Область техники, к которой относится изобретение
Настоящее изобретение предлагает эластичный многослойный материал, включающий первый нетканый слой, второй нетканый слой и множество эластичных нитей, расположенных между неткаными слоями, а также способ изготовления эластичного многослойного материала. Кроме того, настоящее изобретение предлагает использование эластичного многослойного материала в абсорбирующих изделиях.
Уровень техники, к которой относится изобретение
Абсорбирующие изделия одноразового применения, такие как подгузники, спортивные трусы и урологические прокладки, являются хорошо известными. Как правило, такие изделия включают проницаемый для жидкостей лицевой лист, непроницаемый для жидкостей изнаночный лист и абсорбирующую сердцевину, которая приспособлена для абсорбции жидкостей, таких как моча и/или кровь. Эти изделия часто включают эластичные тонколистовые элементы, которые улучшают соответствие изделия форме тела пользователя, причем эти эластичные элементы могут находиться, например, на области талии, области живота или областях ног.
Как известно, прорезиненные полотна или многослойные материалы можно изготавливать, осуществляя множество разнообразных способов. Традиционно одну или несколько эластичных нитей растягивают под действием силы натяжения и прикрепляют, используя клей, к ненапряженной подложке, которая затем образует сборки, когда нити расслабляются. Клей можно наносить посредством распыления на растянутые эластичные нити и на ненапряженную подложку перед тем, как растянутые нити вступают в контакт с подложкой для изготовления эластичного полотна или многослойного материала. После того, как растянутые нити и ненапряженная подложка приводятся в контакт, устраняется растягивающая сила, действующая на нити, и нити расслабляются. Эластичные нити затем сокращаются и возвращаются к своей исходной длине в ненапряженном состоянии, в результате этого образуются складки на подложке и, таким образом, образуется гофрированное полотно или многослойный материал. Такой способ изготовления описывает, например, патент США №5964973.
Однако описанная выше технология производства и полученные изделия имеют некоторые недостатки. Например, существует риск того, что клей наносится на изделие неправильным образом, и в результате этого получается неровная структура поверхности многослойного материала. Кроме того, компоненты производственного оборудования, а также нежелательные области изделия могут загрязняться клеем. Клей обычно придает жесткость изделию в тех областях, где он присутствует. Эти области становятся менее гибкими, чем те области, в которых отсутствует клей. Кроме того, если клей наносится равномерно на всю поверхность нетканого материала, клей придает жесткость нетканому материалу и может делать его менее гибким. Жесткость и негибкость также влияют на изделие таким образом, что когда изделие складывается, на изделии возникают постоянные складки. Кроме того, клей, как правило, уменьшает воздухопроницаемость изделия, что иногда может оказываться неблагоприятным для изделий, таких как одноразовые подгузники, где воздухопроницаемость часто является желательной.
Однако, тем не менее, в производстве эластичных многослойных материалов клеи являются желательными при том условии, что они являются хорошо известными в технике, безопасными и устойчивыми в производстве, а также представляют собой экономичную альтернативу изготовлению многослойных материалов.
Сущность изобретения
Задача настоящего изобретения заключается в том, чтобы предложить эластичный многослойный материал, имеющий улучшенную гладкость, мягкость, гибкость и воздухопроницаемость по сравнению с многослойными материалами, полученными, как описано выше. Следующая задача настоящего изобретения заключается в том, чтобы решить проблемы, связанные с традиционной технологией распыления клея в производство эластичных многослойных материалов, а также проблемы, испытываемые при использовании изделий, изготовленных таким способом.
Эти проблемы решает или, по меньшей мере, в существенной степени сокращает настоящее изобретение. Эластичный многослойный материал согласно настоящему изобретению включает первый нетканый слой, второй нетканый слой и множество эластичных нитей, расположенных параллельно друг другу между первым и вторым неткаными слоями. Эластичные нити растягиваются и индивидуально покрываются клеем, нетканые слои прикрепляются к растянутым эластичным нитям, и получается гофрированный эластичный многослойный материал, когда эластичные нити расслабляются. По меньшей мере, один из нетканых слоев прикрепляется к нитям в отдельных точках клеевого соединения в повторяющемся заданном рисунке в продольном направлении нитей, образуя заданный рисунок гофрирования. В нетканых слоях практически отсутствует клей, за исключением точек, в которых слои прикрепляются к эластичным нитям. В результате этого полученный многослойный материал является мягким, гибким и воздухопроницаемым. Заданный рисунок придает многослойному материалу поверхность ощущение гладкости.
Предпочтительно многослойный материал является эластичным в продольном направлении нитей, и заданный рисунок гофрирования пересекает направление эластичных нитей под углом α, составляющим, по меньшей мере, 45°, предпочтительнее, по меньшей мере, 60°, еще предпочтительнее, по меньшей мере, 80° и наиболее предпочтительно, по меньшей мере, 85° к направлению эластичных нитей. Данный угол α может соответствующим образом превышать 90°, но предпочтительно он составляет менее чем 95° и предпочтительно равняется или составляет или менее чем 135°. В случае волнообразных или зигзагообразных линий именно центральная ось этих волнообразных или зигзагообразных линий рассматривается для определения угла к направлению эластичных нитей. Рисунок гофрирования может также пересекать направление эластичных нитей под углом, составляющим 90°, но оказывается предпочтительным, что данный рисунок слегка наклонен по отношению к продольному направлению нитей для уменьшения изменчивости линейного давления в прижимном устройстве, в котором образуется рисунок гофрирования. Кроме того, линейное давление может сохраняться более устойчивым по всей ширине эластичных нитей в процессе производства, если рисунок гофрирования слегка наклонен, и в результате этого, например, могут уменьшаться вибрации. Если рисунок гофрирования образует угол, составляющий ровно 90° по отношению к продольному направлению нитей, может возникать риск увеличения линейного давления, которое может вызывать раскачивание и в результате этого вибрации в прижимном устройстве.
Линии рисунка гофрирования предпочтительно являются параллельными по отношению друг к другу. Таким образом, оказывается возможным образование рисунка гофрирования посредством прижимного устройства, которое располагается таким образом, что оно проходит по всей ширине полотна многослойного материала, и можно гарантировать, что на каждой эластичной нити присутствуют отдельные точки клеевого соединения.
Заданный рисунок гофрирования может включать прямые линии, волнообразные линии или линии зигзагообразной формы в направлении прохождения линий. Форма рисунка гофрирования создает визуальный эффект многослойного материала, и при этом гарантируется, что точки клеевого соединения присутствуют в достаточном количестве на протяжении эластичных нитей.
Можно использовать множество различных нетканых материалов. Первый и/или второй нетканый слой могут представлять собой изготовленный аэродинамическим способом из расплава и/или фильерный и/или гидросплетенный фильерный нетканый слой. Поскольку нетканые материалы могут иметь поверхностные свойства различных типов, оказывается возможным влияние на поверхностные характеристики многослойного материала посредством использования материалов различных типов.
Настоящее изобретение предлагает также способ изготовления эластичного многослойного материала в процессе ламинирования. Данный способ включает стадии введения первого нетканого полотна в процесс ламинирования и введения второго нетканого полотна в процесс ламинирования. Первое и второе нетканые полотна образуют первый и второй нетканые слои или многослойный материал соответственно. Кроме того, множество эластичных нитей, расположенных параллельно, вводятся в процесс ламинирования. Эластичные нити растягиваются перед тем, как они индивидуально покрываются клеем. После нанесения клея первое и второе нетканые полотна и растянутые и покрытые клеем эластичные нити собираются вместе и сжимаются посредством прижимного устройства, включающего первое прижимное приспособление и второе прижимное приспособление, и образуется многослойный материал. По меньшей мере, первое прижимное приспособление имеет заданный поверхностный рисунок, чтобы образовывать отдельные точки клеевого соединения в повторяющемся заданном рисунке в продольном направлении на протяжении эластичных нитей. После сжатия эластичные нити расслабляются в изготовленном многослойном материале, и образуется гофрированный эластичный многослойный материал, имеющий заданный рисунок гофрирования. Используя данный способ, можно изготавливать мягкий, гладкий, гибкий и воздухопроницаемый эластичный многослойный материал.
Предпочтительно эластичные нити покрывают посредством щелевого покрытия. Термин «щелевое покрытие» означает, что клей наносят на эластичные нити, используя щель или полость, которую заполняет клей. Устройство для щелевого покрытия может представлять собой, например, включающее клиновидную щель или гребенчатую щель. Осуществляя щелевое покрытие, можно гарантировать, что каждая нить будет получать достаточное количество клеевого покрытия, в то время как клей будет отсутствовать в областях за пределами эластичных нитей. Таким образом, данный способ также позволяет защищать оборудование от загрязнения.
Первое прижимное приспособление может иметь структуру поверхности выступающей прямолинейной формы. Таким образом, можно гарантировать, что каждая эластичная нить будет содержать одинаковое число точек клеевого соединения, и что эти точки соединения будут распределены равномерно.
Первое прижимное приспособление может также иметь структуру поверхности в форме выступающей волнообразной линии. Это производит действительный визуальный эффект рисунка гофрирования, и при этом можно гарантировать, что каждая эластичная нить будет содержать одинаковое число точек клеевого соединения, и что эти точки соединения будут распределены равномерно.
Первое прижимное приспособление предпочтительно представляет собой прижимной валик. Посредством использования валика в данном процессе оказывается возможным осуществление непрерывного сжатия нетканых слоев и нитей.
Настоящее изобретение также предлагает абсорбирующее изделие, включающее эластичный многослойный материал, описанный выше. Эластичный многослойный материал предпочтительно содержится в области талии и/или бедер абсорбирующего изделия.
Краткое описание чертежей
Далее настоящее изобретение будет описано исключительно посредством примера со ссылкой на прилагаемые чертежи, в числе которых:
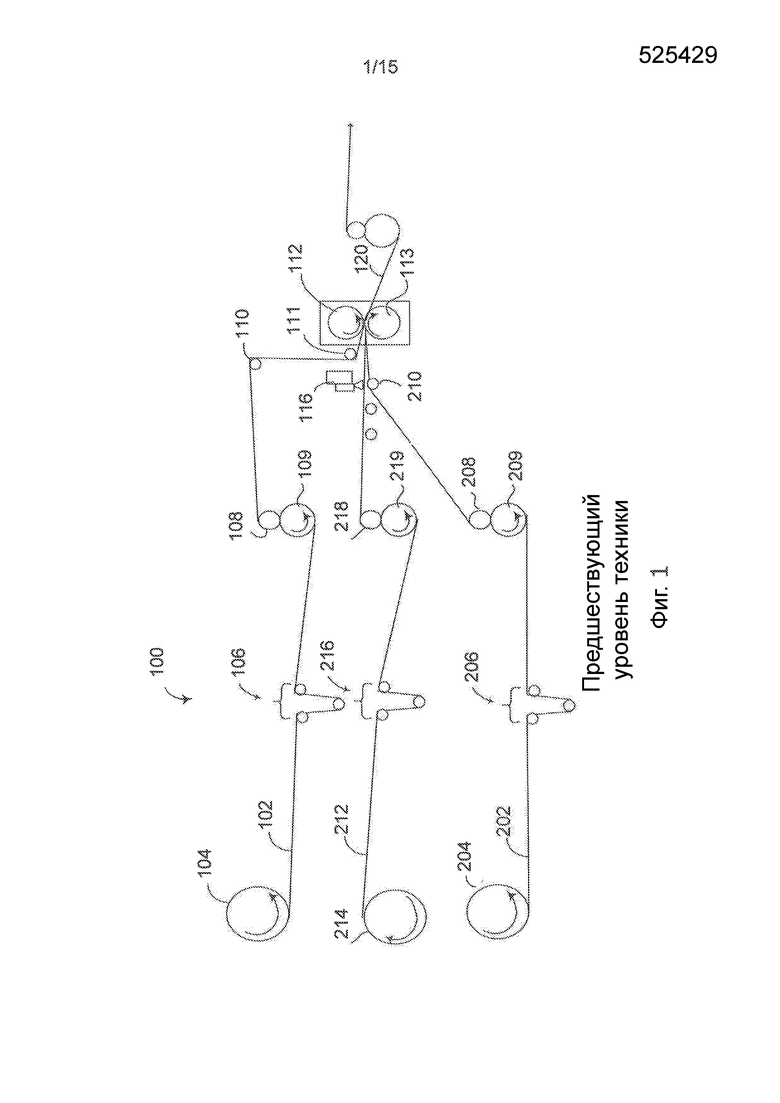
фиг. 1 представляет схематическое изображение способа изготовления эластичного многослойного материала предшествующего уровня техники.
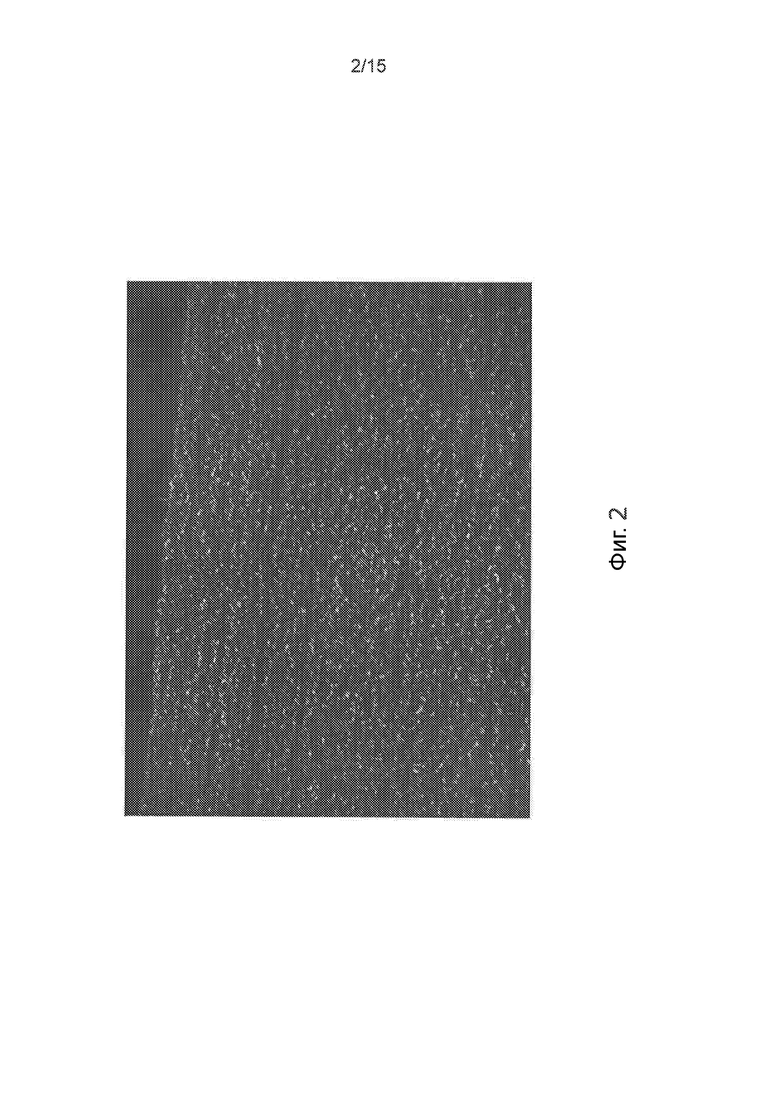
Фиг. 2 представляет фотографию, иллюстрирующую рисунок распыления предшествующего уровня техники.
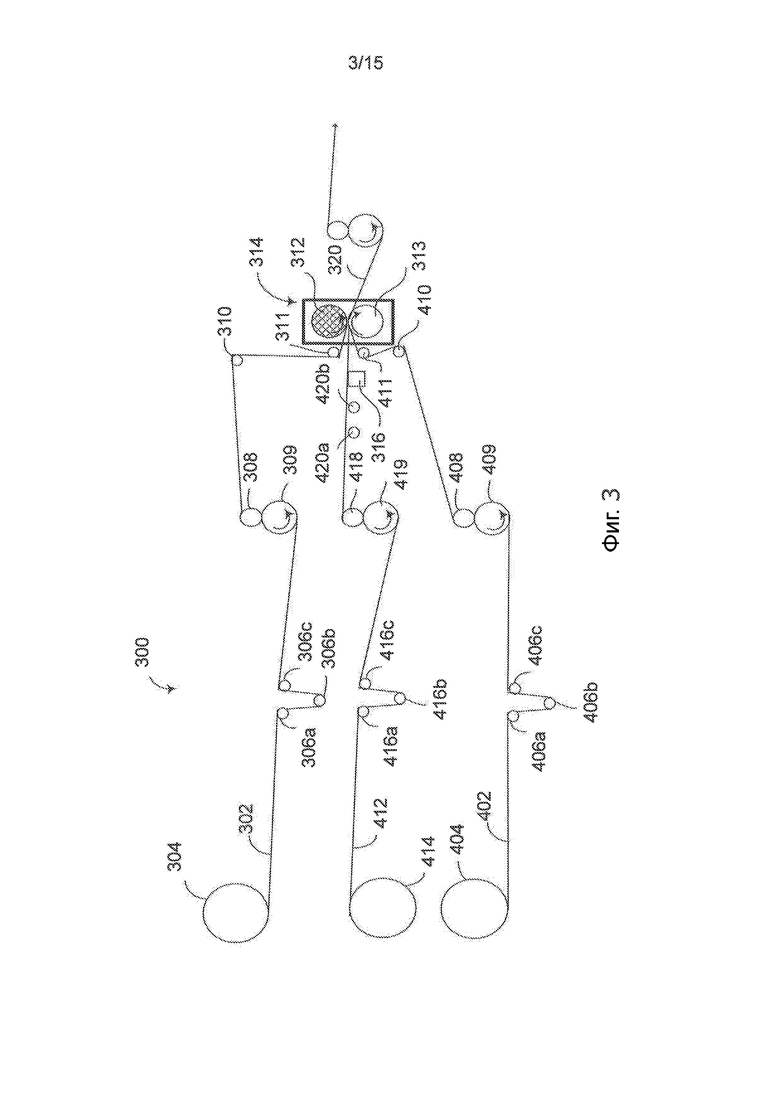
Фиг. 3 представляет схематическое изображение способа изготовления эластичного многослойного материала согласно одному варианту осуществления настоящего изобретения.
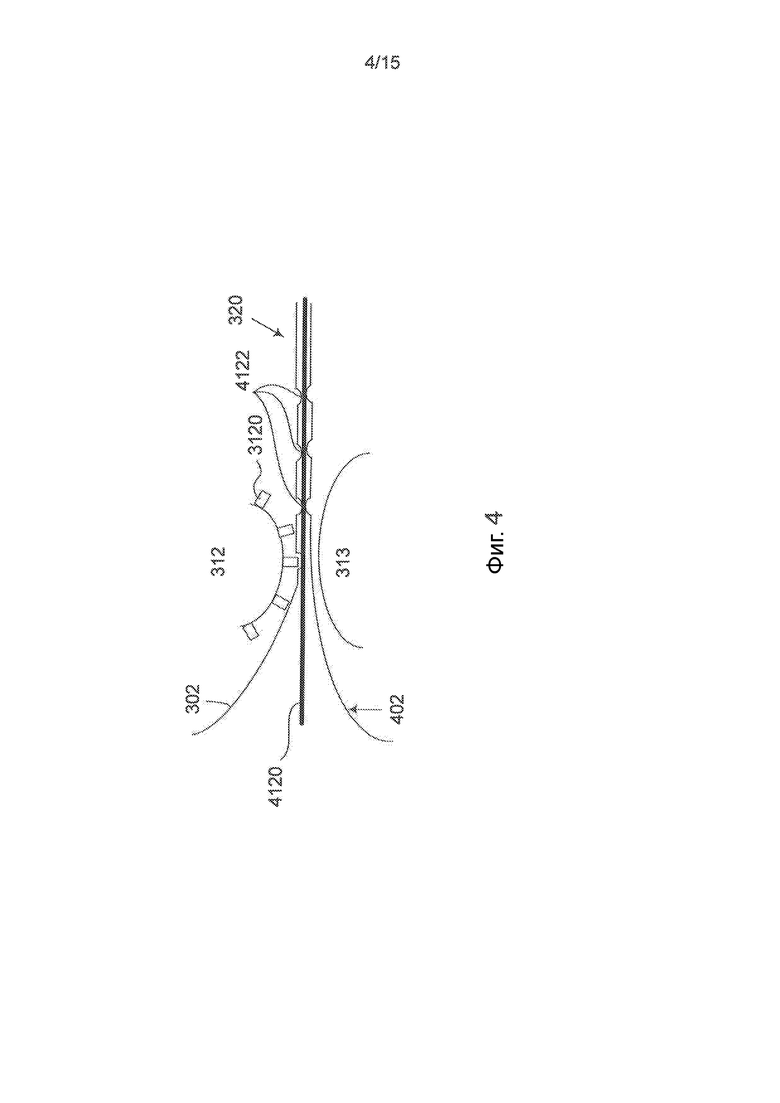
Фиг. 4 представляет схематическое увеличенное изображение зажима между первым и вторым прижимными приспособлениями в прижимное устройство.
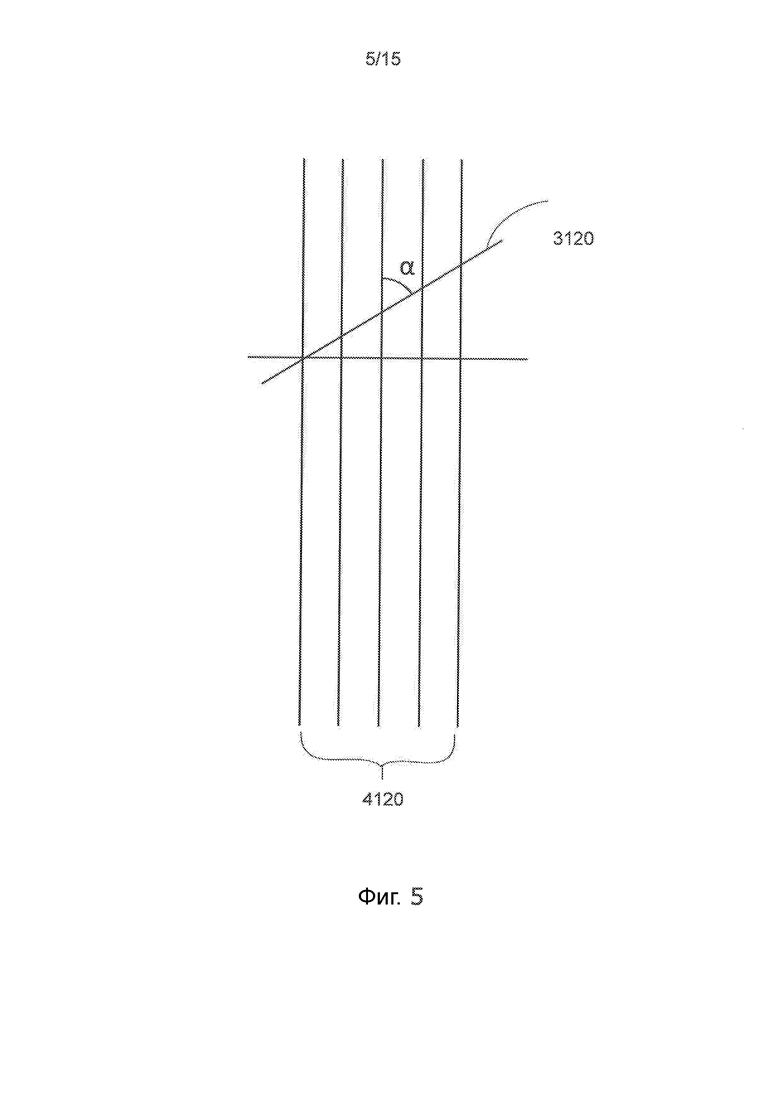
Фиг. 5 представляет схематически угол, под которым заданный рисунок гофрирования пересекает направление эластичных нитей.
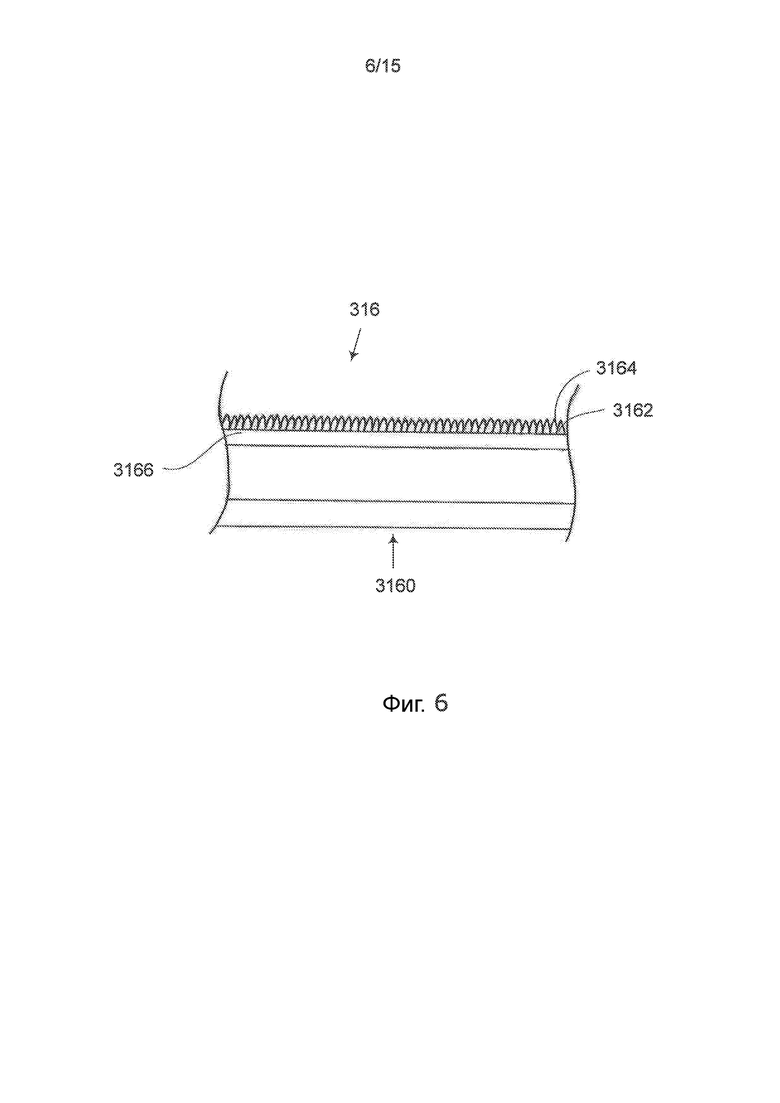
Фиг. 6 представляет схематически изображение устройства для нанесения клея с гребенчатой щелью.
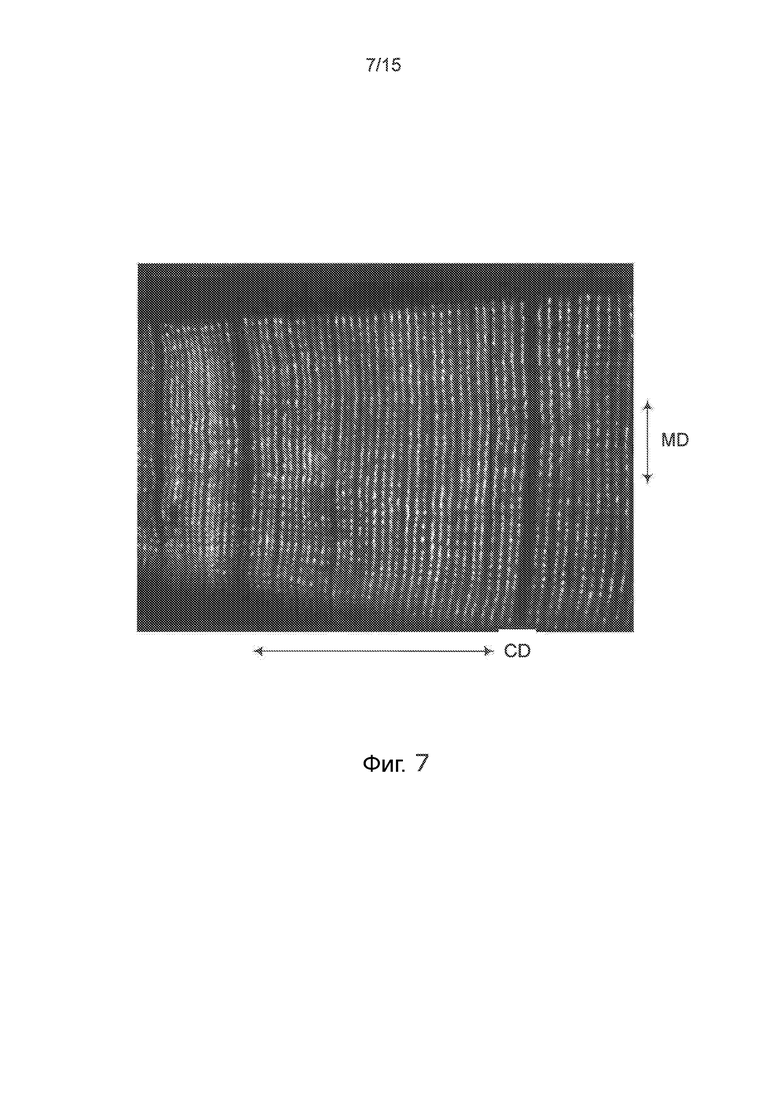
Фиг. 7 представляет фотографию, иллюстрирующую клеевой рисунок согласно настоящему изобретению.
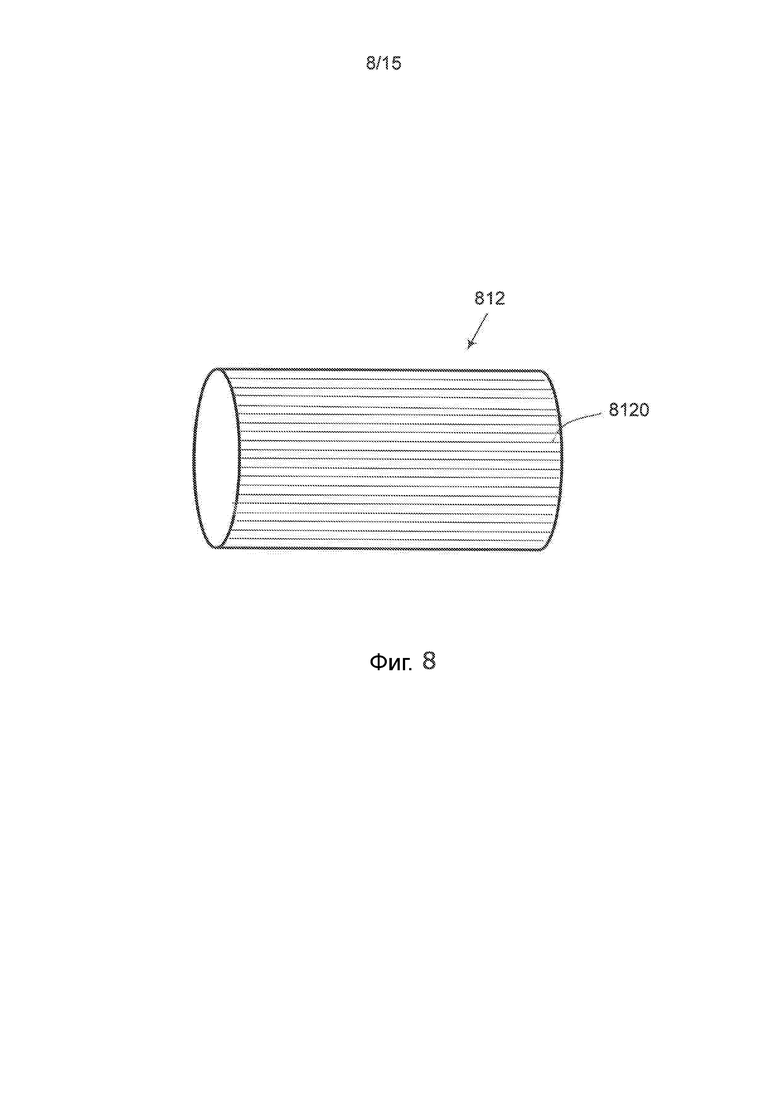
Фиг. 8 представляет схематическое перспективное изображение первого прижимного приспособления, имеющего выступы прямолинейной формы.
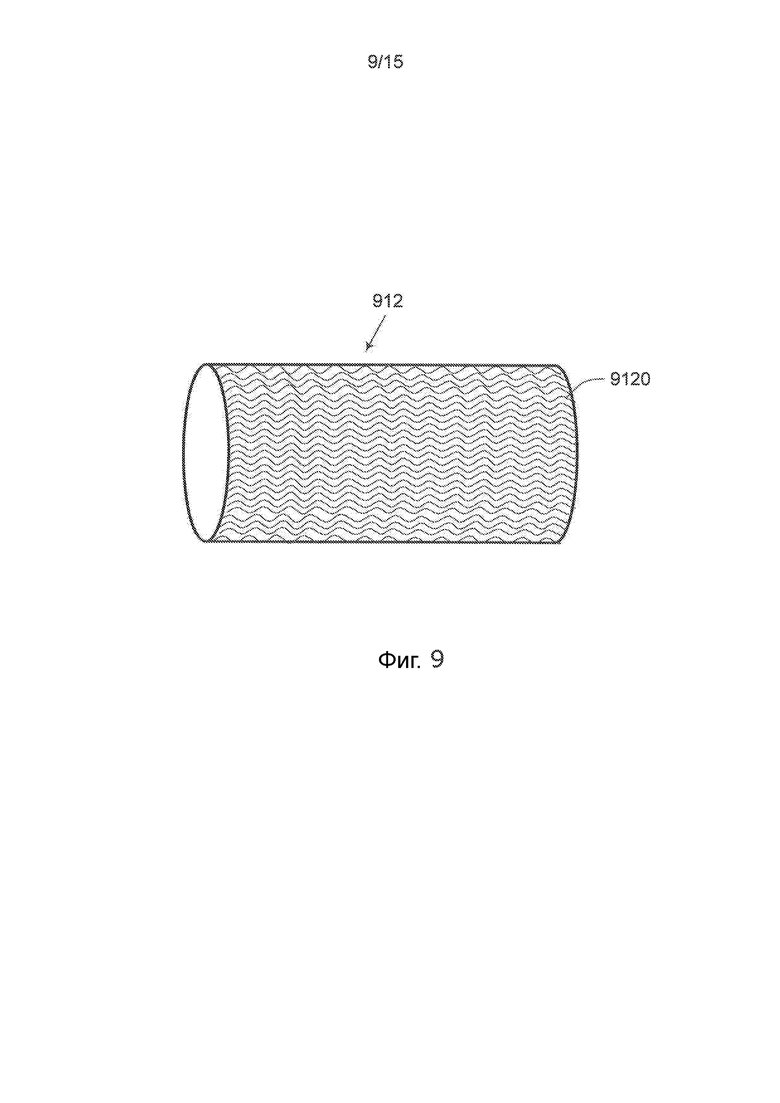
Фиг. 9 представляет схематическое перспективное изображение первого прижимного приспособления, имеющего волнообразные выступы.
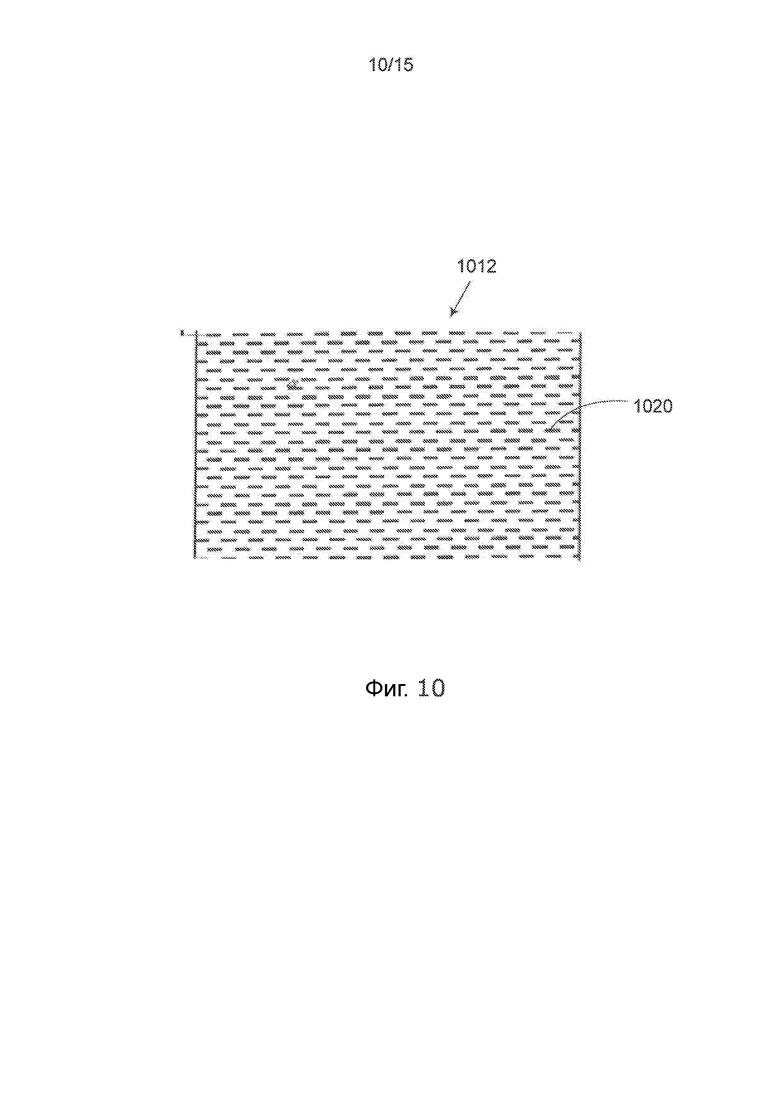
Фиг. 10 представляет схематическое перспективное изображение первого прижимного приспособления, имеющего короткие выступы прямолинейной формы.
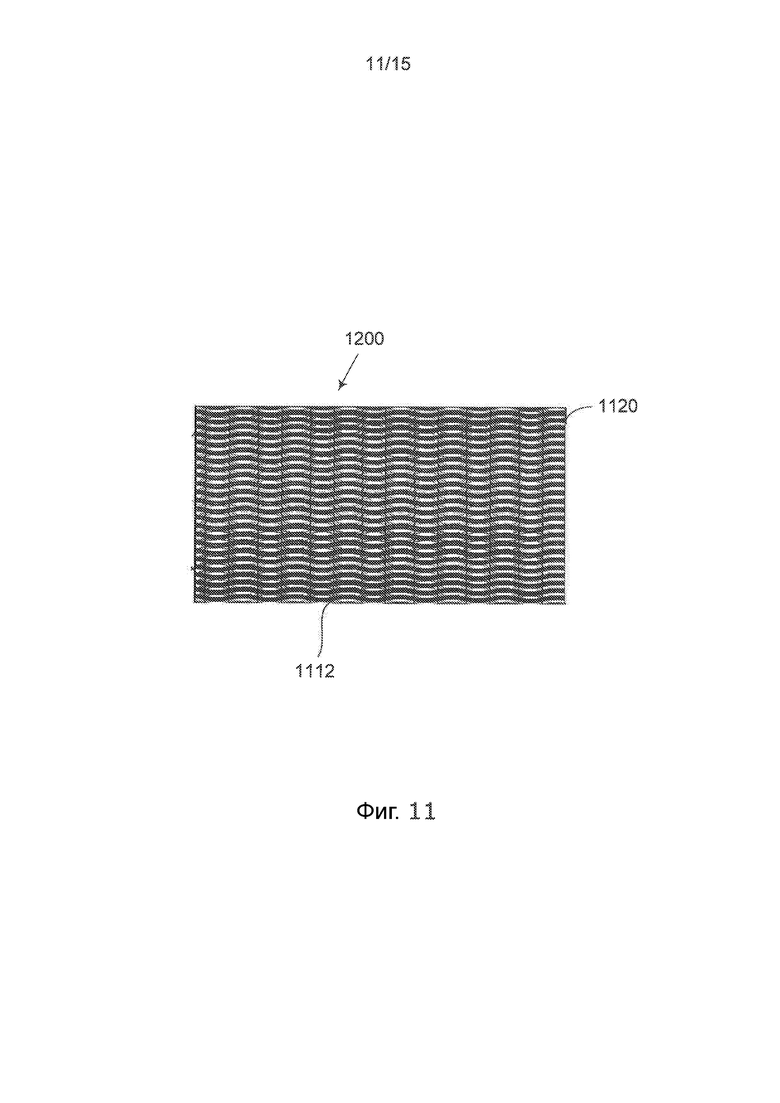
Фиг. 11 представляет схематическую иллюстрацию многослойного материала, имеющего волнообразный рисунок гофрирования согласно одному варианту осуществления настоящего изобретения.
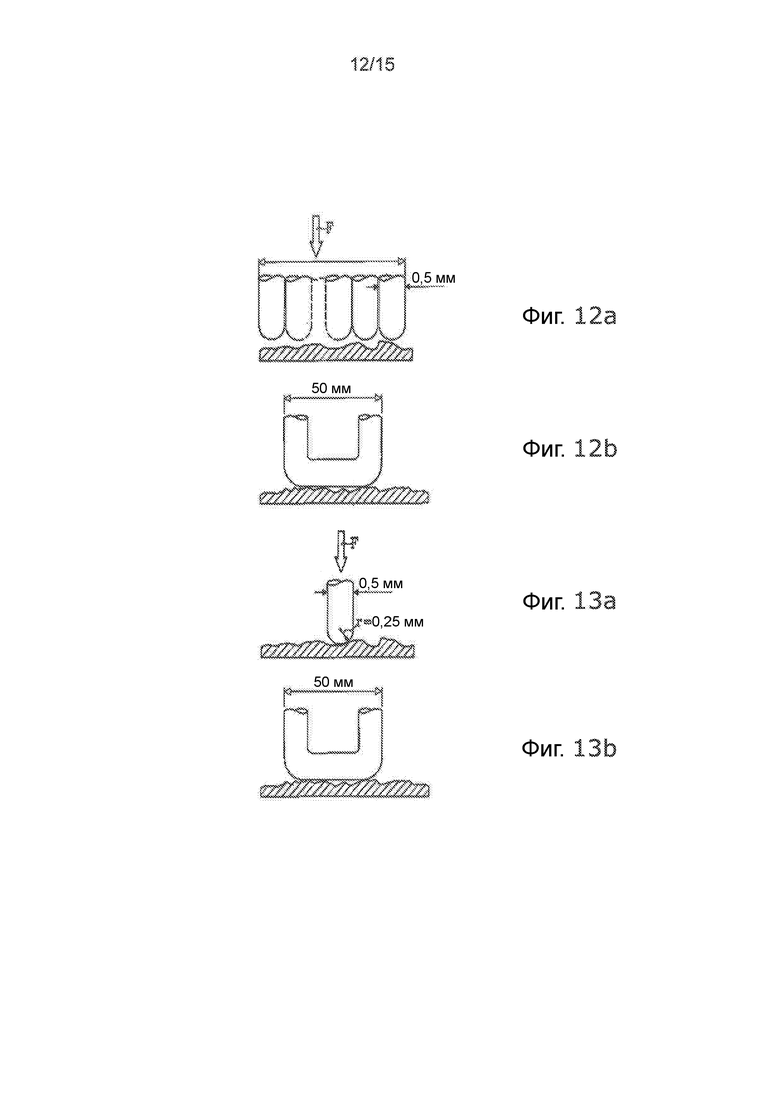
Фиг. 12a и b иллюстрируют способ измерения трения согласно Kawabata.
Фиг. 13a и b иллюстрируют способ измерения поверхностной шероховатости согласно Kawabata.
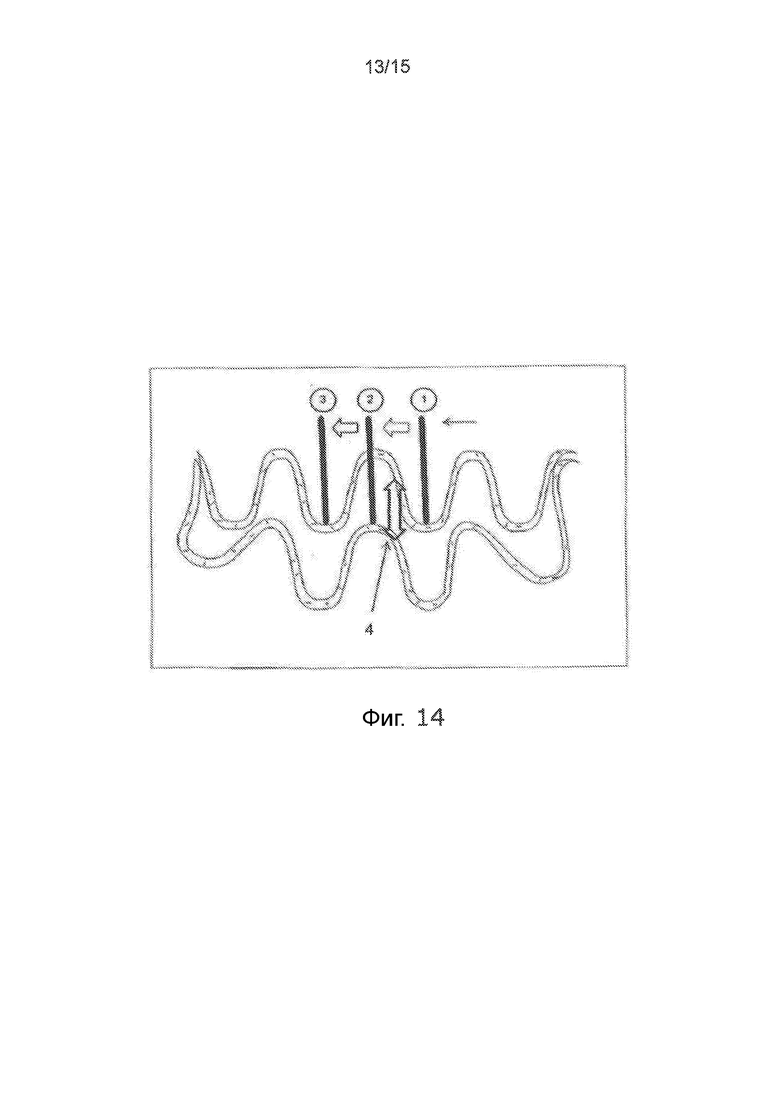
Фиг. 14 иллюстрирует вертикальную вибрацию образца в анализе TSA.
Фиг. 15 иллюстрирует участки изображения для различных резонансных пиков в анализе TSA.
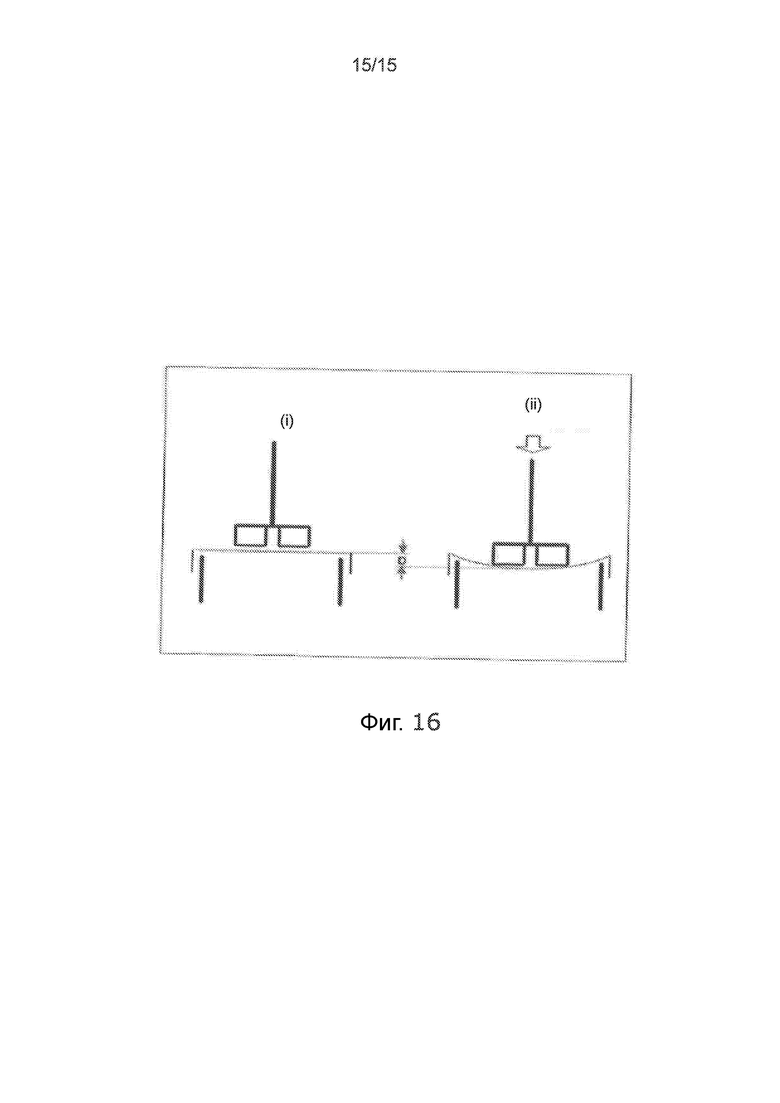
Фиг. 16 иллюстрирует приложение силы в анализ TSA.
Подробное описание
Фиг. 1 схематически представляет способ ламинирования 100 предшествующего уровня техники для изготовления эластичного многослойного материала предшествующего уровня техники, включающего первое и второе нетканое полотно, а также множество эластичных нитей между неткаными полотнами. Первое нетканое полотно 102 поступает с содержащего нетканое полотно рулона 104 через натяжные валики 106 на захватные валики 108, 109, а затем через направляющие валики 110, 111 на прижимные валики 112, 113.
Аналогичным образом второе нетканое полотно 202 поступает с содержащего нетканое полотно рулона 204 через натяжные валики 206 на захватные валики 208, 209, а затем через направляющий валик 210 на прижимные валики 112, 113.
Натяжные валики 106, 206 регулируют натяжение нетканых полотен. Многочисленные эластичные нити 212 поступают в процесс параллельно с многонитевой катушки 214. Нити натягиваются посредством натяжных валиков 216 до степени растяжения, составляющей, по меньшей мере, 30%. После этого нити поступают на захватные валики 218, 219, причем все полотна и нити соответствуют по фазе. Нити затем покрываются клеем посредством распылительного дозирующего устройства 116.
После распылительного нанесения клея полотна 102, 202 и эластичные нити 212 собираются между прижимными валиками 112, 113, и образуется эластичный многослойный материал 120. Согласно данному способу предшествующего уровня техники, прижимные валики 112, 113 имеют практически плоские поверхности, т. е. у валиков отсутствует какая-либо особая структура поверхности. Изготовленный эластичный многослойный материал приобретает случайную структуру поверхности.
Как можно видеть на фиг. 1, второе полотно направляется и проходит под эластичными нитями 212 в положении, где клей распыляется на полотно посредством распылительного дозирующего устройства 116. Таким образом, второе нетканое полотно также, по меньшей мере, частично покрывается клеем. Когда два нетканых полотна и эластичные нити объединяются, часть клея переносится на первое нетканое полотно.
Фиг. 2 представляет фотографию покрытых путем распыления эластичных нитей предшествующего уровня техники. Как можно видеть, клей наносится на поверхность неправильным и случайным образом. Часть клея также переносится на нетканое полотно между нитями. Данное изделие отличается недостатками, которые перечислены выше, например, нити имеют неравномерное покрытие, и в результате этого получается неоднородная структура поверхности многослойного материала. Клей на нетканом полотне увеличивает жесткость нетканых материалов. Кроме того, когда нити равномерно покрыты клеем и прикреплены к нетканым материалам на протяжении всей длины нитей, в результате получается неоднородная структура поверхности многослойного материала.
Многослойный материал согласно настоящему изобретению включает нетканые слои, которые прикрепляются к эластичным нитям в отдельных точках клеевого соединения, образуя заданный рисунок, причем в нетканых слоях практически отсутствует клей, за исключением тех точек, где слои прикрепляются к эластичным нитям. Выражение «практически отсутствует клей» означает, что никакой клей не добавляется в области за пределами эластичных нитей, но в небольших количествах клей все же может переноситься из эластичных нитей в нетканые слои за пределами точек клеевого соединения.
Способ согласно настоящему изобретению отличается от предшествующего уровня техники главным образом в отношении процесса введения клея в многослойный материал и процесса сжатия нетканых полотен.
В способе согласно настоящему изобретению каждая индивидуальная нить покрывается отдельно, предпочтительно посредством щелевого устройства для нанесения покрытия, которое может представлять собой, например, устройство для нанесения покрытия с клиновидной щелью или гребенчатой щелью. В данном случае имеющее гребенчатую щель или гребенчатое устройство для нанесения покрытия означает устройство, изготовленное с регулировочной прокладкой, которое сконструировано таким образом, что его можно использовать в качестве направляющего устройства для эластичных нитей. Однако данное устройство может также представлять собой щелевое устройство для нанесения покрытия, которое имеет клиновидный паз для каждой нити, и к нему прикрепляется или нет направляющее устройство.
Такие устройства поставляет, например, компания Nordson Corporate, включая, например, щелевое устройство для нанесения покрытия Speed-Coat™.
В способе согласно настоящему изобретению используется прижимное устройство, включающее прижимное приспособление с фигурной структурой поверхности, чтобы наносить заданный поверхностный рисунок на эластичный многослойный материал.
Неожиданно было обнаружено, что, осуществляя индивидуальное покрытие каждой эластичной нити, например, посредством щелевого покрытия, в сочетании со сжатием с помощью прижимного устройства, имеющего фигурную структуру поверхности, можно изготавливать изделие, которое является подобным ткани, мягким, имеет желательный рисунок гофрирования, который имеет привлекательный внешний вид, которое сохраняет свою структуру даже после того, как оно складывается, т. е. никакие постоянные складки не образуются в изделии после складывания, и которое обладает гибкостью и воздухопроницаемостью.
Эластичные нити
В отношении настоящего изобретения термин «эластичная нить» используется для обозначения нити или пряди, которая изготовлена из эластичного материала, такого как, например, натуральный или синтетический каучук, термопластические эластомеры, такие как термопластические полиуретановые или стирольные блок-сополимеры или эластан, также называемый спандексом (сополимер полиуретана и полимочевины). Нити могут относиться к типу эластана, который выпускается под товарным наименованием LYCRA, но может быть использована любая подходящая эластичная нить. Нити могут иметь линейную плотность, составляющую приблизительно от 80 до 800 дтекс.
Эластичные нити растягиваются в течение процесса изготовления, и их растяжение составляет от приблизительно 30 до приблизительно 300% исходной длины в ненапряженном первоначальном состоянии, предпочтительнее от 70 до 250% и наиболее предпочтительно от 100 до 200% исходной длины в ненапряженном первоначальном состоянии. Эластичные нити должны предпочтительно относиться к типу нитей, которые способны без разрыва выдерживать удлинение, составляющее, по меньшей мере, приблизительно 200%, таким образом, чтобы их можно было безопасно использовать в процессе изготовления без риска разрыва.
Эластичные нити располагаются параллельно по отношению друг к другу, и они предпочтительно вводятся в процесс с многонитевой катушки. Нити располагаются с промежутками, отделяющими их друг от друга, и плотность их расположения составляет предпочтительно приблизительно от 1 до 20 нитей на 1 см, предпочтительнее от 1 до 10 нитей на 1 см и наиболее предпочтительно приблизительно от 2 до 6 нитей на 1 см.
Расстояние между нитями в многослойном материале может составлять, например, от 0,5 до 10 мм, и в результате этого может быть изготовлен эластичный многослойный материал, обеспечивающий достаточную упругость и комфортабельность.
Нетканые слои
В качестве слоев или полотен нетканого материала согласно настоящему изобретению можно предпочтительно выбирать, например, фильерные, аэродинамические, уложенные во влажном состоянии, кардные или изготовленные аэродинамическим способом из расплава нетканые материалы. Нетканый материал можно соединять многочисленными способами, например, такими как иглопробивание, гидросплетение или термическое соединение.
Волокна, составляющие нетканые материалы, могут быть изготовлены из натуральных или синтетических материалов, таких как целлюлозные волокна, регенерированные целлюлозные волокна, сложнополиэфирные волокна, полипропиленовые волокна, полиэтиленовые волокна или их сочетания и т. д.
Нетканый материал может представлять собой многослойный материал или сочетание нетканых материалов нескольких типов, таких как фильерный/изготовленный аэродинамическим способом из расплава или фильерный/изготовленный аэродинамическим способом из расплава/фильерный. Нетканый материал предпочтительно не является эластичным.
Поверхностная плотность нетканого слоя может составлять от 5 до 80 г/м2, предпочтительно от 10 до 40 г/м2 и предпочтительнее от 10 до 30 г/м2. Когда поверхностная плотность составляет менее чем 40 г/м2, может быть получено изделие, имеющее достаточную воздухопроницаемость, дражируемость и комфортабельность. Было обнаружено, что поверхностная плотность от 10 до 30 г/м2 обеспечивает наилучшую комфортабельность и гибкость, причем материал все же сохраняет хорошую пригодность к обработке.
Разнообразные слои нетканого материала в составе эластичного многослойного материала могут представлять собой одинаковые или различные материалы, и они могут иметь одинаковые, близкие или различные значения поверхностной плотности. Если выбираются различные материалы, может быть получено прорезиненное полотно, имеющее переменные характеристики на площади поверхности полотна. Например, слои могут иметь различные фрикционные свойства или различные свойства проницаемости по отношению к жидкости/пару.
Клей
Клеи, используемые для покрытия нитей, предпочтительно представляют собой термоплавкие клеи, которые имеют термопластические свойства. Можно использовать термоплавкий клей любого из известных типов, и термоплавкий клей может представлять собой клей, основу которого составляют, например, сополимер этилена и винилацетата (EVA), полиолефин, сложный полиэфир и/или полиамид, полиуретан, стирольный блок-сополимер, кремнийорганический каучук и/или натуральный соевый белок.
Клей должен быть нетоксичным, причем он должен быть разрешен для использования в связи с предметами личной гигиены. Предпочтительно клей представляет собой термоплавкий клей на основе стирольного блок-сополимера, такой как продукт, аналогичный продукту под товарным знаком Henkel Dispomelt 5482. Другие примеры подходящего термоплавкого клея представляют собой продукты, изготовленные компанией H.B. Fuller, например, продукты под товарными наименованиями NW1002 или FC8200 и BosticH4281.
Эластичный многослойный материал
Эластичный многослойный материал согласно настоящему изобретению включает два нетканых слоя и множество эластичных нитей, проходящих параллельно и расположенных между двумя неткаными слоями. Как отмечено выше, эластичные нити являются растянутыми и индивидуально покрытыми клеем, причем нетканые слои прикрепляются к эластичным нитям. По меньшей мере, один из эластичных нетканых слоев прикрепляется к нитям в отдельных точках клеевого соединения в повторяющемся заданном рисунке в продольном направлении нитей. Отдельные точки клеевого соединения, которые создает прижимной валик, имеющий заданную структуру поверхности, образуют заданный рисунок гофрирования для многослойного материала. Предпочтительно оба (первый и второй) нетканых слоя прикрепляются к нитям в заданных местах, т. е. в заданных точках клеевого соединения.
Точки клеевого соединения могут быть разделены расстояниями, составляющими от 0,3 до 10 мм, предпочтительно от 0,3 до 7 мм и наиболее предпочтительно от 0,5 до 4 мм в направлении длины эластичных нитей. Было обнаружено, что эти расстояния должны быть достаточно короткими, чтобы обеспечивать достаточное количество точек клеевого соединения в многослойном материале. В то же время эти расстояния должны быть достаточно длинными, чтобы обеспечивать рисунок гофрирования, в котором в достаточном количестве слоя нетканого материала отсутствует клей на наружной поверхности многослойного материала. Термин «наружная поверхность» означает поверхность первого нетканого слоя, которая не прикрепляется к эластичным нитям в отдельных точках клеевого соединения после того, как эластичные нити расслабляются. Слой нетканого материала, в котором отсутствует клей, обеспечивает гладкую и мягкую поверхность многослойного материала.
Длина каждой точки соединения, т. е. длина в продольном направлении нитей, может составлять от 0,2 до 10 мм, предпочтительно от 0,3 до 7 мм и предпочтительнее от 0,5 до 3 мм. Например, длина каждой точки соединения может равняться расстоянию между точками соединения, которое обеспечивает получение правильного рисунка гофрирования. Длина от 0,2 до 10 мм обеспечивает многослойный материал, имеющий оптимальный рисунок гофрирования и, таким образом, оптимальную мягкость изделия.
Поскольку только эластичные нити покрываются клеем, в нетканых слоях практически отсутствует клей за пределами областей, в которых слои прикрепляются к эластичным нитям. Таким образом, нетканые слои могут, не находиться в непосредственном контакте друг с другом в точках клеевого соединения, но могут в качестве альтернативы соединяться только посредством эластичной нити.
Клей от эластичной нити может частично переноситься на первый или второй нетканый материал, даже на протяжении практически всей длины эластичных нитей. В тех областях, где клей переносится на нетканые материалы между точками соединения, эластичный материал может временно прикрепляться к нетканым материалам. Однако силы сжатия, действующие на слои, являются значительно меньше в областях временных соединений, чем в точках соединения, и, таким образом, прочность соединения является значительно ниже. Эти слабые временные соединения разрушаются, когда напряжение эластичных нитей устраняется, поскольку силы расслабления эластичных нитей действуют на нетканые материалы и заставляют их удаляться от эластичных нитей, образуя выступающие части гофрирования.
Способ и устройство, используемое в способе
Далее способ изготовления многослойного материала будет подробно описан со ссылкой на фиг. 3.
Фиг. 3 представляет схематически способ ламинирования для изготовления эластичного многослойного материала согласно настоящему изобретению. Данный способ обозначает условный номер 300. В способе и в изделии, изготовленном данным способом, первое нетканое полотно 302 образует первый нетканый слой многослойного материала, и второе нетканое полотно 402 образует второй нетканый слой многослойного материала.
Первое нетканое полотно 302 поступает с содержащего нетканое полотно рулона 304 через натяжные валики 306a, 306b и 306c на захватные валики 308, 309. Натяжные валики могут двигаться по отношению друг к другу и могут, таким образом, регулировать натяжение полотна 302. Первое полотно 302 затем поступает с захватных валиков 308, 309 через направляющие валики 310, 311 на прижимные валики 312, 313, между которыми происходит изготовление многослойного материала.
Аналогичным образом второе нетканое полотно 402 поступает с содержащего нетканое полотно рулона 404 через натяжные валики 406a, 406b и 406c на захватные валики 408, 409. Натяжные валики регулируют натяжение полотна 402 аналогичным образом, как натяжные валики 306a-306c. Второе полотно 302 затем поступает с захватных валиков 408, 409 через направляющие валики 410 и 411 на прижимные валики 312, 313, между которыми происходит изготовление многослойного материала.
Множество эластичных нитей 412 поступают в процесс параллельно с индивидуальных катушек или многонитевой катушки 414. Нити натягиваются посредством натяжных валиков 416a, 416b, 416c, и их растяжение составляет, по меньшей мере, приблизительно 30%. Натяжные валики 416a-416c могут двигаться по отношению друг к другу, и в результате этого становится возможным регулирование натяжения и удлинения нитей. Нити затем поступают на захватные валики 418, 419, причем все полотна и нити соответствуют друг другу по фазе. Дополнительные натяжные или регулирующие устройства 420a, 420b используются в данном процессе для обеспечения того, чтобы натяжение нитей было одинаковым и правильным для нитей. Нити затем покрываются клеем посредством гребеночного щелевого устройства 316 для нанесения покрытия, которое представлено схематически, но более подробно на фиг. 6.
Как можно видеть на фиг. 6, гребенчатое щелевое устройство 316 включает основную часть 3160 и множество выступающих стержней 3162. Имеется щель 3164 между выступающими стержнями 3162, и каждая отдельная нить направляется через соответствующую щель 3164. Основная часть 3160 включает корпус 3166, в котором находится термоплавкий клей. Клей нагревается и нагнетается в щели 3164, и, таким образом, когда нить направляется через щель 3164, она покрывается или пропитывается клеем. Гребенчатое щелевое устройство 316 предпочтительно установлено в процессе таким образом, что стержни 3162 направлены вверх, что упрощает направление нитей в гребенчатом щелевом устройстве. Можно, разумеется, устанавливать устройство таким образом, что стержни 3162 направлены вниз. Это упрощает нагнетание клея в щели.
Фиг. 7 представляет фотографию покрытых щелевым способом эластичных нитей. Как можно видеть, клей присутствует только на эластичных нитях, и в результате этого получается правильный клеевой рисунок, и клей практически отсутствует в областях за пределами эластичных нитей. Машинное направление нитей показано стрелками и обозначением «MD», а поперечное направление показано стрелками и обозначением «CD».
Снова рассмотрим фиг. 3, показывающий, что когда нити покрываются клеем, полотна 302, 402 и эластичные нити 412 собираются между первым и вторым прижимными приспособлениями 312 и 313 в прижимном устройстве 314, и образуется эластичный многослойный материал 320. Первое прижимное приспособление 312 имеет заданный поверхностный рисунок, и второе прижимное приспособление 313 имеет практически плоскую поверхность, т. е. у него отсутствует заданная структура поверхности.
Зажим между первым прижимным приспособлением 312 и вторым прижимным приспособлением 313 представлен схематически, но более подробно на фиг. 4. Как можно видеть, выступы 3120 в первом прижимном приспособлении 312 прижимают нетканые полотна 302 и 402 к эластичной нити 4120 и второму прижимному приспособлению 313. Клей является чувствительным к давлению и обеспечивает герметизацию в заданных точках соединения 4122 с неткаными полотнами 302, 402 и нитью 4120 после сжатия, и в результате этого получается эластичный многослойный материал 320.
Таким образом, изготовленный эластичный многослойный материал 320 имеет заданный рисунок гофрирования на стороне, обращенной к первому прижимному приспособлению 312. На стороне, обращенной ко второму прижимному приспособлению 313, клей может частично переноситься на второй нетканый слой на протяжении практически всей длины эластичных нитей. Как уже было упомянуто выше, в частях области, где клей переносится между точками соединения, могут возникать слабые временные соединения, которые разрушаются, когда исчезает натяжение эластичных нитей, таким образом, что эластичные нити расслабляются и сокращаются, и в результате этого гофрируются нетканые полотна. Первый нетканый слой 302 может иметь небольшие изолированные области клея за пределами точек клеевого соединения, и во втором нетканом слое 402 клей практически отсутствует за пределами областей, где он находится в контакте с эластичными нитями.
Прижимное устройство, пригодные для использования в способе согласно настоящему изобретению, включает первое прижимное приспособление, который может представлять собой, например, плиту или цилиндр, имеющий заданный поверхностный рисунок, и второе прижимное приспособление на противоположной стороне полотна изготавливаемого многослойного материала. Термин «заданный поверхностный рисунок» означает рисунок, который образуют, например, выступы или углубления на поверхности прижимного приспособления. Первое нетканое полотно, которое образует первый нетканый слой многослойного материала, и второе нетканое полотно, которое образует второй нетканый слой многослойного материала, прижимаются к эластичным нитям на противоположных сторонах нитей в зажиме между первым и вторым прижимными приспособлениями. Второе прижимное приспособление может иметь такую же форму, как первое прижимное приспособление, и, таким образом, оно может также представлять собой плиту или цилиндр.
Заданный поверхностный рисунок получается за счет выступающих элементов, по меньшей мере, на поверхности первого прижимного приспособления. Поверхностный рисунок могут также образовывать углубления. Первое прижимное приспособление представляет собой предпочтительно цилиндр или барабан, который вращается с такой же скоростью, как нетканые полотна и эластичные нити, и в результате этого можно легко обеспечивать, чтобы точки соединения располагались на эластичных нитях непрерывным образом.
Второе прижимное приспособление может быть плоским, или оно может иметь заданную структуру поверхности. Если второе прижимное приспособление имеет плоскую поверхность, несколько больше клея может переноситься на нетканое полотно, чем в случае второго прижимного приспособления, которое имеет заданную структуру поверхности. Однако рисунок соединения не изменяется. Если второе прижимное приспособление имеет заданную структуру поверхности, форма его выступов может соответствовать выступам первого прижимного приспособления, и первое и второе прижимное приспособление предпочтительно соответствуют по фазе друг другу. Это означает, что выступающие части прижимного приспособления ориентированы по отношению друг к другу таким образом, что они соприкасаются друг с другом на противоположных сторонах полотна в течение процесса изготовления, и в результате этого обеспечивается зажим между прижимными приспособлениями, таким образом, что создается достаточное сжатие в точках соединения, и может быть обеспечен желательный рисунок гофрирования для многослойного материала.
Заданный рисунок на первом прижимном приспособлении и, таким образом, точки клеевого соединения могут иметь расстояние между выступами, составляющее от 0,3 до 10 мм, предпочтительно от 0,3 до 7 мм и наиболее предпочтительно от 0,5 до 4 мм. Расстояние между выступами на первом прижимном приспособлении определяет расстояние между точками клеевого соединения в многослойном материале. Было обнаружено, что эти расстояния должны быть достаточно короткими, чтобы обеспечивать достаточное количество точек клеевого соединения в многослойном материале, и при этом данные расстояния должны быть достаточно длинными, чтобы создавать рисунок гофрирования, в котором в достаточном количестве слоя нетканого материала клей отсутствует на наружной поверхности, т. е. на поверхности первого нетканого слоя, прикрепленного к эластичным нитям в отдельных точках клеевого соединения, после того, как эластичные нити расслабляются. Области в слое нетканого материала, где отсутствует клей, обеспечивают гладкую и мягкую поверхность многослойного материала.
Выступы могут иметь высоту, составляющую от 0,1 мм до 5 мм и предпочтительно от 0,2 до 2 мм. Выступы могут быть выше, чем 5 мм, но, даже несмотря на то, что может улучшаться создаваемое сжатие, оборудование может оказаться более уязвимым для проблем производства. Чем больше толщина нетканых слоев и эластичных нитей, тем выше должны быть выступы.
Угол α имеющего заданную прямолинейную формы выступа 3120 по отношению к продольному направлению нитей 4120 представлен схематически на фиг. 5. Как уже было упомянуто выше, наклон выступов 3120 и, таким образом, образующийся рисунок гофрирования снижает изменчивость линейного давления и, таким образом, уменьшает, например, вибрации в течение процесса. Заданный рисунок гофрирования пересекает направление эластичных нитей под углом α, составляющим, по меньшей мере, 45°, предпочтительнее, по меньшей мере, 60°, еще предпочтительнее, по меньшей мере, 80° и наиболее предпочтительно, по меньшей мере, 85° к направлению эластичных нитей. Данный угол α может, соответствующим образом, превышать 90°, но предпочтительно он составляет менее чем 95° и предпочтительно равняется или составляет менее чем 135°.
Фиг. 8 представляет схематически пример первого прижимного приспособления в прижимном устройстве согласно настоящему изобретению. Данное приспособление представляет собой валик 812, включающий множество имеющих прямолинейную форму выступов 8120, и валик, таким образом, имеет структуру поверхности с выступами прямолинейной формы
Фиг. 9 представляет схематически еще один пример первого прижимного приспособления в прижимном устройстве согласно настоящему изобретению. Данное приспособление представляет собой валик 912, включающий множество волнообразных выступов 9120, и валик, таким образом, имеет структуру поверхности с волнообразными выступами.
Фиг. 10 представляет схематически следующий пример первого прижимного приспособления в прижимное устройство согласно настоящему изобретению. Данное приспособление представляет собой плиту 1012, включающую множество коротких имеющих прямолинейную форму выступов 1020, и плита, таким образом, имеет структуру поверхности с выступами прямолинейной формы.
На фиг. 11 схематически представлен примерный полученный гофрированный многослойный материал 1200, имеющий волнообразный рисунок гофрирования. Многослойный материал включает множество эластичных нитей 1112. Как можно видеть, полученный рисунок гофрирования 1120 является волнообразным и получается посредством прижимного устройства, имеющего волнообразную структуру поверхности, например, как представлено на фиг. 9.
Абсорбирующие изделия
Эластичный многослойный материал согласно настоящему изобретению можно использовать в многочисленных приложениях, например, в абсорбирующих изделиях. Такие изделия могут включать подгузники, урологические защитные изделия, гигиенические салфетки, прокладки для нижнего белья и аналогичные изделия.
В абсорбирующих изделиях, таких как детские подгузники или урологические изделия для взрослых, оказывается желательным придание выбранным областям большей эластичности, чем другим областям, например, в области талии, области бедер и области промежности. Это делает изделие оптимально подходящим по форме и удобным. Область бедер определяется как область ниже области талии и выше область промежности. Она включает бедра, область живота, нижнюю часть спины и верхнюю часть ягодиц, которые находятся на такой же высоте, как бедра.
Абсорбирующее изделие, как правило, включает основу и абсорбирующую конструкцию внутри основы. Основа включает переднюю панель и заднюю панель. Передняя панель предназначается, чтобы покрывать область живота пользователя, и задняя панель предназначается, чтобы покрывать нижнюю часть спины и область ягодиц. Абсорбирующее изделие также имеет область промежности, расположенную между передней панелью и задней панелью. Область промежности может состоять из абсорбирующей конструкции, и иногда она также называется основой изделия. Как правило, абсорбирующая конструкция дополнительно включает абсорбирующую сердцевину, расположенную главным образом в области промежности, но она может также распространяться в переднюю панель и заднюю панель основы, причем абсорбирующая сердцевина располагается как прослойка между проницаемым для жидкостей лицевым листом и, как правило, непроницаемым для жидкостей изнаночным листом. Внешнее покрытие основы может также представлять собой непроницаемый для жидкостей изнаночный лист абсорбирующей конструкции.
Абсорбирующая сердцевина может содержать любой подходящий для абсорбции выделений организма традиционный материал, такой как целлюлозная вата, тонкие бумажные слои, высокоабсорбирующие полимеры (суперабсорбенты, абсорбирующие пеноматериалы, в том числе гидрогелевые пеноматериалы, абсорбирующие нетканые материалы или подобные материалы.
Проницаемый для жидкостей лицевой лист может представлять собой нетканый материал, например, фильерный, изготовленный аэродинамическим способом из расплава, кардный, гидросплетенный, уложенный во влажном состоянии и т. д., который могут составлять натуральные волокна, такие как древесные целлюлозные или хлопковые волокна, синтетические волокна, такие как сложнополиэфирные, полиэтиленовые, полипропиленовые, вискозные и другие волокна, или смеси этих волокон. Материал лицевого листа могут дополнительно составлять пакля, пористые пеноматериалы, перфорированные пластмассовые пленки и т. д. Материалы, предназначенные в качестве материала лицевого листа, должны быть мягкими и не раздражающими кожу, а также они должны быть легкопроницаемыми для биологической жидкости, такой как моча или менструальная кровь, и проявлять низкий уровень повторного смачивания.
Непроницаемый для жидкостей изнаночный лист может составлять тонкая пластмассовая пленка, например, полиэтиленовая или полипропиленовая пленка, нетканый материал, покрытый непроницаемым для жидкостей материалом, гидрофобный нетканый материал, который препятствует проникновению жидкости, или многослойный материал, состоящий из пластмассовой пленки и нетканого материала. Материал изнаночного листа может быть воздухопроницаемым и, таким образом, пропускать пар, выходящий из абсорбирующей сердцевины, но при этом препятствовать пропусканию жидкостей через материал изнаночного листа.
Лицевой лист и изнаночный лист можно соединять друг с другом, например, осуществляя адгезионное соединение, склеивание или сваривание под действием нагревания или ультразвука. Лицевой лист и/или изнаночный лист можно дополнительно прикреплять к абсорбирующей сердцевине, осуществляя любой способ, известный в технике, такой как склеивание, термическое соединение и т. д.
Абсорбирующее изделие в форме, например, подгузника может также включать фиксирующее приспособление для прикрепления передней и задней краевых областей друг к другу, чтобы в результате этого фиксировать подгузник вокруг талии пользователя. Этот тип подгузника представляет собой традиционный открытый подгузник.
Одноразовое абсорбирующее изделие может также присутствовать в форме ленточного абсорбирующего изделия. Эти изделия, как правило, предназначаются для взрослых и могут быть приспособлены для урологического и общего применения. Ленточное абсорбирующее изделие имеет две половины ленты, выступающие с боковых сторон задней краевой области. Эти половины ленты предназначаются для помещения вокруг талии пользователя и фиксации с использованием любого подходящего фиксатора, чтобы удерживать ленточное абсорбирующее изделие вокруг талии пользователя.
Одноразовое абсорбирующее изделие может также присутствовать в форме подгузника типа трусов. В отличие от традиционного открытого подгузника, передняя и задняя краевые области подгузника типа трусов первоначально прикрепляются друг к другу посредством боковых швов, и в результате этого получается предмет одежды, который можно надевать на пользователя таким же образом, как обычно нижнее белье. Боковые швы могут быть предназначены для разрыва.
В соответствии с настоящим изобретением, абсорбирующее изделие, такое как, например, традиционный подгузник, ленточное абсорбирующее изделие, подгузник типа трусов или любое другое абсорбирующее изделие, включает, по меньшей мере, одну область, содержащую эластичный многослойный материал согласно настоящему изобретению, который описан выше. Эта область предпочтительно, по меньшей мере, частично включает область талии и/или область бедер абсорбирующего изделия, чтобы обеспечивать удобство и облегание вокруг талии. Эта область может также представлять собой конструкцию для ног в области промежности, и в результате этого эластичный многослойный материал может обеспечивать герметизирующий эффект вокруг области бедер пользователя абсорбирующего изделия и, следовательно, уменьшение риска вытекания выделений организма из абсорбирующего изделия. Эластичный многослойный материал согласно настоящему изобретению может также составлять, по меньшей мере, часть стоячей сборчатой конструкции в область промежности абсорбирующего изделия, или он может представлять собой часть промежностной эластичной конструкции в области промежности. Промежностная эластичная конструкция служит, например, для того, чтобы позволять абсорбирующему изделию принимать форму чаши в области промежности в процессе ношения изделия, чтобы тем самым содействовать удерживанию выделений организма. Гофрированный многослойный материал является особенно пригодным для использования в качестве эластичной части талии и/или эластичных частей бедер подгузников типа трусов.
Положительные эффекты, которые обеспечивает эластичный многослойный материал, подробно представлены в следующих примерах.
Примеры
Изготавливали два различных эластичных многослойных материала, в том числе многослойный материал A и многослойный материал B. Оба многослойных материала имеют аналогичные упругие свойства. Эластичный многослойный материал A представляет собой многослойный материал согласно одному варианту осуществления настоящего изобретения и имеет следующие отличительные характеристики:
Многослойный материал A согласно одному варианту осуществления настоящего изобретения
Первый нетканый слой: фильерный нетканый материал
Поверхностная плотность: 19 г/м2
Второй нетканый слой: фильерный нетканый материал
Поверхностная плотность: 19 г/м2
Эластичные нити: спандекс 240 дтекс
Расстояние между нитями: 2 мм
Клей: термоплавкий клей, наносимый на нити через клиновидную щель с линейной плотностью 0,01 г/м
Первый нетканый слой представляет собой слой, обращенный к первому прижимному приспособлению с заданным поверхностным рисунком. Второе прижимное приспособление имеет плоскую структуру поверхности.
Многослойный материал B согласно сравнительному примеру
Первый нетканый слой: фильерный нетканый материал
Поверхностная плотность: 19 г/м2
Второй нетканый слой: фильерный нетканый материал
Поверхностная плотность: 19 г/м2
Эластичные нити: спандекс 240 дтекс
Расстояние между нитями: 2 мм
Клей: термоплавкий клей, наносимый распылением с поверхностной плотностью 4,7 г/м2
Многослойный материал скрепляется с использованием двух плоских прижимных приспособлений.
Анализ 1 - органолептическое исследование
Гладкость двух многослойных материалов оценивала в органолептическом исследовании группа испытуемых.
В органолептическом исследовании группу испытуемых просили оценить свойство, которое является противоположным желательному свойству. В этом случае гладкость представляет собой требуемое свойство, и, таким образом, группу испытуемых просили оценить, какой из образцов является наиболее шероховатым.
Органолептическое исследование осуществляли, проводя слепое испытание с участием группы из 20 человек. Два различных образца, в том числе многослойный материал A и многослойный материал B, помещали случайным образом на стол. В случае многослойного материала A сторона первого нетканого слоя была обращена вверх по направлению к участникам исследования.
В случае многослойного материала B сторона, на которую распыляли термоплавкий клей, была обращена вверх по направлению к участникам исследования.
Участникам исследования запрещали видеть образцы или поднимать их со стола. Их просили провести кончиками пальцев по поверхностям материалов слева направо и оценить, какой материал является наиболее шероховатым.
Результаты показали значительное различие в пользу многослойного материала согласно настоящему изобретению (многослойный материал A), в котором клей был нанесен на индивидуальные нити. Из 20 участников 17 считали, что многослойный материал A, то есть многослойный материал согласно настоящему изобретению, является наименее шероховатым, т. е. наиболее гладким.
Анализ 2 - Kawabata
Для измерения поверхностных свойств двух многослойных материалов была использована система оценки Kawabata KES-FB, японская систему оценки качества, которая применяется для текстильных материалов и описана в книге «Стандартизация и анализ ручной оценки», автор Sueo Kawabata, второе издание, июль 1980 г., Комитет по ручной оценке и стандартизации, Японское общество производителей текстильного оборудования.
Специальные рекомендации для нетканых материалов изложены в книге «Предложение условий стандартизированного измерения механических свойств полотна для одежды», авторы S. Kawabata и M. Niwa. Эти рекомендации были выполнены в описанном ниже исследовании со следующими исключениями: ширина материала составляла 140 мм вместо 200 мм вследствие практических соображений, и масса штанги для нагрузки образцов составляла 120 г.
Исследование методом Kawabata разделяется на четыре блока: KES-FB-1 для измерений при растяжении и сдвиге, KES-FB-2 для измерений при чистом изгибе, KES-FB-3 для измерений при сжатии и KES-FB-4 для поверхностных измерений.
Примеры выходных данных, полученных в исследованиях методом Kawabata, представляют собой:
- Способность к растяжению (%)
- Жесткость при изгибе (гс×см2/см)
- Жесткость при сдвиге (гс/см×град)
- Способность к сжатию (%)
- Поверхностная шероховатость (мкм)
- Трение (-)
Единица гс (грамм-сила), которая используется в системе Kawabata, представляет собой силу тяжести, которая действует на один грамм, т. е. приблизительно 9,81 мН. В данных исследованиях были измерены только поверхностная шероховатость и коэффициент трения (KES-FB-4). Как известно, низкий уровень поверхностной шероховатости и трения вызывает меньшее раздражение пользователя гигиенических изделий и соответствует ощущаемой гладкости в органолептических исследованиях.
Трение
Трение по методу Kawabata измеряют, протягивая «салазки», как представлено на фиг. 12a и b, на 20 мм назад и вперед на поверхности образца, и при этом измеряют силу. Скорость в данном измерении составляет 1 мм/с, а нормальная сила F сохраняется на постоянном уровне 50 гс.
Поверхностная шероховатость
Сосуд для измерений поверхностной шероховатости состоит из гладкой металлической нити и имеет форму согласно фиг. 13a и b. Нагрузку составляет постоянная сила 10 гс, и перемещение осуществляется со скоростью 1 мм/с на 20 мм назад и вперед по поверхности образца. Поверхностная шероховатость определяется как среднее отклонение от толщины образца, и единицей является микрометр.
Образцы, имеющие ширину 140 мм, изготавливали и анализировали в машинном направлении (MD), используя приспособления для поверхностного анализа в оборудовании Kawabata. Нагрузку образцов составляли зажим и штанга массой 120 г, и измерения осуществляли при движении вперед и назад в машинном направлении. Средние значения поверхностной шероховатости, трения и изменчивости трения представлены ниже в таблице:
Образец многослойного материала B с нанесенным путем распыления клеем имеет более высокую поверхностную шероховатость, чем многослойный материал A. Кроме того, наблюдались несколько повышенные уровни трения и изменчивости трения.
Анализ 3 - TSA
Примерные образцы многослойных материалов A и B, которые описаны выше, исследовали, используя анализатор мягкости ткани (TSA), в котором используются акустические волны, и была продемонстрирована хорошая корреляция с ручным исследованием тонких материалов, таких как тканый или нетканый материал, причем данный метод был предложен в качестве нового стандарта ISO.
Технические основы TSA
На ощущение при прикосновении к волокнистому материалу его компоненты влияют на различных уровнях: от полимеров на молекулярном уровне до волокнистой сетки на макроскопическом уровне. Жесткость отдельных волокон, внутренняя структура, прочность соединения волокон друг с другом, умягчающие химические реагенты и другие факторы влияют не только на ощущение при прикосновении, но также и на другие свойства тонколистового материала, такие как крепирование, тиснение, толщина и т. д.
Анализ TSA способен, вследствие своего принципа, измерять влияние различия материалов на разнообразных уровнях, и были разработаны алгоритмы для различных типов материалов, таких как туалетная бумага или косметические салфетки.
Принцип измерения
Образец фиксируется в измерительной ячейке, такой как барабан. Ниже устанавливается датчик вибрации, выше помещается перемещающаяся вертикально измерительная головка с вращающейся лопастью, которая наталкивается на образец с определенной нагрузкой. На первой стадии измерения осуществляется вращение с определенной скоростью. Движение лопастей над образцом создает вибрации/шум различных типов, которые обнаруживает датчик вибрации. На второй стадии измерения образец деформируют перпендикулярно поверхности, чтобы измерять его упругие, вязкоупругие и пластические свойства.
Оценка
Спектр вибрации/шума, полученный в результате измерений на первой стадии, представляет собой перекрывание двух отдельных спектров: (a) вертикальная вибрация образца типа мембраны (b) возбуждение горизонтальных вибраций самих лопастей, вызванных мгновенным блокированием и откидыванием лопастей волокнами при перемещении по поверхности.
(a) Фиг. 14 иллюстрирует вертикальную вибрацию образца (стрелка с условным номером 4) типа мембраны, которую вызывает движение лопастей 1, 2 и 3 (фиксированное вертикальное положение) над поверхностью образца, имеющего крепирование/тиснение, аналогично движению иглы звукозаписывающего устройства над записываемой пластинкой.
Частота вибрации зависит от размеров структуры (крепирования/тиснения) и скорости вращения лопасти. Амплитуда вибрации зависит от высоты структуры.
Первый пик в спектре представляет собой гладкость/шероховатость и называется «пик гладкости/шероховатости TS750». Ему соответствует ощущаемая гладкость/шероховатость: чем мягче материал, тем меньше воздействие шероховатости на ощущение при прикосновении.
(b) Возбуждение горизонтальных вибраций самих лопастей (резонансная частота составляет приблизительно 6500 Гц), вызванных мгновенным блокированием и откидыванием лопастей волокнами при перемещении по поверхности: соответствующая часть спектра называется «пик мягкости TS7» (при 7000 Гц), причем частота является постоянной (в зависимости от материала и геометрии), но отклонение определяют мягкость/твердость волокон (жесткость отдельных волокон) и структура материала (объем, связывание волокон). Высота этого пика TS7 коррелирует с действительной мягкостью материала. Фиг. 15 иллюстрирует участок изображения для пика TS7 под условным номером 5 и участок изображения для пика TS750 под условным номером 6 для образца 7.
На второй стадии измерения ротор прилагает к образцу определенную нагрузку в течение трех циклов в вертикальном направлении. Фиг. 16 иллюстрирует приложение силы. На стадии (i) F составляет 100 мН, и на стадии (ii) постоянная сила F составляет 600 мН. Измеренная деформация D коррелирует с жесткостью материала.
Три параметра, в том числе мягкость TS7, гладкость TS750 и жесткость D, объединяются вместе с калибром (толщиной), поверхностной плотностью и числом слоев согласно различным алгоритмам, и получается значение ощущения при прикосновении HF=f(TS7, TS750, D, толщина, поверхностная плотность, число слоев). Математические уравнения можно составлять таким образом, чтобы результаты коррелировали с некоторыми наблюдениями. Стандартные алгоритмы для каждого материала (основная тонкая бумага, туалетная бумага, косметическая салфетка) выпускает производитель прибора.
Многослойные материалы A и B анализировали согласно приведенным выше описаниям, используя оборудование TSA, поставляемое компанией EMTEC. Исследования осуществляли в соответствии с инструкциями для оборудования EMTEC.
Ниже представлена таблица с основными результатами измерений методом TSA.
Как можно видеть из этих результатов, деформация D является выше в случае многослойного материала A. Многослойный материал B проявляет более высокое сопротивление к приложенной силе и в меньшей степени деформируется под нагрузкой.
Величина TS750 является значительно выше в случае многослойного материала B, что может объясняться тем, что данный материал имеет более высокую ощущаемую жесткость, чем многослойный материал A.
Величины TS7 являются близкими для многослойных материалов A и B, но несколько ниже в случае многослойного материала A. Оба многослойных материала включают одинаковые слои нетканых материалов.
Алгоритм Facial II, разработанный для материалов косметических салфеток, использовали для корреляции данных TSA со значениями ощущения при прикосновении, и образец A оказался приблизительно на 5 единиц мягче, чем образец B по стобалльной шкале.
Результаты показывают, что многослойный материал A согласно настоящему изобретению является мягче и имеет более гладкую структуру поверхности, чем многослойный материал B предшествующего уровня техники.
Настоящее изобретение описано выше исключительно посредством примера, и следует понимать, что настоящее изобретение можно изменять многочисленными способами в пределах объема прилагаемой формулы изобретения.

Настоящее изобретение предлагает эластичный многослойный материал, включающий первый нетканый слой, второй нетканый слой и множество эластичных нитей, расположенных параллельно друг другу между вышеупомянутыми первым и вторым неткаными слоями, и способ изготовления такого многослойного материала. Эластичный многослойный материал включает эластичные нити (412; 4120), которые являются растянутыми и индивидуально покрытыми клеем. Первый и второй нетканые слои прикреплены к растянутым эластичным нитям (412; 4120), образуя гофрированный эластичный многослойный материал (1200), когда эластичные нити (412; 4120) расслаблены. По меньшей мере, один из нетканых слоев прикреплен к нитям (412; 4120) в отдельных точках клеевого соединения (4122) в повторяющемся заданном рисунке в продольном направлении нитей (412; 4120), образуя заданный рисунок гофрирования, и в нетканых слоях клей по существу отсутствует, за исключением точек клеевого соединения (4122), где слои прикрепляются к эластичным нитям (412; 4120). 3 н. и 11 з.п. ф-лы, 18 ил., 2 табл.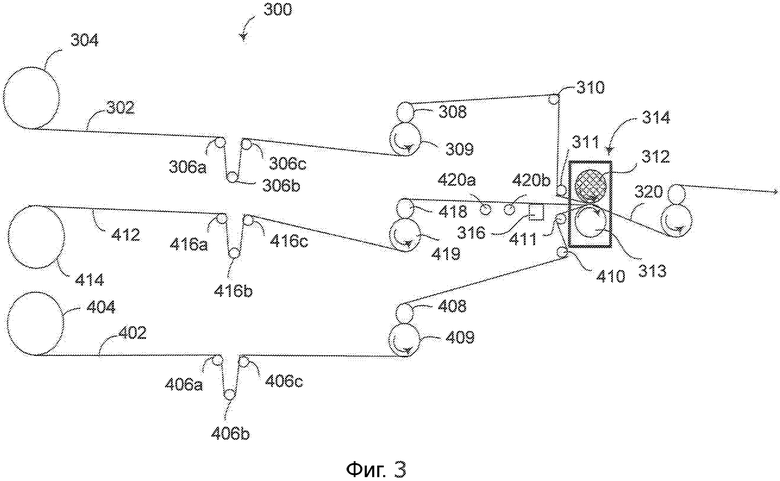
1. Эластичный многослойный материал, включающий первый нетканый слой, второй нетканый слой и множество эластичных нитей, расположенных параллельно друг другу между вышеупомянутыми первым и вторым неткаными слоями, отличающийся тем, что:
- эластичные нити (412; 4120) являются растянутыми и индивидуально покрытыми клеем, и первый и второй нетканые слои прикрепляются к растянутым эластичным нитям (412; 4120), образуя гофрированный эластичный многослойный материал (1200), когда эластичные нити (412; 4120) расслаблены, причем
- по меньшей мере, один из нетканых слоев прикреплен к нитям (412; 4120) в отдельных точках клеевого соединения (4122) в повторяющемся заданном рисунке в продольном направлении нитей (412; 4120), образуя заданный рисунок гофрирования, и
- в нетканых слоях клей по существу отсутствует за исключением точек клеевого соединения (4122), где слои прикрепляются к эластичным нитям (412; 4120).
2. Эластичный многослойный материал по п. 1, отличающийся тем, что многослойный материал (1200) является эластичным в продольном направлении нитей (412; 4120), и заданный рисунок гофрирования пересекает направление эластичных нитей (412; 4120) под углом α, составляющим, по меньшей мере, 45°, предпочтительнее, по меньшей мере, 60°, еще предпочтительнее, по меньшей мере, 80° и наиболее предпочтительно, по меньшей мере, 85° к направлению эластичных нитей (412; 4120).
3. Эластичный многослойный материал по п. 1 или 2, отличающийся тем, что заданный рисунок гофрирования включает прямые линии или волнообразные линии в направлении, перпендикулярном направлению эластичных нитей.
4. Эластичный многослойный материал по п. 3, отличающийся тем, что первый и/или второй нетканый слой содержат изготовленный аэродинамическим способом из расплава или фильерный, или гидросплетенный фильерный нетканый слой.
5. Эластичный многослойный материал по п. 1 или 2,
отличающийся тем, что первый и/или второй нетканые слои содержат изготовленный аэродинамическим способом из расплава или фильерный, или гидросплетенный фильерный нетканый слой.
6. Способ изготовления эластичного многослойного материала в процессе ламинирования, согласно которому:
i. подают первое нетканое полотно (302) в процесс ламинирования;
ii. подают второе нетканое полотно (402) в процесс ламинирования;
iii. параллельно вводят множество эластичных нитей (412) в процесс ламинирования;
iv. растягивают эластичные нити (412);
v. индивидуально покрывают эластичные нити (412) клеем;
vi. соединяют первое и второе нетканые полотна (302; 402) и растянутые покрытые клеем эластичные нити (412) друг с другом;
vii. сжимают первое и второе нетканые полотна (302; 402) и растянутые покрытые клеем эластичные нити (412) вместе посредством, по меньшей мере, одного прижимного устройства (314), содержащего первое прижимное приспособление (312) и второе прижимное приспособление (313), для формирования многослойного материала, при этом, по меньшей мере, первое прижимное приспособление (312) имеет заданный поверхностный рисунок, чтобы образовывать отдельные точки клеевого соединения (4122) в повторяющемся заданном рисунке в продольном направлении эластичных нитей (412); и
viii. расслабляют эластичные нити в сформированном многослойном материале для образования гофрированного эластичного многослойного материала с заданным рисунком гофрирования.
7. Способ по п. 6, согласно которому эластичные нити (412) покрывают посредством щелевого покрытия.
8. Способ по п. 6 или 7, согласно которому, по меньшей мере, первое прижимное приспособление (312; 812; 1012) имеет структуру поверхности в виде выступающих прямолинейных линий.
9. Способ по п. 8, согласно которому, по меньшей мере, первое прижимное приспособление (312; 912) имеет структуру поверхности в виде выступающих волновых линий.
10. Способ по п. 8, согласно которому, по меньшей мере, первое прижимное приспособление (312; 812; 912) представляет собой прижимной валик.
11. Способ по п. 6 или 7, согласно которому, по меньшей мере, первое прижимное приспособление (312; 912) имеет структуру поверхности в виде выступающих волновых линий.
12. Способ по п. 6 или 7, согласно которому, по меньшей мере, первое прижимное приспособление (312; 812; 912) представляет собой прижимной валик.
13. Абсорбирующее изделие, содержащее эластичный многослойный материал по любому из пп. 1-5.
14. Абсорбирующее изделие по п. 13, в котором эластичный многослойный материал содержится в области талии и/или в области бедер абсорбирующего изделия.
| US 2003089447 A1, 15.05.2003 | |||
| US 2004158217 A1, 12.08.2004 | |||
| US 2001030014 A1, 18.10.2001 | |||
| US 2005013975 A1, 20.01.2005. |

