Настоящее изобретение относится к фильтрам и фильтрующим элементам для курительных изделий, таких как сигареты.
Утопленные фильтры, хорошо известные в табачной промышленности, обеспечивают отличительный внешний вид конца для сигарет. Их, как правило, изготавливают путем обертывания непрерывного потока сегментов фильтра, расположенных на заданном расстоянии друг от друга, относительно жесткой мундштучной бумагой. Путем разрезания потока фильтров в области, где фильтрующий элемент отсутствует, может быть получен утопленный фильтр - жесткая мундштучная бумага обеспечивает достаточную жесткость для того, чтобы конечная сигарета могла быть изготовлена и использована без смятия выступающего бумажного края фильтра.
Утопленные фильтры могут содержать один, два или большее количество сегментов. Часто желательно включать в фильтр активированный уголь или другую добавку в форме частиц. Это обычно достигается путем использования стандартного сегмента из ацетата целлюлозы (или аналогичного ей материала) на мундштучном конце, чтобы обеспечить курильщика простым белым утопленным концом, тогда как еще один сегмент, ближе к табачному стержню, может содержать углеродные (или другие) гранулы, вкрапленные в волокнистую матрицу. В альтернативной конструкции утопленный фильтр может содержать гранулированную добавку в полости, расположенной между двумя волокнистыми сегментами (один, обращенный к мундштуку, и один конец, обращенный к табачному концу фильтра). В другом примере утопленный фильтр может содержать один сегмент, который имеет добавку в форме частиц, внедренную в сегмент; такие «моногранулированные утопленные фильтры» раскрыты в международной патентной заявке №2011/117584.
При изготовлении сигаретных фильтров внутренний крепеж или закрепляющий клей всегда накладывается на внутреннюю часть обертки (мундштучную обертку). Целью данного клея является предотвращение выхода выполненной из фильтрующего материала вставки из окружающей обертки в процессе последующей манипуляции или использования. Нанесение такого закрепляющего клея в форме некоторого количества (например, от 2 до 4) непрерывных полос внутри обертки непосредственно перед входом в упаковочный формат в машине для изготовления сигаретных фильтров известно; в результате этого закрепляющий клей входит в контакт с фильтрующим материалом и образует с ним когезионную связь. Нанесение этого внутреннего закрепляющего клея в форме непрерывного распыления, а не с помощью непосредственного наложения, также известно. Закрепляющий клей может, например, представлять собой клей-расплав или иметь в своей основе эмульсию (например, ЭВА, ПВА или ПВС).
Характеристика фильтрующих стержней, которые содержат активированный уголь или другие гранулированные добавки, состоит в том, что гранулированный материал должен быть расположен только в определенных областях, которые отделены друг от друга областями белого волокнистого фильтрующего материала, в котором не должны присутствовать гранулы. Причина этого состоит в том, что, когда эти фильтры, в конечном итоге, разрезают в процессе изготовления сигарет, разрез выполняют через белую область, так что в конечной сигарете курильщику виден только чистый белый конец фильтра. Вполне возможно, что паразитные углеродные частицы из производственного процесса будут непреднамеренно захвачены в (белый) фильтрующий материал и/или в окружающий его оберточный материал. Если эти частицы становятся видимыми в непосредственной близости от того места, где фильтр разрезают, то это приводит к неприглядному внешнему виду конца фильтра. Такие дефекты называются «Углеродным Загрязнением» (CCO) и, если уровень CCO является слишком высоким, фильтры или сигареты с фильтром будут забракованы.
В соответствии с настоящим изобретением, в первом аспекте предложен фильтр табачного дыма (или фильтрующий элемент), содержащий (например, наружную) обертку, обернутую вокруг проходящей в продольном направлении (например, цилиндрической) сердцевины из фильтрующего табачный дым материала, при этом первый конец (например, наружной) обертки расположен по существу заподлицо с первым концом сердцевины, вокруг которой она обернута, а второй конец (например, наружной) обертки выходит за пределы второго конца сердцевины, вокруг которой она обернута, с образованием (например, трубчатой) полости на втором конце фильтра (или фильтрующего элемента); и клей (например, закрепляющий клей), расположенный (исключительно) между (например, наружной) оберткой и сердцевиной, причем клей (например, закрепляющий клей) не расположен на части обертки, которая проходит за пределы второго конца сердцевины, вокруг которой она обернута, с образованием (например, трубчатой) полости.
Радиальная внутренняя поверхность (например, наружной) обертки, которая выходит за пределы второго конца сердцевины, вокруг которой она обернута, формирует на втором конце утопленного фильтра (или фильтрующего элемента) (например, со вторым концом проходящей в продольном направлении сердцевины) полость или углубление, например, трубчатую полость/углубление. Клей (например, закрепляющий клей) отсутствует на радиальной внутренней поверхности (например, наружной) обертки, которая проходит за пределы второго конца сердцевины, вокруг которого она обернута; полость/углубление на втором конце фильтра (или фильтрующего элемента) свободна от клея (например, свободна от закрепляющего клея).
Таким образом, в соответствии с одним аспектом изобретения, предлагается фильтр табачного дыма (или фильтрующий элемент), содержащий: (например, наружную) обертку, обернутую вокруг проходящей в продольном направлении (например, цилиндрической) сердцевины из фильтрующего табачный дым материала, причем первый конец (например, наружной) обертки расположен по существу заподлицо с первым концом сердцевины, вокруг которой она обернута, а второй конец (например, наружной) обертки выходит за пределы второго конца сердцевины, вокруг которой она обернута, так что радиальная внутренняя поверхность (например, наружной) обертки, которая проходит за пределы второго конца сердцевины, вокруг которой она обернута, формирует (например, со вторым концом проходящей в продольном направлении сердцевины) (например, трубчатую) полость или углубление на втором конце фильтра (или фильтрующего элемента); и клей (например, закрепляющий клей), расположенный (исключительно) между (например, наружной) оберткой и сердцевиной, отличающийся тем, что клей (например, закрепляющий клей) не расположен на радиальной внутренней поверхности (например, наружной) обертки, которая проходит за пределы второго конца сердцевины, вокруг которой она обернута.
Заявители обнаружили (см. Пример 2), что CCO заметно уменьшается при производстве утопленных фильтров, в которых клей (например, закрепляющий клей) отсутствует на внутренней в радиальном направлении поверхности углубления (т.е. клей не расположен/не присутствует на радиальной внутренней поверхности (например, наружной) обертки, которая проходит за пределы второго конца сердцевины, вокруг которой она обернута). Кроме того, заявители обнаружили, что существуют и другие преимущества, связанные с производством с утопленных фильтров, в которых клей (например, закрепляющий клей) отсутствует на внутренней в радиальном направлении поверхности углубления. Например, уменьшается загрязнение ножа в процессе производства, так как фильтрующий стержень разрезают на утопленные фильтры в областях, где нет клея (например, закрепляющего клея), и нож, следовательно, не загрязняется клеем (или углеродом).
Авторы настоящей заявки обнаружили, что, таким образом, изменяя технологию, с помощью которой внутреннее крепление/закрепляющий клей наносят при изготовлении содержащих частицы утопленных фильтров, может быть достигнуто резкое снижение уровня CCO, связанного с этими продуктами. Закрепляющий клей наносят, предпочтительно распылением, в локализованных областях, соответствующих положению сегмента(ов) фильтра; никакого внутреннего закрепляющего клея не наносят на (утопленные) области, где сегменты отсутствуют. Следует, конечно, понимать, что уплотнение внахлест (чтобы закрепить обертку в цилиндрической форме, окружающей фильтрующий материал) будет по-прежнему необходимо по всей длине фильтра, в том числе в области углубления; однако, как хорошо известно, уплотнение внахлест соединяет внутреннюю часть одной продольной кромки обертки и радиальную наружную поверхность обертки, чтобы закрепить обертку в цилиндрической форме, окружающей фильтрующий материал, и, поэтому, уплотнение внахлест не является клеем (закрепляющим клеем), расположенным между (например, наружной) оберткой и сердцевиной.
Следует иметь в виду, что (закрепляющий) клей может быть нанесен (например, распылением) на сегменты фильтра, а не на обертку, или же клей может быть нанесен как на обертку, так и на сегменты. Нанесение на обертку представляет собой только предпочтительный способ.
Предпочтительно, фильтр (или фильтрующий элемент) дополнительно содержит добавку. Добавка предпочтительно расположена на определенном расстоянии от второго конца (например, наружной) обертки и/или сердцевины - например, таким образом, что она не видна от второго конца обертки и/или сердцевины. Добавка может представлять собой добавку в виде частиц. Добавка в виде частиц может представлять собой любую добавку в виде частиц, пригодную для использования в фильтре табачного дыма - например, активированный уголь, цеолит, ионообменную смолу (например, слабоосновную анионообменную смолу), сепиолит, силикагель, оксид алюминия, молекулярные сита, углеродистые полимерные смолы и диатомовые земли. Добавка в виде частиц может представлять собой смесь двух или большего количества материалов. Добавка может включать ароматизатор - например, ментол - например, добавка может представлять собой гранулы сепиолита, на которые был нанесен ментол.
Предпочтительно, клей (например, закрепляющий клей) представляет собой клей-расплав или клей на основе эмульсии (например, ЭВА, ПВА или ПВС). (Закрепляющий) клей может быть расположен в локализованной области (например, в виде отдельных пятен или участков), расположенной между оберткой и сердцевиной. Это не важно, что участок или участки внутреннего закрепляющего клея имеют точно такую же длину, размер или измерение, что и фильтры/элементы, к которым они приклеиваются, хотя очевидно, что должно использоваться разумное соотношение. Ширина локализованной области (например, участка) определяется характеристиками клея и подложки, необходимой прочности связи и экономическими соображениями. Локализованная область (например, участок) может проходить по всей ширине обертки. Тем не менее, предпочтительно, чтобы локализованная область (например, участок) проходила на 20-40% (например, на одну треть) от ширины обертки. Предпочтительно, длина локализованной области та же самая, что и длина проходящей продольном направлении сердцевины из фильтрующего табачный дым материала. Длина локализованной области может быть короче, чем длина проходящей в продольном направлении сердцевины из фильтрующего табачный дым материала, например, такая, что локализованная область (закрепляющего) клея между оберткой и сердцевиной отстоит по меньшей мере на 1 мм от второго конца сердцевины.
Фильтр табачного дыма может иметь длину от 12 до 40 мм, например, от 17 до 35 мм, например, от 20 до 30 мм. Утопленная часть фильтра (то есть, длина, на которую второй конец наружной обертки выходит за пределы второго конца сердцевины, вокруг которой эта обертка обернута для формирования полости на втором (например, мундштучном) конце фильтра) может иметь длину от 3 до 10 мм, и наиболее предпочтительно от 4 до 6 мм. Проходящая в продольном направлении сердцевина из фильтрующего табачный дым материала может иметь длину от 10 до 30 мм, например, от 14 до 27 мм, например, от 17 до 25 мм. Фильтр табачного дыма (или фильтрующий элемент) может иметь длину окружности от 14 до 28 мм, например от 16 до 26 мм, например от 16 до 17 мм или от 24 до 25 мм. Законченный сигаретный фильтр может быть хорошо вентилируемым или невентилируемым и иметь любой диапазон длины окружности, традиционно используемый в курительных продуктах (например, от приблизительно 14 мм до приблизительно 28 мм).
Обертка (например, наружная обертка) может представлять собой бумагу, например, мундштучную бумагу, например, жесткую мундштучную бумагу. Обертка может быть пористой или не пористой. Обертка может представлять собой бумагу с плотностью от приблизительно 40 г/м2 до приблизительно 120 г/м2. Обертка может иметь плотность от приблизительно 80 г/м2 до приблизительно 120 г/м2, например, плотность от приблизительно 100 г/м2, например, для утопленных фильтров со стандартной (приблизительно 24-25 мм) длиной окружности. Для тонких или сверхтонких утопленных фильтров (например, с длиной окружности приблизительно 16-17 мм), обертка может представлять собой мундштучную бумагу меньшей плотности, например, приблизительно 50 г/м2. Предпочтительно, обертка не является прозрачной или по существу прозрачной.
Проходящая в продольном направлении сердцевина из фильтрующего табачный дым материала может содержать один или несколько (обычно 1, 2 или 3) сегментов фильтра. Если проходящая в продольном направлении сердцевина имеет один сегмент и содержит добавку в виде частиц, то проходящая в продольном направлении сердцевина может иметь, например, любую конструкцию «моно-углеродных утопленных фильтров», обсуждаемую в международной патентной заявке №2011/117584. Если имеется два или большее количество сегментов, то углерод (или другие добавки в виде частиц), могут быть захвачены волокнистым сегментом и/или присутствовать в виде дискретного гранулированного слоя.
Проходящая в продольном направлении сердцевина из фильтрующего табачный дым материала может содержать сердцевину из фильтрующего табачный дым материала, выполненную в форме стержня, имеющую полностью закрытый (например, внедренный в него) один (или по меньшей мере один) карман с добавкой (например, добавки в виде частиц). Сердцевина из фильтрующего табачный дым материала, выполненная в форме стержня, может необязательно иметь дополнительную обертку (например, пористую или непористую), обернутую вокруг сердцевины в форме стержня. Выполнение полностью закрытого кармана с добавкой в сердцевине фильтрующего табачный дым материала имеет тот эффект, что добавка отстоит на заданное расстояние от второго конца сердцевины (поскольку между карманом с добавкой и концом сердцевины расположен фильтрующий табачный дым материал). Этот тип фильтра может называться как «Smooth Core» фильтр.
Проходящая в продольном направлении сердцевина из фильтрующего табачный дым материала может содержать полностью заключенный в нее (например, внедренный) один карман добавки (например, добавки в виде частиц) вблизи первого конца (например, табачного конца в сигарете с фильтром) и вдали от второго конца (например, мундштучного или ротового конца). Проходящая в продольном направлении сердцевина из фильтрующего табачный дым материала может содержать полностью заключенный в нее (например, внедренный) один карман добавки (например, добавки в виде частиц), равноудаленно расположенный от первого конца сердцевины (например, табачного конца в сигарете с фильтром) и второго конца сердцевины (например, конца сердцевины, расположенного ближе всего к мундштучному или ротовому концу сигареты с фильтром). Одна проходящая в продольном направлении сердцевина из фильтрующего табачный дым материала может содержать полностью заключенный в нее один или большее количество (например, два, три, четыре) отдельных карманов с добавкой (например, добавкой в виде частиц). Полностью заключенные в нее (например, внедренные) карманы с добавкой могут сужаться к одному или обоим концам - например, могут иметь, в целом, эллипсоидальную конфигурацию. Если имеется более одного кармана добавки, то они могут равномерно отстоять друг от друга в продольном направлении. Другие расположения карманов также возможны - например, относительно короткие продольные интервалы, чередующиеся с более длинными интервалами - причем эта цель может быть достигнута путем соответствующего настраивания производственного процесса. Проходящая в продольном направлении сердцевина из фильтрующего табачный дым материала, содержащая выполненную в виде стержня сердцевину из фильтрующего табачный дым материала, имеющую полностью заключенный в нее (например, внедренный) один (или по меньшей мере один) карман добавки (например, добавки в виде частиц) может быть изготовлена, например, с помощью способов и устройства, описанных в международной патентной заявке №2006/059134.
В другом примере проходящая в продольном направлении сердцевина из фильтрующего табачный дым материала может содержать выполненную в виде стержня сердцевину из фильтрующего табачный дым материала и обертку с нанесенной на нее добавкой (например, добавкой в виде частиц), обернутую вокруг выполненной в виде стержня сердцевины, причем обертка с нанесенной на нее добавкой имеет добавку (например, добавку в виде частиц), приклеенную к одной или большему количеству частей ее радиальной внутренней поверхности, при этом обертка с нанесенной на нее добавкой свободна от добавки по ее окружности на втором конце сердцевины. Отсутствие добавки на втором конце обертки с нанесенной на нее добавкой имеет тот эффект, что добавка отдалена от второго конца сердцевины (поскольку нет добавки на обертке на втором конце сердцевины). Предпочтительно, обертка с нанесенной на нее добавкой свободна от добавки по ее окружности на обоих первом и втором концах сердцевины. Проходящая в продольном направлении сердцевина из фильтрующего табачный дым материала, содержащая выполненную в виде стержня сердцевину из фильтрующего табачный дым материала и обертку с нанесенной на нее добавкой (например, добавкой в виде частиц), обернутую вокруг стержнеобразной сердцевины, может представлять собой фильтрующий элемент, как описано в патенте Великобритании №2261152. Этот тип фильтра может быть назван «Active Patch» фильтр. Обертка с нанесенной на нее добавкой может быть пористой или непористой.
Как описано выше, добавка (если она имеется) может представлять собой добавку в виде частиц. Добавка в виде частиц может быть любой добавкой в виде частиц, пригодной для использования в фильтре табачного дыма - например, активированный уголь, цеолит, ионообменная смола (например, слабоосновная анионообменная смола), сепиолит, силикагель, оксид алюминия, молекулярные сита, углеродистые полимерные смолы и диатомовые земли. Добавка в виде частиц может представлять собой смесь двух или большего количества материалов. Добавка может содержать ароматизатор - например, ментол - например, добавка может представлять собой гранулы сепиолита, на которые нанесен ментол. Если проходящая в продольном направлении сердцевина из фильтрующего табачный дым материала содержит полностью заключенный в нее (например, внедренный) карман добавки, добавка может представлять собой добавку в виде частиц, такую как активированный уголь (смотри выше), который (например) заключен в фильтрующий материал в виде дискретного кармана или таблетки добавки в виде частиц, которая, по существу, отделена от и полностью заключена в фильтрующий материал. В другом примере полностью заключенный в нее (например, внедренный) карман добавки может представлять собой хрупкую капсулу или капсулы, или одну или несколько хрупких микрокапсул. Капсула(ы) или микрокапсула(ы) может содержать различные среды - например, ароматизатор и/или жидкость, твердое вещество или другой материал, например, чтобы содействовать в фильтрации дыма. Использование капсул или микрокапсул хорошо известно в данной области техники.
В другом примере проходящая в продольном направлении сердцевина из фильтрующего табачный дым материала может содержать расположенную ниже по потоку (например, на утопленном конце) проходящую в продольном направлении цилиндрическую вставку из фильтрующего табачный дым материала, и дополнительную проходящую в продольном направлении цилиндрическую вставку из фильтрующего табачный дым материала, расположенную выше по потоку от указанной расположенной ниже по потоку вставки, причем указанная дополнительная вставка содержит добавку (например, добавку в виде частиц, например, активированный уголь), расположенный (например, рассредоточенный) в фильтрующем табачный дым материале. Указанная дополнительная вставка может представлять собой тип вставки, называемый «Active Acetate». Расположенная ниже по потоку (например, на утопленном конце) проходящая в продольном направлении цилиндрическая вставка из фильтрующего табачный дым материала может содержать ароматизатор (например, ментол). Если расположенная ниже по потоку (например, на утопленном конце) проходящая в продольном направлении цилиндрическая вставка из фильтрующего табачный дым материала содержит вкусовую добавку, она может представлять собой вставку с ароматом любого типа (нить ароматизатора и т.д.). Проходящая в продольном направлении сердцевина из фильтрующего табачный дым материала может содержать одну или несколько дополнительных проходящих в продольном направлении цилиндрических вставок из фильтрующего табачный дым материала (например, выше по потоку от указанной дополнительной проходящей в продольном направлении цилиндрической вставки). Указанная (или каждая) дополнительная проходящая в продольном направлении цилиндрическая вставка из фильтрующего табачный дым материала может необязательно включать добавку. Добавка в дополнительной вставке(ах), если она присутствует, может быть той же самой или отличной от добавки в указанной дополнительной вставке.
В другом примере проходящая в продольном направлении сердцевина из фильтрующего табачный дым материала может содержать: расположенную ниже по потоку (например, на утопленном конце) проходящую в продольном направлении цилиндрическую вставку из фильтрующего табачный дым материала; и дополнительную проходящую в продольном направлении цилиндрическую вставку из фильтрующего табачный дым материала, причем указанная дополнительная цилиндрическая вставка отстоит в продольном направлении выше по потоку от указанной расположенной ниже по потоку цилиндрической вставки; и удерживающую обертку, обернутую вокруг и соединяющую отстоящие друг от друга вставки с формированием между ними полости, причем полость имеет расположенную в ней добавку (например, добавку в виде частиц, например, активированный уголь). Удерживающая обертка в целом представляет собой внутреннюю обертку из мундштучной бумаги (и является дополнением к наружной обертке фильтра). Тем не менее, наружная обертка может служить и как наружная обертка, так и удерживающая обертка.
Кроме того, следует понимать, что это изобретение может также быть применено для утопленных фильтров, в которых отсутствует добавка в виде частиц, например, ароматическую прокладку, ароматическую нить или фасонные пластиковые мундштучные фильтры и т.п. Несмотря на то, что это не оказывает благоприятного воздействия на CCO, имеются экономические преимущества, поскольку для конечного продукта требуется меньше клея (поскольку внутренний закрепляющий клей больше не будет присутствовать в утопленной области).
Фильтрующий табачный дым материал может представлять собой, например, любой из этих материалов (как правило, нитевидный, волокнистый, тканевый или экструдированный), традиционно используемый для изготовления фильтров табачного дыма. Фильтрующий материал может представлять собой природный или синтетический волокнистый жгут, например, из хлопка или пластмассы, такой как полиэтилен или полипропилен, или из волокнистого жгута ацетата целлюлозы. Он может представлять собой, например, природные или синтетические штапельные волокна, вату, рулонный материал, например, бумагу (обычно крепированную) и (например, синтетические) нетканые материалы, а также экструдированный материал (например, крахмал, синтетическую пену, экструдированные пенопласты). Фильтрующий материал может представлять собой ацетат целлюлозы.
В соответствии с настоящим изобретением в еще одном аспекте предложен способ изготовления утопленного фильтра табачного дыма или фильтрующего табачный дым элемента [например, утопленного фильтра табачного дыма или фильтрующего табачный дым элемента, содержащего обертку, обернутую вокруг проходящей в продольном направлении сердцевины из фильтрующего табачный дым материала, причем первый конец обертки выполняют по существу заподлицо с первым концом сердцевины, вокруг которой ее оборачивают, а второй конец обертки выпускают за пределы второго конца сердцевины, вокруг которой ее оборачивают с формированием полости на втором конце фильтра (или фильтрующего элемента), и при этом закрепляющий клей наносят между оберткой и сердцевиной, при этом клей не наносят на части обертки, которая выходит за второй конец сердцевины, вокруг которой ее оборачивают с формированием полости];
при этом способ включает этапы, на которых:
перемещают в продольном направлении непрерывный поток (например, отдельных, например, предварительно сформированных) фильтрующих элементов и/или (например, предварительно сформированных) составных (например, двойных) фильтрующих стержней, причем фильтрующие элементы и/или составные фильтрующие стержни в продольно перемещающемся потоке продольно разнесены друг от друга, и каждый фильтрующий элемент и/или составной фильтрующий стержень содержит проходящую в продольном направлении сердцевину из фильтрующего табачный дым материала;
наносят закрепляющий клей на непрерывно перемещающуюся обертку из жесткой мундштучной бумаги (например, с плотностью от 40 до 120 г/м2) в локализованные области (например, участки), которые соответствуют положениям фильтрующих элементов и/или составных фильтрующих стержней в непрерывном потоке, и закрепляющий клей не наносят на обертку в областях, которые соответствуют пространству между фильтрующими элементами и/или составными фильтрующими стержнями; и
обертывают содержащей клей непрерывно перемещающейся оберткой вокруг продольно перемещающегося потока фильтрующих элементов и/или составных (например, двойных) фильтрующих стержней, чтобы, таким образом, сформировать непрерывный обернутый стержень, содержащий: фильтрующие элементы и/или составные фильтрующие стержни, которые в продольном направлении отстоят на некоторое расстояние друг от друга, и каждый из которых содержит проходящую в продольном направлении сердцевину из фильтрующего табачный дым материала; и общую обертку, причем закрепляющий клей расположен исключительно между общей оберткой и проходящими в продольном направлении сердцевинами.
Предпочтительно, способ включает дополнительный этап разрезания непрерывного обернутого стержня (содержащего проходящие в продольном направлении фильтрующие элементы и/или составные фильтрующие стержни).
По желанию (например, отдельные, например, предварительно сформированные) фильтрующие элементы и/или (например, предварительно сформированные) составные (например, двойные) фильтрующие стержни могут иметь закрепляющий клей.
Способ производства утопленного фильтра табачного дыма или фильтрующего табачный дым элемента [например, утопленного фильтра табачного дыма или фильтрующего табачный дым элемента, содержащего обертку, обернутую вокруг проходящей в продольном направлении сердцевины из фильтрующего табачный дым материала, причем первый конец обертки выполнен по существу заподлицо с первым концом сердцевины, вокруг которой она обернута, а второй конец обертки выходит за пределы второго конца сердцевины, вокруг которой она обернута с формированием полости на втором конце фильтра (или фильтрующего элемента), и причем закрепляющий клей расположен между оберткой и сердцевиной, при этом клей не расположен на части обертки, которая выходит за второй конец сердцевины, вокруг которой обертка обернута с формированием полости] может включать этапы, на которых:
перемещают в продольном направлении непрерывный поток двойных фильтрующих стержней, причем двойные фильтрующие стержни в продольно перемещающемся потоке продольно разнесены друг от друга, и каждый двойной фильтрующий стержень содержит проходящую в продольном направлении сердцевину из фильтрующего табачный дым материала;
наносят закрепляющий клей на непрерывно перемещающуюся обертку из жесткой мундштучной бумаги (например, с плотностью от 40 до 120 г/м2) в локализованные области (например, участки), которые соответствуют положениям двойных фильтрующих стержней в непрерывном потоке, так что закрепляющий клей не наносят на обертку в областях, которые соответствуют пространству между двойными фильтрующими стержнями; и
обертывают содержащей клей непрерывно перемещающейся оберткой вокруг продольно перемещающегося потока двойных фильтрующих стержней, чтобы, таким образом, сформировать непрерывный обернутый стержень, содержащий: двойные фильтрующие стержни, которые в продольном направлении отстоят на некоторое расстояние друг от друга, и каждый из которых содержит проходящую в продольном направлении сердцевину из фильтрующего табачный дым материала; и общую обертку, причем закрепляющий клей расположен исключительно между общей оберткой и проходящими в продольном направлении сердцевинами (двойными фильтрующими стержнями).
(Например, отдельные, например, предварительно сформированные) фильтрующие элементы и/или (например, предварительно сформированные) составные фильтрующие стержни в потоке предпочтительно совмещены таким образом, что продольные оси их цилиндрических сердцевин ориентированы вдоль продольного направления потока.
(Например, отдельные, например, предварительно сформированные) фильтрующие элементы и/или (например, предварительно сформированные) составные фильтрующие стержни в продольно перемещающемся потоке продольно разнесены друг от друга (т.е. каждый фильтрующий элемент/стержень отстоит в продольном направлении на некоторое расстояние от следующего вдоль непрерывного потока).
Предпочтительно, способ включает дополнительный этап разрезания непрерывного обернутого табачного стержня в совмещении с положением, которое расположено на полпути вдоль каждого двойного фильтрующего стержня, чтобы получить продукт из двойного стержня, каждый из которых содержит две проходящие в продольном направлении сердцевины из фильтрующего табачный дым материала, которые в продольном направлении отстоят на некоторое расстояние друг от друга, и общую обертку, обернутую вокруг проходящих в продольном направлении сердцевин, причем закрепляющий клей наносят исключительно между общей оберткой и проходящими в продольном направлении сердцевинами.
В соответствии с настоящим изобретением, в еще одном аспекте предложен способ изготовления курительных изделий с фильтром (например, сигарет), включающий следующие этапы:
присоединение обернутого табачного стержня к каждой стороне продукта в виде двойного стержня, содержащего две проходящих в продольном направлении сердцевины из фильтрующего табачный дым материала, которые отстоят друг от друга в продольном направлении на некоторое расстояние, и общую обертку, обернутую вокруг проходящих в продольном направлении сердцевин, причем закрепляющий клей наносят исключительно между общей оберткой и проходящими в продольном направлении сердцевинами; и разрезание продукта в виде двойного стержня в совмещении с положением, находящимся на полпути между продольно проходящими сердцевинами из фильтрующего табачный дым материала.
Предпочтительно, клей (например, закрепляющий клей) представляет собой клей-расплав или клей на основе эмульсии (например, ЭВА, ПВА или ПВС). Ширина локализованной области (например, участка) определяется характеристиками клея и подложки, необходимой прочности связи и экономическими соображениями. Локализованная область (например, участок) может проходить по всей ширине обертки. Тем не менее, предпочтительно, чтобы локализованная область (например, участок) проходила на 20-40% (например, на одну треть) от ширины обертки. Предпочтительно, длина локализованной области та же самая, что и длина проходящей продольном направлении сердцевины из фильтрующего табачный дым материала. Длина локализованной области может быть короче, чем длина проходящей в продольном направлении сердцевины из фильтрующего табачный дым материала, например, такая, что локализованная область (закрепляющего) клея между оберткой и сердцевиной отстоит по меньшей мере на 1 мм от второго конца сердцевины.
Предпочтительно, закрепляющий клей наносят в виде аэрозоля, например, колеблющейся струи. Система клейкого аэрозоля работает лучше всего, когда она используется с клеями от малой до средней вязкости. Предпочтительно, клей имеет вязкость от 200 до 1000 сП, более предпочтительно от 400 до 600 сП. Спрей можно наносить в локализованной области с любым подходящим рисунком - например, в виде одного дискретного участка или в виде серии параллельных линий или в виде спирали.
Хотя предпочтительно наносить клей распылением, следует иметь в виду, что также можно наносить клей любым способом, для которого существует соответствующая система управления для нанесения дискретных областей клея на бумагу, например, с помощью кистей, роликов, печатью, пистолетами и т.д. Кроме того, не важно, что участок или участки внутреннего закрепляющего клея имеют точно такую же длину, размер или размеры, что фильтры/элементы, для приклеивания к которым они предназначены, хотя очевидно, что должно быть разумное соотношение.
В соответствии с настоящим изобретением, в еще одном аспекте предложен способ изготовления утопленного фильтра табачного дыма или фильтрующего табачный дым элемента [например, утопленного фильтра табачного дыма или фильтрующего табачный дым элемента, содержащего обертку, обернутую вокруг проходящей в продольном направлении сердцевины из фильтрующего табачный дым материала, причем первый конец обертки выполнен по существу заподлицо с первым концом сердцевины, вокруг которой она обернута, а второй конец обертки выходит за пределы второго конца сердцевины, вокруг которой она обернута с формированием полости на втором конце фильтра (или фильтрующего элемента), и причем закрепляющий клей наносят между оберткой и сердцевиной, при этом клей не наносят на часть обертки, которая выходит за второй конец сердцевины, вокруг которой обертка обернута с формированием полости];
при этом способ включает этапы, на которых:
перемещают в продольном направлении непрерывный поток (например, отдельных, например, предварительно сформированных) фильтрующих элементов и/или (например, предварительно сформированных) составных (например, двойных) фильтрующих стержней, причем фильтрующие элементы и/или составные фильтрующие стержни в продольно перемещающемся потоке продольно разнесены друг от друга, и каждый фильтрующий элемент и/или составные фильтрующие стержни содержит проходящую в продольном направлении сердцевину из фильтрующего табачный дым материала с закрепляющим клеем, нанесенным на ее наружную поверхность;
оборачивают непрерывно перемещающуюся обертку из жесткой мундштучной бумаги (например, с плотностью от 40 до 120 г/м2) вокруг продольно перемещающегося потока фильтрующих элементов и/или составных (например, двойных) фильтрующих стержней, чтобы, таким образом, сформировать непрерывный обернутый стержень, содержащий: фильтрующие элементы и/или составные фильтрующие стержни, которые в продольном направлении отстоят на некоторое расстояние друг от друга, и каждый из которых содержит проходящую в продольном направлении сердцевину из фильтрующего табачный дым материала; и общую обертку, причем закрепляющий клей наносят исключительно между общей оберткой и проходящими в продольном направлении сердцевинами.
Предпочтительно, способ включает дополнительный этап разрезания непрерывного обернутого стержня (содержащего проходящие в продольном направлении фильтрующие элементы и/или составные фильтрующие стержни). По желанию обертка может иметь закрепляющий клей в локализованных областях (например, участках), которые соответствуют положениям стержней с двойным фильтром в непрерывном потоке.
Заявители обнаружили, предпочтительно, что уменьшается загрязнение ножа, связанное с изготовлением фильтров или фильтрующих элементов посредством способов, в соответствии с изобретением, поскольку фильтрующий стержень разрезают на утопленные фильтры/элементы в тех областях, где нет клея (например, нет закрепляющего клея) и, следовательно, нож не загрязняется клеем (или углеродом).
В соответствии с изобретением, в сигарете с фильтром, выполненном в соответствии с изобретением (или фильтром, который содержит фильтрующий элемент, выполненный в соответствии с изобретением), фильтр присоединяют к обернутому табачному стержню, одним концом фильтра, обращенным к табаку. Фильтр может, например, быть присоединен к обернутому табачному стержню посредством кольцевого ободка [который оборачивают вокруг только соседних концов (обернутого) фильтра и стержня, чтобы оставить большую часть обертки фильтра открытой] или, более предпочтительно, посредством полной ободковой обертки (которую оборачивают вокруг всей длины фильтра и прилегающего конца табачного стержня). Сигарета может содержать ободковую обертку (например, выполненную из жесткой мундштучной бумаги) в сочетании с наружной оберткой фильтра с получением требуемой (например, еще больше увеличенной) жесткости конечной сигареты с утопленным фильтром.
Любой фильтр или сигарета с фильтром, в соответствии с изобретением, может быть невентилируемой, или может быть вентилируемой способами, хорошо известными в данной области техники, например, с использованием предварительно перфорированной или воздушно-проницаемой обертки (мундштучной обертки), и/или лазерной перфорации обертки (мундштучной обертки) и ободковой обертки. Вентилируемая полная ободковая обертка также может, по своей сути, быть воздухопроницаемой или иметь вентиляционные отверстия, причем в вентилируемых продуктах, в которых имеется где как мундштучная обертка фильтра, так и ободковая обертка, вентиляционные отверстия через обертку будут обычно совпадать с вентиляционными отверстиями через мундштучную обертку. Вентиляционные отверстия через мундштучную обертку фильтра, или через ободковую обертку, или через обе обертки одновременно, могут быть получены путем лазерной перфорации в процессе изготовления фильтра или сигареты с фильтром.
Когда вентиляционные отверстия в фильтре или в сигарете с фильтром, в соответствии с изобретением, локализованы в продольном направлении изделия, эта локализация предпочтительно выбрана в одной или двух областях, выбранных из выше по потоку, ниже по потоку, и в совмещении с указанным или любым положением (кармана или пятна или участка) добавки, в зависимости от требуемых характеристик вентиляции и фильтрации. Вентиляционные отверстия, расположенные выше по потоку и/или в совмещении с положением (кармана или пятна или участка) добавки, часто являются предпочтительными. Также могут иметься вентиляционные отверстия между положениями (карманов или пятен или участков) добавки, когда имеется два или большее количество таких мест.
В соответствии с изобретением, в еще одном аспекте предлагается составной стержень, содержащий несколько (например, 2, 4, 6 и т.д.) фильтров (или фильтрующих элементов), как описано выше, и/или соединенных как единое целое торец-в-торец в зеркальном отражении.
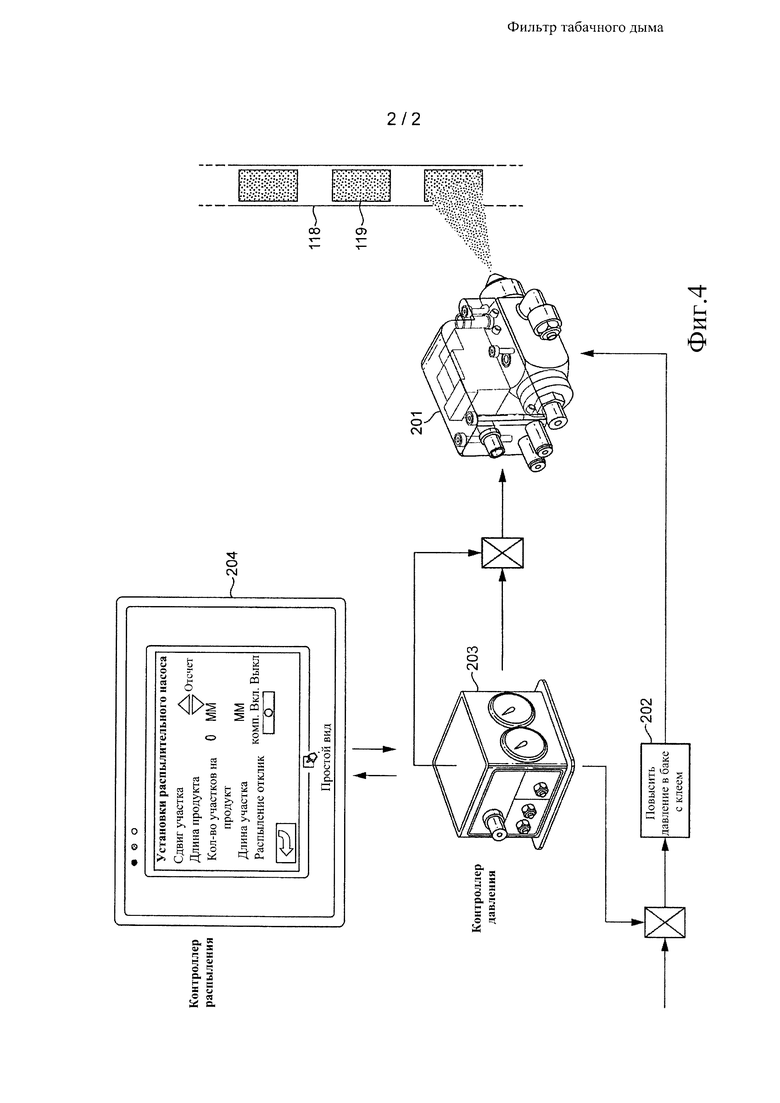
Настоящее изобретение будет проиллюстрировано со ссылкой на следующие Примеры и прилагаемые чертежи, на которых: Фиг. 1 схематически иллюстрирует утопленный фильтр, выполненный в соответствии с вариантом выполнения настоящего изобретения; Фиг. 2 схематически иллюстрирует утопленный фильтр, выполненный в соответствии с другим дополнительным вариантом выполнения настоящего изобретения; Фиг. 3 схематически иллюстрирует способ изготовления утопленных фильтров, в соответствии с вариантом выполнения, показанном на Фиг. 2; Фиг. 4 иллюстрирует общий вид системы управления для типичной импульсной распылительной системы склеивания для изготовления фильтров, выполненных в соответствии с изобретением, с помощью способов, в соответствии с настоящим изобретением.
Примеры
Фиг. 1 показывает «Active Patch» утопленный фильтр, содержащий наружную обертку 3 из мундштучной бумаги с плотностью 100 г/м2, обернутой вокруг (одной) цилиндрической проходящей в продольном направлении сердцевиной из фильтрующего табачный дым материала 5 и удерживаемой на месте с помощью традиционного (наложенного и прихваченного) шва (не показан). Первый конец наружной обертки 3а выполнен по существу заподлицо с первым концом 5а сердцевины 5, вокруг которой она обернута, а второй конец наружной обертки 3b выходит за пределы второго конца 5b сердцевины 5, вокруг которой она обернута с формированием полости 6, углубления на втором (мундштучном) конце фильтра. Закрепляющий клей (например, EVA) расположен на радиальной внутренней поверхности обертки, исключительно между наружной оберткой и сердцевиной, чтобы удерживать сердцевину на месте внутри обертки. Закрепляющий клей наносят (смотри ниже) таким образом, что клей не расположен на части обертки 3b, которая проходит за второй конец сердцевины, вокруг которой она обернута, чтобы сформировать (например, трубчатую, полость); другими словами, закрепляющий клей не присутствует на части обертки 3b, которая проходит за второй конец сердцевины, вокруг которой она обернута, чтобы сформировать (например, трубчатую, полость).
Следует иметь в виду, что это радиальная внутренняя поверхность наружной обертки 3, которая выходит за пределы второго конца сердцевины 5b, которая формирует, вместе со вторым концом проходящей в продольном направлении сердцевины 5b, трубчатую полость (углубление) 6, расположенную на втором конце фильтра. Закрепляющий клей не присутствует на радиальной внутренней поверхности наружной обертки 3, которая проходит за пределы второго конца сердцевины 5b, вокруг которой она обернута; полость/углубление на втором конце фильтра (или фильтрующего элемента) свободна от клея.
Одна единственная проходящая в продольном направлении сердцевина из фильтрующего табачный дым материала 5 представляет собой «Active Patch» фильтрующий элемент, как хорошо известно в данной области техники, например, как раскрыто в патенте Великобритании №2261152. Сердцевина 5 содержит выполненную в виде стержня сердцевину 7 из фильтрующего табачный дым материала в форме жгута ацетата целлюлозы, и обертку 9 с добавкой (добавкой в виде частиц), обернутую вокруг выполненной в виде стержня сердцевины, причем обертка 9 с добавкой имеет добавки в виде гранул активированного угля, приклеенные к пятну или участку 11 ее радиальной внутренней поверхности, причем указанная обертка с добавкой свободна от добавки по своей окружности на втором конце 9а сердцевины. Фильтр 1 имеет длину 27 мм, из которой полость 6, или углубление, на втором конце имеет длину 6 мм. Участок 11 расположено в центре между двумя концами сердцевины 7; оба конца сердцевины 7 свободны от добавки. «Active Patch» фильтрующий элемент может, например, быть получен способом, раскрытым в патенте Великобритании №2261152.
На Фиг. 2 показан пример «Smooth Core» утопленного фильтра. Фиг. 2 изображает фильтр 101 табачного дыма, содержащий наружную обертку 103 из мундштучной бумаги с плотностью 100 г/м2, обернутую вокруг одной проходящей в продольном направлении цилиндрической сердцевины из фильтрующего табачный дым материала 105 и удерживаемой на месте с помощью традиционного (наложенного и прихваченного) шва (не показан). Одна единственная проходящая в продольном направлении сердцевина из фильтрующего табачный дым материала 105 представляет собой «Smooth Core» фильтр, например, как раскрыто в международной патентной заявке №2006/059134. Сердцевина 105 содержит выполненную в виде стержня сердцевину 107 из фильтрующего табачный дым материала в форме жгута ацетата целлюлозы, имеющую полностью заключенный в нее (например, внедренный) карман 199 добавки в форме частиц активированного угля. Первый конец 103а наружной обертки 103 выполнен по существу заподлицо с первым концом 105а сердцевины, вокруг которой она обернута, а второй конец 103b наружной обертки выходит за пределы второго конца 105b сердцевина, вокруг которой она обернута, с формированием полости 106, углубления на втором (мундштучном) конце фильтра. Закрепляющий клей (например, EVA) расположен на радиальной внутренней поверхности наружной обертки исключительно между наружной оберткой 103 и сердцевиной, чтобы удерживать сердцевину на месте внутри обертки. Закрепляющий клей нанесен (смотри ниже) таким образом, что закрепляющий клей не расположен на части обертки 103b, которая проходит за второй конец сердцевины, вокруг которой она обернута, чтобы сформировать (например, трубчатую) полость; другими словами, закрепляющий клей не присутствует на части обертки 103b, которая проходит за второй конец сердцевины, вокруг которой она обернута, чтобы сформировать (например, трубчатую, полость).
Следует иметь в виду, что это радиальная внутренняя поверхность наружной обертки 103, которая выходит за пределы второго конца сердцевины 105b, которая формирует, вместе со вторым концом проходящей в продольном направлении сердцевины 105b, трубчатую полость (углубление) 106, расположенную на втором, или мундштучном, конце фильтра. Закрепляющий клей не присутствует на радиальной внутренней поверхности наружной обертки 103, которая проходит за пределы второго конца сердцевины 105b, вокруг которой она обернута; полость/углубление на втором конце фильтра (или фильтрующего элемента) свободна от клея.
Фильтр 101 имеет длину 27 мм, из которой полость 106, или углубление, на втором конце имеет длину 6 мм. Карман 199 расположен по направлению к первому, или табачному, концу сердцевины 107, но следует иметь в виду, что оба конца сердцевины 7 свободны от добавки (потому что добавка полностью внедрена в сердцевину); добавка является невидимой со стороны второго, или ротового, конца фильтра. «Smooth Core» фильтрующий элемент 107 может, например, быть изготовлен способом, раскрытым в международной патентной заявке №2006/059134.
Способы включения фильтрующих элементов в утопленные фильтры хорошо известны в данной области техники. В известных способах непрерывный поток проходящих в продольном направлении фильтрующих сердцевин из фильтрующего табачный дым материала располагают соответствующим образом (разнесенными друг от друга) с использованием изготавливающей фильтры машины, и подают через оберточное устройство, где жесткую мундштучную обертку обертывают вокруг фильтрующих сердцевин и закрепляют вокруг всему фильтрующих сердцевин с помощью традиционного (наложенного и прихваченного) шва. В известных способах небольшое количество (например, от 2 до 4) непрерывных полос закрепляющего клея наносят на внутреннюю сторону обертки непосредственно перед тем, как она входит в упаковочное устройство изготавливающей сигаретные фильтры машины; обертку затем накладывают на фильтрующие сердцевины с помощью устройства, в результате чего закрепляющий клей на обертке входит в контакт с фильтрующим материалом и образует когезионную связь между оберткой и фильтрующими сердцевинами.
Фиг. 3 схематически иллюстрирует способ изготовления утопленных фильтров, выполненных в соответствии с настоящим изобретением, в соответствии с вариантом выполнения, изображенным на Фиг. 2. Фиг. 3 показывает непрерывный поток разнесенных фильтрующих стержней 115, перемещающихся в продольном направлении, указанном стрелкой 116. Каждый фильтрующий стержень 115 содержит две проходящие в продольном направлении сердцевины из фильтрующего табачный дым материала 105 (см Фиг. 2), расположенные торец в торец в зеркальном отображении. Следует иметь в виду, что фильтрующие стержни 115 изготовлены способами, раскрытыми в международной патентной заявке №2006/059134, и что линия 117 между каждой парой сердцевин из фильтрующего табачный дым материала 105 представляет собой линию, вдоль которой фильтрующие стержни 115 в конечном счете будут разрезаны для получения отдельных сердцевин 115.
Поток фильтрующих стержней 115 входит в оберточное устройство (не показано), где постоянно перемещающуюся наружную обертку из жесткой мундштучной бумаги 118 с плотностью 100 г/м2 оборачивают вокруг проходящего в продольном направлении потока из фильтрующих сердцевин, и закрепляют с помощью (наложенного и прихваченного) шва (как хорошо известно).
В соответствии с изобретением, закрепляющий клей EVA наносят для удержания фильтрующих стержней на месте на/в обертке. Закрепляющий клей наносят способом импульсного распыления, на внутреннюю поверхность перемещающейся мундштучной обертки 118, исключительно в локализованных областях/участках 119, соответствующих тем областям, где будут присутствовать фильтрующие стержни 115, непосредственно перед тем, как мундштучная обертка 118 входит в упаковочное устройство изготавливающей сигаретные фильтры машины. Перемещающуюся обертку затем накладывают на фильтрующие стержни с помощью устройства, в результате чего локализованные участки 119 клея на внутренней поверхности обертки 118 вступают в контакт с фильтрующим материалом фильтрующих стержней 115, чтобы сформировать когезионную связь между оберткой и фильтрующими сердцевинами. Следует иметь в виду, что закрепляющий клей не наносят на внутреннюю поверхность обертку 118 в тех местах (т.е. областях, отличных от локализованных областей 119), которые не вступают в контакт с фильтрующими стержнями 15. Другими словами, закрепляющий клей не наносят на внутреннюю поверхность обертки 118 в местах, которые соответствуют промежуткам в разнесенном потоке фильтрующих стрежней; эти промежутки образуют углубление в конечном продукте утопленных фильтров/сигарет с утопленными фильтрами.
Обернутые фильтрующие стержни 115 выпускают из устройства и разрезают (по линиям 117) на несколько фильтрующих стержней. Стержень, содержащий два фильтра, называется в настоящем документе как двойной продукт в виде стержня (Фиг. 3а). Как хорошо известно в данной области техники, в последующей процедуре изготовления сигарет, двойной продукт 120 в виде стержня соединяют на каждом конце с обернутым табачным стержнем, а затем разрезают вдоль линии, показанной стрелкой 121, чтобы получить две сигареты с утопленным фильтром. Следует иметь в виду, что линия 121 представляет собой линию, расположенную на полпути вдоль промежутка между соседними фильтрующими стержнями 115 и, таким образом, разрез расположен в той области, где нет фильтра (и нет закрепляющего клея); разрез, поэтому, образует углубление на конце каждой сигареты, и конечный продукт - сигаретный фильтр не имеет закрепляющего клея, присутствующего на радиальной внутренней поверхности наружной обертки 181 в этой области углубления.
Фиг. 4 показывает схематический вид системы управления для системы склеивания импульсным распылением, в соответствии с Фиг. 3. Как показано на Фиг. 4, аппликатор 201 клея импульсным распылением наносит локализованные участки 119 клея на внутреннюю поверхность обертки 118 непосредственно перед вхождением обертки 118 в устройство (не показано).
Клей поступает из резервуара 202 с клеем под давлением к аппликатору 201 клея импульсным распылением. Регулятор 203 давления управляет давлением воздуха импульсного распыления в аппликаторе 201 и в резервуаре 202 с клеем под давлением, чтобы обеспечить нанесение соответствующего количества клея на локализованный участок 119. Для управления количеством и размером локализованных участков, а также управления регулятором 203 давления и аппликатором 201 клея импульсным распылением) используется контроллер 204 распыления (микропроцессор, компьютер или аналогичное устройство).
Следует иметь в виду, что (закрепляющий) клей может быть нанесен (например, распылением) на сегменты фильтра, а не на обертку, или же клей может быть нанесен как на обертку, так и на сегменты. Однако нанесение только на обертку является предпочтительным способом.
Пример 2 - снижение CCO
Утопленные фильтры были изготовлены с использованием стандартных машин по изготовлению фильтров, как хорошо известно в данной области техники. Эти фильтры разрезались на фильтрующие стержни длиной 108 мм, каждый из которых содержит мундштуки длиной 4×27 мм. Каждый мундштук имеет углубление 5 мм, проходящую в продольном направлении 10 мм ниже по потоку вставку из не обернутого фильтрующего материала из ацетата целлюлозы, обращенную к мундштучному концу, и дополнительную (выше по потоку) проходящую в продольном направлении 12 мм вставку из фильтрующего материала из ацетата целлюлозы, содержащую сетку 30/70 из активированного угля на основе кокоса, распределенного в волокнистой матрице на конце, обращенном к табачному стержню.
Через равные промежутки времени производства, случайной выборкой 160 фильтрующих стержней были взяты из машины, и каждый из них были разрезан в местах, соответствующих мундштучному концу, обеспечивая, тем самым, в общей сложности 640 мундштуков фильтра для оценки. Обученные операторы визуально оценили каждый из этих 640 мундштуков фильтра и записали количество мундштуков, в которых любые темные частицы (предполагается, что углерод) были видны невооруженным глазом. Это известно как число CCO, выраженное в процентах.
Первоначальная конструкция машины имела традиционную систему для нанесения внутреннего закрепляющего клея в виде непрерывного распыления на внутреннюю поверхность тяжеловесной (100 100 г/м2) мундштучной обертки, используемой для объединения сегментов и обеспечения жесткости для утопленного ротового конца. Результаты измерений CCO для 10 образцов известного уровня техники (т.е. 10 лотов по 640 мундштуков) были следующими:
- Среднее CCO: 7,81%
- Диапазон среднего CCO для каждого образца: 2,5%-15,625%
Затем изготавливающая фильтры машина была модифицированы в соответствии с изобретением, т.е. внутренний закрепляющий клей наносили с помощью механизма управления таким образом, что локализованные участки с клеем (соответствующие положению, где расположены волокнистые вставки) распыляли на внутреннюю поверхность мундштучной обертки. Например, в данном случае, клей будет присутствовать на 22 мм длины двух сегментов в каждом мундштуке, но отсутствовать на 5 мм длины, соответствующим открытому утопленному концу. Результаты измерений CCO для 10 образцов, выполненных в соответствии с изобретением (т.е. 10 лотов по 640 мундштуков), изготовленных способом, в соответствии с изобретением:
- Среднее CCO: 0,38%
- Диапазон среднего CCO для каждого образца: 0,13%-0,75%
Видно, что с помощью изобретения была достигнуто существенное снижение CCO приблизительно 95%.
| название | год | авторы | номер документа |
|---|---|---|---|
| ФИЛЬТР ТАБАЧНОГО ДЫМА | 2011 |
|
RU2603597C2 |
| Фильтр табачного дыма | 2014 |
|
RU2696025C2 |
| ТАБАЧНЫЙ ФИЛЬТР | 2012 |
|
RU2594557C2 |
| ФИЛЬТР ДЛЯ КУРЕНИЯ ТАБАКА | 2009 |
|
RU2585247C2 |
| Фильтр табачного дыма | 2014 |
|
RU2663404C2 |
| Фильтр или фильтрующий элемент для табачного дыма, способ его получения и курительное изделие, включающее такой фильтр или фильтрующий элемент | 2018 |
|
RU2780049C2 |
| ФИЛЬТР ДЛЯ КУРИТЕЛЬНОГО ИЗДЕЛИЯ | 2009 |
|
RU2520878C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КУРИТЕЛЬНЫХ ИЗДЕЛИЙ С МУНДШТУЧНЫМИ ПОЛОСТЯМИ | 2013 |
|
RU2636907C2 |
| ФИЛЬТР ДЛЯ КУРИТЕЛЬНОГО ИЗДЕЛИЯ | 2009 |
|
RU2526014C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КУРИТЕЛЬНЫХ ИЗДЕЛИЙ С МУНДШТУЧНЫМИ ПОЛОСТЯМИ | 2013 |
|
RU2747001C2 |

Изобретение относится к фильтрам и фильтрующим элементам для курительных изделий, таких как сигареты. Фильтр табачного дыма или фильтрующий табачный дым элемент содержит обертку, обернутую вокруг проходящей в продольном направлении сердцевины из фильтрующего табачный дым материала, причем первый конец обертки расположен по существу заподлицо с первым концом сердцевины, вокруг которой она обернута, а второй конец обертки выходит за пределы второго конца сердцевины, вокруг которой она обернута, с формированием полости на втором конце фильтра или фильтрующего элемента, и клей, расположенный между оберткой и сердцевиной, причем клей отсутствует на той части обертки, которая проходит за второй конец сердцевины, вокруг которой обертка обернута с формированием полости, и добавку, расположенную на расстоянии от второго конца сердцевины. Фильтр табачного дыма или фильтрующий табачный дым элемент содержит обертку, обернутую вокруг проходящей в продольном направлении сердцевины из фильтрующего табачный дым материала, причем первый конец обертки расположен по существу заподлицо с первым концом сердцевины, вокруг которой она обернута, а второй конец обертки выходит за пределы второго конца сердцевины, вокруг которой она обернута, таким образом, что радиальная внутренняя поверхность обертки, которая проходит за пределы второго конца сердцевины, вокруг которой она обернута, формирует полость или углубление на втором конце фильтра или фильтрующего элемента, и клей, расположенный между оберткой и сердцевиной, при этом клей отсутствует на радиальной внутренней поверхности обертки, которая проходит за второй конец сердцевины, вокруг которой обертка обернута, и указанный фильтр или фильтрующий элемент содержит добавку, расположенную на расстоянии от второго конца сердцевины. Техническими результатами изобретения являются уменьшение расхода клея, снижение углеродного загрязнения, уменьшение загрязнения ножа в процессе производства, отсутствие необходимости в выполнении этапа проталкивания сердцевин в пространство между сердцевиной и оберткой для образования полости. 7 н. и 11 з.п. ф-лы, 4 ил., 2 пр.
1. Фильтр табачного дыма или фильтрующий табачный дым элемент, содержащий:
обертку, обернутую вокруг проходящей в продольном направлении сердцевины из фильтрующего табачный дым материала, причем первый конец обертки расположен по существу заподлицо с первым концом сердцевины, вокруг которой она обернута, а второй конец обертки выходит за пределы второго конца сердцевины, вокруг которой она обернута, с формированием полости на втором конце фильтра или фильтрующего элемента,
и клей, расположенный между оберткой и сердцевиной, причем клей отсутствует на той части обертки, которая проходит за второй конец сердцевины, вокруг которой обертка обернута с формированием полости, и
добавку, расположенную на расстоянии от второго конца сердцевины.
2. Фильтр табачного дыма или фильтрующий табачный дым элемент, содержащий:
обертку, обернутую вокруг проходящей в продольном направлении сердцевины из фильтрующего табачный дым материала, причем первый конец обертки расположен по существу заподлицо с первым концом сердцевины, вокруг которой она обернута, а второй конец обертки выходит за пределы второго конца сердцевины, вокруг которой она обернута, таким образом, что радиальная внутренняя поверхность обертки, которая проходит за пределы второго конца сердцевины, вокруг которой она обернута, формирует полость или углубление на втором конце фильтра или фильтрующего элемента, и
клей, расположенный между оберткой и сердцевиной,
отличающийся тем, что клей отсутствует на радиальной внутренней поверхности обертки, которая проходит за второй конец сердцевины, вокруг которой обертка обернута, и указанный фильтр или фильтрующий элемент содержит добавку, расположенную на расстоянии от второго конца сердцевины.
3. Фильтр или фильтрующий элемент по п. 1 или 2, в котором добавка представляет собой добавку в виде частиц.
4. Фильтр или фильтрующий элемент по п. 1 или 2, в котором проходящая в продольном направлении сердцевина из фильтрующего табачный дым материала содержит выполненную в виде стержня сердцевину из фильтрующего табачный дым материала, имеющую полностью заключенный в нее один (или по меньшей мере один) карман с добавкой.
5. Фильтр или фильтрующий элемент по п. 1 или 2, в котором проходящая в продольном направлении сердцевина из фильтрующего табачный дым материала содержит выполненную в виде стержня сердцевину из фильтрующего табачный дым материала и обертку с добавкой, обернутую вокруг выполненной в виде стержня сердцевины, причем обертка с добавкой имеет добавку, приклеенную к одному или большему количеству участков ее радиальной внутренней поверхности, при этом на обертке с добавкой по окружности на втором конце сердцевины добавка отсутствует.
6. Фильтр или фильтрующий элемент по п. 1 или 2, в котором проходящая в продольном направлении сердцевина из фильтрующего табачный дым материала содержит расположенную ниже по потоку проходящую в продольном направлении цилиндрическую вставку из фильтрующего табачный дым материала и дополнительную проходящую в продольном направлении цилиндрическую вставку из фильтрующего табачный дым материала выше по потоку от расположенной ниже по потоку вставки, причем указанная дополнительная цилиндрическая вставка содержит добавку, расположенную внутри фильтрующего табачный дым материала.
7. Фильтр или фильтрующий элемент по п. 1 или 2, в котором проходящая в продольном направлении сердцевина из фильтрующего табачный дым материала содержит расположенную ниже по потоку проходящую в продольном направлении цилиндрическую вставку из фильтрующего табачный дым материала, дополнительную проходящую в продольном направлении цилиндрическую вставку из фильтрующего табачный дым материала, отстоящую в продольном направлении выше по потоку от расположенной ниже по потоку вставки, и удерживающую обертку, обернутую вокруг отстоящих друг от друга вставок и соединяющую их для формирования между ними полости, причем полость имеет расположенную в ней добавку.
8. Фильтр или фильтрующий элемент по п. 1 или 2, в котором фильтрующий материал содержит один или большее количество натуральных или синтетических волокнистых жгутов, выполненных, например, из хлопка или пластмассы, такой как полиэтилен или полипропилен, волокнистых жгутов из ацетата целлюлозы, природных или синтетических штапельных волокон, ваты, тонколистового материала, такого как бумага, нетканого материала, экструдированного материала (например, крахмала, синтетических пен, экструдированных пенопластов), или ацетата целлюлозы.
9. Фильтр или фильтрующий элемент по п. 1 или 2, в котором клей представляет собой термоплавкий клей или клей на основе эмульсии.
10. Способ получения утопленного фильтра табачного дыма или фильтрующего табачный дым элемента, включающий этапы:
перемещения в продольном направлении непрерывного потока фильтрующих элементов и/или составных фильтрующих стержней, причем указанные фильтрующие элементы и/или составные фильтрующие стержни в продольно перемещающемся потоке продольно разнесены друг от друга, при этом каждый фильтрующий элемент и/или составной фильтрующий стержень содержит проходящую в продольном направлении сердцевину из фильтрующего табачный дым материала;
нанесения закрепляющего клея на непрерывно перемещающуюся обертку из жесткой мундштучной бумаги в локализованных областях, которые соответствуют положениям фильтрующих элементов и/или составных фильтрующих стержней в непрерывном потоке, так что закрепляющий клей не наносят на обертку в областях, которые соответствуют промежутку между фильтрующими элементами и/или составными фильтрующими стержнями; и
обертывание непрерывно перемещающейся обертки с нанесенным на ней клеем вокруг перемещающегося в продольном направлении потока фильтрующих элементов и/или составных (например, двойных) фильтрующих стержней, с обеспечением формирования непрерывного обернутого стержня, содержащего фильтрующие элементы и/или составные фильтрующие стержни, которые отстоят в продольном направлении на расстоянии друг от друга в пределах общей обертки, при этом закрепляющий клей располагают исключительно между общей оберткой и фильтрующими элементами и/или составными фильтрующими стержнями.
11. Способ по п. 10, в котором дополнительно разрезают непрерывный обернутый табачный стержень.
12. Способ изготовления утопленного фильтра табачного дыма или фильтрующего табачный дым элемента, включающий этапы:
перемещения в продольном направлении непрерывного потока двойных фильтрующих стержней, причем указанные двойные фильтрующие стержни в продольно перемещающемся потоке продольно разнесены друг от друга, при этом каждый двойной фильтрующий стержень содержит проходящую в продольном направлении сердцевину из фильтрующего табачный дым материала;
нанесение закрепляющего клея на непрерывно перемещающуюся обертку из жесткой мундштучной бумаги в локализованных областях, которые соответствуют положениям двойных фильтрующих стержней в непрерывном потоке, так что закрепляющий клей не наносят на обертку в областях, которые соответствуют промежутку между двойными фильтрующими стержнями; и
обертывание непрерывно перемещающейся обертки с нанесенным на ней клеем вокруг перемещающегося в продольном направлении потока двойных фильтрующих стержней, с обеспечением формирования непрерывного обернутого стержня, содержащего двойные фильтрующие стержни, которые отстоят в продольном направлении на расстоянии друг от друга в пределах общей обертки, при этом закрепляющий клей расположен исключительно между общей оберткой и двойными фильтрующими стержнями.
13. Способ по п. 12, в котором дополнительно разрезают непрерывный обернутый стержень в совмещении с положением, которое расположено на полпути вдоль каждого двойного фильтрующего стержня, чтобы получить продукты из двойного стержня, каждый из которых содержит две проходящие в продольном направлении сердцевины из фильтрующего табачный дым материала, которые в продольном направлении отстоят на расстоянии друг от друга, и общую обертку, обернутую вокруг проходящих в продольном направлении сердцевин, причем закрепляющий клей расположен исключительно между общей оберткой и проходящими в продольном направлении сердцевинами.
14. Способ изготовления курительного изделия с фильтром (например, сигареты), включающий этапы:
присоединения обернутого табачного стержня к каждой стороне продукта в виде двойного стержня, содержащего две проходящих в продольном направлении сердцевины из фильтрующего табачный дым материала, которые отстоят друг от друга в продольном направлении, и общую обертку, обернутую вокруг проходящих в продольном направлении сердцевин, причем закрепляющий клей располагают исключительно между общей оберткой и проходящими в продольном направлении сердцевинами; и
разрезание продукта в виде двойного стержня в совмещении с положением, которое расположено на полпути между продольно проходящими сердцевинами из фильтрующего табачный дым материала.
15. Способ по любому из пп. 10, 12 и 14, в котором клей наносят в виде спрея.
16. Способ по любому из пп. 10, 12 и 14, в котором клей имеет вязкость от 200 до 1000 сП, более предпочтительно от 400 до 600 сП.
17. Сигарета с фильтром, содержащая фильтр по любому из пп. 1-9, или фильтр, изготовленный способом по любому из пп. 10-16 и присоединенный к обернутому табачному стержню, причем первый конец фильтра обращен к табаку.
18. Составной стержень, содержащий несколько фильтров по любому из пп. 1-9, или несколько фильтров, изготовленных способом по любому из пп. 10-16, вместе соединенных торец-в-торец в зеркальном отражении.
| WO 2008074977 A1, 26.06.2008 | |||
| US 3010457 А, 28.11.1961 | |||
| WO 2011080007 A1, 07.07.2011 | |||
| Литейная автоматическая установка | 1956 |
|
SU105682A1 |

