ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение в целом относится к одноразовым впитывающим изделиям и более конкретно к впитывающим изделиям, состоящим более чем из одной уложенных в стопку гигроскопических прокладок. Настоящее изобретение также предлагает способы производства таких впитывающих изделий.
УРОВЕНЬ ТЕХНИКИ
Одноразовые женские впитывающие изделия, или женские прокладки, используются женщинами во время их менструальных циклов. Женщины также используют эти женские впитывающие изделия в качестве каждодневной прокладки, прикрепляемой к нижнему белью, для того, чтобы обеспечить ощущение свежести или сухости в течение дня. Эти впитывающие изделия должны непрерывно заменяться в течение дня новым впитывающим изделием для того, чтобы предотвратить протечку и гарантировать, что его владелица всегда будет ощущать высокий уровень свежести и сухости. Свобода в использовании этих продуктов также является целью как для изготовителей, так и для пользователей. Женщины не всегда находятся дома или рядом с запасом впитывающих изделий, и им может быть необходимо носить с собой небольшой запас впитывающих изделий. Таким образом, женские впитывающие изделия разрабатываются так, чтобы их было удобно носить в кармане или в женской сумочке. Однако еще более незаметным способом носить с собой женские впитывающие изделия является использование впитывающих изделий, состоящих из более чем одной уложенных в стопку гигроскопических прокладок, которые присоединяются друг к другу с возможностью отделения, и которые удобно позволяют пользователю удалять и выбрасывать самую верхнюю женскую гигроскопическую прокладку, когда это необходимо, открывая при этом расположенную под ней чистую и свежую гигроскопическую прокладку.
Уложенные в стопку женские гигроскопические прокладки присоединяются друг к другу, например, с помощью клейкого вещества или тиснения. Соединение между уложенными в стопку гигроскопическими прокладками может быть предусмотрено только вдоль краев или всюду по всему нижнему листу вышележащих изделий. Уложенные в стопку гигроскопические прокладки должны в достаточной степени прилипать друг к другу так, чтобы прокладки оставались на месте и не отделялись друг от друга, вызывая неудобство или дискомфорт у владельца. Сцепление между первой и второй гигроскопическими прокладками также не должно быть слишком прочным и затрудняющим удаление первой гигроскопической прокладки от нижележащей гигроскопической прокладки. Ранее были представлены различные решения для облегчения последовательного удаления уложенных в стопку гигроскопических прокладок.
Американский патент № 6443932 раскрывает многослойную женскую прокладку, созданную для последовательного удаления прокладок, причем средняя прокладка является более малой и имеет края, расположенные внутри краев первого и второго слоя.
Американский патентный документ № 2009/0287171 раскрывает многослойный впитывающий продукт, выполненный с возможностью последовательного удаления слоев. Временное клейкое вещество предусматривается вдоль краев, и зазор формируется в той части, которая не содержит клейкого вещества.
Международная патентная заявка WO 95/29655 раскрывает продукт, в котором первые слои являются более длинными, чем нижележащие слои, для того, чтобы обеспечить части для захвата, простирающиеся наружу нижележащих слоев.
С учетом вышеописанных решений все еще существует потребность в облегчении последовательного удаления впитывающих изделий, состоящих более чем из одной уложенных в стопку гигроскопических прокладок. Кроме того, все еще существует потребность во впитывающих изделиях, состоящих более чем из одной уложенных в стопку гигроскопических прокладок, которые могли бы производиться с помощью простого производственного процесса.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Одной задачей настоящего изобретения является удовлетворить вышеупомянутую потребность и предложить одноразовое впитывающее изделие, содержащее более одной уложенных в стопку гигроскопических прокладок, которое обеспечивало бы облегченные средства для последовательного удаления уложенных в стопку прокладок, и которое не требовало бы сложного производственного процесса.
Эти и другие задачи настоящего изобретения решаются с помощью впитывающего изделия и способов производства впитывающего изделия в соответствии с приложенной формулой изобретения.
Таким образом, в одном аспекте предлагается впитывающее изделие, содержащее по меньшей мере две уложенные в стопку гигроскопические прокладки, которые присоединяются друг к другу с возможностью отделения. Это впитывающее изделие содержит первую, обращенную к пользователю гигроскопическую прокладку, и вторую, обращенную к одежде гигроскопическую прокладку. Каждая из гигроскопических прокладок содержит проницаемый для жидкости верхний лист, а также нижний лист. Кроме того, гигроскопические прокладки имеют длину в продольном направлении и ширину в поперечном направлении. Каждая из гигроскопических прокладок имеет первую и вторую концевые области и центральную область между ними, если смотреть в продольном направлении. Гигроскопические прокладки дополнительно содержат первый и второй боковые края, простирающиеся в продольном направлении, а также первый и второй поперечные края, простирающиеся в поперечном направлении. Гигроскопические прокладки кроме того содержат первую и вторую боковые границы, простирающиеся вдоль упомянутых первого и второго боковых краев, а также первую и вторую поперечные границы, простирающиеся вдоль упомянутых первого и второго поперечных краев. Первая и вторая гигроскопические прокладки присоединяются друг к другу с возможностью отделения с помощью соединений вдоль по меньшей мере части соответствующих первой и второй боковых границ по меньшей мере в одной из концевых областей. Первая и вторая гигроскопические прокладки кроме того являются неприсоединенными друг к другу в неприсоединенной области вдоль по меньшей мере части поперечных границ в концевых областях, содержащих соединения вдоль боковых границ. Первая гигроскопическая прокладка имеет большую ширину, по меньшей мере между соединениями вдоль боковых границ в концевых областях, чем вторая гигроскопическая прокладка, заставляя первую гигроскопическую прокладку выпучиваться и образовывать отверстие для захвата пальцем между первой и второй гигроскопическими прокладками в неприсоединенной области.
Выпученное отверстие для захвата пальцем делает отделение первой гигроскопической прокладки от второй гигроскопической прокладки простым и удобным, и контакт пальцев пользователя с загрязненной первой гигроскопической прокладкой во время удаления минимизируется.
В одном аспекте первая гигроскопическая прокладка является по меньшей мере приблизительно на 5 мм более широкой, чем второе санитарное изделие между соединениями, или от приблизительно 5 мм до приблизительно 10 мм шире, чем второе санитарное изделие между соединениями. Это гарантирует, что первая гигроскопическая прокладка будет выпучиваться должным образом, и что будет сформировано отверстие для захвата пальцем.
Предпочтительно, чтобы неприсоединенная область на первой или второй поперечной границе составляла по меньшей мере приблизительно 10 мм в поперечном направлении. Неприсоединенная область может также простираться вдоль по существу всей поперечной границы.
В одном варианте осуществления гигроскопические прокладки взаимно соединяются своими краями с помощью соединений вдоль всех первой и второй боковых границ.
В одном аспекте первая гигроскопическая прокладка является более широкой, чем вторая гигроскопическая прокладка, вдоль всей длины прокладок.
В другом аспекте первая и вторая гигроскопические прокладки имеют одну и ту же длину.
В одном варианте осуществления соединения делаются посредством клейкого вещества, в другом варианте осуществления соединения делаются посредством тиснения. В еще одном варианте осуществления соединения делаются посредством ультразвука.
В одном варианте осуществления впитывающее изделие является прямоугольным по форме. Прямоугольная форма уменьшает отходы материала во время производственного процесса.
В одном варианте осуществления впитывающее изделие имеет форму песочных часов.
В одном варианте осуществления гигроскопические прокладки являются прокладками, прикрепляемыми к нижнему белью.
Также предлагается способ для изготовления впитывающего изделия в поперечном направлении, содержащий стадии: продвижение первого непрерывного полотна, содержащего проницаемый для жидкости верхний лист и нижний лист, постоянно присоединенные друг к другу, от первой секции сборки с первой скоростью V1; продвижение второго непрерывного полотна, содержащего проницаемый для жидкости верхний лист и нижний лист, постоянно присоединенные друг к другу, от второй секции сборки со второй скоростью V2, который является более низкой, чем первая скорость V1; соединение первого полотна и второго полотна вместе в средстве соединения полотен и взаимное связывание полотен соединениями с возможностью отделения. В результате более высокой скорости подачи V1 первого полотна относительно скорости подачи V2 второго полотна первый полотно будет выпучиваться после входа в средство соединения полотен, тогда как второй полотно остается по существу гладким. Конечные впитывающие изделия затем вырезаются в поперечном направлении из связанных полотен.
В одном варианте осуществления эффект выпучивания будет достигаться путем: продвижения первого непрерывного полотна от первой секции сборки на формующий барабан, содержащий множество углублений, проходящих в осевом направлении на контактирующей с полотном поверхности формующего барабана, и обеспечения прилегания первого полотна к этим углублениям с помощью применения всасывания или давления к первому полотну. Параллельно происходят продвижение второго непрерывного полотна от второй секции сборки и соединение первого полотна и второго полотна вместе в средстве соединения полотен, расположенном на одном уровне с формующим барабаном или за формующим барабаном. На средстве соединения полотен формируются соединения между первым и вторым полотнами с возможностью отделения. Первый полотно будет выпучиваться после формирования соединений в результате прилегания первого полотна к углублениям в формующем барабане, в то время как второй полотно будет оставаться по существу гладким.
В одном аспекте углубления, проходящие в осевом направлении формующего барабана, будут проходить по всей ширине формующего барабана.
В одном аспекте скорость V1 приблизительно от 5% до 40% выше, чем скорость V2, или приблизительно от 5% до 30% выше, чем скорость V2, или даже приблизительно от 5% до 20% выше, чем скорость V2.
Также предлагается дополнительный способ для изготовления впитывающего изделия в продольном направлении, содержащий стадии: продвижения первого непрерывного полотна, содержащего проницаемый для жидкости верхний лист и нижний лист, постоянно присоединенные друг к другу, от первой секции сборки на первый вращающийся барабан, содержащий круговое углубление на входящей в контакт с полотном поверхности барабана, и прилегания первого полотна к этому углублению за счет применения всасывания или давления к первому полотну. Параллельно происходят продвижение второго непрерывного полотна, содержащего проницаемый для жидкости верхний лист и нижний лист, постоянно присоединенные друг к другу, от второй секции сборки и соединение первого полотна и второго полотна вместе в средстве соединения полотен, расположенном на одном уровне с формующим барабаном или за формующим барабаном. На средстве соединения полотен формируются соединения между первым и вторым полотнами с возможностью отделения. Первый полотно будет выпучиваться после формирования соединений в результате прилегания первого полотна к углублениям в формующем барабане, в то время как второй полотно будет оставаться по существу гладким. Конечные впитывающие изделия затем вырезаются в продольном направлении из связанных полотен.
В одном аспекте круговое углубление проходит посередине входящей в контакт с полотном поверхности формующего барабана.
В одном варианте осуществления соединения между первым и вторым непрерывными полотнами выполняются посредством тиснения, альтернативно соединения выполняются посредством клейкого вещества.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Далее настоящее изобретение будет описано более подробно посредством примеров со ссылками на различные неограничивающие варианты осуществления, изображенные на прилагаемых чертежах, в которых
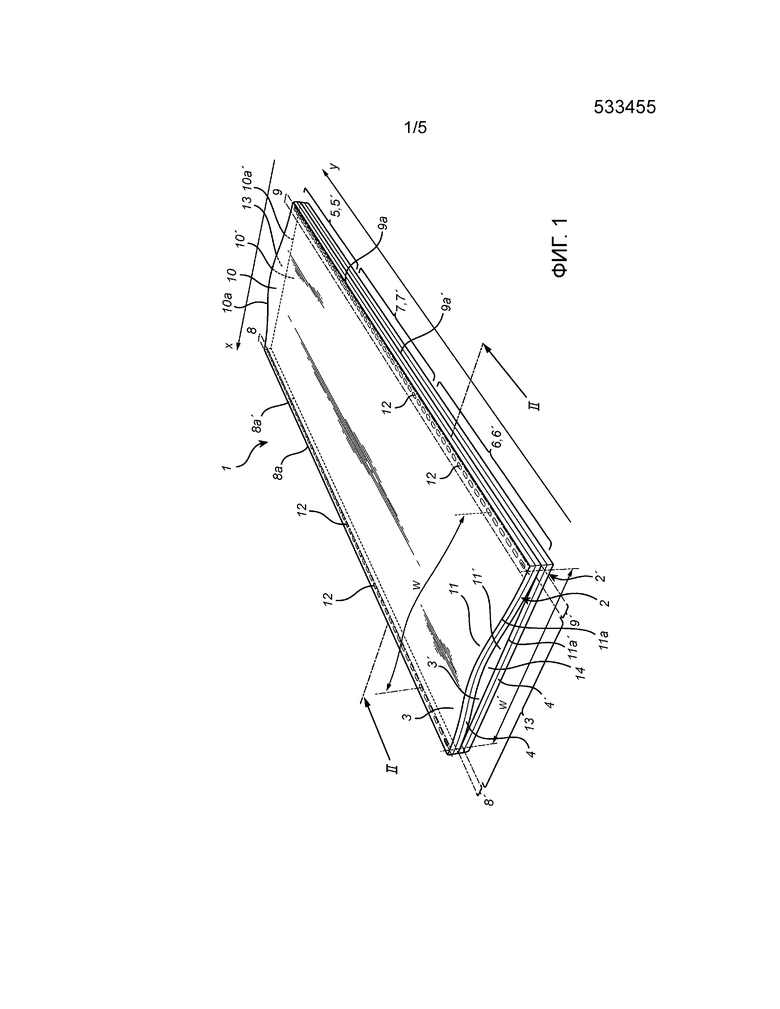
Фиг. 1 представляет собой вид в перспективе одного впитывающего изделия, состоящего из более чем одной уложенных в стопку гигроскопических прокладок в соответствии с одним вариантом осуществления настоящего изобретения.
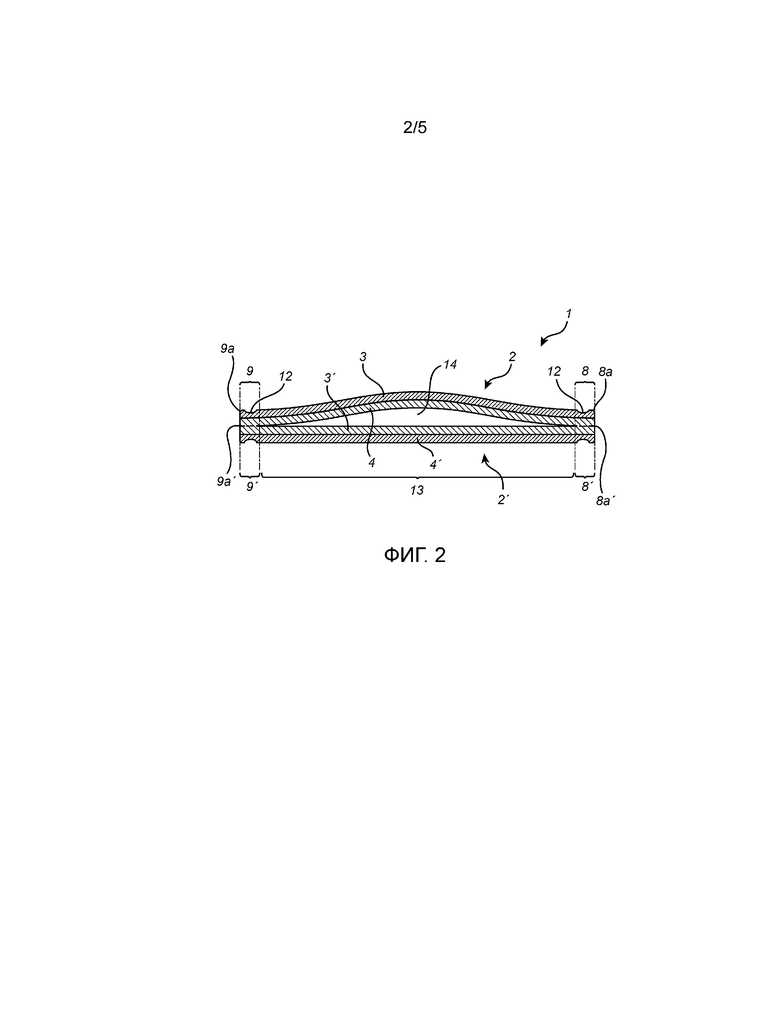
Фиг. 2 представляет собой поперечное сечение впитывающего изделия по линии II-II, изображенной на Фиг. 1.
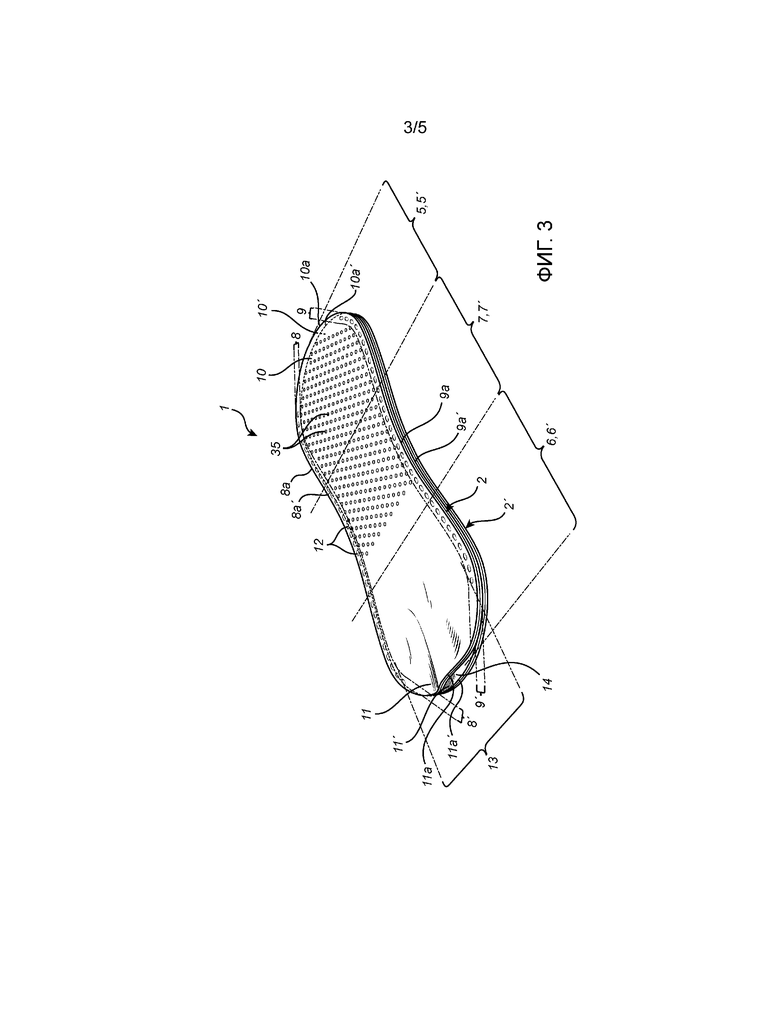
Фиг. 3 представляет собой вид в перспективе одного впитывающего изделия, состоящего из более чем одной уложенных в стопку гигроскопических прокладок в соответствии с одним альтернативным вариантом осуществления настоящего изобретения.
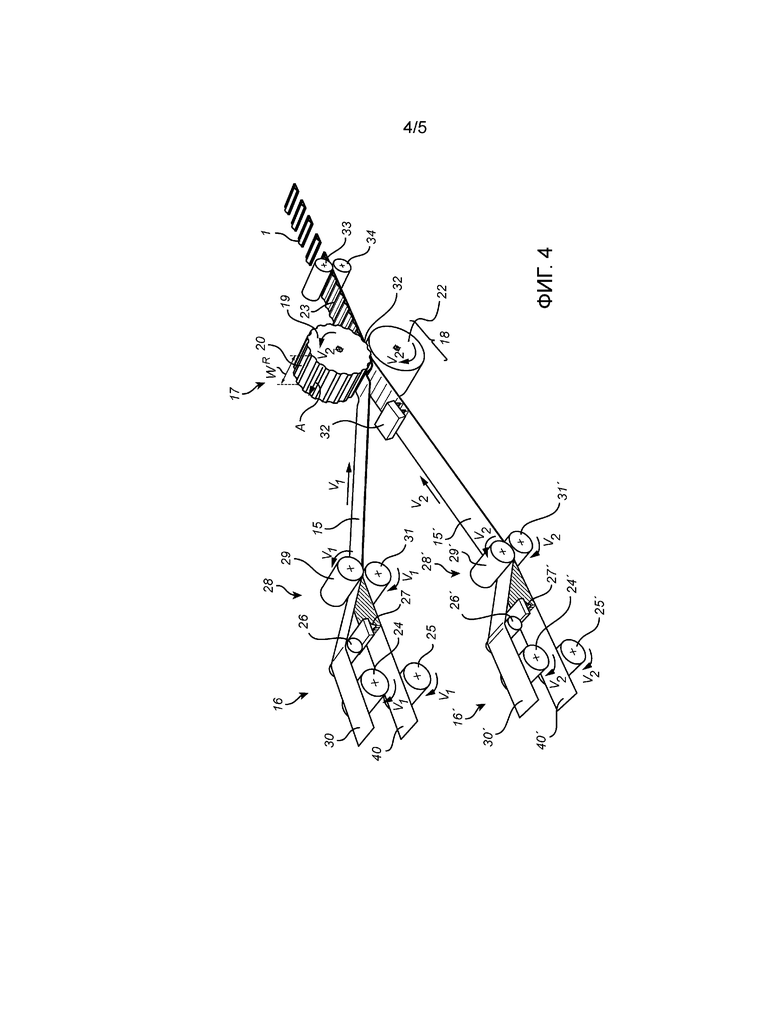
Фиг. 4 схематично иллюстрирует способ и компоновку в соответствии с одним вариантом осуществления настоящего изобретения.
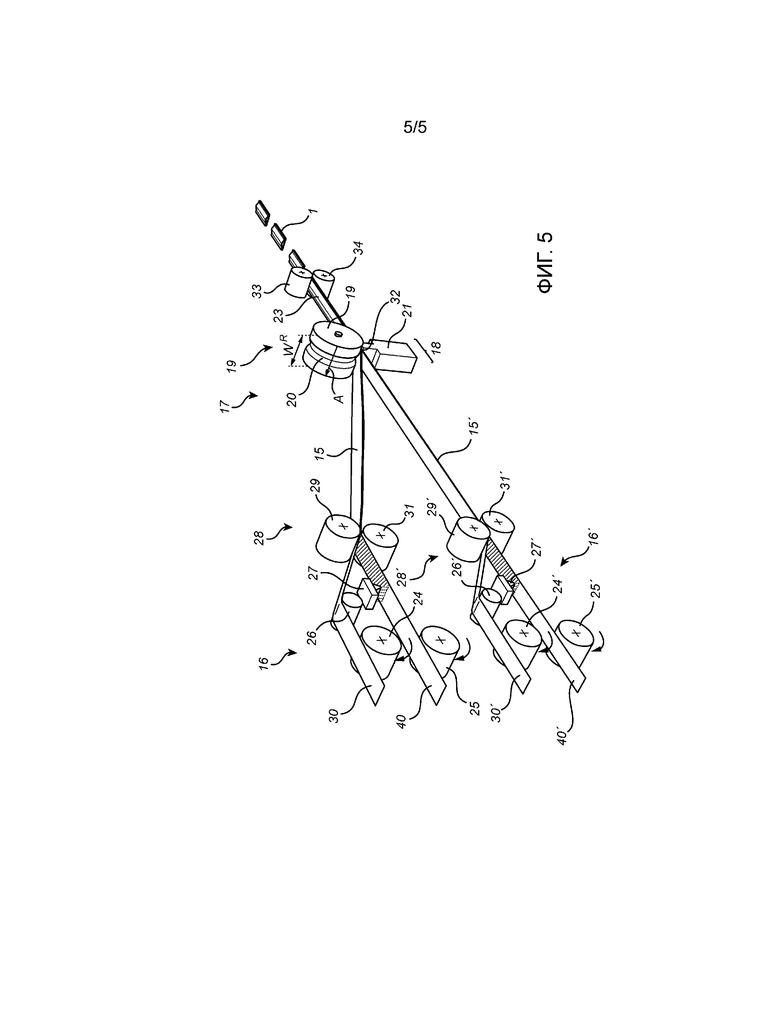
Фиг. 5 схематично иллюстрирует способ и компоновку в соответствии с одним альтернативным вариантом осуществления настоящего изобретения.
ПОДРОБНОЕ ОПИСАНИЕ
Далее настоящее изобретение будет подробно описано со ссылками на чертежи, в которых ссылочная цифра 1 в целом обозначает впитывающее изделие, содержащее гигроскопические прокладки в соответствии с настоящим изобретением. Термин «гигроскопическая прокладка» относится к продуктам, которые помещаются напротив кожи владельца для поглощения и удержания телесных выделений, таких как моча, фекалии и менструальная жидкость. Настоящее изобретение относится к одноразовым гигроскопическим прокладкам, что означает прокладки, которые не предназначены для стирки или какого-либо иного восстановления или повторного использования в качестве гигроскопических прокладок после их использования. Примеры одноразовых гигроскопических прокладок включают в себя продукты для женской гигиены, такие как санитарные салфетки, прокладки, прикрепляемые к нижнему белью, женские вкладыши, урологические прокладки, вкладыши для подгузников и т.п.
На Фиг. 1 схематично показано впитывающее изделие 1, имеющее прямоугольную форму и включающее в себя две уложенные в стопку гигроскопические прокладки: первую обращенную к пользователю гигроскопическую прокладку 2 и вторую обращенную к одежде гигроскопическую прокладку 2’. Каждая из гигроскопических прокладок 2,2’ содержит проницаемый для жидкости верхний лист 3,3’ и нижний лист 4,4’. Впитывающее изделие 1, конечно же, может состоять больше чем из двух уложенных в стопку гигроскопических прокладок, таких как третья и четвертая гигроскопические прокладки. Вторая гигроскопическая прокладка 2’ должна тогда иметь большую ширину w’, чем третья гигроскопическая прокладка в соответствии с настоящим изобретением, а третья гигроскопическая прокладка должна иметь большую ширину, чем четвертая гигроскопическая прокладка в соответствии с настоящим изобретением. Это необходимо, если эффект выпучивания и отверстие 14 для захвата пальцем являются желательными между каждой парой гигроскопических прокладок.
Впитывающее изделие простирается в продольном направлении Y и в поперечном направлении X, и каждая уложенная в стопку гигроскопическая прокладка, составляющая впитывающее изделие, имеет первую 5,5’ и вторую 6,6’ концевые области и центральную область 7,7’ между ними, если смотреть в продольном направлении Y. Гигроскопические прокладки дополнительно содержат первые боковые края 8a, 8a’ и вторые боковые края 9a, 9a’, простирающиеся в продольном направлении Y, а также первые поперечные края 10a, 10a’ и вторые поперечные края 11a, 11a’, простирающиеся в поперечном направлении X. Гигроскопические прокладки дополнительно содержат первые боковые границы 8,8’ и вторые боковые границы 9,9’, простирающиеся вдоль боковых краев 8a, 8a’, 9a, 9a’, а также первые поперечные границы 10,10’ и вторые поперечные границы 11,11’ простирающиеся вдоль поперечных краев 10a, 10a’, 11a, 11a’. Под «границей» понимается область, непосредственно смежная с краем и имеющая ширину не более чем приблизительно 1 см от края. Первая и вторая гигроскопические прокладки 2,2’ присоединяются друг к другу с возможностью отделения с помощью тисненых соединений 12, проходящих вдоль первых 8,8’ и вторых 9,9’ боковых границ. Под «соединением» понимается непрерывное или прерывистое соединение между элементами или компонентами. Соединения могут быть сделаны с помощью, например, тиснения, клейкого вещества или ультразвука. Термины «присоединенный с возможностью отделения» или «соединения с возможностью отделения» или их производные означают, что элементы соединяются с помощью таких соединений, которые позволяют их отделение по существу без разрыва, нарушения или разрушения этих элементов или компонентов.
В соответствии с Фиг. 1 первая 2 и вторая 2’ гигроскопические прокладки являются кроме того несоединенными друг с другом вдоль поперечных границ 10,10’, 11,11’ в неприсоединенной области 13. Ширина w первой гигроскопической прокладки 2 на величину от приблизительно 5 мм до приблизительно 30 мм больше вдоль длины гигроскопических прокладок 2,2’, чем ширина w’ второй гигроскопической прокладки 2’. Благодаря большей ширине w первой гигроскопической прокладки 2 между соединениями 12 вдоль первых и вторых боковых границ 8,8’, 9,9’ первая гигроскопическая прокладка 2 будет выпучиваться, формируя отверстие 14 для захвата пальцем между первой и второй гигроскопическими прокладками вдоль поперечных границ 10,10’, 11,11’. «Ширина» измеряется вдоль поверхности гигроскопической прокладки 2 в плоском положении, которое может быть достигнуто путем отделения первой гигроскопической прокладки 2 от второй гигроскопической прокладки 2’.
Соединения 12 не обязаны присутствовать вдоль всей длины боковых границ 8,8’, 9,9’ для того, чтобы достичь эффекта выпучивания, определяющего отверстие 14 для захвата пальцем между первой и второй гигроскопическими прокладками 2,2’ в неприсоединенной области 13, но по меньшей мере вдоль первой или второй концевой области 5,5’ или 6,6’, при условии, что ширина w первой гигроскопической прокладки 2 между соединениями 12 больше, чем ширина w’ второй гигроскопической прокладки 2’, и что поперечная граница 10,10’ или 11,11’ в этой концевой области 5,5’ или 6,6’ оставлена неприсоединенной.
Уложенные в стопку гигроскопические прокладки 2,2’ могут иметь по существу прямоугольную форму. Эта форма уменьшает отходы материала во время стадии резки в процессе производства. Уложенные в стопку гигроскопические прокладки 2,2’ могут также иметь форму песочных часов с немного уменьшенной шириной w, w’ в центральной области 7,7’. Когда впитывающее изделие 1 имеет форму песочных часов, первая гигроскопическая прокладка 2 должна быть более широкой, чем вторая гигроскопическая прокладка 2’ в частности в точке самой большой ширины второй гигроскопической прокладки 2’ в первой или во второй концевой области 5,5’ или 6,6’.
Фиг. 2 представляет собой поперечное сечение впитывающего изделия в соответствии с Фиг. 1.
В соответствии с Фиг. 3, показывающей впитывающее изделие 1, имеющее форму песочных часов, боковые границы 8,8’, 9,9’ первой 2 и второй 2’ гигроскопических прокладок соединяются с помощью тисненых соединений 12, а вторые поперечные границы 11,11’ оставляются неприсоединенными. Кроме того, первые концевые области 5,5’ и часть центральной области 7,7’ соединяются с помощью равномерно распределенных тисненых точек 35 для того, чтобы сохранять первую гигроскопическую прокладку 2 по существу плоской в первой концевой области. Альтернативно тисненые точки могут также иметь форму декоративных узоров, и клейкое вещество или ультразвук могут также использоваться для того, чтобы связать вместе первую и вторую гигроскопические прокладки 2,2’ и сформировать соединения 12 и/или точки. Наличие эффекта выпучивания только во второй концевой области 6,6’, являющейся задней концевой областью во время использования владельцем, дает продукт анатомической формы с хорошим прилеганием.
Далее следует описание различных компонентов гигроскопической прокладки.
Верхний лист
Проницаемый для жидкости верхний лист 3,3’ может включать в себя нетканый материал, например спанбонд, аэродинамически распыленный материал, чесаный материал, гидросцепленный материал, гидравлически сформированный материал и т.д. Подходящие нетканые материалы могут быть составлены из натуральных волокон, таких как древесная целлюлоза или хлопковые волокна, искусственных волокон, таких как полиэстер, полиэтилен, полипропилен, вискоза, и т.д., или из смеси естественных и искусственных волокон. Кроме того, материал верхнего листа может быть составлен из льняных волокон, которые могут быть связаны друг с другом в связывающий узор, как например раскрыто в патентном документе EP-A-1 035818. Дополнительными примерами материалов верхнего листа являются поропласты, дырчатые пластиковые пленки и т.д. Материалы, подходящие в качестве материалов верхнего листа, должны быть мягкими и нераздражающими кожу, а также легко проницаемыми для выделяемых организмом жидкостей, например, мочи или менструальной жидкости. Верхний лист может различаться в различных частях впитывающего изделия.
Нижний лист
Нижний лист 4,4’ включает в себя непроницаемый для жидкости материал, такой как тонкая пластиковая пленка, например, полиэтиленовая или полипропиленовая пленка, нетканый материал, покрытый непроницаемым для жидкости материалом, гидрофобный нетканый материал, который сопротивляется проникновению жидкости, или ламинат, содержащий пластиковые пленки и нетканые материалы. Непроницаемый для жидкости материал нижнего листа 4,4’ может быть воздухопроницаемым для того, чтобы позволить пару выходить из впитывающего ядра, предотвращая при этом просачивание через него жидкостей. Примерами воздухопроницаемых материалов нижнего листа являются пористые полимерные пленки, нетканые ламинаты из слоев спанбонда и аэродинамически распыленного материала, ламинаты из пористых полимерных пленок и нетканых тканей.
Впитывающее ядро
Впитывающее ядро может представлять собой впитывающее ядро любого обычного вида. Примерами обычно встречающихся впитывающих материалов являются распушенная целлюлоза, слои ткани, высокопоглощающие полимеры, называемые суперабсорбентами, поглощающие пористые материалы, впитывающие нетканые материалы и т.п. Распространенным является комбинирование распушенной целлюлозы с суперабсорбирующими полимерами во впитывающем ядре. Суперабсорбирующие полимеры являются набухающими в воде, нерастворимыми в воде органическими или неорганическими материалами, способными абсорбировать относительно их собственной массы по меньшей мере приблизительно 20-кратное количество водного раствора, содержащего 0,9 мас.% хлористого натрия. Органические материалы, подходящие для использования в качестве суперабсорбирующего материала, могут включать в себя природные материалы, такие как полисахариды, полипептиды и т.п., а также синтетические материалы, такие как синтетические гидрогелевые полимеры. Такие гидрогелевые полимеры включают в себя, например, соли щелочного металла и полиакриловых кислот, полиакриламиды, поливиниловый спирт, полиакрилаты, полиакриламиды, поливинилпиридины и т.п. Другие подходящие полимеры включают в себя гидролизованный привитый акрилонитрилом крахмал, привитый акриловой кислотой крахмал, а также сополимеры малеинового ангидрида и изобутилена и их смеси. Гидрогелевые полимеры могут быть легкосшитыми для того, чтобы сделать материал по существу нерастворимым в воде. Подходящие суперабсорбирующие материалы являются дополнительно поверхностно сшитыми так, чтобы наружная поверхность или оболочка суперабсорбирующей частицы, волокна, чешуйки, сферы и т.д. обладала более высокой плотностью сшивки, чем внутренняя часть суперабсорбента. Суперабсорбирующие материалы могут иметь любую форму, подходящую для использования в абсорбирующих композитах, включая частицы, волокна, чешуйки, сферы и т.п.
Высокая абсорбционная способность обеспечивается путем использования больших количеств суперабсорбирующего материала. Для впитывающего ядра, содержащего матрицу из гидрофильных волокон, таких как целлюлозные волокна, и суперабсорбирующий материал, доля суперабсорбирующего материала может составлять от приблизительно 10 мас.% до приблизительно 90 мас.%, или от приблизительно 30 мас.% до приблизительно 70 мас.%.
Впитывающие изделия обычно имеют впитывающие ядра, содержащие слои с различными свойствами в плане способности к впитыванию жидкости, способности к распределению жидкости и способности к хранению. Тонкие впитывающие тела, которые являются распространенными, например, в детских подгузниках и урологических прокладках, часто содержат сжатую смешанную или слоеную структуру из распушенной целлюлозы и суперабсорбирующих полимеров. Размер и впитывающая способность впитывающего ядра могут изменяться для того, чтобы подходить для различных использований, таких как для младенцев или для взрослых, страдающих недержанием людей.
Впитывающее ядро может дополнительно включать в себя распределяющий слой, расположенный поверх первичного впитывающего тела, выполненный с возможностью быстро принимать и временно хранить выделенную жидкость до того, как она будет поглощена первичным впитывающим ядром. Такие распределяющие слои являются известными в данной области техники и могут быть составлены из пористых волокнистых прокладок или пеноматериалов.
Процесс изготовления одноразового впитывающего изделия в соответствии с п. 1 формулы изобретения в поперечном направлении содержит стадии продвижения первого непрерывного полотна 15, содержащего проницаемый для жидкости полотно 30 верхнего листа и полотно 40 нижнего листа, постоянно присоединенные друг к другу, из первой секции 16 сборки полотна с первой скоростью V1, а также продвижения второго непрерывного полотна 15’, содержащего проницаемый для жидкости полотно 30’ верхнего листа и полотно 40’ нижнего листа, постоянно присоединенные друг к другу, из второй секции 16’ сборки полотна со второй скоростью V2, которая является более низкой, чем первая скорость V1. Первый и второй непрерывные полотна 15,15’ могут, конечно, содержать также дополнительные компоненты, такие как впитывающие ядра и/или поглощающие слои между полотнами нижнего листа и верхнего листа. Скорость первого непрерывного полотна 15 таким образом будет более высокой, чем скорость второго непрерывного полотна 15’, когда эти два полотна движутся к средству 18 для соединения полотен. Средство для соединения полотен включает в себя ультразвуковой генератор и вращающийся прижимной барабан, окружная скорость которого соответствует первой скорости V1. Альтернативно средство для соединения полотен может также включать в себя барабан для тиснения или клейкое вещество. Ультразвуковой генератор и прижимной барабан определяют между собой зазор, через который проходят эти два полотна 15,15’. Первый полотно 15 будет обращен к генератору, а второй полотно 15’ будет обращен к вращающемуся прижимному барабану. Поскольку скорость первого непрерывного полотна 15 является более высокой, чем скорость второго непрерывного полотна 15’ при прохождении через средство 18 для соединения полотен, и более высокой, чем скорость, с которой сборка 23 первого и второго полотен 15,15’ покидает средство 18 для соединения полотен, первый полотно будет выпучиваться. Это является результатом внезапного перехода от более высокой скорости V1 перед моментом соединения полотна к более низкой скорости V2 после момента соединения полотна. Это будет приводить к формированию поперечных выпуклостей в первом непрерывном полотне 15. Эти выпуклости постоянно закрепляются между соединениями 12, сформированными средством 18 для соединения полотен, и будут определять отверстие 14 для захвата пальцем в конечном впитывающем изделии. Соединения 12 могут быть сформированы как параллельные линии или как пунктирные линии, простирающиеся в поперечном направлении в тех местах, которые должны формировать боковые границы 8,8’, 9,9’ гигроскопических прокладок 2,2’ после отрезания сборки 23 для того, чтобы сформировать конечное впитывающее изделие 1. Впитывающие изделия 1 вырезаются режущим цилиндром в поперечном направлении.
Фиг. 4 представляет собой схематическую диаграмму, иллюстрирующую пример способа создания впитывающего изделия 1 в поперечном направлении. Этот способ содержит первую секцию 16 сборки полотна для изготовления первого непрерывного полотна 15, формирующего первую гигроскопическую прокладку 2, вторую секцию 16’ сборки второго полотна для изготовления второго непрерывного полотна 15’, формирующего вторую гигроскопическую прокладку 2’, и третью секцию 17 формирования и сборки, предусмотренную после первой и второй секций 16,16’ для получения законченного впитывающего изделия 1.
Первая и вторая секции 16,16’ представляют собой способ для сборки простой гигроскопической прокладки, содержащей только верхний лист и нижний лист. Гигроскопическая прокладка, конечно, также может содержать поглощающий слой и/или впитывающее ядро. В первую секцию 16 сборки полотна полотно 30 верхнего листа и полотно 40 нижнего листа непрерывно подаются от подающих валков 24,25, чьи окружные скорости равны первой скорости V1, к объединяющей секции 28. Во вторую секцию 16' сборки полотна полотно 30' верхнего листа и полотно 40' нижнего листа непрерывно подаются от подающих валков 24',25', чьи окружные скорости равны второй скорости V2, к объединяющей секции 28'. Непрерывные полотна 30,30’ верхнего листа сначала подаются к секциям 27,27’ нанесения клейкого вещества, где клейкое вещество наносится разбрызгиванием на те стороны полотен нижнего листа 40,40’, которые обращены к соответствующим верхним листам. Альтернативно непрерывное нанесение клейкого вещества на полотна нижнего листа может быть заменено точечным нанесением клейкого вещества, нанесением клейкого вещества в виде прерывистой линии, нанесением клейкого вещества в виде спирали или любым другим известным способом. Объединяющие секции 28 выполняют постоянное соединение между непрерывными полотнами 30 верхнего листа и непрерывными полотнами 40 нижнего листа путем сжатия полотен между вращающимися прижимными барабанами 29 и 31 для создания первого непрерывного полотна 15, а объединяющие секции 28’ выполняют постоянное соединение между непрерывными полотнами 30’ верхнего листа и непрерывными полотнами 40’ нижнего листа путем сжатия полотен между вращающимися прижимными барабанами 29’ и 31’ для создания второго непрерывного полотна 15’.
В третью секцию 17 формирования и сборки первый и второй непрерывные полотна 15,15’ продвигаются посредством, например, вакуумного конвейера или направляющих роликов (не показаны). Первый непрерывный полотно 15 продвигается с первой скоростью V1. Второй непрерывный полотно 15' продвигается со второй скоростью V2. Первая скорость V1 является более высокой, чем вторая скорость V2, и скорость первого полотна 15 таким образом будет более высокой, чем у второго полотна 16, когда эти два полотна подаются к средству 18 для соединения полотен. Ширина конечного впитывающего изделия 1 и желаемая разница в ширине между первой и второй гигроскопическими прокладками 2,2’ определяют разницу между первой скоростью V1 и второй скоростью V2. Например, если впитывающее изделие 1 имеет ширину 10 см, а разница в ширине первой и второй гигроскопических прокладок составляет 1 см, то есть ширина первой гигроскопической прокладки 2 составляет 11 см, а ширина второй гигроскопической прокладки 2’ составляет 10 см, то первая скорость V1 должна быть на 10% выше, чем вторая скорость V2. Первый полотно 15 подается на вращающийся формующий барабан 19, чья окружная скорость равна второй скорости V2, что приводит к тому, что первый полотно 15 замедляется, а его натяжение ослабевает, прежде чем он продвинется на формующий барабан 19. Вращающийся формующий барабан 19 содержит множество параллельных углублений 20, проходящих в осевом направлении (A) на входящей в контакт с полотном поверхности по всей ширине wR формующего барабана 19. Первый полотно 15 прилегает к углублениям 20 за счет применения вакуума к первому полотну 15, и параллельные выпуклости будут образовываться в поперечном направлении первого полотно 15 при его продвижении от формующего барабана 19. Альтернативно первый полотно 15 может прилегать к углублениям 20 за счет давления со стороны вращающегося прижимного ролика, имеющего множество расположенных на нем выступающих элементов. Продвигаясь к средству 18 для соединения полотен, второй непрерывный полотно 15’ проходит секцию 32 нанесения клейкого вещества, где линии клейкого вещества, проходящие в поперечном направлении, наносятся на второй непрерывный полотно 15’ с таким расстоянием между линиями клейкого вещества в продольном направлении, которое превышает ширину углублений 20, и которое не превышает воображаемую ширину второй гигроскопической прокладки 2’, так, чтобы впитывающие первый и второй полотна 15,15’ соединялись вдоль воображаемых боковых границ 8,8’, 9,9’ гигроскопических прокладок 2,2’. Подходящим типом клейкого вещества для соединения первой 2 и второй 2’ гигроскопических прокладок друг с другом является чувствительный к давлению термоклей, который обладает очень высокой самоадгезией, но который может быть легко отделен от других материалов, и примером такого клейкого вещества является Luna tack® BD19, доступный от компании H. B. Fuller. Стадия для соединения полотен для для соединения первого и второго полотен 15,15’ вместе включает в себя формующий барабан 19 и вращающийся прижимной барабан 22, чья окружная скорость равна второй скорости V2. Прижимной барабан 22 и формующий барабан 19 определяют между собой зазор 32, через который проходят эти два полотна 15,15’. Первый полотно 15 будет обращен к формующему барабану 19 и будет лежать в углублениях 20, а второй полотно 15’ будет обращен к вращающемуся прижимному барабану 22, когда эти два полотна 15,15’ взаимно связываются для того, чтобы сформировать сборку 23. Эти два полотно 15,15’ сжимаются вместе и взаимно связываются вдоль линий клейкого вещества, которые располагаются так, чтобы эти два полотна 15,15’ связывались с каждой стороны углубления 20 при прохождении через зазор 32. Альтернативно первый и второй полотна 15,15’ могут также быть собраны с помощью других механических средств, таких как тиснение. Поскольку первый и второй полотна 15,15’ взаимно связываются вместе, выпуклости, сформированные на первом полотне 15 от формующего барабана 19, постоянно закрепляются между линиями клейкого вещества, образующими соединения 12 вдоль каждой стороны выпуклостей, которые будут определять захват для пальца в конечном впитывающем изделии 1. Сборка первого и второго полотен 24 затем разрезается с помощью режущих цилиндров 34,35 в поперечном направлении на впитывающие изделия 1 в соответствии с настоящим изобретением.
Фиг. 5 представляет собой схематическую диаграмму, иллюстрирующую пример дополнительного процесса создания впитывающего изделия 1. Этот процесс отличается, среди прочего, от процесса, описанного на Фиг. 4, тем, что впитывающие изделия производятся в продольном направлении. Этот процесс содержит первую секцию 16 сборки для изготовления первого непрерывного полотна 15, формирующего первую гигроскопическую прокладку 2, вторую секцию 16’ сборки для изготовления второго непрерывного полотна 15’, формирующего вторую гигроскопическую прокладку 2’, и третью секцию 17 формирования и сборки, предусмотренную после первой и второй секций, для получения законченного впитывающего изделия 1.
В первой и второй секции полотно 30,30’ верхнего листа и полотно 40,40’ нижнего листа непрерывно подаются от подающих валков 24,24’ и 25,25’ к объединяющей секции 28,28’. Непрерывные полотна 40,40’ нижнего листа подаются к секциям 27,27’ нанесения клейкого вещества, где клейкое вещество наносится разбрызгиванием на те стороны полотен нижнего листа 40,40’, которые обращены к соответствующим верхним листам. Альтернативно непрерывное нанесение клейкого вещества на полотна нижнего листа может быть заменено точечным нанесением клейкого вещества, нанесением клейкого вещества в виде прерывистой линии, нанесением клейкого вещества в виде спирали или любым другим известным способом. Объединяющие секции 28,28’ выполняют постоянное соединение между непрерывными полотнами 30 верхнего листа и непрерывными полотнами 40 нижнего листа, а также между непрерывными полотнами 30’ верхнего листа и непрерывными полотнами 40’ нижнего листа путем сжимания полотен между вращающимися прижимными барабанами 29,31 и 29’,31’ соответственно, для того, чтобы получить первый и второй непрерывные полотна 15,15’.
В третью секцию 17 формирования и сборки, проиллюстрированную на фиг. 5, первый и второй непрерывные полотна 15,15’ продвигаются посредством, например, вакуумного конвейера или направляющих роликов (не показаны). Первый непрерывный полотно 15 продвигается на формующий барабан 19, содержащий непрерывное центрированное круговое углубление 20 на входящей в контакт с полотном поверхности барабана 19. Первый полотно 15 прилегает к углублению 20 за счет применения всасывания или давления к первому полотну 15. В результате этого прилегания первый полотно 15 будет выпучиваться в продольном направлении при продвижении от формующего барабана 19 и при входе в последующее средство 18 для соединения полотен. Альтернативно первый полотно может прилегать к углублению за счет давления со стороны вращающегося прижимного ролика, имеющего центрированный расположенный круговым образом выступающий формирующий элемент. Первый полотно 15 может иметь большую ширину, чем второй полотно 15’, соответствуя конечной разнице в ширине между первой и второй гигроскопическими прокладками 2,2’. Формующий барабан 19 будет функционировать как прижимной барабан, и будет вместе с ультразвуковым генератором 21 составлять средство 18 для соединения полотен, которое взаимно соединяет первый и второй непрерывные полотна 15,15’ так, чтобы сформировать сборку 23. Первый и второй полотна 15,15’ таким образом объединяются в средстве 18 для соединения полотен. Формующий барабан 19 и ультразвуковой генератор 21 определяют между собой зазор 32, через который проходят эти два полотна 15,15’. Первый полотно 15 будет обращен к формующему барабану 19, а второй полотно 15’ будет проходить между ультразвуковым генератором 21, когда эти два полотна 15,15’ взаимно связываются для того, чтобы сформировать сборку 23. Ультразвуковой генератор 21 будет формировать сварные точки, образующие линии в продольном направлении с каждой стороны сформированных выпуклостей, вдоль воображаемых боковых границ 8,8’, 9,9’ гигроскопических прокладок 2,2’. Альтернативно первый и второй полотна 15,15’ могут также быть собраны с помощью других механических средств, таких как тиснение. Поскольку первый и второй полотна 15,15’ взаимно свариваются, выпуклости, сформированные на первом полотне 15 формующим барабаном 20, постоянно закрепляются между соединениями 12, сформированными вдоль каждой стороны этих выпуклостей. Сборка 23 первого и второго полотен затем разрезается с помощью режущих цилиндров 33,34 в продольном направлении на впитывающие изделия 1. Если первый и второй полотна 15,15’ имеют равные ширины, сборка 23 может быть разрезана также вдоль боковых краев 8a, 8a', 9a, 9a’ для того, чтобы придать гигроскопическим прокладкам 2,2’ связь между краями и/или придать форму впитывающему изделию.
Настоящее изобретение относится к впитывающему изделию, содержащему по меньшей мере две уложенные в стопку гигроскопические прокладки, которые присоединяются друг к другу с возможностью отделения. Это впитывающее изделие содержит первую, обращенную к пользователю гигроскопическую прокладку и вторую, обращенную к одежде гигроскопическую прокладку, каждая из которых содержит проницаемый для жидкости верхний лист и нижний лист. Каждая из гигроскопических прокладок имеет первую и вторую концевые области, а также центральную область между ними, если смотреть в продольном направлении. Гигроскопические прокладки дополнительно содержат первую и вторую боковые границы, а также первую и вторую поперечные границы. Первая и вторая гигроскопические прокладки присоединяются друг к другу с возможностью отделения с помощью соединений вдоль по меньшей мере части упомянутых соответствующих первой и второй боковых границ по меньшей мере в одной из упомянутых концевых областей. Первая и вторая гигроскопические прокладки, кроме того, являются неприсоединенными друг к другу в неприсоединенной области вдоль по меньшей мере части поперечных границ в концевых областях, содержащих упомянутые соединения вдоль боковых границ. Первая гигроскопическая прокладка имеет большую ширину, по меньшей мере между соединениями вдоль боковых границ в концевых областях, чем вторая гигроскопическая прокладка, заставляя первую гигроскопическую прокладку выпучиваться и образовывать отверстие для захвата пальцем между первой и второй гигроскопическими прокладками в упомянутой неприсоединенной области. 3 н. и 17 з.п. ф-лы, 5 ил. 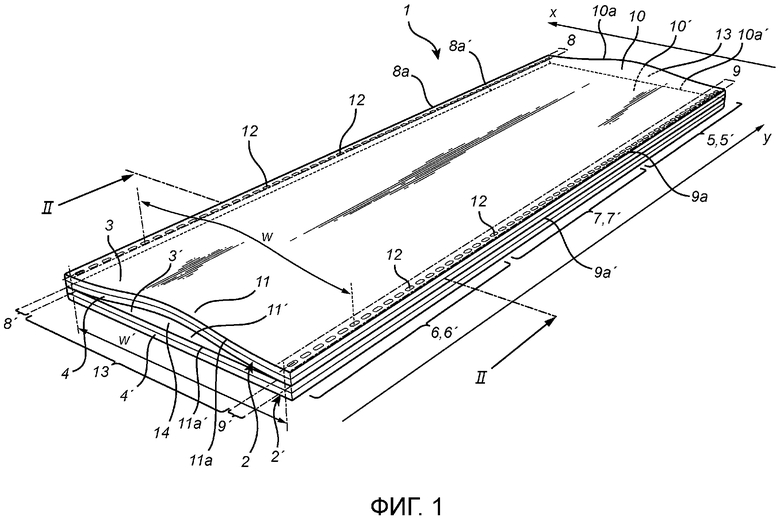
1. Одноразовое впитывающее изделие (1), содержащее по меньшей мере две уложенных в стопку гигроскопических прокладки, присоединенных друг к другу с возможностью отделения;
в котором каждая из первой, обращенной к пользователю гигроскопической прокладки (2), и второй, обращенной к одежде гигроскопической прокладки (2'), включает в себя проницаемый для жидкости верхний лист (3,3') и нижний лист (4,4'), каждая из упомянутых гигроскопических прокладок имеет длину в продольном направлении (Y) и ширину (w, w') в поперечном направлении (X), каждая из упомянутых гигроскопических прокладок имеет первую концевую область (5,5') и вторую концевую область (6,6'), а также центральную область (7,7') между ними, если смотреть в продольном направлении (Y), каждая из упомянутых гигроскопических прокладок дополнительно содержит первый боковой край (8a, 8a') и второй боковой край (9a, 9a'), проходящие в продольном направлении (Y), первый поперечный край (10a, 10a') и второй поперечный край (11a, 11a'), проходящие в поперечном направлении (X), каждая из упомянутых гигроскопических прокладок дополнительно содержит первую боковую границу (8,8') и вторую боковую границу (9,9'), проходящие вдоль первого и второго боковых краев (8a, 8a', 9a, 9a'), а также первую поперечную границу (10,10') и вторую поперечную границу (11,11'), проходящие вдоль первого и второго поперечных краев (10a, 10a', 11a, 11a'), при этом первая (2) и вторая (2') гигроскопические прокладки соединены друг с другом с возможностью отделения с помощью соединений (12) вдоль по меньшей мере части упомянутых соответствующих первой (8,8') и второй (9,9') боковых границ по меньшей мере в одной из упомянутых концевых областей (5,5', 6,6'), причем первая (2) и вторая (2') гигроскопические прокладки являются неприсоединенными друг к другу в неприсоединенной области (13) вдоль по меньшей мере части поперечных границ (10,10', 11,11') в концевой области, содержащей соединения (12) вдоль боковых границ (8,8', 9,9'),
отличающееся тем, что
ширина (w) первой гигроскопической прокладки (2) больше, по меньшей мере между соединениями (12) в концевой области (6,6' и/или 7,7'), чем ширина (w') второй гигроскопической прокладки (2'), так, чтобы первая гигроскопическая прокладка (2) выпучивалась, формируя отверстие (14) для захвата пальцем между первой и второй гигроскопическими прокладками (2,2') в упомянутой неприсоединенной области (13).
2. Одноразовое впитывающее изделие по п. 1, отличающееяся тем, что ширина (w) первой гигроскопической прокладки (2) по меньшей мере на 5 мм больше, чем ширина (w') второй гигроскопической прокладки (2') между соединениями (12).
3. Одноразовое впитывающее изделие по п. 1, отличающееся тем, что ширина (w) первой гигроскопической прокладки (2) по меньшей мере на 10 мм больше, чем ширина (w') второй гигроскопической прокладки (2') между соединениями (12).
4. Одноразовое впитывающее изделие по п. 1, отличающееся тем, что неприсоединенная область (13) у первой или второй поперечной границы (10,10', 11,11') составляет по меньшей мере 10 мм в поперечном направлении (X).
5. Одноразовое впитывающее изделие по п. 1, отличающееся тем, что первая и вторая гигроскопические прокладки (2,2') соединены друг с другом своими краями с помощью соединений (12) вдоль всех первых и вторых боковых границ (8,8', 9,9').
6. Одноразовое впитывающее изделие по п. 1, отличающееся тем, что ширина (w) первой гигроскопической прокладки (2) больше, чем ширина (w') второй гигроскопической прокладки (2') вдоль всей длины гигроскопических прокладок (2,2').
7. Одноразовое впитывающее изделие по п. 1, отличающееся тем, что первая и вторая гигроскопические прокладки (2,2') имеют одну и ту же длину.
8. Одноразовое впитывающее изделие по п. 1, отличающееся тем, что длины каждой из первой и второй концевых областей (5,5', 6,6') и центральной области (7,7') составляют одну треть длины упомянутой гигроскопической прокладки (2,2').
9. Одноразовое впитывающее изделие по п. 1, отличающееся тем, что соединения (12) выполняются посредством клейкого вещества.
10. Одноразовое впитывающее изделие по п. 1, отличающееся тем, что соединения (12) выполняются посредством тиснения.
11. Одноразовое впитывающее изделие по п. 1, отличающееся тем, что впитывающее изделие (1) является прямоугольным по форме.
12. Одноразовое впитывающее изделие по п. 1, отличающееся тем, что гигроскопические прокладки (2,2') являются прокладками, прикрепляемыми к нижнему белью.
13. Способ производства одноразового впитывающего изделия (1) по п. 1, отличающийся тем, что упомянутый способ содержит стадии:
продвижения первого непрерывного полотна (15), содержащего проницаемый для жидкости верхний лист (4) и нижний лист (5), постоянно соединенные друг с другом, от первой секции (16) сборки с первой скоростью (V1); продвижения второго непрерывного полотна (15'), содержащего проницаемый для жидкости верхний лист (4') и нижний лист (5'), постоянно соединенные друг с другом, от второй секции (16') сборки со второй скоростью (V2), которая является более низкой, чем первая скорость (V1), и соединения первого и второго непрерывных полотен (15,15') вместе в средстве (18) для соединения полотен и формирования соединений (12) с возможностью отделения между первым и вторым непрерывными полотнами (15,15'), а также продвижения соединенных полотен (15,15') от средства (18) для соединения полотен со скоростью, которая равна второй, более низкой скорости (V2), при этом первое непрерывное полотно (15) выпучивается после формирования соединений (13) в результате более высокой скорости подачи (V1) первого непрерывного полотна (15) относительно второго непрерывного полотна (15'), в то время как второе непрерывное полотно (15') остается по существу гладким; и вырезания в поперечном направлении одноразовых впитывающих изделий (1), представляющих собой уложенные в стопку гигроскопические прокладки (2,2'), из соединенных полотен (15,15').
14. Способ производства одноразового впитывающего изделия по п. 13, отличающийся тем, что упомянутый способ дополнительно содержит стадии:
продвижения первого непрерывного полотна (15) из первой секции (16') сборки на формующий барабан (19), имеющий ширину (wR), проходящую в осевом направлении (A) формующего барабана (19), причем формующий барабан (19) содержит множество углублений (20), проходящих в осевом направлении (A) на входящей в контакт с полотном поверхности формующего барабана (19), и обеспечения прилегания первого непрерывного полотна (15) к углублениям (20) за счет приложения всасывания или давления к первому полотну (15); продвижения второго непрерывного полотна (15') от второй секции (16') сборки и соединения первого и второго непрерывных полотен (15,15') вместе в средстве для соединения полотен, расположенном на одном уровне или после формующего барабана (19), а также формирования соединений (12) с возможностью отделения между первым и вторым непрерывными полотнами (15,15') в средстве (18) для соединения полотен, при этом первое полотно выпучивается после формирования соединений (12) в результате прилегания первого полотна к углублению, тогда как второе полотно остается по существу гладким.
15. Способ по п. 14, отличающийся тем, что углубления (20) проходят по всей ширине (wR) формующего барабана (19).
16. Способ производства одноразового впитывающего изделия (1) по п. 1, отличающийся тем, что упомянутый способ содержит стадии:
продвижения первого непрерывного полотна (15), содержащего проницаемый для жидкости верхний лист (4) и нижний лист (5), постоянно соединенные друг с другом, от первой секции (16) сборки на формующий барабан (19), содержащий круговое углубление (20) на входящей в контакт с полотном поверхности формующего барабана (19), и обеспечения прилегания первого непрерывного полотна (15) к углублению (20) за счет приложения всасывания или давления к первому непрерывному полотну (15); продвижения второго непрерывного полотна (15'), содержащего проницаемый для жидкости верхний лист (4') и нижний лист (5'), постоянно соединенные друг с другом, от второй секции (16') сборки и соединение первого и второго непрерывных полотен (15,15') вместе в средстве для соединения полотен, расположенном на одном уровне или после формующего барабана (19), а также формирования соединений (12) с возможностью отделения между первым и вторым непрерывными полотнами (15,15') в средстве (18) для соединения полотен, при этом первое непрерывное полотно (15) выпучивается во время формирования соединений (12) в результате прилегания первого непрерывного полотна (15) к углублению (20), тогда как второе непрерывное полотно (15') остается по существу гладким; а также вырезания в продольном направлении одноразовых впитывающих изделий (1), представляющих собой уложенные в стопку гигроскопические прокладки (2,2'), из соединенных полотен.
17. Способ по п. 16, отличающийся тем, что круговое углубление (20) проходит в середине входящей в контакт с полотном поверхности формующего барабана (19).
18. Способ по любому из пп. 13-15, отличающийся тем, что соединения (12) между первым и вторым непрерывными полотнами (15,15') выполняются посредством тиснения или с помощью ультразвука.
19. Способ по любому из п. 13 или 16, отличающийся тем, что соединения (12) между первым и вторым непрерывными полотнами (15,15') выполняются посредством клейкого вещества.
20. Способ по любому из п. 13 или 16, отличающийся тем, что скорость V1 по меньшей мере на величину от 5% до 40% выше, чем скорость V2.
| WO 9529655 A1, 09.11.1995 | |||
| US 20060247590 A1, 02.11.2006 | |||
| US 6280427 B1, 28.08.2001 | |||
| US 20110264068 A1, 27.10.2011. |

