ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к эластифицированным впитывающим изделиям и, конкретнее, к схемам нанесения клея для изготовления эластифицированных впитывающих изделий.
ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ
Одной из основных функций впитывающих изделий личной гигиены является удерживание и впитывание выделений организма, таких как моча, фекальные массы, кровь и менструальные выделения. В разных типах одноразовых впитывающих изделий имеются разные механизмы для удерживания на носящем. Например, открытые подгузники могут иметь одно или более средств скрепления по типу застежек-липучек для прикрепления задней части подгузника к передней части подгузника вокруг талии носящего. Другие впитывающие изделия, такие как трусы-подгузники или трусы для взрослых, могут иметь переднюю панель для талии, которая неразрывно скреплена с задней панелью для талии посредством эластичных нитей, проходящих вокруг отверстия для талии. Такие впитывающие изделия предназначены для надевания, при этом эластичные нити используются для надежного удерживания изделия вокруг талии носящего. Как открытые подгузники, так и впитывающие трусы могут также иметь эластичные нити, проходящие вдоль отверстий для ног изделий для прикрепления изделия вокруг ног носящего.
Впитывающие изделия могут быть выполнены рядом различных способов. Одна группа стандартных способов изготовления известны как способы обработки в поперечном направлении (CD). В способах CD каждая из передней и задней панелей для талии перемещаются во время изготовления в машинном направлении, при этом впитывающая сердцевина добавляется между панелями для талии в направлении, перпендикулярном к машинному направлению. Одним из преимущественных признаков этих типов способов изготовления является легкость нанесения эластичных нитей на переднюю и заднюю панели для талии и вдоль отверстий для ног, поскольку эластичные нити могут наноситься в направлении движения полотен панелей для талии. Существует постоянная потребность в улучшении способов изготовления CD, которые уменьшают затраты, повышают производительность и/или сводят к минимуму количество отходов.
КРАТКОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Настоящее изобретение относится к нескольким альтернативным исполнениям, материалам и способам изготовления впитывающих изделий.
В первом иллюстративном примере способ сборки впитывающего изделия, при этом впитывающее изделие содержит основу, содержащую переднюю область талии, имеющую передний поясной край, заднюю область талии, имеющую задний поясной край, и область промежности, расположенную между передней областью талии и задней областью талии, и впитывающую вставку, расположенную в области промежности и соединенную с передней областью талии и задней областью талии, может включать образование эластифицированного первого материала панели для талии. Образование эластифицированного первого материала панели для талии может включать продвижение первого непрерывного материала подложки, имеющего верхнюю поверхность и нижнюю поверхность, в машинном направлении, продвижение второго непрерывного материала подложки, имеющего верхнюю поверхность и нижнюю поверхность, в машинном направлении, продвижение множества эластомерных нитей в растянутом состоянии в машинном направлении, нанесение первого клея прерывистым образом на по меньшей мере одну из множества эластомерных нитей, нанесение второго клея прерывистым образом на по меньшей мере одну из нижней поверхности первого непрерывного материала подложки и верхней поверхности второго непрерывного материала подложки, и размещение множества эластомерных нитей между нижней поверхностью первого непрерывного материала подложки и верхней поверхностью второго непрерывного материала подложки, с образованием эластифицированного первого материала панели для талии. Нити могут быть размещены таким образом, что эластифицированный первый материал панели для талии содержит первые клеевые области, содержащие первый непрерывный материал подложки, второй непрерывный материал подложки, по меньшей мере одну из множества эластомерных нитей и нанесенный прерывистым образом первый клей, но без нанесенного прерывистым образом второго клея, и при этом эластифицированный первый материал панели для талии содержит вторые клеевые области, содержащие первый непрерывный материал подложки, второй непрерывный материал подложки, по меньшей мере одну из множества эластомерных нитей и нанесенный прерывистым образом второй клей, но без нанесенного прерывистым образом первого клея. Способ может дополнительно включать образование эластифицированного второго материала панели для талии, соединение впитывающей вставки с эластифицированным первым материалом панели для талии и эластифицированным вторым материалом панели для талии, при этом впитывающая вставка содержит впитывающую основу и обращенный к телу прокладочный материал, и разделение эластифицированного первого материала панели для талии и эластифицированного второго материала панели для талии с образованием отдельного впитывающего изделия, при этом эластифицированный первый материал панели для талии образует переднюю область талии, и эластифицированный второй материал панели для талии образует заднюю область талии.
Во втором иллюстративном примере способ согласно первому иллюстративному примеру может дополнительно включать связывание эластифицированного первого материала панели для талии с эластифицированным вторым материалом панели для талии.
В третьем иллюстративном примере способ согласно любому из первого и второго иллюстративных примеров может дополнительно включать нанесение первого клея непрерывным образом на по меньшей мере одну из множество эластомерных нитей, и при этом эластифицированный первый материал панели для талии может дополнительно содержать третьи клеевые области, содержащие первый непрерывный материал подложки, второй непрерывный материал подложки, по меньшей мере одну из множества эластомерных нитей и нанесенный непрерывным образом первый клей, но без второго клея.
В четвертом иллюстративном примере по меньшей мере одна из множества эластомерных нитей согласно третьему иллюстративному примеру, имеющая первый клей, нанесенный непрерывным образом, может образовывать по меньшей мере часть передней области пояса впитывающего изделия и расположена ближе к переднему поясному краю впитывающего изделия, чем любая из множества эластомерных нитей, имеющих первый клей, нанесенный прерывистым образом.
В пятом иллюстративном примере впитывающая вставка согласно любому из иллюстративных примеров с первого по четвертый может быть соединена с эластифицированным первым материалом панели для талии таким образом, что впитывающая основа перекрывает вторую клеевую область и не перекрывает ни одной из первых клеевых областей.
В шестом иллюстративном примере впитывающая вставка согласно третьему иллюстративному примеру может быть соединена с эластифицированным первым материалом панели для талии таким образом, что впитывающая основа перекрывает вторую клеевую область, но не перекрывает третью клеевую область.
В седьмом иллюстративном примере первый клей согласно любому из иллюстративных примеров с первого по шестой может представлять собой эластичный клей.
В восьмом иллюстративном примере второй клей согласно любому из иллюстративных примеров с первого по седьмой может представлять собой клей для слоистого материала.
В девятом иллюстративном примере образование эластифицированного второго материала панели для талии согласно любому из иллюстративных примеров с первого по восьмой может включать этапы образования эластифицированного первого материала панели для талии.
В десятом иллюстративном примере способ сборки впитывающего изделия, при этом впитывающее изделие содержит основу, содержащую переднюю область талии, имеющую передний поясной край, заднюю область талии, имеющую задний поясной край, и область промежности, расположенную между передней областью талии и задней областью талии, и впитывающую вставку, расположенную в области промежности и проходящую от передней области талии к задней области талии может включать образование эластифицированной передней панели для талии. Образование эластифицированной передней панели для талии может включать нанесение первого клея прерывистым образом на первый из первого материала передней панели для талии, второго материала передней панели для талии и по меньшей мере одну из множества эластомерных нитей передней панели для талии, нанесение второго клея прерывистым образом на второй, другой из первого материала передней панели для талии, второго материала передней панели для талии и по меньшей мере одну из множества эластомерных нитей передней панели для талии, и объединение первого материала передней панели для талии и второго материала передней панели для талии с по меньшей мере одной из множества эластомерных нитей передней панели для талии, расположенной между ними, с образованием первых клеевых областей передней панели, где присутствует только первый клей, и вторых клеевых областей передней панели, где присутствует только второй клей. Способ может дополнительно включать образование эластифицированной задней панели для талии, которое, в свою очередь, может включать нанесение первого клея прерывистым образом на первый из первого материала задней панели для талии, второго материала задней панели для талии и по меньшей мере одну из множества эластомерных нитей задней панели для талии, нанесение второго клея прерывистым образом на второй, другой из первого материала задней панели для талии, второго материала задней панели для талии и по меньшей мере одну из множества эластомерных нитей задней панели для талии, и объединение первого материала задней панели для талии и второго материала задней панели для талии с по меньшей мере одной из множества эластомерных нитей задней панели для талии, расположенной между ними, с образованием первых клеевых областей задней панели, где присутствует только первый клей, и вторых клеевых областей задней панели, где присутствует только второй клей. Способ согласно десятому иллюстративному примеру может также дополнительно включать соединение впитывающей вставки с материалом эластифицированной передней панели для талии и материалом эластифицированной задней панели для талии, при этом впитывающая вставка содержит впитывающую основу и обращенный к телу прокладочный материал, и отделение части эластифицированной передней панели для талии и эластифицированной задней панели для талии с впитывающей вставкой, расположенной между ними, с образованием отдельного впитывающего изделия.
В одиннадцатом иллюстративном примере впитывающую вставку согласно десятому иллюстративному примеру могут соединять с эластифицированной передней панелью для талии таким образом, что впитывающая основа перекрывают вторую клеевую область передней панели и вторую клеевую область задней панели.
В двенадцатом иллюстративном примере способ согласно любому из десятого и одиннадцатого иллюстративных примеров может дополнительно включать нанесение одного из первого клея и второго клея непрерывным образом на по меньшей мере одну из эластомерных нитей для талии передней панели для талии.
В тринадцатом иллюстративном примере способ согласно любому из иллюстративных примеров с десятого по двенадцатый может дополнительно включать разделение по меньшей мере одной из эластомерных нитей передней панели для талии в месте во второй клеевой области материала передней панели для талии, и разделение по меньшей мере одной из эластомерных нитей задней панели для талии в месте во второй клеевой области материала задней панели для талии.
В четырнадцатом иллюстративном примере второй материал передней панели для талии и первый материал передней панели для талии согласно любому из иллюстративных примеров с десятого по тринадцатый могут предусматривать одно и то же полотно материала.
В пятнадцатом иллюстративном примере способ согласно любому из иллюстративных примеров с десятого по четырнадцатый может дополнительно включать связывание эластифицированной передней панели для талии с эластифицированной задней панелью для талии.
В шестнадцатом иллюстративном примере первый клей согласно любому из иллюстративных примеров с десятого по пятнадцатый может отличаться от второго клея.
В семнадцатом иллюстративном примере первый клей согласно любому из иллюстративных примеров с десятого по шестнадцатый могут наносить прерывистым образом на по меньшей мере одну из эластомерных нитей передней панели для талии и эластомерных нитей задней панели для талии, и при этом первый клей может представлять собой эластичный клей.
В восемнадцатом иллюстративном примере впитывающее изделие может содержать основу, содержащую эластифицированную переднюю панель для талии, при этом эластифицированная передняя панель для талии содержит лицевое по отношению к предмету одежды полотно передней панели, лицевое по отношению к телу полотно передней панели и множество эластомерных нитей, расположенных между лицевым по отношению к предмету одежды полотном передней панели и лицевым по отношению к телу полотном передней панели, при этом передняя панель для талии дополнительно содержит первую клеевую область передней панели, содержащую первый клей, но без второго клея и вторую клеевую область передней панели, содержащую второй клей, но без первого клея. Основа может дополнительно содержать эластифицированную заднюю панель для талии, при этом эластифицированная задняя панель для талии содержит лицевое по отношению к предмету одежды полотно задней панели, лицевое по отношению к телу полотно задней панели и множество эластомерных нитей, расположенных между лицевым по отношению к предмету одежды полотном задней панели и лицевым по отношению к телу полотном задней панели, при этом задняя панель для талии дополнительно содержит первую клеевую область задней панели, содержащую первый клей, но без второго клея и вторую клеевую область задней панели, содержащую второй клей, но без первого клея, и впитывающую вставку, соединенную с эластифицированной передней панелью для талии и эластифицированной задней панелью для талии, при этом впитывающая вставка содержит впитывающую основу и лицевой по отношению к телу прокладочный материал.
В девятнадцатом иллюстративном примере впитывающее изделие согласно восемнадцатому иллюстративному примеру может содержать одно полотно, которое проходит между передней панелью для талии и задней панелью для талии, образующее лицевое по отношению к предмету одежды полотно передней панели и лицевое по отношению к предмету одежды полотно задней панели.
В двадцатом иллюстративном примере впитывающая основа впитывающей вставки согласно любому из восемнадцатого и девятнадцатого иллюстративных примеров может перекрывать вторую клеевую область передней панели, но не перекрывать первую клеевую область передней панели, и перекрывать вторую клеевую область задней панели, но не перекрывать первую клеевую область задней панели.
Приведенное выше краткое описание некоторых примерных вариантов осуществления не предназначено для описания каждого раскрытого варианта осуществления или каждого исполнения согласно аспектам настоящего изобретения.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
Аспекты настоящего изобретения могут стать более понятными с учетом следующего подробного описания различных вариантов осуществления в связи с прилагаемыми графическими материалами, на которых:
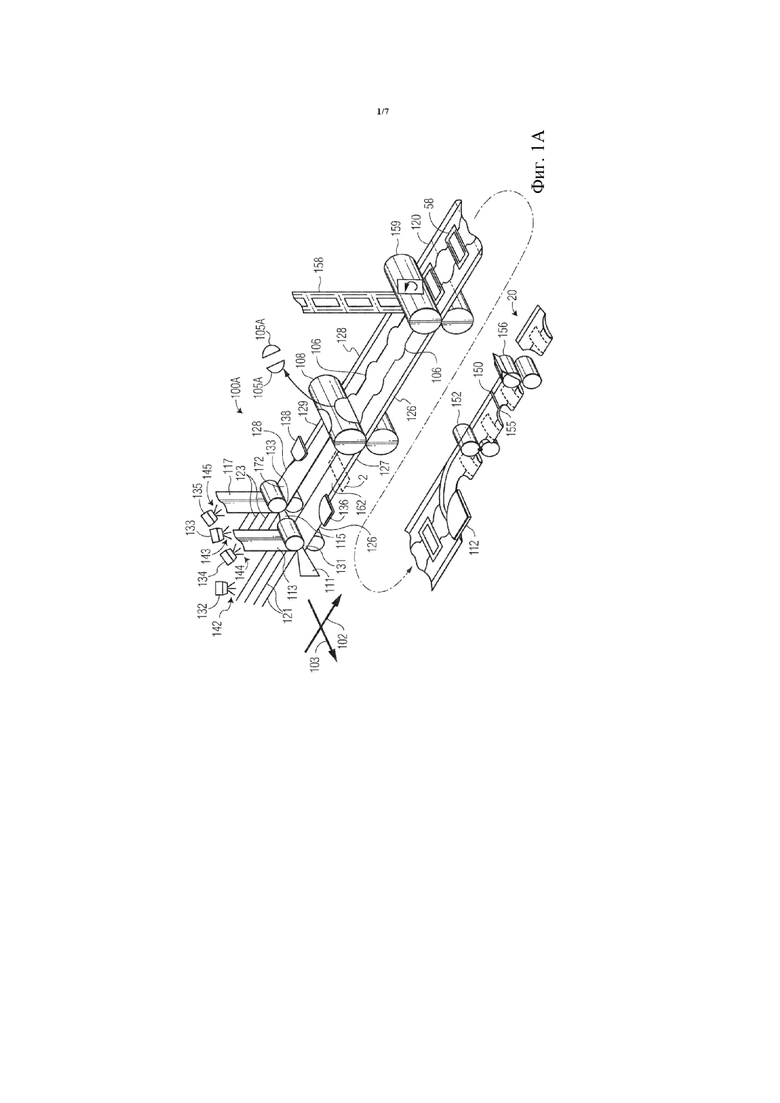
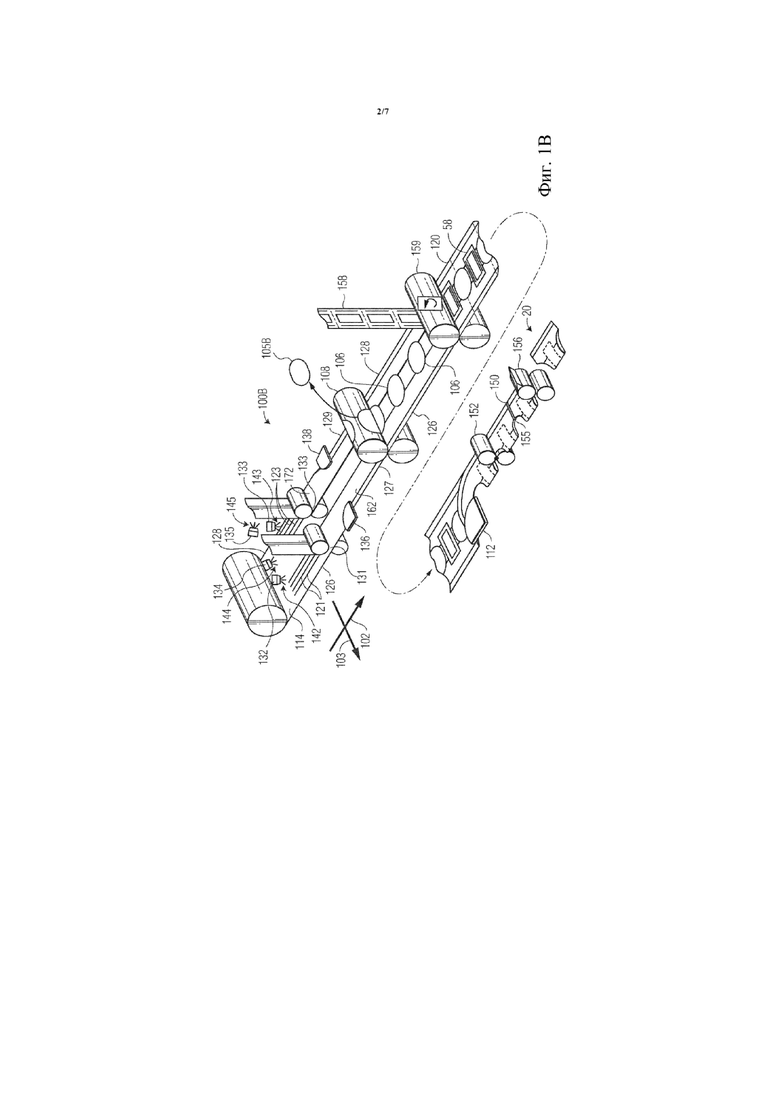
на фиг. 1A и 1B показаны виды в перспективе видов альтернативных систем 100A, 100B для образования впитывающего изделия, в соответствии с аспектами настоящего изобретения;
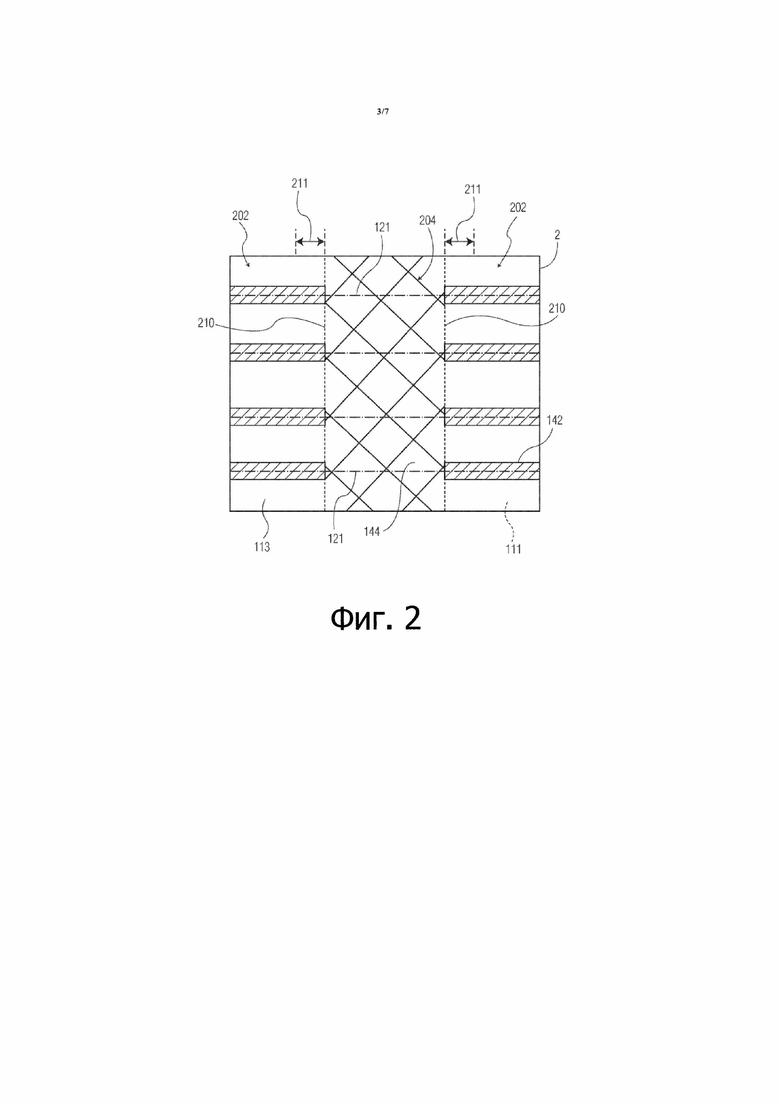
на фиг. 2 показан увеличенный вид сверху области 2 по фиг. 1A, на котором показаны клеи и клеевые зоны, в соответствии с аспектами настоящего изобретения;
на фиг. 3 показан вид сверху приведенного в качестве примера впитывающего изделия согласно настоящему изобретению в развернутой и горизонтально уложенной конфигурации;
на фиг. 4A показан вид сверху приведенного в качестве примера впитывающего изделия по фиг. 3 с частями, которые удалены, чтобы показать клей и клеевые области впитывающего изделия;
на фиг. 4B показан другой вид сверху приведенного в качестве примера впитывающего изделия по фиг. 3 с частями, которые удалены, чтобы показать клей и клеевые области впитывающего изделия; и
на фиг. 5 показан вид сверху альтернативного приведенного в качестве примера впитывающего изделия, в соответствии с аспектами настоящего изобретения.
Повторное использование ссылочных позиций в настоящем описании и на графических материалах предназначено для представления одинаковых или аналогичных признаков или элементов настоящего изобретения. Дополнительно, хотя аспекты настоящего изобретения могут подвергаться различным модификациям и выполняться в альтернативных формах, их характерные признаки были продемонстрированы на примере на графических материалах и будут описаны подробно. Следует понимать, однако, об отсутствии намерения ограничить аспекты настоящего изобретения конкретными описанными вариантами осуществления. Наоборот, настоящее изобретение охватывает все модификации, эквиваленты и альтернативы в рамках сути и объема настоящего изобретения.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Настоящее изобретение в целом направлено на эластифицированные впитывающие изделия, содержащие отличающиеся, неперекрывающиеся клеевые области. В некоторых способах для образования впитывающих изделий, на эластичные нити и одно или больше лицевых полотен могут быть нанесены отличающиеся клеи. Клей, нанесенный на эластичные нити, например эластичный клей, может способствовать сохранению положения эластичных нитей во впитывающем изделии, в то время как клей, нанесенный на одно или более лицевых полотен, например, клей для слоистого материала, может предотвращать расслаивание двух полотен, связанных вместе. Однако в областях, где присутствуют эластичные нити и где присутствует эластичный клей, эластичный клей может действовать для предотвращения расслаивания двух полотен, между которыми расположены эластичные нити. Соответственно, клей для слоистого материала может быть лишним в этих областях. Для снижения стоимости может быть полезно обеспечить, чтобы впитывающие изделия содержали первые области, в которых присутствует только первый клей, и вторые области, в которых присутствует только клей для слоистого материала.
Представленное далее подробное описание необходимо читать со ссылкой на графические материалы, на которых подобные элементы на разных графических материалах пронумерованы одинаково. Подробное описание и графические материалы, которые не обязательно выполнены в масштабе, изображают иллюстративные варианты осуществления и не предназначены для ограничения объема настоящего изобретения. Изображенные иллюстративные варианты осуществления задуманы только в качестве примера. Выбранные признаки любого иллюстративного варианта осуществления могут быть включены в дополнительный вариант осуществления, если явно не указано иное.
При представлении элементов настоящего изобретения или его предпочтительного варианта (вариантов) осуществления употребление терминов в единственном или множественном числе, а также в сопровождении определения «указанный» предусматривает, что существует один или более элементов. Термины «содержащий», «включающий» и «имеющий» имеют включающий смысл и означают, что могут существовать дополнительные элементы, отличные от перечисленных элементов. Без отклонения от сути и объема настоящего изобретения может быть предложено много его модификаций и вариантов. Следовательно, описанные выше в качестве примеров варианты осуществления не следует использовать для ограничения объема настоящего изобретения.
Определения:
Термин «впитывающее изделие» в этом документе относится к изделию, которое может быть размещено вплотную к телу носящего или рядом с ним (т. е. смежно с телом) для впитывания и удерживания различных жидких, твердых и полужидких выделений, выделяемых организмом. Впитывающие изделия, такие как описанные в настоящем документе, следует выбрасывать после ограниченного периода использования, а не стирать или другим способом восстанавливать для повторного использования. Необходимо понимать, что настоящее изобретение применимо к различным одноразовым впитывающим изделиям, в том числе, помимо прочего, к подгузникам, трусам для приучения к горшку, трусам для подростков, плавкам, гигиеническим продуктам для женщин, включая, помимо прочего, менструальные прокладки, продуктам для страдающих недержанием, предметам медицинской одежды, хирургическим прокладкам и бандажам, другим предметам личной гигиены или предметам по уходу за здоровьем и т. п., без отступления от объема настоящего изобретения.
Термин «связанный» в настоящем документе означает сочленение, склеивание, соединение, связывание или т. п. двух элементов. Два элемента будут считаться связанными, если они сочленены, склеены, соединены, скреплены или т. п. непосредственно друг с другом или опосредованно друг с другом, например, если каждый непосредственно связан с промежуточными элементами. Связывание одного элемента с другим может происходить посредством непрерывных или прерывистых связей.
Термин «кардочесанное полотно» в настоящем документе относится к полотну, содержащему натуральные или синтетические волокна со штапельной длиной, как правило, имеющие значения длины волокон менее чем приблизительно 100 мм. Связки штапельных волокон могут подвергаться процессу рыхления для разделения волокон, которые затем подвергают процессу кардочесания, в котором волокна разделяют и расчесывают для их выравнивания в машинном направлении, после чего волокна размещают на движущейся сетке для дальнейшей обработки. Такие полотна обычно подвергают процессу связывания некоторого типа, такому как термосварка с помощью тепла и/или давления. Дополнительно или вместо этого волокна можно подвергать процессам склеивания для связывания волокон друг с другом, например с применением разновидностей порошкового клея. Кардочесанное полотно может быть подвергнуто струйному скреплению, такому как водоструйное скрепление, для дополнительного сплетения волокон и улучшения за счет этого целостности кардочесанного полотна. Кардочесанные полотна, благодаря выравниванию волокон в машинном направлении, после связывания, как правило, будут иметь прочность в машинном направлении, превышающую прочность в поперечном направлении.
Термин «пленка» в этом документе относится к термопластичной пленке, полученной с применением процесса экструзии и/или формования, такого как процесс изготовления пленки поливом или изготовления пленки экструзией с раздувом. Термин включает пленки с отверстиями, пленки, разрезанные на узкие ленточки, и другие пористые пленки, которые составляют пленки для переноса текучих сред, а также пленки, которые не переносят текучие среды, такие как без исключения барьерные пленки, наполненные пленки, проницаемые пленки и ориентированные пленки.
Термин «г/м2» в настоящем документе относится к граммам на квадратный метр.
Термин «гидрофильный» в настоящем документе относится к волокнам или поверхностям волокон, которые смачиваются водными жидкостями при контакте с волокнами. Степень смачивания материалов, в свою очередь, можно описать с точки зрения краевых углов смачивания и значений поверхностного натяжения рассматриваемых жидкостей и материалов. Оборудование и методики, подходящие для измерения смачиваемости конкретных волокнистых материалов или смесей волокнистых материалов, могут быть представлены системой для анализа сил поверхностного натяжения Cahn SFA-222 или по существу эквивалентной системой. При измерении с помощью данной системы волокна с краевыми углами менее 90 градусов обозначают как «смачиваемые» или гидрофильные, а волокна с краевыми углами, превышающими 90 градусов, обозначают как «несмачиваемые» или гидрофобные.
Термин «непроницаемый для жидкости» в настоящем документе относится к слою или многослойному слоистому материалу, в котором жидкие выделения организма, такие как моча, не будут проходить через слой или слоистый материал при обычных условиях применения в направлении, в целом перпендикулярном плоскости слоя или слоистого материала в точке контакта с жидкостью.
Термин «проницаемый для жидкости» в настоящем документе относится к любому материалу, который не является непроницаемым для жидкости.
Термин «мелтблаун» в этом документе относится к волокнам, полученным экструзией через множество мелких, обычно круглых, отверстий фильеры расплавленного термопластичного материала в виде нитей или элементарных нитей из расплава в сходящиеся высокоскоростные потоки нагретого газа (например, воздуха), которые уменьшают толщину элементарных нитей из расплавленного термопластичного материала для уменьшения их диаметра, который может быть диаметром микроволокна. После этого волокна мелтблаун переносятся высокоскоростным потоком газа и осаждаются на собирающую поверхность с образованием полотна из распределенных случайным образом волокон мелтблаун. Такой процесс раскрыт, например, в патенте США № 3849241, выданном Butin и соавт., который включен в настоящий документ посредством ссылки. Волокна мелтблаун представляют собой микроволокна, которые могут быть непрерывными или прерывающимися, обычно меньше чем приблизительно 0,6 денье, и могут быть клейкими и самосклеивающимися при осаждении на собирающую поверхность.
Термин «нетканый материал» в этом документе относится к материалам и полотнам из материала, которые получены без применения процесса ткачества или вязания ткани. Материалы и полотна из материалов могут иметь структуру отдельных волокон, элементарных нитей или нитей (совместно называемых «волокнами»), которые могут быть переслаивающимися, но не распознаваемым способом, как в вязаной ткани. Нетканые материалы или полотна могут быть образованы с помощью многих способов, таких как, помимо прочего, способы создания мелтблаун, способы создания спанбонд, способы создания кардочесанного полотна и т. д.
Термин «спанбонд» в настоящем документе относится к волокнам малого диаметра, которые образуют путем экструзии расплавленного термопластичного материала в виде элементарных нитей из множества мелких капилляров экструдера для производства искусственного волокна с круглой или другой конфигурацией, при этом диаметр экструдированных элементарных нитей затем легко уменьшают с помощью традиционного способа, такого как, например, эжекторное вытягивание, и способов, которые описаны в патенте США № 4340563, Appel et al., в патенте США № 3692618, Dorschner et al., в патенте США № 3802817, Matsuki et al., в патенте США № 3338992 и № 3341394, Kinney, в патенте США № 3502763, Hartmann, в патенте США № 3502538, Peterson и в патенте США № 3542615, Dobo et al., каждый из которых включен в настоящий документ во всей своей полноте посредством ссылки. Волокна спанбонд обычно являются непрерывными и зачастую имеют средние значения толщины нити в денье, превышающие приблизительно 0,3, и согласно одному варианту осуществления от приблизительно 0,6, 5 и 10 до приблизительно 15, 20 и 40. Волокна спанбонд обычно не являются клейкими при их осаждении на собирающую поверхность.
Термин «сверхвпитывающий» в данном документе означает набухающий в воде, нерастворимый в воде органический или неорганический материал, способный при наиболее благоприятных условиях впитывать по меньшей мере приблизительно в 15 раз больше своего веса и согласно одному варианту осуществления по меньшей мере приблизительно в 30 раз больше своего веса, в водном растворе, содержащем 0,9 весового процента хлорида натрия. Сверхвпитывающими материалами могут быть натуральные, синтетические и модифицированные натуральные полимеры и материалы. Кроме того, сверхвпитывающими материалами могут быть неорганические материалы, такие как силикагели, или органические соединения, такие как сшитые полимеры.
Термин «термопластичный» в настоящем документе относится к материалу, который размягчается, и которому можно придать форму под воздействием тепла, и который практически возвращается в неразмягченное состояние при охлаждении.
Термин «пользователь» или «лицо, осуществляющее уход» относится в настоящем документе к тому, кто надевает впитывающее изделие, такое как, но без ограничения, подгузник, трусы для приучения к горшку, трусы для подростков, продукт для страдающих недержанием или другое впитывающее изделие, на носящего одно из этих впитывающих изделий. Пользователь и носящий могут быть одним и тем же лицом.
На фиг. 1A и 1B изображены альтернативные способы формирования впитывающих изделий согласно настоящему изобретению: способы 100A и 100B, соответственно. Согласно способу 100A на фиг. 1A, эластифицированная передняя панель 162 для талии, имеющая передний поясной край 126, может быть образована посредством продвижения первого полотна 111 передней панели для талии, a второго полотна 113 передней панели для талии и одной или более эластомерных нитей 121 передней панели для талии в машинном направлении 102. Одна или более эластомерных нитей 121 передней панели для талии расположены между первым полотном 111 передней панели для талии и вторым полотном 113 передней панели для талии и могут быть нанесены на одно из полотен 111, 113. Подобным образом, эластифицированная задняя панель 172 для талии, имеющая задний поясной край 128, может быть образована посредством продвижения первого полотна 115 задней панели для талии, второго полотна 117 задней панели для талии и одной или более эластомерных нитей 123 задней панели для талии в машинном направлении 102. Одна или более эластомерных нитей 123 задней панели для талии расположены между первым полотном 115 задней панели для талии и вторым полотном 117 задней панели для талии и могут быть нанесены на одно из полотен. Любые из полотен 111, 113, 115, 117 также могут быть названы материалами подложки по всему настоящему раскрытию.
Для способствования связыванию полотен 111, 113 с эластомерными нитями 121 и полотен 115, 117 с эластомерными нитями 123 на полотна 111, 113, 115, 117 и/или эластомерные нити 121, 123 может быть нанесен клей. В некоторых вариантах осуществления первый клей 142 может быть нанесен посредством устройства 132 для нанесения клея на по меньшей мере некоторые из одной или более эластомерных нитей 121. Второй клей 144 может быть нанесен устройством 134 для нанесения клея на полотно 113. Несмотря на это, в других вариантах осуществления устройство 134 для нанесения клея может быть расположено для нанесения клея 144 на полотно 111, или даже может быть предусмотрено несколько устройств 134 для нанесения клея, которые наносят клей 144 на оба полотна 111 и 113. Конечно, каждое из полотен 111, 113 имеет как лицевые по отношению к телу поверхности и лицевые по отношению к предмету одежды поверхности, при этом лицевые по отношению к телу поверхности являются обращенными вверх лицевыми поверхностями, если смотреть на фиг. 1A и 1B. В вариантах осуществления, в которых клей 144 клей наносят на полотно 111, клей могут наносить на лицевую по отношению к телу поверхность полотна 111, в то время как, если клей 144 наносят на полотно 1113, клей 143 могут наносить на лицевую по отношению к предмету одежды поверхность полотна 113.
В любых вариантах осуществления для образования передней панели 162 для талии клей 144 может быть нанесен прерывистым образом на полотна 111 и/или 113. В вариантах осуществления, в которых клей 144 наносят на оба полотна 111, 113, клей 144 клей могут наносить прерывистым образом на оба полотна 111, 1113 согласованным образом, таким образом, клей 144, нанесенный на оба полотна 111, 113, совпадает, когда полотна 111, 113 приводят в соприкосновение на зажиме 131. Кроме того, в случае эластомерных нитей 121, на которые наносят клей 142, клей 142 также может быть нанесен прерывистым образом. Нанесение прерывистым образом как на нити 121, так и на полотна 111 и/или 113 может быть выполнено согласованным образом, таким образом, предусмотрено минимальное перекрывание и отсутствие перекрывания клея 142 клеем 144, когда нити 121 и полотна 111, 113 приводят в соприкосновение.
В случае задней панели 172 для талии первый клей 143 и второй клей 145, наносимые устройствами 133, 135 для нанесения клея, соответственно, могут быть нанесены на нити 123 и полотна 115, 117 таким же способом, как описано относительно передней панели 162 для талии. Полотна 111, 113, с нитями 121, расположенными между ними, и полотна 115, 117 с нитями 123, расположенными между ними, затем приводят в соприкосновение на зажимах 131 и 133, соответственно, где полотна 111, 113, 115, 117 и нити 121, 123 связывают вместе с образованием передней и задней панелей 162, 172 для талии.
Образование передней и задней панелей 162, 172 для талии таким способом будет создавать первые клеевые области в панелях 162, 172, в которых присутствует первый клей 142, 143, но отсутствует второй клей 144, 145, и вторые клеевые области, в которых присутствует второй клей 144, 145, но отсутствует первый клей 142, 143. Данные клеевые области будут более подробно описаны ниже в отношении других фигур.
В по меньшей мере некоторых вариантах осуществления первые клеи 142, 143 могут представлять собой одинаковый клей. Некоторыми подходящими клеями для первых клеев 142, 143 являются эластичные клеи. Такие эластичные клеи в целом известны в уровне техники. Вторые клеи 144, 145 в некоторых вариантах осуществления могут также представлять собой одинаковый клей. Некоторые подходящие клеи в качестве вторых клеев 144, 145 могут предусматривать те, которые известны как клеи для облицовывания, или клеи для слоистого материала, в уровне техники. Соответственно, в по меньшей мере некоторых вариантах осуществления первые клеи 142, 143 могут отличаться от вторых клеев 144, 145. Однако в некоторых вариантах осуществления все клеи 142, 143, 144 и 145 могут представлять собой одинаковый клей.
Способ 100A в конкретных вариантах осуществления дополнительно включает обеспечение источника 158 отдельных впитывающих вставок 58, наложение отдельных впитывающих вставок 58 между передней панелью 162 для талии и задней панелью 172 для талии, и прикрепление впитывающих вставок 58 к передней панели 162 для талии и задней панели 172 для талии. Как будет показано более подробно, в по меньшей мере некоторых вариантах осуществления отдельные впитывающие вставки 58 могут быть соединены с передней панелью 162 для талии и задней панелью 172 для талии так, что отдельные впитывающие вставки 58 перекрывают вторые клеевые области передней панели 162 для талии и задней панели 172 для талии, но не перекрывают первые клеевые области передней панели 162 для талии и задней панели 172 для талии. В определенных вариантах осуществления впитывающие вставки 58 могут быть изготовлены в одной ориентации, как указано источником 158 отдельных впитывающих вставок 58, а затем разрезаны и повернуты на 90 градусов (например, в блоке 159 резки и поворота) перед прикреплением к передней панели 162 для талии и к задней панели 172 для талии.
Способ в конкретных вариантах осуществления может дополнительно включать удаление частей 105A передней панели 162 для талии и задней панели 172 для талии (например, в блоке 108 резки) с образованием ряда расположенных на расстоянии выемок 106. Такие этапы обеспечивают образование в передней панели 162 для талии и задней панели 172 для талии взаимосвязанных последовательностей 120 одноразовых впитывающих изделий 20. Несмотря на то, что части 105A показаны как удаленные перед наложением отдельных впитывающих вставок 58, следует понимать, что такое удаление может происходить в различных местах в способе 100A в различных вариантах осуществления.
Способ 100A может дополнительно включать складывание взаимосвязанной последовательности 120 одноразовых впитывающих изделий 20, например, в блоке 112 складывания изделия, вдоль центрированной в поперечном направлении продольной линии складывания, которая проходит в машинном направлении 102, таким образом, передний поясной край 126 размещается в непосредственной близости с задним поясным краем 128. В конкретных вариантах осуществления способ 100A дополнительно включает присоединение передней панели 162 для талии к задней панели 172 для талии для создания ряда связей 150 в виде боковых швов (например, в блоке 152 образования швов), расположенных на расстоянии в машинном направлении 102. Способ дополнительно включает резку сложенных, взаимосвязанных последовательностей 120 одноразовых впитывающих изделий 20 на последовательности участков 155 резки (например, в блоке 156 резки) расположенных на расстоянии в машинном направлении 102 с созданием множества одноразовых впитывающих изделий 20.
В дополнительных вариантах осуществления способ 100A может включать дополнительные этапы. Например, способ 100A может дополнительно включать прикрепление непрерывного элемента, представляющего собой резинку для ног (не показана) к передней панели 162 для талии и/или задней панели 172 для талии. В таких вариантах осуществления элемент, представляющий собой резинку для ног (элементы, представляющие собой резинку для ног) может проходить в машинном направлении 102, и при этом предусмотрены перекрывание элемента, представляющего собой резинку для ног (элементов, представляющих собой резинку для ног), передней панелью 162 для талии и/или задней панелью 172 для талии и размещение несущего листа (не показан) над элементом, представляющим собой резинку для ног (элементами, представляющими собой резинку для ног). Несущий лист может затем быть связан с передней панелью 162 для талии и/или задняя панель 172 для талии с элементом, представляющим собой резинку для ног (элементами, представляющими собой резинку для ног), расположенным между несущим листом и передней панелью 162 для талии и/или задней панелью 172 для талии. В некоторых вариантах осуществления элемент, представляющий собой резинку для ног (элементы, представляющие собой резинку для ног) могут быть дополнительно разделены в последовательностях эластичных точек резки, расположенных на расстоянии в машинном направлении 102, при этом каждая эластичная точка резки в целом выровнена в машинном направлении 102 с соответствующим отдельным впитывающим узлом 58 (не показан).
Дополнительно или альтернативно в других дополнительных вариантах осуществления способ 100A может дополнительно включать складывание переднего поясного края 126 первого полотна 111 передней панели для талии, например, в блоке 136 складывания передней части пояса, с созданием складки 127 переднего поясного края и с вмещением одной или более эластомерных нитей 121 передней панели для талии, образуя переднюю область пояса. В таком варианте осуществления складка 127 переднего поясного края определяет передний поясной край 126 изделия 20. Способ вместо этого или дополнительно может включать складывание заднего поясного края 128 первого полотна 115 задней панели для талии, например, в блоке 138 складывания задней части пояса, с созданием складки 129 заднего поясного края и с вмещением одной или более эластомерных нитей 123 задней панели для талии, образуя заднюю область пояса. В таком варианте осуществления складка 129 заднего поясного края определяет задний поясной край 128 изделия 20.
Складывание полотен 111 и/или 115 является лишь одним возможным способом образования областей пояса изделия 20. Другие способы могут включать прикрепление материала полотна и складывание прикрепленного материала полотна для вмещения одной или более нитей 121 и/или 123. Альтернативно, прикрепленное полотно может быть эластифицированным полотном, обеспечивающим функцию эластичности без необходимости вмещения одной или более из нитей 121 и/или 123. В вариантах осуществления, в которых одна или более нитей 121 и/или 123 вмещены с образованием области пояса (областей пояса), первый клей 142, 143 может быть нанесен на нити 121 и/или 123 непрерывным образом, в отличие от нанесения прерывистым образом на одну или более из нитей 121 и/или 123, которые не образуют часть любой из областей пояса. Различные схемы нанесения клея и клеевые области более подробно описаны ниже в отношении дополнительных фигур.
В еще одних дополнительных или альтернативных вариантах осуществления одна или более из эластомерных нитей 121, 123 могут быть лишены эластичности в одном или более местах на нитях 121 и/или 123. Например, отдельные впитывающие вставки 58 могут быть соединены с передней панелью 162 для талии и/или задней панелью 172 для талии, с перекрыванием одной или более нитей 121, 123. Эластомерная природа нитей 121, 123 может вызвать нежелательное собирание в сборки полотен 111, 113, 115 и/или 117 и/или отдельных впитывающих вставок 58. Соответственно, нити 121 и/или 123 могут быть лишены эластичности в области, где нити 121, 123 перекрывают отдельные впитывающие вставки 58. Одним из способов устранения эластичности нитей 121 и/или 123 является разделение нитей. В таких вариантах осуществления нити 121 и/или 123 могут быть разделены в одном или более местах вдоль их длины в машинном направлении 102, где нити 121 и/или 123 перекрывают отдельные впитывающие вставки 58. Как будет понятно, эти области, где нити 121 и/или 123 перекрывают отдельные впитывающие вставки 58, соответствуют вторым областям 204, в которых присутствует только второй клей 144. Второй клей 144 может быть недостаточно прочным, чтобы предотвратить втягивание нитей 121 и/или 123 после их разделения. Соответственно, после того, как нити 121 и/или 123 были разделены, нити 121 и/или 123 могут втягиваться в направлении первых областей 202.
На фиг. 1B изображен альтернативный способ 100B образования одноразовых впитывающих изделий 20. Способ по фиг. 1B очень схож со способом по фиг. 1A, но с некоторыми ключевыми отличиями. Одно отличие заключается в том, что, вместо обеспечения первого полотна 111 передней панели для талии и первого материала 115 задней панели для талии, в способе 100B используют цельный первый материал 114 панели для талии. Как можно видеть на фиг. 1B, цельный первый материал 114 панели для талии имеет ширину в направлении 103, перпендикулярном к машинному направлению, достаточную для прохождения между вторым материалом 113 передней панели для талии и вторым материалом 117 задней панели для талии и перекрывания обоих из них. Соответственно, передняя панель 162 для талии содержит цельный первый материал 114 панели для талии, одну или более эластомерных нитей 121 передней панели для талии и второй материал 113 передней панели для талии, в то время как задняя панель 172 для талии содержит цельный первый материал 114 панели для талии, одну или более эластомерных нитей 123 задней панели для талии и второй материал 117 задней панели для талии. Кроме того, в таких вариантах осуществления цельные части 105B могут быть удалены в блоке 108 резки вместо двух отдельных частей 105A согласно способу 100A. Другие дополнительные необязательные этапы, описанные применительно к способу 100A, могут быть использованы в сочетании со способом 100B подобным образом.
Для ясности и простоты описания дополнительные варианты осуществления, описанные в настоящем изобретении, относятся к одноразовым впитывающим изделиям 20, образованным в соответствии со способом 100A. Следует понимать, что это никоим образом не предназначено для ограничения объема настоящего изобретения каким-либо образом.
На фиг. 2 показан увеличенный вид области 2 по фиг. 1, на котором изображена область передней панели 162 для талии, содержащая первое полотно 111 передней панели для талии, второе полотно 113 передней панели для талии и одну или более эластомерных нитей 121 передней панели для талии, а также изображены первые клеевые области 202 и вторые клеевые области 204, образованные первым клеем 142 и вторым клеем 144, который был нанесен на одну или более эластомерных нитей 121 передней панели для талии и на первое полотно 111 передней панели для талии и/или второе полотно 113 передней панели для талии.
Как можно видеть на фиг. 2, ни первый клей 142, который показан наклонной штриховкой, расположенной вокруг эластомерных нитей 121 передней панели для талии в первых областях 202, ни второй клей 144, который показан поперечной штриховкой, расположенной во второй области 204,, не перекрывают друг друга. Линии 210 изображают границы между первыми областями 202 и второй областью 204. Однако в некоторых вариантах осуществления первый клей 142 и второй клей 144 могут частично перекрываться. Например, может быть предусмотрена зона перекрывания (не показана) вблизи линий 210, где присутствуют как первый клей 142, так и второй клей 144. В некоторых вариантах осуществления эта зона перекрывания может иметь ширину 211 зоны, которая может иметь значение от приблизительно 1 мм до приблизительно 20 мм, или от приблизительно 2 мм до приблизительно 10 мм, или приблизительно 1 мм, приблизительно 2 мм, приблизительно 3 мм, приблизительно 4 мм, приблизительно 5 мм, приблизительно 6 мм, приблизительно 7 мм, приблизительно 8 мм, приблизительно 9 мм, приблизительно 10 мм, приблизительно 11 мм, приблизительно 12 мм, приблизительно 13 мм, приблизительно 14 мм, приблизительно 15 мм или приблизительно любое другое подходящее значение. Такие зоны перекрывания могут иметь место там, где устройства 132, 134 для нанесения клея имеют достаточно медленное время отклика и/или клеи 142, 144 имеют достаточно низкую вязкость, таким образом, может не быть возможности достаточно быстрого начала и остановки потока клеев 142, 144 для обеспечения требующихся отдельных областей 202, 204.
На фиг. 3 показан вид сверху приведенного в качестве примера впитывающего изделия 20 в развернутой и горизонтально уложенной конфигурации. Изделие 20 имеет переднюю область 252 талии, область 254 промежности и заднюю область 256 талии и может проходить в продольном направлении между передним поясным краем 126 и задним поясным краем 128. Передняя область 252 талии может быть определена продольной протяженностью второго полотна 113 передней панели для талии, в то время как задняя область 256 талии может быть определена продольной протяженностью второго полотна 117 задней панели для талии. В некоторых вариантах осуществления каждая из областей 252, 254 и 256 может представлять одну треть от общей продольной длины изделия 20, но это не является необходимым во всех вариантах осуществления.
Изделие 20 содержит переднюю панель 162 для талии, заднюю панель 172 для талии и впитывающую вставку 58, соединенную с передней панелью 162 для талии и задней панелью 172 для талии. Впитывающая вставка 58 может в целом содержать наружное покрытие 60, обращенный к телу прокладочный материал 57 и впитывающую основу 59, расположенную между наружным покрытием 60 и обращенным к телу прокладочным материалом 57. В некоторых вариантах осуществления поперечная протяженность наружного покрытия 60 и обращенного к телу прокладочного материала 57 может быть больше, чем поперечная протяженность впитывающей основы 59. В таких вариантах осуществления и наружное покрытие 60, и обращенный к телу прокладочный материал 57 могут быть связаны вместе для полного вмещения впитывающей основы 59 со всех сторон. Несмотря на это, в других вариантах осуществления обращенный к телу прокладочный материал 57 может не выходить за пределы впитывающей основы 59.
Обращенный к телу прокладочный материал 57 может быть изготовлен из широкого набора материалов, таких как синтетические волокна (например, полиэфирные или полипропиленовые волокна), натуральные волокна (например, древесные или хлопковые волокна), комбинация натуральных и синтетических волокон, пористые пеноматериалы, сетчатые пеноматериалы, перфорированные пластиковые пленки или т. п. Примеры подходящих материалов включают, но без ограничения, целлюлозные химические волокна, древесные, хлопковые, полиэфирные, полипропиленовые, полиэтиленовые, нейлоновые волокна или другие волокна, способные к связыванию под воздействием нагревания, полиолефины, такие как, но без ограничения, сополимеры полипропилена и полиэтилена, линейный полиэтилен низкой плотности и сложные эфиры алифатических кислот, такие как полимолочная кислота, полотна из перфорированной пленки с мелкими отверстиями, сетчатые материалы и т. п., а также их комбинации.
Для обращенного к телу прокладочного материала 57 могут быть использованы различные тканые и нетканые материалы. Обращенный к телу прокладочный материал 57 может содержать тканый материал, нетканый материал, полимерную пленку, слоистый материал из пленки и ткани и т. п., а также их комбинации. Примеры нетканого материала могут включать текстильный материал спанбонд, текстильный материал мелтблаун, материал, полученный по технологии коформ, кардочесанное полотно, связанное кардочесанное полотно, двухкомпонентный текстильный материал спанбонд, материал, полученный по технологии спанлейс, или т. п., а также их комбинации. Обращенный к телу прокладочный материал 57 не обязательно должен быть единой слоистой структурой и, таким образом, может содержать более одного слоя тканей, пленок и/или полотен, а также их комбинации. Например, обращенный к телу прокладочный материал 57 может содержать опорный слой и выступающий слой, подвергнутые водоструйному скреплению. Выступающий слой может содержать полые выступы, например такие, как раскрытые в патенте США № 9474660, авторами которого являются Kirby, Scott S.C. и соавт., который во всей своей полноте включен в настоящий документ посредством ссылки.
В дополнительных примерах обращенный к телу прокладочный материал 57 может состоять из полотна мелтблаун или спанбонд, состоящего из полиолефиновых волокон. Альтернативно обращенный к телу прокладочный материал 57 может представлять собой связанное кардочесанное полотно, состоящее из натуральных и/или синтетических волокон. Обращенный к телу прокладочный материал 57 может состоять из по существу гидрофобного материала, и гидрофобный материал необязательно может быть обработан поверхностно-активным веществом или обработан иным образом для придания желаемого уровня смачиваемости и гидрофильности. Поверхностно-активное вещество можно наносить с помощью любых традиционных средств, таких как распыление, печать, нанесение покрытия кистью или т. п. Поверхностно-активное вещество можно наносить на весь обращенный к телу прокладочный материал 57, или его можно избирательно наносить на конкретные участки обращенного к телу прокладочного материала 57.
Согласно одному варианту осуществления обращенный к телу прокладочный материал 57 может быть выполнен из нетканого двухкомпонентного полотна. Нетканое двухкомпонентное полотно может представлять собой двухкомпонентное полотно, полученное по технологии спанбонд, или связанное кардочесанное двухкомпонентное полотно. Пример двухкомпонентного штапельного волокна включает двухкомпонентное полиэтиленовое / полипропиленовое волокно. В этом конкретном двухкомпонентном волокне полипропилен образует сердцевину, а полиэтилен образует оболочку волокна. Без отступления от объема настоящего изобретения возможно использование волокон, ориентированных по-другому, например в виде нескольких лепестков, бок о бок, встык. Согласно одному варианту осуществления обращенный к телу прокладочный материал 57 может представлять собой подложку, полученную по технологии спанбонд, с базовым весом от приблизительно 10 или 12 до приблизительно 15 или 20 г/м2. Согласно одному варианту осуществления обращенный к телу прокладочный материал 57 может представлять собой 12 г/м2 спанбонд-мелтблаун-спанбонд подложку, имеющую 10% содержание мелтблаун, нанесенного между двумя слоями спанбонд.
Наружное покрытие 60 и/или его части могут быть воздухопроницаемыми и/или непроницаемыми для жидкости. Наружное покрытие 60 и/или его части могут быть эластичными, растяжимыми или нерастяжимыми. Наружное покрытие 60 может быть выполнено из одного слоя, нескольких слоев, слоистых материалов, текстильных материалов спанбонд, пленок, текстильных материалов мелтблаун, эластичной сетки, микропористых полотен, связанных кардочесанных полотен или пеноматериалов, полученных с применением эластомерных или полимерных материалов. Согласно одному варианту осуществления, например, наружное покрытие 60 может быть выполнено из микропористой полимерной пленки, такой как полиэтиленовая или полипропиленовая.
В некоторых конкретных вариантах осуществления наружное покрытие 60 может представлять собой один слой непроницаемого для жидкости материала, такого как полимерная пленка. В других вариантах осуществления наружное покрытие 60 может представлять собой многослойный слоистый материал, в котором по меньшей мере один из слоев является непроницаемым для жидкости. Согласно некоторым вариантам осуществления наружное покрытие 60 может представлять собой двухслойную структуру, содержащую внешний слой (не показан) и внутренний слой (не показан), которые могут быть связаны вместе, например, с помощью клея для слоистого материала. Подходящие виды клея для слоистого материала могут быть нанесены непрерывно или прерывисто в виде капель, напыления, параллельных спиралей и т. п., но следует понимать, что внутренний слой может быть связан с внешним слоем с помощью других способов связывания в том числе, но без ограничения, с помощью связей, полученных способом ультразвуковой сварки, связей, полученных способом термосварки, связей, формируемых под давлением, и т. п.
Внешний слой наружного покрытия 60 может быть из любого подходящего материала и может быть таким, благодаря которому носящий видит в целом тканеподобные текстуру или внешний вид. Примером такого материала может быть связанное кардочесанное полотно из 100%-ного полипропилена с ромбовидной структурой связей, доступное от компании Sandler A.G., Германия, такое как Sawabond 4185®, 30 г/м2 или эквивалентное ему. Другим примером материала, подходящего для применения в качестве наружного слоя наружного покрытия 60, может быть полипропиленовое нетканое полотно спанбонд, 20 г/м2. Наружный слой также может быть изготовлен из тех же материалов, из которых может быть изготовлен обращенный к телу прокладочный материал 60, как описано в настоящем документе.
Непроницаемый для жидкости внутренний слой наружного покрытия 60 (или непроницаемое для жидкости наружное покрытие 60, если наружное покрытие 60 имеет однослойную структуру) может быть или паропроницаемым (т. е. «воздухопроницаемым»), или паронепроницаемым. Непроницаемый для жидкости внутренний слой (или непроницаемое для жидкости наружное покрытие 60, если наружное покрытие 60 имеет однослойную структуру) может быть изготовлен из тонкой пластиковой пленки. Непроницаемый для жидкости внутренний слой (или непроницаемое для жидкости наружное покрытие 60, если наружное покрытие 60 имеет однослойную структуру) может препятствовать вытеканию жидких выделений организма из впитывающего изделия 20 и намоканию таких изделий как постельные простыни и одежда, а также носителя и лица, осуществляющего уход.
Как можно видеть, передняя панель 162 для талии может быть расположена в пределах передней области 252 талии, тогда как задняя панель 172 для талии может в целом быть расположена в пределах задней области 256 талии. Каждая из панелей 162, 172 показана содержащей некоторое количество эластомерных нитей 121, 123. Хотя в варианте осуществления по фиг. 3, каждая панель 162, 172 показана содержащей (5) эластомерных нитей 121, 123, под этим не подразумевается ограничение каким-либо образом. Например, в альтернативных вариантах осуществления каждая из панелей 162, 172 может содержать любое подходящее количество эластомерных нитей 121, 123, например, от приблизительно 3 до приблизительно 20, или от приблизительно 5 до приблизительно 15, или от приблизительно 7 до приблизительно 13. Кроме того, в некоторых вариантах осуществления количество эластомерных нитей 121, 123 может отличаться в каждой из панелей 121, 123.
Нити 121, 123 могут быть образованы из каучука или других эластомерных материалов. Некоторые подходящие материалы включают эластичные нити от бренда Lycra®, доступные от DuPont Corporation. В некоторых вариантах осуществления эластомерные нити 121, 123 выполнены из спандекса от Creora® плотностью 940 децитекс, что соответствует диаметру приблизительно 0,016 дюйма на нить. Дополнительно каждая из отдельных нитей 121, 123 может содержать от приблизительно 10 до приблизительно 50 микронитей, которые смотаны вместе с образованием композиционных эластичных нитей.
В целом, полотна 111, 113, 115 и 117 могут содержать любой подходящий материал для использования во впитывающем изделии, таком как изделие 20. Полотна 113 и 117 представляют собой лицевые по отношению к телу полотна, которые могут находиться в контакте с носящим, когда изделие 20 надето. Соответственно, полотна 113, 117 могут содержать любой из материалов, описанных применительно к обращенному к телу прокладочному материалу 57. Например, полотна 113, 117 могут предпочтительно быть мягкими на ощупь для обеспечения комфорта телу при надевании. Полотна 111, 115, напротив, представляют собой полотна, лицевые по отношению к предмету одежды, которые могут подвергаться воздействию предмета одежды при надевании пользователем. В целом, волокна 111, 115 могут также содержать любой из материалов, описанных применительно к обращенному к телу прокладочному материалу 57, и могут быть выполнены из того же материала, что и соответствующие полотна 113, 117. Несмотря на это, в других вариантах осуществления полотна 111, 115 могут содержать любой из материалов, описанных применительно к наружному покрытию 60. Например, в некоторых вариантах осуществления может быть предпочтительным, что полотна 113, 117 являются непроницаемыми для жидкости для выполнения функции, подобной наружному покрытию 60, в предотвращении вытекания жидкостей из изделия 20 и на предметы одежды носящего.
Впитывающая основа 59 предпочтительно может быть выполнена как в целом сжимаемая, приспособляемая, податливая, не вызывающая раздражения кожи носящего и способная впитывать и удерживать жидкие выделения организма. Впитывающая основа 59 может быть изготовлена в широком ряде размеров и форм (например, прямоугольной, трапецеидальной, T-образной, I-образной, в форме песочных часов и т. п.) и из широкого ряда материалов. Размер и впитывающая способность впитывающей основы 59 могут быть в целом совместимы с размером предполагаемого носящего (от младенцев до взрослых) и нагрузке жидкости, передаваемой при предполагаемом использовании впитывающего изделия 20. Впитывающая основа 59 может иметь длину и ширину, которые могут быть меньше или равны длине и ширине впитывающего изделия 20.
В одном варианте осуществления впитывающая основа 20 может состоять из материала полотна из гидрофильных волокон, целлюлозных волокон (например, волокон древесной целлюлозы), натуральных волокон, синтетических волокон, листов тканого или нетканого материала, сетчатого материала по типу марли или других стабилизирующих структур, сверхвпитывающего материала, связующих материалов, поверхностно-активных веществ, избранных гидрофобных и гидрофильных материалов, пигментов, лосьонов, средств для устранения неприятного запаха или т. п., а также их сочетаний. Согласно одному варианту осуществления впитывающая основа 59 может представлять собой матрицу из целлюлозного ворса и сверхвпитывающего материала. Согласно одному варианту осуществления впитывающая основа 59 может быть выполнена из одного слоя материалов или, согласно альтернативному варианту, может быть выполнена из двух или более слоев материалов.
Во впитывающей основе 59 можно применять различные типы смачиваемых гидрофильных волокон. К примерам подходящих волокон относятся натуральные волокна, целлюлозные волокна, синтетические волокна, состоящие из целлюлозы или производных целлюлозы, такие как вискозные волокна; неорганические волокна, состоящие из смачиваемого по своей природе материала, такого как стекловолокна; синтетические волокна, полученные из смачиваемых по своей природе термопластичных полимеров, такие как конкретные волокна из сложных полиэфиров или полиамидов, или состоящие из несмачиваемых термопластичных полимеров, такие как полиолефиновые волокна, которые были гидрофилизированы с помощью подходящих средств. Волокна можно гидрофилизировать, например, посредством обработки поверхностно-активным веществом, обработки силикагелем, обработки материалом, который характеризуется наличием подходящего гидрофильного фрагмента и который нельзя легко удалить с волокна, или посредством нанесения на несмачиваемое гидрофобное волокно оболочки из гидрофильного полимера в процессе образования волокна или после него. Подходящие сверхвпитывающие материалы могут быть выбраны из натуральных, синтетических и модифицированных натуральных полимеров и материалов. Сверхвпитывающими материалами могут быть неорганические материалы, такие как силикагели, или органические соединения, такие как сшитые полимеры. Согласно одному варианту осуществления впитывающая основа 59 может не содержать сверхвпитывающий материал.
На фиг. 3 дополнительно показаны передняя область 231 пояса и задняя область 232 пояса. Как описано ранее, в некоторых вариантах осуществления часть одного из полотен 111, 113 и/или 115, 117 может быть сложена на себя с вмещением одной или более из нитей 121, 123 с образованием областей 231 и/или 232 пояса. В варианте осуществления на фиг. 3, передняя 231 область пояса и задняя область 232 пояса показаны содержащими две эластомерные нити 121, 123, соответственно. Однако в других вариантах осуществления количество нитей 121, 123, содержащихся в передней области 231 пояса и/или задней области 232 пояса может быть любым подходящим количеством, например, от приблизительно 2 до приблизительно 15, или от приблизительно 4 до приблизительно 15, или от приблизительно 5 до приблизительно 10. В отличие от эластомерных нитей 121, 123, расположенных вне областей 231, 232 пояса, эластомерные нити 121, 123 областей 231, 232 пояса могут иметь первые клеи 143, 145, нанесенные непрерывным образом, как можно лучше видеть на фиг. 4A и 4B.
Дополнительно, как можно видеть, впитывающая вставка 158 может проходить между передней панелью 162 для талии и задней панелью 172 для талии. На фиг. 4A и 4B дополнительно изображено впитывающее изделие 20 в развернутой и горизонтально уложенной конфигурации с полотнами 111 и 117, удаленными, чтобы более ясно были видны клеи 142, 143, 144, 145 и их отношение к различным компонентам 20, включая впитывающую вставку 58. Как и в случае на фиг. 2, первый клей 142 показан расположенным около эластомерных нитей 121 передней панели 162 для талии. Однако первый клей 142 расположен только около нитей 121 в первых клеевых областях 202 и в передней области 231 пояса. Во второй клеевой области 204 не предусмотрен первый клей 142, расположенный около нитей 121. Точнее, вторая клеевая область 204 содержит второй клей 144. Аналогично, в задней панели 172 для талии в случае задней панели 172 для талии, первый клей 143 показан расположенным около нитей 123 в первых клеевых областях 202 и в задней области 232 пояса. Второй клей 145 показан расположенным во второй клеевой области 204 задней области 232 пояса. Как описано ранее, данная схема расположения клея может быть достигнута посредством нанесения прерывистым образом первых клеев 142, 143 на по меньшей мере некоторые из эластомерных нитей 121,123 и нанесения прерывистым образом вторых клеев 143, 145 на первое полотно 111 передней панели для талии и/или второе полотно 113 передней панели для талии и на первое полотно 115 задней панели для талии и/или второе полотно 117 задней панели для талии. Первые клеи 143, 145 нанесены непрерывным образом на нити 121, 123, с образованием передней области 231 пояса и задней области 232 пояса.
Дополнительно, хотя первые клеи 142, 143 показаны как не перекрывающиеся со вторыми клеями 144, 145 на фиг. 4A и 4B, в по меньшей мере некоторых вариантах осуществления могут существовать области, в которых клеи 142, 143 перекрывают клеи 144, 145, как было описано применительно к фиг. 2. В примере на фиг. 4A и 4B впитывающая вставка показана как проходящая как первые клеевые области 202, так и вторые клеевые области 204 как передней панели 162 для талии, так и задней панель 172 для талии, в то время как впитывающая основа 59 перекрывают только вторые клеевые области 204. В других вариантах осуществления вся впитывающая вставка 58 может перекрывать только вторые клеевые области 204, а не как первые клеевые области 202, так и вторые клеевые области 204. Дополнительно, впитывающая вставка 58 показана как не перекрывающая переднюю область 231 пояса или заднюю область 232 пояса. Однако это может быть предусмотрено не во всех вариантах осуществления.
На фиг. 4A дополнительно показаны эластичные точки 215 резки. В некоторых вариантах осуществления одна или несколько эластомерных нитей 121, 123 могут быть лишены эластичности, как описано выше. В некоторых вариантах осуществление, в которых нити 121, 123 пересекают впитывающую основу 59, нити 121, 123 могут вызывать нежелательное собирание в сборки впитывающей основы 59 или другого материала вблизи впитывающей основы 59. Одним возможным способом устранения эластичности одной или более нитей 121, 123 является разделение нитей 121, 123. Эластичные точки 215 резки демонстрируют возможные места, где нити 121, 123 могут быть разделены. Несмотря на то, что каждая нить 121, 123 показана как имеющая одну эластичную точку 215 резки, в других вариантах осуществления каждая из нитей 121, 123 может иметь несколько эластичных точек 215 резки, в которых нити 121, 123 разделяются. Эластичные точки 215 могут в целом быть расположены в пределах вторых клеевых областей 204. В некоторых вариантах осуществления вторые клеи 144, 145 могут быть недостаточно прочными, чтобы противостоять вытягиванию эластичных нитей 121, 123 при разделении, поскольку нити 121, 123 помещены внутри панелей 162, 172 для талии в растянутом состоянии. На фиг. 4B показано изделие 20 с по меньшей мере некоторыми разделенными нитями 121, 123, с показанными концами 217 нитей.
На фиг. 5 показано другое приведенное в качестве примера впитывающее изделие 20’ в развернутой и горизонтально уложенной конфигурации. Изделие 20’ может отличаться от изделия 20 тем, что изделие 20’ может быть изготовлено посредством способа 100B с использованием цельного первого материала 114 панели для талии. Соответственно, изделие 20’ по фиг. 5 имеет много одинаковых признаков с изделием 20, как показано на фиг. 3, за исключением отсутствия первого полотна 111 передней панели для талии и первого полотна 115 задней панели для талии. Вместо этого, цельный первый материал 114 панели для талии проходит между передней областью 252 талии и задней областью 256 талии. Затем как второе полотно 113 передней панели для талии, так и второе полотно 117 задней панели для талии связывают с цельным первым материалом 114 панели для талии с нитями 121, 123, расположенными между полотнами 113, 114, и 117.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛАСТИФИЦИРОВАННЫЕ ВПИТЫВАЮЩИЕ ИЗДЕЛИЯ И СПОСОБЫ ОСЛАБЛЕНИЯ ЭЛАСТИЧНЫХ ЧАСТЕЙ В ЭЛАСТИФИЦИРОВАННЫХ ВПИТЫВАЮЩИХ ИЗДЕЛИЯХ | 2016 |
|
RU2731246C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ С ПОЯСОМ | 2020 |
|
RU2831006C1 |
| ЗАМКНУТЫЕ ПО БОКАМ ВПИТЫВАЮЩИЕ ИЗДЕЛИЯ, РАСКРЫВАЮЩИЕСЯ СПЕРЕДИ ИЛИ СЗАДИ | 2018 |
|
RU2717888C1 |
| ВКЛЮЧЕНИЕ ОБЛАСТИ С ОТВЕРСТИЯМИ ВО ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2017 |
|
RU2718655C1 |
| ВПИТЫВАЮЩИЕ ИЗДЕЛИЯ С ИЗОГНУТЫМИ ЭЛАСТИЧНЫМИ СЛОИСТЫМИ МАТЕРИАЛАМИ | 2018 |
|
RU2778502C1 |
| ВПИТЫВАЮЩИЕ СТРУКТУРЫ И СПОСОБЫ ИЗГОТОВЛЕНИЯ ВПИТЫВАЮЩИХ СТРУКТУР | 2020 |
|
RU2817588C1 |
| ВПИТЫВАЮЩИЕ СТРУКТУРЫ И СПОСОБЫ ИЗГОТОВЛЕНИЯ ВПИТЫВАЮЩИХ СТРУКТУР | 2020 |
|
RU2816130C1 |
| ВПИТЫВАЮЩИЕ СТРУКТУРЫ И СПОСОБЫ ИЗГОТОВЛЕНИЯ ВПИТЫВАЮЩИХ СТРУКТУР | 2020 |
|
RU2810038C1 |
| ВПИТЫВАЮЩИЕ ИЗДЕЛИЯ С УВЕЛИЧЕННЫМИ РЕЗИНКАМИ ДЛЯ НОГ | 2017 |
|
RU2709772C1 |
| ВПИТЫВАЮЩИЕ ИЗДЕЛИЯ С ИЗОГНУТЫМИ ЭЛАСТИЧНЫМИ СЛОИСТЫМИ МАТЕРИАЛАМИ | 2018 |
|
RU2778639C1 |




Раскрыты впитывающие изделия и способы производства впитывающих изделий. В одном варианте осуществления впитывающее изделие может содержать основу, содержащую эластифицированную переднюю панель для талии и материал эластифицированной задней панели для талии, и впитывающую вставку, соединенную с передней и задней панелями для талии. Передняя панель для талии может содержать лицевое по отношению к предмету одежды полотно, лицевое по отношению к телу полотно и множество эластомерных нитей, расположенных между лицевым по отношению к предмету одежды полотном и лицевым по отношению к телу полотном. Передняя панель для талии может дополнительно содержать первую клеевую область передней панели, содержащую первый клей, но без второго клея, и вторую клеевую область передней панели, содержащую второй клей, но без первого клея. Задняя панель для талии может содержать те же компоненты и клеевые области, что и передняя панель для талии. Впитывающая вставка может также быть прикреплена к передней панели для талии и задней панели для талии. 3 н. и 16 з.п. ф-лы, 7 ил.
1. Способ сборки впитывающего изделия, при этом впитывающее изделие содержит основу, содержащую переднюю область талии, имеющую передний поясной край, заднюю область талии, имеющую задний поясной край, и область промежности, расположенную между передней областью талии и задней областью талии, и впитывающую вставку, расположенную в области промежности и соединенную с передней областью талии и задней областью талии, при этом способ включает:
образование эластифицированного первого материала панели для талии, включающее этапы: продвижения первого непрерывного материала подложки, имеющего верхнюю поверхность и нижнюю поверхность, в машинном направлении; продвижения второго непрерывного материала подложки, имеющего верхнюю поверхность и нижнюю поверхность, в машинном направлении; продвижения множества эластомерных нитей в растянутом состоянии в машинном направлении;
нанесения первого клея прерывистым образом на по меньшей мере одну из множества эластомерных нитей; нанесения второго клея прерывистым образом на по меньшей мере одну из нижней поверхности первого непрерывного материала подложки и верхней поверхности второго непрерывного материала подложки, причем первый клей отличается от второго клея; размещения множества эластомерных нитей между нижней поверхностью первого непрерывного материала подложки и верхней поверхностью второго непрерывного материала подложки с образованием эластифицированного первого материала панели для талии таким образом, что: эластифицированный первый материал панели для талии содержит первые клеевые области, содержащие первый непрерывный материал подложки, второй непрерывный материал подложки, по меньшей мере одну из множества эластомерных нитей и нанесенный прерывистым образом первый клей, но без нанесенного прерывистым образом второго клея, и эластифицированный первый материал панели для талии содержит вторые клеевые области, содержащие первый непрерывный материал подложки, второй непрерывный материал подложки, по меньшей мере одну из множества эластомерных нитей и нанесенный прерывистым образом второй клей, но без нанесенного прерывистым образом первого клея;
образование эластифицированного второго материала панели для талии;
соединение впитывающей вставки с эластифицированным первым материалом панели для талии и эластифицированным вторым материалом панели для талии, при этом впитывающая вставка содержит впитывающую основу и обращенный к телу прокладочный материал;
и разделение эластифицированного первого материала панели для талии и эластифицированного второго материала панели для талии с образованием отдельного впитывающего изделия, при этом эластифицированный первый материал панели для талии образует переднюю область талии, и эластифицированный второй материал панели для талии образует заднюю область талии.
2. Способ по п. 1, отличающийся тем, что дополнительно включает связывание эластифицированного первого материала панели для талии с эластифицированным вторым материалом панели для талии.
3. Способ по п. 1, отличающийся тем, что дополнительно включает нанесение первого клея непрерывным образом на по меньшей мере одну из множество эластомерных нитей, и при этом эластифицированный первый материал панели для талии дополнительно содержит третьи клеевые области, содержащие первый непрерывный материал подложки, второй непрерывный материал подложки, по меньшей мере одну из множества эластомерных нитей и нанесенный непрерывным образом первый клей, но без второго клея.
4. Способ по п. 3, отличающийся тем, что по меньшей мере одна из множества эластомерных нитей, имеющая первый клей, нанесенный непрерывным образом, образует по меньшей мере часть передней области пояса впитывающего изделия и расположена ближе к переднему поясному краю впитывающего изделия, чем любая из множества эластомерных нитей, имеющих первый клей, нанесенный прерывистым образом.
5. Способ по п. 1, отличающийся тем, что впитывающую вставку соединяют с эластифицированным первым материалом панели для талии таким образом, что впитывающая основа перекрывает вторую клеевую область и не перекрывает ни одной из первых клеевых областей.
6. Способ по п. 3, отличающийся тем, что впитывающую вставку соединяют с эластифицированным первым материалом панели для талии таким образом, что впитывающая основа перекрывает вторую клеевую область, но не перекрывает третью клеевую область.
7. Способ по п. 1, отличающийся тем, что первый клей представляет собой эластичный клей.
8. Способ по п. 1, отличающийся тем, что второй клей представляет собой клей для слоистого материала.
9. Способ по п. 1, отличающийся тем, что образование эластифицированного второго материала панели для талии включает этапы образования эластифицированного первого материала панели для талии.
10. Способ сборки впитывающего изделия, при этом впитывающее изделие содержит основу, содержащую переднюю область талии, имеющую передний поясной край, заднюю область талии, имеющую задний поясной край, и область промежности, расположенную между передней областью талии и задней областью талии, и впитывающую вставку, расположенную в области промежности и проходящую от передней области талии к задней области талии, при этом способ включает:
образование эластифицированной передней панели для талии, включающее: нанесение первого клея прерывистым образом на первый из первого материала передней панели для талии, второго материала передней панели для талии и по меньшей мере одну из множества эластомерных нитей передней панели для талии, нанесение второго клея прерывистым образом на второй, другой из первого материала передней панели для талии, второго материала передней панели для талии и по меньшей мере одну из множества эластомерных нитей передней панели для талии, причем первый клей отличается от второго клея, и объединение первого материала передней панели для талии и второго материала передней панели для талии с по меньшей мере одной из множества эластомерных нитей передней панели для талии, расположенной между ними, с образованием первых клеевых областей передней панели, где присутствует только первый клей, и вторых клеевых областей передней панели, где присутствует только второй клей; образование эластифицированной задней панели для талии, включающее:
нанесение первого клея прерывистым образом на первый из первого материала задней панели для талии, второго материала задней панели для талии и по меньшей мере одну из множества эластомерных нитей задней панели для талии, нанесение второго клея прерывистым образом на второй, другой из первого материала задней панели для талии, второго материала задней панели для талии и по меньшей мере одну из множества эластомерных нитей задней панели для талии, и объединение первого материала задней панели для талии и второго материала задней панели для талии с по меньшей мере одной из множества эластомерных нитей задней панели для талии, расположенной между ними, с образованием первых клеевых областей задней панели, где присутствует только первый клей, и вторых клеевых областей задней панели, где присутствует только второй клей; соединение впитывающей вставки с материалом эластифицированной передней панели для талии и материалом эластифицированной задней панели для талии, при этом впитывающая вставка содержит впитывающую основу и обращенный к телу прокладочный материал;
и отделение части эластифицированной передней панели для талии и эластифицированной задней панели для талии с впитывающей вставкой, расположенной между ними, с образованием отдельного впитывающего изделия.
11. Способ по п. 10, отличающийся тем, что впитывающую вставку соединяют с эластифицированной передней панелью для талии таким образом, что впитывающая основа перекрывает вторую клеевую область передней панели и вторую клеевую область задней панели.
12. Способ по п. 10, отличающийся тем, что дополнительно включает нанесение одного из первого клея и второго клея непрерывным образом на по меньшей мере одну из эластомерных нитей для талии передней панели для талии.
13. Способ по п. 10, отличающийся тем, что дополнительно включает:
разделение по меньшей мере одной из эластомерных нитей передней панели для талии в месте во второй клеевой области материала передней панели для талии;
и разделение по меньшей мере одной из эластомерных нитей задней панели для талии в месте во второй клеевой области материала задней панели для талии.
14. Способ по п. 10, отличающийся тем, что второй материал передней панели для талии и первый материал передней панели для талии предусматривают одно и то же полотно материала.
15. Способ по п. 10, отличающийся тем, что дополнительно включает связывание эластифицированной передней панели для талии с эластифицированной задней панелью для талии.
16. Способ по п. 10, отличающийся тем, что первый клей наносят прерывистым образом на по меньшей мере одну из эластомерных нитей передней панели для талии и эластомерных нитей задней панели для талии, и при этом первый клей представляет собой эластичный клей.
17. Впитывающее изделие, содержащее:
основу, содержащую:
эластифицированную переднюю панель для талии, при этом эластифицированная передняя панель для талии содержит лицевое по отношению к предмету одежды полотно передней панели, лицевое по отношению к телу полотно передней панели и множество эластомерных нитей, расположенных между лицевым по отношению к предмету одежды полотном передней панели и лицевым по отношению к телу полотном передней панели, при этом передняя панель для талии дополнительно содержит первую клеевую область передней панели, содержащую первый клей, но без второго клея, и вторую клеевую область передней панели, содержащую второй клей, но без первого клея, причем первый клей отличается от второго клея, и эластифицированную заднюю панель для талии, при этом эластифицированная задняя панель для талии содержит лицевое по отношению к предмету одежды полотно задней панели, лицевое по отношению к телу полотно задней панели и множество эластомерных нитей, расположенных между лицевым по отношению к предмету одежды полотном задней панели и лицевым по отношению к телу полотном задней панели, при этом задняя панель для талии дополнительно содержит первую клеевую область задней панели, содержащую первый клей, но без второго клея, и вторую клеевую область задней панели, содержащую второй клей, но без первого клея;
и впитывающую вставку, соединенную с эластифицированной передней панелью для талии и эластифицированной задней панелью для талии, при этом впитывающая вставка содержит впитывающую основу и лицевой по отношению к телу прокладочный материал.
18. Впитывающее изделие по п. 17, отличающееся тем, что между передней панелью для талии и задней панелью для талии проходит одно полотно, образующее лицевое по отношению к предмету одежды полотно передней панели и лицевое по отношению к предмету одежды полотно задней панели.
19. Впитывающее изделие по п. 17, отличающееся тем, что впитывающая основа впитывающей вставки перекрывает вторую клеевую область передней панели, но не перекрывает первую клеевую область передней панели, и перекрывает вторую клеевую область задней панели, но не перекрывает первую клеевую область задней панели.
| US 20040108043 A1, 10.06.2001 | |||
| EP 3150182 A1, 05.04.2017 | |||
| EP 3117809 A1, 18.01.2017 | |||
| ПОГЛОЩАЮЩЕЕ ИЗДЕЛИЕ ОДНОРАЗОВОГО ИСПОЛЬЗОВАНИЯ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2004 |
|
RU2325890C2 |

