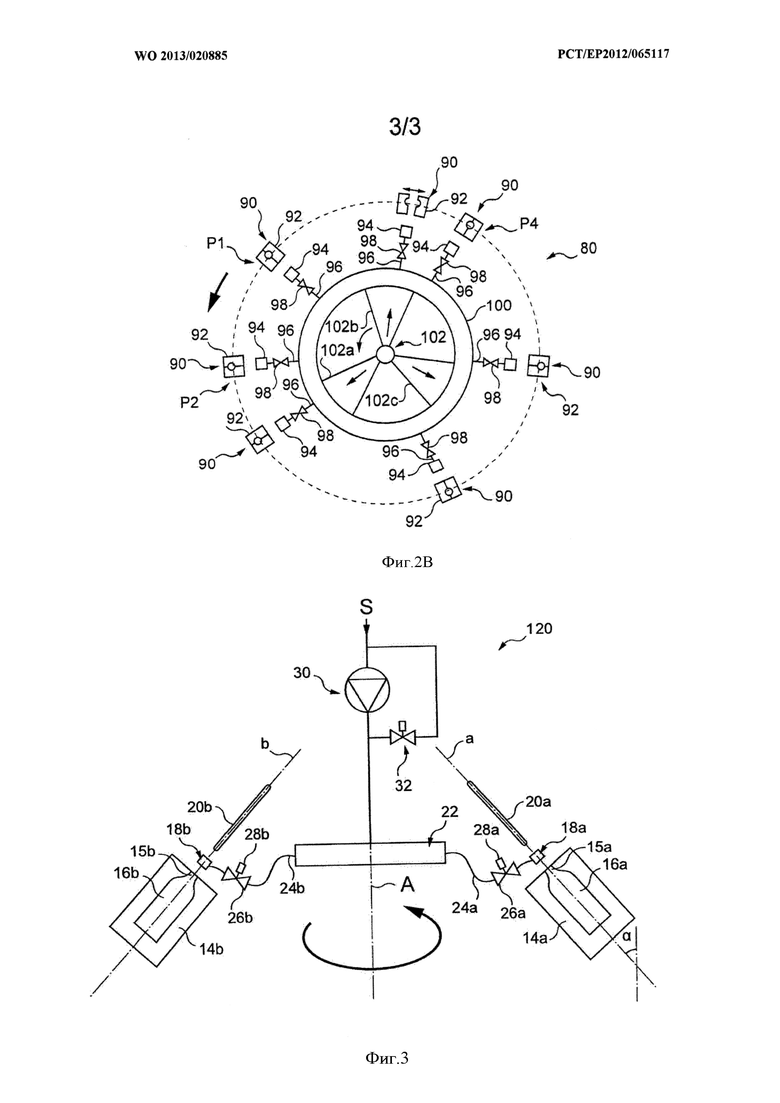
На фиг. 2В схематично показана система, изображенная на фиг. 2А, с некоторым количеством периферийных постов вокруг центрального коллектора системы, вид сверху;
На фиг. 3 показана другая компоновка системы, изображенной на фиг. 1.
Осуществление изобретения
На фиг. 1 схематично показана система 10 одновременного выдува пластиковых контейнеров, например, бутылок, из пластиковых преформ и их наполнения.
Система 10 содержит устройство 12, которое может вращаться вокруг центральной вертикальной оси А, как показано стрелкой.
Поворотное устройство 12 включает в себя некоторое количество форм 14а, 14b, …, 14n, при этом на фиг. 1 показаны только две формы, 14а и 14b.
Каждая форма представляет собой форму из двух частей, которая в собранном состоянии образует внутреннюю полость 16а, 16b.
Преформа, которая не показана на фиг. 1, вставляется в каждую полость в начале процесса выдува и наполнения.
Форма полости соответствует форме изготавливаемого контейнера и в конце процесса выдува и наполнения будет полностью занята пластиковым контейнером.
В настоящем варианте выполнения контейнер является бутылкой, которая наполняется водой.
Вместе с тем могут быть предусмотрены другие контейнеры, а также другие жидкости.
Следует также отметить, что каждая форма, как вариант, может состоять более чем из двух частей, в зависимости от производственного процесса.
Устройство 12 также включает в себя некоторое количество нагнетательных средств 18а, 18b, …, 18n, при этом на фиг. 1 показаны только два нагнетательных средства, 18а и 18b.
Каждое из этих нагнетательных средств содержит нагнетательную головку, которая приходит в плотный контакт (герметичный для жидкости) с преформой, помещенной в форму.
Нагнетательная головка включает в себя нагнетательное сопло, которое перемещается между положением нагнетания, обеспечивая нагнетание жидкости в преформу, и исходным положением, в котором нагнетательное сопло опирается на внутреннюю поверхность нагнетательной головки и образует герметичное соединение, препятствуя течению жидкости из нагнетательной головки в преформу.
Устройство 12 также включает в себя вытягивающие средства 20а, 20b, …, 20n, при этом на фиг. 1 показаны только два вытягивающих средства, 20а и 20b.
Каждое вытягивающее средство содержит вытягивающий стержень, который находится в подвижном соединении с соответствующим нагнетательным соплом. Каждое вытягивающее средство приводится в действие по команде и вставляется в преформу для ее вытягивания, в то время как в преформу нагнетается жидкость, вызывая расширение вышеуказанной преформы в соответствующей форме.
Исполнительные средства для приведения в действие стержней на чертежах не показаны для упрощения чертежей.
Устройство 12 также включает в себя узел или коллектор 22 распределения жидкости, который расположен в центре системы относительно некоторого количества форм, нагнетательных средств и вытягивающих средств.
К примеру, вертикальная ось А является осью симметрии коллектора 22.
Коллектор 22 предназначен для распределения жидкости под давлением по множеству нагнетательных средств 18а, 18b, …, 18n так, чтобы преформы, помещенные в формы, одновременно выдувались и наполнялись вышеуказанной жидкостью совместно с действием вытягивающих средств.
Как показано на фиг. 1, каждое нагнетательное средство 18а, 18b (и в более общем смысле все нагнетательные средства вплоть до 18n) соединено с выпуском поворотного коллектора 22 через жидкостную линию или трубопровод 24а и 24b, соответственно. Некоторое количество жидкостных линий (жидкостные соединений) 24а, b, …, n расположено радиально, как показано в варианте выполнения на фиг.2В.
К примеру, коллектор 22 содержит один или несколько впусков жидкости и опорожняется для облегчения очистки. Коллектор 22 также содержит несколько выпусков, которые соединены с соответствующими жидкостными линиями или трубопроводами, соответственно.
В соответствующей жидкостной линии соответственно установлен клапан подачи 26а и 26b соответственно, для регулирования расхода жидкости между коллектором 22 и нагнетательными средствами 18а и b соответственно.
Этот клапан подачи, к примеру, является пропорциональным клапаном.
Такой клапан позволяет точно регулировать расход жидкости и, таким образом, регулировать кривую наполнения жидкостью (наполнение контейнера совместно с его выдувом), чтобы она соответствовала заданной кривой.
По усмотрению к соответствующему клапану 26а, 26b, …, 26n соответственно присоединен расходомер 28а, 28b, …, 28n для измерения расхода или объема жидкости, протекающей между коллектором 22 и соответствующим нагнетательным средством.
Все соединение между каждым нагнетательным средством и коллектором вращается вместе с этими компонентами.
Распределяемая и нагнетаемая жидкость поступает из источника S жидкости, который подает вышеуказанную жидкость к насосному устройству 30.
Насосное устройство 30 подает жидкость под давлением в поворотный коллектор 22.
В настоящем варианте выполнения насосное устройство 30 также является частью поворотного устройства 12.
В частности, насосное устройство 30 функционально соединено с коллектором 22 стандартным способом.
Следует отметить, что клапан подачи 32 установлен параллельно насосному устройству 30 в качестве предохранительного клапана.
Этот клапан действует как выпускной клапан для защиты насосного устройства, например, когда поднимается давление или при отсутствии потока жидкости для подачи (когда не изготавливаются бутылки).
Насосное устройство 30 может быть расположено по центру, например, в положении, которое выровнено с вертикальной осью А.
Такая компоновка позволяет получить более компактную конструкцию системы 10 в целом. Эту компоновку легче спроектировать, поскольку насосное устройство расположено по центру вокруг оси вращения системы.
Вместе с тем могут быть предусмотрены другие компоновки системы, в частности, с насосным устройством, смещенным в сторону относительно оси А вращения.
Как показано на фиг. 1, насосное устройство 30 расположено над коллектором 22.
Однако в альтернативной компоновке насосное устройство может быть расположено под коллектором 22.
В настоящем варианте выполнения коллектор 22 имеет цилиндрическую форму.
Однако для распределения жидкости по нагнетательным средствам системы могут быть предусмотрены другие формы.
Следует отметить, что различные вращающиеся части системы могут поддерживаться общей поворотной плитой.
Следует принять во внимание, что каждая форма, в которую помещена преформа, и ее соответствующие нагнетательные средства и вытягивающие средства образуют пост, и все эти посты расположены вокруг коллектора, как схематично показано на фиг. 2В.
На фиг. 2А схематично показан частичный вид системы 10 по изобретению и показаны различные операции, выполняемые на каждом посту во время всего цикла изготовления контейнера.
Этот цикл включает в себя этапы выдува, наполнения и укупоривания.
Во время всего цикла изготовления на каждом посту выполняются вышеуказанные этапы.
На фиг. 2А коллектор 22 системы 10 весьма схематично показан в центральном положении, и различные этапы цикла изготовления схематично показаны на периферии коллектора 22 и обозначены ссылочными номерами 40, 42, 44 и 46.
Ссылочным номером 40 обозначен этап, на котором преформа 48 расположена в форме 50 или помещена в нее известным способом. Пластиковая преформа 48 сначала была изготовлена с помощью известного процесса литья и затем нагрета перед установкой в форму 50.
Преформа обычно принимает форму цилиндрической трубы, закрытой у ее нижнего конца 48а и открытой у ее противоположного верхнего конца 48b.
После размещения преформы 48 в форме 50 над формой виден только открытый конец 48b.
Этап 40 процесса выполняется на посту, который обозначен как позиция Р1.
Позиция Р1 расположена на окружности С, которая схематично представлена периферийной линией или окружностью, на которой расположены различные посты системы по периферии коллектора 22.
На этапе 42 показан этап или операция процесса, где используется вытягивающий стержень 52. Вытягивающий стержень 52 приводится в действие и опускается в открытый конец 48b преформы так, чтобы вытягивающий стержень пришел в контакт с закрытым нижним концом 48а преформы.
Как показано на этапе 42, вытягивающий стержень 52 приводится в действие и перемещается к закрытому концу 48а, вытягивая преформу управляемым способом.
На этапе 42 процесс вытягивания показан в ходе выполнения.
После начала этапа вытягивания в преформу нагнетается жидкость через открытый конец 48b, в то время как вытягивающий стержень все еще находится в действии.
Нагнетание жидкости вызывает расширение преформы вместе с перемещением вытягивающего стержня до контакта с внутренними стенками полости формы, в результате чего достигается окончательная форма контейнера.
Нагнетание жидкости схематично показано стрелкой 54 на следующем этапе 44.
Позиция, обозначенная как Р2, представляет собой позицию, которую занимает пост, на котором завершается процесс выдува и наполнения. На позиции Р2 на каждом посту завершается выдув контейнера и наполнение его жидкостью.
Процесс выдува и наполнения выполняется между позицией Р1 и позицией Р2 по периферийной линии С.
На различных постах, которые расположены между позициями Р1 и Р2, выполняется процесс выдува и наполнения, описанный выше.
На различных постах системы, которые распределены по периферийной линии С между позициями Р2 и Р3 (вторая рабочая зона; первая рабочая зона расположена между позициями Р1 и Р2), выполняется процесс укупоривания.
Узел распределения крышек или распределитель 56 крышек смещен в сторону относительно некоторого количества постов, расположенных по периферийной линии С, и, в частности, соприкасается с периферийной линией С.
Распределитель 56 крышек содержит некоторое количество крышек 58, которые расположены на его периферии и отделены друг от друга.
В частности, распределитель 56 крышек имеет форму поворотного устройства, содержащего круглую опору 62, если смотреть сверху (эта опора, по существу, является цилиндрической в форме 3D).
Распределитель 56 крышек также содержит некоторое количество углублений, которые равномерно расположены по периферии опоры 62 по такой схеме, которая может отличаться от схемы, показанной на фиг. 2А.
Как схематично показано на фиг. 2А, распределитель 56 крышек также содержит центральный элемент 64, в котором расположено некоторое количество крышек 58 благодаря некоторому количеству выемок или углублений 66, предусмотренных на периферии.
В частности, периферийная зона центрального элемента 64 может иметь гребнеобразную форму, образованную последовательностью выступов и полостей, в которых размещаются крышки.
Центральный элемент крепится на опоре 62.
В этом варианте выполнения распределитель крышек в целом вращается вокруг центральной оси 68.
Однако в альтернативном варианте выполнения может вращаться только центральный элемент 64, в то время как опора 62 остается в неподвижном положении.
Таким образом, следующие друг за другом крышки 58 последовательно распределяются по различным постам, мимо которых проходит распределитель крышек во время вращения системы 10.
В этом варианте выполнения предусмотрены непоказанные на фиг. 2А средства для подачи крышек в распределитель 56 крышек с целью загрузки новых крышек в распределитель 56 крышек.
Крышки 58, которые были распределены по все постам посредством прохождения распределителя 56 крышек, затем позиционируются выше и вокруг горлышек контейнеров, соответственно, и устанавливаются стандартным образом. Для наглядности средства укупоривания на чертежах не показаны.
Например, крышки навинчиваются вокруг резьбового горлышка каждого контейнера.
Этот процесс укупоривания выполняется между позицией Р3 на периферийной линии С, которая расположена рядом с распределителем 56 крышек, и позицией Р4.
В позиции Р4 крышка 58 была прикреплена к дозирующему отверстию контейнера 70 (здесь контейнером является бутылка). Эта позиция соответствует этапу 46 процесса.
Позиции Р1 и Р4 находятся по обе стороны третьей рабочей зоны, в которой формы с различных постов, закрывающие укупоренный и наполненный контейнер, открываются таким образом, чтобы контейнер можно было извлечь перед размещением новой преформы на позиции Р1 (этап 40).
Следует отметить, что когда устройство вращается, жидкость подается насосным устройством 30 в коллектор 22 и в различные жидкостные линии или трубопроводы, соединенные с коллектором. Различные клапаны 26 по команде могут изолировать часть линий, соединенных с нагнетательными средствами, от коллектора. Центральный процессор (не показан), который управляет всем циклом изготовления (в частности, процессом одновременного выдува и наполнения), может посылать управляющие команды на перекрытие клапанов 96, которые несвоевременно использовались при наполнении контейнеров жидкостью, и открытие клапанов, которые были ранее закрыты и теперь используются в процессе наполнения контейнеров.
На фиг. 2В показан весьма схематичный вид сверху на систему 80 по другому варианту осуществления изобретения.
Система 80 содержит некоторое количество постов 90, каждый из которых включает в себя форму 92, содержащую преформу или контейнер согласно этапу процесса изготовления (выдув, наполнение и укупоривание).
Каждый пост также включает в себя вытягивающее средство для вытягивания преформы, содержащейся в форме. Такие вытягивающие средства не показаны на фиг. 2В для наглядности.
Каждый пост включает в себя нагнетающее средство, обозначенное ссылочным номером 94, которое соединено с помощью жидкостной линии 96, включающей в себя клапан 98 подачи, с поворотным центральным коллектором 100.
Поворотный коллектор 100 распределяет жидкость по всем вышеописанным постам.
Другие посты расположены по периферии коллектора 100.
Коллектор 100 имеет кольцевую форму и окружает центральную зону, в которой расположено насосное устройство 102. Источник жидкости, которая подается в насосное устройство 102, на этом чертеже не показан.
В настоящем варианте осуществления насосное устройство 102 также вращается совместно с коллектором 100 и имеет с ним соответствующее жидкостное соединение.
Как показано на фиг. 2В, насосное устройство 102 имеет несколько радиально продолжающихся отводов, например три отвода, которые обозначены как 102а, 102b и 102 с и соединены на одном конце с насосным устройством и на другом конце с впуском коллектора 100. Следует отметить, что используются несколько впусков жидкости вместо одиночного впуска, так чтобы подача жидкости не сосредотачивалась по траектории ее распределения для определенного поста выдува и наполнения.
Жидкость направляется под давлением насосным устройством 102 в коллектор 100, как показано радиальными стрелками. В частности, она поступает в пустое внутреннее пространство в коллекторе 100 по равномерно расположенным конструкциям впусков и затем распределяется по различным жидкостным линиям 96, соединенным с каждым постом. Клапаны 98 подачи действуют как клапаны 26а, b, …, n подачи на фиг. 1 и регулируют подачу жидкости из коллектора 100 к каждому нагнетательному средству согласно этапу процесса. Например, при выполнении этапа наполнения клапаны 98 получают команду на открытие.
На фиг. 2В показаны только несколько клапанов 90 на различных этапах всего процесса выдува, наполнения и укупоривания.
Угловое положении каждого этапа, показанного на фиг. 2А, является таким же, как и на фиг. 2В.
После позиции Р4 на следующем посту показано открывание формы 90 для последовательного извлечения и выталкивания выдутого, наполненного и укупоренного контейнера и размещения в форме новой преформы.
Система 80 также содержит распределитель крышек, как на фиг. 2А, но который не показан для наглядности.
Следует отметить, что распределитель крышек не вращается вместе с поворотными частями системы 80, а поворачивается только вокруг собственной оси.
Однако согласно варианту осуществления распределитель крышек может быть частью поворотного устройства системы.
На фиг. 3 показан другой вариант выполнения системы 120 по изобретению.
Система 120 содержит такие же компоненты, как и система, показанная фиг. 1. Несмотря на то что для обозначения каждого компонента оборудования использованы ссылочные индексы а и b (например, 14а и b, 26а и b и т.д.), понятно, что система также включает в себя ссылочные индексы с а по n.
Для упрощения все различные компоненты системы 120 имеют такие же ссылочные номера, как и компоненты системы 10 на фиг. 1.
Различные отличительные характеристики и преимущества, изложенные в отношении системы 10, являются теми же самыми для системы 120 на фиг. 3 и не описываются повторно.
Различие между системой 120 и системой 10 состоит в том, что некоторое количество постов наклонено относительно центральной вертикальной оси А, вокруг которой вращается вся система, в то время как на фиг.1 различные посты продолжаются вдоль оси, которая параллельна оси А.
В частности на фиг. 3 каждая форма 14а, 14b продолжается в продольном направлении, которое выровнено с продольной осью а, b соответственно.
Все другие посты, которые не показаны на этом чертеже, имею такую же ориентацию.
Форма 14а, 14b имеет отверстие 15а, 15b, предусмотренное в верхней части формы.
Преформа с впускным отверстием, которая не показана на фиг. 3, должна быть вставлена внутрь формы и, в частности, через отверстие 15а, 15b, так чтобы впускное отверстие преформы выступало из формы.
Отверстие 15а, 15b, соответственно, сцентрировано вокруг продольной оси а, b, которая наклонена к центральной вертикальной оси А.
В частности, продольная ось а, b расположена под углом α относительно вертикальной оси, который составляет 0-90° и равен, к примеру, 45°.
Наклон к центральной оси А позволяет исключить разбрызгивание жидкости вокруг контейнера во время вращения всей системы в результате действия центробежных сил, оказывающих воздействие на движущуюся жидкость.
Следует отметить, что угол наклона должен приблизительно выбираться в зависимости от частоты вращения системы и ее диаметра. Другими словами, угол зависит от тангенциальной скорости вращения постов.
Система по настоящему изобретению имеет производительность до 72000 пластиковых контейнеров в час при одновременном выдуве и наполнении контейнеров.
Следует отметить, что процесс укупоривания также учтен в вышеуказанной производительности.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОДНОВРЕМЕННОГО ВЫДУВАНИЯ И ЗАПОЛНЕНИЯ ПЛАСТИКОВЫХ КОНТЕЙНЕРОВ | 2012 |
|
RU2601572C2 |
| СПОСОБ ДЕГАЗИРОВАНИЯ КОНТЕЙНЕРА, НАПОЛНЕННОГО ГАЗИРОВАННЫМ НАПИТКОМ | 2012 |
|
RU2619276C2 |
| АВТОМАТ ДЛЯ ВЫДУВА ПЭТ-ТАРЫ | 2011 |
|
RU2458793C2 |
| ВЫДУВНОЕ СОПЛО, РЕГУЛИРУЮЩЕЕ ПОДАЧУ ЖИДКОСТИ И СОДЕРЖАЩЕЕ СТЕРЖНЕВУЮ СБОРКУ ДЛЯ ПРЕДВАРИТЕЛЬНОЙ ВЫТЯЖКИ | 2011 |
|
RU2599291C2 |
| ЖИДКОСТНОЕ ИЛИ ГИДРАВЛИЧЕСКОЕ ФОРМОВАНИЕ С РАЗДУВОМ | 2011 |
|
RU2566772C2 |
| Установка для розлива напитков | 2018 |
|
RU2694248C1 |
| НАПОЛНЕННАЯ ЖИДКОСТЬЮ БУТЫЛКА, ИМЕЮЩАЯ КРЫШЕЧНЫЙ ЭЛЕМЕНТ С ПРОДОЛЖЕНИЕМ, ОБРАЗУЮЩИМ ЭТИКЕТКУ | 2012 |
|
RU2608709C9 |
| СПОСОБ ОБРАЩЕНИЯ С ЖИДКОСТЬЮ ВО ИЗБЕЖАНИЕ ЗАГРЯЗНЕНИЯ МАШИНЫ ВО ВРЕМЯ НАПОЛНЕНИЯ | 2011 |
|
RU2619231C2 |
| УПРАВЛЕНИЕ РАЗМЕРАМИ ПУЗЫРЬКОВ В ГАЗИРОВАННОЙ ЖИДКОСТИ | 2011 |
|
RU2605902C1 |
| ЗАДЕРЖКА ФОРМЫ ДЛЯ УВЕЛИЧЕНИЯ ДАВЛЕНИЯ ПРИ ФОРМОВАНИИ КОНТЕЙНЕРА | 2011 |
|
RU2565268C2 |
Система для одновременного выдува пластиковых контейнеров из пластиковых преформ и их наполнения содержит поворотное устройство, включающее некоторое количество форм, каждая из которых пригодна для размещения преформы, некоторое количество вытягивающих средств, каждое из которых предназначено для вытягивания преформы, некоторое количество нагнетательных средств, каждое из которых предназначено для нагнетания жидкости в преформу, для расширения преформы в соответствующей форме. Система включает коллектор для распределения жидкости под давлением по количеству нагнетательных средств, так чтобы преформы одновременно выдувались и наполнялись жидкостью, насосное устройство для подачи жидкости в коллектор. Коллектор является вращающимся вокруг центральной вертикальной оси. Каждая форма имеет верхний участок, который снабжен отверстием, каждая преформа имеет впускное отверстие, которое расположено в отверстии, когда преформа помещена в форму, и отверстие сцентрировано вокруг продольной оси, которая наклонена к вышеуказанной вертикальной оси. Изобретение исключает разбрызгивание жидкости из контейнера во время вращения всей системы. 13 з.п. ф-лы, 4 ил.
1. Система (10; 80) для одновременного выдува пластиковых контейнеров из пластиковых преформ и их наполнения, отличающаяся тем, что она содержит:
 поворотное устройство (12), включающее в себя:
поворотное устройство (12), включающее в себя:
- некоторое количество форм (14a-n; 92), каждая из которых пригодна для размещения преформы,
- некоторое количество вытягивающих средств (20a-n), каждое из которых предназначено для вытягивания преформы, содержащейся в форме из вышеуказанного некоторого количества форм,
- некоторое количество нагнетательных средств (18a-n; 94), каждое из которых предназначено для нагнетания жидкости в преформу, содержащуюся в форме из вышеуказанного некоторого количества форм, с целью расширения вышеуказанной преформы в соответствующей форме,
- коллектор (22; 100) для распределения вышеуказанной жидкости под давлением по вышеуказанному некоторому количеству нагнетательных средств, так чтобы вышеуказанные преформы одновременно выдувались и наполнялись вышеуказанной жидкостью,
- насосное устройство (30; 102), действующее для подачи жидкости в вышеуказанный коллектор, причем коллектор (22) является вращающимся вокруг центральной вертикальной оси (А), при этом каждая форма (14a-n) имеет верхний участок, который снабжен отверстием (15a-n), каждая преформа имеет впускное отверстие, которое расположено в вышеуказанном отверстии, когда преформа помещена в вышеуказанную форму, и вышеуказанное отверстие сцентрировано вокруг продольной оси (a-n), которая наклонена к вышеуказанной вертикальной оси.
2. Система по п. 1, отличающаяся тем, что насосное устройство является частью поворотного устройства (12).
3. Система по п. 1, отличающаяся тем, что насосное устройство находится в неподвижном положении.
4. Система по п. 1, отличающаяся тем, что некоторое количество форм (92) пространственно расположено вокруг периферии коллектора.
5. Система по п. 1, отличающаяся тем, что вышеуказанная продольная ось расположена под углом больше 0° и меньше 90° относительно вышеуказанной вертикальной оси.
6. Система по п. 1, отличающаяся тем, что коллектор (100) окружает центральную зону, при этом насосное устройство (102) расположено в вышеуказанной центральной зоне.
7. Система по п. 1, отличающаяся тем, что коллектор (100) имеет кольцевую форму.
8. Система по п. 7, отличающаяся тем, что коллектор имеет тороидальную форму.
9. Система по п. 1, отличающаяся тем, что коллектор имеет цилиндрическую форму.
10. Система по п. 9, отличающаяся тем, что насосное устройство расположено над коллектором.
11. Система по п. 9, отличающаяся тем, что насосное устройство расположено под коллектором.
12. Система по п. 1, отличающаяся тем, что каждое нагнетательное средство (18a-n; 94) из некоторого количества нагнетательных средств имеет пропорциональный клапан (26a-; 98) для регулирования объема жидкости, нагнетаемой в соответствующую преформу.
13. Система по п. 1, отличающаяся тем, что некоторое количество форм (14a-n; 92) обеспечивает выполнение целого цикла выдува и наполнения.
14. Система по любому из пп. 1-13, отличающаяся тем, что она имеет производительность вплоть до 72000 пластиковых контейнеров в час при одновременном выдуве и наполнении пластиковых контейнеров.
| Способ приготовления лака | 1924 |
|
SU2011A1 |
| JP2000043129 A, 15.02.2000 | |||
| УСТРОЙСТВО УПРАВЛЕНИЯ СКОРОСТЬЮ СКАНИРОВАНИЯ ТУННЕЛЬНОГО МИКРОСКОПА | 2004 |
|
RU2269803C1 |
| РАЗЛИВОЧНАЯ МАШИНА | 1998 |
|
RU2140870C1 |
| Пресс для выдавливания из деревянных дисков заготовок для ниточных катушек | 1923 |
|
SU2007A1 |

