ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
Задачей изобретения является разработка способа, как определено в ограничительной части п.1 формулы изобретения.
Другой задачей изобретения является разработка устройства, как определенно в ограничительной части п.11 формулы изобретения.
Изобретение, относится к системам манипулирования материалами, таким как транспортные системы с частичным вакуумом, более конкретно к сбору и транспортировке отходов, например к транспортировке бытовых отходов.
Системы, в которых отходы транспортируются в трубопроводе посредством воздушного потока, созданного перепадом давления или всасыванием, являются известными в данной области техники. В них, отходы транспортируются на большие расстояния в трубопроводе. Для этих систем является типичным, что для получения перепада давления используется устройство частичного вакуума, в котором частичный вакуум достигается в транспортной трубе с помощью генераторов частичного вакуума, например, с помощью вакуумных насосов или с помощью эжекторного устройства. Транспортная труба типично содержит по меньшей мере одно клапанное средство, посредством открывания и закрывания которого регулируется компенсационный воздух, входящий в транспортную трубу. Входные точки на входном конце материала используются в системах, причем из входных точек материал, например, отходы, транспортируется в систему. Система также может содержать мусоропроводы, в которые загружается материал, например отходы, и из которых материал, подлежащий транспортировке, транспортируется в транспортную трубу посредством открывания выпускного клапанного средства, в случае чего, посредством всасывающего действия, получаемого с помощью частичного вакуума, действующего в транспортной трубе, а также посредством давления окружающего воздуха, действующего через посредство мусоропровода, материал, такой как, например, отходы, упакованные в мешки, транспортируется из мусоропровода в транспортную трубу. Рассматриваемые пневматические системы транспортировки отходов особенно хорошо могут использоваться в густонаселенных городских районах. Эти типы районов имеют высотные здания, в которых ввод отходов в пневматическую систему транспортировки отходов выполняется через посредство мусоропровода или другой входной точки, предусмотренной в здании.
Мусоропровод представляет собой вертикальную трубу, предпочтительно содержащую несколько входных точек, которые типично предусмотрены в стенке мусоропровода на некотором расстоянии друг от друга. Высотные здания могут содержать многие десятки, даже сотни, этажей, в случае чего мусоропровод образует очень высокую трубу.
Отходы транспортируются пневматически в замкнутой системе к станции приема, на которой отходы сжимаются с помощью пресса только после транспортировки. Трубы пневматической транспортной системы в обычных случаях являются довольно большими по диаметру, например порядка 500 мм в своем диаметре.
Публикация WO 8203200 A1 раскрывает устройство для мелкого измельчения, сжатия и выдачи высокообъемного навалочного груза, более конкретно бытовых отходов, посредством которого могут уплотняться отходы, перемещаемые через устройство. В решении в соответствии с публикацией высокие рабочие мощности типично требуются, особенно в ситуациях, в которых устройство используется для разрезания или мелкого измельчения материала, в случае чего потребление энергии приводных устройств и себестоимости приводных устройств являются высокими. Кроме того, прохождение камней или другого соответствующего материала между режущими лезвиями может вызвать разрушение лезвий. Из публикаций WO 2011098666, WO 2011098667, WO 2011098668 и WO 2011098669 известны решения, в которых применяются ротационные формователи. Иногда в верхнем контейнере, например в загрузочном канале или мусоропроводе, ротационного формователя находится много отходов, наложенных друг на друга, причем силовое воздействие, вызванное ими, прикладывается к манипулирующему средству ротационного формователя. Это требует существенного приводного усилия от приводного устройства ротационного формователя, или это также может замедлять работу ротационного формователя.
Задачей настоящего изобретения является получение новой реализации применительно к загрузочным каналам и ротационным формователям, позволяющей исключить недостатки решений по предшествующему уровню техники.
КРАТКОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Изобретение основано на идее, в которой задерживающее устройство находится в загрузочном канале, например во входной шахте или мусоропроводе, на некотором расстоянии до ротационного формователя, причем задерживающее средство может перемещаться между по меньшей мере двумя положениями, первым положением, в котором задерживающее средство находится в загрузочном канале, в случае чего задерживающее средство воспринимает по меньшей мере некоторую часть силового воздействия, вызванного материалом, который находится до задерживающего средства в направлении загрузки материала, и, тем самым, уменьшает силовое воздействие, прикладываемое к ротационному формователю материалом в загрузочном канале, и вторым положением, в котором задерживающее средство не проходит в загрузочный канал.
Способ в соответствии с изобретением, главным образом, отличается тем, что изложено в отличительной части п. 1 формулы изобретения.
Способ в соответствии с изобретением также отличается тем, что изложено в п.п. 2-10 формулы изобретения.
Устройство в соответствии с изобретением, главным образом, отличается тем, что изложено в отличительной части п. 11 формулы изобретения.
Устройство в соответствии с изобретением также отличается тем, что изложено в п.п. 12-18 формулы изобретения.
Решение в соответствии с изобретением имеет несколько важных преимуществ. Посредством изобретения достигается особенно эффективное решение для манипулирования, более конкретно для пневматической трубопроводной транспортировки, материалом. С помощью решения в соответствии с изобретением, загрузка материала, подлежащего манипулированию, может регулироваться в загрузочном канале до ротационного формователя. В этом случае, с помощью задерживающего средства может быть предотвращено или по меньшей мере уменьшено весовое воздействие, вызванное материалом, подлежащим манипулированию, на ротационном формователе, более конкретно нагрузка, действующая на его манипулирующее средство. В этом случае, требуемая мощность ротационного формователя меньше. Кроме того, склонность к засорению уменьшается. С помощью задерживающего средства также может быть ускорена загрузка материала в загрузочном канале. В соответствии с одним способом применения, задерживающее средство находится в загрузочном канале, когда вращающиеся манипулирующие средства ротационного формователя вращаются в первом направлении, и задерживающее средство не находится в загрузочном канале, когда манипулирующие средства ротационного формователя вращаются во втором направлении. Это представляет собой эффективное решение особенно для больших количеств отходов и для тяжелых мешков для отходов. С помощью решения в соответствии с изобретением, отходы могут эффективно загружаться в ротационный формователь и уплотняться с помощью ротационного формователя, и эффективная транспортировка может быть достигнута с существенно меньшим размером трубы по сравнению с неформованными отходами. Посредством использования всасывания, в дополнение к силе тяжести, для транспортировки материала, подлежащего манипулированию, от ротационного формователя в транспортную трубу, достигается предпочтительное решение для комбинации ротационного формователя и трубопроводной транспортировки.
КРАТКОЕ ОПИСАНИЕ ФИГУР
В дальнейшем, изобретение будет пояснено описанием варианта его осуществления со ссылкой на сопровождающие чертежи, на которых
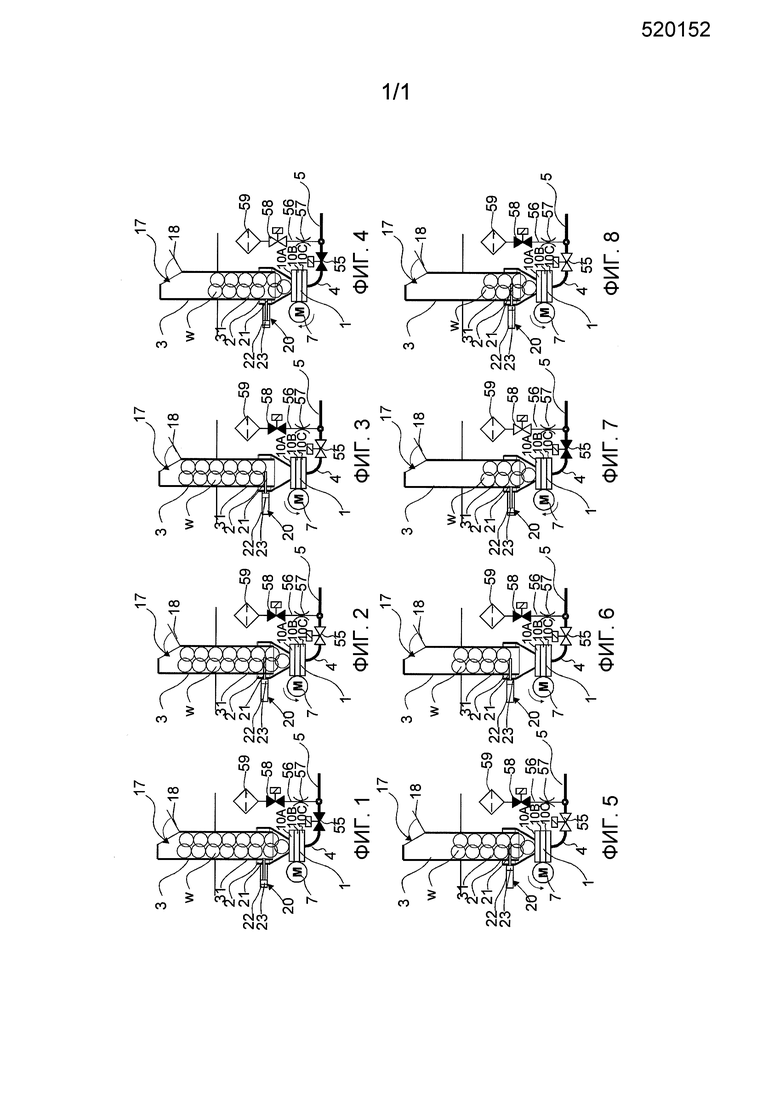
Фиг. 1-8 изображают вариант осуществления устройства в соответствии с изобретением в виде упрощенной схемы, в разных рабочих режимах.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
На фиг. 1-8 представлен в виде упрощенной схемы один вариант осуществления решения в соответствии с изобретением, в котором ротационное формующее устройство 1 предусмотрено во взаимосвязи с загрузочным каналом, таким как загрузочная шахта, мусоропровод или соответствующее, с помощью соединительной части 2, которая на фигуре является конической. Загрузочный канал представляет собой, например, трубчатую часть, внутри стенки 31 которой остается пространство для материала. Материал w, такой как бытовые отходы, бумажная макулатура, картон или другие отходы, загружается, например, из входного проема 17 в загрузочный канал 3 и оттуда далее, через соединительную часть 2, в ротационный формователь 1. Открываемый и закрываемый люк 18, который открыт в состоянии фигуры, находится во взаимосвязи с входным проемом на фиг. 1. Материал w, подлежащий манипулированию, формуется и уплотняется в ротационном формователе и после манипулирования перемещается через выходное соединение 4 в транспортный трубопровод 5 посредством всасывания и/или перепада давления, созданного, например, приводными устройствами (не показаны) пневматической трубопроводной транспортной системы. Одно преимущество варианта осуществления изобретения заключается в том, что отходам придается надлежащая форма, в которой они помещаются для транспортировки в транспортном трубопроводе 4, 5. В этом случае, может использоваться транспортный трубопровод 5, который существенно меньше по диаметру. В соответствии с одним вариантом осуществления, например, труба с диаметром порядка 150-300 мм, предпочтительно порядка 200 мм, может использоваться в качестве транспортной трубы 5. В варианте осуществления изобретения, может использоваться одновременное всасывание, в случае чего на материал, подлежащий манипулированию, может воздействовать всасывание или перепад давления, действующий через посредство транспортной трубы 5 и выходного соединения 4, при перемещении материала через манипулирующие средства 10A, 10B, 10C ротационного формователя 1. Манипулирующие средства 10A, 10B, 10C являются кольцеобразными, причем каждое из которых имеет проем от первой стороны, от входной стороны, к выходной стороне. По меньшей мере некоторые из манипулирующих средств вращаются в варианте осуществления фигуры вокруг вертикальной оси с помощью приводного устройства 7. На фигуре вращаются самое верхнее вращаемое манипулирующее средство 10A и самое нижнее вращаемое манипулирующее средство 10C, и между ними остается невращающееся неподвижное манипулирующее средство 10B. Ниже ротационного формователя 1 в выходном соединении 4 находится клапанное средство 55. Клапанное средство 55 открывает и закрывает соединение между ротационным формователем 1 и транспортной трубой 5, и, таким образом, с помощью клапанного средства 55 регулируется всасывающее действие, создаваемое посредством генератора частичного вакуума пневматической системы транспортировки отходов, от транспортной трубы 5 в ротационный формователь 1.
Соединение 56 для компенсационного воздуха присоединено к транспортной трубе 5. Соединение 56 для компенсационного воздуха содержит клапанное средство 58. Соединение 56 для компенсационного воздуха содержит фильтрующее средство 59. Соединение для компенсационного воздуха содержит дроссельное средство 57. Соединение 56 для компенсационного воздуха предусмотрено в транспортной трубе 5 после клапанного средства 55 в направлении транспортировки материала.
На фиг. 1 материал w был загружен в загрузочный канал, например во входную шахту 3, из входного проема 17. На фиг. 1 во входную шахту 3 было загружено такое количество материала w, что она почти полная. Материал w описан на фигурах с помощью шаров, но он может представлять собой материал многих типов и форм, такой как, например, бытовые отходы, упакованные в мешки.
В соответствии с вариантом осуществления изобретения, задерживающее устройство 20 предусмотрено во входной шахте 3 или в загрузочном канале до ротационного формователя 1 в направлении загрузки материала w. Задерживающее устройство содержит задерживающее средство 21 и его приводное устройство 22. Задерживающее средство 21 может перемещаться между по меньшей мере двумя положениями, первым положением, в котором задерживающее устройство проходит на некоторое расстояние от края стенки 31 входной шахты 3 или соответствующего загрузочного канала во входную шахту (на фиг. 2), предпочтительно, по существу, поперек входной шахты 3 в поперечном направлении относительно направления перемещения ее материала, и вторым положением (фиг. 1), в котором задерживающее средство 21 не проходит во входную шахту 3.
В первом положении, т.е. в рабочем положении, задерживающее средство 21 воспринимает по меньшей мере некоторую часть силового воздействия, вызванного материалом w, который накопился во входной шахте 3 или в соответствующем загрузочном канале до нее в направлении загрузки материала, и/или препятствует входу некоторой части материала в ротационный формователь. В этом случае, нагрузка, прикладываемая материалом, который находится в загрузочном канале 3 и предназначен для манипулирования, на ротационном формователе, на его манипулирующих средствах 10A, 10B, 10C, уменьшается. С другой стороны, задерживающее средство также может предотвращать поднятие материала, который находится в загрузочном канале 3 и находится между задерживающим средством 21 и ротационным формователем 1, выше задерживающего средства в загрузочном канале, когда задерживающее средство находится в первом положении.
В соответствии с одним вариантом осуществления, задерживающее средство 21 представляет собой вытянутую стержнеобразную часть.
В соответствии с одним вариантом осуществления, приводное устройство 22 задерживающего устройства 20 представляет собой комбинацию поршня-цилиндра. Задерживающее средство 21 предусмотрено на поршневом штоке поршня 23 приводного устройства 22, или задерживающее средство 21 образовано, по меньшей мере частично, из поршневого штока приводного устройства 22.
В соответствии с одним вариантом осуществления, задерживающее средство 21 может иметь некоторую другую форму, например пластинчатую.
В состоянии фиг. 2 клапанное средство 55 было открыто и всасывающее действие транспортной трубы 5 распространяется в ротационный формователь и через него в материал, подлежащий манипулированию. Манипулируемый материал смещается через манипулирующие средства ротационного формователя в транспортную трубу 5 и затем далее в пневматической трубопроводной транспортной системе для материала.
В состоянии фиг. 3 материал, который находится между задерживающим средством и ротационным формователем, был подвергнут манипулированию и транспортирован в транспортную трубу 5. Задерживающее средство 21 поддерживает на нем материал w в загрузочном канале, предотвращая его прохождение в ротационный формователь.
На фиг. 4 клапан 55 транспортной трубы был закрыт, и задерживающее средство было переключено во второе положение с помощью приводного устройства 22, в случае чего материал в загрузочном канале способен проходить вниз в ротационный формователь под действием силы тяжести. На фигуре ротационный формователь приводится в движение во втором направлении, которое описано направлением (по часовой стрелке на фиг. 4) стрелки рядом с приводным устройством 7 ротационного формователя.
Ротационный формователь 1 в соответствии с одним вариантом осуществления, предпочтительно приводится в движение в последовательности, которая имеет определенную продолжительность t1, в течение которой манипулирующие средства 10A, 10C вращаются с помощью приводного устройства 7 в первом направлении, после чего направление вращения меняется. После этого, манипулирующие средства 10A, 10C вращаются в противоположном направлении в течение второго промежутка времени t2. Первое направление представляет собой фактическое направление манипулирования формователя. Второе направление представляет собой то, в котором возможная лезвийная часть манипулирующих средств выполнена с возможностью разрезания материала. Продолжительность t2 вращения второго направления вращения типично меньше, чем продолжительность t1 первого направления вращения. В соответствии с одним вариантом осуществления, предпочтительно выполняется уравнение, в соответствии с которым t2=0,5*t1.
Типично, продолжительность t1 вращения первого направления манипулирования составляет порядка 10 секунд, и продолжительность t2 противоположного направления вращения составляет 5 секунд.
Когда манипулирующие средства 10A, 10C вращаются в противоположном направлении относительно направления манипулирования (например, на фиг. 4), клапан 58 для компенсационного воздуха соединения 56 для компенсационного воздуха поддерживается в открытом положении, в случае чего материал транспортируется в транспортном трубопроводе 5 по меньшей мере от области воздействия ротационного формователя или от его окрестностей. В этом случае, задерживающее средство 21 находится во втором положении, т.е. вне загрузочного канала 3.
Кольцеобразные манипулирующие средства 10A, 10B, 10C, или по меньшей мере некоторые из них, и внутренняя поверхность их проемов имеют определенный рисунок и/или расположены так, чтобы иметь такую свою форму, что их вращательное движение одновременно подает материал далее из проема к выходному концу и выходному соединению 4 и транспортной трубе 5. Типично, по меньшей мере вращающиеся манипулирующие средства 10A, 10C предусмотрены таким образом, что они транспортируют материал к выходному концу и выходному соединению 4 и транспортной трубе 5.
На фиг. 5 начинается новая последовательность, что соответствует состоянию фиг. 2. На фиг. 6 представлено состояние фиг. 3, а на фиг. 7 - состояние фиг. 4. Состояние фиг. 8 соответствует состоянию фиг. 2. Количество материала w, подлежащего манипулированию, уменьшается в загрузочном канале 3 в соответствии с фазами манипулирования фиг. 2-8.
Соответственно, ротационный формователь функционирует по образу перегруппировывающего устройства и уплотнителя (т.е. форматера). Под действием всасывания манипулирующие средства 10A, 10C ротационного формователя формуют материал, подлежащий манипулированию, таким образом, что он помещается в выходной проем и далее в транспортную трубу 5.
Направление вращения манипулирующих средств 10A, 10C может варьироваться. В случае возникновения слишком большой нагрузки, манипулирующее средство останавливается, и направление вращения меняется. Когда нагрузка увеличивается до слишком большой для одного из вращаемых манипулирующих средств, его направление вращения меняется.
Общая работа ротационного пресса по предшествующему уровню техники представлена, например, в публикациях WO 8203200, WO 2011098666, WO 2011098667, WO 2011098668 и WO 2011098669, и она не описывается более подробно в настоящей публикации.
Таким образом, изобретение относится к способу загрузки материала в формирующее устройство в пневматической системе транспортировки материалов, причем в способе материал, такой как отходы, загружается в формирующее устройство 1, и/или через него, в загрузочном канале 3 с помощью, по меньшей мере, частично силы тяжести и, по меньшей мере, частично всасывания и/или перепада давления, причем формирующее устройство 1 представляет собой ротационный формователь, с помощью которого материал обрабатывается таким образом, чтобы быть плотнее, и транспортируется далее. В направлении загрузки материала до ротационного формователя 1 имеется подвижное задерживающее средство 21, причем задерживающее средство имеет первое положение, в котором оно проходит в загрузочный канал 3, и при этом в первом положении задерживающее средство 21 воспринимает по меньшей мере некоторую часть силового воздействия, вызванного материалом w в загрузочном канале 3, и в котором перенос материала w в загрузочном канале 3 ограничен, если необходимо, с помощью задерживающего средства 21, и причем задерживающее средство 21 имеет второе положение, в котором задерживающее средство 21 не проходит в загрузочный канал 3.
В соответствии с одним вариантом осуществления, задерживающее средство 21 перемещается между первым положением и вторым положением с помощью приводного устройства 22.
В соответствии с одним вариантом осуществления, по меньшей мере некоторые из манипулирующих средств 10A, 10C ротационного формователя подают материал, подлежащий манипулированию, через манипулирующие средства при их вращении в первом направлении с помощью приводного устройства 7, в случае чего задерживающее средство 21 находится в первом положении в загрузочном канале 3.
В соответствии с одним вариантом осуществления, с помощью задерживающего средства 21 ограничивается количество материала, загружаемого в ротационный формователь 1.
В соответствии с одним вариантом осуществления, направление вращения вращаемых манипулирующих средств 10A, 10C может варьироваться, в случае чего при вращении по меньшей мере некоторых из манипулирующих средств 10A, 10C во втором направлении, задерживающее средство 21 переводится во второе положение, в котором оно не проходит в загрузочный канал 3.
В соответствии с одним вариантом осуществления, поперечная площадь поверхности задерживающего средства 21 закрывает некоторую часть поперечной площади поверхности загрузочного канала 3 в направлении загрузки материала.
В соответствии с одним вариантом осуществления, задерживающее средство 21 представляет собой вытянутое стержнеобразное средство.
В соответствии с одним вариантом осуществления, пневматическая система транспортировки материалов представляет собой трубопроводную транспортную систему для материала, более конкретно отходов.
В соответствии с одним вариантом осуществления, вращаемые манипулирующие средства 10A, 10C приводятся в движение в последовательностях, в случае чего манипулирующие средства 10A, 10C вращаются в первом направлении в течение первого интервала времени t1 и после этого в противоположном направлении в течение второго времени t2, в случае чего задерживающее средство 21 находится в первом положении, когда вращаемые манипулирующие средства 10A, 10C вращаются в первом направлении, и задерживающее средство 21 находится во втором положении, когда вращаемые манипулирующие средства 10A, 10C вращаются во втором направлении.
В соответствии с одним вариантом осуществления, задерживающее средство перемещается с помощью приводного устройства 22, которое представляет собой работающую на основе рабочей среды под давлением комбинацию цилиндра-поршня, в которой задерживающее средство 21 перемещается с помощью поршневой части 23 приводного устройства.
Изобретение также относится к устройству для загрузки материала в формирующее устройство в пневматической системе транспортировки материалов, причем устройство содержит загрузочный канал 3 для загрузки материала, такого как отходы, в формирующее устройство 1, и/или через него, с помощью по меньшей мере частично силы тяжести и по меньшей мере частично всасывания и/или перепада давления, причем формирующее устройство 1 представляет собой ротационный формователь, с помощью которого материал обрабатывается таким образом, чтобы быть плотнее, и транспортируется далее. Подвижное задерживающее средство 21 предусмотрено до ротационного формователя 1 в направлении загрузки материала таким образом, что задерживающее средство имеет первое положение, в котором оно проходит в загрузочный канал 3, при этом в первом положении задерживающее средство 21 воспринимает по меньшей мере некоторую часть силового воздействия, вызванного материалом w в загрузочном канале 3, и что перенос материала w в загрузочном канале 3 по направлению к ротационному формователю 1 ограничен, если необходимо, с помощью задерживающего средства 21, и что задерживающее средство 21 имеет второе положение, в котором задерживающее средство 21 не проходит в загрузочный канал 3, и что устройство содержит приводное устройство 22 для задерживающего средства для перемещения задерживающего средства между первым и вторым положением.
В соответствии с одним вариантом осуществления, поперечная площадь поверхности задерживающего средства 21 закрывает некоторую часть поперечной площади поверхности загрузочного канала 3 в направлении загрузки материала.
В соответствии с одним вариантом осуществления, задерживающее средство 21 представляет собой вытянутое стержнеобразное средство.
В соответствии с одним вариантом осуществления, приводное устройство 22 задерживающего средства представляет собой работающую на основе рабочей среды под давлением комбинацию цилиндра-поршня, с поршневой частью 23 которой задерживающее средство 21 выполнено таким образом, чтобы перемещаться.
В соответствии с одним вариантом осуществления, по меньшей мере некоторые из манипулирующих средств 10A, 10C ротационного формователя выполнены таким образом, чтобы подавать материал w, подлежащий манипулированию, через манипулирующие средства при их вращении в первом направлении с помощью приводного устройства 7, в случае чего задерживающее средство 21 выполнено таким образом, чтобы находиться в первом положении в загрузочном канале 3.
В соответствии с одним вариантом осуществления, задерживающее средство 21 в первом положении выполнено с возможностью ограничения количества материала, загружаемого в ротационный формователь 1.
В соответствии с одним вариантом осуществления, направление вращения вращаемых манипулирующих средств 10A, 10C выполнено таким образом, чтобы быть изменяемым, в случае чего при вращении по меньшей мере некоторых из манипулирующих средств 10A, 10C во втором направлении, задерживающее средство 21 выполнено таким образом, чтобы находиться во втором положении, в котором оно не проходит в загрузочный канал 3.
В соответствии с одним вариантом осуществления, задерживающее средство 21 выполнено таким образом, чтобы быть перемещаемым между первым положением и вторым положением в соответствии с рабочими последовательностями ротационного формователя 1.
Типично, материал представляет собой отходы, например отходы, размещенные в мешках. Мусоропровод может быть выполнен так, чтобы быть частью пневматической системы транспортировки отходов, или он может представлять собой отдельную часть, в которой отходы перемещаются в помещение для отходов, бак для отходов или соответствующее.
Для специалиста в данной области является очевидным, что изобретение не ограничено на вариантах осуществления, представленных выше, но что оно может изменяться в пределах объема формулы изобретения, представленной ниже. Отличительные признаки, возможно представленные в описании совместно с другими отличительными признаками, могут, если необходимо, использоваться отдельно друг от друга.
Группа изобретений относится к загрузке материала в формирующее устройство в пневматической системе транспортировки материалов. В способе материал, такой как отходы, загружают в формирующее устройство и/или через него в загрузочном канале с помощью по меньшей мере частично силы тяжести и по меньшей мере частично всасывания и/или перепада давления. Материал уплотняют с помощью ротационного формователя. При этом перенос материала в загрузочном канале ограничивают, если необходимо, с помощью подвижного задерживающего средства, предусмотренного в направлении загрузки материала до ротационного формователя, причем задерживающее средство перемещают с помощью приводного устройств между первым положением, в котором задерживающее средство проходит в загрузочный канал, и вторым положением, в котором задерживающее средство не проходит в загрузочный канал. В первом положении задерживающее средство воспринимает по меньшей мере некоторую часть силового воздействия, вызванного материалом в загрузочном канале, и уменьшает силовое воздействие, прикладываемое к ротационному формирователю материалом. Изобретением является также устройство для осуществления способа. Группа изобретений обеспечивает улучшение работы формователя за счет снижения нагрузки и уменьшение зависания материала в канале 2 н. и 15 з.п. ф-лы, 8 ил.
1. Способ загрузки материала в формирующее устройство в пневматической системе транспортировки материалов, причем в способе материал, такой как отходы, загружают в формирующее устройство (1) и/или через него в загрузочном канале (3) с помощью по меньшей мере частично силы тяжести и по меньшей мере частично всасывания и/или перепада давления, отличающийся тем, что материал (w) обрабатывают с возможностью его уплотнения с помощью формирующего устройства (1), которое представляет собой ротационный формователь, и причем перенос материала (w) в загрузочном канале (3) ограничивают, если необходимо, с помощью подвижного задерживающего средства (21), предусмотренного в направлении загрузки материала до ротационного формователя (1), причем задерживающее средство перемещают с помощью приводного устройства (22) между первым положением, в котором задерживающее средство проходит в загрузочный канал (3), и вторым положением, в котором задерживающее средство не проходит в загрузочный канал (3), и при этом в первом положении задерживающее средство (21) воспринимает по меньшей мере некоторую часть силового воздействия, вызванного материалом (w) в загрузочном канале (3), и уменьшает силовое воздействие, прикладываемое к ротационному формирователю материалом в загрузочном канале.
2. Способ по п. 1, отличающийся тем, что, по меньшей мере, некоторые из манипулирующих средств (10А, 10С) ротационного формователя подают материал, подлежащий манипулированию, через манипулирующие средства при их вращении в первом направлении с помощью приводного устройства (7), при этом задерживающее средство (21) находится в первом положении в загрузочном канале (3).
3. Способ по п. 1, отличающийся тем, что в первом положении задерживающего средства (21) ограничивают количество материала, подлежащего загрузке в ротационный формователь (1).
4. Способ по п. 1, отличающийся тем, что направление вращения вращаемых манипулирующих средств (10А, 10С) может варьироваться, при этом при вращении, по меньшей мере, некоторых из манипулирующих средств (10А, 10С) во втором направлении задерживающее средство (21) переводят во второе положение, в котором задерживающее устройство не проходит в загрузочный канал (3).
5. Способ по п. 1, отличающийся тем, что поперечная поверхностная область задерживающего средства (21) является закрывающей частью поперечной поверхностной области загрузочного канал (3) в направлении загрузки материала.
6. Способ по п. 1, отличающийся тем, что задерживающее средство (21) представляет собой вытянутое стержнеобразное средство.
7. Способ по п. 1, отличающийся тем, что пневматическая система транспортировки материалов представляет собой трубопроводную транспортную систему для отходов.
8. Способ по п. 1, отличающийся тем, что вращаемые манипулирующие средства (10А, 10С) приводят в движение в последовательностях, в случае чего манипулирующие средства (10А, 10С) вращаются в первом направлении в течение первого промежутка времени (t1) и после этого в противоположном направлении в течение второго промежутка времени (t2), при этом задерживающее средство (21) находится в первом положении, когда вращаемые манипулирующие средства (10А, 10С) вращаются в первом направлении, и задерживающее средство (21) находится во втором положении, когда вращаемые манипулирующие средства (10А, 10С) вращаются во втором направлении.
9. Способ по п. 1, отличающийся тем, что задерживающее средство (21) перемещают с помощью приводного устройства (22), которое представляет собой работающую на основе рабочей среды под давлением комбинацию цилиндра-поршня, в которой задерживающее средство (21) перемещается с помощью поршневой части (23) приводного устройства.
10. Устройство для загрузки материала в формирующее устройство в пневматической системе транспортировки материалов, содержащее загрузочный канал (3) для загрузки материала, такого как отходы, в формирующее устройство (1) и/или через него с помощью по меньшей мере частично силы тяжести и по меньшей мере частично всасывания и/или перепада давления, отличающееся тем, что устройство содержит комбинацию, в которой формирующее устройство (1) представляет собой ротационный формователь, с помощью которого материал обрабатывается с возможностью его уплотнения, и подвижное задерживающее средство (21), предусмотренное до ротационного формователя (1) в направлении загрузки материала, причем устройство содержит приводное устройство (22) для задерживающего устройства, обеспечивающее перемещение задерживающего устройства между первым и вторым положениями, причем задерживающее средство (21) имеет первое положение, в котором задерживающее устройство проходит в загрузочный канал (3), при этом задерживающее устройство (21) имеет второе положение, в котором задерживающее устройство (21) не проходит в загрузочный канал, причем в первом положении задерживающее средство (21) воспринимает по меньшей мере некоторую часть силового воздействия, вызванного материалом (w) в загрузочном канале (3), и уменьшает силовое воздействие, прикладываемое к ротационному формирователю материалом в загрузочном канале, причем перенос материала (w) в загрузочном канале (3) по направлению к ротационному формователю (1) ограничен, если необходимо, с помощью задерживающего средства (21).
11. Устройство по п. 10, отличающееся тем, что поперечная площадь поверхности задерживающего средства (21) закрывает часть поперечной площади поверхности загрузочного канала (3) в направлении загрузки материала.
12. Устройство по п. 10 или 11, отличающееся тем, что задерживающее средство (21) представляет собой вытянутое стержнеобразное средство.
13. Устройство по п. 10, отличающееся тем, что приводное устройство (22) для задерживающего средства представляет собой работающую на основе рабочей среды под давлением комбинацию цилиндра-поршня, с поршневой частью (23) которой задерживающее средство (21) выполнено таким образом, чтобы перемещаться.
14. Устройство по п. 10, отличающееся тем, что, по меньшей мере, некоторые из манипулирующих средств (10А, 10С) ротационного формователя выполнены таким образом, чтобы подавать материал (w), подлежащий манипулированию, через манипулирующие средства при их вращении в первом направлении с помощью приводного устройства (7), при этом задерживающее средство (21) выполнено таким образом, чтобы находиться в первом положении в загрузочном канале (3).
15. Устройство по п. 10, отличающееся тем, что задерживающее средство (21) в первом положении выполнено с возможностью ограничения количества материала, загружаемого в ротационный формователь (1).
16. Устройство по п. 10, отличающееся тем, что направление вращения вращаемых манипулирующих средств (10А, 10С) выполнено таким образом, чтобы быть изменяемым, при этом при вращении, по меньшей мере, некоторых из манипулирующих средств (10А, 10С) во втором направлении задерживающее средство (21) выполнено с возможностью нахождения во втором положении, в котором задерживающее устройство (21) не проходит в загрузочный канал (3).
17. Устройство по п. 10, отличающееся тем, что задерживающее средство (21) выполнено с возможностью перемещения между первым положением и вторым положением в соответствии с рабочими последовательностями ротационного формователя (1).
| WO 2011098666 A1, 18.08.2011 | |||
| JP S5479780 U, 06.06.1979 | |||
| WO 03057596 A1, 17.07.2003 | |||
| Питатель для транспортированияСыпучиХ МАТЕРиАлОВ пО ТРубОпРО-ВОду B пОТОКЕ РАбОчЕй СРЕды пОддАВлЕНиЕМ | 1973 |
|
SU839935A1 |

