Область техники, к которой относится изобретение
Настоящее изобретение, в общем, относится к формам для наполнения контейнеров продуктом, например жидким продуктом. В частности, это описание относится к формам для наполнения выдувных контейнеров из полиэтилентерефталата (PET) и способам их использования для сведения к минимуму загрязнения машины во время наполнения.
Уровень техники
В этом разделе приводятся предварительные сведения, касающиеся настоящего изобретения в контексте существующего уровня техники.
Как следствие экологических и других проблем, пластиковые контейнеры, в частности контейнеры из полиэфира и еще в большей степени контейнеры из полиэтилентерефталата (PET), в настоящее время все шире используются для упаковывания многих продуктов, ранее поставлявшихся в стеклянных контейнерах. Изготовители и предприятия, на которых выполняется наполнение контейнеров, а также потребители высоко ценят РЕТ-контейнеры за небольшой вес, невысокую стоимость, пригодность к вторичной переработке и возможность изготовления в больших количествах.
Использование пластиковых контейнеров, формованных с раздувом, стало обычной практикой при упаковывании множества продуктов. PET представляет собой кристаллизуемый полимер, т.е. он существует в аморфной форме или полукристаллической форме. Способность РЕТ-контейнера сохранять целостность материала относится к процентному содержанию РЕТ-контейнера в кристаллической форме, что также известно, как «кристалличность» РЕТ-контейнера. Следующее уравнение определяет процентное содержание кристалличности как объемной доли
Кристалличность, 
где ρ - плотность РЕТ-материала, ρa - плотность чисто аморфного РЕТ-материала (1,333 г/куб, см) и ρc - плотность чисто кристаллического РЕТ-материала (1,455 г/куб, см).
Изготовители контейнеров используют механическую обработку и тепловую обработку для увеличения кристалличности РЕТ-полимера контейнера. Механическая обработка включает в себя ориентацию аморфного материала для обеспечения деформационного упрочнения. Эта обработка обычно включает в себя ориентацию РЕТ-преформы, полученной литьем под давлением, вдоль продольной оси и расширение РЕТ-преформы вдоль поперечной или радиальной оси для образования РЕТ-контейнера. Эта комбинация способствует тому, что изготовители определяют как двухосевая ориентация молекулярной структуры в контейнере. Изготовители РЕТ-контейнеров в настоящее время используют механическую обработку для производства РЕТ-контейнеров, имеющих приблизительно 20% кристалличность боковой стенки контейнера.
Тепловая обработка предусматривает нагрев материала (или аморфного или полукристаллического) для способствования росту кристаллов. В аморфном материале тепловая обработка РЕТ-материала приводит к получению сферолитной морфологии, что препятствует пропусканию света. Другими словами, готовый кристаллический материал является непрозрачным, что является нежелательным. Однако тепловая обработка, используемая после механической обработки, приводит к получению более высокой кристалличности и надлежащей прозрачности тех участков контейнера, которые имеют двухосевую молекулярную ориентацию. Тепловая обработка контейнера из ориентированного PET, которая известна как отверждение при нагревании, обычно включает в себя формование с раздувом РЕТ-преформы возле формы, нагретой до температуры приблизительно 250-350°F (приблизительно 121-177°C) и удерживание выдутого контейнера возле нагретой формы приблизительно две (2) - пять (5) секунд. Изготовители РЕТ-бутылок для соков, которые должны наполняться приблизительно при температуре 185°F (85°C), в настоящее время используют отверждение при нагревании для производства РЕТ-бутылок, имеющих общую кристалличность приблизительно 25-35%.
Раскрытие изобретения
В данном разделе приводится описание сущности изобретения, а не полное описание всего объема или всех отличительных характеристик изобретения.
Согласно принципам настоящего изобретения предлагается устройство формы для нагнетания среды в контейнер. Устройство формы содержит первую часть формы, имеющую первую сопряженную поверхность, и вторую часть формы, имеющую вторую сопряженную поверхность. Вторая сопряженная поверхность имеет профиль, соответствующий первой сопряженной поверхности, для образования герметичного прилегания указанных поверхностей и полости формы, расположенной внутри первого участка формы и второго участка формы. Устройство формы также содержит систему блокировочной сопрягаемой поверхности, расположенную между первым участком формы и вторым участком формы или составляющую часть этих участков, для образования между ними уплотнения и выравнивания первого участка формы со вторым участком формы, по меньшей мере, в первом направлении.
Другие области применимости станут понятными из приведенного ниже описания. Описание и конкретные примеры, касающиеся сущности изобретения, предназначены только для пояснения и не ограничивают объем настоящего изобретения.
Краткое описание чертежей
Описанные здесь чертежи служат только для пояснения к выбранным вариантам выполнения, а не всем возможным внедрениям, и не предназначены для ограничения объема настоящего изобретения.
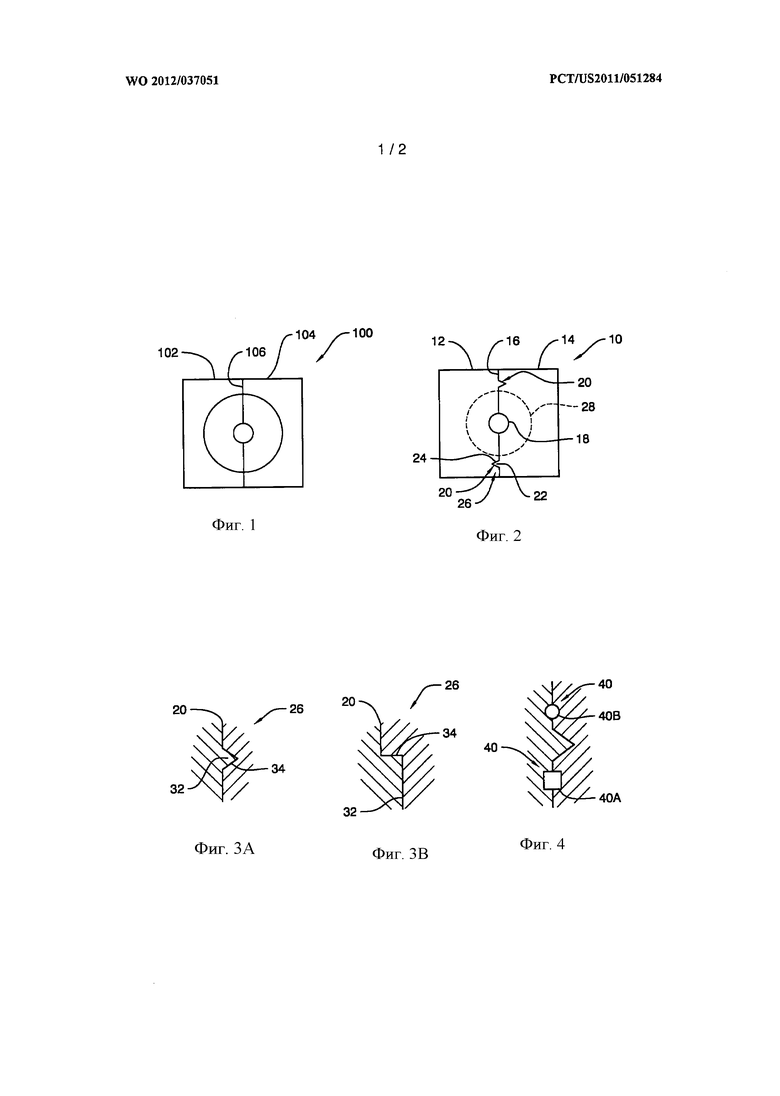
Фиг.1 - вид сверху на обычное устройство формы для производства и/или наполнения пластикового контейнера;
Фиг.2 - вид сверху на устройство формы для производства и/или наполнения пластикового контейнера согласно принципам настоящего изобретения;
Фиг.3A - частичный вид в разрезе, показывающий сопряженную поверхность и блокировочную сопряженную поверхность по нескольким вариантам выполнения настоящего изобретения;
Фиг.3B - частичный вид в разрезе, показывающий сопряженную поверхность и блокировочную сопряженную поверхность по нескольким вариантам выполнения настоящего изобретения;
Фиг.4 - частичный вид в разрезе, показывающий сопряженную поверхность и блокировочную сопряженную поверхность вместе с дополнительными каналами по нескольким вариантам выполнения настоящего изобретения;
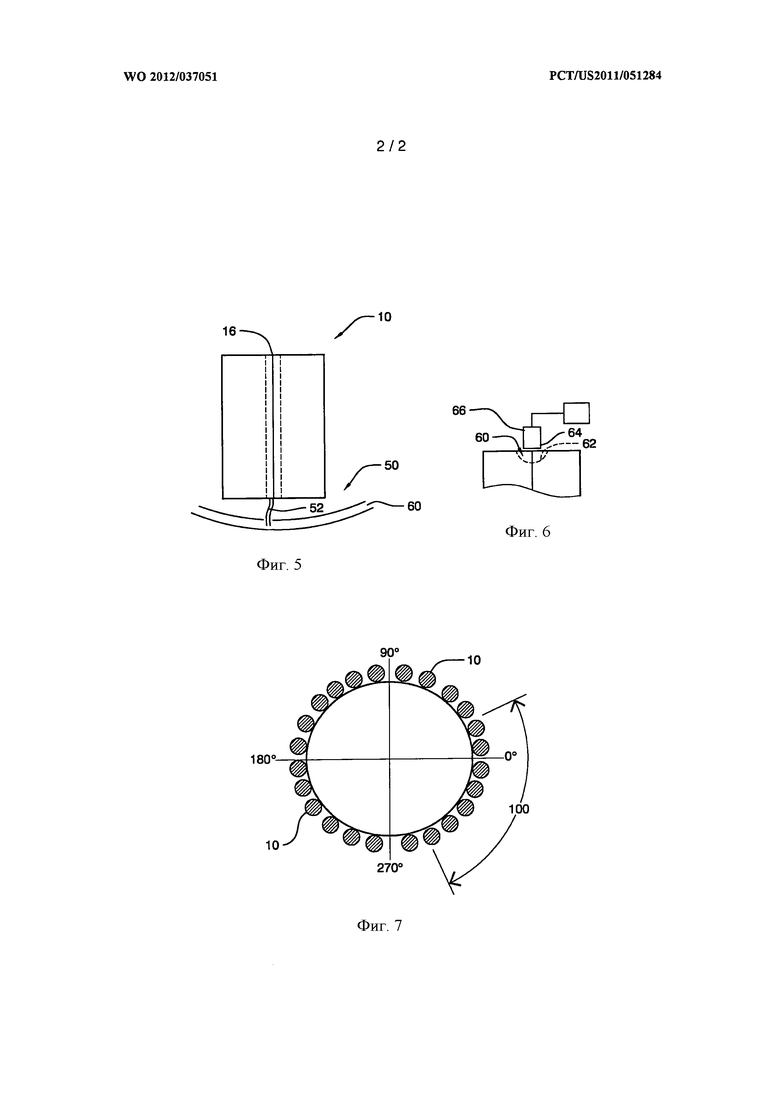
Фиг.5 - боковой вид устройства формы для производства и/или наполнения пластикового контейнера согласно принципам настоящего изобретения;
Фиг.6 - боковой вид с участками в полуразрезе сопла для наполнения и устройства формы согласно принципам настоящего изобретения; и
Фиг.7 - схематичный вид производственной системы по настоящему изобретению.
Соответствующие ссылочные номера указывают соответствующие части на всех чертежах.
Осуществление изобретения
Ниже приводится более подробное описание примерных вариантов выполнения со ссылкой на приложенные чертежи. Примерные варианты выполнения позволяют представить подробное описание и полный объем изобретения специалистам в этой области. Многочисленные отличительные характеристики, такие как примеры конкретных компонентов, устройств и способов, обеспечивают полное понимание вариантов выполнения настоящего изобретения. Специалистам в этой области должно быть понятно, что не требуется использовать отличительные характеристики, что примерные варианты могут быть внедрены во множестве различных форм, и что они не должны истолковываться как ограничивающие объем изобретения.
Используемая терминология предназначена только для описания конкретных примерных вариантов выполнения и не является ограничивающей. Термины «содержит», «содержащий», «включающий в себя» и «имеющий» являются инклюзивными и устанавливают наличие заявленных отличительных характеристик, целых чисел, этапов, операций, элементов и/или компонентов, но не исключают наличие или добавление одной или нескольких других характеристик, целых чисел, этапов, операций, элементов, компонентов и/или групп. Описанные здесь этапы способа, процессы и операции не рассматриваются как требующие выполнения в конкретном порядке, как описывается или поясняется, если порядок выполнения не указан особо. Также следует понимать, что могут использоваться дополнительные или альтернативные этапы.
Когда упоминается, что элемент или слой «соединен» с другим элементом или слоем, он может быть соединен с другим элементом или слоем непосредственно или могут присутствовать промежуточные элементы или слои. В отличие от этого, когда упоминается, что элемент «непосредственно соединен» с другим элементом или слоем, промежуточные элементы или слои отсутствуют. Другие слова, используемые для описания взаимосвязи между элементами, должны интерпретироваться аналогичным образом (например, «между» в сравнении с «непосредственно между», «примыкающий» в сравнении с «непосредственно примыкающий» и т.д.). Используемый здесь термин «и/или» включает в себя любые и все комбинации одного или нескольких из перечисленных здесь терминов.
Несмотря на то, что термины «первый», «второй», «третий» и т.д. могут использоваться здесь для описания различных элементов, компонентов, областей, слоев и/или секций, эти элементы, компоненты, области, слои и/или секции не должны ограничиваться этими терминами. Эти термины могут использоваться только для распознавания одного элемента, компонента, области, слоя или секции от другой области, слоя или секции. Используемые здесь термины, такие как «первый», «второй» и другие цифровые термины, не подразумевают последовательность или порядок, если иное ясно не следует из контекста. Таким образом, первый элемент, компонент, область, слой или секция, описанные ниже, могли быть обозначены как второй элемент, компонент, область, слой или секция без отклонения от описания примерных вариантов выполнения.
Термины, обозначающие пространственные соотношения, например, «внутренний», «наружный», «под», «ниже», «нижний», «над», «верхний» и т.п., могут использоваться здесь для облегчения описания взаимосвязи одного элемента или отличительной характеристики с другим элементом (элементами) или характеристикой (характеристиками»), как показано на фигурах. Термины, обозначающие пространственные соотношения, могут содержать в себе различные ориентации устройства во время использования или выполнения операции в добавление к ориентации, представленной на фигурах. Например, если устройство на фигурах перевернуто, элементы, описанные как элементы, находящиеся «ниже» или «под» другими элементами или компонентами, будут расположены «над» другими элементами или компонентами. Таким образом, термин «ниже» может содержать в себе расположение элемента как «над», так и «ниже » другого элемента. Устройство может быть ориентировано иным образом (повернуто на 90 градусов или расположено в другой ориентации), и описание используемых здесь пространственных соотношений интерпретируются соответствующим образом.
Настоящее изобретение предлагает устройство формы и способ его использования для наполнения и/или производства контейнеров. Конструкция формы по настоящему изобретению в отличие от стандартных форм обеспечивает удерживание увеличенного количества среды (например, воды, жидкого продукта, воздуха и т.д.) в случае неисправности, разрушения, утечки, промывки и/или пролива.
Как подробно описано ниже, профиль формы по настоящему изобретению может быть образован по любому из ряда вариантов. В качестве неограничивающего примера форма по настоящему изобретению может удерживать один или несколько из множества контейнеров и использоваться для содержания сред и продуктов, таких как напитки, пища, материалы горячей расфасовки, материалы холодной расфасовки, асептические средства, газированные среды или воздух.
Предполагается, что размер и точный профиль формы зависят от размера контейнера и необходимых рабочих параметров. В описываемой конструкции могут быть предусмотрены изменения. Согласно некоторым вариантам выполнения также предусматривается, что форма может содержать различные отличительные характеристики для использования с контейнерами, имеющими характеристики или области вакуумного поглощения, такие как панели, ребра, пазы, углубления и т.п., и различные устройства давления.
Как показано на нескольких фигурах, настоящее изобретение предлагает усовершенствованную конструкцию формы и способ ее использования, что сводит к минимуму загрязнения внутри формы или других машин для производства/наполнения в случае утечки воды, стерилизующей среды и/или продукта и т.д. во время наполнения контейнера.
Как показано на Фиг.1, стандартные конструкции 100 форм содержат пару половин формы или частей 102, 104 формы, которые расположены на некотором расстоянии друг от друга с возможностью перемещения. Каждая из половин 102, 104 формы может содержать внутренний контур формы (не показан) для удерживания, приведения в соответствие или соблюдения иным образом формы контейнера, подлежащего формованию или заполнению. Половины 102, 104 формы могут быть расположены вместе таким образом, чтобы при образовании линии 106 разъема она продолжалась вдоль сопряженной поверхности половин 102, 104 формы. Традиционно эта линия 106 разъема является ровной и, в общем, равномерной плоской сопрягаемой поверхностью или швом. Однако линия 106 разъема может включать в себя отверстие или вырез для наполнения контейнера водой или продуктом, которые подаются или нагнетаются в контейнер (не показан).
Однако было установлено, что во время эксплуатации традиционные конструкции 100 форм загрязняются в случае выброса или утечки в процессе наполнения. Это может происходить из-за повреждения контейнера, соединения, используемого при наполнении, или одного из ряда других критичных факторов. В случае выброса или утечки вода или продукт могут заполнить, по меньшей мере, часть формы и других расположенных рядом механизмов. Во многих применениях, где желательно и/или необходимо выполнять требования санитарии, это может привести к значительному простою, когда оборудование должно демонтироваться и подвергаться очистке.
Согласно принципам настоящего изобретения, как показано на Фиг.2, предлагается конструкция формы, которая может содержать блокировочную сопрягаемую поверхность. Другими словами, устройство 10 формы может содержать пару половин 12, 14 формы (или дополнительные участки формы), которые расположены на некотором расстоянии друг от друга с возможностью перемещения. Каждая из половин 12, 14 формы может содержать внутренний контур формы (не показан) для удерживания, приведения в соответствие или соблюдения иным образом формы контейнера, подлежащего формованию или заполнению. Половины 12, 14 формы могут быть расположены вместе таким образом, чтобы при образовании линии 16 разъема она продолжалась вдоль сопряженной поверхности половин 12, 14 формы. Линия 16 разъема может включать в себя отверстие или вырез 18 для наполнения контейнера водой или продуктом, которые подаются или нагнетаются в контейнер (не показан).
Как видно на Фиг.2, линии 16 разъема может содержать систему 20 блокировочной сопрягаемой поверхности для выравнивания половины 12 формы с половиной 14 формы, по меньшей мере, в первом направлении. Однако в некоторых вариантах выполнения система 20 блокировочной сопрягаемой поверхности может выравнивать половины 12, 14 формы, по меньшей мере, по двум размерам и/или направлениям. Система 20 блокировочной сопрягаемой поверхности может содержать первый элемент 22, расположенный на первой половине 12 формы, и второй элемент 24, расположенный на второй половине 14 формы. Первый элемент 22 сопрягается и входит в зацепление со вторым элементом 24, и они, по меньшей мере, образуют между собой сопряженное соединение 26. Это сопряженное соединение 26 может определять герметичное прилегание первой половины 12 формы и второй половины 14 формы и, в свою очередь, образовывать герметичный внутренний объем 28 внутри устройства 10 формы. Герметичный внутренний объем 28 может использоваться для сбора и/или содержания воды или продукта во время наполнения. Таким образом, оборудование, в целом, будет оставаться незагрязненным, в то время как внутренний объем 28 устройства 10 формы может подвергаться откачке, сливу или иной очистке.
В некоторых вариантах выполнения, как показано на Фиг.3A и 3B, система 20 блокировочной сопрягаемой поверхности может содержать пару взаимодействующих элементов, где первый выступ 32, образованный на одной половине формы, входит в ответное углубление 34, образованное в другой половине формы. В некоторых вариантах выполнения, как показано на Фиг.3A, первый выступ 32 может иметь форму треугольника, и углубление 34 может иметь форму треугольника с подобными размерами. Следует принять во внимание, что вдоль линии 16 разъема могут быть образованы дополнительные выступы и ответные углубления. Как показано, в некоторых вариантах выполнения комбинации выступов и углублений может быть зеркальным отображением относительно линии 16 разъема для обеспечения надлежащего сопряженного соединения.
Следует понять, что для образования системы 20 блокировочной сопрягаемой поверхности могут быть использованы альтернативные формы, например смещенные участки, как показано на Фиг.3B. Однако следует принять во внимание, что могут использоваться дополнительные непоказанные формы, например, арочная и любая другая ответная форма, которая обеспечивает надлежащее сопряженное соединение. Также следует принять во внимание, что могут использоваться дополнительные элементы, например уплотнительные кольца круглого сечения, для облегчения сопряженного соединения. Могут использоваться другие уплотнительные элементы, например элементы из материалов, утвержденных NSF или другим правительственным органом, или элементы из уплотнительных материалов пищевых сортов. Кроме того, не требуется, чтобы любой уплотнительный элемент образовывал герметичное уплотнение во всех вариантах выполнения.
Со ссылкой на Фиг.4 в некоторых вариантах выполнения устройство 10 формы может содержать канал или другой разгрузочный проход 40, продолжающийся вдоль системы 20 сопрягаемой поверхности и обеспечивающий прохождение собираемой воды, раствора или продукта и, в некоторых вариантах выполнения, опоражниваемый на центральном участке хранения. В некоторых вариантах выполнения устройство 10 формы может содержать группу или некоторое количество каналов или проходов 40, которые могут использоваться для сбора и/или удаления воздуха, воды, раствора и/или продукта или по отдельности или в многоступенчатой конфигурации. Другими словами, в некоторых вариантах выполнения первый канал 40А может использоваться для отвода воздуха во время начального закрывания формы и наполнения контейнера. Этот воздух может направляться по требуемой траектории. В некоторых вариантах выполнения первый канал 40А может быть расположен внутри системы 20 блокировочной сопрягаемой поверхности рядом с полостью формы. Второй канал 40B может использоваться как вторая ступень для сбора воздуха, воды, раствора или продукта, который протекает через первый канал 40A и систему 20 блокировочной сопрягаемой поверхности во второй канал 40B. Таким образом, в некоторых вариантах выполнения второй канал 40B может быть расположен снаружи системы 20 блокировочной сопрягаемой поверхности на удалении от полости формы. Следует принять во внимание, что проход/канал 40, 40A и 40B может иметь любую форму сечения из ряда форм сечения.
Проход/канал 40 (40A и 40B) может иметь любую или ряд различных форм и контуров профиля. Например, проход/канал 40 может, в общем, определять профиль, который уже механически обработан для облегчения автоматизированной сборки. С этой целью проход/канал 40 может определять, в общем, ровный профиль, например, U-образный или C-образный профиль. Проход/канал 40 может иметь размеры, позволяющие определять площадь и/или объем примерно 5-50% (и более) площади или объема полости формы, соответственно. В некоторых вариантах выполнения было установлено, что проход/канал 40 может определять площадь или объем примерно 20% относительно площади или объема полости формы.
Со ссылкой на Фиг.5 в некоторых вариантах выполнения устройство 10 формы может содержать систему 50 сбора для слива или иного перемещения среды, находящейся в проходе 40, 40A, 40B и вокруг него, в централизованное место, например, сливной канал или другую трубку 54 через сливную линию 52. Следует понять, что сливной канал или трубка 54 может включать в себя другую конструкцию или компоненты (например, насосы, емкость, желоб и т.д.) для отвода собранной в ней среды. В некоторых вариантах выполнения сливной канал или другая трубка 54 может использоваться для сбора среды или другой жидкости, сливающейся из формы, во избежание загрязнения машины во время эксплуатации. В некоторых вариантах выполнения сливной канал или другая трубка 54 может использоваться для сбора среды, используемой для распыления, промывки или иной стерилизации/дезинфицирования формуемого контейнера и/или компонентов устройства формы. Процесс стерилизации/дезинфицирования может выполняться во время процесса формования или во время выполнения части других технологических этапов. В некоторых вариантах выполнения может использоваться датчик 56 для обнаружения утечки или присутствия или отсутствия среды. Таким образом, датчик 56 может использоваться для остановки технологического этапа, предупреждения работника о потенциальной проблеме, и/или обеспечения обратной связи в отношении условий процесса. Может использоваться один из ряда датчиков или типов датчиков, например, оптический, электрический, механический и т.п. В некоторых вариантах выполнения датчик может использоваться для определения профиля давления в наполнительном цилиндре. В этом случае, при обнаружении потери давления форма может быть открыта, и преформа и/или дефектный контейнер могут быть отбракованы, после чего форма может быть отчищена, обработана распылением (пар, горячая вода, воздух и т.д.) или иным образом приведена в исходное состояние для последующего использования.
Со ссылкой на Фиг.7 в некоторых вариантах выполнения очистка, промывка, стерилизация или иное удаление обнаруженной разлитой среды или сбор среды может быть локализован до области вдоль производственной линии, которая, в частности пригодна для такой очистки и восстановления. Другими словами, в некоторых вариантах выполнения контейнер по настоящему изобретению может быть изготовлен с помощью вращающейся системы, в которой полости формы изгибаются по круговой траектории, когда обе полости формуются и одновременно наполняются жидким продуктом. В случае утечки или разлива система 50 сбора может удерживать разлив и предотвращать общее загрязнение производственной системы. Таким образом, очистка, промывка, стерилизация или иное удаление разлива может выполняться на месте вдоль производственной линии, которая оборудована для беспроблемного и эффективного решения проблемы. Как показано на Фиг.7, в некоторых вариантах выполнения зона 100 очистки может быть расположена в области, составляющей примерно 25-295°, при этом 0° означает начало и окончание действия вращающейся системы, где, в общем, неформованные преформы вставляются в открытую полость формы, и готовые и наполненные контейнеры удаляются из полости формы. В результате использования системы удерживания настоящего изобретения очистка, промывка, стерилизация и т.п. могут выполняться в централизованном месте, что обеспечивает преимущества за счет усовершенствованных компонентов и внедрения.
Со ссылкой на Фиг.6 в некоторых вариантах выполнения устройство 10 формы может содержать сопряженную поверхность 60 сопла для выдувания, в общем, окружающую отверстие 18. В некоторых вариантах выполнения сопряженная поверхность 60 сопла для выдувания может содержать углубление 62 для размещения наконечника 64 сопла 66 с целью обеспечения надежного и точно расположенного соединения. Это обеспечивает неподвижное соединение для поддержания надежного гидравлического уплотнения между соплом 66 и устройством 10 формы во время наполнения контейнера. Однако предполагается, что по выбору могут использоваться другие блокировочные соединения. В некоторых вариантах выполнения сливная линия 68 может быть соединена с углублением 62 или другим участком сопряженной поверхности 60 сопла для выдувания (или кольцеобразным пазом или углублением) для сбора среды и передачи среды по сливной линии 68 в канал или трубку 54. В некоторых вариантах выполнения может использоваться канал или трубка, который отделен от канала или трубки 54.
Представленные выше варианты выполнения предназначены для пояснения и описания. Предполагается, что они не являются исчерпывающими и не ограничивают изобретение. Отдельные элементы или отличительные характеристики конкретного варианта выполнения, в общем, не ограничиваются до этого конкретного варианта выполнения и, когда применимо, являются равнозначными и могут использоваться в выбранном варианте выполнения, даже если он специально не показан и не описан. Также может быт предусмотрено множество вариантов. Такие варианты не рассматриваются как отклонение от изобретения, и предполагается, что все такие модификации входят в объем изобретения.
Изобретение относится к устройству формы для нагнетания жидкого продукта в контейнер. Устройство содержит первый участок формы, имеющий первую сопряженную поверхность, второй участок формы, перемещающийся относительно первого участка и имеющий вторую сопряженную поверхность, профиль которой соответствует первой сопряженной поверхности для прилегания к ней, причем участки при смыкании образуют полость. Устройство содержит также систему блокировочной сопряженной поверхности, расположенную между первым и вторым участками или составляющую часть этих участков для их выравнивания по меньшей мере в первом направлении, первый канал, продолжающийся рядом с полостью формы, и второй канал снаружи первого канала. Первый и второй каналы выполнены с возможностью сбора и переноса жидкого продукта из полости формы в заданное место. Изобретение обеспечивает повышение удобства обслуживания и надежности работы. 16 з.п. ф-лы, 8 ил.
1. Устройство формы для нагнетания жидкого продукта в контейнер, содержащее:
первый участок формы, имеющий первую сопряженную поверхность;
второй участок формы, перемещающийся относительно вышеуказанного первого участка формы и имеющий вторую сопряженную поверхность, при этом вышеуказанная вторая сопряженная поверхность имеет профиль, соответствующий вышеуказанной первой сопряженной поверхности, для прилегания к этой поверхности;
полость формы, расположенную внутри вышеуказанного первого участка формы и вышеуказанного второго участка формы; и
систему блокировочной сопряженной поверхности, расположенную между вышеуказанным первым участком формы и вторым участком формы или составляющую часть этих участков, для выравнивания вышеуказанного первого участка формы с вышеуказанным вторым участком формы по меньшей мере в первом направлении,
первый канал, продолжающийся рядом с вышеуказанной полостью формы; и
второй канал снаружи вышеуказанного первого канала,
причем первый и второй каналы выполнены с возможностью сбора и переноса жидкого продукта из полости формы в заданное место.
2. Устройство по п. 1, в котором указанный второй канал расположен снаружи системы блокировочной сопряженной поверхности.
3. Устройство по п. 1, в котором вышеуказанная система блокировочной сопряженной поверхности занимает по меньшей мере часть вышеуказанной первой сопряженной поверхности и вышеуказанной второй сопряженной поверхности.
4. Устройство по п. 1, в котором вышеуказанная система блокировочной сопряженной поверхности выравнивает вышеуказанный первый участок формы и вышеуказанный второй участок формы по меньшей мере в вышеуказанном первом направлении и втором направлении, при этом вышеуказанное второе направление отличается от вышеуказанного первого направления.
5. Устройство по п. 1, в котором вышеуказанная система блокировочной сопряженной поверхности содержит первый элемент, продолжающийся от вышеуказанного первого участка формы, и соответствующий второй элемент, являющийся ответным элементом для вышеуказанного первого элемента и образованный в вышеуказанном втором участке формы; вышеуказанный первый элемент имеет размеры, позволяющие ему точно соответствовать вышеуказанному второму элементу для выравнивания вышеуказанного первого участка формы и вышеуказанного второго участка формы по меньшей мере в вышеуказанном первом направлении.
6. Устройство по п. 5, в котором вышеуказанный первый элемент является выступом, и вышеуказанный второй элемент является углублением.
7. Устройство по п. 5, в котором вышеуказанный первый элемент является треугольным выступом, и вышеуказанный второй элемент является треугольным углублением.
8. Устройство по п. 5, в котором вышеуказанный первый элемент является прямоугольным выступом, и вышеуказанный второй элемент является прямоугольным углублением.
9. Устройство по п. 5, в котором вышеуказанный первый элемент сопрягается и входит в зацепление с вышеуказанным вторым элементом для образования сопряженного соединения.
10. Устройство по п. 9, в котором вышеуказанное сопряженное соединение образует герметичное прилегание.
11. Устройство по п. 10, в котором вышеуказанное герметичное прилегание продолжается примерно по меньшей мере как часть вышеуказанного первого участка формы и вышеуказанного второго участка формы для образования уплотненного внутреннего объема для сбора жидкого продукта.
12. Устройство по п. 1, в котором вышеуказанная блокировочная сопряженная поверхность содержит первый элемент, продолжающийся от вышеуказанного первого участка формы, и соответствующий второй элемент, являющийся ответным элементом для вышеуказанного первого элемента и образованный в вышеуказанном втором участке формы для сопряженного прилегания; вышеуказанная блокировочная сопряженная поверхность также содержит третий элемент, продолжающийся по меньшей мере от одного из вышеуказанных участков формы, первого и второго, и соответствующий четвертый элемент, являющийся ответным элементом для вышеуказанного третьего элемента и образованный в другом из элементов, к которым относятся вышеуказанный первый участок формы и вышеуказанный второй участок формы, для сопряженного прилегания.
13. Устройство по п. 12, в котором вышеуказанный первый элемент и вышеуказанный второй элемент находятся в зеркальной взаимосвязи с вышеуказанным третьим элементом и вышеуказанным четвертым элементом.
14. Устройство по п. 1, в котором вышеуказанная блокировочная сопряженная поверхность содержит уплотнительное кольцо круглого сечения для улучшения герметичного прилегания.
15. Устройство по п. 1, в котором вышеуказанная первая сопряженная поверхность и вышеуказанная вторая сопряженная поверхность определяют герметичное прилегание.
16. Устройство по п. 1, в котором первый канал продолжается вдоль первой сопряженной поверхности и второй сопряженной поверхности, при этом вышеуказанный первый канал предназначен для сбора и переноса жидкого продукта из полости формы в заданное место.
17. Устройство по п. 1, также содержащее:
канал сбора, соединенный по меньшей мере с одним из участков, к которым относятся вышеуказанный первый участок формы и вышеуказанный второй участок формы, для сбора жидкого продукта.
| Устройство для формования полимерных контейнеров, заполнения их стерильным раствором и запечатывания | 1987 |
|
SU1640027A1 |
| US 6729868 B1,04.05.2004 | |||
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |

