ОБЛАСТЬ ТЕХНИКИ
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
Одноразовые абсорбирующие изделия (например, подгузники, средства личной гигиены для женщин, впитывающие изделия и тому подобное) в процессе использования подвергаются воздействию одной или нескольких жидкостей, таких как вода, моча, менструальное кровотечение или кровь. Многие коммерчески доступные подгузники являются проницаемыми для водяного пара, что позволяет уменьшить количество влаги, удерживаемой вблизи кожи, и снизить вероятность раздражения кожи и появления кожной сыпи вследствие чрезмерной гидратации. Для того чтобы позволить водяному пару проходить через подгузник и переходить в окружающую среду, в то же время удерживая жидкость, часто используют “дышащий” внешний слой, образованный из нетканого полотна, наслоенного на пленку. В обычно применяемых пленках используются частицы наполнителя, вызывающие появление в пленке при растяжении микропор. Примеры таких частиц наполнителя включают в себя неорганические частицы, такие как карбонат кальция, глина, диоксид титана, диатомовая земля и другие аналогичные частицы. Для достижения требуемой воздухопроницаемости такие пленки обычно будут содержать приблизительно от 45% до 65% частиц наполнителя. Микропоры, образуемые частицами наполнителя, формируют то, что часто называют “извилистыми путями” через пленку. Жидкость, контактирующая с одной из сторон пленки, не проходит напрямую через пленку. Вместо этого сеть микропористых каналов в пленке предотвращает прохождение жидкости, но пропускает газы и водяной пар.
Одним из недостатков таких микропористых пленок является то, что они, как правило, образованы из полиолефинов (например, ЛПНП (англ. LLDPE, Linear Low Density Polyethylene - линейный полиэтилен низкой плотности)), являющихся невозобновляемыми. К сожалению, использование в таких пленках возобновляемых полимеров осложнено проблемами, возникающими при термической обработке таких полимеров. Возобновляемые сложные полиэфиры, например, имеют относительно высокую температуру стеклования и, как правило, демонстрируют достаточно высокие жесткость и модуль упругости при растяжении, имея в то же время низкую пластичность/удлинение при разрыве. Например, полимолочная кислота имеет температуру стеклования приблизительно 59°C и модуль упругости при растяжении приблизительно 2 ГПа или больше. Тем не менее, удлинение при растяжении (при разрыве) для материалов из ПМК (англ. PLA, polylactic acid - полимолочная кислота) составляет лишь приблизительно 5%. Столь высокий модуль упругости и низкое удлинение в значительной степени ограничивают использование таких полимеров в пленках, где требуется разумное соотношение между жесткостью материала и удлинением. Помимо этих проблем полимолочная кислота, например, также является слишком жесткой для того, чтобы использовать ее в областях применения ровной эластичной пленки, и обычно имеет проблемы в плане потребительских свойств, такие как шумное шуршание при пользовании предметами женской гигиены.
В соответствии с этим в настоящее время существует потребность в воздухопроницаемой пленке, которая может быть образована из композиции возобновляемого сложного полиэфира и при этом способна проявлять хорошие механические свойства.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Согласно одному из вариантов осуществления настоящего изобретения, предложена воздухопроницаемая пленка, имеющая скорость проникновения водяных паров приблизительно 500 г/м2/24 часа или больше. Пленка включает в себя термопластичную композицию, содержащую по меньшей мере один жесткий возобновляемый сложный полиэфир, имеющий температуру стеклования приблизительно 0°C или ниже, и по меньшей мере одну полимерную добавку, повышающую ударную прочность. Термопластичная композиция имеет структуру, в которой множество дискретных первичных доменов и пор диспергированы внутри непрерывной фазы (дисперсионной среды), при этом домены содержат полимерную добавку, повышающую ударную прочность, а дисперсионная среда содержит возобновляемый сложный полиэфир. Средний объем композиции в процентах, приходящийся на поры, составляет приблизительно от 20% до 80% на кубический сантиметр.
Согласно другому варианту осуществления настоящего изобретения, предложено абсорбирующее изделие, включающее в себя по существу непроницаемую для жидкости воздухопроницаемую пленку, содержащую термопластичную композицию, такую как описана в данном контексте.
Согласно еще одному варианту осуществления настоящего изобретения, предложен способ образования воздухопроницаемой пленки. Способ включает в себя приготовление смеси, содержащей жесткий возобновляемый сложный полиэфир и полимерную добавку, повышающую ударную прочность, где жесткий возобновляемый сложный полиэфир имеет температуру стеклования приблизительно 0°C или выше; экструдирование смеси на поверхность с образованием материала пленки-предшественника; и растягивание материала пленки-предшественника при температуре ниже, чем температура стеклования возобновляемого сложного полиэфира с образованием воздухопроницаемой пленки, содержащей множество пор.
Другие особенности и аспекты настоящего изобретения более подробно обсуждаются ниже.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
Полное и достаточное описание настоящего изобретения, включая наилучший вариант его осуществления, ориентированный на среднего специалиста в данной области, более подробно изложено в оставшейся части описания со ссылкой на прилагаемые графические материалы, на которых:
Фиг. 1 представляет собой схематическое изображение одного из вариантов осуществления образования пленки согласно настоящему изобретению;
Фиг. 2 представляет собой микрофотоснимок, выполненный с помощью сканирующего электронного микроскопа (англ. SEM, scanning electron microscope), образца Примера 2 перед холодной вытяжкой; и
Фиг. 3 представляет собой микрофотоснимок, выполненный с помощью сканирующего электронного микроскопа (англ. SEM, scanning electron microscope), образца Примера 2 после холодной вытяжки.
Повторяющееся использование условных обозначений в настоящем описании и графических материалах предназначено для обозначения одинаковых или аналогичных признаков или элементов изобретения.
ПОДРОБНОЕ ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Далее будет сделана более подробная ссылка на некоторые варианты осуществления изобретения, один или несколько примеров которых представлены ниже. Каждый пример приведен для разъяснения изобретения без его ограничения. Фактически, специалисту в данной области будет очевидно, что в настоящем изобретении могут быть сделаны различные модификации и изменения без отклонения от объема или сущности изобретения. Например, признаки, показанные или описанные как часть одного из вариантов осуществления, могут быть использованы в другом варианте осуществления с получением еще одного варианта осуществления. Таким образом, предполагается, что настоящее изобретение распространяется на такие модификации и изменения, как подпадающие под объем прилагаемой формулы изобретения и ее эквивалентов.
Вообще говоря, настоящее изобретение относится к воздухопроницаемой пленке, образованной из термопластичной композиции, содержащей жесткий возобновляемый сложный полиэфир, и имеющей пористую структуру. Для получения такой структуры термопластичную композицию, содержащую возобновляемый сложный полиэфир и полимерную добавку, повышающую ударную прочность, экструдируют на поверхность с образованием пленки-предшественника, в которой добавка, повышающая ударную прочность, может быть диспергирована в виде дискретных физических доменов внутри непрерывной матрицы возобновляемого сложного полиэфира. После этого пленку-предшественник растягивают или вытягивают при температуре ниже температуры стеклования сложного полиэфира (то есть используют “холодную вытяжку”). Не имея намерения быть ограниченными теорией, авторы настоящего изобретения предполагают, что деформирующая сила и продольное растяжение процесса вытяжки вызывают нарушение сцепления в матрице возобновляемого сложного полиэфира в зонах, расположенных рядом с дискретными доменами. Это приводит к образованию сети пор, расположенных рядом с дискретными доменами.
Средний объем в процентах, занимаемый порами внутри данной единицы объема термопластичной композиции, является относительно высоким, таким как приблизительно от 20% до 80% на см3, согласно некоторым вариантам осуществления, приблизительно от 30% до 70%, и, согласно некоторым вариантам осуществления, приблизительно от 40% до 60% на кубический сантиметр композиции. Столь высокий объем пор может значительно увеличить скорость проникновения водяных паров “СПВП (англ. WVTR)”) пленки, представляющую собой скорость, с которой водяной пар проникает через материал, определяемую в граммах на квадратный метр за 24 часа (г/м2/24 ч). Например, пленка может иметь СПВП (англ. WVTR) приблизительно 500 г/м2-24 часа или больше, согласно некоторым вариантам осуществления, приблизительно 1000 г/м2-24 часа или больше, согласно некоторым вариантам осуществления, приблизительно 2000 г/м2-24 часа или больше и, согласно некоторым вариантам осуществления, приблизительно от 3000 до 15000 г/м2-24 ч. Высокая пористость может также уменьшать плотность пленки. Например, пленка может иметь плотность приблизительно 1,4 г на кубический сантиметр (“г/см3”) или меньше, согласно некоторым вариантам осуществления, приблизительно 1,1 г/см3 или меньше, согласно некоторым вариантам осуществления, приблизительно от 0,4 г/см3 до 1,0 г/см3 и, согласно некоторым вариантам осуществления, приблизительно от 0,5 г/см3 до 0,95 г/см3.
Далее будут более подробно описаны различные варианты осуществления настоящего изобретения.
I. Термопластичная композиция
А. Возобновляемый сложный полиэфир
Возобновляемые сложные полиэфиры составляют, как правило, приблизительно от 70 мас.% до 99 мас.%, согласно некоторым вариантам осуществления, приблизительно от 75 мас.% до 98 мас.% и, согласно некоторым вариантам осуществления, приблизительно от 80 мас.% до 95 мас.% от термопластичной композиции. В термопластичной композиции обычно может быть использован любой из целого ряда возобновляемых сложных полиэфиров, как, например, алифатические сложные полиэфиры, такие как поликапролактон, сложные полиэфирамиды, полимолочная кислота (PLA) и ее сополимеры, полигликолевая кислота, полиалкиленкарбонаты (например, полиэтиленкарбонат), поли-3-гидроксибутират (РНВ, от англ. poly-3-hydroxybutyrate), поли-3-гидроксивалерат (PHV, от англ. poly-3-hydroxyvalerate), сополимеры поли-3-гидроксибутират-со-4-гидроксибутират, поли-3-гидроксибутират-со-3-гидроксивалерат (PHBV, от англ. poly-3-hydroxybutyrate-co-4-hydroybutyrate, poly-3-hydroxybutyrate-co-3-hydroxyvalerate), поли-3-гидроксибутират-со-3-гидрокси-гексаноат, поли-3-гидроксибутират-со-3-гидроксиоктаноат, поли-3-гидроксибутират-co-3-гидроксидеканоат, поли-3-гидроксибутират-со-3-гидроксиоктадеканоат и алифатические полимеры на основе сукцинатов (например, полибутиленсукцинат, полибутиленсукцинатадипат, полиэтиленсукцинат и тому подобное); алифатические-ароматические сложные сополиэфиры (например, полибутиленадипаттерефталат, полиэтиленадипаттерефталат, полиэтиленадипат изофталат, полибутиленадипатизофталат и тому подобное); ароматические сложные полиэфиры (например, полиэтилентерефталат, полибутилентерефталат и тому подобное); и так далее.
Как правило, термопластичная композиция содержит по меньшей мере один возобновляемый сложный полиэфир, являющийся жестким по своей природе и вследствие этого имеющий относительно высокую температуру стеклования. Например, температура стеклования (“Tg”) может составлять приблизительно 0°C или выше, согласно некоторым вариантам осуществления, приблизительно от 5°C до 100°C, согласно некоторым вариантам осуществления, приблизительно от 30°C до 80°C и, согласно некоторым вариантам осуществления, приблизительно от 50°C до 75°C. Возобновляемый сложный полиэфир может также иметь температуру плавления приблизительно от 140°C до 260°C, согласно некоторым вариантам осуществления, приблизительно от 150°C до 250°C и, согласно некоторым вариантам осуществления, приблизительно от 160°C до 220°C. Температура плавления может быть определена методом дифференциальной сканирующей калориметрии (“ДСК (англ. DSC)”) в соответствии со стандартом ASTM D-3417. Температура стеклования может быть определена с помощью динамического механического анализа соответствии со стандартом ASTM Е1640-09.
Одним из особенно подходящих жестких сложных полиэфиров является полимолочная кислота, которая в большинстве случаев может быть получена из мономерных звеньев любого изомера молочной кислоты, такого как левовращающая молочная кислота (“L-молочная кислота”), правовращающая молочная кислота (“D-молочная кислота”), мезо-молочная кислота или их смеси. Мономерные звенья также могут быть получены из ангидридов любого изомера молочной кислоты, включая L-лактид, D-лактид, мезо-лактид или их смеси. Также могут быть использованы циклические димеры таких молочных кислот и/или лактидов. Для полимеризации молочной кислоты может быть использован любой из известных способов полимеризации, такой как поликонденсация или полимеризация с раскрытием кольца. Также может быть добавлено небольшое количество удлинителя цепи (например, диизоцианатного соединения, эпоксидного соединения или ангидрида кислоты). Полимолочная кислота может быть гомополимером или сополимером, таким как гомо- или сополимер, содержащий мономерные звенья, производные L-молочной кислоты, и мономерные звенья, производные D-молочной кислоты. Хотя это и не требуется, доля содержания мономерных звеньев, производных L-молочной кислоты, и мономерных звеньев, производных D-молочной кислоты, предпочтительно составляет приблизительно 85 мол.% или больше, согласно некоторым вариантам осуществления, приблизительно 90 мол.% или больше и, согласно некоторым вариантам осуществления, приблизительно 95 мол.% или больше. Многочисленные полимолочные кислоты, каждая из которых имеет разное соотношение между мономерными звеньями, производными L-молочной кислоты, и мономерными звеньями, производными D-молочной кислоты, могут быть смешаны в произвольном процентном соотношении. Разумеется, полимолочная кислота также может быть смешана с полимерами другого типа (например, полиолефинами, сложными полиэфирами и т.д.).
Согласно одному из частных вариантов осуществления, полимолочная кислота имеет следующую общую структуру:

Одним из конкретных примеров подходящих полимеров полимолочной кислоты, которые могут быть использованы в настоящем изобретении, является полимер, коммерчески доступный от компании Biomer, Inc., Крайллинг, Германия, под названием BIOMER™ L9000. Другими подходящими полимерами полимолочной кислоты являются полимеры, коммерчески доступные от компании Natureworks LLC, Миннетонка, Миннесота (NATUREWORKS®) или Mitsui Chemical (LACEA™). Другие подходящие полимолочные кислоты могут быть описаны в патентных документах US 4797468; US 5470944; US 5770682; US 5821327; US 5880254; и US 6326458, которые полностью включены в настоящую работу посредством ссылки для всех целей.
Полимолочная кислота, как правило, имеет среднечисленную молекулярную массау (“Mn”) в диапазоне приблизительно от 40000 до 160000 г/моль, согласно некоторым вариантам осуществления, приблизительно от 50000 до 140000 г/моль и, согласно некоторым вариантам осуществления, приблизительно от 80000 до 120000 г/моль. Аналогичным образом, полимер также, как правило, имеет среднемассовую молекулярную массу (“Mw”) в диапазоне приблизительно от 80000 до 200000 г/моль, согласно некоторым вариантам осуществления, приблизительно от 100000 до 180000 г/моль и, согласно некоторым вариантам осуществления, приблизительно от 110000 до 160000 г/моль. Отношение среднемассовой молекулярной массы к среднечисленной молекулярной массе (“Mw/Mn”), то есть “коэффиицент полидисперсности”, также является относительно низким. Например, коэффиицент полидисперсности, как правило, лежит в диапазоне приблизительно от 1,0 до 3,0, согласно некоторым вариантам осуществления, приблизительно от 1,1 до 2,0 и, согласно некоторым вариантам осуществления, приблизительно от 1,2 до 1,8. Среднемассовая и среднечисленная молекулярные массы могут быть определены с помощью методов, известных специалистам в данной области техники.
Полимолочная кислота может также иметь кажущуюся вязкость приблизительно от 50 до 600 Паскаль-секунд (Па⋅с), согласно некоторым вариантам осуществления, приблизительно от 100 до 500 Па⋅с и, согласно некоторым вариантам осуществления, приблизительно от 200 до 400 Па⋅с, определенную при температуре 190°C и скорости сдвига 1000 с-1. Скорость течения расплава полимолочной кислоты (на сухой основе) может также лежать в диапазоне приблизительно от 0,1 до 40 г/10 мин, согласно некоторым вариантам осуществления, приблизительно от 0,5 до 20 г/10 мин и, согласно некоторым вариантам осуществления, приблизительно от 5 до 15 г/10 мин, как определено при нагрузке 2160 г и температуре 190°C.
Некоторые типы беспримесных сложных полиэфиров (например, полимолочная кислота) могут абсорбировать воду из окружающей среды, так что содержание влаги в них будет составлять приблизительно от 500 до 600 миллионных долей (“м.д.”) или больше, на основе сухой массы исходной полимолочной кислоты. Содержание влаги может быть определено различными известными способами, как, например, в соответствии со стандартом ASTM D 7191-05, так, как описано ниже. Поскольку присутствие воды во время формования из расплава может гидролитически разлагать сложный полиэфир и уменьшать его молекулярную массу, иногда бывает необходимо высушивать сложный полиэфир перед образованием смеси. В большинстве вариантов осуществления, например, требуется, чтобы возобновляемый сложный полиэфир перед образованием смеси с добавкой, повышающей ударную прочность, имел содержание влаги приблизительно 300 миллионных долей (“м.д.”) или меньше, согласно некоторым вариантам осуществления, приблизительно 200 м.д. или меньше, согласно некоторым вариантам осуществления, приблизительно от 1 до 100 м.д. Сушка сложного полиэфира может протекать, например, при температуре приблизительно от 50°C до 100°C и, согласно некоторым вариантам осуществления, приблизительно от 70°C до 80°C.
В. Полимерная добавка, повышающая ударную прочность
Как указано выше, термопластичная композиция настоящего изобретения также содержит полимерную добавку, повышающую ударную прочность. Благодаря своей полимерной природе добавка, повышающая ударную прочность, обладает относительно высокой молекулярной массой, что может способствовать улучшению прочности расплава и стабильности термопластичной композиции. Хотя этого не требуется, полимерная добавка, повышающая ударную прочность, может быть в большинстве случаев несмешиваемой с возобновляемым сложным полиэфиром. Таким образом, добавка, повышающая ударную прочность, может лучше диспергироваться в виде доменов дискретной фазы внутри непрерывной фазы (дисперсионной среды) возобновляемого сложного полиэфира. Дискретные домены способны поглощать энергию, являющуюся результатом внешних усилий, что повышает общую жесткость и прочность получающегося материала. Домены могут иметь различную форму, как, например, эллиптическую, сферическую, цилиндрическую и т.д. Согласно одному из вариантов осуществления, например, домены имеют по существу эллиптическую форму. Физический размер отдельного домена является, как правило, достаточно небольшим, чтобы минимизировать развитие трещин через полимерный материал при приложении внешнего напряжения, но при этом достаточно большим для того, чтобы инициировать микроскопическую пластическую деформацию и создавать возможность появления области сдвиговых напряжений в местах включения частиц и вокруг них.
Хотя полимеры могут быть несмешиваемыми, тем не менее, может быть выбрана такая добавка, повышающая ударную прочность, которая имеет параметр растворимости, сравнимый с параметром растворимости возобновляемого сложного полиэфира. Это может улучшить межфазную совместимость и физическое взаимодействие границ дискретной фазы и непрерывной фазы, и тем самым снизить вероятность растрескивания композиции. В этой связи отношение параметра растворимости возобновляемого сложного полиэфира к параметру растворимости добавки, повышающей ударную прочность, составляет, как правило, приблизительно от 0,5 до 1,5 и, согласно некоторым вариантам осуществления, приблизительно от 0,8 до 1,2. Например, полимерная добавка, повышающая ударную прочность, может иметь параметр растворимости приблизительно от 15 до 30 МДж1/2/м3/2 и, согласно некоторым вариантам осуществления, приблизительно от 18 до 22 МДж1/2/м3/2, тогда как полимолочная кислота может иметь параметр растворимости приблизительно 20,5 МДж1/2/м3/2. Термин “параметр растворимости” при использовании в данном контексте относится к “параметру растворимости Гильдебранда», представляющему собой корень квадратный из плотности энергии когезии и вычисляемому в соответствии со следующим уравнением:

где:
Δ Hv = теплота парообразования
R = Универсальная газовая постоянная
Т = температура
Vm = молекулярный объем
Параметры растворимости Гильдебранда для многих полимеров также можно найти в справочнике Solubility Handbook of Plastics (Справочник растворимости полимеров), Wyeych (2004), содержание которого включено в настоящую работу посредством ссылки.
Полимерная добавка, повышающая ударную прочность, может также иметь определенную скорость течения расплава (или вязкость), гарантирующую, что дискретные домены и образующиеся поры могут сохраняться соответствующим образом. Например, если скорость течения расплава добавки, повышающей ударную прочность, является слишком высокой, он будет иметь тенденцию к нерегулируемому растеканию и диспергированию в непрерывной фазе (дисперсионной среде). Это приводит к слоистым или пластинчатым доменам, представляющим сложности в плане сохранения, а также, вероятно, преждевременного растрескивания. Если, напротив, скорость течения расплава добавки, повышающей ударную прочность, является слишком низкой, она будет иметь тенденцию к агрегированию и образованию очень крупных эллиптических доменов, представляющих сложности для диспергирования при смешивании. Это может привести к неравномерному распределению добавки, повышающей ударную прочность, в объеме непрерывной фазы. В этой связи авторы настоящего изобретения установили, что отношение скорости течения расплава добавки, повышающей ударную прочность, к скорости течения расплава возобновляемого сложного полиэфира составляет, как правило, приблизительно от 0,2 до 8, согласно некоторым вариантам осуществления, приблизительно от 0,5 до 6 и, согласно некоторым вариантам осуществления, приблизительно от 1 до 5. Полимерная добавка, повышающая ударную прочность может, например, иметь скорость течения расплава приблизительно от 0,1 до 250 г/10 мин, согласно некоторым вариантам осуществления, приблизительно от 0,5 до 200 г/10 мин и, согласно некоторым вариантам осуществления, приблизительно от 5 до 150 г/10 мин, как определено при нагрузке 2160 г и температуре 190°C.
Помимо приведенных выше свойств для достижения требуемого увеличения жесткости также могут быть выбраны механические характеристики полимерной добавки, повышающей ударную прочность. Например, если смесь возобновляемого сложного полиэфира и добавки, повышающей ударную прочность, применяют с использованием внешней силы, около или вокруг дискретных доменов могут быть инициированы зоны сдвига и/или пластического течения в результате концентрации напряжений, проистекающей из разницы в модулях упругости добавки, повышающей ударную прочность, и возобновляемого сложного полиэфира. Большие концентрации напряжений способствуют более интенсивной локализованной пластической деформации в доменах, что позволяет им становиться в значительной степени вытянутыми при передаче напряжений. Такие вытянутые домены позволяют композиции проявлять более гибкие и мягкие свойства, чем в другом случае будет проявлять жесткая полиэфирная смола. Для увеличения концентрации напряжений выбирают добавку, повышающую ударную прочность, имеющую относительно низкий модуль упругости Юнга по сравнению с возобновляемым сложным полиэфиром. Например, отношение модуля упругости возобновляемого сложного полиэфира к модулю упругости добавки, повышающей ударную прочность, составляет, как правило, приблизительно от 1 до 250, согласно некоторым вариантам осуществления, приблизительно от 2 до 100 и, согласно некоторым вариантам осуществления, приблизительно от 2 до 50. Модуль упругости добавки, повышающей ударную прочность, может, например, лежать в диапазоне приблизительно от 2 до 500 мегапаскалей (МПа), согласно некоторым вариантам осуществления, приблизительно от 5 до 300 МПа и, согласно некоторым вариантам осуществления, приблизительно от 10 до 200 МПа. И наоборот, модуль упругости полимолочной кислоты составляет, как правило, приблизительно от 800 МПа до 2000 МПа.
Чтобы создать требуемое увеличение жесткости, полимерная добавка, повышающая ударную прочность, может также иметь удлинение при разрыве (то есть, относительное удлинение в процентах полимера на его пределе текучести) большее, чем возобновляемый сложный полиэфир. Например, полимерная добавка, повышающая ударную прочность, согласно настоящему изобретению, может иметь удлинение при разрыве приблизительно 50% или больше, согласно некоторым вариантам осуществления, приблизительно 100% или больше, согласно некоторым вариантам осуществления, приблизительно от 100% до 2000% и, согласно некоторым вариантам осуществления, приблизительно от 250% до 1500%.
Хотя может быть использован целый ряд полимерных добавок, обладающих свойствами, идентичными описанным выше, наиболее подходящие примеры таких полимеров могут включать в себя, к примеру, полиолефины (например, полиэтилен, полипропилен, полибутилен и тому подобное); стирольные сополимеры (например, стирол-бутадиен-стирол, стирол-изопрен-стирол, стирол-этилен-пропилен-стирол, стирол-этилен-бутадиен-стирол и тому подобное); политетрафторэтилены; сложные полиэфиры (например, рециклизованный сложный полиэфир, полиэтилентерефталат и тому подобное); поливинилацетаты (например, поли(этиленвинилацетат), поливинилхлоридацетат и тому подобное); поливиниловые спирты (например, поливиниловый спирт, поли(этиленвиниловый спирт) и тому подобное); поливинилбутирали; акриловые смолы (например, полиакрилат, полиметилакрилат, полиметилметакрилат и тому подобное); полиамиды (например, нейлон); поливинилхлориды; поливинилиденхлориды; полистиролы; полиуретаны; и тому подобное. Подходящие полиолефины могут, например, включать в себя полиэтилены (например, полиэтилен низкой плотности (“ПЭНП (англ. LDPE - low density polyethylene)”), полиэтилен высокой плотности (“ПЭВП (англ. HDPE - high density polyethylene)”), линейный полиэтилен низкой плотности (“ЛПНП (англ. LLDPE - linear low density polyethylene)”) и тому подобное), пропиленовые гомополимеры (например, синдиотактический, атактический, изотактический и тому подобное), пропиленовые сополимеры и так далее.
Согласно одному из частных вариантов осуществления, полимер является полимером пропилена, таким как гомополипропилен или сополимер пропилена. Полимер пропилена может, например, быть образован из по существу изотактического гомополимера или сополимера полипропилена, содержащего приблизительно 10 мас.% или меньше другого мономера, то есть содержащего по меньшей мере приблизительно 90 мас.% пропилена. Такие гомополимеры могут иметь точку плавления приблизительно от 160°C до 170°C.
Согласно другому варианту осуществления, полиолефин может быть сополимером этилена или пропилена с другим α-олефином, таким как С3-С12 α-олефин или С3-С12 α-олефин. Конкретные примеры подходящих α-олефинов включают в себя 1-бутен; 3-метил-1-бутен; 3,3-диметил-1-бутен; 1-пентен; 1-пентен с одним или несколькими метильными, этильными или пропильными заместителями; 1-гексен с одним или несколькими метильными, этильными или пропильными заместителями; 1-гептен с одним или несколькими метильными, этильными или пропильными заместителями; 1-октен с одним или несколькими метильными, этильными или пропильными заместителями; 1-нонен с одним или несколькими метильными, этильными или пропильными заместителями; этил, метил- или диметилзамещенный 1-децен; 1-додецен; и стирол. Особенно предпочтительными α-олефиновыми сомономерами являются 1-бутен, 1-гексен и 1-октен. Содержание этилена или пропилена в таких сополимерах может составлять приблизительно от 60 мол.% до 99 мол.%, согласно некоторым вариантам осуществления, приблизительно от 80 мол.% до 98,5 мол.% и, согласно некоторым вариантам осуществления, приблизительно от 87 мол.% до 97,5 мол.%. Содержание α-олефина может аналогичным образом лежать в диапазоне приблизительно от 1 мол.% до 40 мол.%, согласно некоторым вариантам осуществления, приблизительно от 1,5 мол.% до 15 мол.% и, согласно некоторым вариантам осуществления, приблизительно от 2,5 мол.% до 13 мол.%.
Примеры олефиновых сополимеров, используемых в настоящем изобретении, включают в себя сополимеры на основе этилена, доступные под названием EXACT™ из компании ExxonMobil Chemical Company, Хьюстон, Техас. Другие подходящие этиленовые сополимеры доступны под названиями ENGAGE™, AFFINITY™, DOWLEX™ (ЛПЭНП (англ. LLDPE)) и ATTANE™ (ПЭСНП (англ. ULDPE, Ultra Low Density Polyethylene - полиэтилен сверхнизкой плотности)) из компании Dow Chemical Company, Мидленд, Мичиган. Другие подходящие полиэтилены описаны в патентных документах US 4937299, Ewen et al.; US 5218071, Tsutsui et al.; US 5272236, Lai, et al.; и US 5278272, Lai, et al., которые полностью включены в настоящую работу посредством ссылки для всех целей. Подходящие пропиленовые сополимеры также коммерчески доступны под названиями VISTAMAXX™ из ExxonMobil Chemical Co., Хьюстон, Техас; FINA™ (например, 8573) из Atofina Chemicals, Фелюи, Бельгия; TAFMER™, доступный из компании Mitsui Petrochemical Industries; и VERSIFY™, доступный из компании Dow Chemical Co., Мидленд, Мичиган. Другие примеры подходящих полипропиленов описаны в патентных документах US 6500563, Datta. et al.; US 5539056, Yang, et al.; и US 5596052, Resconi, et al., которые полностью включены в настоящую работу посредством ссылки для всех целей.
Для получения олефиновых сополимеров в большинстве случаев может быть использован любой из целого ряда известных способов. Например, полиолефины могут быть получены с помощью свободнорадикального или комплексного катализатора (например, катализатора Циглера-Натта). Предпочтительно, полиолефин получают с помощью комплексного катализатора с единым центром полимеризации, такого как металлоценовый катализатор. Такая каталитическая система позволяет получать этиленовые сополимеры, в которых сомономер беспорядочно распределен внутри молекулярной цепи и равномерно распределен по всем разным молекулярно-массовым фракциям. Металлоцен-катализированные полиолефины описаны, например, в патентных документах US 5571619, McAlpin et al.; US 5322728, Davis et al.; US 5472775, Obijeski et al.; US 5272236, Lai et al.; US 6090325, Wheat, et al.; которые полностью включены в настоящую работу посредством ссылки для всех целей. Примеры металлоценовых катализаторов включают в себя дихлорид бис(н-бутилциклопентадиенил)титана, дихлорид бис(н-бутилциклопентадиенил)циркония, хлорид бис(циклопентадиенил)скандия, дихлорид бис(инденил)циркония, дихлорид бис(метилциклопентадиенил)титана, дихлорид бис(метилциклопентадиенил) циркония, кобальтоцен, трихлорид циклопентадиенилтитана, ферроцен, дихлорид гафноцена, дихлорид изопропил(циклопентадиенил-1-флуоренил)циркония, дихлорид мол ибдоцена, никелоцен, дихлорид ниобоцена, рутеноцен, дихлорид титаноцена, гидрид хлорида цирконоцена, дихлорид цирконоцена и так далее. Полимеры, полученные с использованием металлоценовых катализаторов, как правило, имеют узкое молекулярно-массовое распределение. Например, металлоцен-катализированные полимеры могут иметь индексы полидисперсности (Mw/Mn) ниже 4, регулированную короткоцепную разветвленность и регулированную изотактичность.
Вне зависимости от использованных материалов относительное процентное содержание полимерной добавки, повышающей ударную прочность, в термопластичной композиции выбирают таким образом, чтобы требуемые свойства достигались без значительного воздействия на возобновляемость получаемой в результате композиции. Например, добавку, повышающую ударную прочность, как правило, используют в количестве приблизительно от 1 мас.% до 30 мас.%, согласно некоторым вариантам осуществления, приблизительно от 2 мас.% до 25 мас.% и, согласно некоторым вариантам осуществления, приблизительно от 5 мас.% до 20 мас.% от термопластичной композиции, на основе массы возобновляемых сложных полиэфиров, использованных в композиции. Концентрация добавки, повышающей ударную прочность, во всей термопластичной композиции может аналогичным образом составлять приблизительно от 0,1 мас.% до 30 мас.%, согласно некоторым вариантам осуществления, приблизительно от 0,5 мас.% до 25 мас.% и, согласно некоторым вариантам осуществления, приблизительно от 1 мас.% до 20 мас.%.
С. Модификатор границы раздела фаз
Для уменьшения степени трения и связности между добавкой, повышающей ударную прочность, и возобновляемым сложным полиэфиром и, соответственно, для улучшения степени и однородности нарушения сцепления в термопластичной композиции также используют модификатор границы раздела фаз. Модификатор обычно имеет жидкую или полутвердую форму при комнатной температуре (например, 25°C), так что он обладает относительно низкой вязкостью, что облегчает его введение в термопластичную композицию и свободное перемещение к полимерным поверхностям. В этой связи кинематическая вязкость модификатора границы раздела фаз составляет, как правило, приблизительно от 0,7 до 200 сантистокс (“сСт”), согласно некоторым вариантам осуществления, приблизительно от 1 до 100 сСт и, согласно некоторым вариантам осуществления, приблизительно от 1,5 до 80 сСт, при температуре 40°C. Кроме того, модификатор границы раздела фаз также, как правило, является гидрофобным, вследствие чего он имеет сродство к полимерной добавке, повышающей ударную прочность, приводя к изменению межфазного натяжения между возобновляемым сложным полиэфиром и добавкой, повышающей ударную прочность. Можно предположить, что при уменьшении физических сил на границе между сложным полиэфиром и добавкой, повышающей ударную прочность, низковязкая гидрофобная природа модификатора может помочь облегчить нарушение сцепления с полиэфирной матрицей при приложении внешних сил. При использовании в данном контексте, термин “гидрофобный”, как правило, относится к материалу, имеющему краевой угол смачивания водой в воздухе приблизительно 40° или больше и в некоторых случаях приблизительно 60° или больше. Напротив, термин “гидрофильный”, как правило, относится к материалу, имеющему краевой угол смачивания водой в воздухе меньше приблизительно 40°. Одним из испытаний, подходящих для измерения угла смачивания, является стандарт ASTM D5725-99 (2008).
Подходящие гидрофобные низковязкие модификаторы границы раздела фаз могут включать в себя, например, кремнийорганические соединения, сополимеры кремнийорганических соединений и простых полиэфиров, алифатические сложные полиэфиры, ароматические сложные полиэфиры, алкиленгликоли (например, этиленгликоль, диэтиленгликоль, триэтиленгликоль, тетраэтиленгликоль, пропиленгликоль, полиэтиленгликоль, полипропиленгликоль, полибутиленгликоль и тому подобное), алкандиолы (например, 1,3-пропандиол, 2,2-диметил-1,3-пропандиол, 1,3-бутандиол, 1,4-бутандиол, 1,5-пентандиол, 1,6-гександиол, 2,2,4-триметил-1,6-гександиол, 1,3-циклогександиметанол, 1,4-циклогександиметанол, 2,2,4,4-тетраметил-1,3-циклобутандиол и тому подобное), аминооксиды (например, октилдиметиламиноксид), сложные эфиры жирных кислот и тому подобное. Одним из наиболее приемлемых модификаторов границы раздела фаз является простой полиэфирполиол, такой как коммерчески доступный под торговым наименованием PLURIOL® WI из компании BASF Corp. Другим подходящим модификатором является частично возобновляемый эфир, такой как коммерчески доступный под торговым наименованием HALLGREEN® IM из компании Hallstar.
Хотя фактическое количество может варьироваться, модификатор границы раздела фаз, как правило, используют в количестве приблизительно от 0,1 мас.% до 20 мас.%, согласно некоторым вариантам осуществления, приблизительно от 0,5 мас.% до 15 мас.% и, согласно некоторым вариантам осуществления, приблизительно от 1 мас.% до 10 мас.% от термопластичной композиции, на основе массы возобновляемых сложных полиэфиров, использованных в композиции. Концентрация модификатора границы раздела фаз во всей термопластичной композиции может аналогичным образом составлять приблизительно от 0,05 мас.% до 20 мас.%, согласно некоторым вариантам осуществления, приблизительно от 0,1 мас.% до 15 мас.% и, согласно некоторым вариантам осуществления, приблизительно от 0,5 мас.% до 10 мас.%.
При использовании в приведенных выше количествах модификатор границы раздела фаз обладает свойством, позволяющим ему легко перемещаться к поверхности границы раздела фаз полимеров и облегчать нарушение сцепления без разрушения общих характеристик расплава термопластичной композиции. Например, модификатор границы раздела фаз, как правило, не оказывает пластифицирующего действия на полимер путем снижения его температуры стеклования. Совсем наоборот, авторы настоящего изобретения установили, что температура стеклования термопластичной композиции может оставаться по существу такой же, как у исходного возобновляемого сложного полиэфира. В этой связи отношение температуры стеклования композиции к температуре стеклования сложного полиэфира составляет, как правило, приблизительно от 0,7 до 1,3, согласно некоторым вариантам осуществления, приблизительно от 0,8 до 1,2 и, согласно некоторым вариантам осуществления, приблизительно от 0,9 до 1,1. Термопластичная композиция может, например, иметь температуру стеклования приблизительно от 35°C до 80°C, согласно некоторым вариантам осуществления, приблизительно от 40°C до 80°C и, согласно некоторым вариантам осуществления, приблизительно от 50°C до 65°C. Скорость течения расплава термопластичной композиции также может быть такой же, как скорость течения возобновляемого сложного полиэфира. Например, скорость течения расплава композиции (на сухой основе) может составлять приблизительно от 0,1 до 70 г/10 мин, согласно некоторым вариантам осуществления, приблизительно от 0,5 до 50 г/10 мин и, согласно некоторым вариантам осуществления, приблизительно от 5 до 25 г/10 мин, как определено при нагрузке 2160 г и температуре 190°C.
D. Агент, улучшающий совместимость
Как было указано выше, обычно выбирают такую полимерную добавку, повышающую ударную прочность, которая имеет параметр растворимости, достаточно близкий к параметру растворимости возобновляемого сложного полиэфира. Наряду с прочим, это может повышать совместимость фаз и улучшать общее распределение дискретных доменов в объеме непрерывной фазы. Тем не менее, в некоторых вариантах осуществления для дополнительного улучшения совместимости между возобновляемым сложным полиэфиром и полимерной добавкой, повышающей ударную прочность, может быть необязательно использован агент, улучшающий совместимость. Это может быть особенно желательно в случаях, когда полимерная добавка, повышающая ударную прочность, имеет полярный фрагмент, такой как полиуретаны, акриловые смолы и т.д. В случае использования агенты, улучшающие совместимость, как правило, составляют приблизительно от 0,5 мас.% до 20 мас.%, согласно некоторым вариантам осуществления, приблизительно от 1 мас.% до 15 мас.% и, согласно некоторым вариантам осуществления, приблизительно от 1,5 мас.% до 10 мас.% от термопластичной композиции. Одним из примеров подходящего агента, улучшающего совместимость, является функционализированный полиолефин. Полярный компонент может быть обеспечен, например, с помощью одной или нескольких функциональных групп, а неполярный компонент - с помощью олефина. Олефиновый компонент агента, улучшающего совместимость обычно может быть образован из любого линейного или разветвленного α-олефинового мономера, олигомера или полимера (включая сополимеры), полученного из олефинового мономера, такого как описан выше.
Функциональная группа агента, улучшающего совместимость, может быть любой группой, обеспечивающей полярный сегмент молекулы. Особенно подходящими функциональными группами являются малеиновый ангидрид, малеиновая кислота, фумаровая кислота, малеимид, гидразид малеиновой кислоты, продукт реакции малеинового ангидрида и диамина, метилнадикангидрид (ангидрид метилэндиковой кислоты), дихлормалеиновый ангидрид, амид малеиновой кислоты и тому подобное. Полиолефины, модифицированные малеиновым ангидридом, особенно хорошо подходят для настоящего изобретения. Такие модифицированные полиолефины, как правило, получают путем прививки малеинового ангидрида на материал основной цепи полимера. Такие малеинированные полиолефины доступны из компании Е.I. du Pont de Nemours and Company под наименованием Fusabond®, как, например, P серии (химически модифицированный полипропилен), Е серии (химически модифицированный полиэтилен), С серии (химически модифицированный этиленвинилацетат), А серии (химически модифицированные сополимеры или терполимеры полиэтилена и акриловой кислоты) или N серии (химически модифицированный этилен-пропилен, этилен-пропилен-диеновый мономер (“EPDM”) или этилен-октен). В альтернативном варианте, малеинированные полиолефины также доступны из компании Chemtura Corp. под наименованием Polybond® и Eastman Chemical Company под наименованием Eastman G серии.
Согласно некоторым вариантам осуществления, агент, улучшающий совместимость, также может быть реакционно-способным. Одним из примеров такого реакционно-способного агента, улучшающего совместимость, является полиэпоксидный модификатор, содержащий, в среднем, по меньшей мере по два оксирановых кольца на молекулу. Не стремясь быть ограниченными теорией, можно предположить, что такие полиэпоксидные молекулы могут индуцировать реакцию возобновляемого сложного полиэфира при определенных условиях, тем самым улучшая прочность его расплава без значительного снижения температуры стеклования. Реакция может включать в себя удлинение цепи, образование боковой цепи, прививку, образование сополимера и т.д. Удлинение цепи, например, может протекать через множество различных путей реакции. Например, модификатор может позволять протекание нуклеофильной реакции раскрытия цикла через посредство карбоксильной концевой группы возобновляемого сложного полиэфира (образование сложного эфира) или через посредство гидроксильной группы (образование простого эфира). Оксазолиновые побочные реакции могут протекать аналогичным образом с образованием эфирамидных фрагментов. При посредстве таких реакций молекулярная масса возобновляемого сложного полиэфира может увеличиваться, противодействуя разложению, часто наблюдающемуся во время процесса плавления. При том что является целесообразным индуцировать реакцию с возобновляемым сложным полиэфиром, как описано выше, авторы настоящего изобретения установили, что чрезмерная реакция может приводить к сшиванию между основными цепями сложных полиэфиров. Если допустить такое сшивание в значительной степени, образующаяся в результате полимерная смесь может стать хрупкой, и возникнут сложности при получении пленки с требуемыми параметрами упругости и удлинения.
В этой связи авторы настоящего изобретения установили, что особенно эффективными являются полиэпоксидные модификаторы, имеющие относительно низкую эпоксидную функциональность, что может быть выражено количественно с помощью их “эпоксидной эквивалентной массы”. Эпоксидная эквивалентная масса отражает количество смолы, содержащее одну молекулу с эпоксидной группой, и может быть вычислена делением среднечисленной молекулярной массы модификатора на количество эпоксидных групп в молекуле. Полиэпоксидный модификатор настоящего изобретения, как правило, имеет среднечисленную молекулярную массу приблизительно от 7500 до 250000 г/моль, согласно некоторым вариантам осуществления, приблизительно от 15000 до 150000 г/моль и, согласно некоторым вариантам осуществления, приблизительно от 20000 до 100000 г/моль, с коэффиицентом полидисперсности, как правило, в диапазоне от 2,5 до 7. Полиэпоксидный модификатор может содержать менее 50, согласно некоторым вариантам осуществления, от 5 до 45 и, согласно некоторым вариантам осуществления, от 15 до 40 эпоксидных групп. В свою очередь, эпоксидная эквивалентная масса может быть менее приблизительно 15000 г/моль, согласно некоторым вариантам осуществления, составлять приблизительно от 200 до 10000 г/моль и, согласно некоторым вариантам осуществления - приблизительно от 500 до 7000 г/моль.
Полиэпоксид может быть линейным или разветвленным, гомополимером или сополимером (например, статистическим, привитым, блок-сополимером и т.д.), содержащим концевые эпоксидные группы, скелетные оксирановые звенья и/или боковые эпоксидные группы. Мономеры, используемые для образования таких полиэпоксидов, могут варьироваться. Согласно одному из частных вариантов осуществления, например, полиэпоксидный модификатор содержит по меньшей мере один функционализированный эпоксидом (мет)акриловый мономерный компонент. При использовании в данном контексте, термин “(мет)акриловый” включает в себя акриловые и метакриловые мономеры, а также их соли и сложные эфиры, как, например, акрилатный и метакрилатный мономеры. Например, подходящие функционализированные эпоксидом (мет)акриловые мономеры могут включать в себя, не ограничиваясь перечнем, мономеры, содержащие 1,2-эпоксидные группы, такие как глицидилакрилат и глицидилметакрилат. Другие подходящие функционализированные эпоксидом мономеры включают в себя аллилглицидиловый эфир, глицидилэтакрилат и глицидилитаконат.
Полиэпоксид, как правило, имеет относительно высокую молекулярную массу, как указано выше, вследствие чего он не только может приводить к удлинению цепи возобновляемого сложного полиэфира, но также способствует достижению требуемой морфологии смеси. Получающаяся в результате скорость течения расплава полимера, таким образом, обычно лежит в диапазоне приблизительно от 10 до 200 г/10 мин, согласно некоторым вариантам осуществления, приблизительно от 40 до 150 г/10 мин и, согласно некоторым вариантам осуществления, приблизительно от 60 до 120 г/10 мин, как определено при нагрузке 2160 г и температуре 190°C.
При необходимости для получения требуемой молекулярной массы в полиэпоксиде также могут быть использованы дополнительные мономеры. Такие мономеры могут варьироваться и включают в себя, например, сложноэфирные мономеры, (мет)акриловые мономеры, олефиновые мономеры, амидные мономеры и тому подобное. Согласно одному из частных вариантов осуществления, например, полиэпоксидный модификатор включает в себя по меньшей мере один линейный или разветвленный α-олефиновый мономер, такой как мономеры, содержащие от 2 до 20 атомов углерода и, предпочтительно, от 2 до 8 атомов углерода. Конкретные примеры включают в себя этилен, пропилен, 1-бутен; 3-метил-1-бутен; 3,3-диметил-1-бутен; 1-пентен; 1-пентен с одним или несколькими метильными, этильными или пропильными заместителями; 1-гексен с одним или несколькими метильными, этильными или пропильными заместителями; 1-гептен с одним или несколькими метильными, этильными или пропильными заместителями; 1-октен с одним или несколькими метильными, этильными или пропильными заместителями; 1-нонен с одним или несколькими метильными, этильными или пропильными заместителями; этил, метил- или диметилзамещенный 1-децен; 1-додецен; и стирол. Особенными предпочтительными α-олефиновыми сомономерами являются этилен и пропилен.
Другой подходящий мономер может включать в себя (мет)акриловый мономер, который не является функционализированным эпоксидом. Примеры таких (мет)акриловых мономеров могут включать в себя метилакрилат, этилакрилат, н-пропилакрилат, изопропилакрилат, н-бутилакрилат, втор-бутилакрилат, изобутилакрилат, трет-бутилакрилат, н-амилакрилат, изоамилакрилат, изоборнилакрилат, н-гексилакрилат, 2-этилбутилакрилат, 2-этилгексилакрилат, н-октилакрилат, н-децилакрилат, метилциклогексилакрилат, циклопентилакрилат, циклогексилакрилат, метилметакрилат, этилметакрилат, 2-гидроксиэтилметакрилат, н-пропилметакрилат, н-бутилметакрилат, изопропилметакрилат, изобутилметакрилат, н-амилметакрилат, н-гексилметакрилат, изоамилметакрилат, втор-бутилметакрилат, трет-бутилметакрилат, 2-этилбутилметакрилат, метилциклогексилметакрилат, циннамилметакрилат, кротилметакрилат, циклогексилметакрилат, циклопентилметакрилат, 2-этоксиэтилметакрилат, изоборнилметакрилат и тому подобное, а также их комбинации.
Согласно одному из особенно желательных вариантов осуществления настоящего изобретения, полиэпоксидный модификатор представляет собой терполимер, образованный функционализированным эпоксидом (мет)акриловым мономерным компонентом, α-олефиновым мономерным компонентом и нефункционализированным эпоксидом (мет)акриловым мономерным компонентом. Например, полиэпоксидный модификатор может быть сополимером этилена, метилакрилата и глицидилметакрилата, имеющим следующую структуру:

где x, y и z больше или равны 1.
Функционализированный эпоксидом мономер может быть преобразован в полимер с помощью различных известных способов. Например, мономер, содержащий полярные функциональные группы, может быть привит на основную цепь полимера с образованием привитого сополимера (графт-сополимера). Такие способы прививки хорошо известны в данной области техники и описаны, например, в патентном документе US 5179164, который полностью включен в настоящий документ посредством ссылки для всех целей. Согласно другим вариантам осуществления, мономер, содержащий функциональные эпоксидные группы, может быть сополимеризован с мономером с образованием блоксополимера или статистического сополимера с помощью известных методик свободнорадикальной полимеризации, таких как реакции под высоким давлением, каталитические реакционные системы с катализатором Циглера-Натта, реакционные системы с катализатором с единым центром полимеризации (например, металлоценом) и т.д.
Относительная доля мономерного компонента (компонентов) может быть выбрана для достижения баланса между реакционностью эпокси-групп и скоростью течения расплава. В частности, высокие содержания эпокси-мономера могут приводить к хорошей реакционной способности с возобновляемым сложным полиэфиром, однако слишком высокое содержание может снижать скорость течения расплава до такой степени, что полиэпоксидный модификатор отрицательно повлияет на прочность расплава полимерной смеси. Так, в большинстве вариантов осуществления, функционализированный эпоксидом (мет)акриловый мономер (мономеры) составляет (составляют) приблизительно от 1 мас.% до 25 мас.%, согласно некоторым вариантам осуществления, приблизительно от 2 мас.% до 20 мас.% и, согласно некоторым вариантам осуществления, приблизительно от 4 мас.% до 15 мас.% от сополимера. α-Олефиновый мономер (мономеры) может аналогичным образом составлять приблизительно от 55 мас.% до 95 мас.%, согласно некоторым вариантам осуществления, приблизительно от 60 мас.% до 90 мас.% и, согласно некоторым вариантам осуществления, приблизительно от 65 мас.% до 85 мас.% от сополимера. При использовании другие мономерные компоненты (например, нефункционализированные эпоксидом (мет)акриловые мономеры) могут составлять приблизительно от 5 мас.% до 35 мас.%, согласно некоторым вариантам осуществления, приблизительно от 8 мас.% до 30 мас.% и, согласно некоторым вариантам осуществления, приблизительно от 10 мас.% до 25 мас.% от сополимера. Одним из конкретных примеров подходящего полиэпоксидного модификатора, который может быть использован в настоящем изобретении, является коммерчески доступный из фирмы Arkema под названием LOTADER® АХ8950 или АХ8900. LOTADER® АХ8950, например, имеет скорость течения расплава от 70 до 100 г/10 мин и содержание мономера глицидилметакрилата от 7 мас.% до 11 мас.%, содержание мономера метилакрилата от 13 мас.% до 17 мас.% и содержание этиленового мономера - от 72 мас.% до 80 мас.%.
Наряду с регулированием типа и относительного количества мономеров, используемых для образования полиэпоксидного модификатора, для достижения требуемых преимуществ также может регулироваться общий массовый процент. Например, если уровень модификации является слишком низким, требуемое увеличение прочности расплава и механических свойств не может быть достигнуто. Однако авторы настоящего изобретения также установили, что если уровень модификации является слишком высоким, способность образовывать пленку может быть ограниченной из-за сильных молекулярных взаимодействий (например, сшивания) и образования физической сетки функциональными эпоксидными группами. Так, полиэпоксидный модификатор, как правило, используют в количестве приблизительно от 0,05 мас.% до 10 мас.%, согласно некоторым вариантам осуществления, приблизительно от 0,1 мас.% до 8 мас.%, согласно некоторым вариантам осуществления, приблизительно от 0,5 мас.% до 5 мас.% и, согласно некоторым вариантам осуществления, приблизительно от 1 мас.% до 3 мас.%, от термопластичной композиции, на основе массы возобновляемых сложных полиэфиров, использованных в композиции. Полиэпоксидный модификатор также может составлять приблизительно от 0,05 мас.% до 10 мас.%, согласно некоторым вариантам осуществления, приблизительно от 0,05 мас.% до 8 мас.%, согласно некоторым вариантам осуществления, приблизительно от 0,1 мас.% до 5 мас.% и, согласно некоторым вариантам осуществления, приблизительно от 0,5 мас.% до 3 мас.%, от общей массы композиции.
Помимо полиэпоксидов в настоящем изобретении также могут быть использованы и другие реакционно-способные агенты, улучшающие совместимость, такие как оксазолин-функционализированные полимеры, цианид-функционализированные полимеры и т.д. При использовании такие реакционные агенты, улучшающие совместимость, могут присутствовать в концентрациях, упоминавшихся выше для полиэпоксидного модификатора. Согласно одному из частных вариантов осуществления, может быть использован привитый оксазолином полиолефин, представляющий собой полиолефин, привитый мономером, содержащим оксазолиновое кольцо. Оксазолин может включать в себя 2-оксазолин, такой как 2-винил-2-оксазолин (например, 2-изопропенил-2-оксазолин), 2-алифатический алкил-2-оксазолин (например, получаемый из этаноламида олеиновой кислоты, линолевой кислоты, пальмитолеиновой кислоты, гадолеиновой кислоты, эруковой кислоты и/или арахидоновой кислоты) и их комбинации. Согласно другому варианту осуществления, оксазолин может быть выбран, например, из малеината рицинолоксазолина, ундецил-2-оксазолина, соевого масла, модифицированного 2-оксазолином, касторового масла, модифицированного 2-оксазолином, и их комбинаций. Согласно еще одному варианту осуществления, оксазолин выбирают из 2-изопропенил-2-оксазолина, 2-изопропенил-4,4-диметил-2-оксазолина и их комбинаций.
Е. Другие компоненты
Один из отличительных аспектов настоящего изобретения заключается в том, что может быть получена пленка с относительно высокими объемом пор и воздухопроницаемостью без необходимости использования частиц наполнителя, такого как описан выше, которые обычно требуются для образования микропористых пленок. Это может обеспечить многочисленные преимущества, включая потенциальное снижение расходов и упрощение изготовления. Фактически, термопластичная композиция и/или один или несколько слоев пленки (например, базовый слой) могут по существу не содержать частиц наполнителя (например, частиц неорганического наполнителя). Например, частицы наполнителя могут присутствовать в количестве не более чем приблизительно 10 мас.%, согласно некоторым вариантам осуществления, не более чем приблизительно 5 мас.% и, согласно некоторым вариантам осуществления, не более чем приблизительно 1 мас.% от термопластичной композиции. Однако при этом, согласно некоторым вариантам осуществления, при необходимости в термопластичной композиции могут быть использованы и большие количества частиц наполнителя.
Помимо достижения высокой степени воздухопроницаемости без использования обычных частиц наполнителя авторы настоящего изобретения также установили, что хорошие механические свойства могут быть обеспечены без необходимости использования различных стандартных добавок, таких как пластификаторы (например, твердый или полутвердый полиэтиленгликоль). Фактически, термопластичная композиция может по существу не содержать пластификаторов. Например, пластификаторы могут присутствовать в количестве не более чем приблизительно 1 мас.%, согласно некоторым вариантам осуществления, не более чем приблизительно 0,5 мас.% и, согласно некоторым вариантам осуществления, приблизительно от 0,001 мас.% до 0,2 мас.% от термопластичной композиции. Разумеется, в силу различных причин в композиции может быть использован целый ряд ингредиентов. Например, используемые материалы включают в себя, не ограничиваясь перечнем, катализаторы, антиокислители, стабилизаторы, поверхностно-активные вещества, воски, твердые растворители, наполнители, зародышеобразующие агенты (например, карбонат кальция и тому подобное), твердые микрочастицы и другие материалы, добавляемые для улучшения технологических характеристик термопластичной композиции.
II. Смешивание
Сырьевые материалы (например, возобновляемый сложный полиэфир, добавка, повышающая ударную прочность и другие необязательные компоненты) могут быть смешаны при помощи любого из целого ряда известных способов. Например, согласно одному из вариантов осуществления, сырьевые материалы могут подаваться по отдельности или вместе. Например, сырьевые материалы могут быть сначала смешаны в сухом виде с получением по существу гомогенной сухой смеси. Аналогичным образом, сырьевые материалы могут подаваться одновременно или последовательно в устройство для формования из расплава, в котором происходит дисперсионное смешение материалов. Могут быть использованы периодические и/или непрерывные способы формования из расплава. Для осуществления процессов смешивания и плавления материалов могут использоваться, например, смеситель/месильная машина, смеситель Бенбери (англ. Banbury), смеситель непрерывного действия фирмы Фаррел (англ. Farrel), одношнековый экструдер, двухшнековый экструдер, вальцовая дробилка и т.д. Особенно подходящими устройствами для формования из расплава могут быть двухшнековый экструдер с закручиванием потока в одном направлении (например, экструдер ZSK-30, доступный из компании Werner & Pfleiderer Corporation, Рэмси, Нью-Джерси, или экструдер Thermo Prism™ USALAB 16, доступный из компании Thermo Electron Corp., Стоун, Англия). Такие экструдеры могут иметь подводящие и вентиляционные отверстия и обеспечивают высокоинтенсивное дистрибутивное (распределительное) и дисперсионное перемешивание. Например, сырьевые материалы могут подаваться в одно и то же либо в разные подающие отверстия двухшнекового экструдера и перемешиваться в расплаве с образованием по существу гомогенной расплавленной смеси. При необходимости другие добавки также могут вводиться в расплав полимера и/или подаваться отдельно в экструдер в другом месте по его длине. Альтернативно, добавки могут быть предварительно смешаны с возобновляемым сложным полиэфиром и/или добавкой, повышающей ударную прочность.
Независимо от выбранного конкретного способа обработки сырьевые материалы смешивают при сдвиге/давлении и нагревании, достаточных для обеспечения соответствующей дисперсии, однако не настолько высоких, чтобы неблагоприятно уменьшать размер дискретных доменов, так что они станут непригодными для получения требуемых жесткости и удлинения. Например, смешивание, как правило, протекает при температуре приблизительно от 180°C до 260°C, согласно некоторым вариантам осуществления, приблизительно от 185°C до 250°C и, согласно некоторым вариантам осуществления, приблизительно от 190°C до 240°C. Аналогичным образом, кажущаяся скорость сдвига во время формования из расплава может варьироваться в диапазоне приблизительно от 10 с-1 до 3000 с-1, согласно некоторым вариантам осуществления, приблизительно от 50 с-1 до 2000 с-1 и, согласно некоторым вариантам осуществления, приблизительно от 100 с-1 до 1200 с-1. Кажущаяся скорость сдвига равна 4Q/πR3, где Q - объемная скорость потока (“м3/с”) расплава полимера, a R - радиус (“м”) капилляра (например, головки экструдера), через который протекает расплавленный полимер. Разумеется, для достижения требуемой степени гомогенности можно также регулировать и другие переменные, такие как время пребывания при формовании из расплава, которое обратно пропорционально скорости пропускания.
Для достижения требуемых параметров сдвига (например, скорости, времени пребывания, скорости сдвига, температуры формования из расплава и т.д.) скорость шнека (шнеков) экструдера может быть выбрана в определенном диапазоне. Как правило, повышение температуры продукта при увеличении скорости вращения шнеков наблюдается из-за поступления в систему дополнительной механической энергии. Например, скорость вращения шнеков может варьироваться в диапазоне приблизительно от 50 до 500 оборотов в минуту (“об/мин”), согласно некоторым вариантам осуществления, приблизительно от 70 до 300 об/мин и, согласно некоторым вариантам осуществления, приблизительно от 100 до 200 об/мин. Это может приводить к температуре, которая будет достаточно высокой для диспергирования добавки, повышающей ударную прочность, без отрицательного воздействия на размер получающихся доменов. Скорость сдвига расплава и, в свою очередь, степень, с которой полимеры диспергированы, также могут быть увеличены за счет использования одного или нескольких распределительных и/или диспергирующих перемешивающих элементов внутри смесительной камеры экструдера. Подходящие распределительные смесители для одношнековых экструдеров могут включать в себя, например, Saxon, Dulmage, Cavity Transfer mixers (полостные передающие смесители) и т.д. Аналогичным образом, подходящие дисперсионные смесители могут включать в себя смесители Blister ring, Leroy/Maddock, CRD и т.д. Как известно в данной области техники, перемешивание может быть дополнительно улучшено за счет использования стержней в барабане, создающих волнистость и переориентацию расплава полимера, таких как используемые в экструзионной месильной машине Buss, роторно-полостных смесителях Cavity Transfer и смесителях с взаимозацепляемыми штифтами Vortex Intermeshing Pin (VIP).
III. Структура пленки
Как было указано выше, пленку настоящего изобретения обычно получают при помощи холодной вытяжки материала пленки-предшественника, содержащего жесткий возобновляемый сложный полиэфир, полимерную добавку, повышающую ударную прочность, и другие необязательные компоненты. Для формования пленки-предшественника из смешанной композиции может быть использован любой из известных способов, включая раздувку, отливку, экструдирование через плоскую матрицу и т.д. Согласно одному из частных вариантов осуществления, пленка может быть образована с помощью процесса экструзии с раздувкой, при котором газ (например, воздух) используют для расширения пузыря экструдированной полимерной смеси через мундштук с кольцеобразным соплом. Пузырь затем лопают и собирают в форме плоской пленки. Способы получения пленок экструзией с раздувкой описаны, например, в патентных документах US 3354506, Ralev; 3650649, Schippers; и 3801429, Schrenk et al., а также в опубликованных заявках на патент US 2005/0245162, McCormack. et al. и US 2003/0068951, Boqqs. et al. Согласно еще одному варианту осуществления, пленку получают с помощью отливки.
На Фиг. 1, например, изображен один из вариантов осуществления способа получения пленки методом полива. Согласно этому варианту осуществления, сырьевые материалы (не показаны) подают в экструдер 80 и затем наливают на наносящий валок 90 с образованием однослойной пленки-предшественника 10а. При необходимости изготовления многослойной пленки несколько слоев совместно экструдируют на наносящий валок 90. Наносящий валок 90 может необязательно иметь рельефные элементы для нанесения на пленку рисунка. Как правило, наносящий валок 90 поддерживают при температуре, достаточной для отверждения и закалки листа 10а по мере его образования, как, например, при температуре приблизительно от 20 до 60°С. При необходимости рядом с наносящим валком 90 может быть размещено вакуумное устройство для удерживания пленки-предшественника 10а вблизи поверхности валка 90. Кроме того, воздушные шаберы (ножи) или электростатические пиннеры могут помогать прижимать пленку-предшественник 10а к поверхности наносящего валка 90 по мере ее движения вокруг вращающегося валка. Воздушный шабер представляет собой устройство, известное в данной области техники, которое собирает поток воздуха при очень высокой скорости потока для прижимания краев пленки.
Независимо от конкретной природы материала-предшественника пористую сетчатую структуру создают путем растягивания материала при температуре ниже температуры стеклования возобновляемого сложного полиэфира. Растягивание может происходить в продольном направлении (например, в направлении обработки), в поперечном направлении (например, перпендикулярно направлению обработки) или как комбинация этого. Степень растяжения согласно настоящему изобретению обычно выбирают с таким расчетом, чтобы обеспечить получение требуемой пористой сетки, не оказывая при этом отрицательного воздействия на механические свойства получаемого материала. В связи с этим материал-предшественник, как правило, растягивают (например, в направлении обработки) до степени растяжения приблизительно от 1,1 до 3,0, согласно некоторым вариантам осуществления, приблизительно от 1,2 до 2,0 и, согласно некоторым вариантам осуществления, приблизительно от 1,3 до 1,8. “Степень растяжения” определяют делением длины растянутого материала на его длину до растяжения. Для получения требуемых свойств можно также менять скорость вытяжки, например, в диапазоне приблизительно от 5% до 1000% деформации в минуту, согласно некоторым вариантам осуществления, приблизительно от 20% до 500% деформации в минуту и, согласно некоторым вариантам осуществления, приблизительно от 25% до 200% деформации в минуту. Материал-предшественник, как правило, во время растягивания выдерживают при температуре ниже температуры стеклования возобновляемого сложного полиэфира. Наряду с прочим, это способствует тому, что полиэфирные цепи не изменяются до такой степени, чтобы пористая сетка стала нестабильной. Как правило, материал-предшественник растягивают при температуре, которая по меньшей мере приблизительно на 10°C, согласно некоторым вариантам осуществления, по меньшей мере приблизительно на 20°C и, согласно некоторым вариантам осуществления, по меньшей мере приблизительно на 30°C ниже температуры стеклования. Например, материал-предшественник может быть растянут при температуре приблизительно от 0°C до 50°C, согласно некоторым вариантам осуществления, приблизительно от 15°C до 40°C и, согласно некоторым вариантам осуществления, приблизительно от 20°C до 30°C. При необходимости, материал-предшественник растягивают без использования внешнего нагрева (например, нагретых валов).
Хотя это и не является обязательным, материал-предшественник может быть растянут вдоль без необходимости извлекать его для отдельной обработки. Могут быть использованы различные способы растяжения, такие как вытягивание с помощью растягивающей рамы, двухосное вытягивание, многоосное вытягивание, профилированное вытягивание, вытягивание холодным воздухом, вакуумное вытягивание и так далее. Например, материал пленки-предшественника может быть вытянут при помощи валков, вращающихся с разными скоростями, так что лист растягивается до требуемой степени растяжения в продольном направлении (в направлении обработки). Ориентированная в одном направлении пленка также может быть ориентирована перпендикулярно направлению обработки с образованием “двухосноориентированной” пленки. Например, пленка может быть закреплена по боковым краям с помощью скрепляющих зажимов и перемещена в сушильно-ширильную печь. В сушильно-ширильной печи пленка может быть повторно нагрета и вытянута перпендикулярно направлению обработки до требуемой степени растяжения при помощи скрепляющих зажимов, расходящихся при движении их вперед.
На Фиг. 1, например, изображен один из способов формования ориентированной в одном направлении пленки. Как показано, пленка-предшественник 10а направляется в устройство 100 для ориентации макромолекул пленки или в устройство ориентации направления экструзии (“MDO”, от англ. machine direction orienter), такое как коммерчески доступное из компании Marshall and Willams, Co., Провиденс, Род-Айленд. Устройство MDO имеет множество растягивающих вальцов (как, например, от 5 до 8), которые постепенно растягивают и утончают пленку в направлении обработки, являющемся направлением движения пленки на всем протяжении процесса, как показано на Фиг. 1. Хотя устройство MDO 100 изображено с восемью вальцами, следует понимать, что количество вальцов может быть больше или меньше в зависимости от требуемого уровня растяжения и степени натяжения между каждым из вальцов. Пленка может быть растянута в ходе одной или нескольких отдельных операций растяжки. Следует отметить, что некоторые из вальцов в устройстве MDO могут не работать при возрастающих скоростях. Возрастающие скорости соседних вальцов в MDO растягивают пленку 10а. Скорость вращения растягивающих вальцов определяет степень растяжения пленки и массу конечной пленки. Для “холодного вытягивания” пленки, как описано выше, как правило, требуется, чтобы вальцы MDO 100 были ненагретыми. Тем не менее, при необходимости, один или несколько вальцов могут быть слегка нагреты, чтобы облегчить процесс растяжения при условии, что температура остается ниже указанных выше диапазонов. Образующаяся в результате пленка 10b может быть далее намотана и храниться на приемном вале 60. Хотя это и не показано в данной работе, различные дополнительные потенциальные обрабатывающие и/или завершающие стадии, известные в данной области техники, такие как продольная резка, технологическая обработка, выполнение отверстий, нанесение графических изображений или ламинирование пленки с другими слоями (например, неткаными тонколистовыми материалами), могут быть выполнены без отклонения от объема и сущности изобретения.
Холодная вытяжка, такая как описана выше, обычно приводит к образованию пор, имеющих относительно небольшой осевой размер в направлении растяжения (например, в продольном направлении или в направлении обработки). Например, согласно одному из вариантов осуществления, осевой размер пор может составлять приблизительно 5 мкм или меньше, согласно некоторым вариантам осуществления, приблизительно 2 мкм или меньше и, согласно некоторым вариантам осуществления, приблизительно от 25 нм до 1 мкм. В некоторых случаях поры могут быть “микропорами” в том смысле, что по меньшей мере один из линейных размеров таких пор имеет размер приблизительно 1 мкм или больше. Например, такие микропоры могут иметь размер в направлении, перпендикулярном по отношению к осевому размеру (то есть поперечном или перпендикулярном направлению обработки), составляющий приблизительно 1 мкм или больше, согласно некоторым вариантам осуществления, приблизительно 1,5 мкм или больше и, согласно некоторым вариантам осуществления, приблизительно от 2 мкм до 5 мкм. Это может приводить к аспектному отношению (отношению осевого размера к размеру, перпендикулярному осевому размеру) в случае микропоры приблизительно от 0,1 до 1, согласно некоторым вариантам осуществления, приблизительно от 0,2 до 0,9 и, согласно некоторым вариантам осуществления, приблизительно от 0,3 до 0,8. Аналогичным образом, также могут присутствовать и “нанопоры”, сами по себе или вместе с микропорами. Каждый размер нанопор, как правило, меньше приблизительно 1 мкм и, согласно некоторым вариантам осуществления, составляет приблизительно от 25 до 500 нм.
Помимо формования пористой сетки, как описана выше, вытягивание также может значительно увеличить осевой размер первичных доменов так, что они будут иметь по существу вытянутую форму. Например, вытянутые домены могут иметь осевой размер приблизительно на 10% или более, согласно некоторым вариантам осуществления, приблизительно на от 20% до 500% и, согласно некоторым вариантам осуществления, приблизительно на от 50% до 250% больше, чем осевой размер доменов до вытягивания. Осевой размер после вытягивания может, например, лежать в диапазоне приблизительно от 1 мкм до 400 мкм, согласно некоторым вариантам осуществления, приблизительно от 5 мкм до 200 мкм и, согласно некоторым вариантам осуществления, приблизительно от 10 мкм до 150 мкм. Домены также могут быть относительно тонкими и за счет этого иметь небольшой размер в направлении, перпендикулярном по отношению к осевому размеру (то есть размер поперечного сечения). Например, размер поперечного сечения может составлять приблизительно от 0,02 до 75 мкм, согласно некоторым вариантам осуществления, приблизительно от 0,1 до 40 мкм и, согласно некоторым вариантам осуществления, от 0,4 до 20 мкм в длину. Это может приводить к аспектному отношению (отношению осевого размера к размеру, перпендикулярному к осевому размеру) для доменов приблизительно от 2 до 150, согласно некоторым вариантам осуществления, приблизительно от 3 до 100 и, согласно некоторым вариантам осуществления, приблизительно от 4 до 50.
Авторы настоящего изобретения также установили, что поры могут распределяться по существу равномерно по всей композиции. Например, поры могут располагаться колонками, ориентированными в направлении, обычно перпендикулярном направлению приложения напряжения. Такие колонки могут быть в большинстве случаев параллельны друг другу по ширине композиции. Не имея намерения быть ограниченными теорией, можно предположить, что присутствие такой равномерно распределенной пористой сетки может привести к значительному рассеянию энергии под нагрузкой и вследствие этого - к значительно большему удлинению при растяжении.
Пленка согласно настоящему изобретению может быть одно- или многослойной. Многослойные пленки могут быть получены путем совместной экструзии слоев, нанесением покрытия экструзией или при помощи любого подходящего способа наслаивания. Например, пленка может содержать от двух (2) до пятнадцати (15) слоев и, согласно некоторым вариантам осуществления, от трех (3) до двенадцати (12) слоев. Такие многослойные пленки обычно включают в себя по меньшей мере один базовый слой и по меньшей мере один дополнительный слой (например, поверхностный слой), но могут содержать любое количество требуемых слоев. Например, многослойная пленка может быть образована из базового слоя и одного или нескольких поверхностных слоев, где базовый слой изготавливают из термопластичной композиции настоящего изобретения. В большинстве вариантов осуществления, поверхностный слой (слои) изготавливают из термопластичной композиции, такой как описана выше. Следует понимать, однако, что в поверхностном слое (слоях) могут быть использованы и другие полимеры, такие как полиолефиновые полимеры (например, линейный полиэтилен низкой плотности (ЛПЭНП (англ. LLDPE - linear low-density polyethylene)) или полипропилен).
Толщина пленки настоящего изобретения может быть относительно небольшой для увеличения пластичности. Например, пленка может иметь толщину приблизительно от 1 до 200 мкм, согласно некоторым вариантам осуществления, приблизительно от 2 до 150 мкм, согласно некоторым вариантам осуществления, приблизительно от 5 до 100 мкм и, согласно некоторым вариантам осуществления, приблизительно от 10 до 60 мкм. Несмотря на такую небольшую толщину пленка настоящего изобретения, тем не менее, способна сохранять хорошие механические свойства в процессе использования. Например, пленка является относительно эластичной. Одним из параметров, служащих признаком эластичности пленки, является относительное удлинение в процентах пленки в ее точке разрыва, что устанавливают при помощи кривой зависимости деформаций от напряжения, такой как определяют в соответствии со стандартом ASTM Standard D638-10 при температуре 23°C. Например, относительное удлинение в процентах при разрыве пленки в направлении обработки (“MD”, от англ. machine direction) может составлять приблизительно 10% или больше, согласно некоторым вариантам осуществления, приблизительно 50% или больше, согласно некоторым вариантам осуществления, приблизительно 80% или больше и, согласно некоторым вариантам осуществления, приблизительно от 100% до 600%. Аналогичным образом, относительное удлинение в процентах при разрыве пленки в направлении, перпендикулярном направлению обработки (“CD”, от англ. cross-machine direction), может составлять приблизительно 15% или больше, согласно некоторым вариантам осуществления, приблизительно 40% или больше, согласно некоторым вариантам осуществления, приблизительно 70% или больше и, согласно некоторым вариантам осуществления, приблизительно от 100% до 400%. Другим параметром, являющимся показателем эластичности, является модуль упругости пленки при растяжении, равный отношению растягивающего напряжения к деформации при растяжении, и определяемый по углу наклона кривой напряжение-деформация. Например, пленка, как правило, имеет MD и/или CD модуль упругости при растяжении приблизительно 2500 мегапаскалей (“МПа”) или меньше, согласно некоторым вариантам осуществления, приблизительно 2200 МПа или меньше и, согласно некоторым вариантам осуществления, приблизительно от 500 МПа до 2000 МПа. Модуль упругости при растяжении может быть определен в соответствии со стандартом ASTM D638-10 при температуре 23°C.
Несмотря на свою эластичность, пленка при этом может быть относительно прочной. Одним из параметров, свидетельствующих об относительной прочности пленки, является предел прочности на растяжение, равный максимальному напряжению, полученному по кривой напряжение-деформация, такой как получают в соответствии со стандартом ASTM D638-10. Например, пленка настоящего изобретения может иметь максимальное MD напряжение и/или максимальное CD напряжение приблизительно от 5 до 65 МПа, согласно некоторым вариантам осуществления, приблизительно от 10 МПа до 60 МПа и, согласно некоторым вариантам осуществления, приблизительно от 20 МПа до 55 МПа. Пленка может также иметь MD и/или CD разрушающее напряжение приблизительно от 5 МПа до 60 МПа, согласно некоторым вариантам осуществления, приблизительно от 10 МПа до 50 МПа и, согласно некоторым вариантам осуществления, приблизительно от 20 МПа до 45 МПа. Максимальное напряжение и разрушающее напряжение могут быть определены в соответствии со стандартом ASTM D638-10 при температуре 23°C.
При необходимости пленка настоящего изобретения может быть подвергнута одной или нескольким дополнительным стадиям обработки до и/или после холодной вытяжки. Примеры таких процессов включают в себя, например, растягивание на валке с канавками, перфорацию, тиснение, нанесение покрытия и т.д. Пленка также может быть поверхностно обработана с помощью любого из целого ряда известных способов для улучшения ее свойств. Например, может быть использован пучок частиц высокой энергии (например, плазма, рентгеновские лучи, электронные пучки и т.д.) для удаления или уменьшения любого из поверхностных слоев, образованных на пленке, для изменения полярности поверхности, поверхностной пористости, рельефа поверхности и т.д. При необходимости такая обработка поверхности может быть альтернативно использована до и/или после холодной вытяжки пленки.
Пленка также может быть наслоена на один или несколько нетканых наружных слоев для уменьшения коэффициента трения и усиления тканевого ощущения от составной поверхности. Примеры полимеров, используемых для изготовления нетканых наружных слоев, могут включать в себя, например, полиолефины, например, полиэтилен, полипропилен, полибутилен и тому подобное; политетрафторэтилен; сложные полиэфиры, например, полиэтилентерефталат и так далее; поливинилацетат; поливинилхлоридацетат; поливинилбутираль; акриловые смолы, например, полиакрилат, полиметилакрилат, полиметилметакрилат, и так далее; полиамиды, например, нейлон; поливинилхлорид; поливинилиденхлорид; полистирол; поливиниловый спирт; полиуретаны; полимолочная кислота; их сополимеры; и так далее. При необходимости также могут быть использованы возобновляемые полимеры, такие как описаны выше. Также могут использоваться синтетические или природные полимеры целлюлозы, включая, но не ограничиваясь перечнем, сложные эфиры целлюлозы; простые эфиры целлюлозы; нитраты целлюлозы; ацетаты целлюлозы; ацетобутираты целлюлозы; этилцеллюлозу; регенерированную целлюлозу, такую как вискоза, район и тому подобное. Следует отметить, что полимер (полимеры) может также содержать другие добавки, такие как технологические добавки или обрабатывающие композиции для придания требуемых свойств волокнам, остаточные количества растворителей, пигменты или красители и тому подобное.
Для образования нетканого наружного слоя могут быть использованы монокомпонентные и/или многокомпонентные волокна. Монокомпонентные волокна обычно получают из полимера или смеси полимеров, экструдируемых из одного экструдера. Многокомпонентные волокна обычно получают из двух или нескольких полимеров (например, двухкомпонентные волокна), экструдируемых из отдельных экструдеров. Полимеры могут находиться в по существу постоянно расположенных отдельных зонах поперек поперечного сечения волокон. Компоненты могут располагаться в любой требуемой конфигурации, например, с оболочкой из второго компонента, бок о бок, в виде пирога, «остров-в-море», «три острова», «бычий глаз» или другие разнообразные схемы расположения, известные в данной области техники. Также могут быть образованы многокомпонентные волокна, имеющие различные неправильные формы.
Могут использоваться волокна любой требуемой длины, такие как штапельные волокна, непрерывные волокна и т.д. Например, согласно одному из частных вариантов осуществления, могут быть использованы штапельные волокна с длиной волокна в диапазоне приблизительно от 1 до 150 мм, согласно некоторым вариантам осуществления, приблизительно от 5 до 50 мм, согласно некоторым вариантам осуществления, приблизительно от 10 до 40 мм и, согласно некоторым вариантам осуществления, приблизительно от 10 до 25 мм. Хотя это и не является обязательным, для образования волокнистых слоев со штапельными волокнами могут быть использованы технологии прочесывания, как известно в данной области техники. Например, волокна могут быть сформованы в кардочесанное полотно путем помещения кипы волокон в трепальную машину, в которой происходит разделение волокон. Далее волокна пропускают через гребенной или прочесывающий аппарат, дополнительно разделяющий и выравнивающий волокна в направлении обработки, так что образуется волокнистое нетканое полотно, ориентированное в направлении обработки. Затем кардочесанное полотно может быть скреплено с помощью известных способов с образованием клееного прочесанного нетканого полотна.
При необходимости нетканый наружный слой, используемый для образования нетканого композиционного материала, может иметь многослойную структуру. Подходящие многослойные материалы могут включать в себя, например, слоистые материалы спанбонд/мелтблаун/спанбонд (SMS) и слоистые материалы спанбонд/мелтблаун (SM). Другим примером многослойной структуры является полотно спанбонд, получаемое на прядильном станке с множеством блоков, на котором прядильный блок осаждает волокна поверх слоя волокон, осажденного из предыдущего прядильного блока. Такое отдельное нетканое полотно спанбонд также может рассматриваться как многослойная структура. В этом случае различные слои осажденных волокон в нетканом полотне могут быть одинаковыми либо могут отличаться по массе и/или композиции, типу, размеру, уровню извитости и/или форме получаемых волокон. В качестве другого примера, одиночное нетканое полотно может быть получено как два или несколько получаемых по отдельности слоев полотна спанбонд, кардочесанного полотна и т.д., которые соединены вместе с образованием нетканого полотна. Такие полученные по отдельности слои могут отличаться с точки зрения способа получения, основной массы, композиции и волокон, как обсуждалось выше. Нетканый наружный слой также может содержать дополнительный волокнистый компонент, вследствие чего он считается композиционным материалом. Например, нетканое полотно может быть перепутано с другим волокнистым компонентом с помощью любого из целого ряда способов перепутывания, известных в данной области техники (например, гидравлического, воздушного, механического и т.д.). Согласно одному из вариантов осуществления, нетканое полотно полностью перепутано с целлюлозными волокнами с помощью гидравлического перепутывания. Стандартный процесс гидравлического перепутывания использует струи воды высокого давления для перепутывания волокон с образованием плотной волокнистой структуры с высокой степенью спутанности, например, нетканого полотна. Волокнистый компонент композиционного материала может содержать любое требуемое количество получаемого в результате субстрата.
Основная масса нетканого наружного слоя может, как правило, варьироваться, например, приблизительно от 5 граммов на квадратный метр (“г/м2”) до 120 г/м2, согласно некоторым вариантам осуществления, приблизительно от 8 г/м2 до 70 г/м2 и, согласно некоторым вариантам осуществления, приблизительно от 10 г/м2 до 35 г/м2. При использовании нескольких нетканых наружных слоев такие материалы могут иметь одинаковые или разные основные массы.
IV. Области применения
Пленка настоящего изобретения может применяться в различных областях, как, например, в качестве упаковочной пленки, такой как индивидуальная упаковка, упаковочный пакет или мешок для продажи ряда изделий, таких как пищевые продукты, бумажная продукция (например, салфетки, носовые платки, бумажные полотенца и т.д.), абсорбирующие изделия, защитные пленки, фильтрующие элементы, нанопористые мембраны и т.д. Различные подходящие конфигурации пакетов, оберток или мешков для абсорбирующих изделий описаны, например, в патентных документах US 6716203, Sorebo, et al. и US 6380445, Moder, et al., а также в опубликованной заявке на патент US 2003/0116462, Sorebo, et al.
Пленка также может применяться и в других областях. Например, пленка может использоваться в составе абсорбирующего изделия. Термин “абсорбирующее изделие”, как правило, относится к любому изделию, способному абсорбировать воду или другие жидкости. Примеры некоторых абсорбирующих изделий включают в себя, не ограничиваясь перечнем, абсорбирующие изделия личной гигиены, такие как пеленки, трусы для приучения к туалету, впитывающие трусы, подгузники, средства гигиены для женщин (например, гигиенические салфетки, прокладки и т.д.), купальные костюмы, влажные салфетки для детей и тому подобное; медицинские абсорбирующие изделия, такие как одежда, материалы с отверстиями, впитывающие простыни, подстилки, перевязочный материал, абсорбирующие простыни и медицинские салфетки; салфетки для общественного питания; укрывающие изделия; и тому подобное. Некоторые примеры таких абсорбирующих изделий описаны в патентных документах US 5649916, DiPalma, et al.; US 6110158, Kielpikowski; US 6663611, Blanev, et al. Другие подходящие изделия описаны в заявке на патент US 2004/0060112 А1, Fell et al., a также в патентных документах US 4886512, Damico et al.; US 5558659, Sherrod et al.; US 6888044, Fell et al.; и US 6511465, Freiburger et al. Материалы и способы, подходящие для изготовления таких абсорбирующих изделий, хорошо известны специалистам в данной области техники.
В этой связи один из вариантов осуществления абсорбирующего изделия, в котором может быть использована пленка настоящего изобретения, будет описан далее более подробно. Например, абсорбирующее изделие может включать в себя основную часть корпуса, содержащую верхний лист (слой), наружное покрытие или нижний лист (слой), абсорбирующую внутреннюю часть, расположенную между нижним листом и верхним листом, и пару клапанов, отходящих от каждой продольной стороны основной части корпуса. Верхний лист образует обращенную к телу поверхность абсорбирующего изделия. Абсорбирующий слой расположен внутри по отношению к внешней периферии абсорбирующего изделия и включает в себя обращенную к телу сторону, расположенную рядом с верхним листом, и обращенную к одежде поверхность, расположенную рядом с нижним листом. Согласно одному из частных вариантов осуществления настоящего изобретения, нижний лист представляет собой пленку, изготовленную из термопластичной композиции настоящего изобретения, и, как правило, является непроницаемым для жидкости и необязательно паропроницаемым. Пленка, используемая для изготовления нижнего листа, также может быть скреплена с одним или несколькими неткаными наружными слоями, такими как описаны выше.
Верхний лист обычно предназначен для контактирования с телом пользователя и является проницаемым для жидкости. Верхний лист может окружать абсорбирующий слой, так что он полностью покрывает абсорбирующее изделие. Альтернативно, верхний лист и нижний лист могут выступать за границы абсорбирующего слоя и поверхностно соединяться друг с другом, полностью либо частично, с помощью известных способов. Как правило, верхний лист и нижний лист соединены при помощи склеивания, ультразвуковой сварки или любого другого подходящего способа соединения, известного в данной области техники. Верхний лист является гигиеническим, чистым внешне и до некоторой степени непрозрачным, чтобы скрывать физиологические выделения, накапливающиеся в абсорбирующем слое и поглощенные им. Верхний лист также имеет хорошие параметры диффузии и повторного увлажнения, позволяющие физиологическим выделениям быстро проникать через верхний лист в абсорбирующий слой, не допуская при этом обратного протекания жидкостей организма через верхний лист на кожу владельца. Например, некоторые подходящие материалы, используемые для верхнего листа, включают в себя нетканые материалы, перфорированные термопластичные пленки или их комбинации. Может быть использован нетканый материал, изготовленный из сложного полиэфира, полиэтилена, полипропилена, двухкомпонентного волокна, нейлона, района или аналогичных волокон. Например, белый однородный материал спанбонд является особенно подходящим, поскольку цвет проявляет хорошие маскирующие качества, позволяющие скрывать менструальные кровотечения, проходящие через него. В патентных документах US 4801494, Datta, et al. и US 4908026, Sukiennik, et al., представлены некоторые другие покровные материалы, которые могут быть использованы в настоящем изобретении.
Верхний лист также может содержать множество отверстий, образованных в нем, позволяющих жидкостям организма более легко проходить в абсорбирующий слой. Отверстия могут быть случайно или равномерно расположены по всей площади верхнего листа, либо они могут находиться только на узкой продольной полосе или ленте, расположенной вдоль продольной оси абсорбирующего изделия. Отверстия позволяют физиологическим жидкостям быстро проникать в абсорбирующий слой. Размер, форма, диаметр и количество отверстий могут варьироваться в зависимости от конкретных потребностей.
Абсорбирующее изделие также может содержать абсорбирующий слой, расположенный между верхним листом и нижним листом. Абсорбирующий слой может быть образован из одного абсорбирующего элемента или может быть композиционным материалом, содержащим отдельные и различающиеся абсорбирующие элементы. Следует понимать, однако, что в настоящем изобретении может быть использовано любое число абсорбирующих элементов. Например, согласно одному из вариантов осуществления, абсорбирующий слой может содержать принимающий элемент, расположенный между верхним листом и элементом для задержки переноса. Принимающий элемент может быть изготовлен из материала, способного быстро передавать в направлении оси z физиологическую жидкость, попадающую на верхний лист. Принимающий элемент может в большинстве случаев иметь любые требуемые форму и/или размер. Согласно одному из вариантов осуществления, принимающий элемент имеет прямоугольную форму с длиной, равной или меньшей, чем общая длина абсорбирующего изделия, и шириной, меньшей чем ширина абсорбирующего изделия. Например, может быть использована длина приблизительно от 150 мм до 300 мм и ширина приблизительно от 10 мм до 60 мм.
Принимающий элемент для выполнения указанных выше функций может быть изготовлен из любого из целого ряда различных материалов. Материал может быть синтетическим, целлюлозным либо комбинацией синтетического и целлюлозного материалов. Например, в принимающем элементе могут использоваться целлюлозные ткани суховоздушного формования. Целлюлозная ткань суховоздушного формования может иметь основную массу в диапазоне приблизительно от 10 граммов на квадратный метр (г/м2) до 300 г/м2 и, согласно некоторым вариантам осуществления, приблизительно от 100 г/м2 до 250 г/м2. Согласно одному из вариантов осуществления, целлюлозная ткань суховоздушного формования имеет основную массу приблизительно 200 г/м2. Ткань суховоздушного формования может быть изготовлена из волокон древесины твердых и/или мягких пород. Ткань суховоздушного формования имеет мелкопористую структуру и обеспечивает очень хорошую впитываемость, в особенности для менструального кровотечения.
При необходимости элемент для задержки переноса может быть расположен вертикально под принимающим элементом. Элемент для задержки переноса может содержать материал, менее гидрофильный, чем другие абсорбирующие элементы, и в большинстве случаев может характеризоваться как являющийся по существу гидрофобным. Например, элемент для задержки переноса может быть нетканым волокнистым полотном, состоящим из относительно гидрофобного материала, такого как полипропилен, полиэтилен, сложный полиэфир или тому подобное, а также может состоять из смеси таких материалов. Одним из примеров материала, подходящего для элемента для задержки переноса, является полотно спанбонд, состоящее из полипропилена, многодольных волокон. Другие примеры материалов, подходящих для элемента для задержки переноса, включают в себя полотна спанбонд, состоящие из волокон полипропилена, которые могут быть круглыми, трехдольными или многодольными по форме поперечного сечения и которые могут быть полыми или твердыми по структуре. Как правило, полотна скреплены, например, при помощи термического соединения, на более чем приблизительно от 3% до 30% площади полотна. Другие примеры подходящих материалов, которые могут быть использованы для элемента для задержки переноса, описаны в патентных документах US 4798603, Meyer, et аl., и US 5248309, Serbiak, et al. Для регулирования эффективности изобретения элемент для задержки переноса также может быть обработан выбранным количеством поверхностно-активного вещества для увеличения его исходной смачиваемости.
Элемент для задержки переноса может иметь любой размер, например, длину приблизительно от 150 мм до 300 мм. Как правило, длина элемента для задержки переноса приблизительно равна длине абсорбирующего изделия. Элемент для задержки переноса также может быть равен по ширине принимающему элементу, но, как правило, является более широким. Например, ширина элемента для задержки переноса может составлять приблизительно от 50 мм до 75 мм, и, в частности, приблизительно 48 мм. Элемент для задержки переноса, как правило, имеет основную массу, меньшую, чем основная масса других абсорбирующих элементов. Например, основная масса элемента для задержки переноса составляет, как правило, менее чем приблизительно 150 граммов на квадратный метр (г/м2) и, согласно некоторым вариантам осуществления, составляет приблизительно от 10 г/м2 до 100 г/м2. Согласно одному из частных вариантов осуществления, элемент для задержки переноса изготовлен из полотна из полотна спанбонд, имеющего основную массу приблизительно 30 г/м2.
Помимо упомянутых выше элементов абсорбирующий слой может также включать в себя композиционный абсорбирующий элемент, такой как материал коформ. В этом случае жидкости могут впитываться из элемента для задержки переноса в композиционный абсорбирующий элемент. Композиционный абсорбирующий элемент может быть сформован отдельно от принимающего элемента и/или элемента для задержки переноса, или он может быть сформован одновременно с ними. Например, согласно одному из вариантов осуществления, композиционный абсорбирующий элемент может быть выполнен на элементе для задержки переноса или принимающем элементе, которые выступают в роли носителя во время коформ-процесса, описанного ранее.
Хотя выше были описаны различные конфигурации абсорбирующего изделия, следует понимать, что другие конфигурации также включены в объем настоящего изобретения. Кроме того, настоящее изобретение никоим образом не ограничивается нижними листами, и пленка настоящего изобретения может быть включена в целый ряд различных компонентов абсорбирующего изделия. Например, покровная пленка абсорбирующего изделия может содержать пленку настоящего изобретения.
Настоящее изобретение может быть более понятно со ссылкой на следующие примеры.
ОПИСАНИЕ ПРИМЕРОВ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Методы испытаний
Скорость течения расплава:
Скорость течения расплава (“MFR”, от англ. melt flow rate) представляет собой массу полимера (в граммах), продавливаемую через отверстие экструзионного пластометра (диаметром 0,0825 дюйма) при нагрузке 2160 граммов за 10 минут, как правило, при температуре 190°C или 230°C. Если не указано иное, скорость течения расплава измеряют в соответствии со стандартом ASTM, метод испытания D1239, с помощью экструзионного пластометра Tinius Olsen.
Тепловые свойства:
Температура стеклования (Tg) может быть определена с помощью динамического механического анализа (DMA, от англ. dynamic mechanical analysis) в соответствии со стандартом ASTM Е1640-09. При этом может быть использован прибор Q800 компании ТА Instruments. Экспериментальные работы могут быть выполнены в геометрических параметрах напряжение/напряжение при развертке температуры в диапазоне от -120°C до 150°C со скоростью нагрева 3°C/мин. Частота амплитуды деформации во время испытания может поддерживаться постоянной (2 Гц). Могут быть испытаны три (3) независимых образца, чтобы получить среднюю температуру стеклования, которую определяют как максимальное значение тангенса (tg) δ кривой, где tgδ определяют как отношение модуля потерь к модулю накопления (tgδ=Е”/Е').
Температура плавления может быть определена с помощью дифференциальной сканирующей калориметрии (ДСК, англ. DSC - differential scanning calorimetry). Дифференциальный сканирующий калориметр может быть дифференциальным сканирующим калориметром DSC Q100, оснащенным оборудованием для охлаждения жидким азотом и аналитической программой системы программного обеспечения UNIVERSAL ANALYSIS 2000 (версия 4.6.6), оба из которых доступны из компании Т.А. Instruments Inc., Нью-Касл, Делавэр. Во избежание непосредственного контакта с образцами используют пинцеты или другие инструменты. Образцы помещают в кювету из алюминия и взвешивают с точностью до 0,01 мг на аналитических весах. На кювету поверх образца материала помещают крышку. Как правило, гранулы смолы помещают непосредственно во взвешиваемую кювету.
Дифференциальный сканирующий калориметр калибруют с помощью стандарта - металлического индия и выполняют коррекцию базовой линии, как описано в инструкции по эксплуатации к дифференциальному сканирующему калориметру. Образец материала помещают в рабочую камеру дифференциального сканирующего калориметра для испытания, в качестве сравнения используют пустую кювету. Все анализы выполняют при продувке рабочей камеры азотом (технический сорт) со скоростью 55 см3/мин. Для образцов гранул смолы программа нагревания и охлаждения представляет собой 2-циклическое испытание, которое начинается с уравновешивания камеры при температуре -30°C с последующим первым периодом нагревания со скоростью нагрева 10°C/мин до температуры 200°C, с последующим уравновешиванием образца при температуре 200°C в течение 3 минут, с последующим первым периодом охлаждения со скоростью охлаждения 10°C/мин до температуры -30°C, с последующим уравновешиванием образца при температуре -30°C в течение 3 минут и далее вторым периодом нагревания со скоростью нагрева 10°C/мин до температуры 200°C. Все анализы выполняют при продувке рабочей камеры азотом (технический сорт) со скоростью 55 см3/мин.
Результаты вычисляют с помощью аналитической программы системы программного обеспечения UNIVERSAL ANALYSIS 2000, которая идентифицирует и переводит в количественное выражение температуру стеклования (Tg) перегиба кривой, эндотермические и экзотермические пики и площади под пиками на графиках ДСК (англ. DSC). Температуру стеклования определяют как область на кривой графика, где происходит отчетливое изменение наклона, а температуру плавления определяют с помощью автоматического вычисления перегиба.
Свойства при растяжении
Для пленок определяли свойства при растяжении (максимальное напряжение, модуль упругости, деформацию при разрыве и энергию на объем при разрыве) с помощью натяжного устройства MTS Synergie 200. Испытание выполняли в соответствии со стандартом ASTM D638-10 (при температуре приблизительно 23°C). Перед испытанием образцы пленки нарезали в форме гантели с шириной в центре 3,0 мм. Образцы пленки в форме гантели удерживали на месте с помощью зажимов на устройстве MTS Synergie 200 с длиной испытываемой части образца 18,0 мм. Образцы пленки растягивали с поперечной скоростью 5,0 дюймов/мин до разрыва. Испытывали по пять образцов каждой пленки в обоих направлениях - в направлении обработки (MD) и направлении, перпендикулярном направлению обработки (CD). Компьютерную программу под названием TestWorks 4 использовали для сбора данных во время испытания и получения кривой зависимости деформации от напряжения, из которой определяли целый ряд свойств, включая модуль упругости, максимальное напряжение, удлинение и энергию разрушения.
Коэффициент расширения, плотность и относительный объем пор
Для определения коэффициента расширения, плотности и относительного объема пор сначала измеряли ширину (Wi) и толщину (Ti) образца перед холодной вытяжкой. Также определяли длину (Li) перед вытяжкой, измеряя расстояние между двумя метками на поверхности образца. После этого образец подвергали холодной вытяжке до начала порообразования. Затем измеряли ширину (Wf), толщину (Tf) и длину (Lf) образца с точностью до 0,01 мм с помощью электронно-цифрового штангенциркуля Digimatic Caliper (Mitutoyo Corporation). Объем (Vi) перед холодной вытяжкой вычисляли как Wi×Тi×Li=Vi. Объем (Vf) после холодной вытяжки вычисляли как Wf×Tf×Lf=Vf. Коэффициент расширения (ϕ) рассчитывали по формуле ϕ=Vf/Vi; плотность (ρf) вычисляли по формуле: ρf=ρi/ϕ, где ρi - плотность материала-предшественника; а относительный объем пор (% Vv) вычисляли по формуле: %VV=(1-1/ϕ)×100.
Содержание влаги
Содержание влаги может быть определено при помощи анализатора влажности Computrac Vapor Pro (Model No. 3100) от компании Arizona Instruments по существу в соответствии со стандартом ASTM D 7191-05, который полностью включен в настоящий документ посредством ссылки для всех целей. Температура испытания (§Х2.1.2) может составлять 130°C, размер образца (§Х2.1.1) может составлять от 2 до 4 г, а время продувки флакона (§Х2.1.4) может составлять 30 секунд. Кроме того, конечные параметры (§Х2.1.3) могут быть определены в виде «предсказания», что означает, что испытание заканчивают, когда удовлетворен встроенный запрограммированный критерий (который математически вычисляет конечную точку содержания влаги).
Скорость проникновения водяных паров (“СПВП”, англ. WVTR - Water Vapor Transmission Rate)
Испытание, используемое для определения СПВП (англ. WVTR) может варьироваться с учетом природы материала. Один из способов измерения величины СПВП (англ. WVTR) включает в себя использование методики испытаний, стандартизированной INDA (Международной ассоциацией производителей изделий одноразового пользования и нетканых материалов, англ. International Nonwovens & Disposables Association), No. IST-70,4-99, под названием “Standard test method for water vapor transmission rate through nonwoven and plastic film using a guard film and vapor pressure sensor (Стандартный метод испытаний для определения скорости проникновения водяных паров через пленку из нетканых и полимерных материалов с помощью защитной пленки и датчика давления паров”), которая полностью включена в данный документ посредством ссылки на нее. Методика испытаний INDA вкратце заключается в следующем. Сухую камеру отделяют от влажной камеры с известными температурой и влажностью при помощи непрерывной защитной пленки и образца материала, подлежащего испытанию. Цель защитной пленки состоит в том, чтобы ограничивать определенный воздушный зазор и сдерживать или останавливать воздух в воздушном зазоре, когда характеризуют воздушный зазор. Сухая камера, защитная пленка и влажная камера составляют диффузионную ячейку, в которой изолирована испытываемая пленка. Держатель образца известен как Permatran-W модель 100K, производства компании Mocon/Modem Controls, Inc., Миннеаполис, Миннесота. Выполняют предварительное испытание СПВП (англ. WVTR) защитной пленки и воздушного зазора между блоком испарителя, создающим 100% относительную влажность. Водяной пар диффундирует через воздушный зазор и защитную пленку и затем смешивается с потоком сухого газа, пропорциональным концентрации водяного пара. Электрический сигнал подается на компьютер для обработки. Компьютер вычисляет скорость проникновения для воздушного зазора и защитной пленки и запоминает величину для последующего использования.
Скорость проникновения для защитной пленки и воздушного зазора сохраняется в компьютере как CalC. Затем в испытательной камере герметизируют образец материала. И снова водяной пар диффундирует через воздушный зазор к защитной пленке и исследуемому материалу и далее смешивается с потоком сухого воздуха, который обдувает исследуемый материал. И снова эта смесь подается к паровому датчику. Затем компьютер вычисляет скорость проникновения для комбинации воздушного зазора, защитной пленки и исследуемого материала. Полученную информацию используют далее для вычисления скорости проникновения, с которой влага проходит через исследуемый материал, согласно уравнению:

После этого вычисляют скорость проникновения водяных паров (СПВП, англ. WVTR) следующим образом:

где
F = расход водяного пара в см3/мин;
ρsat(T) = плотность воды в насыщенном влагой воздухе при температуре Т;
RH = относительная влажность в определенных местах камеры;
А = площадь поперечного сечения камеры; и
Psat(T) = упругость насыщенного пара водяного пара при температуре Т.
Пример 1
Пленки, изготовленные из 100% полимолочной кислоты (ПМК, англ. PLA - polylactic acid), получали в качестве контрольных путем экструзии ПМК (англ. PLA) 6201D (Natureworks®, скорость течения расплава 10 г/10 минут при температуре 190°C) в пленку. Гранулы заливали в одношнековый экструдер Rheomix 252 с соотношением L/D 25:1, нагретый до температуры приблизительно 208°C, при этом расплавленная ПМК (англ. PLA) выходила через головку для отливки пленки Haake шириной 6 дюймов и вытягивалась через натяжной ролик Haake с образованием пленки толщиной в диапазоне от 41,9 мкм до 48,3 мкм.
Пример 2
Была продемонстрирована способность образовывать пленки из смеси 85,3 мас.% полимолочной кислоты (PLA 6201D, Natureworks®), 9,5 мас.% добавки, повышающей ударную прочность, 1,4% полиэпоксидного модификатора и 3,8 мас.% внутреннего модификатора границы раздела фаз (ВММ (англ. ИМ - internal interfacial modifier). В качестве добавки, повышающей ударную прочность, использовали Vistamaxx™ 2120 (ExxonMobil), представляющий собой полиолефиновый сополимер/эластомер со скоростью течения расплава 29 г/10 мин (190°C, 2160 г) и плотностью 0,866 г/см3. Полиэпоксидным модификатором был сополимер этилена, метилакрилата и глицидилметакрилата (Lotader® АХ8950, Arkema), имеющий скорость течения расплава от 70 до 100 г/10 мин (190°C/2160 г), содержание глицидилметакрилата от 7 до 11 мас.%, содержание метилакрилата от 13 до 17 мас.% и содержание этилена от 72 до 80 мас.%. В качестве ВММ (англ. ММ) использовали базовое масло PLURIOL® WI285 Lubricant Basestock из компании BASF. Полимеры для смешивания загружали в двухшнековый экструдер с закручиванием потока в одном направлении (ZSK-30, диаметр 30 мм, длина 1328 мм) производства компании Werner and Pfleiderer Corporation, Рэмси, Нью-Джерси. В экструдере имеется 14 зон, пронумерованных последовательно 1-14 от питательного бункера до головки. Первая зона цилиндра экструдера #1 принимала смолу через массовой дозатор с общей пропускной способностью 15 фунтов в час. PLURIOL® WI285 добавляли с помощью насоса-форсунки в зону #2 со скоростью подачи 0,6 фунтов/час. Головка, используемая для экструзии смолы, имела 3 отверстия головки (диаметром 6 мм), которые были разделены на 4 мм. После образования экструдированную смолу охлаждали на конвейерной ленте с внешним обдувом и превращали в гранулы при помощи гранулятора Conair. Скорость вращения шнека экструдера составляла 200 оборотов в минуту (“об/мин”). Гранулы затем загружали в одношнековый экструдер Rheomix 252 с соотношением L/D 25:1, который нагревали до температуры приблизительно 212°C, при этом расплавленная смесь выходила через головку для отливки пленки Haake шириной 6 дюймов и вытягивалась через натяжной ролик Haake с образованием пленки толщиной в диапазоне от 39,4 мкм до 50,8 мкм. Пленку вытягивали в холодном состоянии в направлении обработки до продольной деформации 160% при скорости вытягивания 50 мм/мин (скорость деформирования 67%/мин) при помощи натяжного устройства MTS Synergie 200 с захватами при базовой длине образца 75 мм.
Микрофотоснимки сканирующего электронного микроскопа (англ. SEM) делали в Примере 2 до и после холодной вытяжки. Результаты представлены на Фиг. 2-3. Как показано, матрица ПМК (англ. PLA) в Примере 2 подверглась нарушению адгезии, что привело к образованию в пленке множества пор.
Пример 3
Пленки получали как описано в Примере 2, за исключением того, что пленку также растягивали перпендикулярно направлению обработки до получения деформации 100% со скоростью вытягивания 50 мм/мин (скорость деформирования 100%/мин) с захватами при базовой длине образца 50 мм.
Для пленок Примеров 1-3 определяли различные свойства, как описано выше. Результаты приведены ниже в Таблицах 1-2.


Хотя изобретение подробно описано применительно к конкретным вариантам его осуществления, следует понимать, что специалисты в данной области техники на основании изложенного выше могут легко получить изменения, разновидности и эквиваленты этих вариантов осуществления. Соответственно, объем настоящего изобретения следует оценивать, как объем прилагаемой формулы изобретения и любых ее эквивалентов.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЛЕНКА ИЗ ВОЗОБНОВЛЯЕМОГО СЛОЖНОГО ПОЛИЭФИРА, ИМЕЮЩАЯ НИЗКИЙ МОДУЛЬ УПРУГОСТИ И ВЫСОКОЕ УДЛИНЕНИЕ ПРИ РАСТЯЖЕНИИ | 2013 |
|
RU2618561C2 |
| ВОЛОКНА ИЗ ВОЗОБНОВЛЯЕМЫХ СЛОЖНЫХ ПОЛИЭФИРОВ, ИМЕЮЩИЕ НИЗКУЮ ПЛОТНОСТЬ | 2013 |
|
RU2620415C2 |
| КОМПОЗИЦИИ ЖЕСТКИХ ВОЗОБНОВЛЯЕМЫХ СЛОЖНЫХ ПОЛИЭФИРОВ, ИМЕЮЩИЕ ВЫСОКУЮ ПРОЧНОСТЬ ПРИ УДАРЕ И ВЫСОКОЕ УДЛИНЕНИЕ ПРИ РАСТЯЖЕНИИ | 2013 |
|
RU2618275C2 |
| КОМПОЗИЦИИ ВОЗОБНОВЛЯЕМЫХ СЛОЖНЫХ ПОЛИЭФИРОВ, ИМЕЮЩИЕ НИЗКУЮ ПЛОТНОСТЬ | 2013 |
|
RU2618564C2 |
| ЭНЕРГОПОГЛОЩАЮЩИЙ ЭЛЕМЕНТ | 2014 |
|
RU2630144C2 |
| ПРЕДМЕТ ОДЕЖДЫ, СОДЕРЖАЩИЙ ПОРИСТЫЙ ПОЛИМЕРНЫЙ МАТЕРИАЛ | 2014 |
|
RU2605179C1 |
| СТРОИТЕЛЬНЫЙ ИЗОЛЯЦИОННЫЙ МАТЕРИАЛ | 2014 |
|
RU2621112C1 |
| СИСТЕМА ДОСТАВКИ ДЛЯ АКТИВНЫХ СРЕДСТВ | 2014 |
|
RU2634255C2 |
| МНОГОСТАДИЙНЫЙ СПОСОБ ВЫТЯГИВАНИЯ ДЛЯ ФОРМОВАНИЯ ПОРИСТЫХ ВОЛОКОН | 2016 |
|
RU2749032C2 |
| МНОГОФУНКЦИОНАЛЬНАЯ ТКАНЬ | 2014 |
|
RU2617356C1 |

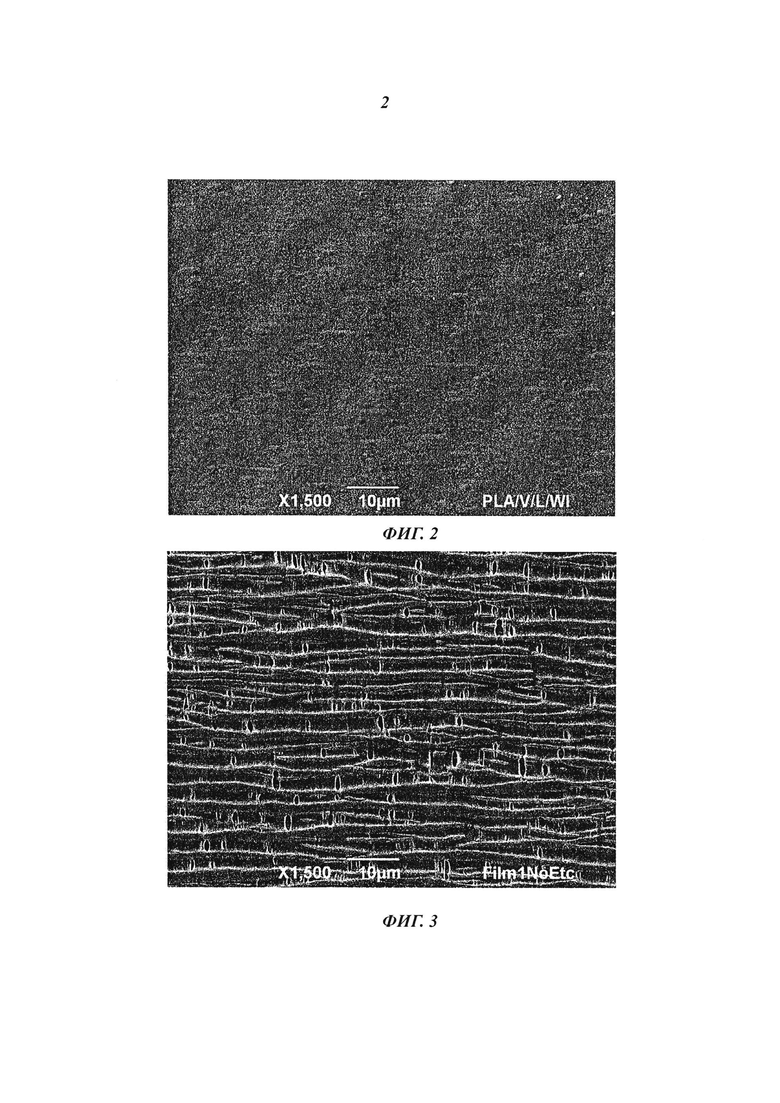
Изобретение относится к химической технологии полимерных материалов и касается воздухопроницаемой пленки, образованной из возобновляемого сложного полиэфира. Пленка состоит из термопластичной композиции, содержащей жесткий возобновляемый сложный полиэфир, и имеет пористую структуру. Для получения такой структуры термопластичную композицию, содержащую возобновляемый сложный полиэфир и полимерную добавку, повышающую ударную прочность, экструдируют на поверхность с образованием пленки-предшественника, в которой добавка, повышающая ударную прочность, может быть диспергирована в виде дискретных физических доменов внутри непрерывной матрицы возобновляемого сложного полиэфира. После этого пленку-предшественник растягивают или вытягивают при температуре ниже температуры стеклования сложного полиэфира, то есть используют “холодную вытяжку”. Деформирующая сила и продольное растяжение процесса вытяжки вызывают нарушение сцепления в матрице возобновляемого сложного полиэфира в зонах, расположенных рядом с дискретными доменами, что приводит к образованию сети пор, расположенных рядом с дискретными доменами. Описаны также абсорбирующее изделие, включающее указанную пленку, и способ образования воздухопроницаемой пленки. Изобретение обеспечивает создание воздухопроницаемой пленки, образованной из композиции возобновляемого сложного полиэфира, обладающей хорошими механическими свойствами. 3 н. и 17 з.п. ф-лы, 3 ил., 2 табл., 3 пр.
1. Воздухопроницаемая пленка, имеющая скорость проникновения водяных паров приблизительно 500 г/м2/24 часа или более и, предпочтительно, приблизительно 2000 г/м2/24 часа или более, которая включает в себя термопластичную композицию, содержащую:
по меньшей мере один жесткий возобновляемый сложный полиэфир, имеющий температуру стеклования приблизительно 0°С или выше и, предпочтительно, приблизительно от 50 до 75°С; и
по меньшей мере одну полимерную добавку, повышающую ударную прочность,
где термопластичная композиция имеет структуру, в которой множество дискретных первичных доменов и пор диспергированы внутри непрерывной фазы, при этом домены содержат полимерную добавку, повышающую ударную прочность, а непрерывная фаза содержит возобновляемый сложный полиэфир,
причем средний объем композиции в процентах, приходящийся на поры, составляет приблизительно от 20 до 80% на кубический сантиметр и, предпочтительно, приблизительно от 40 до 60% на кубический сантиметр.
2. Воздухопроницаемая пленка по п. 1, в которой термопластичная композиция по существу не содержит частиц неорганического наполнителя.
3. Воздухопроницаемая пленка по п. 1, где аспектное отношение пор составляет приблизительно от 0,1 до 1.
4. Воздухопроницаемая пленка по п. 3, где поры имеют продольный размер приблизительно 2 мкм или менее и поперечный размер приблизительно от 2 до 5 мкм.
5. Воздухопроницаемая пленка по п. 1, где термопластичная композиция имеет плотность приблизительно 1,4 г на кубический сантиметр или менее.
6. Воздухопроницаемая пленка по п. 1, где возобновляемый сложный полиэфир является полимолочной кислотой.
7. Воздухопроницаемая пленка по п. 1, где отношение параметра растворимости возобновляемого сложного полиэфира к параметру растворимости полимерной добавки, повышающей ударную прочность, составляет приблизительно от 0,5 до 1,5, отношение скорости течения расплава возобновляемого сложного полиэфира к скорости течения расплава полимерной добавки, повышающей ударную прочность, составляет приблизительно от 0,2 до 8, а отношение модуля упругости Юнга возобновляемого сложного полиэфира к модулю упругости Юнга полимерной добавки, повышающей ударную прочность, составляет приблизительно от 2 до 500.
8. Воздухопроницаемая пленка по п. 1, где полимерная добавка, повышающая ударную прочность, содержит полиолефин, такой как гомополимер пропилена, сополимер пропилена/α-олефина, сополимер этилена/α-олефина или их комбинацию.
9. Воздухопроницаемая пленка по п. 1, также включающая в себя по меньшей мере один модификатор границы раздела фаз.
10. Воздухопроницаемая пленка по п. 9, где модификатор границы раздела фаз имеет кинематическую вязкость приблизительно от 0,7 до 200 сС, определенную при температуре 40°С.
11. Воздухопроницаемая пленка по п. 9, где модификатор границы раздела фаз является гидрофобным.
12. Воздухопроницаемая пленка по п. 9, где модификатор границы раздела фаз представляет собой кремнийорганическое соединение, сополимер кремнийорганического соединения и простого полиэфира, сложный алифатический полиэфир, сложный ароматический полиэфир, алкиленгликоль, алкандиол, аминооксид, сложный эфир жирной кислоты или их комбинацию.
13. Воздухопроницаемая пленка по п. 9, где полимерная добавка, повышающая ударную прочность, составляет приблизительно от 1 до 30 мас.% от массы возобновляемого сложного полиэфира, а модификатор границы раздела фаз составляет приблизительно от 0,1 до 20 мас.% от массы возобновляемого сложного полиэфира.
14. Воздухопроницаемая пленка по п. 1, где композиция включает в себя полиэпоксидный модификатор, содержащий функционализированный эпоксидом акриловый и/или метакриловый мономерный компонент.
15. Воздухопроницаемая пленка по п. 1, где возобновляемый сложный полиэфир составляет приблизительно 70 мас.% или больше от термопластичной композиции.
16. Воздухопроницаемая пленка по п. 1, где пленка является многослойной пленкой, включающей в себя базовый слой и по меньшей мере один дополнительный слой, где базовый слой содержит термопластичную композицию.
17. Абсорбирующее изделие, включающее в себя пленку по любому из предшествующих пунктов.
18. Абсорбирующее изделие по п. 17, дополнительно включающее в себя абсорбирующую внутреннюю часть, расположенную между по существу непроницаемой для жидкости пленкой и проницаемым для жидкости слоем.
19. Абсорбирующее изделие по п. 17, где пленка соединена с нетканым материалом.
20. Способ образования воздухопроницаемой пленки, включающий:
приготовление смеси, содержащей жесткий возобновляемый сложный полиэфир, такой как полимолочная кислота, и полимерную добавку, повышающую ударную прочность, такую как полиолефин, где жесткий возобновляемый сложный полиэфир имеет температуру стеклования приблизительно 0°С или выше;
экструдирование смеси на поверхность с образованием материала пленки-предшественника; и
растягивание материала пленки-предшественника при температуре ниже, чем температура стеклования возобновляемого сложного полиэфира, и, предпочтительно, при температуре, которая по меньшей мере приблизительно на 10°С ниже температуры стеклования возобновляемого сложного полиэфира, с образованием воздухопроницаемой пленки, содержащей множество пор.
| US 2011152815 A1, 23.06.2011 | |||
| WO 03035753 A1, 01.05.2003 | |||
| WO 2006012505 A1, 02.02.2006 | |||
| US 2009054548 A1, 26.02.2009. |

