Область техники, к которой относится изобретение
Настоящее изобретение относится к способу получения формованной многослойной облицовки для тепло- и звукоизоляции, в частности для двигательного отсека транспортных средств.
Уровень техники
Звуковые и тепловые облицовки для применения в транспортных средствах являются хорошо известными в технике. Указанные облицовки основаны как на звукопоглощении, т.е. способности поглощать случайные звуковые волны, так и на потере пропускания, т.е. способности отражать случайные звуковые волны, для того чтобы обеспечивать затухание звука. Они также основаны на теплозащитных свойствах для предотвращения или снижения пропускания тепла от различных источников тепла (двигатель, коробка передач и выхлопная система) в пассажирский салон транспортного средства. Такие облицовки, в частности, используются в области двигательного отсека транспортного средства, например, используются в качестве крышки двигателя, для того чтобы гасить звук двигателя ближе к его источнику.
В двигательном отсеке моторных транспортных средств, включая пассажирские и коммерческие транспортные средства, звукоизоляционные детали в форме поглотителей возрастающе используются для снижения шума двигателя. Обычно указанные поглотители разрабатываются как формованные изделия для снижения внешнего и внутреннего шума двигателей. Формованные изделия могут выполняться из тканей (например, хлопка) или из пенополиуретана и обычно имеют термостойкость до около 160°C.
В некоторых областях, таких как выхлопные трубы, области рециркулирования горячего воздуха или около самого двигателя, формованные изделия могут подвергаться высоким тепловым нагрузкам. Таким образом, указанные формованные изделия являются часто ламинированными частично или полностью алюминиевой фольгой, чтобы служить в качестве теплоотражателей для того, чтобы защитить лежащие ниже нетканые материалы. Обычно алюминиевая фольга является достаточно толстой, чтобы функционировать в качестве несущего слоя, обеспечивая механические свойства детали, чтобы быть самонесущей. Звукопоглощающий материал хранится как рыхлый материал и настолько толстый, насколько возможно, чтобы оптимизировать акустические свойства детали. Например, DE 8700919 рассматривает такой алюминийсодержащий ламинат с пенопластом, приклеенным на внутреннюю сторону для изоляционных целей. Другими примерами являются полотна, выполненные из рыхлого волокнистого материала, между двумя слоями металлической фольги, тем самым металлические слои имеют конструкционные свойства носителя.
В последнее время композитные теплоизоляционные облицовки частично заменяют типичные теплозащитные отделочные детали. Указанные композитные облицовки обычно формуются как многослойные сборки. Указанные сборки создаются с подвергающимся термическому воздействию слоем, имеющим функции отражения и непроницаемости, и композитным слоем, имеющим хорошие термические, механические и конструкционные свойства, и иногда с дополнительным верхним слоем для внешнего вида и свойств непроницаемости. Указанные типы облицовок получают с использованием литьевого формования или компрессионного прессования. Недостатком указанных композитных термооблицовок является то, что они являются непроницаемыми и тяжелыми конструкционными деталями. Хотя они имеют хорошие термические и конструкционные свойства, они в большинстве случаев испытывают недостаток в звуко- и теплоизоляционных свойствах.
Хотя ряд адгезивов, адгезивных полотен и скрепляющих волокон был специально разработан в течение ряда лет для скрепления различных слоев ламината вместе, ламинированные облицовки и изоляторы имеют присущий риск расслаивания и разрушения. Указанный потенциальный риск является значительным, главным образом, благодаря грубым рабочим условиям, которым подвергаются такие облицовки и изоляторы. Многие облицовки и изоляторы расположены вблизи и/или предназначены для защиты от горячих источников тепла, таких как двигатель, коробка передач и компоненты выхлопной системы. В результате облицовки и изоляторы часто подвергаются воздействию температуры выше 180°C, при которой адгезивы или связующие показывают сильную и быструю деструкцию во времени.
Кроме того, детали, непосредственно установленные смежно с двигателем, аналогично вибрируют и вызывают шум благодаря вибрациям, передаваемым от двигателя. Указанные вибрирующие детали могут создавать нежелательный дополнительный шум. Другим аспектом являются усталостные свойства введенной облицовки, частота вибрации может иметь отрицательное влияние на общий срок службы облицовки.
Другим недостатком прототипа является высокая температура, необходимая для получения конечного композита. Температура нагревания, которая должна быть достигнута, зависит от матричного полимера. Обычно для формования композита матрица и армирующие волокна нагреваются с использованием сухих способов нагревания, подобных нагреванию горячим воздухом, контактному нагреванию или инфракрасному нагреванию. Для того чтобы компенсировать температурные потери, например, от нагревательного устройства к формующему устройству, продукт обычно нагревается выше истинной температуры плавления матричного полимера или выше температуры активации связующей смолы. Нагревание полимера выше температуры плавления ускоряет деструкцию.
Использование контактного нагревателя имеет дополнительный недостаток в том, что продукт должен быть спрессован для получения хорошей теплопередачи через толщину продукта. Горячий воздух обычно используется при температуре выше температуры плавления полимера связующего, так что полимер получает опасный нагрев, тогда как использование инфракрасного нагревания является допустимым только для тонких материалов. В толстых материалах количество энергии, необходимое для нагрева внутреннего материала, является опасным для полимеров наружной поверхности. Данный способ обычно используется только для толщины до 4-5 мм.
Использование контактных нагревателей в многослойной облицовке, включающей слой листового пенопласта с открытыми порами, вызывает разрушение пенопласта, в частности, в оболочечном слое пенопласта, делая его непроницаемым для воздуха, рождающего звуковые волны, поэтому ухудшая общее звукопоглощение детали.
Другим недостатком является то, что большинство термопластичных полимеров, используемых в качестве матричных волокон и в качестве армирующих волокон, имеют температуру плавления, близкую друг другу, например температура плавления, как измерено с использованием дифференциальной сканирующей калориметрии (DSC) согласно ISO 11357-3, полиэтилентерефталата (PET) находится в интервале 230-260°C, полипропилена - в интервале 140-170°C, полиамида-6 (PA-6) - в интервале 170-225°C и полиамида-6.6 (PA-6.6) - в интервале 220-260°C. Использование матричных волокон и армирующих волокон, которые те и другие являются из термопластичных полимеров, например, PA-6.6 в качество матрицы и PET в качестве армирования, с нагреванием их выше температуры плавления матричных волокон также заставляет армирующие волокна начинать плавиться и размягчаться. Это ведет к разрушению структуры, образуя очень плотный композит.
Войлоки широко используются, в частности, в автомобильной промышленности благодаря их тепло- и звукоизоляционным свойствам. Имеется тенденция к регенерируемым материалам, поэтому термопластичные связующие принимают значительное участие в последние годы. Волокна, выполненные из полимеров с высокими характеристиками, таких как сложные полиэфиры, полиамиды, представляют высокий интерес благодаря их механическим свойствам и свойствам теплостойкости. Но неизбежно связующее образует ограничение их использованию в формованных 3D деталях.
Используемые связующие почти всегда имеют более низкую температуру плавления, чем армирующие волокна, придавая относительно слабые характеристики формованному волокнистому полотну и ограничивая его использование в закаленных областях в двигателе. Ни один из указанных типов формованных волокнистых полотен не является подходящим для высокотемпературной эксплуатации двигательной секции, или отсека, в частности, области контакта с двигателем. Некоторыми из указанных связующих являются модифицированные полимеры (сложный со-полиэфир (СО-PET) в качестве примера), имеющие низкие характеристики благодаря тому, что их модифицированная структура является особенно чувствительной к явлению гидролиза.
Способы формования таких войлоков, как известно в технике, являются способами «холодного» формования, где войлок предварительно нагревается различными средствами, а затем переносится в холодную форму, в которой он прессуется для того, чтобы получить форму детали, или способами «горячего» формования, где войлок вводится в замкнутую форму, в которой теплопроводящая среда, подобно воздуху, вводится для доведения связующего до его температуры плавления и затем высвобождается. Деталь затем охлаждается внутри оснастки или снаружи с помощью или без помощи охлаждения (смотри, например, ЕР 1656243А, ЕР 1414440А и ЕР 590112А). Только после полного охлаждения до температуры, при которой материал затвердевает, деталь извлекается из формы и транспортируется.
Волокнистые композиты, как рассмотрено, обычно используются в комбинации с дополнительными слоями, подобно отражательным слоям, как рассмотрено, или с пенопластом. Пенопласт может быть применен в таких волокнистых композитах прямым тыльным вспениванием (инжекционное вспенивание или формование пенопласта) пенопласта. Однако часто пенопласт сначала получают как плиту пенопласта и разрезают на требуемую толщину. Для ламинирования пенопласта со смежным волокнистым слоем обычно используется горячее компрессионное прессование. Пакет слоев укладывается между двумя горячими плитами для расплавления материала и получения ламинирования слоев. Спрессовывание требуется для способствования теплопередаче к пористому армированию слоистого материала. Недостатком такого способа, в частности, когда используются слои пенопласта, является то, что пенопласт разрушается и образует оболочечный слой на структуре с открытыми порами. Указанный оболочечный слой ухудшает общую характеристику звукопоглощения пенопласта с открытыми порами.
Краткое описание изобретения
Таким образом, задачей настоящего изобретения является создание способа получения формованной многослойной облицовки, в частности, для двигательного отсека моторных транспортных средств, имеющей сравнимые теплоизоляционные и звукопоглощающие свойства, но которая является более легкой и сохраняет структуру в течение длительного времени воздействия тепловой нагрузки в области применения.
Задача достигается способом получения формованной паром многослойной облицовки согласно п. 1 формулы изобретения.
В частности, способ получения согласно настоящему изобретению содержит, по меньшей мере, следующие стадии:
- смешение армирующих волокон и полиамидного матричного материала в форме волокон, хлопьев или порошка и формирование полотна из указанной смеси;
- укладывание в пакет слоев первого указанного смешанного полотна и, по меньшей мере, дополнительного слоя, выбранного из слоя пенопласта с открытыми порами, теплоотражающего слоя или второго указанного смешанного полотна, внутри формы;
- обработка многослойного материала, имеющего слои, уложенные друга на друга, находящимся под давлением насыщенным водяным паром, так что полиамидный матричный материал в смешанном полотне плавится при температуре под давлением водяного пара, которая ниже температуры плавления полиамидной матрицы согласно DSC, скрепляя в результате армирующие волокна вместе, таким образом, объединяя смешанное полотно с образованием пористого армирующего слоя, и все слои многослойного материала ламинируются вместе.
Было установлено, что при использовании прямой обработки паром полиамида в качестве материала связующего температура размягчения и плавления полиамида под давлением водяного пара сдвигается к температуре ниже, чем нормальная температура плавления полиамида, измеренная согласно DSC. При использовании указанных знаний теперь можно получить детали, которые при использовании имеют высокую температуру плавления и являются способными быть теплостойкими при намного более высоких температурах, чем материалы-прототипы. Кроме того, было установлено, что полиамидный материал, используемый в армирующем слое, является достаточным также для ламинирования смежных слоев. Неожиданно были также ламинированы слои, подобные пенопласту или теплоотражающим слоям, без необходимости дополнительной подборки клеевых слоев. В частности, было установлено, что использование компрессионного формования водяным паром дополнительных слоев пенопласта не имеет никакого отрицательного воздействия, например плавления пенопласта, на акустические свойства слоя пенопласта. Поэтому сохраняются преимущественные акустические свойства пенопласта с открытыми порами без оболочечного слоя, как получено.
Способ получения согласно настоящему изобретению может быть использован для формования паром многослойной облицовки в 3-мерную форму, например закрывающей панели двигательного отсека, верхней, боковой или нижней крышки для двигателя, масляного поддона, защитного экрана под двигателем, противопожарной стенки и, по меньшей мере, частично покрытой снаружи приборной панели, воздухонаправляющей панели позади охладителя двигательного отсека, багажной полки или грузового пола багажника, чтобы служить в качестве автомобильной отделочной детали внутри автомобиля.
В последующем формованная водяным паром многослойная облицовка согласно настоящему изобретению и способ формования водяным паром будут описаны более подробно и с примерами применения такого материала.
Способ получения
В способе согласно настоящему изобретению высокомодульные армирующие волокна смешиваются с образующим матрицу материалом в форме полиамидных волокон, хлопьев или порошка с формированием полотна любым подходящим способом, таким как воздушная укладка, мокрая укладка, кардочесание и т.д. Данное полотно затем нагревают с использованием насыщенного водяного пара для расплавления полиамидного матричного материала при температуре, которая ниже температуры плавления полимера, как измерено с использованием дифференциальной сканирующей калориметрии (DSC) согласно ISO 11357-3. Например, температура плавления Tm (Тпл) полиамида-6 (PA-6) составляет 220°C, как измерено с использованием DSC. Однако температура плавления того же PA-6 под давлением водяного пара согласно настоящему изобретению составляет, например, 190°C.
Полотно помещают в стойкую к давлению форму с, по меньшей мере, одной поверхностью, проницаемой для пара. Форму закрывают и зажимают, чтобы выдерживать внутреннее давление. Насыщенный пар с абсолютным давлением, по меньшей мере, 9 бар подают для расплавления связующего. Насыщенный пар с абсолютным давлением свыше 20 бар больше не является экономичным. Предпочтительно, интервал 11-15 бар абсолютного давления является хорошим рабочим интервалом. Фактический сдвиг температуры плавления полиамида зависит от давления пара, образованного в полости, продукт формуется водяным паром в ней. Выбор используемого давления поэтому также зависит от температуры плавления армирующих волокон. Для случая использования PA-6 в качестве связующих волокон предпочтительное давление составляет 11-15 бар абсолютного давления.
При использовании пара вместо обычных горячего воздуха, горячих плит или ИК-излучения можно сдвинуть температуру плавления полиамида к более низкой температуре, используя эффект молекул воды в паре. Влияние воды на полиамид известно и обычно считается недостатком: много прототипов описывают пути избегания влияния или попытки предотвратить его.
Неожиданно наблюдается именно такой эффект, который обеспечивает возможность комбинирования полиамидного материала в форме порошка, хлопьев или волокон, с другими термопластичными волокнами с подобными температурами плавления, как измерено DSC, например PET, с использованием полиамида в качестве единственного связующего материала, сохраняя армирующие волокна, например PET, в их волокнистой форме. Теперь можно получить теплостойкий формованный продукт с пористой структурой, поэтому улучшая акустические свойства, например поглощение и сопротивление воздушному потоку, а также теплопроводность.
Эффект пара основан на механизме обратимой диффузии. При использовании полиамида в форме волокон небольшого диаметра или мелких частиц плавление и затвердевание является быстрым и обеспечивает короткие технологические циклы. Как только водяной пар высвобождается из формы, полиамид переходит в твердое состояние, и деталь может быть извлечена из формы как жесткая деталь. Это является преимуществом по сравнению с другими термопластичными связующими, которые необходимо явно охлаждать внутри или вне формы перед получением конструкционной детали, которая является обрабатываемой.
Поскольку используемая общая температура может теперь поддерживаться намного ниже по сравнению со способами нагревания без водяного пара, упругость PET волокон остается неповрежденной, приводя к более высокому материалу. Кроме того, было установлено, что связующее из полиамида является достаточным для получения требуемой жесткости конечного продукта. Поскольку PET волокна сохраняют свою упругость, а полиамидный расплавленный матричный материал только соединяет точки пересечения. Материал поддерживает свой высокий внешний вид благодаря пустому объему в полотне. Поэтому конечный продукт является еще воздухопроницаемым. Кроме того, было установлено, что также при использовании стекловолокон в качестве армирующих волокон вместе с полиамидом в качестве матрицы использование водяного пара является предпочтительным. Благодаря точному регулированию свойств связующего меньше энергии требуется для способа как в процессе нагревания, так и в процессе охлаждения.
В процессе нагревания согласно прототипу материал нагревается до температуры плавления термопластичного матричного материала. Охлаждение материала является медленным благодаря медленной конвекции охлаждения продукта и поскольку материал разрушился благодаря утрате упругости армирующих волокон и стал более плотным. Так что расплавленное состояние сохраняется в течение длительного периода. В результате более трудно регулировать количество связующего. Кроме того, в процессе указанного периода охлаждения материал становится мягким благодаря более длительному расплавленному состоянию связующей матрицы и поэтому является более трудным в обращении. Это имеется, в частности, в случае более крупных автомобильных отделочных деталей, подобных кабине или грузовому полу для грузовых автомобилей или более крупных транспортных средств.
Неожиданно было установлено, что при использовании материала и способа согласно настоящему изобретению, как только водяной пар отводится от материала, плавление немедленно прекращается и получаемый материал снова находится в твердом состоянии. Это представляет преимущество - способность снизить время технологического цикла благодаря возможности немедленно обрабатывать материал. То, что плавление может быть немедленно прекращено, является также очень точным путем регулирования свойств связующего, а поэтому пористости материала. Что является важным для свойств воздухопроницаемости материала.
Использование полиамида в дискретной форме, подобной хлопьям, порошку или волокнам, является необходимым для обеспечения дискретного скрепления армирующих волокон с получением пористой, но объединенной структуры. Благодаря дискретному, но полному объединению армирующих волокон может быть получена высокая жесткость при изгибании, а также динамическая жесткость. Поскольку выбранный материал, предпочтительно, является термостойким выше, по меньшей мере, 180°C, получают материал, который сохраняет свою структуру, в частности, не размягчается и не провисает мешком при долговременном воздействии высокой тепловой нагрузки. Поскольку приобретение объединенности полиамидом и армирующими волокнами основано только на размягчении и плавлении полиамида под воздействием прямой обработки насыщенным паром под давлением, нет необходимости спрессовывать армирующий слой больше, чем необходимо для получения желаемой 3D формы конечного продукта.
Неожиданно было установлено, что ламинирование дополнительных слоев к пористому армирующему слою возможно на той же стадии формования водяным паром способа. Было даже установлено, что полиамидный матричный материал является определенно достаточным для использования в качестве ламинирующего связующего для соединения дополнительных слоев, например, в комбинации со слоем пенопласта с открытыми порами и/или теплоотражающим слоем, таким как алюминиевая фольга и/или слой грубого полотна.
Даже более неожиданно было установлено, что при использовании формования водяным паром в температурном интервале согласно настоящему изобретению материал пенопласта не изменяет акустических характеристик. В обычных способах горячего формования согласно прототипу пенопласт обычно нагревается до температуры, при которой пенопласт размягчается и образует оболочку наружного слоя или даже хуже всего сокращается в объеме или разрушается. Это имеет ухудшающее воздействие на качество пенопласта после формования, а также на акустические характеристики. Нежелательный сдвиг может быть виден в звукопоглощении после формования по сравнению с первоначальным состоянием. В худшем случае сдвиг может трансформироваться в потерю звукопоглощения совсем.
Пар известен в регенерировании пенопласта обратно до его исходных компонентов и поэтому обычно не используется для формования деталей, где деструкция материала является нежелательной. Неожиданно, способ согласно настоящему изобретению не показывает никакого заметного воздействия на структурные и акустические свойства обработанного пенопласта. Поскольку пенопласт особенно не плавится в ходе обработки водяным паром, сохраняется первоначально полученная структура с открытыми порами в процессе получения пенопласта. Скрепление пористого армирующего слоя со слоем пенопласта происходит только от расплавленных капель полиамидного связующего материала. Это является достаточным для получения стабильного скрепления ламината. Дополнительным преимуществом является то, что в вариантах с тепловой нагрузкой, подобных двигательному отсеку, температура расслаивания является намного выше, чем в случае обычно используемого материала. Кроме того, термически слабая связь является не длинней самого связующего.
Даже было установлено, что отражательный материал может быть ламинирован непосредственно с пористым армирующим слоем в соответствии с тем же принципом. Однако в случае металлической фольги, в частности алюминиевой фольги, поверхность ламинирования в контакте с пористым армирующим слоем может быть предварительно обработана для улучшения ламинирования.
Если необходимо, дополнительный полиамидный связующий слой в форме пленки, порошка, хлопьев или слой грубого полотна может быть вставлен между слоями для улучшения свойств скрепления.
Пористый армирующий слой
Пористый армирующий слой представляет собой воздухопроницаемый композит с увеличенной жесткостью из произвольно расположенного связующего материала и армирующих волокон, удерживаемых вместе в местах пересечения волокон по существу дискретными каплями термопластичного связующего материала.
Материал, используемый в качестве термопластичного связующего материала, представляет собой полиамидную матрицу в форме порошка, хлопьев или волокон. Использование полиамидных волокон в пористом армирующем слое является наиболее предпочтительным, т.к. волокна обычно смешаны вместе лучше и скреплены, чем в процессе обработки полотна перед получением объединения. В частности, чешуйки или порошок могут выпадать из полотна между армирующими волокнами при обработке без объединения.
В качестве полиамида допустимы все типы смесей полиамида, предпочтительно, по меньшей мере, один из Co-PA (Со-PA)(со-полиамид), полиамида-6 (PA-6) или полиамида-6.6 (PA-6.6). Предполагается, что обычно используемые добавки в основных рецептурах полиамида являются частью основного полиамидного материала, как заявлено, например, химические соединения для получения стойкости к ультрафиолетовому излучению или дополнительные химические соединения для увеличения термостойкости.
Применение полиамидных связующих волокон является наиболее предпочтительным и используемым в примерах и предпочтительных вариантах, однако применение порошка или волокон может быть использовано в таких же примерах со сравнимыми результатами.
Армирующими волокнами могут быть
- минералсодержашие волокна, такие как стеклянные волокна, базальтовые волокна или углеродные волокна, и/или
- синтетические волокна, имеющие температуру плавления, измеренную в соответствии с DSC, которая является выше температуры плавления полиамида под давлением водяного пара, подобные сложнополиэфирным волокнам, и/или
- натуральные волокна, такие как волокна из льна, кокоса или кенафа.
В частности, армирующие волокна могут быть из любого материала на основе термопластичного полимера с температурой плавления согласно DSC-измерению, которая является выше температуры плавления полиамидного связующего материала в атмосфере водяного пара. Например, синтетические волокна, подобные PET (сложный полиэфир терефталат) с температурой плавления 230-260°C, могут быть использованы в качестве армирующего волокна. Выбор материала основан на требованиях к общей термостойкости конечного продукта и на стоимости отдельных материалов.
Также в качестве армирующих волокон могут использоваться смеси синтетических волокон с минеральными волокнами, например PET вместе со стеклянными волокнами (GF). Использование таких комбинаций увеличивает подъем в высоту конечного слоя и может быть определен как акустический армирующий слой (смотри отдельное описание данного слоя более подробно). Армирующими волокнами могут быть штапельные волокна, бесконечные волокна или ровница в зависимости от требуемых свойств материала.
Исходным материалом для армирующего слоя является полотно из произвольно расположенного связующего материала и армирующих волокон, который может быть получен известными в технике способами, например с использованием воздушной укладки, или технологии кардочесания, или прямым формованием после экструзии волокнистых материалов. Полученное полотно может быть предварительно объединено для обеспечения более легкой обрабатываемости, например, иглопробиванием.
Соотношение полиамидного связующего материала и армирующих волокон является таким, что после обработки водяным паром материал становится пористым. Предпочтительно, используется 20-60% мас. полиамидного связующего материала.
Акустический армирующий слой
Акустический армирующий слой является высокосортным вариантом армирующего слоя с повышенными звукопоглощающими свойствами.
Связующий материал является таким же, как описано для пористого армирующего слоя, однако армирующими волокнами может быть любая комбинация или смесь минералсодержащих волокон, например стеклянных волокон, базальтовых волокон или углеродных волокон, и синтетических волокон, имеющих температуру плавления, измеренную согласно DSC, которая является выше, чем температура плавления полиамида под давлением водяного пара, подобно сложнополиэфирным волокнам, и/или натуральных волокон, подобных волокнам из льна, кокоса или кенафа. Например, комбинация PET (сложный полиэфир терефталат) с температурой плавления 230-260°C вместе со стеклянными волокнами будет хорошо работать в качестве армирующих волокон.
Было установлено, что при использовании такой комбинации волокон материал сохраняет свою высоту в процессе формования водяным паром. Материал имеет не только повышенную жесткость, но также повышенное звукопоглощение.
Минеральные волокна, подобные стеклянным волокнам, являются тонкими волокнами и как таковые являются предпочтительными для звукопоглощения, однако, при термообработке они имеют тенденцию терять свой объем, а поэтому первоначальные свойства звукопоглощения.
Неожиданно было установлено, что выбранные надлежащим образом синтетические волокна или природные волокна, такие как сложнополиэфирные волокна или волокна из кенафа, сохраняют свою жесткость в процессе формования водяным паром облицовочного материала. Поэтому объем материала сохраняется, и объединенный материал становится пористым, поэтому первоначальные звукопоглощающие свойства еще придаются.
Предпочтительно, смесь около 20-40% мас. полиамида, около 20-50% мас. стеклянных волокон и 20-50% мас. сложнополиэфирных волокон или натуральных волокон будет работать хорошо.
Армирующими волокнами могут быть штапельные волокна, непрерывные филаменты или ровница в зависимости от требуемых свойств материала.
Теплоотражающий слой
Вместе с волокнистым пористым армирующим слоем может использоваться, по меньшей мере, теплоотражающий слой. Поверхность, обращенная к источнику тепла, обычно двигателя, или частей трансмиссии, или выхлопной линии, или поверхность, облучаемая солнечным светом, могут быть покрыты либо частично, либо полностью слоем теплоотражающего покрытия, по меньшей мере, в области повышенной тепловой нагрузки. Слой отражающего покрытия должен быть термостойким и способным отражать инфракрасное излучение либо от источника тепла, либо от солнца с получением хорошей теплоизоляции отделочной детали, предпочтительно, слоем отражающего покрытия является один из слоя металлической фольги, предпочтительно слоя фольги из нержавеющей стали, или алюминия, или алюминизированного текстиля или нетканого материала, или текстиля, выполненного из алюминиевых волокон. Теплоотражающий слой должен быть, по меньшей мере, способен выдерживать обработку водяным паром без разрушения.
Слой отражающего покрытия имеет толщину, предпочтительно, в интервале между 20 и 150 мкм, более предпочтительно, в интервале между 50 и 80 мкм. Может использоваться меньшая толщина, поскольку армирующий слой осуществляет главную функцию устойчивости, тогда как единственной функцией отражающего слоя является в принципе отражение теплового излучения.
Хотя это необязательно, во всех случаях слой отражающего покрытия может быть, по меньшей мере, частично микроперфорирован. Микроперфорирование может быть выполнено по известным технологиям, например технологиями иглопробивания, разрезания, микрорастрескивания или штампования. С помощью необязательного перфорирования отражающего слоя поддерживается теплоотражающий эффект слоя, однако пропускание звуковых волн достигается в данной области, так что сторона многослойной облицовки, обложенная алюминиевой фольгой, обращенная к источнику звука, поддерживает его акустическую активность.
В частности, в том случае, когда выбранный материал слоя отражающего покрытия является непористым и неперфорированным, вход тепла, предпочтительно, должен быть на стороне волокнистой отделочной детали, которая не покрыта слоем отражающего покрытия, для оптимизации проникновения пара в пористый армирующий слой.
В случае использования слоев отражающего покрытия на обеих сторонах материала, по меньшей мере, один из используемых слоев должен быть перфорированным и/или достаточно пористым для обеспечения прохождения водяного пара в волокнистый слой.
Также слой отражающего материала может использоваться между двумя армирующими слоями согласно настоящему изобретению. Данный слой, предпочтительно, является перфорированным или пористым, однако нет необходимости, чтобы фольга была перфорированной или пористой, если поток водяного пара поступает в форму из обеих половин формы вместо поступления только через одну половину формы.
Слой пенопласта
В качестве дополнительного слоя может использоваться слой пенопласта с открытыми порами. Пенопластом является, предпочтительно, пенопласт без оболочечного слоя. Плита пенопласта, получаемая непрерывно или периодически, является наиболее предпочтительной, т.к. указанный пенопласт режется на листы после вспенивания и отверждения, поэтому непосредственно получается структура с открытыми порами без какой-либо оболочки.
Предпочтительно, слой пенопласта имеет кратковременную термостойкость в интервале 160-220°C, например, он выполнен из пенополиуретана (PUR) с открытыми порами или из сложнополиэфирного (PET) пенопласта.
Пенополиуретаны получают реакцией присоединения полиизоцианатов и полиолов. При необходимости используются добавки. Примеры PUR, которые могут использоваться в облицовке согласно настоящему изобретению, рассматриваются, например, в ЕР 0937114 или ЕР 937109А.
В частности, для применения в области двигательного отсека или в областях с повышенной тепловой нагрузкой благоприятным является использование антипирена, например обработка жидким и/или твердым антипиреном и/или введение такого антипирена в пенопласт. Применение пенопласта с введенным графитом, например, как рассмотрено в ЕР 1153067 или US 6552098, является предпочтительным.
Полное описание указанных документов, в частности рассмотрение способа получения и композиции материала плиты пенопласта, приводится здесь в качестве ссылки.
Выпускаемыми промышленностью пенопластами, получаемыми в виде плит пенопласта, которые могут использоваться с облицовкой согласно настоящему изобретению, являются, например, ACOUSTIFLEX S15 (полужесткий) или ACOUSTIFLEX F25 (эластичный) от Huntsman или Flexidur 15FR+ (полужесткий) или Rigidur 10 (полужесткий) от Foampartner, или ряд полужестких пенопластов Thermoflex различных сортов и плотностей, полученных by Eurofoam, подобных, например, Thermoflex 15, Thermoflex 15MDA, Thermoflex 15MDA VW, Thermoflex 16, Thermoflex 22, и эластичные пенопласты Thermoflex, подобные T-flex 16 или T-flex 22.
Предпочтительно, плотность пенопласта находится в интервале между 8 и 40 кг/м3, более предпочтительно, в интервале между 12 и 30 кг/м3. Т.к. пенопласт с открытыми порами вводится для общего ослабления шума облицовки согласно настоящему изобретению, сопротивление потоку воздуха находится, предпочтительно, в интервале 100-5000 Н·с/м3 для толщины в интервале приблизительно между 6 и 45 мм для плиты пенопласта перед формованием.
Неожиданно было установлено, что слой пенопласта не изменяет своих акустических свойств в процессе обработки водяным паром, в частности, время и условия являются такими, что пенопласт сохраняет структуру пенопласта с открытыми порами. В частности, замыкание оболочечного слоя, как можно видеть в случае пенопласта, ламинированного в стандартной горячей форме, не может наблюдаться в случае способа согласно настоящему изобретению. Поэтому акустические свойства пенопласта с открытыми порами полностью сохраняются в облицовке согласно изобретению.
Если облицовка используется для конструкционной детали с высокой механической нагрузкой, используемый слой пенопласта может быть выбран для улучшения общих конструкционных свойств, например, выбором слоя более жесткого пенопласта, например, выполненного из полиуретана или сложного полиэфира, или введением армирующих волокон в слой пенопласта.
Дополнительные слои
Предпочтительно, могут использоваться дополнительные слои. Например, могут быть необходимыми эстетическое покрытие или слой, уменьшающий липкость, для предотвращения прилипания ламинированной облицовки к стенкам форм. Предпочтительно, используется слой грубого полотна, выполненный из термопластичного волокнистого материала, термостойкого в температурном интервале, создаваемом в процессе формования водяным паром.
Грубым полотном является тонкий нетканый материал с толщиной в интервале от 0,1 до примерно 1 мм, предпочтительно, в интервале 0,25-0,5 мм. Предпочтительно, он имеет повышенное сопротивление воздушному потоку (СПВ)(AFR) в интервале от 500 до 3000 Н·с·м-3, более предпочтительно, в интервале от 1000 до 1500 Н·с·м-3.
Масса площади слоя грубого полотна может находиться в интервале от 15 до 250 г/м2, предпочтительно, в интервале от 50 до 150 г/м2.
Грубые полотна могут быть выполнены из непрерывных или штапельных волокон или из смесей волокон. Волокна могут быть получены по технологиям аэродинамического способа или прядения из расплава. Они также могут быть смешаны с натуральными волокнами. Предпочтительно, выбранный материал является термостойким при длительном воздействии тепловой нагрузки. Грубые полотна могут быть выполнены из волокон, например, выполненных из сложного полиэфира, или полиамида, или окисленного термостабилизированного полиакрилонитрила (PAN, также известного как PANox), или комбинации волокон, например сложного полиэфира и целлюлозы или полиамида и сложного полиэфира. Слой может быть обработан обычной обработкой, необходимой для области применения, подобной, например, маслоотталкивающей, водоотталкивающей, огнестойкой пропитке и т.д. Предпочтительным примером слоя грубого полотна может быть слой нетканого грубого полотна, выполненного из сложнополиэфирных и вискозных волокон.
Когда облицовка согласно настоящему изобретению используется в пассажирской области, могут также использоваться чередующиеся слои покрытия, подобные нетканому ковровому покрытию или нитяному ковровому покрытию. Указанные слои могут быть также введены после стадии формования водяным паром при использовании традиционных способов, известных в технике.
В способе формования паром слой полиамидного грубого полотна может быть использован в добавление к дополнительным слоям ламината, непрямо смежных с армирующим слоем, и/или для увеличения количества связующего материала в области ламинирования. Полиамид также может быть распылен в форме порошка или хлопьев на поверхности перед введением дополнительных слоев или нанесен как тонкая адгезивная пленка или сеткоподобная структура. Также другие слои, непрямо смежные с армирующим слоем, могут быть ламинированы к многослойной облицовке согласно настоящему изобретению, например различные слои эстетического покрытия, подобные, например, слою нитяного или нетканого коврового покрытия, флок-материала или нетканых материалов покрытия.
Многослойная облицовка
Формованная водяным паром многослойная облицовка, полученная согласно настоящему изобретению, содержит пористый армирующий слой и, по меньшей мере, второй слой, выбранный из слоя пенопласта, отражающего слоя или второго пористого армирующего слоя.
Также могут использоваться дополнительные слои, такие как дополнительные слои пенопласта, или армирующий слой, или, например, слои эстетического покрытия, или слои технического грубого полотна, для дополнительного улучшения свойств многослойной облицовки согласно изобретению. Также может быть предложено использование подобных слоев с различной плотностью. Если, например, два слоя пенопласта используются в прямом контакте, также может быть использовано применение полиамидного связующего слоя в форме полиамидного волокнистого грубого полотна, полотна, перфорированной пленки, порошка или хлопьев. Использование полиамида в качестве дополнительного связующего слоя является предпочтительным, т.к. он взаимодействует с паром таким же образом, как матричный материал в армирующем слое.
Пористый армирующий слой, главным образом, образует необходимую конструкционную жесткость. В большинстве применений облицовка используется как самонесущая структура.
В предпочтительном применении многослойная облицовка содержит, по меньшей мере, два слоя, выбранные из пористого армирующего слоя и акустического пористого армирующего слоя. Предпочтительно, оба слоя соединены друг с другом только по краю облицовки или при использовании прокладки, оставляя полое пространство между главными поверхностями слоев. Полое пространство действует как дополнительная область звукопоглощения и область звуко- и теплоразъединения. При использовании, по меньшей мере, одного акустического пористого армирующего слоя общая акустическая характеристика может быть улучшена.
В области двигательного отсека используются различные типы отделочных деталей, например корпус двигателя, верхнее покрытия двигателя, а также корпус двигателя, который смонтирован на шасси транспортного средства. Кроме того, также другие компоненты, подобные облицовке капота, наружной облицовке перегородки, а также защитным экранам под двигателем и вертикальным элементам вдоль передних брусьев, могут быть помещены в двигательный отсек для оптимизации теплорегулирования двигательного отсека. В частности, облицовка капота, огнестойкая стенка или элементы крышки, смежные с автомобильным двигателем, подобные верху крышки двигателя, боковым панелям двигателя, а также другая облицовка, используемая в транспортном средстве в областях теплового воздействия, подобных трансмиссии, включая коробку передач, выхлопную линию, в частности тепловые экраны, смонтированные на корпусе и трансмиссии и/или выхлопной линии. Также все типы панелей под корпусом, используемые, в частности, под двигателем и пассажирским отсеком, подпадают под объем применения облицовки изобретения.
Указанные и другие характеристики изобретения станут понятными из последующего описания предпочтительных вариантов, представленных в виде неограничивающих примеров со ссылкой на прилагаемые чертежи.
С помощью примеров даются предпочтительные комбинации слоев для отдельных применений с пояснением изобретения даже дополнительно. Однако изобретение не должно ограничиваться указанными примерами, они больше предназначены для показа возможностей облицовки согласно настоящему изобретению.
Краткое описание чертежей
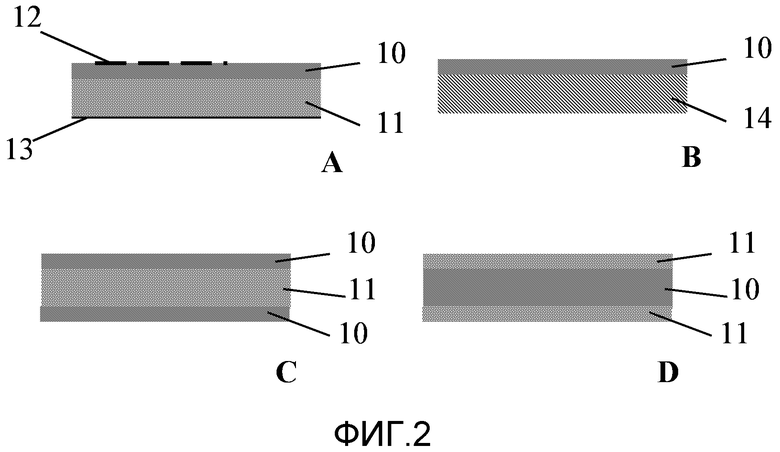
На фигуре 1 схематически показана обработка водяным паром согласно изобретению.
На фигуре 2 схематически показано разбиение на слои материала облицовки согласно изобретению.
Описание вариантов осуществления
Способ получения описывается более подробно с использованием фигуры 1, показывающей форму для формования водяным паром, содержащую нижнюю половину 2 формы и верхнюю половину 1 формы. Указанные две половины формы вместе определяют полость формы, в которой полуготовый продукт, по меньшей мере, становится объединенным. Полость формы может иметь желаемую трехмерную форму готовой отделочной детали. Полуготовым продуктом является нетканое волокнистое полотно со смесью связующего материала и армирующих волокон 10 вместе с, например, слоем 11 пенопласта. Предпочтительно, две половины формы имеют впуски и выпуски 7, 8, через которые насыщенный пар может поступать в форму, приходя в прямой контакт с приобретающим объединение ламинируемым многослойным материалом. Когда используется насыщенный водяной пар, предпочтительно, половины формы поддерживаются теплыми с помощью нарастания давления и предотвращают конденсацию водяного пара, так как конденсация водяного пара будет вызывать потерю тепловой энергии и будет вызывать пропитывание продукта водой. На фигуре это показано каналами 3, 4, 5 и 6, показывающими замкнутую нагревательную систему для половин формы. Тепло половин формы не является важным для формования облицовки.
Форма может иметь срезанные и уплотняющие элементы 9 на своих краях; они могут перемещаться и смыкаться независимо, и они осуществляют выдерживающую давление герметизацию формы по периметру, т.е. путем лабиринтного уплотнения. После выдерживающей давление герметизации формы полуготовый продукт подвергается воздействию насыщенного пара. Водяной пар используется как находящийся под давлением пар с давлением в полости формы в интервале приблизительно 2-20 бар абс. и остается при указанном давлении в полости формы в течение всего периода создания объединения.
Время обработки регулируется ростом давления водяного пара и высвобождением для создания объединения. Предпочтительно, перед раскрытием пресс-формы находящийся под давлением пар высвобождается. Хотя часть воды конденсируется в процессе обработки паром и остается в материале облицовки согласно изобретению, она высушивается после раскрытия формы, главным образом, благодаря остаточной тепловой энергии, остающейся в сердцевине детали. Неожиданно, как только давление пара сбрасывается, размягчение и плавление полиамида прекращается, и деталь затвердевает. Обработка паром поэтому является не только предпочтительной благодаря требуемому короткому времени выдержки, она также исключает какое-либо время охлаждения, необходимое в случае традиционного компрессионного прессования сухими системами прежде, чем формованная деталь может быть извлечена из полости формы.
Пример способа получения многослойной облицовки согласно настоящему изобретению содержит, по меньшей мере, следующие стадии:
- смешение 40-80% армирующих волокон и 20-60% полиамидного матричного материала в форме волокон, хлопьев или порошка и формование полотна из указанной смеси;
- укладывание в пакет слоями первого смешанного полотна и, по меньшей мере, дополнительного слоя, выбранного из слоя пенопласта с открытыми порами, теплоотражающего слоя или второго смешанного полотна из армирующих волокон и полиамидного матричного материала, внутри формы, состоящей из двух половин формы;
- обработка многослойного материала, имеющего слои, уложенные друг на друга, находящимся под давлением насыщенным паром, так что полиамидный матричный материал в смешанном полотне плавится при температуре под давлением водяного пара, которая является ниже, чем температура плавления полиамидной матрицы согласно DSC, в результате скрепляя армирующие волокна вместе, таким образом, создавая объединенное смешанное полотно, образующий пористый армирующий слой, и так, что слои, уложенные друг на друга, ламинируются вместе.
Половины формы могут быть полностью замкнуты в начале или могут быть замкнуты в процессе обработки паром, выпуская часть пара в начале и/или в конце обработки паром. Давление насыщенного пара, предпочтительно, используется в интервале 9-20 бар абс.
По меньшей мере, один дополнительный слой грубого полотна может использоваться для предотвращения прилипания слоистого материала к форме. Например, слой нетканого грубого полотна из смеси сложный полиэфир-целлюлоза. Многослойный материал, имеющий слои, уложенные друг на друга, может содержать даже другие дополнительные слои, например дополнительный слой смешанного полотна, слой пенопласта. Полиамидной матрицей является, предпочтительно, полиамид-6 или полиамид-6.6 или со-полиамид или смесь различных типов полиамидов.
Формованная насыщенная пористая многослойная облицовка, полученная согласно способу получения, как описано, может быть прямо формована в 3-D форму, чтобы служить в качестве автомобильной отделочной детали, например закрывающей панели двигательного отсека, верхней, боковой или нижней крышки двигателя, крышки масляного поддона, защитного экрана под двигателем, противопожарной стенки, по меньшей мере, частично покрытой наружной приборной панели, воздухонаправляющей панели позади охлаждающего устройства двигательного отсека, багажной полки или грузового пола багажника.
Формованная паром многослойная облицовка может наиболее преимущественно использоваться в областях повышенной тепловой нагрузки в транспортном средстве, например, в непосредственной близости от двигателя, трансмиссии и выхлопа, но также в области багажника или в качестве отделочных деталей, которые подвергаются воздействию солнечного света непосредственно за окном автомобиля, например багажная полка или защитные экраны от солнца.
На фигуре 2 показаны примеры возможных материалов многослойной облицовки. На базе облицовки согласно настоящему изобретению может быть выбран пористый армирующий слой или акустический пористый армирующий слой. Различие состоит в том, что армирующий слой выполнен, главным образом, из полиамидной матрицы и армирующих волокон. Хотя акустический армирующий слой состоит из полиамидной матрицы и армирующих волокон, однако армирующими волокнами является смесь синтетических волокон и минеральных волокон, например смесь сложнополиэфирных и стеклянных волокон, что дает более высокий слой после создания объединения с использованием обработки паром.
На фигуре 2А показан пример с пористым армирующим слоем 10 и слоем 11 пенопласта с открытыми порами, предпочтительно, теплоотражающий слой 12 может, по меньшей мере, частично покрывать, по меньшей мере, одну из наружных поверхностей облицовки. Хотя также слой 13 грубого полотна может использоваться для покрытия наружной поверхности облицовки. Вместо пористого армирующего слоя 10 может использоваться акустический армирующий слой в случае, когда требуется высокий уровень звукопоглощения.
Обычно армирующие слои могут заменять полученные литьевым формованием пластиковые слои, обычно используемые в автомобильных отделочных деталях, т.к. они имеют сравнимые свойства жесткости. Однако благодаря своей пористости он показывает звукопоглощающие свойства, что отсутствует в случае деталей, полученных литьевым формованием. Использование дополнительных поглощающих слоев даже увеличивает звукопоглощение.
Для автомобильных отделочных деталей, используемых в горячих условиях, в частности в области двигательного отсека, комбинация пористого армирующего слоя со слоем пенопласта с открытыми порами является хорошим выбором, т.к. она является очень легкой и соответствует большинству акустических требований.
Для отделочной детали, используемой в областях с повышенной тепловой нагрузкой, подобно деталям, непосредственно установленным на двигатель, использование комбинации пористого армирующего слоя с более высоким акустическим пористым армирующим слоем является лучшим вариантом.
Теплоотражающий слой может использоваться, в частности, на поверхности или частично на поверхности, которая направлена к источнику тепла и/или которая получает наибольшую часть направленной тепловой энергии.
Пористый армирующий слой 10 может также комбинироваться с акустическим армирующим слоем 14 (фигура 2В).
На фигурах 2С и 2D показаны примеры, по меньшей мере, трех слоев. На фигуре 2С слой 11 пенопласта сэндвичеобразно расположен между двумя армирующими слоями 10, хотя, где используются стандартные армирующие слои, могут также использоваться два акустических армирующих слоя или один каждого типа в зависимости от случая, где используется многослойная облицовка. В частности, в областях высокой тепловой нагрузки автомобиля, где пенопласт требует тепловой защиты, это является вариантом. Предпочтительно, также, по меньшей мере, частичное покрытие отражающей поверхностью (не показано) или слоем грубого полотна.
На фигуре 2D показан сэндвич с армирующим слоем 10 в качестве сердцевинного слоя, сэндвичеобразно расположенным между двумя слоями 11 пенопласта. Данная компоновка является предпочтительной, если используется в областях, где пассажиры или обслуживающий персонал находятся в постоянном контакте с поверхностями. Стеклянные волокна, если они отлипают от поверхности облицовки, имеют опасный жгучий эффект, который является, по меньшей мере, неприятным. Пенопласт покрывает поверхности стеклянных волокон, предотвращая указанный побочный эффект. Армирующий слой придает главные конструкционные свойства, и поэтому пенопластом может быть полужесткий или даже мягкий тип пенопласта с открытыми порами, как обычно используется.
Изобретение относится к способу получения формованной многослойной облицовки для тепло- и звукоизоляции для двигательного отсека транспортных средств. Для получения облицовки смешивают армирующие волокна и полиамидный матричный материал и формируют полотно из смеси. Затем укладывают слоями смешанное полотно и дополнительный слой, выбранный из слоя пенопласта с открытыми порами или теплоотражающего слоя. Обрабатывают многослойный материал, имеющий слои, уложенные друг на друга, находящимся под давлением насыщенным паром, так что полиамидный матричный материал в смешанном полотне плавится при температуре под давлением пара, скрепляя в результате армирующие волокна вместе, таким образом, объединяя смешанное полотно с образованием пористого армирующего слоя. Все слои многослойной облицовки ламинируют вместе. Достигается получение более легкой, сохраняющей структуру в течение длительного времени воздействия тепловой нагрузки облицовки. 12 з.п. ф-лы, 2 ил.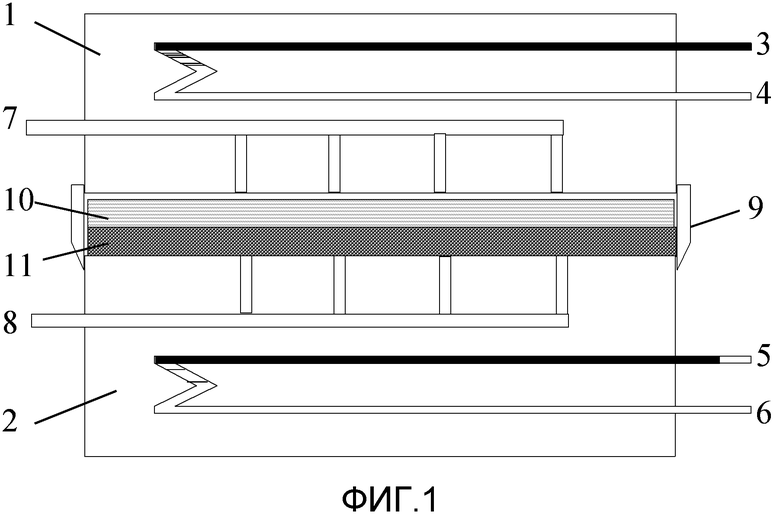
1. Способ получения многослойной облицовки для тепло- и звукоизоляции, содержащий стадии, на которых:
смешивают армирующие волокна и полиамидный матричный материал в форме волокон, хлопьев или порошка и формируют полотно из указанной смеси,
укладывают слоями указанное смешанное полотно и, по меньшей мере, дополнительный слой, выбранный из слоя пенопласта с открытыми порами, теплоотражающего слоя или еще одного указанного смешанного полотна, внутри формы,
обрабатывают упомянутый многослойный материал, имеющий слои, уложенные друг на друга, находящимся под давлением насыщенным паром, так что полиамидный матричный материал в смешанном полотне плавится при температуре под давлением пара, которая ниже температуры плавления полиамидной матрицы согласно дифференциальной сканирующей калориметрии (DSC), скрепляя в результате армирующие волокна вместе, таким образом, объединяя смешанное полотно с образованием пористого армирующего слоя, и
все слои многослойной облицовки ламинируют вместе.
2. Способ получения многослойной облицовки по п.1, в котором армирующие волокна в указанном смешанном полотне находятся в интервале от около 40 до 80% мас. и полиамидный матричный материал находится в интервале от 20 до 60% мас.
3. Способ получения многослойной облицовки по п.1, в котором насыщенный пар в форме находится под давлением в интервале от 9 до 20 бар абс.
4. Способ получения многослойной облицовки по любому из пп.1-3, в котором используется по меньшей мере один дополнительный слой грубого полотна.
5. Способ получения многослойной облицовки по любому из пп.1-3, в котором многослойный материал, имеющий слои, уложенные друг на друга, дополнительно содержит дополнительный слой из указанного смешанного полотна, или слоя пенопласта, или теплоотражающего слоя.
6. Способ получения многослойной облицовки по любому из пп.1-3, в котором теплоотражающий слой только частично покрывает смежный слой.
7. Способ получения многослойной облицовки по любому из пп.1-3, в котором армирующими волокнами являются минералсодержащие волокна, такие как стеклянные волокна, базальтовые волокна или углеродные волокна, и/или синтетические волокна, имеющие температуру плавления, измеренную согласно DSC, которая выше, чем температура плавления полиамида под давлением пара, такие как волокна сложного полиэфира, и/или натуральные волокна, такие как волокна из льна, кокоса или кенафа.
8. Способ получения многослойной облицовки по любому из пп.1-3, в котором армирующими волокнами является смесь минералсодержащих волокон, таких как стеклянные волокна, базальтовые волокна или углеродные волокна, и синтетических волокон, имеющих температуру плавления, измеренную согласно DSC, которая выше, чем температура плавления полиамида под давлением водяного пара, таких как волокна сложного полиэфира, или натуральных волокон, таких как волокна из льна, кокоса или кенафа.
9. Способ получения многослойной облицовки по любому из пп.1-3, в котором армирующими волокнами, образующими армирующий слой, является смесь около 20-40% мас. полиамида, около 20-50% мас. стеклянных волокон и 20-50% мас. сложных полиэфирных и/или натуральных волокон.
10. Способ получения многослойной облицовки по любому из пп.1-3, в котором полиамидной матрицей является полиамид-6, или полиамид-6.6, или сополимер полиамида, или смесь различных типов полиамидов.
11. Способ получения многослойной облицовки по любому из пп.1-3, в котором пенопластом с открытыми порами является пенопласт без оболочечного слоя, предпочтительно плита пенопласта.
12. Способ получения многослойной облицовки по любому из пп.1-3, в котором пенопластом является полиуретан (PUR), или пенопласт из сложного полиэфира (PET), или пенопласт, наполненный волокнами.
13. Способ получения многослойной облицовки по п.1, в котором формованную паром пористую многослойную облицовку формуют в 3-х мерной форме, чтобы применять в качестве автомобильной отделочной детали в областях с повышенной тепловой нагрузкой, например закрывающей панели двигательного отсека, верхней, боковой или нижней крышки двигателя, крышки масляного поддона, защитного экрана под двигателем, противопожарной стенки, по меньшей мере, частично покрытой наружной приборной панели, воздухонаправляющей панели позади охлаждающего устройства двигательного отсека, багажной полки или грузового пола багажника.
| ВТАЛКИВАТЕЛЬ ПРОКАТА>& n.\v:;iTi;j т::';:::и^""'Бй5Л!;^ i ^• | 0 |
|
SU370991A1 |
| СВЕРХЛЕГКИЙ МНОГОФУНКЦИОНАЛЬНЫЙ ЗВУКОИЗОЛЯЦИОННЫЙ КОМПЛЕКТ | 1997 |
|
RU2198798C2 |
| US 2005008173 A1, 13.01.2005. | |||

