Область техники, к которой относится изобретение
Настоящее изобретение относится к способам производства многослойных эластомерных ламинатов и связано с многослойными эластомерными ламинатами. В специфических вариантах осуществления изобретение относится к таким ламинатам в виде полос и способам производства таких ламинатов в виде полос.
Уровень техники, к которой относится изобретение
Эластомерные материалы долгое время высоко ценились за их способность растягиваться, садясь поверх или вокруг большего по размерам объекта, и затем сокращаться, обеспечивая облегающую посадку вокруг объекта. Это качество высоко ценилось веками.
В последние годы синтетические полимерные эластомерные материалы дополнили или заменили натуральный каучук. Соединения, такие как полиуретан, блоксополимеры стирола, этиленпропиленовые каучуки и другие синтетические полимерные эластомеры хорошо известны в данной области.
Эластомерные материалы могут принимать множество форм. Эластомерам можно придать форму в виде нитей, шнуров, лент, пленок, тканей и других разнообразных видов. Форма и структура эластомерного материала регулируется предназначенным конечным использованием продукта. Например, эластомеры часто используют в одежде для обеспечения облегающего прилегания, такого как при активном ношении. Эластомеры могут также образовывать эластичные, но эффективные барьеры, такие как манжеты, на термической одежде, предназначенные сохранять тепло тела. В этих применениях эластомеры наиболее часто существуют в виде нитей или филаментов, которые вводят в ткань одежды.
Одним примером типа одежды, для которой важны как прилегание, так и барьерные свойства, является гигиеническая продукция, такая как памперсы. Эластомерные материалы применяют на талии, вокруг отверстий для ног, на крыльях или в застежках, например, в памперсе или в одежде типа кальсон. Эластомерные материалы в этих областях улучшают общее прилегание одежды и делают более легкой как надевание, так и снимание одежды. Эластомерные материалы также действуют как эластичные барьеры, улучшая герметичную способность одежды наряду с тем, что еще допускают комфорт и свободное движение для того, кто ее носит.
В гигиенической продукции эластомеры могут находиться в виде нитей, тканей или пленок. Применение эластомерных нитей ставит сложную задачу сборки одежды, поскольку нити должны использоваться как один компонент из множества в производственном процессе. Эти нити могут также быть слабыми и имеют обыкновение рваться, что может привести к дефектам в эластичном изделии, даже если присутствует избыточное количество нитей. С эластомерными тканями отчасти легче работать в производственном процессе, но ткани сами по себе проявляют устойчивую тенденцию к подорожанию как в отношении сырья, так и в отношении стоимости производства самой ткани. Эластомерные пленки обычно легче использовать для производства, чем нити, и они менее дороги в производстве, чем эластомерные ткани. Эластомерные пленки также прочнее, чем нити или ткани, и они с меньшей вероятностью рвутся при использовании.
Однако недостаток полимерных пленок заключается в том, что полимеры, применяемые для создания пленок, в действительности являются клейкими или липкими. Это частично верно для эластомерных полимеров, содержащих блоксополимеры стирола, такие как блоксополимер стирол-бутадиен-стирол. Когда эластомерные пленки, изготовленные из этих полимеров, экструдируют и сматывают в рулон, пленка будет слипаться сама с собой или «слеживаться», тем самым делая трудным или невозможным разматывание. Рулон слежавшейся пленки нельзя размотать с нормальными производственными скоростями без разрывов и раздирания на клочки, в случаях крайней слеживаемости пленку просто нельзя размотать совсем. Слеживаемость становится более явной, когда пленка стареет или хранится во влажной среде, такой как внутри склада для длительного хранения или при транспортировке.
Для разрешения проблемы слеживаемости эластомерных пленок предпринималось множество попыток. Внутрь пленки можно ввести антиадгезивы, которые обычно представляют собой порошкообразные неорганические материалы, такие как диоксид кремния или тальк. Однако антиадгезивы должны добавляться в больших количествах для снижения слеживаемости до приемлемого уровня, и эти высокие уровни антиадгезива являются губительными для эластомерных свойств пленки. Другим средством уменьшения слеживаемости является создание шероховатой поверхности у пленки, такой как тиснение пленки, которое уменьшает контакт поверхность-поверхность в свернутой пленке и привносит мельчайшие воздушные карманы, которые помогают уменьшить слеживаемость. К сожалению, это приводит к созданию более тонких, слабых зон в пленке, которые затем подвергаются разрыву и разрушению, когда пленку растягивают. Другим средством уменьшения блокирования является введение физического барьера, такого как удаляемая прокладка, в рулон между слоями свернутой пленки. Удаляемую прокладку затем убирают, когда рулон пленки разматывают для дальнейшей обработки. Однако удаляемую прокладку обычно выбрасывают, создавая отходы и значительные дополнительные расходы для производителя. Еще другим средством уменьшения слеживаемости эластомерной пленки является совместная экструзия тонких внешних слоев, также называемых «обшивками» или «покровными слоями», не слеживающегося полимера на поверхность эластомерной пленки. Походящими не слеживающимися полимерами для таких обшивок являются полиолефины, такие как полиэтилен или полипропилен. Это является относительно эффективным для предотвращения слеживаемости, но когда эластомерную пленку растягивают (или «активируют»), слои обшивки, которые обычно не являются эластомерными, будут растягиваться и деформироваться, так как полимер обшивки не может эффективно сокращаться. Это создает неровную поверхностную текстуру на пленке, которая может быть нежелательной. Обеспечение таких слоев обшивки также может увеличить сложность производственного процесса и стоимость эластомерной пленки.
Экструзии ламината эластомерной пленки и нетканого материала раскрыты в патенте США № 5477172 (Wu'172) с переуступленным правом, который введен в данное описание посредством ссылки. Присутствие нетканого материала на одной или обеих поверхностях эластомерной пленки является эффективным в предотвращении слеживаемости в рулонах и создает эластомерный ламинат с превосходными свойствами растягивания-сокращения.
Однако во многих применениях эластомерный ламинат должен быть присоединен к основе другого изделия. Например, эластомерная тесемочная полоска с клеевым слоем памперса должна быть присоединена к ходовой части подгузника с одной стороны и к приспособлению для застегивания (клейкая лента или застежка на крючках) с другой стороны. В этих местах соединения тесемочная полоска с клеевым слоем подгузника не нуждается в эластомерных свойствах. Аналогично манжете на запястье не нужно быть эластомерной в том месте, где манжета присоединяется к рукаву. Эластомерные полимеры являются дорогими и введение эластомерных материалов в зоны, которым не требуется обладать эластомерными свойствами, является расточительным и представляет собой излишнюю статью расходов для производителя.
Остается потребность в средствах эффективного производства эластомерной пленки, которую можно сворачивать в рулоны и хранить без слеживания. Такая пленка не должна иметь худшие эластомерные свойства, не должна создавать чрезмерные отходы и производственные затраты и должна давать привлекательную приятную поверхностную текстуру после активации. Очевидно, что эластомерная пленка с такими свойствами превосходила бы многочисленные традиционные материалы.
Сущность изобретения
В одном варианте осуществления настоящее изобретение направлено на способ формирования многослойного эластомерного ламината. Способ включает ламинирование эластомерной пленкой первой подложки для образования полотна ламината, имеющего поверхность эластомерной пленки, затем продольное разрезание полотна ламината для образования полос ламината. По меньшей мере, одну полосу ламината соединяют по поверхности эластомерной пленки со второй подложкой, имеющей ширину, большую, чем ширина полосы ламината, для образования многослойного эластомерного ламината.
В другом варианте осуществления настоящее изобретение направлено на способ формирования многослойного эластомерного ламината. Способ включает ламинирование эластомерной пленкой первой подложки для образования полотна ламината, имеющего поверхность эластомерной пленки, затем продольную резку ламинированной ткани для образования полос ламината. Множество разделенных промежутками полос ламината соединяют по поверхности их эластомерной пленки со второй подложкой, имеющей ширину, большую, чем общая ширина полос ламината, для образования множества многослойных эластомерных ламинатов. Эти разделенные промежутками многослойные эластомерные ламинаты можно продольно нарезать на множество ламинатов.
В еще одном варианте осуществления настоящее изобретение направлено на способ формирования многослойного эластомерного ламината. Способ включает заготовку полос полотна ламината, содержащих эластомерную пленку, связанную с первой подложкой, в которых эластомерная пленка и подложка имеют существенно одинаковую ширину и в которых полоса ламината имеет эластомерную поверхность. Одна полоса ламината или множество полос ламината связаны по поверхности эластомерной пленки со второй подложкой, имеющей ширину, большую, чем ширина полосы ламината или общая ширина множества полос ламината, для формирования одного или множества многослойных эластомерных ламинатов. Множество отстоящих друг от друга многослойных эластомерных ламинатов можно продольно нарезать на множество ламинатов.
В еще одном варианте осуществления настоящее изобретение направлено на многослойный эластомерный ламинат. Этот ламинат содержит полосу эластомерной пленки, соединенную одной стороной поверхности пленки с первой подложкой, где полоса эластомерной пленки и первая подложка имеют в основном одинаковую ширину. Эта полоса эластомерной пленки связана другой стороной поверхности пленки со второй подложкой, где второй подложка имеет большую ширину, чем полоса эластомерной пленки.
Согласно изобретению заявляется способ формирования многослойного эластомерного ламината для одежды и гигиенической продукции, при котором а) ламинируют эластомерную пленку на первую подложку для образования полотна ламината, имеющего поверхность эластомерной пленки, причем эластомерная пленка содержит эластомерный полимер, выбираемый из группы, состоящей из блоксополимеров винил арилена и сопряженных диеновых мономеров, натуральных каучуков, полиуретановых каучуков, полиэфирных каучуков, эластомерных полиолефинов, эластомерных полиамидов и их смесей, а первая подложка выполнена из полимерной пленки, нетканого полотна, бумажного изделия, тканого полотна, трикотажного полотна, грубого холста, сетчатого материала или их комбинации, b) разрезают полотно ламината для образования полос ламината; и с) соединяют поверхность эластомерной пленки, по меньшей мере, одной полосы ламината со второй подложкой, имеющей ширину, большую, чем ширина полосы ламината для формирования многослойного эластомерного ламината, причем вторая подложка выполнена из полимерной пленки, нетканого полотна, бумажного изделия, тканого полотна, трикотажного полотна, грубого холста, сетчатого материала или их комбинации.
Предпочтительно стадия соединения представляет собой соединение поверхностей эластомерных пленок множества отстоящих друг от друга полос ламината со второй подложкой, имеющей ширину, большую, чем общая ширина полос ламината для формирования множества многослойных эластомерных ламинатов.
Согласно изобретению заявляется способ формирования многослойного эластомерного ламината для одежды и гигиенической продукции, при котором а) обеспечивают полосы полотна ламината, содержащего эластомерную пленку, соединенную с первой подложкой, при этом эластомерная пленка и подложка имеют по существу одинаковую ширину, причем полоса ламината имеет эластомерную поверхность, причем эластомерная пленка содержит эластомерный полимер, выбираемый из группы, состоящей из блоксополимеров винил арилена и сопряженных диеновых мономеров, натуральных каучуков, полиуретановых каучуков, полиэфирных каучуков, эластомерных полиолефинов, эластомерных полиамидов и их смесей, а первая подложка выполнена из полимерной пленки, нетканого полотна, бумажного изделия, тканого полотна, трикотажного полотна, грубого холста, сетчатого материала или их комбинации; и b) соединяют поверхность эластомерной пленки полосы ламината или поверхности эластомерной пленки множества полос ламината со второй подложкой, имеющей ширину, большую, чем ширина полосы ламината или общая ширина множества полос ламината для образования одного или множества многослойных эластомерных ламинатов соответственно, причем вторая подложка выполнена из полимерной пленки, нетканого полотна, бумажного изделия, тканого полотна, трикотажного полотна, грубого холста, сетчатого материала или их комбинации.
Предпочтительно многослойный эластомерный ламинат активируют, для того чтобы сделать многослойный эластомерный ламинат растягиваемым и сокращаемым.
Предпочтительно многослойный эластомерный ламинат активируют посредством постепенно увеличивающегося растягивания.
Предпочтительно эластомерная пленка представляет собой смесь эластомерных полимеров и полистирола с высокой ударопрочностью.
Предпочтительно эластомерная пленка представляет собой многослойную эластомерную пленку.
Предпочтительно стадия ламинирования включает нанесение первой подложки, содержащей несвязанные волокна, на эластомерную пленку.
Предпочтительно способ дополнительно включает выполнение отверстий в многослойном эластомерном ламинате.
Предпочтительно способ дополнительно включает сматывание многослойного эластомерного ламината в рулон.
Предпочтительно способ дополнительно включает складывание фестонами многослойного эластомерного ламината в контейнер для хранения.
Предпочтительно множество полос ламината разделяют друг от друга при помощи расстилочного устройства перед стадией соединения.
Предпочтительно вторую подложку продольно нарезают между соседними отстоящими друг от друга полосами ламината для образования множества полос многослойного эластомерного ламината.
Предпочтительно вторую подложку продольно нарезают для образования полосы многослойного эластомерного ламината, при этом вторая подложка выходит за пределы эластомерной пленки и первой подложки с одной стороны полосы многослойного эластомерного ламината.
Предпочтительно вторую подложку продольно нарезают для образования полос многослойного эластомерного ламината, при этом вторая подложка выходит за пределы эластомерной пленки и первой подложки с обеих сторон полосы многослойного эластомерного ламината.
Согласно изобретению заявляется многослойный эластомерный ламинат для одежды и гигиенической продукции, содержащий полосу эластомерной пленки, соединенную на одной поверхности пленки с первой подложкой, причем полоса эластомерной пленки и первая подложка имеют по существу одинаковую ширину, при этом полоса эластомерной пленки соединена на другой поверхности пленки со второй подложкой, причем вторая подложка имеет ширину, большую, чем полоса эластомерной пленки, причем эластомерная пленка содержит эластомерный полимер, выбираемый из группы, состоящей из блоксополимеров винил арилена и сопряженных диеновых мономеров, натуральных каучуков, полиуретановых каучуков, полиэфирных каучуков, эластомерных полиолефинов, эластомерных полиамидов и их смесей, причем первая подложка выполнена из полимерной пленки, нетканого полотна, бумажного изделия, тканого полотна, трикотажного полотна, грубого холста, сетчатого материала или их комбинации, а вторая подложка выполнена из полимерной пленки, нетканого полотна, бумажного изделия, тканого полотна, трикотажного полотна, грубого холста, сетчатого материала или их комбинации.
Предпочтительно многослойный эластомерный ламинат является растягиваемыми и сокращаемыми.
Предпочтительно многослойный эластомерный ламинат растягивают с определенным шагом.
Предпочтительно эластомерная пленка содержит смесь эластомерных полимеров и полистирола с высокой ударопрочностью.
Согласно изобретению заявляется изделие, содержащее вышеуказанный ламинат в виде компонента одежды, пояса, манжеты на ноге, манжеты на запястье, манжеты на лодыжке, тесемочной петли, заушного крепежа в гигиеническом приспособлении, эластичной вставки или бандажа.
Дополнительные варианты осуществления изобретения будут очевидны, принимая во внимание следующее подробное описание изобретения.
Краткое описание чертежей
Изобретение будет понято более полно, принимая во внимание чертежи, на которых:
Фиг.1 является схематическим представлением одного варианта осуществления способа по изобретению, включающего способ экструзионного ламинирования;
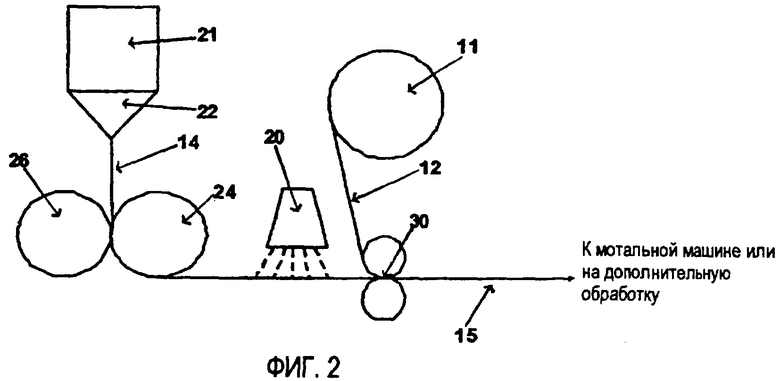
Фиг.2 является схематическим представлением другого варианта осуществления способа по изобретению, включающего способ клеевого ламинирования;
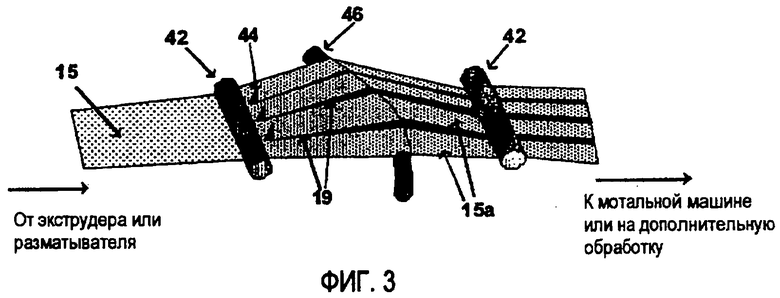
Фиг.3 является схематическим представлением варианта осуществления способа по изобретению, включающего способ продольного разрезания и разделения полос ламината;
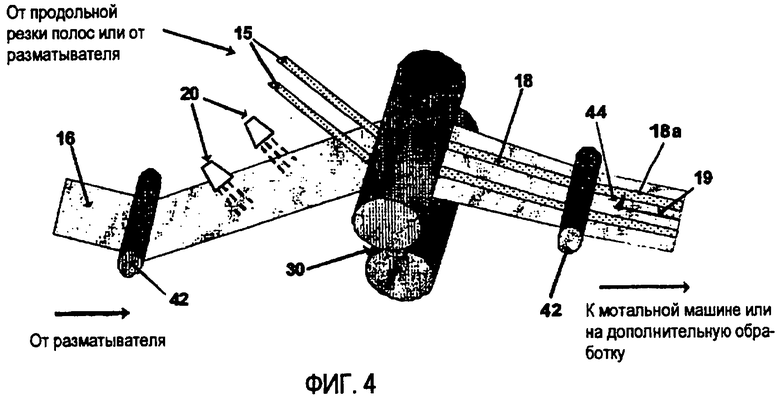
Фиг.4 является схематическим представлением другого варианта осуществления способа по изобретению, включающего способ клеевого ламинирования для формирования многослойного эластомерного ламината;
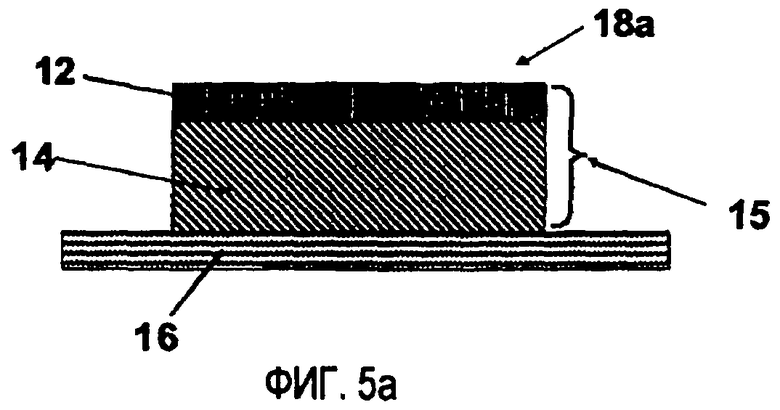
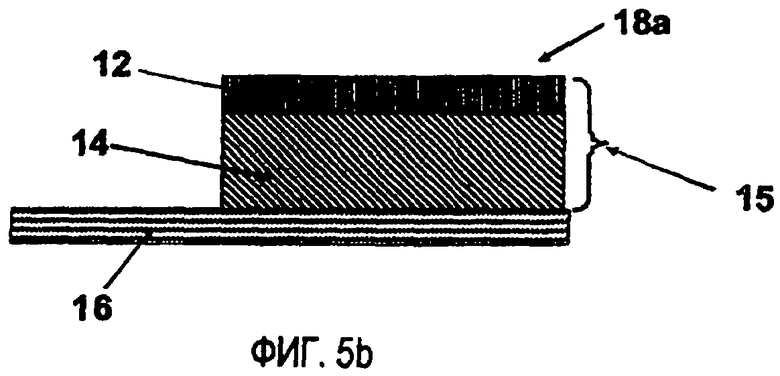
Фиг.5а и 5b схематически иллюстрируют два примера многослойного эластомерного ламинированного материала по изобретению; и
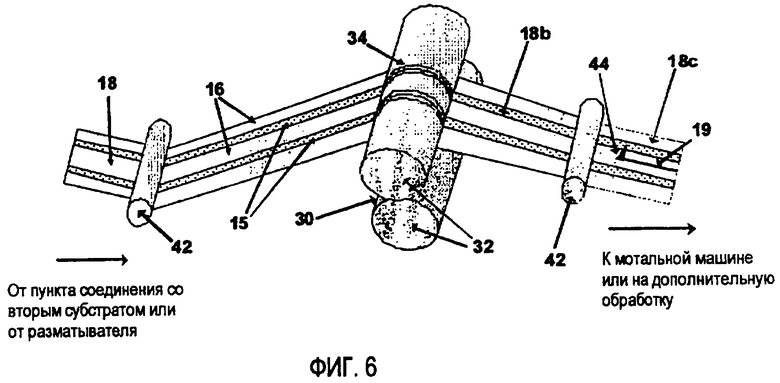
Фиг.6 является схематическим представлением другого варианта осуществления способа по изобретению, включающего способ активирования многослойного эластомерного ламината.
Подробное описание изобретения
Изобретатели установили, что экструдирование или ламинирование эластомерной пленки на не эластомерный материал подложки, такой как спанбонд, кардованное или полученное аэродинамическим способом из расплава нетканое полотно или бумажные изделия, такие как ткань, может устранять слеживаемость в рулоне или снизить ее до приемлемого уровня. Средства ламинирования подложки, например из нетканых материалов, эластомерной пленкой известны и могут легко делаться поточно, требуя только добавления разматывателя для доставки нетканого материала к линии экструзии пленки. Изобретатели также продемонстрировали, что нетканый материал не требуется удалять с пленки в ходе последующей обработки и нетканый материал не влияет на активирование эластомерной пленки. Нетканый материал также придает эластомерной пленке приятную, тканеподобную поверхность, которая является наиболее привлекательной, когда пленку используют в изделиях, контактирующих с кожей, таких как памперсы и предметы гигиены. В зависимости от природы нетканого материала в ламинате прочностные свойства (такие как прочность на разрыв) эластомерного ламината можно также улучшить по сравнению со свойствами одной только эластомерной пленки.
В одном варианте осуществления настоящее изобретение является новым способом производства эластомерного пленочного ламината, который устойчив к слеживаемости в рулоне. Ламинат, производимый по этому способу, обладает сравнимыми или улучшенными эластомерными и прочностными свойствами по сравнению с неламинированной пленкой, он является легким и недорогим в производстве, отсутствуют излишнее количество отходов, и получающийся в результате продукт можно легко активировать, преобразовывать или же вводить в дополнительные производственные стадии.
Для целей этого раскрытия ниже перечисленные термины определены следующим образом.
«Пленка» относится к непрерывному или существенно непрерывному листовому материалу, где размеры материала по х (длина) и у (ширина) направлениям являются существенно большими, чем размер по z (толщина). Пленка обладает толщиной в направлении z в диапазоне приблизительно от 1 мкм до 1 мм.
«Эластомерный» или «эластомер» относится к полимерным материалам, которые можно растягивать, по меньшей мере, на 150% от их первоначального размера и которые затем сокращаются до не более чем 120% от их первоначального размера в направлении прикладывания растягивающей силы. Например, эластомерная пленка длиной 10 см будет растянута, по меньшей мере, приблизительно до 15 см под действием растягивающей силы и затем сократится до не более чем 12 см при устранении растягивающей силы.
«Ламинат» относится к слоистой структуре пластинчатого материала, скомпонованного и соединенного так, что слои являются существенно одинаковыми по протяженности вдоль ширины наиболее узкого места ламината. Слои могут содержать пленки, ткани или другие материалы в виде листа или их комбинации. Например, ламинат может представлять собой структуру, содержащую слой пленки и слой ткани, соединенные вместе вдоль их ширины так, чтобы два слоя оставались соединенными как единый лист при обычном использовании. Ламинатом можно также называть композит или материал с покрытием. «Ламинировать» относится к способу, при помощи которого формируют такие слоистые структуры.
«Активация» или «активирование» относятся к способу, посредством которого эластомерную пленку или ламинат делают легким в растягивании. Наиболее часто активация является физической модификацией или деформацией эластомерной пленки. Растягивание пленки первый раз является одним способом активирования пленки. Эластомерный материал, который подвергли активации, называют «активированным». Обычным примером активации является надувание воздушного шара. Первый раз, когда надувают воздушный шар («активируют»), материал, из которого изготовлен воздушный шар, растягивается. Если материал, из которого изготовлен воздушный шар, трудно растянуть, человек, который надувает воздушный шар, станет многократно вручную растягивать ненадутый воздушный шар для того, чтобы облегчить надувание. Если надутый воздушный шар сдуть и затем надуть снова, «активированный» воздушный шар станет намного легче надуть.
«Продольное разрезание» относится к способу нарезания полотна, такого как пленка, ткань, композит или ламинат на полосы. Продольную резку можно выполнить любым известным способом, включая ножи, нагретые лезвия, резально-штапелирующие пилы, перпендикулярные дисковые пилы, струи воды и лазеры.
«Отстоящие друг от друга» относится к множеству (2 или более) полос материалов, подобных полотну, которые находятся в такой конфигурации, в которой полосы являются в основном параллельными друг другу, оставляя промежуток или пространство между краями соседних полос. Этот промежуток или пространство должно быть достаточно большим, чтобы полосы не соприкасались и не перекрывались друг с другом. Для целей этого изобретения промежуток или пространство между разделенными промежутками полосами может быть любым подходящим расстоянием и в одном не ограничивающем варианте осуществления равно приблизительно от 1 мм до 3 м ширины.
Эластомерная пленка по изобретению содержит любой экструдируемый эластомерный полимер. Примеры таких эластомерных полимеров включают блоксополимеры винил арилена и сопряженных диеновых мономеров, натуральные каучуки, полиуретановые каучуки, полиэфирные каучуки, эластомерные полиолефины, эластомерные полиамиды и т.п. Эластомерная пленка может также содержать смесь двух или нескольких эластомерных полимеров вышеописанного типа. Предпочтительными эластомерными полимерами являются блоксополимеры винил арилена и сопряженных диеновых мономеров, такие как АВ, АВА, АВС или АВСА блоксополимеры, в которых сегменты А содержат арилены, такие как полистирол, и сегменты В содержат диены, такие как бутадиен, изопрен или этилен бутадиен. Эти блоксополимеры доступны для приобретения у производителя полимеров под такой маркой, как KRATON® или Dexco™.
Эластомерная пленка может содержать другие компоненты для модификации свойств пленки, помогающие при обработке пленки или модифицирующие внешний вид пленки. Например, полимеры, такие как гомополимер полистирола, можно смешать с эластомерным полимером в пленке для того, чтобы придать пленке жесткость и улучшить прочностные свойства пленки. В одном варианте осуществления гомополимер полистирола включали в эластомерную пленку в количестве приблизительно от 10 до 35 вес.% по массе пленки. Полимеры, снижающие вязкость, и пластификаторы можно добавить в качестве технологических добавок. Другие добавки, такие как пигменты, красители, антиоксиданты, антистатики, добавки против слеживаемости, агенты для улучшения скольжения, пенообразователи, тепло- и светостабилизаторы и неорганические и/или органические наполнители, можно добавить к эластомерной пленке в обычных количествах по желанию. Кроме того, поверхность эластомерной пленки можно необязательно обработать перед ламинированием. Такими поверхностными обработками могут быть, например, припудривание поверхности порошком; покрывание поверхности жидкостью, суспензией, покрытием, наносимым методом экструзии или другим таким покрытием; обработка поверхности энергией, такая как обработка коронным разрядом, пламенем или плазмой и/или другие известные способы обработки поверхности.
Эластомерная пленка, используемая в способах и ламинатах этого изобретения, может содержать один слой пленки, содержащей эластомерный полимер. Патентуемая эластомерная пленка может также содержать многослойную пленку. Каждый слой многослойной эластомерной пленки может содержать эластомерные полимеры или слои могут включать либо эластомерные, либо термопластические, либо неэластомерные полимеры, или по одиночке, или в комбинации, в каждом слое. Единственным ограничением является то, что, по меньшей мере, один слой многослойной эластомерной пленки должен содержать эластомерный полимер и многослойная эластомерная пленка целиком должна быть эластомерной пленкой. Если эластомерная пленка является многослойной и один или несколько слоев содержат неэластомерный полимер, предпочтительно, чтобы неэластомерный полимер содержал эластичный полимер.
Любой способ, образующий пленку, можно использовать для изготовления эластомерной пленки. В специфическом варианте осуществления способ экструзии, такой как экструзия отливом или экструзия аэродинамическим способом из расплава, используют для формирования пленки. Такие способы являются хорошо известными. Эластомерная пленка может также существовать в виде многослойной пленки. Совместная экструзия многослойных пленок посредством процессов литья или выдувания является также хорошо известной. Другие способы, образующие пленку, также можно использовать по желанию.
Эластомерную пленку ламинируют на первую подложку для образования полотна ламината. В одном не ограничивающем варианте осуществления первая подложка представляет собой нетканое волокнистое полотно. Множество определений предлагалось для нетканого волокнистого полотна. Волокна обычно являются штапельными волокнами или протяженными нитями. Как использовано здесь, «нетканое волокнистое полотно», «нетканая ткань», «нетканый материал» и «нетканый» используют в общем значении для определения обычно плоской структуры, которая является относительно ровной, гибкой и пористой и состоит из штапельных волокон или протяженных нитей. Обычно такие нетканые материалы создают фильерным способом, кардованием, влажным способом изготовления бумаги верже, воздушным способом изготовления бумаги верже или получают аэродинамическим способом из расплава. Подходящие нетканые материалы могут включать, но не ограничиваться, однокомпонентные, двухкомпонентные или многокомпонентные волокна полиэтилена, полипропилена, полиэфиров, вискозы, целлюлозы, найлона и смеси таких волокон. Нетканые материалы, содержащие волокна эластомерных материалов, таких как полиуретаны, полиизопрены, блоксополимеры полистирола и их смеси, также пригодны для настоящего изобретения. Бумажные изделия, такие как ткани или тканеподобные изделия, содержащие волокна на основе целлюлозы или целлюлозные волокна, формируемые на подстилке, рассматривают как нетканые волокнистые полотна или нетканые материалы, которые подпадают под рамки данного изобретения. Нетканые материалы могут содержать волокна, которые являются гомогенными структурами или включают двухкомпонентные структуры, такие как структуры типа оболочка/ядро, структуры, где компоненты расположены параллельно друг другу, структуры типа острова в море и другие известные двухкомпонентные конфигурации. Для детального описания нетканых материалов см. "Nonwoven Fabric Primer and Reference Sampler" by Е.A.Vaughn, Association of the Nonwoven Fabrics Industry, 3d Edition (1992). Такие нетканые волокнистые полотна обычно имеют массу приблизительно от 5 грамм на квадратный метр (г/м2) до 75 г/м2. Для целей настоящего изобретения нетканый материал может быть очень легким с основной массой приблизительно от 5 до 20 г/м2 или с любой другой основной массой, которая является адекватной для предотвращения слеживаемости в рулоне, когда ламинируют желаемую эластомерную пленку. Однако более тяжелые нетканые материалы с основной массой приблизительно от 20 до 75 г/м2 могут быть желательны для того, чтобы достичь определенных свойств, таких как приятная тканеподобная текстура, в получающемся в результате ламинате или продукте конечного пользования.
Также в рамки этого изобретения входят другие типы подложек, такие как тканые полотна, трикотажные полотна, грубые холсты, сетчатый материал и прочее. Эти материалы, несомненно, можно использовать в качестве защитного слоя, который предотвращает эластомерную пленку от слеживаемости в рулоне. Однако из-за стоимости, доступности и легкости производства нетканые материалы обычно являются предпочтительными для ламинатов в патентуемом способе.
Кроме того, любой процесс, по которому волокна наносят на поверхность эластомерной пленки, так чтобы волокна прилипали к эластомерной пленке и образовывали волокнистую или тканеподобную поверхность, следует рассматривать как процесс, по которому формируется нетканый материал, что подпадает под рамки изобретения. Одним примером такого процесса нанесения волокна является нанесение флока. Другим примером такого процесса нанесения волокна является изготовление волокна на месте фильерным способом или аэродинамическим способом из расплава и нанесение этих волокон непосредственно на пленку.
Эластомерную пленку и первую подложку, содержащую, например, нетканый материал, ламинируют любым известным способом, таким как экструзионное ламинирование, клеевое ламинирование, термическое ламинирование, ультразвуковое ламинирование и другими методами ламинирования, известными в данной области.
Одним вариантом осуществления способа ламинирования является экструзионное ламинирование, проиллюстрированное на Фиг.1. Эластомерную пленку 14 плавят и выдавливают из экструдера 21 через пленкообразующий трафарет 22 и прокапывают в пространство между показанными на чертеже металлическим валиком 24 и обрезиненным валиком 26. Металлический валик можно охладить для быстрого остывания расплавленной полимерной пленки. Металлический валик 24 можно также гравировать узором для тиснения, если такой узор желателен на получающейся в результате пленке. Нетканый материал 12 разматывают из рулона 11 и также вводят в зазор между металлическим и обрезиненным валиками. Пленку 14 и нетканый материал 12 прессуют вместе валиками при давлении в полосе контакта, соответствующем такому, чтобы образовать удовлетворительное соединение между слоями. Давление в полосе контакта приблизительно от 0 до 100 фунтов на линейный дюйм обычно соответствует формированию удовлетворительного соединения.
Другим вариантом осуществления способа ламинирования является клеевое ламинирование, проиллюстрированное на Фиг.2. Эластомерную пленку 14 плавят и выдавливают из экструдера 21 через пленкообразующий трафарет 22 и прокапывают в пространство между показанными на чертеже металлическим валиком 24 и обрезиненным валиком 26. Металлический валик можно охладить для быстрого остывания расплавленной полимерной пленки. Металлический валик 24 можно также гравировать узором для тиснения, если такой узор желателен на получающейся в результате пленке. После того как пленка, отлитая из раствора, остыла и затвердела, ее отправляют к пункту связывания с клеем (адгезивом), к такому как разбрызгивающее устройство 20, где наносят клей на пленку. Альтернативно разбрызгивающее устройство 20 может распрыскивать клей на подаваемый нетканый материал 12.
Нетканый материал 12 от валика 11 вводят в зазор 30, который прессует пленку 14 и нетканый материал 12 вместе при давлении в полосе контакта, соответствующем такому, чтобы образовать удовлетворительное соединение между слоями. Давление в полосе контакта приблизительно от 0 до 100 фунтов на линейный дюйм обычно соответствует формированию удовлетворительного соединения.
Как только полотно ламината формируют из эластомерной пленки и первой подложки, полотно ламината 15 нарезают на полосы. Один вариант осуществления продольного разрезания проиллюстрирован на Фиг.3. Перед продольным разрезанием полотно ламината 15 стабилизируют, например, прогоняя через натяжной ролик 42. Полотно затем нарезают вдоль при помощи подходящего устройства для продольного разрезания. В одном не ограничивающем варианте осуществления, проиллюстрированном на Фиг.3, используют ножи для продольной резки 44 для раскроя полотна ламината. Эти ножи 44 размещают таким образом, чтобы полотно ламината раскраивалось на полосы желаемой ширины. Полотно ламината можно также раскроить при помощи других устройств для продольной резки, таких как нагретые лезвия, резально-штапелирующие пилы, перпендикулярные дисковые пилы, струи воды или лазеры.
После осуществления продольного разрезания полосы ламината можно разделить при помощи соответствующей расстилочной или разделительной машины. В одном не ограничивающем варианте осуществления, проиллюстрированном на Фиг.3, полосы разделяют путем пропускания через изогнутый ролик 46, который является известным устройством для расстилки пластинчатых материалов.
Изогнутый ролик 46 приводит к тому, что полосы ламината разделяются промежутками 19 между каждыми соседними полосами ламината 15а. Полосы ламината 15а стабилизируют, например, прогоняя через натяжные ролики 42, и отправляют на следующую стадию обработки. Другие расстилочные или разделяющие устройства также можно использовать для разделения полос ламината. Одно такое разделительное устройство раскрыто в патенте США № 6092761 с переуступленным правом, который введен в данное описание посредством ссылки.
Полосы ламината теперь содержат эластомерную пленку и первую подложку с поверхностью эластомерной пленки и поверхностью первой подложки на противоположных сторонах каждой полосы ламината. Полосы ламината связывают со второй подложкой по поверхности эластомерной пленки полосы ламината для образования многослойного эластомерного ламината. В одном не ограничивающем варианте осуществления, проиллюстрированном на Фиг.4, вводят вторую подложку 16. Ширина второй подложки 16 больше, чем общая ширина полос ламината 15, соединяемых со второй подложкой. На вторую подложку 16 наносят клей (адгезив) с помощью разбрызгивающего устройства 20. Клей можно нанести по всей ширине подложки 16, или его можно нанести в зонах полос, которые соответствуют будущему нанесению эластомерных полос. Для этого варианта осуществления две полосы ламината 15 вводят и размещают на второй подложке. Полосы ламината и вторую подложку пропускают через зазор 30, который прессует полосы 15 и подложку 16 в многослойный эластомерный ламинат 18. Давление в полосе контакта поддерживают приблизительно от 0 до 100 фунтов на линейный дюйм для того, чтобы создать отвечающее требованиям соединение между слоями.
Специалисту в данной области будет понятно, что отдельная эластомерная полоса 15 или множество эластомерных полос 15 можно соединить со второй подложкой 16 для того, чтобы создать многослойный эластомерный ламинат. Специалисту в данной области также будет понятно, что эластомерные полосы 15 и вторую подложку 16 можно соединить посредством других способов, таких как термическое соединение, ультразвуковое соединение, и другими методиками, известными в данной области.
Если множество эластомерных полос 15 связывают со второй подложкой 16, получающийся в результате многослойный эластомерный ламинат 18 можно раскроить на полосы многослойных эластомерных ламинатов 18а. Фиг.4 иллюстрирует один не ограничивающий вариант осуществления стадии продольной резки. Нож для продольной резки 44 раскраивает многослойный эластомерный ламинат 18 по зоне ламината, которая содержит только вторую подложку 16.
Полосы можно раскроить вдоль линии где-то посередине зоны подложки 16, так чтобы получающаяся в результате полоса многослойного эластомерного ламината содержала вторую подложку 16, выходящую за пределы эластомерной полосы 15 с каждой стороны полосы 15. В результате, после раскроя две полосы многослойного эластомерного ламината 18а разделяли промежутком 19. Фиг.5а иллюстрирует в поперечном сечении один неограничивающий вариант осуществления получающейся в результате полосы многослойного эластомерного ламината. Полосу эластомерного ламината 15 (содержащую эластомерную пленку 14 и первую подложку 12) связывали с более широкой полосой второй подложки 16 для создания многослойного эластомерного ламината 18а. Вторая подложка 16 выходит с обеих сторон за пределы полосы ламината 15.
В другом варианте осуществления многослойный эластомерный ламинат 18 можно раскроить по зоне ламината, которая содержит только вторая подложка 16 близко к или по краю полосы ламината 15. Получающаяся в результате полоса многослойного эластомерного ламината содержала вторую подложку 16, выходящую за пределы эластомерной полосы 15 с одной стороны полосы 15, и с небольшим количеством или существенно без подложки 16, выходящей с другой стороны за пределы полосы ламината 15. Фиг.5b иллюстрирует в поперечном сечении один неограничивающий вариант осуществления получающейся в результате полосы многослойного эластомерного ламината. Полосу эластомерного ламината 15 (содержащую эластомерную пленку 14 и первую подложку 12) связывали с более широкой полосой второй подложки 16 для создания многослойного эластомерного ламината 18а. Вторая подложка 16 выходит с одной стороны за пределы полосы ламината 15, с небольшим количеством или существенно без подложки 16, выходящей с другой стороны за пределы полосы ламината 15.
В другом варианте осуществления изобретения многослойный эластомерный ламинат 18 можно активировать, переводя многослойный эластомерный ламинат в состояние, в котором он легко растягивается. Многослойный эластомерный ламинат настоящего изобретения особенно подходит для активирования посредством постепенно увеличивающегося растягивания. Как раскрыто в обычно приписываемом патенте Wu'172, эластомерные ламинаты изготавливаемого здесь сорта можно активировать посредством постепенно увеличивающегося растягивания, используя описываемые здесь ролики для постепенно увеличивающегося растягивания.
Один вариант осуществления процесса активации иллюстрирует Фиг.6. Многослойный эластомерный ламинат 18, содержащий одну или несколько полос эластомерного ламината 15 и вторую подложку 16, водят в пункт активации. Многослойный эластомерный ламинат 18 пропускают через зазор 30 между двумя рифлеными взаимосцепленными валиками 32. Конструкция взаимосцепленных валиков полностью описана в патенте Wu'172. Для целей настоящего изобретения взаимосцепленные валики могут иметь взаимосцепленные пазы 34 в зонах, как показано на Фиг.6. В этом варианте осуществления взаимосцепленные пазы 34 соответствуют зонам ламината 18, которые содержат полосы эластомерного ламината 15. Поэтому в этом варианте осуществления только эластомерная зона ламината 18 последовательно растягивается и активируется. Однако в другом варианте осуществления взаимосцепленные пазы 34 можно расположить в зонах, соответствующих другим областям ламината 18, или взаимосцепленные пазы 34 можно расположить по всей ширине взаимосцепленных валиков 32. После постепенно увеличивающегося растягивания ламинат 18 становится активированным многослойным эластомерным ламинатом 18b.
Если многослойный эластомерный ламинат 18 имеет множество полос эластомерного ламината, как показано на Фиг.6, активированный ламинат 18b можно продольно разрезать на множество полос многослойного эластомерного ламината 18с. Фиг.6 иллюстрирует один не ограничивающий вариант осуществления стадии продольной резки. Нож для продольной резки 44 раскраивает активированный многослойный эластомерный ламинат 18b вдоль области ламината, которая содержит только вторую подложку 16. Как описано выше и проиллюстрировано на Фиг.5а, полосы активированного ламината можно раскроить, создавая полосы многослойного эластомерного ламината со второй подложкой 16, выходящей за пределы эластомерной полосы 15 с обеих сторон полосы 15. Альтернативно, как проиллюстрировано на Фиг.5b, полосы активированного ламината можно раскроить, создавая полосы многослойного эластомерного ламината со второй подложкой 16, выходящей с одной стороны за пределы эластомерной полосы 15, и существенным отсутствием подложки 16 за пределами эластомерной полосы 15 с другой стороны.
Многослойные эластомерные ламинаты, неактивированные (18 или 18а) или активированные (18b или 18с), можно смотать в рулоны или сложить фестонами в контейнер и хранить до последующего использования. Альтернативно ламинаты 18, 18а, 18b или 18с можно подвергнуть дополнительным стадиям обработки, таким как выполнение отверстий, печать, клеевое ламинирование на другие материалы, дополнительная резка, или другим таким стадиям обработки.
Многослойные эластомерные ламинаты 18, 18а, 18b или 18с можно ввести в ряд вещей, где свойства растягивания-сокращения являются полезными. Примеры таких вещей представляют собой компоненты одежды, пояса, манжеты на ногах, манжеты на запястьях, манжеты на лодыжках, тесемочные петли, заушные крепежи в гигиенических приспособлениях, эластичные вставки и бандажи.
Специалист в данной области будет отдавать себе отчет в том, что производственные стадии, описанные в вариантах осуществления, можно выполнять последовательно, непрерывно или в любой разумной их комбинации. Стадии можно также выполнять в последовательности, которая отличается от тех, что представлены в вариантах осуществления, описанных выше. Дополнительные варианты осуществления в рамках изобретения будут очевидны обычным специалистам в данной области и заключены в следующей формуле изобретения. Предшествующее описание и/или специфические или иллюстративные варианты осуществления здесь представлены для иллюстрации разнообразных аспектов настоящего изобретения и не предназначены для ограничения изобретения, каким бы то ни было образом.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОБРАБОТКА ПОВЕРХНОСТИ ЭЛАСТОМЕРНЫХ ПЛЕНОК ПОКРЫТИЯМИ ДЛЯ ПРЕДОТВРАЩЕНИЯ СЛЕЖИВАЕМОСТИ В РУЛОНЕ | 2006 |
|
RU2433147C2 |
| ЭЛАСТИЧНЫЙ ЛАМИНАТ И СПОСОБ ПРОИЗВОДСТВА ЭЛАСТИЧНОГО ЛАМИНАТА | 2006 |
|
RU2404895C2 |
| ЭЛАСТОМЕРНЫЕ СЛОИСТЫЕ МАТЕРИАЛЫ, КОТОРЫЕ НЕ ТРЕБУЮТ ИСПОЛЬЗОВАНИЯ МЕХАНИЧЕСКОГО АКТИВИРОВАНИЯ | 2008 |
|
RU2453440C2 |
| РАСТЯЖИМЫЙ ЛАМИНАТ С УЛУЧШЕННЫМИ СВОЙСТВАМИ РАСТЯЖЕНИЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2003 |
|
RU2325283C2 |
| МЕХАНИЧЕСКАЯ СИСТЕМА КРЕПЛЕНИЯ ДЛЯ ИЗДЕЛИЯ | 2003 |
|
RU2328257C2 |
| СПОСОБ ОБРАЗОВАНИЯ ЭЛАСТИЧНОГО ЛАМИНАТА | 2011 |
|
RU2566929C2 |
| ЭКСТРУЗИОННО-СКЛЕЕНЫЕ ЛАМИНАТЫ ДЛЯ АБСОРБИРУЮЩИХ ИЗДЕЛИЙ | 2009 |
|
RU2492840C2 |
| ЭЛАСТИЧНЫЙ ЛАМИНАТ И ПОГЛОЩАЮЩЕЕ ИЗДЕЛИЕ, СОДЕРЖАЩЕЕ ЛАМИНАТ | 2006 |
|
RU2415621C2 |
| ПОГЛОЩАЮЩЕЕ ИЗДЕЛИЕ, СОДЕРЖАЩЕЕ ЭЛАСТИЧНЫЙ ЛАМИНАТ | 2006 |
|
RU2413488C1 |
| ЭЛАСТОМЕРНЫЕ ПЛЕНКИ С ХРУПКИМИ НЕСЛИПАЮЩИМИСЯ ПОВЕРХНОСТНЫМИ СЛОЯМИ | 2006 |
|
RU2434753C2 |
Изобретение имеет отношение к способу формирования многослойного эластомерного ламината для одежды и гигиенической продукции, к многослойному эластомерному ламинату и изделию из него. Способ заключается в следующем: а) ламинируют эластомерную пленку на первую подложку для образования полотна ламината, имеющего поверхность эластомерной пленки, причем эластомерная пленка содержит эластомерный полимер, выбираемый из группы, состоящей из блоксополимеров винил арилена и сопряженных диеновых мономеров, натуральных каучуков, полиуретановых каучуков, полиэфирных каучуков, эластомерных полиолефинов, эластомерных полиамидов и их смесей, а первая подложка выполнена из полимерной пленки, нетканого полотна, бумажного изделия, тканого полотна, трикотажного полотна, грубого холста, сетчатого материала или их комбинации; b) разрезают полотно ламината для образования полос ламината; и с) соединяют поверхность эластомерной пленки, по меньшей мере, одной полосы ламината со второй подложкой, имеющей ширину, большую, чем ширина полосы ламината для формирования многослойного эластомерного ламината, причем вторая подложка выполнена из полимерной пленки, нетканого полотна, бумажного изделия, тканого полотна, трикотажного полотна, грубого холста, сетчатого материала или их комбинации. Технический результат - эффективное производство эластомерной пленки с высокими эластомерными свойствами и привлекательной приятной поверхностной структурой после активации, которую можно сворачивать в рулоны и хранить без слеживания. 4 н и 16 з.п. ф-лы, 7 ил.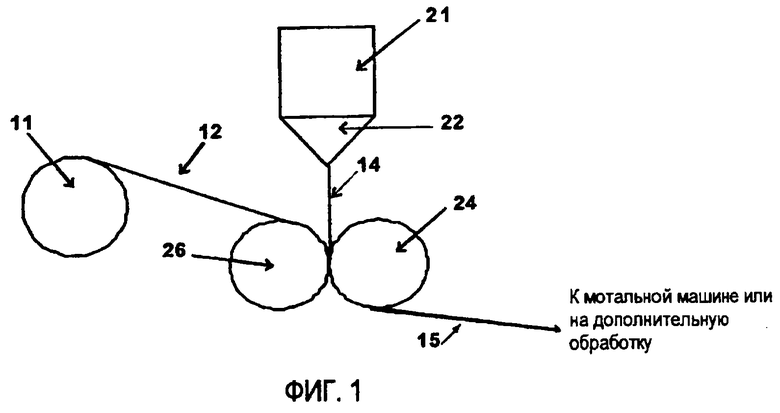
1. Способ формирования многослойного эластомерного ламината для одежды и гигиенической продукции, при котором
a) ламинируют эластомерную пленку на первую подложку для образования полотна ламината, имеющего поверхность эластомерной пленки, причем эластомерная пленка содержит эластомерный полимер, выбираемый из группы, состоящей из блок-сополимеров винил арилена и сопряженных диеновых мономеров, натуральных каучуков, полиуретановых каучуков, полиэфирных каучуков, эластомерных полиолефинов, эластомерных полиамидов и их смесей, а первая подложка выполнена из полимерной пленки, нетканого полотна, бумажного изделия, тканого полотна, трикотажного полотна, грубого холста, сетчатого материала или их комбинации.
b) разрезают полотно ламината для образования полос ламината и
c) соединяют поверхность эластомерной пленки, по меньшей мере, одной полосы ламината со второй подложкой, имеющей ширину большую, чем ширина полосы ламината для формирования многослойного эластомерного ламината, причем вторая подложка выполнена из полимерной пленки, нетканого полотна, бумажного изделия, тканого полотна, трикотажного полотна, грубого холста, сетчатого материала или их комбинации.
2. Способ по п.1, при котором стадия соединения представляет собой соединение поверхностей эластомерных пленок множества отстоящих друг от друга полос ламината со второй подложкой, имеющей ширину большую, чем общая ширина полос ламината для формирования множества многослойных эластомерных ламинатов.
3. Способ формирования многослойного эластомерного ламината для одежды и гигиенической продукции, при котором
a) обеспечивают полосы полотна ламината, содержащего эластомерную пленку, соединенную с первой подложкой, при этом эластомерная пленка и подложка имеют, по существу, одинаковую ширину, и причем полоса ламината имеет эластомерную поверхность, причем эластомерная пленка содержит эластомерный полимер, выбираемый из группы, состоящей из блок-сополимеров винил арилена и сопряженных диеновых мономеров, натуральных каучуков, полиуретановых каучуков, полиэфирных каучуков, эластомерных полиолефинов, эластомерных полиамидов и их смесей, а первая подложка выполнена из полимерной пленки, нетканого полотна, бумажного изделия, тканого полотна, трикотажного полотна, грубого холста, сетчатого материала или их комбинации; и
b) соединяют поверхность эластомерной пленки полосы ламината или поверхности эластомерной пленки множества полос ламината со второй подложкой, имеющей ширину большую, чем ширина полосы ламината или общая ширина множества полос ламината для образования одного или множества многослойных эластомерных ламинатов соответственно, причем вторая подложка выполнена из полимерной пленки, нетканого полотна, бумажного изделия, тканого полотна, трикотажного полотна, грубого холста, сетчатого материала или их комбинации.
4. Способ по пп.1, 2 или 3, при котором многослойный эластомерный ламинат активируют для того, чтобы сделать многослойный эластомерный ламинат растягиваемым и сокращаемым.
5. Способ по п.4, в котором многослойный эластомерный ламинат активируют посредством постепенно увеличивающегося растягивания.
6. Способ по пп.1 и 3, в котором эластомерная пленка представляет собой смесь эластомерных полимеров и полистирола с высокой ударопрочностью.
7. Способ по пп.1, 2 или 3, в котором эластомерная пленка представляет собой многослойную эластомерную пленку.
8. Способ по пп.1, 2 или 3, в котором стадия ламинирования включает нанесение первой подложки, содержащей несвязанные волокна, на эластомерную пленку.
9. Способ по пп.1, 2 или 3, дополнительно включающий выполнение отверстий в многослойном эластомерном ламинате.
10. Способ по пп.1, 2 или 3, дополнительно включающий сматывание многослойного эластомерного ламината в рулон.
11. Способ по пп.1, 2 или 3, дополнительно включающий складывание фестонами многослойного эластомерного ламината в контейнер для хранения.
12. Способ по п.2 или 3, в котором множество полос ламината разделяют друг от друга при помощи расстилочного устройства перед стадией соединения.
13. Способ по п.2 или 3, при котором вторую подложку продольно нарезают между соседними отстоящими друг от друга полосами ламината для образования множества полос многослойного эластомерного ламината.
14. Способ по п.13, при котором вторую подложку продольно нарезают для образования полосы многослойного эластомерного ламината, при этом вторая подложка выходит за пределы эластомерной пленки и первой подложки с одной стороны полосы многослойного эластомерного ламината.
15. Способ по пп.2 или 3, при котором вторую подложку продольно нарезают для образования полос многослойного эластомерного ламината, при этом вторая подложка выходит за пределы эластомерной пленки и первой подложки с обеих сторон полосы многослойного эластомерного ламината.
16. Многослойный эластомерный ламинат для одежды и гигиенической продукции, содержащий полосу эластомерной пленки, соединенную на одной поверхности пленки с первой подложкой, причем полоса эластомерной пленки и первая подложка имеют, по существу, одинаковую ширину, и при этом полоса эластомерной пленки соединена на другой поверхности пленки со второй подложкой, причем вторая подложка имеет ширину большую, чем полоса эластомерной пленки, причем эластомерная пленка содержит эластомерный полимер, выбираемый из группы, состоящей из блок-сополимеров винил арилена и сопряженных диеновых мономеров, натуральных каучуков, полиуретановых каучуков, полиэфирных каучуков, эластомерных полиолефинов, эластомерных полиамидов и их смесей, причем первая подложка выполнена из полимерной пленки, нетканого полотна, бумажного изделия, тканого полотна, трикотажного полотна, грубого холста, сетчатого материала или их комбинации, а вторая подложка выполнена из полимерной пленки, нетканого полотна, бумажного изделия, тканого полотна, трикотажного полотна, грубого холста, сетчатого материала или их комбинации.
17. Ламинат по п.16, в котором многослойный эластомерный ламинат является растягиваемым и сокращаемым.
18. Ламинат по п.16, в котором многослойный эластомерный ламинат растягивают с определенным шагом.
19. Ламинат по п.16, в котором эластомерная пленка содержит смесь эластомерных полимеров и полистирола с высокой ударопрочностью.
20. Изделие, содержащее ламинат по п.16 в виде компонента одежды, пояса, манжеты на ноге, манжеты на запястье, манжеты на лодыжке, тесемочной петли, заушного крепежа в гигиеническом приспособлении, эластичной вставки или бандажа.
| Способ и приспособление для нагревания хлебопекарных камер | 1923 |
|
SU2003A1 |
| АМПЛИТУДНО-ВРЕМЕННОЙ РЕГЕНЕРАТОР СИГНАЛОВ | 0 |
|
SU372727A1 |
| US 6627289 A, 30.09.2003 | |||
| US 5422172 A, 06.06.1995 | |||
| УСТРОЙСТВО И СПОСОБ ЛАМИНИРОВАНИЯ УЗКИХ НЕТКАНЫХ ПОЛОТЕН ПОЛИМЕРНОЙ ПЛЕНКОЙ И МАТЕРИАЛ, ИЗГОТОВЛЕННЫЙ ПО ЭТОМУ СПОСОБУ | 1996 |
|
RU2156693C2 |
| ЭЛАСТИЧНЫЙ СЛОИСТЫЙ МАТЕРИАЛ С ПОЛОСКОЙ ПОВЫШЕННОЙ ЖЕСТКОСТИ (ЕГО ВАРИАНТЫ) И СПОСОБ ЕГО ПОЛУЧЕНИЯ (ЕГО ВАРИАНТЫ) | 2001 |
|
RU2227784C1 |
| ПЛЕНОЧНЫЙ НЕТКАНЫЙ СЛОИСТЫЙ МАТЕРИАЛ И ИЗДЕЛИЯ | 1995 |
|
RU2150390C1 |

