Область изобретения
Настоящее изобретение относится к способу изготовления узла турбины, который содержит по меньшей мере два аэродинамических профиля, расположенные рядом друг с другом и к узлу турбины для работы в условиях высокой температуры, изготовленному таким способом.
Предпосылки к созданию изобретения
Современные газовые турбины работают при чрезвычайно высоких температурах. Влияние температуры на лопатки турбины и/или лопатки статора может быть негативным для эффективной работы турбины и в экстремальных случаях может привести к короблению, окислению и разрушению лопатки ротора и направляющего аппарата. Для устранения этого риска на компоненты, такие как лопатки ротора и направляющего аппарата высокотемпературных турбин может наноситься термобарьерное покрытие (ТБП).
Часто лопатки ротора и направляющего аппарата проектируются как отдельные компоненты, что позволяет наносить на них покрытие индивидуально для получения удовлетворительных результатов нанесения покрытия. Это приводит к увеличению количества деталей, с которыми приходиться работать, а также к увеличению издержек. Поэтому, для уменьшения времени и расходов, а также для создания узла с малым расходом утечки и более стабильного при сборке и работе, множество аэродинамических профилей обрабатывается в единой отливке. При нанесении покрытия на такую отливку, используя так называемый подход нанесения покрытия в пределах прямой видимости, качество покрытия в некоторых областях может быть плохим.
При таком подходе возникают проблемы, когда аэродинамические профили узла турбины расположены так, что в процессе нанесения покрытия конкретные области одного или множества аэродинамических профилей закрыты или заблокированы другим аэродинамическим профилем. Это создает так называемые слепые пятна, в которых может возникнуть локальная неопределенность в отношении качества и толщины покрытия. Это может негативно влиять на срок службы и целостность компонента из-за чрезмерной температуры для этого состояния поверхности или покрытия.
Первой целю настоящего изобретения является создание преимущественного способа изготовления узла турбины, который содержит по меньшей мере два аэродинамических профиля, которые расположены рядом друг с другом. Второй целью настоящего изобретения является создание изготовленного таким способом и преимущественного узла турбины для работы в условиях высокой температуры.
Краткое описание изобретения
Соответственно, согласно настоящему изобретению предлагается способ изготовления узла турбины, который содержит по меньшей мере два аэродинамических профиля, расположенных рядом друг с другом.
Способ содержит по меньшей мере следующие этапы: обрабатывают узел турбины по первой технологии защиты, которая создает первую защиту по меньшей мере двух соседних аэродинамических профилей, при котором по меньшей мере одна область одной из двух соседних аэродинамических профилей остается необработанной, предварительно обрабатывают эту по меньшей мере одну область одного из этих по меньшей мере двух соседних аэродинамических профилей, которая останется необработанной при обработке по первой технологии защиты или выполняют постобработку этой по меньшей мере одной области этого одной из этих двух соседних аэродинамических профилей, которая осталась необработанной при обработке по первой технологии защиты, по второй технологии защиты, которая создает вторую защиту этой по меньшей мере одной области одного из этих по меньшей мере двух аэродинамических профилей, которая останется необработанной или которая осталась необработанной, при котором первая и вторая технологии защиты отличаются друг от друга.
Благодаря предмету настоящего изобретения можно создать надлежащую и надежную защиту аэродинамических профилей узла турбины. Более того, благодаря способу по настоящему изобретению можно минимизировать и преимущественно полностью устранить неопределенности, относящиеся к первой технологии защиты по меньшей мере в одной области одного из по меньшей мере двух соседних аэродинамических профилей, которая останется необработанной, или которая осталась необработанной, в так называемом слепом пятне. Дополнительно, можно минимизировать аэродинамические/эксплуатационные потери. Это повышает характеристики двигателя. При использовании такого способа и изготовленного таким способом узла турбины известные прецизионные отливки аэродинамических профилей, например, лопаток ротора и лопаток статора, можно применять, модернизируя уже существующие компоненты или, например, создавая дополнительные структуры. Таким образом можно избежать сложной и дорогой реконструкции таких лопаток и изменений в процессе литья. Следовательно, можно создать эффективный турбинный узел или турбину соответственно.
Как следует из структуры способа, обработку турбинного узла по первой технологии защиты можно проводить до или после обработки по второй технологии защиты. Термин "узел турбины" означает узел, предназначенный для турбины, например, газовой турбины, в котором этот узел содержит по меньшей мере два аэродинамических профиля. Предпочтительно узел турбины содержит турбинную решетку и/или рабочее колесо турбины с расположенными по окружности аэродинамическими профилями и/или которое может иметь внешнюю и внутреннюю платформы, расположенные на противоположных концах аэродинамического профиля (профилей). Выражение "два соседних аэродинамических профиля" следует понимать как сокращенную форму выражения "два аэродинамических профиля, расположенные рядом друг с другом". Кроме того выражение "по меньшей мере одна область по меньшей мере двух соседних аэродинамических профилей, которая останется необработанной или осталась необработанной" будет именоваться "необработанная область" для упрощения восприятия нижеследующего описания. Более того, термин "необработанная область" и "область слепого пятна" будут использоваться как синонимы. Более того, термин "технология защиты" означает любую технологию, осуществимую специалистами в данной области, которая создает защиту от негативного состояния, влияния и/или агрессора, например теплоты, влажности, радиации, кислотности и/или любого другого состояния, влияния и/или агрессора, и которая считается специалистами подходящей. Следовательно, защита может быть защитой от теплоты, антикоррозионной защитой и/или, например, антиотражающей защитой. Разница между первой и второй технологиями защиты означает, что такие технологии используют и/или имеют разные функциональные принципы. В частности, эта разница не должна заключаться в расходящемся времени обработки или в использовании разных веществ, например, разных покрытий или облучения.
Согласно другому преимущественному аспекту изобретения первая технология защиты является технологией защиты от теплоты, которая создает защиту от общеизвестной проблемы в области высокотемпературных применений, например, в газовых турбинах. Предпочтительно, вторая технология защиты является технологией защиты от теплоты. Поэтому можно предотвратить возникновение областей с плохим охлаждением, что существенно улучшает эффективность охлаждения аэродинамического профиля и минимизирует снижение рабочих характеристик.
По существу также возможно использовать две разные технологии защиты. Например, возможно применение в качестве первой технологии защиты технологию защиты от теплоты, а в качестве второй технологии защиты технологию антиотражающей защиты, и наоборот.
В предпочтительном варианте первая технология защиты и, особенно, первая технология защиты от теплоты, является процессом нанесения покрытия на узел турбины. С ее помощью теплозащитное покрытие может быть нанесено относительно легко. Преимущественно, первая технология защиты и, более конкретно, первая технология теплозащиты, является процессом нанесения покрытия в поле зрения на узел турбины. Таким образом, можно применять процесс, с помощью которого можно обрабатывать множество аэродинамических профилей как единую отливку, которая является монолитной деталью, что приводит к экономии затрат, снижению расхода утечки и позволяет получить более стабильный узел турбины как при сборке, так и в эксплуатации.
Далее, может быть преимущественным, если по меньшей мере одна необработанная область будет расположена в области передней кромки аэродинамического профиля. Следовательно, область, открытую для крайне неблагоприятной среды, можно эффективно защитить. Более того, необработанная область расположена на пересечении передней кромки и всасывающей стороны аэродинамического профиля. Благодаря этому эти по меньшей мере два соседних аэродинамических профиля могут быть расположены в хорошем соответствии с требованиями аэродинамики и в то же время иметь эффективную защиту от вредного воздействия.
Дополнительно, преимущественным является по меньшей мере одно модифицирование необработанной области по второй технологии защиты. Таким образом, негативное влияние области слепого пятна можно целенаправленно и благоприятно устранить. Например, можно минимизировать локальную неопределенность относительно качества и толщины покрытия, влияющих на срок службы и целостность компонента из-за высокой температуры для этого состояния поверхности или покрытия. В этом контексте термин "модификация" означает любое изменение и/или замену, известную специалистам, которая изменяет по меньшей мере свойство области, например, жаростойкость, коррозиестойкость, отражающие свойства и т.п. Такая модификация может быть изменением поверхности, таким как нанесение покрытия, травление, придание шероховатости и/или применение по меньшей мере одной конкретной структуры, например, канавки или углубления, или введение отверстий и т.п. По существу можно также проводить химическое преобразование, например, физическую, химическую и/или биологическую обработку, например, радиацией или кислотой.
Альтернативно и/или дополнительно, вторая технология защиты определяет размещение по меньшей мере одной дополнительной детали на необработанной области. Такое размещение устраняет неопределенность в отношении срока службы и температуры, относящихся к обработке, например, покрытия, неопределенности в области слепого пятна, в то же время минимизируя потребность в охлаждении и связанные с ним аэродинамические потери в газовом тракте, что улучшает характеристики двигателя. Термин "дополнительная деталь" означает деталь, которая выполнена отдельно от аэродинамического профиля и, особенно, от кожуха аэродинамического профиля. В частности, дополнительная деталь и аэродинамический профиль сформированы не интегрально друг с другом.
Вторая технология защиты и, особенно, вторая технология теплозащиты благоприятно создает эффект пленочного охлаждения в необработанной области. Благодаря этому можно применять эффективную стратегию охлаждения. Эффект пленочного охлаждения может быть создан любыми средствами, известными специалистам, которые создают пленочное охлаждение или которые выпускают охлаждающую среду, например, воздух, который создает тонкий, холодный изолирующий слой вдоль внешней поверхности аэродинамического профиля. Фраза "создает/приводит к созданию пленочного охлаждения/эффекта пленочного охлаждения" означает, что это средство предназначено, направлено, сконструировано и/или выполнено для провоцирования пленочного охлаждения и/или способствования пленочному охлаждению. Это средство может быть щелью, отверстием или множеством щелей и/или отверстий.
Согласно предпочтительному варианту эта по меньшей мере одна модификация необработанной области и/или охлаждающей структуры является по меньшей мере одной колонкой отверстий пленочного охлаждения. Благодаря этому можно использовать конструкцию, которая влияет на целостность лопатки лишь незначительно, тем не менее создавая эффект охлаждения.
Альтернативно и/или дополнительно, эффективное и экономичное охлаждение может осуществляться, когда по меньшей мере одна дополнительная деталь на необработанной области и/или охлаждающей структуре является по меньшей мере одной инжекционной трубкой. По сравнению с известными системами можно добиться более эффективного охлаждения. Более того, установка инжекционной трубки в уже существующие компоненты осуществляется легко и без затруднений. В этом контексте инжекционная трубка является деталью, которая создана независимо от лопатки и/или является другой и/или дополнительной деталью к аэродинамическому профилю, и/или сформирована не интегрально с аэродинамическим профилем.
В еще одном преимущественном варианте аэродинамический профиль является лопаткой ротора турбины или лопаткой, например, соплового направляющего аппарата.
Кроме того, предлагается узел турбины, который содержит по меньшей мере два аэродинамических профиля, расположенных рядом друг с другом, изготовленный способом по настоящему изобретению. Благодаря предмету настоящего изобретения можно создать надлежащую и надежную защиту аэродинамических профилей узла турбины. Более того, неопределенности, относящиеся к первой технологии обработки в необработанной области - области слепого пятна, можно минимизировать и, преимущественно, полностью устранить. Дополнительно можно минимизировать аэродинамические/эксплуатационные потери. Это ведет к улучшению характеристик двигателя. При применении такого узла турбины известные прецизионные отливки аэродинамических профилей, например, лопаток ротора и лопаток статора, можно использовать, например, модернизируя существующие компоненты или устанавливая дополнительные структуры. Следовательно, можно избежать сложной и дорогой реконструкции таких аэродинамических профилей и изменений в процессе литья. Следовательно, преимущественно можно создать эффективный узел турбины или турбину, соответственно.
Согласно предпочтительному варианту настоящего изобретения узел турбины содержит по меньшей мере один сегмент со сдвоенными аэродинамическими профилями, который содержит два соседних аэродинамических профиля, изготовленных способом по настоящему изобретению, в котором один аэродинамический профиль содержит по меньшей мере одну охлаждающую структуру, полученную по второй технологии защиты и, конкретно по второй технологии теплозащиты. Следовательно, сдвоенные аэродинамические профили или даже множество аэродинамических профилей можно изготавливать и/или обрабатывать как единую отливку, что приводит к возможному сокращению издержек, снижению расхода утечки и более стабильной сборке, а также к надежной работе.
Предпочтительно, на другом аэродинамическом профиле отсутствует охлаждающая структура. В тех вариантах, в которых все аэродинамические профили имеют охлаждающую структуру, и когда в сегменте со сдвоенным аэродинамическим профилем оба аэродинамических профиля выполнены с отверстиями пленочного охлаждения, возникает эффект лишнего потребления охлаждающей среды и сопутствующие аэродинамические потери. Таким образом, наличие охлаждающей структуры только в одном аэродинамическом профиле в сегменте со сдвоенными аэродинамическими профилями, или только в каждом втором аэродинамическом профиле в рабочем колесе или в турбинной решетке, позволяет минимизировать эти неблагоприятные факторы. Более того, такая непериодическая структура или смещенное (пленочное) охлаждение минимизирует количество охлаждающих структур, т.е. отверстий для пленочного охлаждения, или необходимого производственного оборудования и/или затраты времени, тем самым сокращая производственные издержки.
Вышеописанные характеристики, признаки и преимущества настоящего изобретения и способ, которым они достигаются, будут более понятны из нижеследующего описания иллюстративных вариантов со ссылками на приложенные чертежи.
Краткое описание чертежей
Далее следует подробное описание настоящего изобретения со ссылками на приложенные чертежи, где:
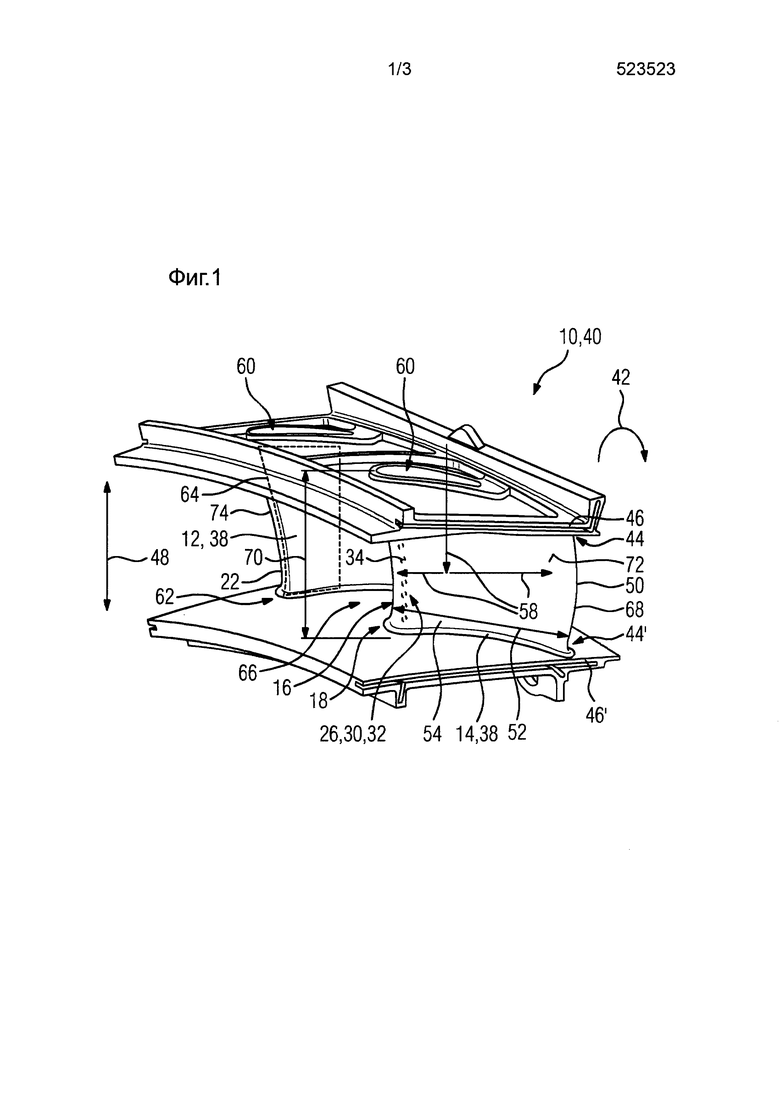
Фиг. 1 - вид в перспективе узла турбины с сегментом со сдвоенными аэродинамическими профилями, в одном из которых выполнены отверстия для пленочного охлаждения.
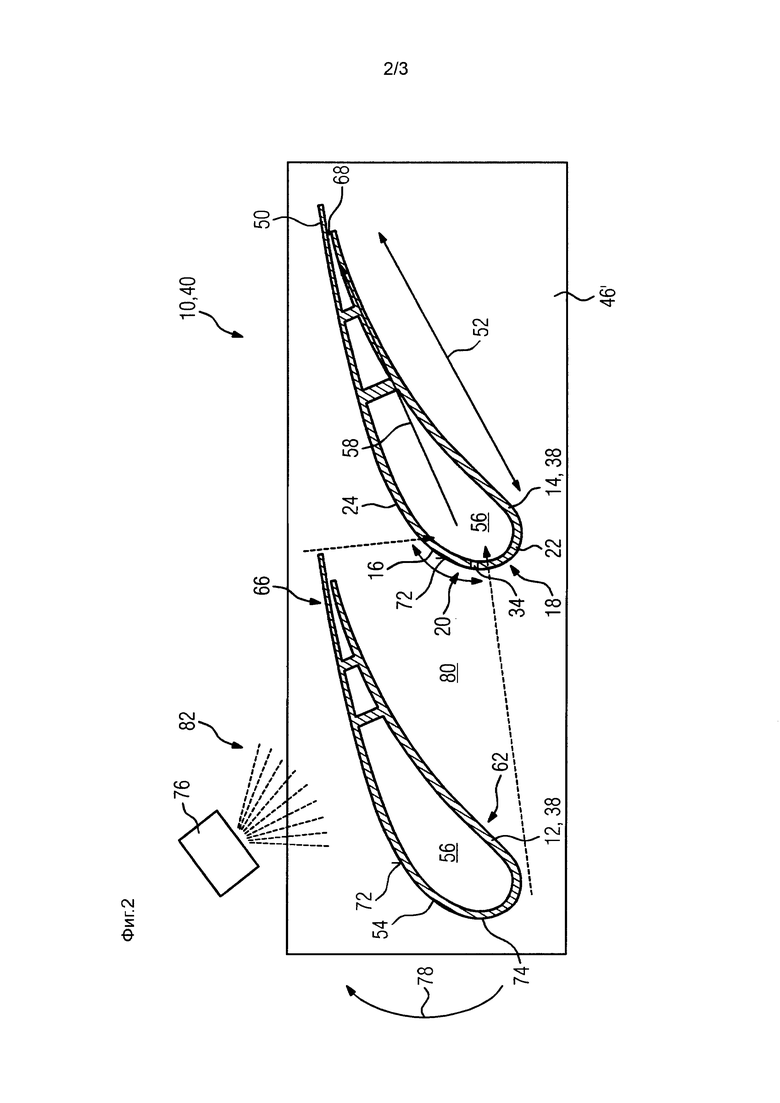
Фиг. 2 - схематическое сечение конструкции сегмента со сдвоенными аэродинамическими профилями по фиг.1 во время обработки по первой технологии защиты.
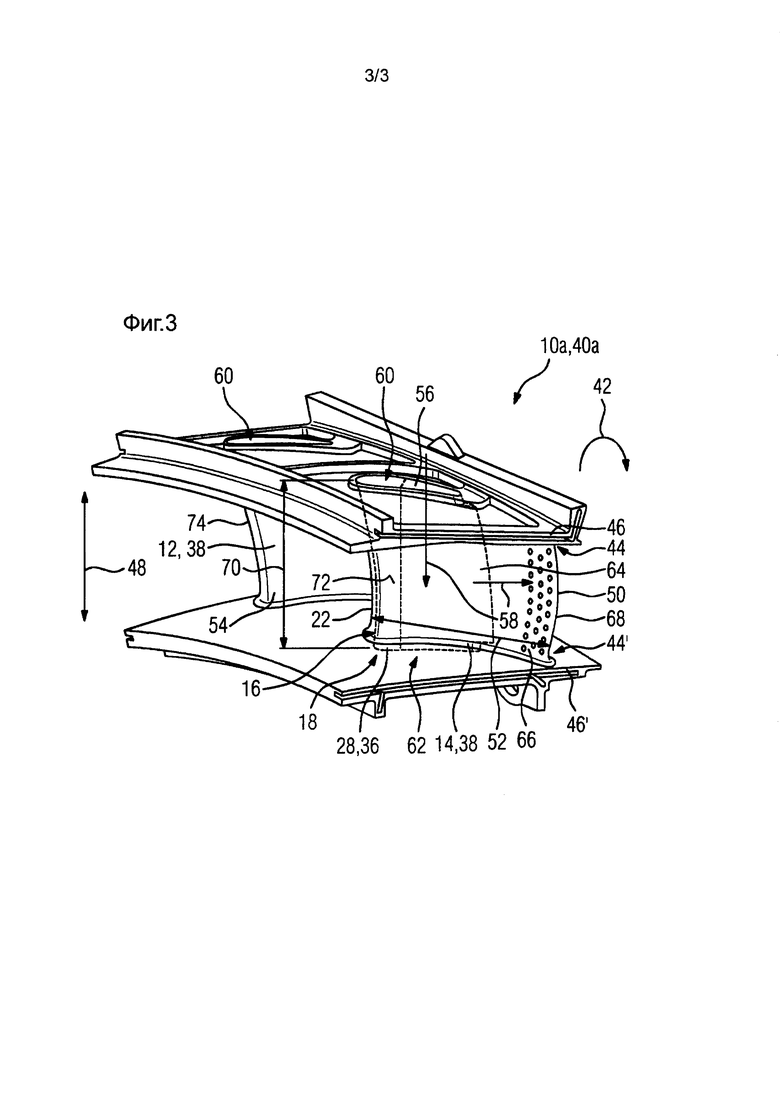
Фиг. 3 - вид в перспективе альтернативного сегмента со сдвоенными аэродинамическими профилями с инжекционной трубкой, вставленной в один аэродинамический профиль.
Подробное описание проиллюстрированных вариантов
В настоящем описании для упрощения ссылки будут даваться только на сегмент со сдвоенными аэродинамическими профилями, который является сегментом со сдвоенными лопатками статора, однако следует понимать, что изобретение применимо и к лопаткам статора, и к лопаткам ротора турбины.
На фиг. 1 показан вид в перспективе узла 10 турбины. Узел 10 турбины содержит турбинную решетку с множеством сегментов 40 со сдвоенными аэродинамическими профилями, расположенными в направлении 42 окружности турбинной решетки (не показана) один за другим и один сегмент 40 со сдвоенными аэродинамическими профилями показан для примера на фиг. 1. Узел 10 турбины или сегмент 40 со сдвоенными аэродинамическими профилями содержит два аэродинамических профиля 12, 14, которые расположены в направлении 42 окружности рядом друг с другом. Таким образом, два аэродинамических профиля 23, 14, выполнены как лопатка 38 статора турбины. На двух радиальных концах 44, 44' каждого аэродинамического профиля 12, 14, расположенных напротив друг друга, расположены наружная и внутренняя платформы 46, 46'. Наружная платформа 46 и внутренняя платформа 46' ориентированы по существу перпендикулярно направлению 48 размаха каждого аэродинамического профиля 12, 14. В направлении 42 окружности не показанной турбинной решетки можно разместить множество аэродинамических профилей 12, 14, и все аэродинамические профили, соединены через наружную и внутреннюю платформы 46, 46' друг с другом. Следует отметить, что в объем термина "расположение платформ в основном перпендикулярно направлению 48 размаха" также входит отклонение ориентации платформ 46, 46' относительно направления 48 размаха приблизительно 45°. Направление 48 размаха аэродинамических профилей 12, 14 определяется как направление, проходящее в основном перпендикулярно, предпочтительно перпендикулярно к направлению от передней кромки 22 к задней кромке 50 каждого аэродинамического профиля 12, 14, также известному как направление хорды аэродинамического профиля. В нижеследующем тексте это направление именуется осевым направлением 52.
Сегмент 40 со сдвоенными аэродинамическими профилями выполнен монолитно так, что все последующие этапы обработки должны проводиться на сегменте 40 со сдвоенными аэродинамическими профилями. Один аэродинамический профиль нельзя удалить из сегмента 40.
Каждый аэродинамический профиль 12, 14 имеет кожух 54, который охватывает по меньшей мере одну полость 56 и, таким образом, образует по существу пустотелый аэродинамический профиль (см. фиг. 2). Такая конструкция создает путь движения потока охлаждающей среды, например, воздуха, выходящего из компрессора газовой турбины (не показан). Во время работы охлаждающая среда попадает в полость 56 через отверстие 60, которое расположено в наружной платформе 46 на стороне, ориентированной к передней кромке 22 каждого аэродинамического профиля 12, 14. По существу также можно выполнить отверстие 60 или множество отверстий 60 во внутренней платформе 46' или в обеих платформах 44, 44' в любой области между передней кромкой 22 и задней кромкой 50.
Внутри полости 56 и во время работы газотурбинного двигателя охлаждающая среда движется через две области воздушного охлаждения аэродинамических профилей 12, 14, а именно, область 62 инжекционного охлаждения, осуществляемого с помощью инжекционной трубки 64 (для примера показанной штриховыми линиями только в аэродинамическом профиле 12), и игольчатую/пьедестальную область 66. Первая из них расположена у передней кромки 22, а вторая - у задней кромки 50 каждого аэродинамического профиля. Для выхода из полости 56 львиная доля охлаждающей среды вывозится через отверстия 68 на задней кромке 50 каждого аэродинамического профиля 12, 14 (см. также фиг. 2). Задняя кромка 50 также может быть снабжена отверстиями для пленочного охлаждения, как показано для примера на аэродинамическом профиле 14 на фиг.3.
Один из двух аэродинамических профилей 14 содержит охлаждающую структуру 30, расположенную на передней кромке 18 аэродинамической структуры 14, при этом эта область 18 находится на пересечении 20 между передней кромкой 22 и стороной 24 всасывания аэродинамического профиля 14 (см. также фиг. 2). Охлаждающая структура 30 выполнена как колонка 32 отверстий 34 для пленочного охлаждения, показанная на фиг. 1 штриховыми линиями, поскольку на этом виде эти отверстия скрыты. Их точное положение показано на фиг. 2. Колонка 32 проходит в направлении 48 размаха на протяжении всего размаха 70 аэродинамического профиля 14. Для охлаждения области 16 охлаждающая среда выходит из аэродинамического профиля и образует тонкий, холодный, изолирующий слой вдоль внешней поверхности 72 аэродинамического профиля 14. По существу может иметься более чем одна колонка 32 отверстий 34 для пленочного охлаждения и колонка 32 также может проходить лишь по части размаха 70 аэродинамического профиля 14. Более того, количество отверстия 34 для пленочного охлаждения в колонке 32 может быть любым, обоснованным для специалиста. Кроме того, форма отверстий 34 для пленочного охлаждения может быть любой, обоснованной для специалиста, например, круглой, эллиптической, прямоугольной и пр. Соответствующая область 74 на передней кромке 18 другого аэродинамического профиля 12, в свою очередь, не имеет охлаждающей структуры 30 или отверстий 34 для пленочного охлаждения, соответственно.
На основе фиг. 2, на которой схематически показано сечение компоновки сегмента 40 со сдвоенными аэродинамическими профилями, будет описана обработка или производство узла 10 турбины.
Во время изготовления узел 10 турбины обрабатывают по первой технологии защиты, которая создает первую защиту аэродинамических профилей 12, 14. Эта первая технология защиты является технологией теплозащиты и, более конкретно, процессом нанесения покрытия в поле зрения на узел 10 турбины. Во время такого процесса нанесения покрытия схематически показанное распылительное устройство 75 не показанного обрабатывающего устройства движется в направлении 78 вокруг сегмента 40 со сдвоенными аэродинамическими профилями для нанесения не показанного теплозащитного покрытия, такого как термобарьерное покрытие, на поверхность 72 аэродинамических профилей 12, 14. По существу можно также поворачивать узел 10 турбины в направлении 78 или применять множество распылительных устройств 76, расположенных вокруг узла 10 турбины (не показано).
Как видно на фиг. 2, аэродинамические профили 12, 14 расположены относительно распылительного устройства 76 так, что по меньшей мере одна область 16 аэродинамического профиля 14 находится в теневой зоне 80 другого аэродинамического профиля 12. Область 16 определена протяженностью аэродинамического профиля 12 в осевом направлении 52 или от его передней кромки 22 до задней кромки 50. Следовательно, закрытая и поэтому необработанная область 16 расположена в области 18 передней кромки аэродинамического профиля 14 или на пересечении 20 передней кромки 22 и всасывающей стороны 24, соответственно.
Из-за такой компоновки аэродинамический профиль 12 блокирует путь 82 распыляемого покрытия и, таким образом препятствует нанесению покрытия на область 16 другого аэродинамического профиля 14. Следовательно, область 16 аэродинамического профиля 14 из двух соседних аэродинамических профилей 12, 14, остается необработанной. Из-за отсутствия теплозащитного покрытия в области 16, так называемого слепого пятна (см. стрелку), эта область 16 будет подвержена вредному влиянию высокой температуры.
Для решения этой проблемы область 16 одного аэродинамического профиля 14 из по меньшей мере двух аэродинамических профилей 12, 14, которая осталась необработанной при обработке по первой технологии защиты, подвергается постобработке по второй технологии защиты, которая создает вторую защиту для необработанной области 16 аэродинамического профиля 14. Эта вторая технология защиты также является технологией теплозащиты и, более конкретно, заключается в модификации 26 необработанной области 16. Следовательно, первая и вторая технологии защиты отличаются друг от друга.
Такая модификация 26 необработанной области 16 заключается в охлаждающей структуре 30 или колонке 32 отверстий 34 для пленочного охлаждения, соответственно. Следовательно, вторая технология защиты создает эффект пленочного охлаждения в необработанной - не имеющей покрытия - области 16. Отверстия 34 для пленочного охлаждения могут быть выполнены в необработанной области 16 постобработкой любым обоснованным для специалиста способом, например сверлением, прожиганием или травлением. Кроме того, можно использовать любое положение и/или расположение в необработанной области 16.
Преимущественно, отверстия 34 для пленочного охлаждения в положении или перед, но рядом с положением, на которое не может быть правильно нанесено покрытие. В частности, преимущественно, охлаждающие отверстия 34 на одном из аэродинамических профилей (14) выровнены так, чтобы они указывали на секцию передней кромки другого аэродинамического профиля (12), который монолитно соединен с аэродинамическим профилем 14, в котором выполнены отверстия 34 для пленочного охлаждения.
Используя хорошо известные технологии и зная геометрию узла 10 турбины и его расположения в обрабатывающем устройстве, альтернативно можно предварительно обработать область 16 одного аэродинамического профиля 14 из по меньшей мере двух соседних аэродинамических профилей 12, 14, которая останется необработанной при обработке по первой технологии защиты. Следовательно, обработка узла 10 турбины по первой технологии защиты, которая создает первую защиту, при которой область 16 одного аэродинамического профиля 14 остается необработанной, будет выполнена своевременно после предварительной обработки по второй защитной технологии.
На фиг. 3 показан альтернативный вариант узла 10 турбины. Компоненты, признаки и функции, которые в принципе остались идентичными первому варианту, обозначены теми же ссылочными позициями. Однако, для проведения отличия между вариантами к различным ссылочным позициям варианта по фиг. 3 добавлен суффикс "а". Нижеследующее описание ограничено в основном отличиями от варианта по фиг. 1 и 2, а в отношении компонентов, признаков и функций, которые остались идентичными первому варианту, ссылки могут даваться на фиг.1 и 2.
На фиг. 3 показан вид в перспективе альтернативного сегмента 40а со сдвоенными аэродинамическими профилями. Узел 10а турбины, или сегмент 40а со сдвоенными аэродинамическими профилями по фиг. 3 отличается от узла 10 турбины или сегмента 40 со сдвоенными аэродинамическими профилями по фиг. 1 тем, что вторая технология защиты предусматривает установку дополнительной детали 28 у необработанной области 16. Эта дополнительная деталь 28 является охлаждающей структурой 30, которая выполнена как дополнительная инжекционная трубка 36, которая вставлена только в один аэродинамический профиль 14 узла 10а турбины в области 18 передней кромки этого аэродинамического профиля 14. Другой аэродинамический профиль 12 сегмента 40а со сдвоенными аэродинамическими профилями, не имеет дополнительной охлаждающей структуры 30 или дополнительной инжекционной трубки 36, соответственно. На задней кромке 50 могут быть выполнены отверстия для пленочного охлаждения, как показано для иллюстрации на аэродинамическом профиле 14. Область 62 инжекционного охлаждения аэродинамических профилей 12, 14 может быть выполнена в форме инжекционной трубки 64 (для примера показана штриховыми линиями только для аэродинамического профиля 14).
Как указано выше, настоящее изобретение также направлено на узел турбины, содержащий по меньшей мере два аэродинамических профиля, расположенных рядом друг с другом и между двумя платформами, при этом эти по меньшей мере два аэродинамических профиля и две платформы выполнены монолитно, при этом только первый из по меньшей мере двух аэродинамических профилей содержит по меньшей мере одну колонку отверстий для пленочного охлаждения и в котором второй из по меньшей мере двух аэродинамических профилей не содержит отверстия для пленочного охлаждения. Это является преимуществом, поскольку для области, подвергающейся пленочному охлаждению, первого аэродинамического профиля, расположенной после отверстий для пленочного охлаждения, может не потребоваться термобарьерное покрытие. Следовательно, процесс нанесения покрытия можно упростить, поскольку те области, на которые трудно нанести покрытие распылением, можно оставить свободными и не наносить на них покрытие, так как в этой области имеется пленочное охлаждение. В результате, когда используются сегменты со сдвоенными лопатками, только один аэродинамический профиль имеет отверстия для пленочного охлаждения, а второй аэродинамический профиль не имеет отверстий для пленочного охлаждения. Для всей кольцевой секции турбины это значит, что только каждый второй из аэродинамических профилей на сегментах со сдвоенными лопатками будет подвергаться пленочному охлаждению. Это является преимуществом, поскольку пленочное охлаждение может применяться для уменьшенного количества аэродинамических профилей и, соответственно, минимизируется расход воздуха. Минимизируются также аэродинамические потери.
Хотя настоящее изобретение было показано и подробно описано на примере иллюстративных вариантов, оно не ограничивается раскрытыми примерами и специалисты на их основании могут создать другие варианты, не выходящие за пределы объема изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОХЛАЖДАЕМАЯ КОНСТРУКЦИЯ ЛОПАТКИ ИЛИ ЛОПАСТИ ГАЗОВОЙ ТУРБИНЫ И СПОСОБ ЕЕ СБОРКИ | 2018 |
|
RU2740048C1 |
| ГАЗОТУРБИННЫЙ ДВИГАТЕЛЬ | 2013 |
|
RU2616743C2 |
| ПРИНУДИТЕЛЬНОЕ ОХЛАЖДЕНИЕ ТУРБИННЫХ ЛОПАТОК ИЛИ ЛОПАСТЕЙ | 2012 |
|
RU2606004C2 |
| ЭЛЕМЕНТ ГАЗОВОЙ ТУРБИНЫ С ПЛЕНОЧНЫМ ОХЛАЖДЕНИЕМ | 2015 |
|
RU2666385C1 |
| СИСТЕМА СНИЖЕНИЯ ЗАВИХРЕНИЙ НА ЗАДНЕЙ КРОМКЕ АЭРОДИНАМИЧЕСКОГО ПРОФИЛЯ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ И СПОСОБ ЕЕ ЭКСПЛУАТАЦИИ | 2007 |
|
RU2461716C2 |
| ПРИНЦИП ОХЛАЖДЕНИЯ ДЛЯ ЛОПАТОК ИЛИ НАПРАВЛЯЮЩИХ ЛОПАТОК ТУРБИНЫ | 2015 |
|
RU2671251C2 |
| Рабочая лопатка турбины | 2013 |
|
RU2645894C2 |
| ТУРБИННАЯ СИСТЕМА И ГАЗОТУРБИННЫЙ ДВИГАТЕЛЬ | 2011 |
|
RU2576754C2 |
| УЗЕЛ ТУРБОМАШИНЫ | 2013 |
|
RU2619327C2 |
| СОПЛОВАЯ ЛОПАТКА С ОХЛАЖДАЕМОЙ ПЛАТФОРМОЙ ДЛЯ ГАЗОВОЙ ТУРБИНЫ | 2011 |
|
RU2575260C2 |
Изобретение относится к изготовлению узлов турбины, работающей в условиях высоких температур. Способ изготовления узла (10, 10а) турбины в виде расположенных между двумя платформами (46, 46΄) по меньшей мере двух аэродинамических профилей (12, 14), который формируют монолитным, включает создание первой защиты путем нанесения теплозащитного покрытия на по меньшей мере два соседних аэродинамических профиля (12, 14), при этом в процессе нанесения по меньшей мере одна область (16) одного аэродинамического профиля (14), находящегося в теневой зоне другого аэродинамического профиля (12, 14), остается необработанной, создание второй защиты в по меньшей мере одной необработанной области (16) одного аэродинамического профиля (14), находящегося в теневой зоне другого аэродинамического профиля (12, 14), путем модификации поверхности до нанесения теплозащитного покрытия или после его нанесения, причем первая и вторая технологии защиты отличаются одна от другой и вторая технология защиты приводит к модификации поверхности по меньшей мере одной области (16) одного аэродинамического профиля (14) из двух соседних аэродинамических профилей (12, 14), которая останется необработанной или которая осталась необработанной, путем нанесения покрытия, или травления, или придания шероховатости, или путем химического преобразования поверхности. Изобретение направлено на увеличение срока службы узла турбины за счет повышения качества покрытия. 2 н. и 6 з.п. ф-лы, 3 ил.
1. Способ изготовления узла (10, 10а) турбины в виде расположенных между двумя платформами (46, 46΄) по меньшей мере двух аэродинамических профилей (12, 14), который формируют монолитным, характеризующийся тем, что он содержит следующие этапы обработки:
- создание первой защиты путем нанесения теплозащитного покрытия на по меньшей мере два соседних аэродинамических профиля (12, 14), при этом в процессе нанесения по меньшей мере одна область (16) одного аэродинамического профиля (14), находящегося в теневой зоне другого аэродинамического профиля (12, 14), остается необработанной,
- создание второй защиты в по меньшей мере одной необработанной области (16) одного аэродинамического профиля (14), находящегося в теневой зоне другого аэродинамического профиля (12, 14), путем модификации поверхности до нанесения теплозащитного покрытия или после его нанесения, причем
- первая и вторая технологии защиты отличаются одна от другой и вторая технология защиты приводит к модификации поверхности по меньшей мере одной области (16) одного аэродинамического профиля (14) из двух соседних аэродинамических профилей (12, 14), которая останется необработанной или которая осталась необработанной, путем нанесения покрытия, или травления, или придания шероховатости, или путем химического преобразования поверхности.
2. Способ по п. 1, при котором первая технология защиты и/или вторая технология защиты являются технологией теплозащиты.
3. Способ по п. 1 или 2, при котором первая технология защиты является процессом нанесения покрытия в поле зрения на узел (10, 10а) турбины.
4. Способ по п. 1 или 2, при котором по меньшей мере одна область (16) одного аэродинамического профиля (14) из двух соседних аэродинамических профилей (12, 14), которая останется необработанной или которая осталась необработанной, расположена в области (18) передней кромки аэродинамического профиля (14).
5. Способ по п. 1 или 2, при котором по меньшей мере одна область (16) одного аэродинамического профиля (14) из двух соседних аэродинамических профилей (12, 14), которая останется необработанной или которая осталась необработанной, расположена на пересечении (20) между передней кромкой (22) и всасывающей стороной (24) аэродинамического профиля (14).
6. Способ по п. 1 или 2, при котором вторая технология защиты создает эффект пленочного охлаждения в по меньшей мере одной области (16) одного аэродинамического профиля (14) из двух соседних аэродинамических профилей (12, 14), которая останется необработанной или которая осталась необработанной.
7. Способ по п. 1 или 2, при котором аэродинамический профиль (12, 14) является вращающейся или неподвижной лопаткой (38) турбины.
8. Узел (10, 10а) турбины в виде расположенных между двумя платформами (46, 46΄) по меньшей мере двух аэродинамических профилей (12, 14), выполненный монолитным и изготовленный способом по любому из пп. 1-7.
| Кутиметр | 1988 |
|
SU1544414A1 |
| EP 1916388 A2, 30.04.2008 | |||
| RU 2007144107 A, 10.06.2009 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТКИ И ЭЛЕМЕНТА ГАЗОВОЙ ТУРБИНЫ | 2001 |
|
RU2266803C2 |
| Кутиметр | 1988 |
|
SU1544414A1 |

