ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ
(а) Область техники, к которой относится изобретение
Настоящее изобретение относится к способу изготовления высокотермостойкого звукопоглощающего и звукоизоляционного материала. Более конкретно, оно относится к способу изготовления высокотермостойкого звукопоглощающего и звукоизоляционного материала, форма которого не претерпевает изменения в среде с высокой температурой 200°С или выше, и который удовлетворяет критерию UL 94V-0 огнестойкости, причем способ включает стадию измельчения и смешения, стадию формирования полотна, стадию наслоения полотна, стадию иглопробивания, стадию пропитки связующим средством, и стадию извлечения растворителя.
(b) Уровень техники
Во время вождения транспортного средства возникают разнообразные шумы. Издаваемый транспортным средством шум главным образом генерируется двигателем или выхлопной системой, и передается внутрь транспортного средства по воздуху. Чтобы снизить распространение издаваемого двигателем и выхлопной системой шума внутрь транспортного средства, применяется звукопоглощающий и звукоизоляционный материал. Для блокирования распространения звукового излучения от двигателя внутрь транспортного средства используют изоляционную перегородку между двигателем и салоном, изоляционную прокладку, и тому подобные, и для подавления распространения создаваемого выхлопной системой шума внутрь транспортного средства применяют заглушку тоннеля, напольное ковровое покрытие, и тому подобные.
В качестве звукопоглощающих материалов для транспортного средства Корейская Патентная Публикация №2004-0013840 представляет звукопоглощающий и звукоизоляционный материал толщиной 20 мм, имеющий слой из волокон полиэтилентерефталата (PET), в котором по продольному направлению вставлен слой пленки из синтетической смолы, имеющий толщину 40-100 мкм, и Корейская Патентная Публикация №2002-0089277 раскрывает способ получения звукопоглощающего изоляционного материала из нетканого материала, сформированного в стадиях, в которых проводят резку и измельчение сложнополиэфирного волокна и акрилового волокна, смешивают в заданном соотношении с волокном из сложного полиэфира с низкой температурой плавления, и проводят его формование и нагревание. И Корейская Патентная Публикация №2006-0043576 представляет способ нанесения покрытия из смолы по меньшей мере на один верхний слой и один нижний слой из сложнополиэфирного (PET) войлока с использованием смеси волокон из низкоплавкого волокна (LMF) и регулярного волокна.
Описанные до сих пор звукопоглощающие и звукоизоляционные материалы для транспортных средств являются ограниченными в том отношении, что для снижения звукового излучения от двигателя или от выхлопной системы неизбежно возрастает вес, и эффективность снижения шума внутри транспортного средства низка, если принимать во внимание увеличение веса. Для преодоления этого ограничения необходимо размещать звукопоглощающий и звукоизоляционный материал в местах, наиболее близких к двигателю или выхлопной системе. При монтаже звукопоглощающего и звукоизоляционного материала в положениях, ближайших к двигателю или выхлопной системе, не должно происходить изменение формы даже в среде с высокой температурой 200°С или выше, и должна быть обеспечена огнестойкость. На этом основании используемые в настоящее время звукопоглощающие и звукоизоляционные материалы для транспортных средств не могут быть пригодными для таких вариантов применения.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Настоящее изобретение направлено на создание способа изготовления высокотермостойкого звукопоглощающего и звукоизоляционного материала, форма которого не претерпевает изменения на месте, ближайшем к источнику шума в двигателе или в выхлопной системе, в среде с высокой температурой 200°С или выше, и который удовлетворяет критерию UL 94V-0 огнестойкости.
Настоящее изобретение также направлено на создание способа изготовления высокотермостойкого звукопоглощающего и звукоизоляционного материала, который наносят на местоположение, смежное с металлической деталью, которая находится при температуре 200°С или выше, для защиты близлежащих пластиковых и резиновых деталей.
Настоящее изобретение также направлено на создание способа производительного изготовления принципиально нового высокотермостойкого звукопоглощающего и звукоизоляционного материала, который может быть сформован как таковой.
В одном аспекте настоящее изобретение представляет способ изготовления высокотермостойкого звукопоглощающего и звукоизоляционного материала, включающий: стадию измельчения и смешения, в которой проводят измельчение и смешение волоконного материала, содержащего термостойкое волокно; стадию формирования полотна, в которой формируют полотно из полученного измельчением и смешением волоконного материала; стадию наслоения полотна, в которой пакетируют сформированное полотно; стадию иглопробивания, в которой выполняют формование нетканого материала продвижением иглы вверх и вниз сквозь многослойное полотно; стадию пропитки связующим средством, в которой формируют пропитанный связующим средством нетканый материал погружением нетканого материала в раствор связующего средства; и стадию извлечения растворителя, в которой удаляют растворитель из пропитанного связующим средством нетканого материала для получения нетканого материала, используемого в качестве звукопоглощающего и звукоизоляционного материала.
В еще одном аспекте настоящее изобретение представляет способ изготовления высокотермостойкого звукопоглощающего и звукоизоляционного материала, включающий: стадию измельчения и смешения, в которой проводят измельчение и смешение волоконного материала, содержащего: термостойкое волокно; стадию формирования полотна, в которой формируют полотно из полученного измельчением и смешением волоконного материала; стадию наслоения полотна, в которой пакетируют сформированное полотно; стадию иглопробивания, в которой выполняют формование нетканого материала продвижением иглы вверх и вниз сквозь многослойное полотно; стадию пропитки связующим средством, в которой формируют пропитанный связующим средством нетканый материал погружением нетканого материала в раствор связующего средства; стадию извлечения растворителя, в которой удаляют растворитель из пропитанного связующим средством нетканого материала; и стадию формования для придания формы высушенному нетканому материалу с образованием звукопоглощающего и звукоизоляционного материала, имеющего желательную форму.
В одном примерном варианте осуществления настоящего изобретения стадия измельчения и смешения может включать измельчение волоконного материала, имеющего предельный кислородный индекс (LOI) 25% или больше, и термостойкость до температуры 200°С или более, имеющего извитость 1-10 завитков/см, и имеющего диаметр 1-33 мкм и длину 20-100 мм, смешение одного или более волоконных материалов, имеющих предельный кислородный индекс (LOI) 25% или больше и термостойкость до температуры 200°С или более, имеющих извитость 1-10 завитков/см, и имеющих диаметр 1-33 мкм и длину 20-100 мм, или выполнение измельчения и смешения в вышеописанных условиях.
В еще одном примерном варианте осуществления настоящего изобретения волоконный материал может включать один или более из материалов, выбранных из группы, состоящей из арамидного волокна, полифениленсульфидного (PPS) волокна, волокна из окисленного полиакрилонитрила (oxi-PAN), полиимидного (PI) волокна, полибензимидазольного (PBI) волокна, полибензоксазольного (PBO) волокна, политетрафторэтиленового (PTFE) волокна, поликетонного (PK) волокна, металлического волокна, углеродного волокна, стеклянного волокна, базальтового волокна, кремнеземного волокна, и керамического волокна.
В одном примерном варианте осуществления настоящего изобретения стадия формирования полотна может представлять собой стадию, в которой волоконный материал, полученный измельчением и смешением в стадии измельчения и смешения, помещают на барабан, имеющий рабочие валики с обеих сторон, и цилиндр ворсовальной машины, который, как передаточный валик, вращается с высокой скоростью, и волокна объединяются с образованием непрерывного полотна в форме тонкого листа, и может быть выполнена способом кардочесания.
В одном примерном варианте осуществления настоящего изобретения стадия наслоения полотна может представлять собой стадию, в которой полотно, сформированное в стадии формирования полотна, пакетируют друг на друга перекрыванием на конвейерной ленте с образованием многослойного полотна, и может быть выполнена со скоростью 10 м/мин или ниже с использованием горизонтального оберточного устройства, чтобы предотвращать разбрасывание полотна вследствие сопротивления воздуха и разрыв полотна на конвейерной ленте.
В одном примерном варианте осуществления настоящего изобретения стадия иглопробивания может представлять собой стадию, в которой многослойное полотно, сформированное в стадии наслоения полотна, связывают между собой продвижением иглы вверх и вниз сквозь многослойное полотно, и может быть выполнена одним или более из способов, выбранных из группы, состоящей из иглопробивания одиночной игольной планкой с проколом сверху вниз, иглопробивания одиночной игольной планкой с проколом снизу вверх, иглопробивания двойной игольной планкой с проколом сверху вниз, и иглопробивания двойной игольной планкой с проколом снизу вверх.
В еще одном примерном варианте осуществления настоящего изобретения стадия иглопробивания может включать формирование нетканого материала с частотой иглопробивания 30-350 раз/м2.
В еще одном примерном варианте осуществления настоящего изобретения стадия иглопробивания может включать формирование нетканого материала, имеющего толщину единичного слоя 3-20 мм, и плотность 100-2000 г/м2.
В одном примерном варианте осуществления настоящего изобретения стадия пропитки связующим средством может включать погружение нетканого материала, полученного в стадии иглопробивания, в раствор связующего средства, в котором термореактивная связующая смола, имеющая термостойкость до температуры 200°С или выше, диспергирована в органическом растворителе при концентрации 5-70% по весу, в расчете на совокупный вес раствора связующего средства.
В еще одном примерном варианте осуществления настоящего изобретения стадия пропитки связующим средством может дополнительно включать уплотнение пропитанного связующим средством нетканого материала под давлением 1-20 кгс/см2 с образованием пропитанного связующим средством нетканого материала, имеющего плотность 1000-3000 г/м2.
В еще одном примерном варианте осуществления настоящего изобретения стадия пропитки связующим средством может включать пропитку 20-80 частей по весу нетканого материала 20-80 частями по весу термореактивной связующей смолы.
В еще одном примерном варианте осуществления настоящего изобретения раствор связующего средства может содержать 5-70% по весу связующей смолы, 0,1-10% по весу отвердителя, 0,01-5% по весу катализатора, 1-40% по весу добавки, и растворитель как остальное количество, в расчете на совокупный вес раствора связующего средства.
В еще одном примерном варианте осуществления настоящего изобретения связующая смола может представлять собой эпоксидную смолу.
В еще одном примерном варианте осуществления настоящего изобретения эпоксидная смола может представлять собой одну или более из смол, выбранных из группы, состоящей из диглицидилового простого эфира бисфенола А, диглицидилового простого эфира бисфенола В, диглицидилового простого эфира бисфенола AD, диглицидилового простого эфира бисфенола F, диглицидилового простого эфира бисфенола S, диглицидилового простого эфира полиоксипропилена, полимерного диглицидилового простого эфира бисфенола А, диглицидилового простого эфира фосфазена, новолака на основе эпокси-бисфенола А, смолы на основе эпокси-фенольного новолака, и смолы на основе эпокси-орто-крезольного новолака.
В еще одном примерном варианте осуществления настоящего изобретения органический растворитель может быть одним или более из растворителей, выбранных из группы, состоящей из метилэтилкетона (MEK) и диметилкарбоната (DMC).
В одном примерном варианте осуществления настоящего изобретения стадия извлечения растворителя может быть выполнена с использованием сушильного шкафа с температурой 70-200°С в течение 1-10 минут, чтобы сформировать термоотверждаемый войлок, причем в нетканом материале присутствует только термореактивная связующая смола, путем испарения органического растворителя из пропитанного связующим средством нетканого материала, образованного в стадии пропитки связующим средством.
В еще одном примерном варианте осуществления настоящего изобретения нетканый материал, который был пропущен через стадию извлечения растворителя, может содержать 1-300 частей по весу связующего средства, в расчете на 100 частей по весу нетканого материала.
В одном примерном варианте осуществления настоящего изобретения стадия формования может быть выполнена при температуре 150-300°С.
В еще одном аспекте настоящее изобретение представляет способ снижения шума от создающего шум устройства, включающий стадии, в которых: i) определяют трехмерную форму создающего шум устройства, ii) изготавливают и формуют звукопоглощающий и звукоизоляционный материал таким образом, что он частично или полностью соответствует трехмерной форме создающего шум устройства; и iii) размещают звукопоглощающий и звукоизоляционный материал примыкающим к создающему шум устройству.
В одном примерном варианте осуществления настоящего изобретения устройство может представлять собой мотор, двигатель, или выхлопную систему.
В одном примерном варианте осуществления настоящего изобретения указанное размещение звукопоглощающего и звукоизоляционного материала примыкающим к создающему шум устройству может включать плотное присоединение звукопоглощающего и звукоизоляционного материала к создающему шум устройству, размещение звукопоглощающего и звукоизоляционного материала на некотором отдалении от создающего шум устройства, или формование звукопоглощающего и звукоизоляционного материала как части создающего шум устройства.
В высокотермостойком звукопоглощающем и звукоизоляционном материале, изготовленном способом согласно настоящему изобретению, связующее средство, которым пропитывают нетканый материал, имеющий нерегулярные воздухопроницаемые каналы со сложной трехмерной лабиринтообразной структурой, и отверждается с сохранением в то же время трехмерной структуры внутри нетканого материала без закупоривания воздухопроницаемых каналов. Поэтому физические свойства нетканого материала, в том числе характеристика звукопоглощения, улучшаются, и формование с приданием желательной формы возможно во время отверждения связующего средства.
Кроме того, поскольку высокотермостойкий звукопоглощающий и звукоизоляционный материал, изготовленный способом согласно настоящему изобретению, в котором связующее средство пропитывает нетканый материал, сформированный из термостойкого волокна, проявляет превосходные характеристики огнестойкости, термостойкости и теплоизоляции, в дополнение к характеристике звукопоглощения, звукопоглощающий и звукоизоляционный материал не претерпевает деформации или денатурации, будучи нанесенным на создающее шум устройство, которое поддерживается при температурах 200°С или выше.
В дополнение, способ изготовления высокотермостойкого звукопоглощающего и звукоизоляционного материала согласно настоящему изобретению обеспечивает эффективное упрощение производственного процесса, так как применение термореактивной смолы в качестве связующего средства позволяет проводить формование с приданием желательной формы в то время, как происходит отверждение термореактивной смолы.
Кроме того, способом формования высокотермостойкого звукопоглощающего и звукоизоляционного материала согласно настоящему изобретению создают высокотермостойкий звукопоглощающий и звукоизоляционный материал, который размещают в местоположении, ближайшем к источнику шума на двигателе или выхлопной системе, и снижают шум, издаваемый двигателем или выхлопной системой.
В дополнение, способом изготовления высокотермостойкого звукопоглощающего и звукоизоляционного материала согласно настоящему изобретению создается звукопоглощающий и звукоизоляционный материал, который наносят на местоположение, примыкающее к металлической детали, которая находится при температуре 200°С или выше, для защиты близлежащих пластиковых и резиновых деталей.
Соответственно этому, звукопоглощающий и звукоизоляционный материал, изготовленный способом согласно настоящему изобретению, полезен для вариантов применения, требующих задерживания, поглощения или изоляции шума, в том числе для электрических бытовых приборов, таких как кондиционер воздуха, холодильник, стиральная машина, газонокосилка, и тому подобные, транспортных средств, таких как автомобиль, судно, самолет, и тому подобные, и в качестве строительных материалов, таких как стеновой материал, материал напольного покрытия, и тому подобные. В частности, звукопоглощающий и звукоизоляционный материал, изготовленный способом согласно настоящему изобретению, применим для создающего шум устройства, поддерживаемого при высоких температурах 200°С или выше. Более конкретно, когда звукопоглощающий и звукоизоляционный материал, изготовленный способом согласно настоящему изобретению, используют в транспортном средстве, он может быть плотно присоединен к создающему шум устройству из деталей транспортного средства, таких как двигатель, выхлопная система, тому подобные, размещен на некотором отдалении от создающего шум устройства, или сформован в виде части создающего шум устройства.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
ФИГ. 1 показывает технологическую блок-схему, описывающую способ изготовления высокотермостойкого звукопоглощающего и звукоизоляционного материала согласно одному примерному варианту осуществления настоящего изобретения.
ФИГ. 2 показывает полученные в электронном микроскопе изображения (с 300-кратным увеличением) нетканых материалов до и после пропитки связующим средством. ФИГ. 2(А) представляет изображение нетканого материала, полученного иглопробивным способом. ФИГ. 2(В) и ФИГ. 2(С) показывают изображения пропитанных связующим средством нетканых материалов. ФИГ. 2(В) представляет изображение пропитанного связующим средством нетканого материала, в котором 80 частей по весу нетканого материала пропитаны 20 частями по весу связующего средства, и ФИГ. 2(С) представляет изображение пропитанного связующим средством нетканого материала, в котором 50 частей по весу нетканого материала пропитаны 50 частями по весу связующего средства.
ФИГ. 3 показывает высокотермостойкий звукопоглощающий и звукоизоляционный материал, полученный способом изготовления высокотермостойкого звукопоглощающего и звукоизоляционного материала согласно одному примерному варианту осуществления настоящего изобретения, и существующий алюминиевый теплозащитный щиток.
ФИГ. 4 показывает высокотермостойкий звукопоглощающий и звукоизоляционный материал, полученный способом изготовления высокотермостойкого звукопоглощающего и звукоизоляционного материала согласно одному примерному варианту осуществления настоящего изобретения, и существующий алюминиевый теплозащитный щиток, которые соответственно размещены для снижения излучаемого шума от выхлопной системы.
ФИГ. 5 схематически показывает один пример, в котором звукопоглощающий и звукоизоляционный материал сформован и нанесен на создающее шум устройство в транспортном средстве. ФИГ. 5(а) показывает изображение звукопоглощающего и звукоизоляционного материала, сформованного для применения в двигателе транспортного средства, и ФИГ. 5(b) показывает изображение звукопоглощающего и звукоизоляционного материала, размещенного на детали двигателя транспортного средства.
ФИГ. 6 схематически показывает один пример, в котором звукопоглощающий и звукоизоляционный материал нанесен на создающее шум устройство в транспортном средстве, расположенное на некотором расстоянии от создающего шум устройства. ФИГ. 6(а) показывает изображение звукопоглощающего и звукоизоляционного материала, сформованного для применения в нижней части транспортного средства, и ФИГ. 6(b) показывает изображение звукопоглощающего и звукоизоляционного материала, размещенного на нижней части транспортного средства.
ФИГ. 7 сравнивает характеристику звукопоглощения звукопоглощающего и звукоизоляционного материала в зависимости от плотности нетканого материала.
ФИГ. 8 сравнивает характеристику теплоизоляции высокотермостойкого звукопоглощающего и звукоизоляционного материала, полученного способом изготовления высокотермостойкого звукопоглощающего и звукоизоляционного материала согласно одному примерному варианту осуществления настоящего изобретения, с характеристикой существующей алюминиевой теплоизоляционной пластины.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Далее будут подробно описаны конкретные примерные варианты осуществления настоящего изобретения. Однако они предназначены только для подробного описания настоящего изобретения таким образом, чтобы специалисты с обычной квалификацией в области технологии, к которой принадлежит настоящее изобретение, могли без труда исполнить изобретение, и техническая идея и область настоящего изобретения ими не ограничиваются.
Настоящее изобретение представляет способ изготовления высокотермостойкого звукопоглощающего и звукоизоляционного материала, включающий: стадию измельчения и смешения, в которой проводят измельчение и смешение волоконного материала, включающего термостойкое волокно, имеющее предельный кислородный индекс (LOI) 25% или больше, и термостойкость до температуры 200°С или более; стадию формирования полотна, в которой волоконный материал, полученный измельчением и смешением в стадии измельчения и смешения, формируют в непрерывное полотно в форме тонкого листа; стадию наслоения полотна, в которой пакетируют сформированное полотно; стадию наслоения полотна, в которой формируют многослойное полотно перекрыванием и наслоением друг на друга полотна, сформированного в стадии формирования полотна; стадию иглопробивания, в которой выполняют формирование нетканого материала связыванием многослойного полотна, образованного в стадии наслоения полотна, между собой продвижением иглы вверх и вниз сквозь многослойное полотно; стадию пропитки связующим средством, в которой формируют пропитанный связующим средством нетканый материал погружением нетканого материала, образованного в стадии иглопробивания, в раствор связующего средства, в котором термореактивная связующая смола, имеющая термостойкость до температуры 200°С или выше, диспергирована в органическом растворителе; и стадию извлечения растворителя, в которой формируют термоотверждаемый войлок для применения в качестве звукопоглощающего и звукоизоляционного материала удалением растворителя из пропитанного связующим средством нетканого материала, образованного в стадии пропитки связующим средством, таким образом, что остается только термореактивная связующая смола.
Способ изготовления высокотермостойкого звукопоглощающего и звукоизоляционного материала согласно настоящему изобретению может дополнительно включать, после стадии извлечения растворителя, стадию формования с приданием формы высушенному нетканому материалу с образованием звукопоглощающего и звукоизоляционного материала, имеющего желательную форму, путем формования при температуре 150-300°С.
Звукопоглощающий и звукоизоляционный материал, изготовленный способом согласно настоящему изобретению, имеет связующее средство, равномерно распределенное на всех волокнах пряжи нетканого материала, содержащего термостойкое волокно, и имеет образованные воздухопроницаемые каналы с меньшими размерами, по сравнению с состоянием до пропитки связующим средством. Соответственно этому, он проявляет превосходные характеристики звукопоглощения, огнестойкость, термостойкость и теплоизоляционные характеристики, и может быть сформован с приданием желательной трехмерной формы благодаря связующему средству, размещенному в том же слое, что и нетканый материал.
Как видно из ФИГ. 1, способ изготовления высокотермостойкого звукопоглощающего и звукоизоляционного материала согласно настоящему изобретению включает стадию S101 измельчения и смешения, стадию S103 формирования полотна, стадию S105 наслоения полотна, стадию S107 иглопробивания, стадию S109 пропитки связующим средством, и стадию S111 извлечения растворителя.
Способ изготовления высокотермостойкого звукопоглощающего и звукоизоляционного материала согласно настоящему изобретению будет подробно описан со ссылкой на технологическую блок-схему согласно ФИГ. 1.
Стадия S101 измельчения и смешения может включать измельчение волоконного материала, имеющего предельный кислородный индекс (LOI) 25% или больше, и термостойкость до температуры 200°С или более, имеющего извитость 1-10 завитков/см, и имеющего диаметр 1-33 мкм и длину 20-100 мм, смешение одного или более волоконных материалов, имеющих предельный кислородный индекс (LOI) 25% или больше и термостойкость до температуры 200°С или более, имеющих извитость 1-10 завитков/см, и имеющих диаметр 1-33 мкм и длину 20-100 мм, или выполнение измельчения и смешения в вышеописанных условиях. Для равномерного рассеивания волокна может быть проведено продувание воздухом.
Волоконный материал, используемый в стадии S101 измельчения и смешения согласно настоящему изобретению, представляет собой базовый материал высокотермостойкого звукопоглощающего и звукоизоляционного материала, и служит для снижения шума, распространяющегося внутрь транспортного средства, в результате поглощения шума, издаваемого двигателем или выхлопной системой.
В настоящем изобретении в качестве волоконного материала применяют термостойкое волокно, имеющее предельный кислородный индекс (LOI) 25% или больше и термостойкость до температуры 150°С или более. Термостойкое волокно может представлять собой любое волокно, которое имеет превосходную выносливость, чтобы выдерживать условия высоких температур и сверхвысоких температур. Конкретнее, может быть использовано термостойкое волокно, имеющее предельный кислородный индекс (LOI) 25-80%, и термостойкость до температур 150-3000°С. Более конкретно, может быть применено термостойкое волокно, имеющее предельный кислородный индекс (LOI) 25-70%, и термостойкость до температур 200-1000°С. Кроме того, термостойкое волокно может иметь тонину 1-15 денье, в частности, 1-6 денье, и длину нити 20-100 мм, в частности, 40-80 мм. Когда длина нити является слишком короткой, прочность сцепления нетканого материала может ослабевать вследствие затрудненного образования связей между нитями во время иглопробивания. Кроме того, когда длина нити является слишком большой, пряжа не может быть перенесена желательным образом во время кардочесания, хотя нетканый материал может иметь хорошую прочность сцепления.
В качестве термостойкого волокна может быть использовано волокно, известное в предшествующем уровне техники как «суперволокно». Конкретнее, суперволокно может представлять собой один или более из материалов, выбранных из группы, состоящей из арамидного волокна, полифениленсульфидного (PPS) волокна, волокна из окисленного полиакрилонитрила (oxi-PAN), полиимидного (PI) волокна, полибензимидазольного (PBI) волокна, полибензоксазольного (PBO) волокна, политетрафторэтиленового (PTFE) волокна, поликетонного (PK) волокна, металлического волокна, углеродного волокна, стеклянного волокна, базальтового волокна, кремнеземного волокна, и керамического волокна. Более конкретно, в качестве термостойкого волокна в настоящем изобретении может быть использовано арамидное волокно. Более конкретно, в качестве термостойкого волокна в настоящем изобретении могут быть применены метаарамидное волокно, параарамидное волокно, или их смесь.
Арамидное волокно представляет собой волокно из ароматического полиамида, в котором ароматические циклы, такие как бензольный цикл, связаны между собой амидными группами. Волокно из ароматического полиамида типично называется «арамидом» и отличается от алифатического полиамида, например, нейлона. Арамидное волокно может быть получено прядением ароматического полиамида и классифицируется на метаарамид (м-арамид) и параарамид (п-арамид), в зависимости от положения амидных связей в ароматическом цикле.
[Химическая Формула 1]
[Химическая Формула 2]
Метаарамид (м-арамид), представленный Химической Формулой 1, может быть получен сухим прядением после растворения изофталоилхлорида и метафенилендиамина в диметилацетамиде (DMAc) в качестве растворителя. метаарамид имеет относительно высокое значение, 22-40%, относительного удлинения при растяжении до разрыва вследствие нелинейной структуры полимера. Кроме того, он может быть окрашен, и может быть простым путем переработан в волокна. метаарамид имеется в продаже на рынке как NomexTM (фирмы DuPont) и ConexTM (фирмы Teijin).
Параарамид (п-арамид), представленный Химической Формулой 2, может быть получен сухим прядением после растворения терефталоилхлорида и парафенилендиамина в N-метилпирролидоне (NMP) в качестве растворителя. параарамид имеет высокую прочность благодаря его высокоориентированной линейной молекулярной структуре, примерно в 3-7 раз более высокую по сравнению с метаарамидом. По этой причине п-арамид используют для армирующих или защитных материалов. Кроме того, параарамид имеет высокую химическую устойчивость, пониженную термическую усадку, превосходную размерную стабильность и высокую прочность на разрыв, а также огнестойкость и свойство самогашения. параарамид имеется в продаже на рынке как KevlarTM (фирмы DuPont), TwaronTM (фирмы Teijin) и TechnoraTM (фирмы Teijin).
Арамид поставляется в форме нити, штапеля, пряжи и тому подобного, и используется для армирующих материалов (например, в трансформаторе, моторе, и тому подобном), изоляционных материалов (например, изоляционной бумаги, изоляционной ленты, и тому подобных), термостойких волокон (например, огнеупорной одежды, огнеупорных перчаток, и тому подобных), высокотемпературных фильтров или тому подобного.
Хотя термостойкое волокно используется в настоящем изобретении в качестве волоконного материала для получения звукопоглощающего и звукоизоляционного материала, в дополнение к пряже из термостойкого волокна может быть дополнительно включено еще одно волокно из соображений снижения стоимости, уменьшения веса, функциональности, и тому подобного. Иначе говоря, хотя согласно настоящему изобретению звукопоглощающий и звукоизоляционный материал получают из термостойкого волокна в качестве пряжи, оно не ограничивается звукопоглощающим и звукоизоляционным материалом, состоящим только из термостойкого волокна. Пряжа из термостойкого волокна, входящая в состав звукопоглощающего и звукоизоляционного материала согласно настоящему изобретению, может присутствовать в количестве 30-100% по весу, более конкретно 60-100% по весу, в расчете на общий вес волоконного материала.
В стадии S103 формирования полотна волоконный материал, полученный измельчением и смешением в стадии S101 измельчения и смешения, помещают на барабан, имеющий рабочие валики с обеих сторон, и цилиндр ворсовальной машины, который, как передаточный валик, вращается с высокой скоростью, и волокна объединяются с образованием непрерывного полотна в форме тонкого листа. Эта стадия, которая выполняется способом кардочесания, придает сформированному полотну объемность и сводит до минимума разброс величин веса тем, что максимизирует эффективность модификации волокон.
В стадии S105 наслоения полотна, полотно, образованное в стадии S103 формирования полотна, наслаивают друг на друга перекрыванием на конвейерной ленте с образованием многослойного полотна, и это выполняется со скоростью 10 м/мин или ниже с использованием горизонтального оберточного устройства, чтобы предотвращать разбрасывание полотна вследствие сопротивления воздуха и разрыв полотна на конвейерной ленте.
Стадия S107 иглопробивания представляет собой стадию, в которой многослойное полотно, сформированное в стадии S105 наслоения полотна, связывают между собой продвижением иглы вверх и вниз сквозь многослойное полотно по направлению перпендикулярно или наклонно, или по обоим, к поверхности многослойного полотна, и выполняется одним или более из способов, выбранных из группы, состоящей из иглопробивания одиночной игольной планкой с проколом сверху вниз, иглопробивания одиночной игольной планкой с проколом снизу вверх, иглопробивания двойной игольной планкой с проколом сверху вниз, и иглопробивания двойной игольной планкой с проколом снизу вверх. В этой стадии повышается прочность сцепления нетканого материала, так как многослойное полотно, ориентированное по горизонтальному направлению, частично связывается в вертикальном направлении.
Нетканый материал, сформированный в стадии S107 иглопробивания, имеет толщину единичного слоя 3-20 мм и плотность 100-2000 г/м2. Характеристика звукопоглощения может варьировать в зависимости от толщины и плотности нетканого материала. Как предполагается, характеристика звукопоглощения будет возрастать по мере увеличения толщины и плотности нетканого материала. Если принимать во внимание промышленное применение и тому подобное звукопоглощающего и звукоизоляционного материала согласно настоящему изобретению, то предпочтительно, чтобы нетканый материал имел толщину 3-20 мм. Когда толщина нетканого материала является меньшей, чем 3 мм, долговечность и формуемость звукопоглощающего и звукоизоляционного материала могут быть неудовлетворительными. Кроме того, когда толщина превышает 20 мм, может снижаться производительность, и может возрастать стоимость изготовления и обработки нетканого материала. В дополнение, плотность нетканого материала может составлять 100-2000 г/м2, конкретнее, 200-1200 г/м2, более конкретно 300-800 г/м2, в аспектах технических характеристики и стоимости.
Арамидный нетканый материал формируют 2-12-кратным наслоением полотна с плотностью 30-100 г/м2, которое сформировано способом кардочесания, и непрерывным выполнением предварительного иглопрокалывания сверху вниз, иглопрокалывания снизу вверх и иглопрокалывания сверху вниз, тем самым создавая физические связки и обеспечивая желательную толщину, прочность сцепления и другие желательные физические свойства. Игла, используемая для выполнения иглопрокалывания, может представлять собой иглу крючкового типа, имеющую рабочее лезвие 0,3-3 мм и длину иглы (расстояние от наружной стороны крючка до острия) 70-120 мм. В частности, частота иглопробивания может составлять 30-350 раз/м2.
Более конкретно, тонина пряжи нетканого материала может составлять 1,5-8,0 денье, толщина многоярусного слоя может составлять 6-13 мм, частота иглопробивания может составлять 120-250 раз/м2, и плотность нетканого материала может составлять 300-800 г/м2.
Стадия S109 пропитки связующим средством включает погружение нетканого материала, сформированного в стадии S107 иглопробивания, в раствор связующего средства, в котором термореактивная связующая смола, имеющая термостойкость до температуры 200°С или выше, диспергирована в органическом растворителе при концентрации 5-70% по весу. Стадия S109 пропитки связующим средством может дополнительно включать, если необходимо, уплотнение пропитанного связующим средством нетканого материала. Уплотнение выполняют для регулирования содержания термореактивной связующей смолы в нетканом материале. Более конкретно, уплотнение может быть выполнено под давлением 1-20 кгс/см2 с использованием общеупотребительного прижимного валика, чтобы сформировать пропитанный связующим средством нетканый материал, имеющий плотность 1000-3000 г/м2. Более конкретно, уплотнение может быть выполнено с использованием прижимного валика, например, ролика для выжимания, под давлением 5-15 кгс/см2 с образованием пропитанного связующим средством нетканого материала, имеющего плотность 1000-2000 г/м2.
Стадия S109 пропитки связующим средством включает пропитку 20-80 частей по весу нетканого материала 20-80 частями по весу термореактивной связующей смолы.
Стадия S109 пропитки связующим средством не только улучшает характеристики звукопоглощения и звукоизоляции, но также обеспечивает возможность формования с образованием звукопоглощающего и звукоизоляционного материала, имеющего желательную форму.
Нетканый материал имеет структуру, в которой волокна беспорядочно размещены в трех измерениях, хотя могут быть некоторые вариации в зависимости от способа изготовления. Поэтому внутренность нетканого материала может иметь очень сложную трехмерную взаимосвязанную лабиринтообразную структуру, которая создается скорее регулярно или нерегулярно расположенными волокнами, нежели будучи составленной пучками независимых капиллярных трубок. Таким образом, нетканый материал, сформированный в стадии S107 иглопробивания, имеет воздухопроницаемые каналы (микрополости), образованные, когда содержащие термостойкое волокно нити плотно переплетаются друг с другом.
В настоящем изобретении при выполнении стадии S109 припитки связующим средством погружением нетканого материала в раствор связующего средства, связующее средство равномерно распределяется на всех волокнах пряжи содержащего термостойкое волокно нетканого материала, и в результате этого образуются воздухопроницаемые каналы с меньшим размером по сравнению с состоянием до пропитки связующим средством, в то же время по существу с сохранением внутренней трехмерной пористой структуры нетканого материала. Образование тонких воздухопроницаемых каналов во внутренней структуре нетканого материала создает протяженную траекторию шумового резонанса, и тем самым обеспечивает улучшенную эффективность поглощения звука. Когда связующее средство, будучи отвержденным, формирует трехмерную сетчатую структуру, характеристика звукопоглощения может быть еще более повышена в результате образования большего числа тонких воздухопроницаемых каналов внутри нетканого материала. Соответственно этому, поскольку нетканый материал может сохранять внутреннюю (исходную) трехмерную форму, когда связующее средство равномерно пропитывает нетканый материал, и, в дополнение, поскольку может образовываться большее число тонких воздухопроницаемых каналов (микрополостей), когда связующее средство отверждается, характеристика звукопоглощения звукопоглощающего и звукоизоляционного материала согласно настоящему изобретению может быть значительно улучшена благодаря максимизированию поглощения шума вследствие повышенного резонанса шума в нетканом материале.
В пропитанном связующим средством нетканом материале, который прошел обработку в стадии S109 пропитки связующим средством, связующее средство сосредоточивается в том же слое, что и нетканый материал, чтобы поддерживать трехмерную структуру внутри нетканого материала. Соответственно этому, используемое в настоящем изобретении связующее средство может представлять собой любой связующий материал в той мере, насколько он может сохранять трехмерную структуру внутри нетканого материала. Выражение «сохранять трехмерную структуру внутри нетканого материала» означает, что связующее средство, которым пропитан нетканый материал, равномерно распределяется на всей поверхности волокон пряжи нетканого материала и поддерживает или дополнительно формирует нерегулярные воздухопроницаемые каналы, тем самым сохраняя внутреннюю трехмерную форму нетканого материала.
Хотя связующее средство, как правило, имеет отношение к материалу, применяемому для связывания или соединения двух материалов, связующее средство, используемое в настоящем изобретении, имеет отношение к материалу, пропитывающему нетканый материал, сформированный из термостойкого волокна.
В качестве связующего средства, которым пропитан нетканый материал, могут быть применены разнообразные материалы. Прежде всего в качестве связующего материала могут рассматриваться термопластичная смола или термореактивная смола.
Термопластичная смола, такая как смола на основе полиамида, имеет полярные группы в кристаллической структуре, подобные группам арамидного волокна, которое является показательным термостойким волокном. Когда термопластичным связующим средством пропитывают нетканый материал, сформированный из термопластичного термостойкого волокна, между термопластичным связующим средством и термопластичным термостойким волокном образуется сплошной межфазный слой вследствие контакта «торец к торцу» между полярными группами их кристаллических структур, тем самым частично закупоривая или покрывая воздухопроницаемые каналы нетканого материала. Вследствие этого, когда используют термопластичную смолу в качестве связующего средства в нетканом материале, сформированном из термостойкого волокна, характеристика звукопоглощения может снижаться вследствие частичного блокирования воздухопроницаемых каналов нетканого материала. На первый взгляд, можно подумать, что улучшалась бы характеристика звукоизоляции, если воздухопроницаемые каналы заблокированы. Однако, поскольку шум не устраняется внутри нетканого материала, но передается другими путями, улучшение характеристики звукопоглощения может быть не достигнуто, если нетканый материал пропитывают термопластичным связующим средством. В дополнение, когда термопластичным связующим средством пропитывают нетканый материал, сформированный из термостойкого волокна на неорганической основе, необходимо вводить клеевую добавку вследствие низкой прочности сцепления между ними.
Напротив, термореактивное связующее средство представляет собой материал, имеющий физические и химические свойства, значительно отличающиеся от свойств термопластичного термостойкого волокна. Соответственно этому, когда нетканый материал, образованный из термопластичного термостойкого волокна, пропитывают термореактивным связующим средством, то ввиду разницы в свойствах межфазный слой образуется в условиях контакта «кромка к кромке». В результате этого воздухопроницаемые каналы нетканого материала остаются открытыми. Поэтому, когда в качестве связующего средства для пропитки нетканого материала, образованного из термостойкого волокна, применяют термореактивную смолу, может быть сохранена трехмерная структура внутри нетканого материала. Соответственно этому, в настоящем изобретении в качестве связующего средства может быть использована термореактивная смола.
В дополнение термореактивная смола может быть отверждена действием света, тепла или отвердителя, и ее форма не изменяется даже в условиях высокой температуры. Соответственно этому, согласно настоящему изобретению, форма звукопоглощающего материала может сохраняться даже в условиях высокой температуры после формования с использованием термостойкого волокна и термореактивной смолы при заданных условиях. Как следствие, когда в качестве связующего средства для пропитки нетканого материала применяют термореактивную связующую смолу, формование с приданием желательной формы возможно во время отверждения смолы, и форма может быть сохранена даже в высокотемпературных условиях.
Как было описано выше, когда термореактивную связующую смолу применяют в качестве связующего средства, пропитывающего сформированный из термостойкого волокна нетканый материал, может быть сохранена трехмерная структура внутри нетканого материала, и формование может быть проведено во время отверждения связующей смолы.
Более конкретно, в качестве связующего средства может быть применена эпоксидная смола. Эпоксидная смола представляет собой одну из термореактивных смол, и отверждается с образованием полимерного материала, имеющего трехмерную сетчатую структуру. Соответственно этому, поскольку эпоксидная смола образует сетчатую структуру и другие воздухопроницаемые каналы, будучи отвержденной внутри нетканого материала, внутри нетканого материала могут быть сформированы дополнительные тонкие воздухопроницаемые каналы, и может быть дополнительно улучшена характеристика звукопоглощения.
Когда отверждение проводят в присутствии отвердителя, может быть сформирована более сложная трехмерная сетчатая структура, и тем самым может быть дополнительно улучшен эффект звукопоглощения. Более подробно, полимер с трехмерной сетчатой структурой может быть образован, когда эпоксидные группы или гидроксильные группы эпоксидной смолы реагируют с функциональными группами отвердителя, такими как аминогруппы или фрагменты карбоновой кислоты, с образованием ковалентных сшивающих связок. Отвердитель служит в качестве катализатора, который катализирует реакцию отверждения, и участвует в реакции и сшивается с химическими группами эпоксидной смолы. Соответственно этому, размер и физические свойства воздухопроницаемых каналов можно регулировать выбором различных отвердителей.
Эпоксидная смола может представлять собой одну или более из эпоксидных смол, выбранных из группы, состоящей из диглицидилового простого эфира бисфенола А, диглицидилового простого эфира бисфенола В, диглицидилового простого эфира бисфенола AD, диглицидилового простого эфира бисфенола F, диглицидилового простого эфира бисфенола S, диглицидилового простого эфира полиоксипропилена, полимерного диглицидилового простого эфира бисфенола А, диглицидилового простого эфира фосфазена, новолака на основе эпокси-бисфенола А, смолы на основе эпокси-фенольного новолака, и смолы на основе эпокси-орто-крезольного новолака, и тому подобных. Более конкретно, эпоксидная смола может иметь эпоксидный эквивалент 70-400. Когда эпоксидный эквивалент слишком низок, межмолекулярное связывание может быть слишком слабым для формирования трехмерной сетчатой структуры, или физические свойства звукопоглощающего и звукоизоляционного материала могут становиться неудовлетворительными вследствие сниженной адгезии с термостойким волокном. Напротив, когда эпоксидный эквивалент является слишком высоким, характеристика звукопоглощения может быть неудовлетворительной вследствие формирования чрезмерно плотной сетчатой структуры.
Когда в настоящем изобретении в качестве связующего средства применяют термореактивную смолу, в раствор связующего средства может быть дополнительно введен отвердитель. В качестве отвердителя может быть использовано соединение, имеющее функциональную группу, которая может реагировать с функциональными группами термореактивной связующей смолы, такими как эпоксидные группы или гидроксильные группы. Например, в качестве отвердителя могут быть применены алифатический амин, ароматический амин, ангидрид кислоты, мочевина, амид, имидазол, и тому подобные. В порядке конкретных примеров отвердителя, могут быть применены одно или более из соединений, выбранных из группы, состоящей из диэтилтолуолдиамина (DETDA), диаминодифенилсульфона (DDS), комплекса трифторида бора и моноэтиламина (BF3·MEA), диаминоциклогексана (DACH), метилтетрагидрофталевого ангидрида (MTHPA), ангидрида метил-5-норборнен-2,3-дикарбоновой кислоты (NMA), дициандиамида (Dicy), 2-этил-4-метилимидазола, и тому подобных. Более конкретно, может быть применен отвердитель на основе алифатического амина или амида благодаря повышенной сшивающей способности и совершенно превосходной химической устойчивости и стойкости к атмосферным воздействиям. В частности, дициандиамид (Dicy) может быть использован по соображениям сшивающей способности, огнестойкости, термостойкости, стабильности при хранении, обрабатываемости, и тому подобного. Поскольку дициандиамид (Dicy) имеет высокую температуру плавления, выше 200°С, он может проявлять превосходную стабильность при хранении после того, как смешан с эпоксидной смолой, и может обеспечивать продолжительность технологической обработки, достаточную для отверждения и формования.
В настоящем изобретении может быть применен катализатор, который стимулирует отверждение термореактивной смолы, используемой в качестве связующего средства. Катализатор может представлять собой одно или более из соединений, выбранных из группы, состоящей из мочевины, диметилмочевины, тетрафенилборатной соли кватернизованного DBU (1,8-диазабицикло[5.4.0]ундецен-7), и бромида четвертичного фосфония. Катализатор может содержаться в содержащем связующее средство растворе.
В дополнение разнообразные добавки, например, огнезащитная добавка, усилитель термостойкости, водоотталкивающее средство, и тому подобные, могут быть использованы для придания дополнительных функциональных характеристик звукопоглощающему и звукоизоляционному материалу. Добавка может содержаться в растворе связующего средства, и тем самым не требуется дополнительный поверхностный материал для создания функциональных характеристик звукопоглощающего и звукоизоляционного материала.
Огнезащитная добавка может представлять собой меламин, фосфат, гидроксид металла и тому подобные. Конкретнее, огнезащитная добавка может представлять собой один или более из материалов, выбранных из группы, состоящей из меламина, меламинцианурата, полифосфата меламина, фосфазена, полифосфата аммония, и тому подобных. Более конкретно, огнезащитная добавка может представлять собой меламин, который одновременно повышает огнестойкость и термостойкость.
Усилитель термостойкости может представлять собой оксид алюминия, кремнезем, тальк, глину, стеклянный порошок, стекловолокно, металлический порошок, и тому подобные.
И в качестве водоотталкивающего средства могут быть применены один или более гидрофобных водоотталкивающих материалов на основе фторированных соединений.
В дополнение, в зависимости от желательных целей, могут быть выбраны добавки, обычно используемые в соответственной технологии.
Раствор связующего средства, применяемый в стадии S109 пропитки связующим средством, содержит, в дополнение к связующей смоле, отвердитель, катализатор, общеупотребительную добавку и растворитель.
Связующее средство, отвердитель, катализатор и добавка, содержащиеся в растворе связующего средства, являются такими, как описанные выше. Растворитель, используемый для приготовления раствора связующего средства, может быть одним или более из растворителей, выбранных из группы, состоящей из кетона, карбоната, ацетата, целлозольва, и тому подобных. Конкретнее, растворитель может представлять собой один или более из растворителей, выбранных из группы, состоящей из ацетона, метилэтилкетона (MEK), метилизобутилкетона (MIBK), диметилкарбоната (DMC), этилацетата, бутилацетата, метилцеллозольва, этилцеллозольва, бутилцеллозольва, и тому подобных.
Более конкретно, раствор связующего средства содержит 5-70% по весу связующего материала, и растворитель в качестве остального количества. Применяемый в настоящем изобретении раствор связующего средства может дополнительно содержать другие добавки, в том числе отвердитель и катализатор. В этом случае раствор связующего средства может содержать 5-70% по весу связующей смолы, 0,1-10% по весу отвердителя, 0,01-5% по весу катализатора, 1-40% по весу добавки, и растворитель как остальное количество, в расчете на совокупный вес раствора связующего средства. Более конкретно, раствор связующего средства может содержать 1-30% по весу связующего материала, 0,1-10% по весу отвердителя, 0,01-5% по весу катализатора, 1-30% по весу огнезащитного состава в качестве добавки, и 40-95% по весу растворителя, в расчете на совокупный вес раствора связующего средства.
В настоящем изобретении степень пропитки нетканого материала может регулироваться концентрацией раствора связующего средства. Например, раствор связующего средства может быть приготовлен имеющим содержание твердого вещества 1-60% по весу, более конкретно 20-50% по весу, в расчете на совокупный вес раствора связующего средства. Когда раствор связующего средства слишком разбавлен, цель настоящего изобретения может быть не достигнута вследствие низкого содержания связующего средства, которым пропитан нетканый материал. Напротив, когда раствор связующего средства является слишком концентрированным, нетканый материал может становиться жестким, и не может служить в качестве звукопоглощающего и звукоизоляционного материала.
В дополнение, когда содержание отвердителя, присутствующего в растворе связующего средства, является слишком низким, может быть затруднено формование с приданием желательной формы, поскольку отверждение связующего средства может быть неполным. В результате может быть не достигнут эффект улучшения механической прочности звукопоглощающего и звукоизоляционного материала. И когда содержание находящегося в растворе связующего средства отвердителя является слишком высоким, звукопоглощающий и звукоизоляционный материал может становиться жестким, и могут быть неудовлетворительными устойчивость при хранении или тому подобные. Кроме того, когда содержание катализатора является слишком низким, эффект стимулирования реакции может проявляться в недостаточной мере. Напротив, когда содержание катализатора слишком велико, могут быть неудовлетворительными стабильность при хранении и тому подобные. Добавка может представлять собой одну или более из добавок, обычно применяемых в соответственной технологии, которую выбирают из огнезащитного состава, усилителя термостойкости, водоотталкивающего средства, и тому подобного. Содержание этих добавок может быть надлежащим образом скорректировано в зависимости от назначения добавки. Когда количество добавок является меньшим, чем вышеописанные диапазоны, желательный эффект может быть не достигнут. И когда количество добавок превышает вышеописанные диапазоны, это нежелательно в плане экономичности, и может обусловливать неблагоприятные побочные действия.
ФИГ. 2 представляет полученные в электронном микроскопе изображения, показывающие трехмерную структуру внутри нетканых материалов до и после пропитки связующим средством.
ФИГ. 2(А) представляет полученное в электронном микроскопе изображение нетканого материала, показывающее внутреннюю структуру нетканого материала перед пропиткой связующим средством. Можно видеть, что нити термостойкого волокна пересекаются между собой с образованием нерегулярных воздухопроницаемых каналов. ФИГ. 2(В) и (С) представляют полученные в электронном микроскопе изображения, показывающие внутреннюю структуру нетканого материала после пропитки связующим средством. Можно видеть, что связующее средство тонко и равномерно распределено и присоединено к нитям термостойкого волокна, и что содержание связующего средства на поверхности нитей возрастает с увеличением содержания связующего средства.
Как можно видеть из полученных в электронном микроскопе изображений согласно ФИГ. 2, в звукопоглощающем и звукоизоляционном материале согласно настоящему изобретению связующее средство равномерно распределено на поверхности нитей из термостойкого волокна, составляющих нетканый материал.
Стадия S111 извлечения растворителя представляет собой стадию, в которой формируют термоотверждаемый войлок, в котором присутствует только термореактивная связующая смола, испарением органического растворителя из пропитанного связующим средством нетканого материала, образованного в стадии S109 пропитки связующим средством. Стадия S111 извлечения растворителя может быть выполнена с использованием сушильного шкафа при температуре 70-200°С, конкретнее 100-150°С, в течение 1-10 мин.
В ходе стадии S111 извлечения растворителя могут быть удалены вредные материалы, которые могут образовываться при испарении растворителя, и физические свойства звукопоглощающего и звукоизоляционного материала могут контролироваться регулированием содержания связующего средства в нетканом материале. Содержание связующего средства, присутствующего в высушенном нетканом материале, представляет собой важный фактор, влияющий на размер, форму и распределение воздухопроницаемых каналов внутри звукопоглощающего и звукоизоляционного материала, и тем самым могут контролироваться характеристика звукопоглощения и механические свойства звукопоглощающего и звукоизоляционного материала. В настоящем изобретении конечное содержание связующего средства, присутствующего в нетканом материале, может быть в процессе сушки отрегулировано на 1-300 частей по весу, более конкретно 30-150 частей по весу, в расчете на 100 частей по весу нетканого материала. В ходе процесса сушки нетканый материал может быть преобразован в термоотверждаемый войлок, имеющий плотность 300-1500 г/м2, более конкретно 300-1000 г/м2. И конечное содержание связующего средства в термоотверждаемом войлоке может быть отрегулировано на 50-800 г/м2, более конкретно 100-500 г/м2.
Настоящее изобретение также представляет способ изготовления звукопоглощающего и звукоизоляционного материала, который дополнительно включает, после стадии S111 извлечения растворителя, стадию S121 формования, в которой получают звукопоглощающий и звукоизоляционный материал формованием высушенного нетканого материала при высокой температуре.
Более конкретно, способ изготовления высокотермостойкого звукопоглощающего и звукоизоляционного материала согласно настоящему изобретению включает стадию S101 измельчения и смешения, стадию S103 формирования полотна, стадию S105 наслоения полотна, стадию S107 иглопробивания, стадию S109 пропитки связующим средством, стадию S111 извлечения растворителя, и стадию S121 формования.
В стадии S121 формования высушенный нетканый материал, полученный в стадии S111 извлечения растворителя, перерабатывают в звукопоглощающий и звукоизоляционный материал, имеющий желательную форму, формованием при высокой температуре. Формование при высокой температуре также предусматривает отверждение термореактивного связующего средства и выполняется при температуре 150-300°С, более конкретно 170-230°С.
Внутренняя структура звукопоглощающего и звукоизоляционного материала, изготовленного способом согласно настоящему изобретению, может быть идентифицирована по полученным в электронном микроскопе изображениям. Полученное в электронном микроскопе изображение выявляет, что внутри звукопоглощающего и звукоизоляционного материала согласно настоящему изобретению воздухопроницаемые каналы с размерами 1-100 мкм распределены регулярно или нерегулярно с расстоянием между ними 0,1-500 мкм.
ФИГ. 3 сравнивает высокотермостойкий звукопоглощающий и звукоизоляционный материал, изготовленный способом согласно настоящему изобретению, с существующим алюминиевым теплозащитным щитком.
Настоящее изобретение также представляет способ снижения шума от создающего шум устройства, включающий стадии, в которых: i) определяют трехмерную форму создающего шум устройства, ii) изготавливают и формуют звукопоглощающий и звукоизоляционный материал таким образом, что он частично или полностью соответствует трехмерной форме создающего шум устройства; и iii) размещают звукопоглощающий и звукоизоляционный материал примыкающим к создающему шум устройству.
Устройство имеет отношение к любому создающему шум устройству, в том числе мотору, двигателю, выхлопной системе, и тому подобным. Однако устройство согласно настоящему изобретению никоим образом не ограничивается мотором, двигателем и выхлопной системой. Звукопоглощающий и звукоизоляционный материал может быть изготовлен частично или полностью соответствующим трехмерной форме устройства. Поскольку звукопоглощающий и звукоизоляционный материал согласно настоящему изобретению может быть сформован во время отверждения связующего средства, звукопоглощающий и звукоизоляционный материал согласно настоящему изобретению может быть отформован так, чтобы частично или полностью соответствовать трехмерной форме устройства.
Как применяемое здесь, выражение «смежный» может означать плотное присоединение звукопоглощающего материала к создающему шум устройству, размещение звукопоглощающего и звукоизоляционного материала на некотором отдалении от создающего шум устройства, или формование звукопоглощающего и звукоизоляционного материала как части создающего шум устройства. Кроме того, выражение «смежный» в настоящем изобретении может включать размещение звукопоглощающего материала на детали (например, еще одном звукопоглощающем и звукоизоляционном материале), соединенной с создающим шум устройством.
ФИГ. 4, 5 и 6 схематически изображают показательные примеры, в которых звукопоглощающий и звукоизоляционный материал согласно настоящему изобретению нанесен на создающее шум устройство транспортного средства.
ФИГ. 4 показывает высокотермостойкий звукопоглощающий и звукоизоляционный материал, изготовленный способом согласно настоящему изобретению, и существующий алюминиевый теплозащитный щиток, которые соответственно смонтированы для снижения шума, издаваемого выхлопной системой.
ФИГ. 5 схематически показывает один пример, в котором звукопоглощающий и звукоизоляционный материал отформован и нанесен на создающее шум устройство транспортного средства. ФИГ. 5(а) показывает изображение звукопоглощающего и звукоизоляционного материала, сформованного для применения в двигателе транспортного средства, и ФИГ. 5(b) показывает изображение звукопоглощающего и звукоизоляционного материала, размещенного на части двигателя транспортного средства.
ФИГ. 6 схематически показывает один пример, в котором звукопоглощающий и звукоизоляционный материал нанесен на создающее шум устройство транспортного средства, будучи отдаленным на некоторое расстояние от создающего шум устройства. ФИГ. 6(а) показывает изображение звукопоглощающего и звукоизоляционного материала, сформованного для применения на нижней части транспортного средства, и ФИГ. 6(b) показывает изображение звукопоглощающего и звукоизоляционного материала, размещенного на нижней части транспортного средства.
Как было описано выше, поскольку звукопоглощающий и звукоизоляционный материал согласно настоящему изобретению, в котором нетканый материал пропитан связующим средством для поддержания трехмерной структуры внутри него, имеет превосходную характеристику звукопоглощения, огнестойкость, характеристики термостойкости и теплоизоляции, он может проявлять свое собственное действие в отношении звукопоглощения и звукоизоляции, когда нанесен на создающее шум устройство, поддерживаемое не только при нормальных температурах, но и при высоких температурах в 200°С или выше, без деформации отформованного изделия.
ПРИМЕРЫ
Настоящее изобретение будет более подробно описано на примерах. Однако настоящее изобретение не ограничивается этими примерами.
Далее будут описаны на примерах способ изготовления высокотермостойкого звукопоглощающего и звукоизоляционного материала согласно настоящему изобретению, и действие высокотермостойкого звукопоглощающего и звукоизоляционного материала.
Пример 1. Получение высокотермостойкого звукопоглощающего и звукоизоляционного материала
1) Получение нетканого материала
Волокно из метаарамида (м-арамида), имеющее извитость 6 завитков/см и тонину 2 денье, и длину 76 мм, подвергли измельчению продуванием воздуха и формированию полотна с плотностью 30 г/м2 способом кардочесания. Полотно наслоили 10-кратным перекрыванием на конвейерной ленте, действующей со скоростью 5 м/мин, с использованием горизонтального оберточного устройства. Нетканый материал, имеющий плотность 300 г/м2 и толщину 4 мм, получили выполнением иглопробивания одиночной игольной планкой с проколом снизу вверх, иглопробивания двойной игольной планкой с проколом сверху вниз, и затем иглопробивания двойной игольной планкой с проколом снизу вверх по направлению, перпендикулярному поверхности многослойного полотна.
2) Получение раствора термореактивной связующей смолы
Раствор термореактивной связующей смолы приготовили смешением эпоксидной смолы, состоящей из диглицидилового простого эфира бисфенола А, диглицидилового простого эфира полиоксипропилена и диглицидилового простого эфира фосфазена, с 10% по весу цианогуанидинового отвердителя, в расчете на эпоксидную смолу, 8% по весу бис-диметилмочевинного соединения, в расчете на эпоксидную смолу, и 30% по весу меламинцианурата в качестве огнезащитной добавки, в расчете на эпоксидную смолу.
3) Получение термоотверждаемого войлока
Раствор термореактивной связующей смолы, полученный в стадии 2), диспергировали в диметилкарбонате (DMC) в качестве органического растворителя так, чтобы концентрация термореактивной связующей смолы составляла 25% по весу. После погружения в него нетканого материала, полученного в стадии 1), сформировали пропитанный связующим средством нетканый материал, имеющий плотность 1500 г/м2, после уплотнения под давлением 8 кгс/см2 с использованием прижимного валика. Пропитанный связующим средством нетканый материал пропустили через первый сушильный шкаф, настроенный на температуру 100°С, второй сушильный шкаф, отрегулированный на температуру 120°С, третий сушильный шкаф с температурой 150°С, и четвертый сушильный шкаф, настроенный на температуру 150°С, со скоростью 5 м/мин, тем самым с удалением 900 г/м2 органического растворителя таким образом, что оставалась термореактивная связующая смола в количестве 300 г/м2. В результате этого получили термоотверждаемый войлок, имеющий плотность 600 г/м2.
Сравнительный Пример 1. Получение существующего алюминиевого теплозащитного щитка
Теплозащитный щиток получили из алюминия с толщиной 1 мм, который обычно используется для изоляции от тепла, выделяемого выхлопной системой, с использованием штамповки теплозащитного щитка.
Сравнительный Пример 2. Получение звукопоглощающего и звукоизоляционного материала, сформированного из арамидного нетканого материала
Арамидный нетканый материал, имеющий плотность 300 г/м2 и толщину 6 мм, получили иглопробиванием таким же путем, как описано в Примере 1,1).
Сравнительный Пример 3. Получение звукопоглощающего и звукоизоляционного материала, сформированного из арамидного нетканого материала, покрытого эпоксидной смолой
Арамидный нетканый материал, имеющий плотность 300 г/м2 и толщину 6 мм, получили иглопробиванием таким же путем, как описано в Примере 1,1). Затем выполнили формование после нанесения покрытия из эпоксидной смолы на поверхность нетканого материала так, что содержание связующего средства составляло 50 частей по весу, в расчете на 100 частей по весу нетканого материала, и высушивание при температуре 150°С.
Покровный раствор содержал 8% по весу диглицидилового простого эфира бисфенола А, 2% по весу полимерного диглицидилового простого эфира бисфенола А, 0,2% по весу дициандиамида, 0,02% по весу диметилмочевины, 10% по весу меламинцианурата, и 79,78% по весу диметилкарбоната, в расчете на совокупный вес покровного раствора.
Сравнительный Пример 4. Получение звукопоглощающего и звукоизоляционного материала, сформированного из пропитанного термопластичной смолой арамидного нетканого материала
Арамидный нетканый материал, имеющий плотность 300 г/м2 и толщину 6 мм, получили иглопробиванием таким же путем, как описано в Примере 1,1), выполнили погружение в раствор связующего средства, высушили и затем отформовали.
В качестве раствора связующего средства использовали раствор термопластичной смолы, содержащий 10% по весу полиэтиленовой смолы, 10% по весу меламинцианурата, и 80% по весу диметилкарбоната (DMC), в расчете на совокупный вес раствора связующего средства.
Сравнительный Пример 5. Получение звукопоглощающего и звукоизоляционного материала, сформированного из пропитанного эпоксидной смолой нетканого материала из полиэтилентерефталата (PET)
Нетканый материал из полиэтилентерефталата (PET), имеющий плотность 300 г/м2 и толщину 6 мм, получили иглопробиванием таким же путем, как описано в Примере 1,1), выполнили погружение в раствор связующего средства, высушили и затем отформовали.
Нетканый PET-материал из Примера 5 получения проявил тепловую деформацию вследствие теплоты реакции, выделившейся во время процесса отверждения эпоксидной смолы, и показал полную тепловую деформацию во время процессов высушивания и термического формования. В результате этого формование до желательной формы было невозможным.
Испытательный образец высокотермостойкого звукопоглощающего и звукоизоляционного материала толщиной 3 мм приготовили горячим прессованием термоотверждаемого войлока с плотностью 600 г/м2, полученного в Примере 1, при температуре 200°С в течение 200 с под давлением 100 кгс/см2.
Степень звукопоглощения испытательным образцом высокотермостойкого звукопоглощающего и звукоизоляционного материала измеряли согласно стандарту ISO R 354, метод «Alpha Cabin». Средняя степень звукопоглощения, измеренная на трех образцах, приведена в Таблице 1.
Алюминиевый материал показал нулевую степень звукопоглощения. Напротив, как показано в Таблице 1, высокотермостойкий звукопоглощающий и звукоизоляционный материал, полученный способом изготовления высокотермостойкого звукопоглощающего и звукоизоляционного материала согласно настоящему изобретению, проявил превосходный эффект в снижении шума внутри транспортного средства, уменьшая шум, создаваемый двигателем и выхлопной системой, будучи нанесенным на местоположение, ближайшее к двигателю и выхлопной системе как источникам шума.
В условиях подведения тепла от источника тепла, поддерживаемого при температуре 250°С, к высокотермостойкому звукопоглощающему и звукоизоляционному материалу, который был получен формованием термоотверждаемого войлока, имеющего плотность 600 г/м2, полученного в Примере 1 при температуре 200°С в течение 200 секунд с давлением 100 кгс/см2, с использованием пресс-формы для получения теплоизоляции, и к алюминиевому теплоизолятору, полученному в Сравнительном Примере 1, измеряли температуру на противоположной стороне. Результат показан в Таблице 2. В дополнение, для оценки технических характеристик высокотермостойкого звукопоглощающего и звукоизоляционного материала, полученного в Примере 1, провели испытание «W.O.T PG test» на 3-й передаче на дизельном транспортном средстве (двигатель U2, объем 1,7 л). Результат показан в Таблице 3. Кроме того, результат измерения шума внутри транспортного средства с двигателем на холостом ходу на нейтральной передаче показан в Таблице 4.
Из Таблицы 2 можно видеть, что высокотермостойкий звукопоглощающий и звукоизоляционный материал, полученный способом изготовления высокотермостойкого звукопоглощающего и звукоизоляционного материала согласно настоящему изобретению, не только снижает шум внутри транспортного средства, но также может защищать близлежащие детали из пластика и резины, обеспечивая теплоизоляцию, будучи нанесенным вместо алюминиевого теплозащитного щитка, который традиционно применяется для теплоизоляции.
Как можно видеть из Таблицы 3 и 4, когда высокотермостойкий звукопоглощающий и звукоизоляционный материал, полученный способом изготовления высокотермостойкого звукопоглощающего и звукоизоляционного материала согласно настоящему изобретению, нанесли вместо алюминиевого теплозащитного щитка, гудящий шум уменьшился на 1,4-2%, и шум внутри транспортного средства снизился на 1 дБ(А).
[Испытательные Примеры]
<Оценка физических свойств звукопоглощающего и звукоизоляционного материала>
Физические свойства звукопоглощающих и звукоизоляционных материалов измеряли и сравнивали следующим образом.
1. Оценка термостойкости
Для оценки термостойкости звукопоглощающий и звукоизоляционный материал подвергли старению в печи при температуре 260°С в течение 300 ч. После выдерживания в стандартном состоянии (23±2°С, относительная влажность 50±5%) в течение по меньшей мере 1 ч, обследовали внешний вид и измерили предел прочности при растяжении. Внешний вид обследовали визуально для выяснения, были ли усадка, деформация, отслоение на поверхности, распушивание или растрескивание. Предел прочности при растяжении измеряли на пяти листах произвольно выбранных испытательных образцов гантелеобразного типа №1 при скорости 200 мм/мин в стандартных условиях.
2. Оценка термического циклирования
Выносливость звукопоглощающего и звукоизоляционного материала оценивали в испытании на термическое циклирование. Выносливость определяли после выполнения пяти циклов.
1) Условия в одном цикле
Комнатная температура → высокая температура (150°С в течение 3 ч) → комнатная температура → низкая температура (-30°С в течение 3 ч) → комнатная температура → влажные условия (температура 50°С при 95%-ной относительной влажности (RH)).
2) Стандарт оценки выносливости
После испытания на термическое циклирование обследовали изменение внешнего вида. Например, обследовали наличие поверхностного повреждения, набухания, разрыва и обесцвечивания. Если изменений внешнего вида не было, это оценивали как «нет отклонений».
3. Оценка огнестойкости
Огнестойкость звукопоглощающего и звукоизоляционного материала измеряли в испытании на воспламеняемость согласно стандарту ISO 3795.
4. Оценка невоспламеняемости
Невоспламеняемость звукопоглощающего и звукоизоляционного материала измеряли в испытании на горение в вертикальном положении согласно стандарту UL94.
5. Оценка характеристики звукопоглощения
Характеристику звукопоглощения звукопоглощающего и звукоизоляционного материала измеряли согласно стандарту ISO354.
6. Оценка воздухопроницаемости
1) Метод оценки
Испытательный образец установили на тестер для испытания по Фразеру, и измеряли количество воздуха, протекающего через вертикальный испытательный образец. Площадь испытательного образца, через который пропускали воздух, составляла 5 см2, и приложенное давление было установлено на 125 Паскалей (Па).
Испытательный Пример 1. Сравнение свойств звукопоглощающих и звукоизоляционных материалов в зависимости от термостойких волокон
В Испытательном Примере 1 сравнивали физические свойства звукопоглощающих и звукоизоляционных материалов, полученных из различных нитей термостойких волокон. Звукопоглощающие и звукоизоляционные материалы были получены по способу согласно Примеру 1. Для иглопробивания использовали нити, имеющие тонину 2 денье и длину 51 мм (см. Таблицу 5).
Результаты измерения свойств звукопоглощающих и звукоизоляционных материалов, полученных из различных термостойких волокон, показаны в Таблице 5 и 6.
1
2
3
4
5
6
7
П
ный полиакрилонитрил (oxi-PAN)
см2)
отклонений
Как видно из Таблицы 5 и Таблицы 6, все звукопоглощающие и звукоизоляционные материалы, полученные согласно настоящему изобретению с использованием термостойких волокон, имеющих предельный кислородный индекс 25% или больше, и термостойкость до температуры 150°С или выше, показали удовлетворительные термостойкость, выносливость, огнестойкость, невоспламеняемость и характеристику звукопоглощения. Соответственно этому, можно видеть, что любое общеупотребительное термостойкое волокно может быть использовано для нетканого материала, составляющего звукопоглощающий и звукоизоляционный материал согласно настоящему изобретению.
Испытательный Пример 2. Сравнение свойств звукопоглощающих и звукоизоляционных материалов в зависимости от плотности нетканых материалов
В Испытательном Примере 2 сравнивали физические свойства звукопоглощающих и звукоизоляционных материалов в зависимости от плотности нетканых материалов. Звукопоглощающие и звукоизоляционные материалы были получены по способу согласно Примеру 1. Плотность нетканых материалов варьировали в стадии иглопробивания. Характеристика звукопоглощения полученных звукопоглощающих и звукоизоляционных материалов показана в ФИГ. 7.
Как видно из Фиг. 7, характеристика звукопоглощения звукопоглощающего и звукоизоляционного материала была лучшей, когда использовали нетканый материал, имеющий плотность 600 г/м2, по сравнению с ситуацией, когда применяли нетканый материал, имеющий плотность 300 г/м2.
Испытательный Пример 3. Оценка физических свойств звукопоглощающих и звукоизоляционных материалов
В Испытательном Примере 3 сравнивали физические свойства звукопоглощающих и звукоизоляционных материалов в зависимости от типа нанесения термореактивного связующего средства на нетканый материал при изготовлении звукопоглощающих материалов.
Иначе говоря, измеряли степень звукопоглощения звукопоглощающими и звукоизоляционными материалами, полученными введением термореактивного связующего средства в нетканый материал пропиткой (Пример 1) или нанесением покрытия (Сравнительный Пример 3). Таблица 7 показывает результаты измерения степени звукопоглощения для звукопоглощающего и звукоизоляционного материала, полученного из нетканого материала (Сравнительный Пример 2), звукопоглощающего и звукоизоляционного материала, полученного из покрытого термореактивным связующим средством нетканого материала (Сравнительный Пример 3), и звукопоглощающего и звукоизоляционного материала, полученного из пропитанного термореактивным связующим средством нетканого материала (Пример 1).
Как видно из Таблицы 7, звукопоглощающий и звукоизоляционный материал Примера 1 согласно настоящему изобретению проявляет лучшую степень звукопоглощения во всех частотных диапазонах, по сравнению со Сравнительным Примером 2, в котором в качестве звукопоглощающего и звукоизоляционного материала использовали нетканый материал, не пропитанный термореактивным связующим средством. Напротив, звукопоглощающий и звукоизоляционный материал Сравнительного Примера 3, в котором использовали покрытый термореактивной связующей смолой нетканый материал, проявляет меньшую степень звукопоглощения в диапазоне частот 400-5000 Гц по сравнению со Сравнительным Примером 2.
Испытательный Пример 4. Оценка характеристики теплоизоляции звукопоглощающих и звукоизоляционных материалов
В Испытательном Примере 4 сравнивали характеристики теплоизоляции звукопоглощающих и звукоизоляционных материалов, полученных в Примере 1 (в котором использовали арамидный нетканый материал, пропитанный термореактивной смолой), в Сравнительном Примере 2 (в котором применяли арамидный нетканый материал), и в Сравнительном Примере 4 (в котором использовали арамидный нетканый материал, пропитанный термопластичной смолой). После теплового воздействия при температуре 1000°С с одной стороны образца звукопоглощающего и звукоизоляционного материала толщиной 25 мм в течение 5 мин измеряли температуру на противоположной стороне образца.
Температура, измеренная на противоположной стороне звукопоглощающего и звукоизоляционного материала, составляла 250°С для Примера 1 и 350°С для Сравнительного Примера 2. Соответственно этому, можно видеть, что звукопоглощающий и звукоизоляционный материал согласно настоящему изобретению, который пропитан термореактивной смолой, имеет улучшенную характеристику теплоизоляции. Напротив, звукопоглощающий и звукоизоляционный материал Сравнительного Примера 4, который был пропитан термопластичной смолой, деформировался, так как термопластичная смола расплавилась, как только было подведено тепло с температурой 1000°С.
Эти результаты показывают, что звукопоглощающий и звукоизоляционный материал согласно настоящему изобретению имеет очень хорошую характеристику теплоизоляции.
Испытательный Пример 5. Сравнение характеристики теплоизоляции с алюминиевой теплоизоляционной пластиной
В Испытательном Примере 5 сравнивали характеристику теплоизоляции звукопоглощающего и звукоизоляционного материала из Примера 1 с характеристикой алюминиевой теплоизоляционной пластины. Подведением одинакового тепла с одной стороны звукопоглощающего и звукоизоляционного материала и теплоизоляционной пластины при температуре 250°С измеряли изменение температуры противоположной стороны с течением времени. Результаты показаны в Фиг. 8.
Как видно из Фиг. 8, звукопоглощающий и звукоизоляционный материал согласно настоящему изобретению проявлял лучшую характеристику теплоизоляции на 11°С или больше сравнительно с алюминиевой теплоизоляционной пластиной.
Испытательный Пример 6. Сравнение свойств звукопоглощающих и звукоизоляционных материалов в зависимости от содержания термореактивной связующей смолы
Звукопоглощающие и звукоизоляционные материалы были получены, как описано в Примере 1. Пропитанный эпоксидной смолой арамидный нетканый материал высушивали так, чтобы он имел различные уровни содержания связующего средства. Содержание связующего средства было представлено в частях по весу связующего средства, входящего в состав звукопоглощающего и звукоизоляционного материала, в расчете на 100 частей по весу высушенного нетканого материала.
Результаты сравнения механических свойств и степени звукопоглощения звукопоглощающих и звукоизоляционных материалов, полученных с различными уровнями содержания связующего средства, показаны в Таблице 8 и 9.
звукоизоляционных материалов с различными уровнями содержания связующего средства
Из Таблицы 8 и 9 можно видеть, что пропитка нетканого материала связующим средством обеспечивает улучшенную степень звукопоглощения по сравнению с нетканым материалом, который не пропитан связующим средством. В дополнение можно видеть, что степень звукопоглощения звукопоглощающего и звукоизоляционного материала можно регулировать уровнем содержания связующего средства.
Испытательный Пример 7. Сравнение свойств звукопоглощающих и звукоизоляционных материалов в зависимости от типов связующих средств
Звукопоглощающие и звукоизоляционные материалы, которые были пропитаны 50 частями по весу связующего средства в расчете на 100 частей по весу арамидного нетканого материала, были получены согласно способу Примера 1. В качестве связующего средства использовали смолы, описанные в Таблице 10.
Результаты сравнения механических свойств и степени звукопоглощения звукопоглощающих и звукоизоляционных материалов, полученных с различными связующими средствами, показаны в Таблице 10.
| название | год | авторы | номер документа |
|---|---|---|---|
| Звукопоглощающий и изоляционный материал, имеющий превосходную пригодность для формования и внешность, и способ его изготовления | 2014 |
|
RU2666429C1 |
| ЗВУКОПОГЛОЩАЮЩИЙ МАТЕРИАЛ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2667584C2 |
| СПОСОБ ФОРМИРОВАНИЯ ВЫСОКОТЕПЛОСТОЙКИХ ШУМОПОГЛОЩАЮЩИХ И ИЗОЛЯЦИОННЫХ МАТЕРИАЛОВ | 2013 |
|
RU2654021C2 |
| ЗВУКОПОГЛОЩАЮЩИЙ И ИЗОЛИРУЮЩИЙ МАТЕРИАЛ С ПОВЫШЕННОЙ ТЕРМОСТОЙКОСТЬЮ И ФОРМУЕМОСТЬЮ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2671058C1 |
| ЗВУКОПОГЛОЩАЮЩИЙ И ИЗОЛИРУЮЩИЙ МАТЕРИАЛ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2014 |
|
RU2655001C1 |
| ЗВУКОПОГЛОЩАЮЩИЙ МАТЕРИАЛ | 2004 |
|
RU2358246C2 |
| ФОРМОВАННАЯ МНОГОСЛОЙНАЯ ОБЛИЦОВКА ДЛЯ ТЕПЛОИЗОЛЯЦИИ И ЗВУКОИЗОЛЯЦИИ | 2012 |
|
RU2595669C2 |
| ОГНЕСТОЙКИЙ СЛОИСТЫЙ ЗВУКОТЕПЛОИЗОЛИРУЮЩИЙ МАТЕРИАЛ | 2011 |
|
RU2465145C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШУМОПОГЛОЩАЮЩЕГО МАТЕРИАЛА | 2019 |
|
RU2745020C1 |
| СПОСОБ ПОЛУЧЕНИЯ ФОРМОВАННОЙ МНОГОСЛОЙНОЙ ОБЛИЦОВКИ | 2012 |
|
RU2582503C2 |
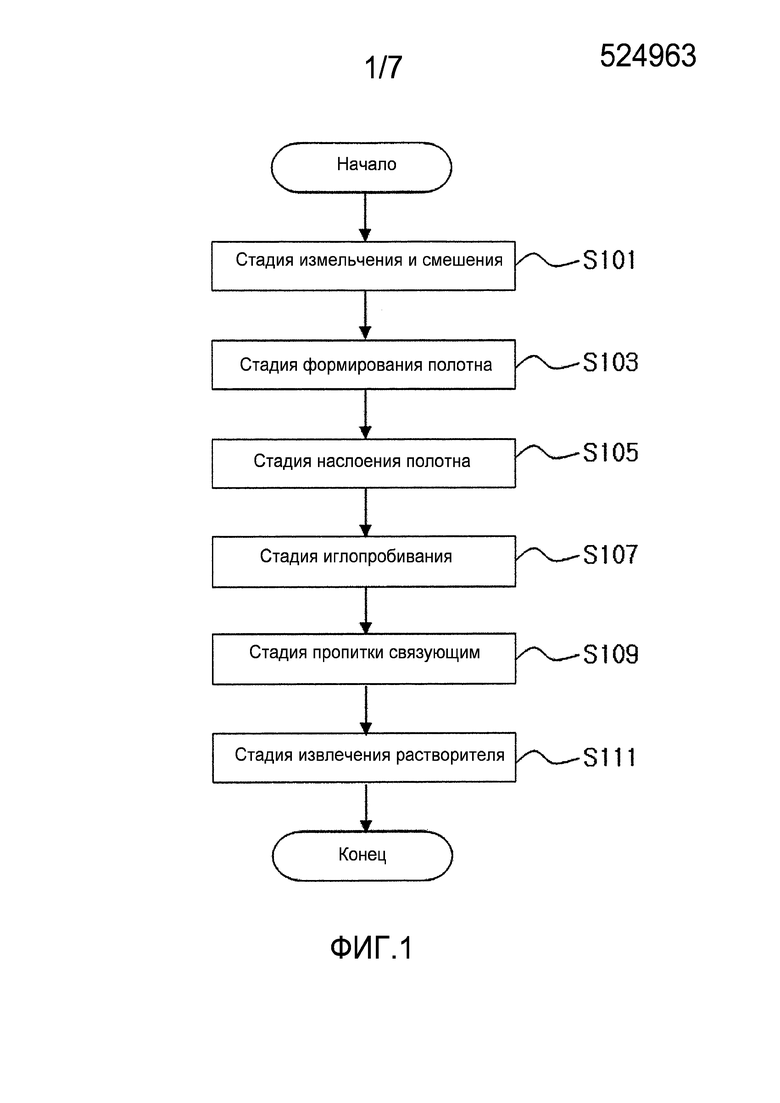
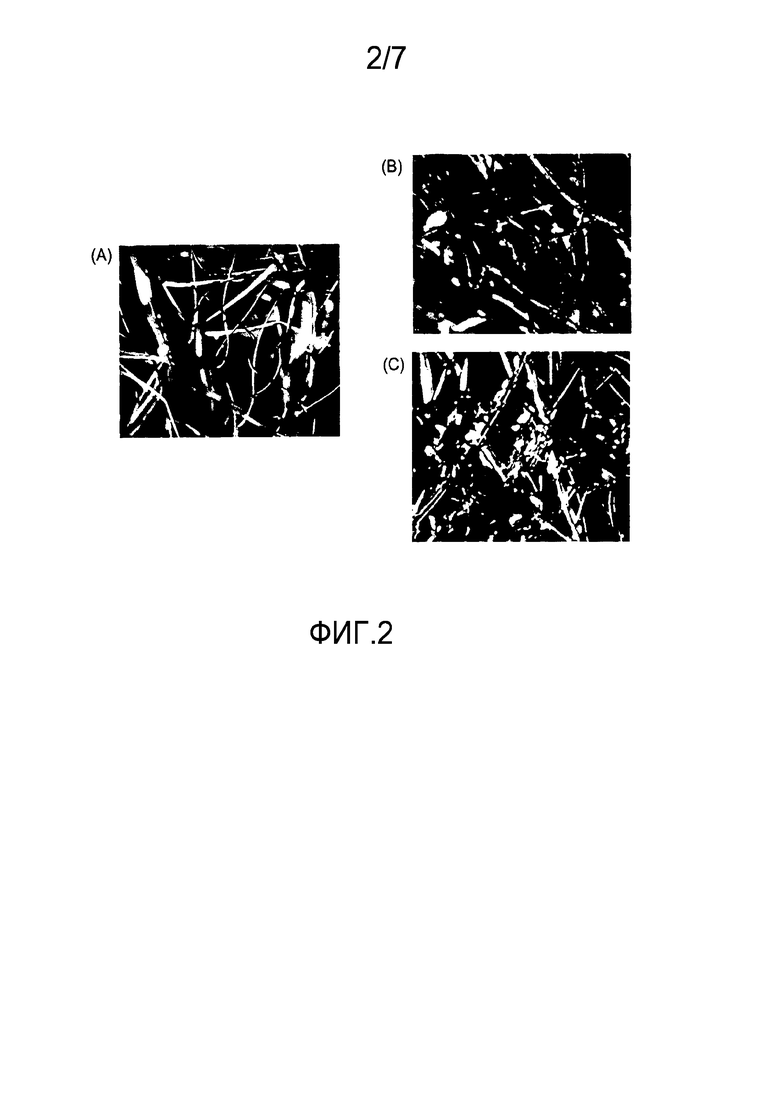
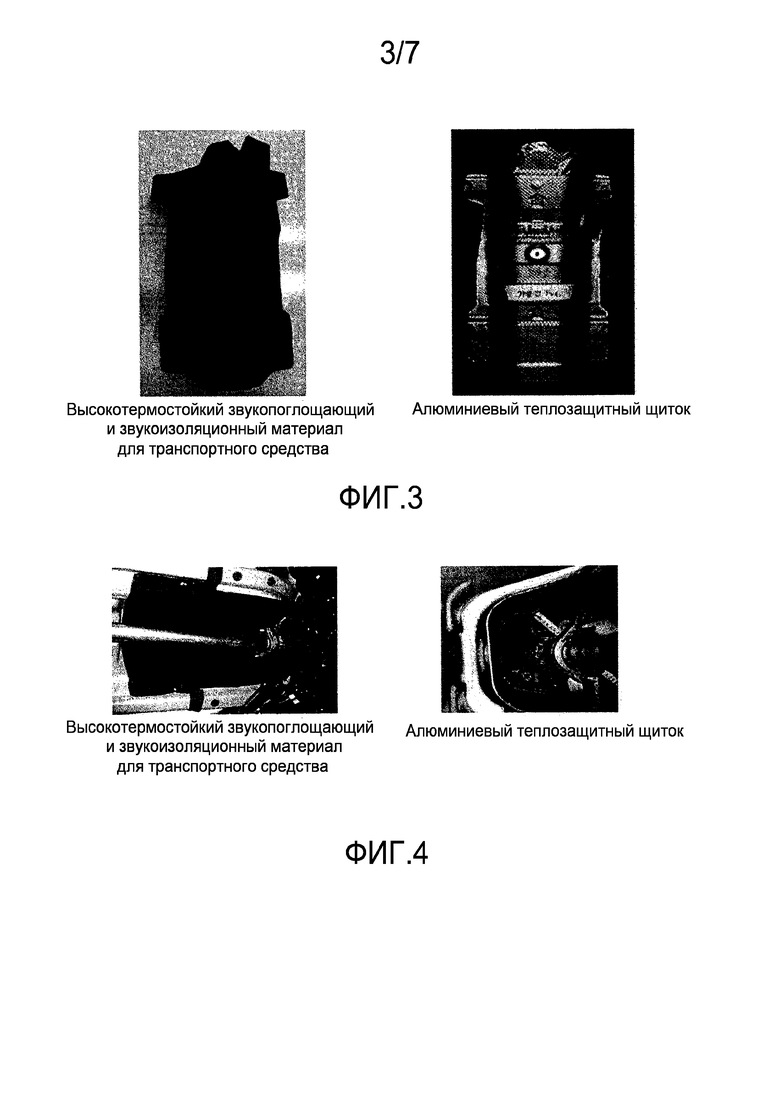
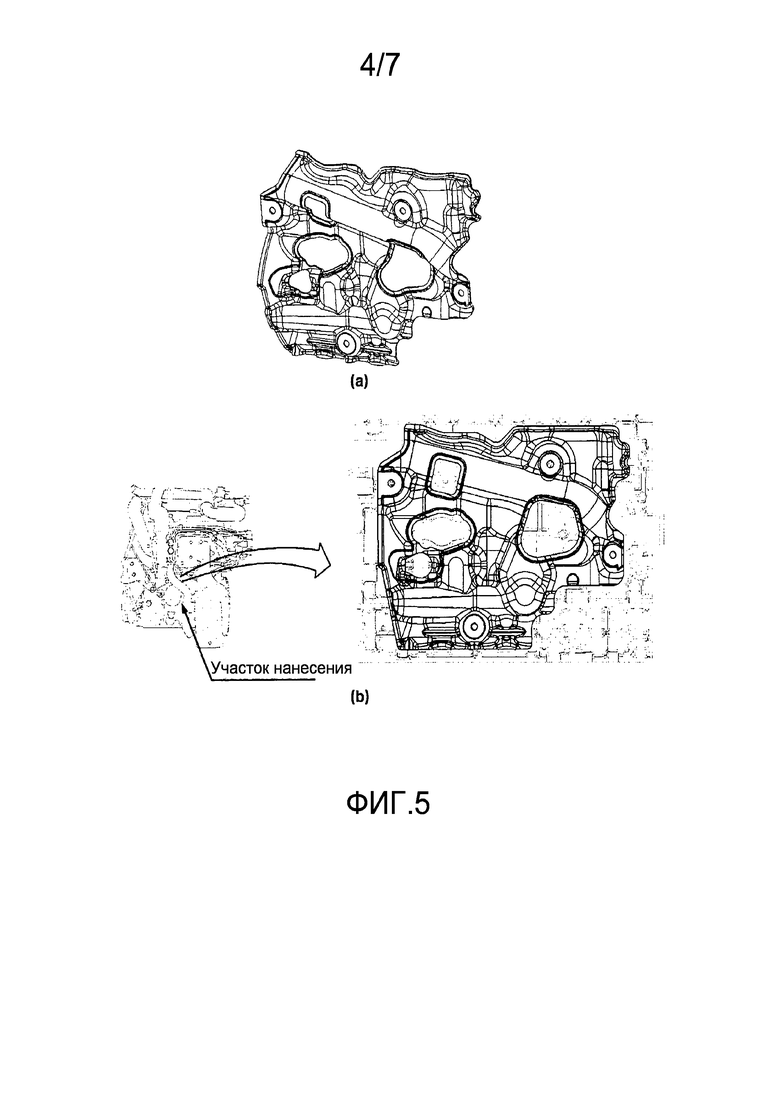
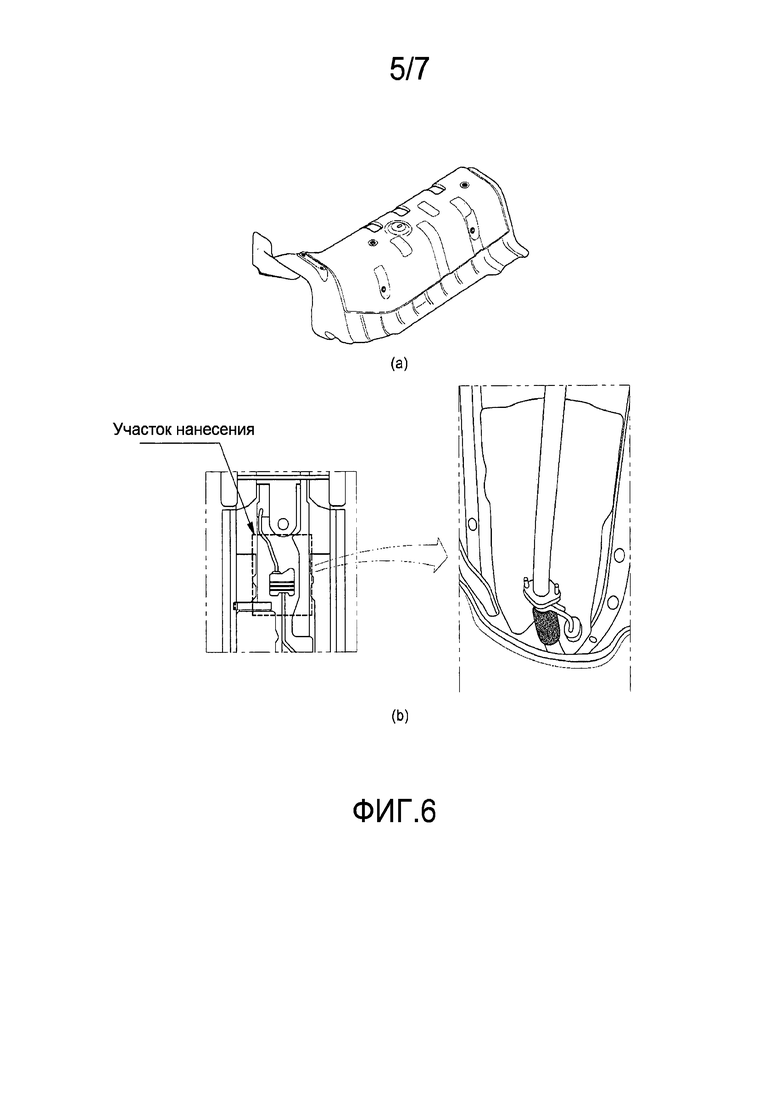
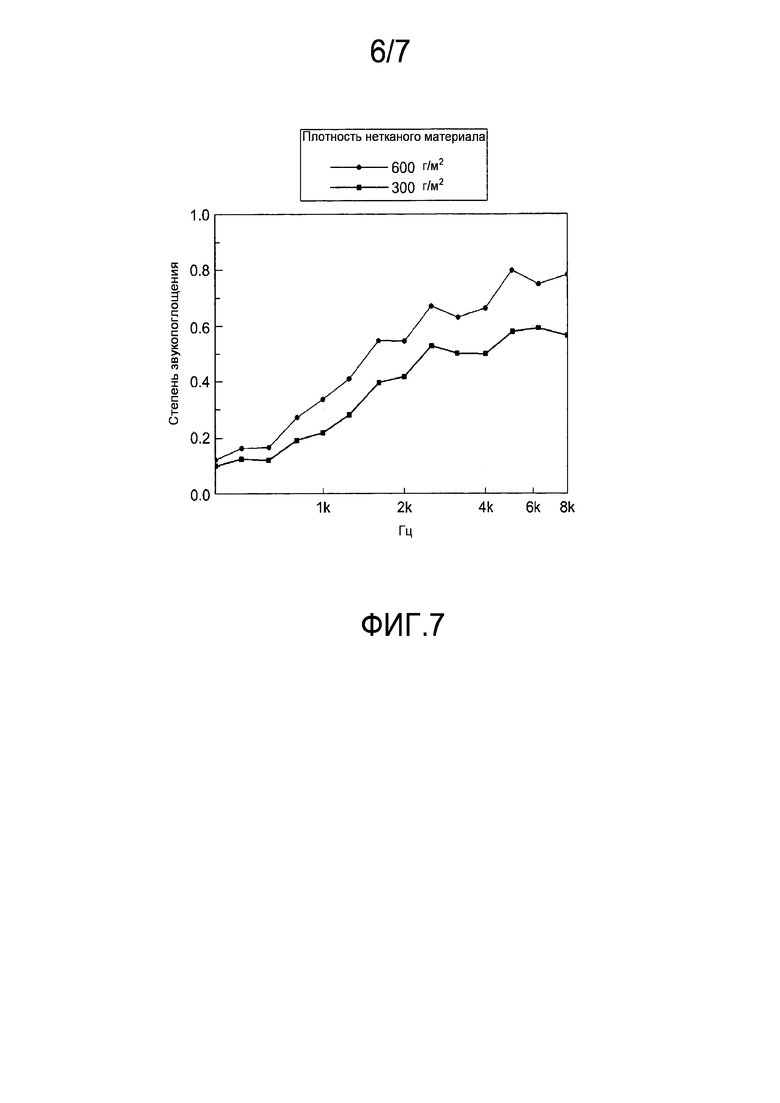
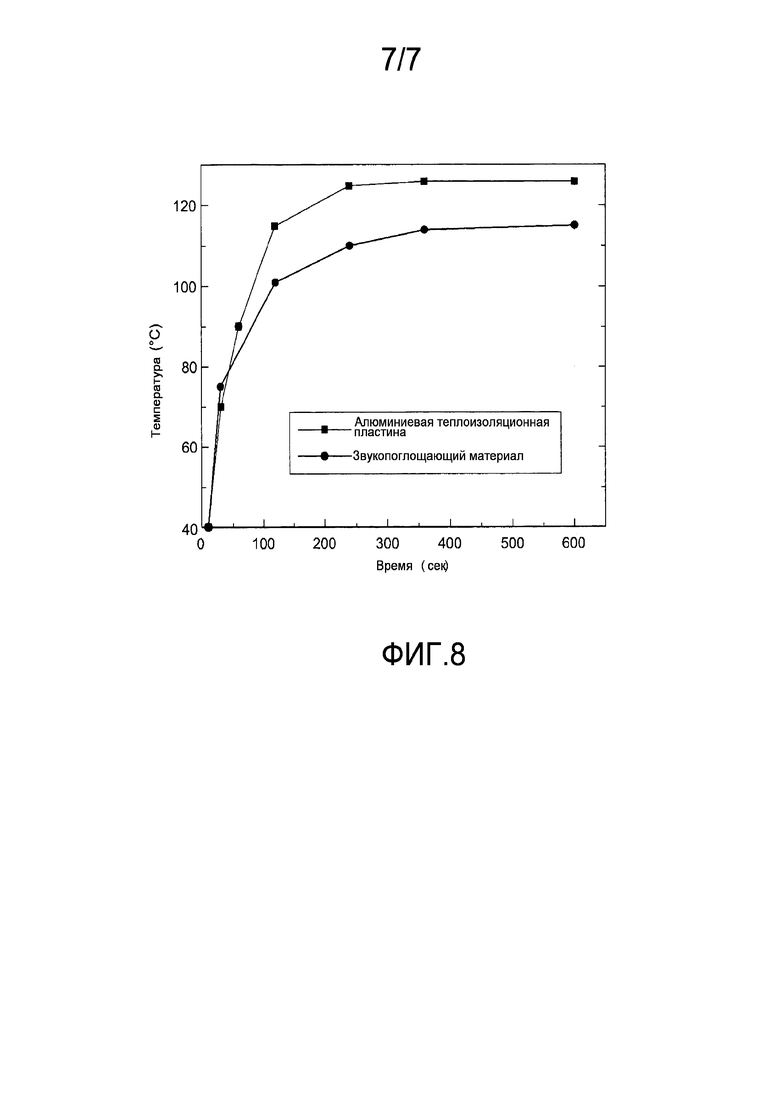
Изобретение относится к способу изготовления высокотермостойкого звукопоглощающего и звукоизоляционного материала. Способ изготовления высокотермостойкого звукопоглощающего и звукоизоляционного материала содержит стадию измельчения и смешения, на которой измельчают и перемешивают волоконный материал, содержащий термостойкое волокно; стадию формирования полотна, на которой формуют полотно из полученного измельчением и смешением волоконного материала; стадию наслоения полотна, на которой пакетируют сформированное полотно; стадию иглопробивания, на которой формуют нетканый фабрикат с помощью перемещения иглы вверх и вниз сквозь многослойное полотно; стадию пропитки связующим, на которой формуют пропитанный связующим нетканый фабрикат с помощью погружения нетканого фабриката в раствор связующего, в котором термореактивная связующая смола, имеющая термостойкость до температуры 200°С или выше, диспергирована в органическом растворителе при концентрации 5-70 вес.%; и стадию извлечения растворителя, на которой удаляют растворитель из пропитанного связующим нетканого фабриката для получения нетканого материала, используемого в качестве звукопоглощающего и звукоизоляционного материала. Техническим результатом изобретения является создание способа производительного изготовления принципиально нового высокотермостойкого звукопоглощающего и звукоизоляционного материала. 3 н. и 24 з.п. ф-лы, 10 табл., 10 пр., 8 ил.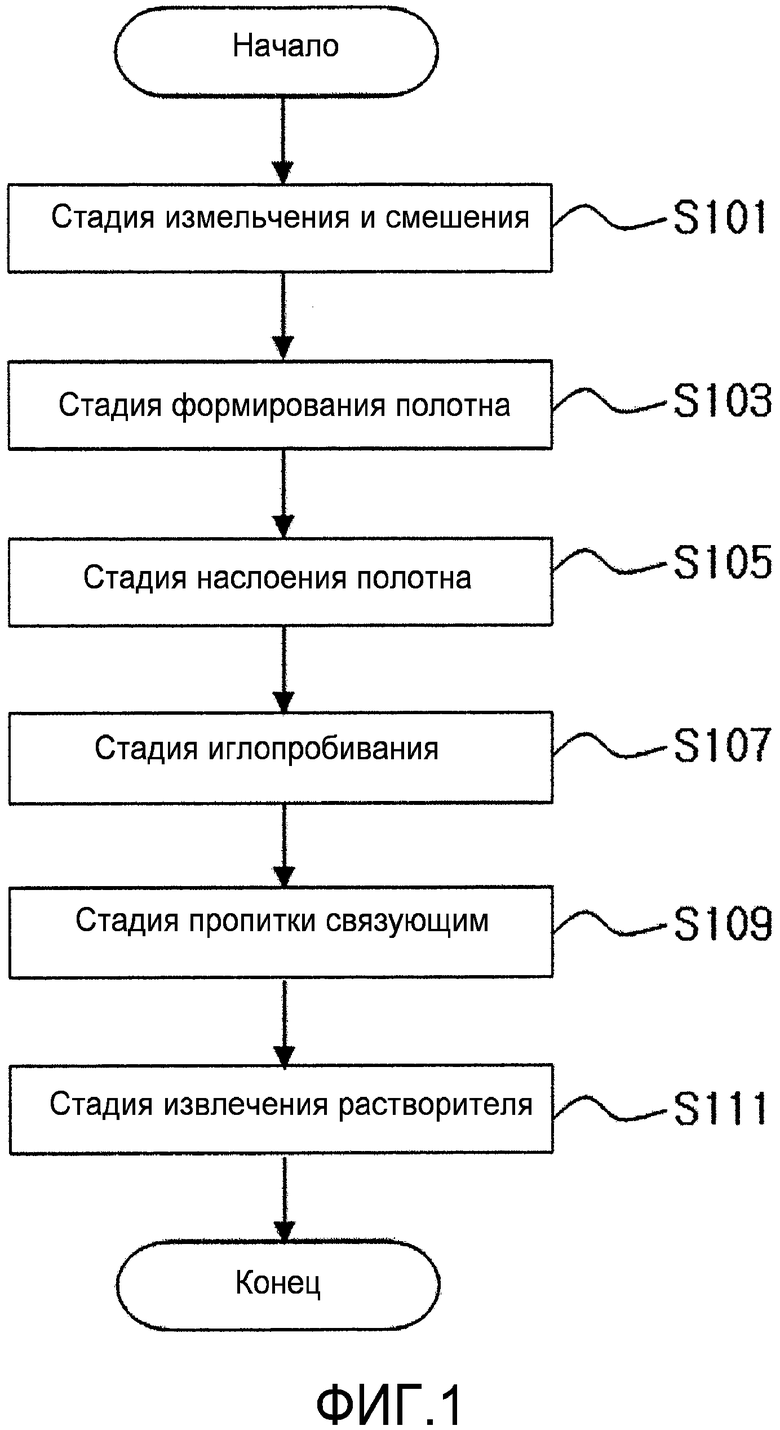
1. Способ изготовления высокотермостойкого звукопоглощающего и звукоизоляционного материала, содержащий:
стадию измельчения и смешения, на которой измельчают и перемешивают волоконный материал, содержащий термостойкое волокно;
стадию формирования полотна, на которой формуют полотно из полученного измельчением и смешением волоконного материала;
стадию наслоения полотна, на которой пакетируют сформированное полотно;
стадию иглопробивания, на которой формуют нетканый фабрикат с помощью перемещения иглы вверх и вниз сквозь многослойное полотно;
стадию пропитки связующим, на которой формуют пропитанный связующим нетканый фабрикат с помощью погружения нетканого фабриката в раствор связующего, в котором термореактивная связующая смола, имеющая термостойкость до температуры 200°С или выше, диспергирована в органическом растворителе при концентрации 5-70 вес.%; и
стадию извлечения растворителя, на которой удаляют растворитель из пропитанного связующим нетканого фабриката для получения нетканого материала, используемого в качестве звукопоглощающего и звукоизоляционного материала.
2. Способ изготовления высокотермостойкого звукопоглощающего и звукоизоляционного материала, содержащий:
стадию измельчения и смешения, на которой измельчают и перемешивают волоконный материал, содержащий термостойкое волокно;
стадию формирования полотна, на которой формуют полотно из полученного измельчением и смешением волоконного материала;
стадию наслоения полотна, на которой пакетируют сформированное полотно;
стадию иглопробивания, на которой формуют нетканый фабрикат с помощью перемещения иглы вверх и вниз сквозь многослойное полотно;
стадию пропитки связующим, на которой формуют пропитанный связующим нетканый фабрикат с помощью погружения нетканого фабриката в раствор связующего, в котором термореактивная связующая смола, имеющая термостойкость до температуры 200°С или выше, диспергирована в органическом растворителе при концентрации 5-70 вес.%;
стадию извлечения растворителя, на которой удаляют растворитель из пропитанного связующим нетканого фабриката; и
стадию формования, на которой формуют высушенный нетканый фабрикат в звукопоглощающий и звукоизоляционный материал, имеющий заданную форму.
3. Способ по п. 1 или 2, согласно которому на стадии измельчения и смешения измельчают, перемешивают или измельчают и перемешивают волоконный материал, имеющий предельный кислородный индекс (LOI) 25% или больше и термостойкость до температуры 200°С или более.
4. Способ по п. 1 или 2, согласно которому на стадии измельчения и смешения измельчают волоконный материал, имеющий извитость 1-10 завитков/см и имеющий диаметр 1-33 мкм и длину 20-100 мм, или перемешивают один или более волоконных материалов, имеющих извитость 1-10 завитков/см и имеющих диаметр 1-33 мкм и длину 20-100 мм.
5. Способ по п. 3, согласно которому волоконный материал представляет собой один или более из материалов, выбранных из группы, состоящей из арамидного волокна, полифениленсульфидного (PPS) волокна, волокна из окисленного полиакрилонитрила (oxi-PAN), полиимидного (PI) волокна, полибензимидазольного (PBI) волокна, полибензоксазольного (PBO) волокна, политетрафторэтиленового (PTFE) волокна, поликетонного (PK) волокна, металлического волокна, углеродного волокна, стеклянного волокна, базальтового волокна, кремнеземного волокна, и керамического волокна.
6. Способ по п. 5, согласно которому волоконный материал представляет собой один или более из материалов, выбранных из группы, состоящей из метаарамидного (м-арамидного) волокна и параарамидного (п-арамидного) волокна.
7. Способ по п. 1 или 2, согласно которому стадию формирования полотна выполняют способом кардочесания.
8. Способ по п. 1 или 2, согласно которому стадию наслоения полотна выполняют со скоростью 10 м/мин или ниже с использованием горизонтального оберточного устройства.
9. Способ по п. 1 или 2, согласно которому стадию иглопробивания выполняют одним или более из способов, выбранных из группы, состоящей из иглопробивания одиночной игольной планкой с проколом сверху вниз, иглопробивания одиночной игольной планкой с проколом снизу вверх, иглопробивания двойной игольной планкой с проколом сверху вниз и иглопробивания двойной игольной планкой с проколом снизу вверх.
10. Способ по п. 9, согласно которому на стадии иглопробивания формуют нетканый фабрикат с частотой иглопробивания 30-350 раз/м2.
11. Способ по п. 1 или 2, согласно которому нетканый материал, сформированный на стадии иглопробивания, имеет толщину единичного слоя 3-20 мм и плотность 100-2000 г/м2.
12. Способ по п. 1, согласно которому на стадии пропитки связующим дополнительно сжатие пропитанного связующим нетканого фабриката давлением 1-20 кгс/см2 с образованием пропитанного связующим нетканого фабриката, имеющего плотность 1000-3000 г/м2.
13. Способ по п. 1, согласно которому на стадии пропитки связующим пропитывают 20-80 вес.ч. нетканого материала 20-80 вес.ч. термореактивной связующей смолы.
14. Способ по п. 1, согласно которому раствор связующего содержит 5-70 вес.% связующей смолы, 0,1-10 вес.% отвердителя, 0,01-5 вес.% катализатора, 1-40 вес.% добавки и растворитель - остальное.
15. Способ по п. 14, согласно которому раствор связующего содержит 1-30 вес.% связующей смолы, 0,1-10 вес.% отвердителя, 0,01-5 вес.% катализатора, 1-30 вес.% огнезащитной добавки и 40-95 вес.% растворителя.
16. Способ по п. 11, согласно которому термореактивная связующая смола представляет собой эпоксидную смолу.
17. Способ по п. 16, согласно которому эпоксидная смола представляет собой одну или более из смол, выбранных из группы, состоящей из диглицидилового простого эфира бисфенола А, диглицидилового простого эфира бисфенола В, диглицидилового простого эфира бисфенола AD, диглицидилового простого эфира бисфенола F, диглицидилового простого эфира бисфенола S, диглицидилового простого эфира полиоксипропилена, полимерного диглицидилового простого эфира бисфенола А, диглицидилового простого эфира фосфазена, новолака на основе эпоксибисфенола А, смолы на основе эпоксифенольного новолака и смолы на основе эпоксиорто-крезольного новолака.
18. Способ по п. 1 или 2, согласно которому на стадии извлечения растворителя испаряют органический растворитель с помощью сушки в сушильном шкафу при температуре 70-200°С в течение 1-10 мин.
19. Способ по п. 18, согласно которому нетканый фабрикат, прошедший стадию извлечения растворителя, содержит 1-300 вес.ч. связующего в расчете на 100 вес.ч. нетканого фабриката.
20. Способ по п. 18, согласно которому органический растворитель является метилэтилкетоном (MEK) и/или диметилкарбонатом (DMC).
21. Способ по п. 2, согласно которому стадию формования выполняют при температуре 150-300°С.
22. Способ по п. 1, согласно которому
на стадии (S101) измельчения и смешения измельчают и перемешивают волоконный материал, имеющий предельный кислородный индекс (LOI) 25% или больше и термостойкость до температуры 200°С или более;
на стадии (S103) формирования полотна формуют нетканый материал, измельченный и перемешанный на стадии измельчения и смешения, с образованием непрерывного полотна в форме тонкого листа;
на стадии (S105) наслоения полотна формуют многослойное полотно посредством наложения и наслоения полотна, сформированного на стадии формирования полотна;
на стадии (S107) иглопробивания формуют нетканый фабрикат посредством связывания между собой многослойного полотна, сформированного в стадии наслоения полотна, с помощью перемещения иглы вверх и вниз сквозь многослойное полотно;
на стадии (S109) пропитки связующим формуют пропитанный связующим нетканый фабрикат с помощью погружения нетканого фабриката, полученного в стадии иглопробивания, в раствор связующего, в котором термореактивная связующая смола, имеющая термостойкость до температуры 200°С или выше, диспергирована в органическом растворителе; и
на стадии (S111) извлечения растворителя формуют термоотверждаемый войлок для применения в качестве звукопоглощающего и звукоизоляционного материала посредством удаления растворителя из пропитанного связующим нетканого фабриката, сформированного в стадии пропитки связующим так, что остается только термореактивная связующая смола.
23. Способ по п. 22, согласно которому дополнительно после стадии (S111) извлечения растворителя осуществляют стадию (S121) формования, на которой придают высушенному нетканому фабрикату форму звукопоглощающего и звукоизоляционного материала, имеющего желательную форму, формованием при температуре 150-300°С.
24. Способ по п. 1 или 2, согласно которому звукопоглощающий и звукоизоляционный материал имеет связующее, равномерно распределенное на всех волокнах пряжи нетканого материала, и имеет образованные воздухопроницаемые каналы меньшего размера, по сравнению с состоянием до пропитки связующим.
25. Способ снижения шума от создающего шум устройства, согласно которому:
i) определяют трехмерную форму создающего шум устройства;
ii) изготавливают и формуют звукопоглощающий и звукоизоляционный материал способом по п. 1 или 2 таким образом, что он частично или полностью соответствует трехмерной форме устройства; и
iii) размещают звукопоглощающий и звукоизоляционный материал вблизи создающего шум устройства.
26. Способ по п. 25, согласно которому устройство представляет собой мотор, двигатель или выхлопную систему.
27. Способ по п. 25, согласно которому при размещении звукопоглощающего и звукоизоляционного материала вблизи создающего шум устройства плотно присоединяют звукопоглощающий и звукоизоляционный материал к создающему шум устройству, устанавливают звукопоглощающий и звукоизоляционный материал на отстоящем от создающего шум устройстве или формуют звукопоглощающий и звукоизоляционный материал как часть создающего шум устройства.
| СЕКТОРНАЯ МУФТА СВОБОДНОГО ХОДА | 1996 |
|
RU2113642C1 |
| US 20090246502 A1, 01.10.2009 | |||
| US 5298694 A, 29.03.1994 | |||
| US 20150259904 A1, приоритет 19.06.2013 | |||
| US 4522876 A, 11.06.1985 | |||
| US 20030096079 A1, 22.05.2003. | |||

