Настоящее изобретение относится к фильтрам табачного дыма и фильтрующим элементам, например, для курительных изделий, таких как сигареты.
Производство сигаретных фильтров трубчатой формы давно известно. Способ производства, как правило, основан на термоформовании пластифицированного жгута ацетата целлюлозы вокруг экструзионной головки с целью формирования непрерывной трубки, которая затем разрезается на отрезки определенной длины. Такие способы могут использоваться для формирования фильтров и фильтрующих элементов, имеющих внутренний канал или отверстие, проходящее от мундштука и обращенное к мундштуку. Внутренний канал или отверстие могут иметь круглое поперечное сечение или поперечное сечение другой определенной формы (например, треугольное, звездообразное, в форме сердца и др.). Поперечное сечение канала непосредственно видно в мундштуке и представляет собой характерную особенность сигареты для курильщика.
Трубчатые сигаретные фильтры обычно не обеспечивают значительный фильтрационный эффект, так как дым просто направляется вдоль основного отверстия фильтра. Таким образом, указанные трубчатые фильтры обычно используются как нижний по потоку сегмент мультисегментного сигаретного фильтра с расположенным верхним по потоку сегментом(ами), обеспечивающим первичное фильтрование, и как трубчатый элемент, в основном обеспечивающий визуальный эффект на мундштучном конце. Указанный визуальный эффект может использоваться, например, для распознавания подделки.
Известно также, что используются сигаретные фильтры, имеющие окружности различной длины, обычно имеющие значения от приблизительно 25 мм до приблизительно 14 мм, известные как «стандартные», «тонкие», «сверхтонкие» и «микротонкие» изделия, по мере того как длина окружности фильтра уменьшается в пределах данного диапазона (например, соответственно, от приблизительно 24,5 мм до приблизительно 23 мм, до приблизительно 16-17 мм, до приблизительно 14-15 мм). В связи с уменьшением длины окружности для обеспечения соразмерности продукта необходимо уменьшить толщину стенки. Кроме того, твердость фильтра (определенная по шкале твердости Фильтрона, известной в данной области техники) должна оставаться в допустимом диапазоне как для обеспечения соответствующего тактильного ощущения для курильщика, так и для простоты сборки сигарет с такими фильтрами.
В настоящее время «сверхтонкие» и «микротонкие» трубчатые фильтры не выпускаются в связи со сложностью их изготовления (например, допустимые пределы кольцевой стенки пропорционально уже, чем у фильтров с большей длиной окружности, с целью сохранения соответствующего внешнего вида, при этом для формирования кольцевого участка требуется меньше ацетилцеллюлозного волокна).
Заявители разработали сверхтонкие трубчатые фильтры, т.е. фильтры с диаметром приблизительно менее 17 мм, и способы их изготовления. Указанные трубчатые фильтры могут быть затем собраны в двухсегментные или в другие мультисегментные (сверхтонкие) фильтры способами, известными в данной области техники.
В соответствии с настоящим изобретением, предлагается фильтр табачного дыма или фильтрующий элемент, содержащий продольно проходящую (например, по существу цилиндрическую) сердцевину, выполненную из фильтрующего табачный дым материала, имеющую окружность длиной от 14 до 17 мм (например, от 16 до 17 мм), который содержит (например, ограничивает, окружает) канал (например, отверстие, например, цилиндрический канал или отверстие), проходящий в продольном направлении от конца (например, нижнего по потоку конца) сердцевины, причем сердцевина дополнительно содержит пластификатор из расчета от 17 до 19% от веса фильтрующего табачный дым материала.
Предпочтительно, фильтрующим табачный дым материалом является ацетат целлюлозы (например, жгут из ацетата целлюлозы). При использовании ацетата целлюлозы в качестве фильтрующего табачный дым материала плотность (стенки) ацетата целлюлозы может иметь значение в пределах от 0,25 до 0,41 г/см3, например от 0,25 до 0,33 г/см3. Ацетат целлюлозы может представлять собой ацетат целлюлозы с весовым номером нити от 30000 до 36000, например 34000 (для фильтра с длиной окружности 16-17 мм).
Предпочтительным пластификатором является триацетин, хотя могут использоваться другие пластификаторы, например TEGDA, триэтилцитрат и полиэтилен гликоль.
В предпочтительном варианте(ах) выполнения предлагается фильтр табачного дыма или фильтрующий элемент, содержащий продольно проходящую (например, по существу цилиндрическую) сердцевину, выполненную из жгута ацетата целлюлозы, имеющую окружность длиной от 14 до 17 мм (например, от 16 до 17 мм), которая имеет (например, ограничивает, окружает) канал (например, отверстие, например, цилиндрический канал или отверстие), проходящий в продольном направлении от конца сердцевины; причем сердцевина дополнительно содержит триацетин в качестве пластификатора, из расчета от 17 до 19% от веса жгута ацетата целлюлозы.
Предпочтительно, канал или отверстие проходит от одного конца продольно расположенной сердцевины до другого ее конца.
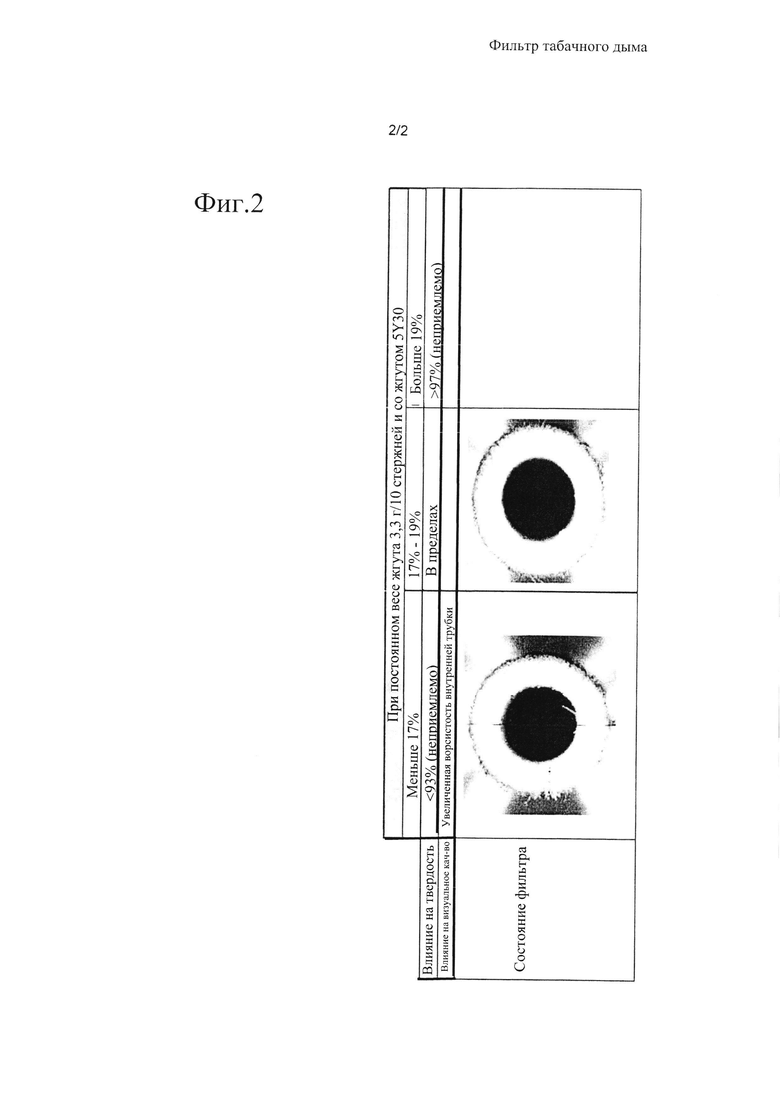
Заявители установили, что содержание пластификатора меньше 17% приводит к увеличению случаев ворсистости внутренней трубки (т.е. неравномерности канала/отверстия «трубки», отсутствию четких границ, обусловленному наличием отдельных волокон, видимых вдоль центрального отверстия); значения же, превышающие 19%, приводят к недопустимо высокой твердости и увеличению «неоднородности» (т.е. пустот внутри волокнистого материала, где волокно локально растворено). Это изображено на Фиг. 2 и обсуждается ниже.
Предпочтительно, продольно проходящая (например, по существу цилиндрическая) сердцевина, выполненная из фильтрующего табачный дым материала, имеет твердость 93% или более по шкале твердости Фильтрона, более предпочтительно 93-97% по шкале твердости Фильтрона. Шкала твердости Фильтрона для измерения твердости хорошо известна в этой области техники. По результатам производственных испытаний было установлено, что оптимальная твердость для трубчатых сигаретных фильтров находится в пределах 93-97% (по шкале твердости Фильтрона). Для обеспечения соответствующего товарного вида форма канала или отверстия должна быть четко выраженной (например, круглой, а не круга неправильной формы), при этом канал или отверстие не должны иметь «ворсистость» внутренней трубки (обусловленную наличием отдельных волокон, видимых вдоль центрального отверстия). Для обеспечения соответствующей формы границ трубчатого фильтра толщина стенки должна быть в пределах жестких допусков, при этом не должно быть видимых дефектов волокна, «рыхлости» или «ворсистости».
Предпочтительно, продольно проходящая сердцевина, выполненная из фильтрующего табачный дым материала, является по существу цилиндрической сердцевиной, выполненной из фильтрующего табачный дым материала. Предпочтительно, сердцевина, выполненная из фильтрующего табачный дым материала, имеет окружность длиной от 16 до 17 мм (то есть фильтр или фильтрующий элемент представляет собой сверхтонкий фильтр или фильтрующий элемент).
В качестве примера, продольно проходящая (например, по существу цилиндрическая) сердцевина, выполненная из фильтрующего табачный дым материала (например, имеющая окружность длиной от 14 до 17 мм), имеет (например, ограничивает, окружает) цилиндрический канал, например цилиндрическое отверстие, с окружностью длиной от 8,8 до 9,42 мм (диаметр от 2,8 до 3,0 мм). Его можно назвать «диаметром трубки» от 2,8 мм до 3,0 мм.
Заявители неожиданно обнаружили дополнительный фильтрующий эффект, связанный с фильтрами, выполненными в соответствии с изобретением, имеющими (например, цилиндрический) канал или отверстие с окружностью длиной от 8,8 мм до 9,42 мм (диаметром от 2,8 до 3,0 мм).
Заявители обнаружили, что фильтры/фильтрующие элементы, имеющие приведенные выше размеры, обеспечивают лучшую соразмерность и внешнюю привлекательность (что используется для распознавания подделки).
Таким образом, по результатам всесторонних испытаний заявители установили следующие значения оптимальных характеристик для изготовления сверхтонких трубчатых сигаретных фильтров:
- Уровень триацетина: 17-19% от веса ацетата целлюлозы;
- Твердость: 93-97% (по шкале твердости Фильтрона);
- Длина окружности фильтра: 16-17 мм (диаметр 5,09-5,41 мм);
- Диаметр трубки: 2,8-3,0 мм (длина окружности 8,8-9,42 мм).
В качестве примера, продольно проходящая (например, по существу цилиндрическая) сердцевина, выполненная из фильтрующего табачный дым материала (например, имеющая окружность длиной от 16 до 17 мм), содержит (например, ограничивает, окружает) цилиндрический канал (например, цилиндрическое отверстие) с окружностью длиной от 11,94 мм до 12,88 мм (диаметром от 3,8 до 4,1 мм). Его можно назвать «диаметром трубки» от 3,8 мм до 4,1 мм. Эти изделия могут называться «тонкостенными».
В качестве примера, продольно проходящая (например, по существу цилиндрическая) сердцевина, выполненная из фильтрующего табачный дым материала (например, имеющая окружность длиной от 14 до 15 мм), имеет (например, ограничивает, окружает) цилиндрический канал (например, цилиндрическое отверстие) с окружностью длиной от 8,8 до 9,2 мм (диаметром от 2,8 до 3 мм). Его можно назвать «диаметром трубки» от 2,8 мм до 3 мм.
В соответствии с настоящим изобретением, в дополнительном аспекте предлагается фильтр табачного дыма или фильтрующий элемент, содержащий продольно проходящую (например, по существу цилиндрическую) сердцевину, выполненную из фильтрующего табачный дым материала, имеющую окружность длиной от 14 до 15 мм (например, 14,5 мм), которая содержит (например, ограничивает, окружает) канал (например, отверстие, например, цилиндрический канал или отверстие), проходящий в продольном направлении от конца (например, нижнего по потоку конца) сердцевины; причем сердцевина дополнительно содержит пластификатор из расчета от 15 до 21% от веса, предпочтительно от 17 до 20% от веса фильтрующего табачный дым материала.
Предпочтительно, канал или отверстие проходит от одного конца продольно расположенной сердцевины до другого ее конца.
Предпочтительно, продольно проходящая (например, по существу цилиндрическая) сердцевина, выполненная из фильтрующего табачный дым материала (например, имеющая окружность длиной от 14 до 15 мм), имеет (например, ограничивает, окружает) цилиндрический канал (например, цилиндрическое отверстие) с окружностью длиной от 8,8 мм до 9,2 мм (диаметром от 2,8 до 3 мм).
Предпочтительно, в качестве фильтрующего табачный дым материала используется ацетат целлюлозы (например, жгут ацетата целлюлозы). Если в качестве фильтрующего табачный дым материала используется ацетат целлюлозы, то плотность (стенки) ацетата целлюлозы может иметь значение в пределах от 0,25 до 0,41 г/см3, например от 0,25 до 0,33 г/см3. Ацетат целлюлозы может иметь полный весовой номер нити от 30000 до 36000, например 34000 (для фильтра с окружностью длиной от 16 до 17 мм).
Предпочтительным пластификатором является триацетин, хотя могут использоваться и другие пластификаторы, например TEGDA, триэтилцитрат и полиэтилен гликоль.
В предпочтительном варианте(ах) выполнения предлагается фильтр табачного дыма или фильтрующий элемент, содержащий продольно проходящую (например, по существу цилиндрическую) сердцевину, выполненную из жгута ацетата целлюлозы, имеющую окружность длиной от 14 до 15 мм (например, 14,5 мм), которая содержит (например, ограничивает, окружает) канал (например, отверстие, например, цилиндрический канал или отверстие), проходящий в продольном направлении от конца сердцевины; причем сердцевина дополнительно содержит триацетин в качестве пластификатора из расчета от 17 до 20% от веса жгута ацетата целлюлозы.
Предпочтительно, канал или отверстие проходит от одного конца продольно расположенной сердцевины до другого ее конца.
Предпочтительно, продольно проходящая (например, по существу цилиндрическая) сердцевина, выполненная из жгута ацетата целлюлозы (например, имеющая окружность длиной от 14 до 15 мм) содержит (например, ограничивает, окружает) цилиндрический канал (например, цилиндрическое отверстие) с окружностью длиной от 8,8 мм до 9,2 мм (диаметр от 2,8 до 3 мм).
Заявители обнаружили, что более узкий фильтр с содержанием пластификатора приблизительно до 20 или 21% может придавать соответствующую твердость и характерный вид с конца.
В соответствии с настоящим изобретением, в еще одном дополнительном аспекте предлагается фильтр табачного дыма или фильтрующий элемент, содержащий продольно проходящую (например, по существу цилиндрическую) сердцевину, выполненную из фильтрующего табачный дым материала, имеющую окружность длиной от 14 до 17 мм (например, 14,5 мм), которая содержит (например, ограничивает, окружает) канал (например, отверстие, например, цилиндрический канал или отверстие), проходящий в продольном направлении от конца (например, нижнего по потоку конца) сердцевины; причем сердцевина дополнительно содержит пластификатор из расчета от 15 до 21% от веса, предпочтительно от 15,5 до 20% от веса фильтрующего табачный дым материала, при этом фильтрующий табачный дым материал имеет плотность (стенки) в пределах от 0,25 до 0,41 г/см3, например от 0,35 до 0,41 г/см3.
Предпочтительно, канал или отверстие проходит от одного конца продольно расположенной сердцевины до другого ее конца.
В качестве примера, продольно проходящая (например, по существу цилиндрическая) сердцевина, выполненная из фильтрующего табачный дым материала, имеет окружность длиной от 14 до 15 мм) и содержит (например, ограничивает, окружает) цилиндрический канал (например, цилиндрическое отверстие) с окружностью длиной от 8,8 до 9,2 мм (диаметром от 2,8 до 3 мм).
В другом примере продольно проходящая (например, по существу цилиндрическая) сердцевина, выполненная из фильтрующего табачный дым материала, имеет окружность длиной от 14 до 17 мм) и содержит (например, ограничивает, окружает) цилиндрический канал (например, цилиндрическое отверстие) с окружностью длиной от 11,94 мм до 12,88 мм (диаметром от 3,8 до 4,1 мм). Его можно назвать «диаметром трубки» от 3,8 мм до 4,1 мм. Такие изделия могут называться «сверхтонкие, тонкостенные».
Предпочтительно, в качестве фильтрующего табачный дым материала используется ацетат целлюлозы (например, жгут ацетата целлюлозы). Ацетат целлюлозы может иметь полный весовой номер нити от 30000 до 36000, например 34000 (для фильтра с окружностью длиной от 16 до 17 мм).
Предпочтительным пластификатором является триацетин, хотя могут использоваться другие пластификаторы, например TEGDA, триэтилцитрат и полиэтилен гликоль.
Заявители обнаружили, что уровень пластификатора приблизительно до 20 или 21% и плотность стенки фильтрующего материала до 0,41 г/см3 может обеспечивать фильтр, например сверхтонкий тонкостенный фильтр, который является достаточно твердым и имеющим характерный вид с конца.
Любой фильтр или фильтрующий элемент, выполненный в соответствии с изобретением, может содержать обертку (например, фицеллу), обхватывающую продольно расположенную сердцевину.
Фильтр табачного дыма или фильтрующий элемент может иметь длину от 12 до 40 мм, например от 17 до 35 мм, например от 20 до 30 мм.
При изготовлении трубчатых фильтрующих изделий стандартных размеров известно использование большего количества пластификатора для жгута ацетата целлюлозы, чем используется при изготовлении стандартных «моноацетатных» фильтров. Такие стандартные фильтры обычно используют приблизительно от 6 до 8% по весу пластификатора относительно веса волокна ацетата целлюлозы. Кроме того, большее количество жгута ацетата целлюлозы используется при изготовлении трубчатых фильтров, по сравнению со стандартными фильтрами (с однородным поперечным сечением); дополнительный материал требуется для придания необходимой твердости конечному изделию. Как правило, для изготовления трубчатых фильтров используются два рулона жгута ацетата целлюлозы, притом что для изготовления стандартных фильтров достаточно одного рулона. Рулон жгута содержит филаментное волокно с определенным значением весового номера нити и полным весовым номером нити, которые хорошо известны специалистам в этой области техники. Предпочтительным пластификатором является триацетин, хотя могут использоваться и другие пластификаторы, например TEGDA, триэтилцитрат и полиэтилен гликоль. Таким образом, при изготовлении трубчатого фильтра стандартного размера (например, с наружным диаметром 7,8 мм и диаметром трубки 5 мм) используются, например, два рулона жгута ацетата целлюлозы (каждый с полным весовым номером нити от 30000 до 35000).
При изготовлении традиционных сверхтонких сигаретных фильтров известно использование рулона ацетата целлюлозы (АЦ) с низким полным весовым номером нити - например, всего от 15000 до 17000, так как для более узких фильтров требуется меньше волокна на единицу длины. Жгуты с низким полным весовым номером на единицу веса стоят дороже, поэтому процесс изготовления трубки с использованием двух рулонов жгута с низким полным весовым номером будет относительно дорогостоящим в плане сырья.
Заявители обнаружили, что для изготовления сверхтонких трубчатых фильтров, выполненных в соответствии с изобретением, можно использовать один рулон ацетата целлюлозы с более высоким полным весовым номером (например, 34000), вместо двух рулонов с более низким полным весовым номером (например, двух рулонов по 17000). Это упрощает процесс в том смысле, что необходимо лишь управлять количеством пластификатора, при этом настройки машины легче регулировать для получения оптимального качества. Кроме того, заявители неожиданно обнаружили, что при использовании только одного источника (рулона) подачи фильтрующего материала качество произведенных фильтров может быть лучше с точки зрения характерного вида с конца (правильная круглая форма с минимальной овальностью, снижение ворсистости в канале). Кроме того, затраты также снижаются, так как жгуты с низким полным весовым номером на единицу веса стоят дороже, как изложено выше.
В соответствии с настоящим изобретением, в дополнительном аспекте предлагается способ изготовления фильтра табачного дыма или фильтрующего элемента, содержащего продольно проходящую (например, по существу цилиндрическую) сердцевину, выполненную из фильтрующего табачный дым материала, имеющую окружность длиной от 14 до 17 мм (например, от 16 до 17 мм), которая содержит (например, ограничивает, окружает) канал (например, отверстие, например, цилиндрический канал или отверстие, хотя следует иметь в виду, что он может быть любой другой симметричной формы, например треугольной, в форме звезды или в форме сердца), проходящий в продольном направлении от конца (например, нижнего по потоку конца) сердцевины; причем сердцевина дополнительно содержит пластификатор в количестве от 15,5 до 21% от веса фильтрующего табачный дым материала, например, в количестве от 17 до 19% от веса фильтрующего табачный дым материала; при этом способ включает:
непрерывное вытягивание фильтрующего табачный дым материала (например, ацетата целлюлозы, например, жгута ацетата целлюлозы, имеющего полный весовой номер от 30000 до 36000) из одного источника;
внедрение пластификатора (например, триацетина) в фильтрующий табачный дым материал; и
термоформование фильтрующего табачный дым материала с внедренным пластификатором вокруг экструзионной головки, с целью формирования непрерывной трубки.
Фильтрующий табачный дым материал для продольно проходящей сердцевины может быть, например, любым из материалов (обычно филаментным, волокнистым, тканым или экструдированным), обычно использующимся для изготовления фильтра для табачного дыма. Фильтрующий материал может быть выполнен из натурального или синтетического филаментного жгута, например из хлопка или пластмасс, таких как полиэтилен или полипропилен, или филаментного жгута ацетата целлюлозы. Они могут, например, представлять собой природные или синтетические штапельные волокна, хлопчатобумажную вату, рулонный материал, такой как бумага (обычно крепированная) и (например, синтетические) нетканые материалы, и экструдированный материал (например, крахмал, синтетические пенопласты, экструдированные пенопласты). Как указывалось выше, в качестве фильтрующего материала предпочтительно используется ацетат целлюлозы.
В соответствии с настоящим изобретением, в дополнительном аспекте предлагается фильтр, содержащий фильтрующий элемент в соответствии с настоящим изобретением, (как описано в данном документе), соединенный (примыкающий) в верхнем по потоку конце с дополнительным фильтрующим элементом. Указанный дополнительный фильтрующий элемент может представлять собой фильтрующий элемент любого типа, известный в этой области техники, например обернутый ацетатный фильтрующий элемент, не обернутый ацетатный (NWA) фильтрующий элемент, моноацетатный фильтрующий элемент и т.д, фильтрующий элемент, который содержит адсорбент (например, дисперсный адсорбент, например, активированный уголь), фильтрующий элемент, который содержит одну или несколько (хрупких) капсул, как раскрыто, например, в заявке №1316210.2 на патент Великобритании настоящего заявителя, и в заявках, испрашивающих приоритет по этой заявке, и т.д. Фильтр может дополнительно содержать обертку (например, фицеллу), обернутую вокруг фильтрующих элементов. Примыкающие друг к другу фильтрующие элементы, обернутые фицеллой, могут образовывать двойной (или мультисегментный) фильтр, известный в этой области техники. Предложенный фильтрующий элемент может быть в целом расположен в нижнем по потоку конце указанного двойного или мультисегментного фильтра, так что он виден на конце мундштука.
В данном документе термин «нижний по потоку» означает ближе к концу фильтра / фильтрующего элемента / сигареты с фильтром, который находится ближе всего ко рту курильщика сигареты с фильтром (например, когда фильтр / фильтрующий элемент прикреплен к обертке табака в сигарете с фильтром). Термин «верхний по потоку» означает ближе к концу фильтра / фильтрующего элемента, который находится ближе всего к обертке табака сигареты с фильтром (например, когда фильтр / фильтрующий элемент прикреплен к обертке табака в сигарете с фильтром).
В предложенной сигарете с фильтром предложенный фильтр (или фильтр, содержащий предложенный фильтрующий элемент) соединен с обернутым табачным стержнем одним концом фильтра, направленным к табаку. Фильтр может быть соединен с обернутым табачным стержнем кольцевой склейкой [которая охватывает только примыкающие концы (обернутого) фильтра и стержня, оставляя открытой большую часть обертки фильтра]. Фильтр может быть соединен полной склеивающей оберткой (которая охватывает весь фильтр по всей длине и смежный конец табачного стержня).
Предложенный фильтр, фильтрующий элемент или сигарета с фильтром могут быть вентилируемыми с использованием способов, хорошо известных в данной области техники, например с использованием предварительно перфорированной или воздухопроницаемой внешней обертки и/или путем лазерной перфорации внешней обертки и, если она имеется, то и склеивающей обертки. Вентилирование полной склеивающей обертки может быть по существу воздухопроницаемым или осуществляться через вентиляционные отверстия, при этом в вентилируемых изделиях, в которых имеются и внешняя обертка и склеивающая обертка, вентилирование посредством внешней обертки обычно (и предпочтительно) совпадает с вентилированием через фицеллу. Вентиляционные отверстия во внешней обертке фильтра или склеивающей обертке или в обеих одновременно могут быть выполнены с использованием лазерной перфорации при изготовлении фильтра или сигареты с фильтром, как хорошо известно в данной области техники.
В соответствии с настоящим изобретением, в дополнительном аспекте предлагается составной стержень, содержащий несколько (например, 2, 4, 6 и т.п.) фильтров (или фильтрующих элементов), как описано выше и/или далее, неразрывно соединенных встык в зеркальном отображении.
Настоящее изобретение будет теперь проиллюстрировано со ссылкой на прилагаемые чертежи, на которых:
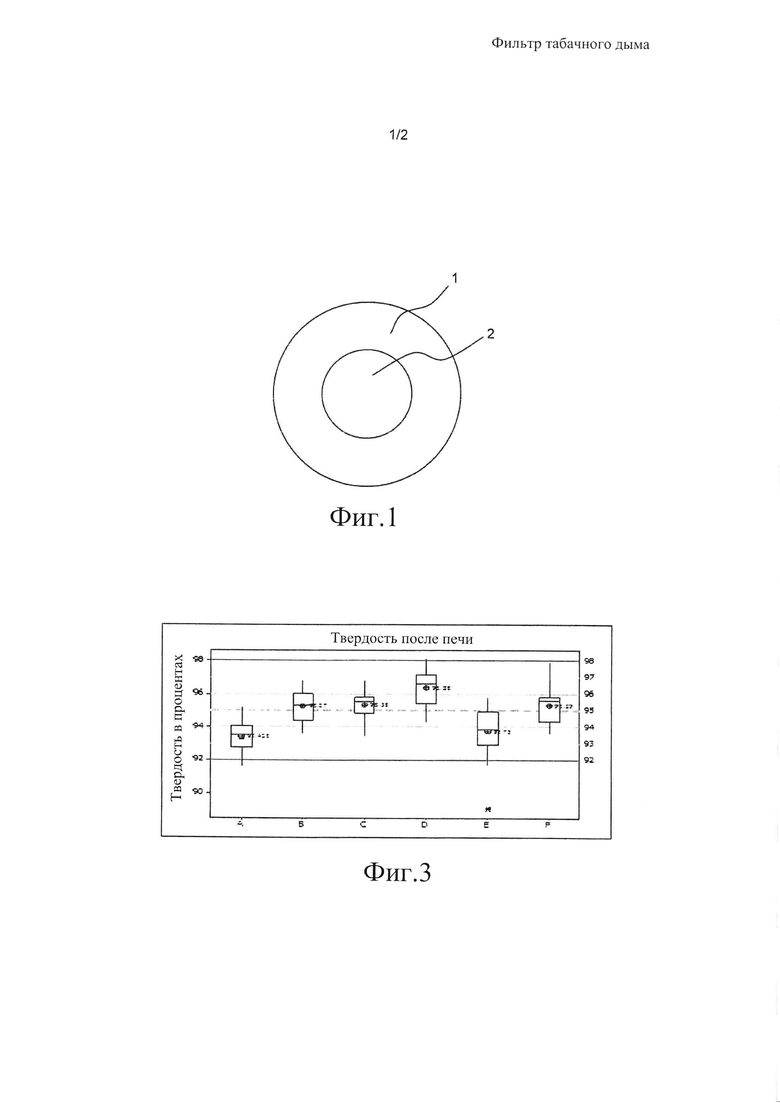
Фиг. 1 изображает вид с торца фильтрующего табачный дым элемента, выполненного в соответствии с иллюстративным вариантом выполнения изобретения;
Фиг. 2 иллюстрирует влияние на твердость, визуальное качество и состояние фильтра в зависимости от количества пластификатора (триацетина);
Фиг. 3 иллюстрирует результаты определения твердости фильтрующих элементов, в соответствии с иллюстративным вариантом выполнения изобретения.
На Фиг. 1 показан один (нижний по потоку или мундштучный) конец фильтрующего элемента, выполненного в соответствии с одним вариантом выполнения изобретения. Фильтрующий элемент содержит продольно проходящую термоформованную сердцевину 1 из пластифицированного ацетат целлюлозного фильтрующего материала с окружностью длиной 16,5 мм. Продольно проходящая (кольцевая) сердцевина ограничивает канал или отверстие 2 круглого поперечного сечения, которое проходит в продольном направлении через продольно расположенную сердцевину. Внутренний диаметр канала или отверстия равен приблизительно 2,8 мм (длина окружности 8,8 мм) и проходит от одного конца сердцевины до другого ее конца. Таким образом, сердцевина 1 имеет по существу кольцевое поперечное сечение.
Продольно проходящую сердцевину 1 изготовляют путем термформования филаментного жгута пластифицированного ацетата целлюлозы с полным весовым номером нити от 30000 до 36000 (например, 34000), который в качестве пластификатора содержит триацетин, в количестве от 17% до 19% (например, 18%) от веса ацетата целлюлозы.
Следует понимать, что фильтрующий элемент, изображенный на Фиг. 1, может быть соединен (состыкован) на верхнем по потоку конце с другим фильтрующим элементом (не показан), при этом состыкованные фильтрующие элементы обматывают фицеллой, с целью формирования двойного фильтра, как хорошо известно в данной области техники. Двойной фильтр, содержащий фильтрующий элемент, изображенный на Фиг. 1, может быть соединен на своем верхнем по потоку конце с обернутым табачным стержнем (не показан) с помощью, например, полной склеивающей обертки, которая окружает и охватывает двойной фильтр по всей длине и только смежный конец обернутого табачного стрежня с целью формирования сигареты с фильтром. Сигареты, которые содержат двойные фильтры, хорошо известны.
Фильтрующий элемент, изображенный на Фиг. 1, изготавливают способом термоформования перемещающегося в продольном направлении потока из пластифицированного жгута ацетата целлюлозы вокруг экструзионной головки (круглого поперечного сечения) с целью формирования непрерывной трубки, перемещающейся в продольном направлении, с использованием способов, хорошо известных в данной области техники, например, описанных в патенте №2091078 Великобритании и в приведенных там цитируемых документах. Перемещающуюся термоформованную трубку нарезают на изделия определенной длины (например, стержни, имеющие двойную или другую кратную длину, состоящие из двух (или другого кратного количества) фильтрующих элементов, показанных на Фиг. 1, соединенных встык). Из двойных стержней далее могут быть выполнены двойные фильтры (например, с использованием устройства для изготовления фильтра) и сигареты с фильтром способами, хорошо известными в данной области техники.
Как видно на Фиг. 1, поперечное сечение канала 2 непосредственно видно на мундштучном конце фильтра и, поэтому, видно на мундштучном конце готового продукта (двойного фильтра или сигареты с двойным фильтром) и, следовательно, представляет собой характерную особенность сигареты для курильщика (которая может использоваться для распознавания подделки). Поэтому выполнение фильтров, имеющих контролируемый и приемлемый внешний вид с использованием канала, является весьма важным.
По итогам продолжительных испытаний, заявители установили следующие значения оптимальных характеристик для изготовления трубчатых сверхтонких сигаретных фильтров:
- Уровень триацетина: 17-19% от веса ацетата целлюлозы;
- Твердость: 93-97% (по шкале твердости Фильтрона);
- Длина окружности фильтра: 16-17 мм (диаметр 5,09-5,41 мм);
- Диаметр трубки: 2,8-3,0 мм (длина окружности 8,8-9,42 мм).
Некоторые из этих испытаний описаны в следующих Примерах 1 и 2.
Пример 1
Было изготовлено 6 вариантов (обозначенных от А до F) сверхтонких трубчатых фильтрующих стержней. Указанные фильтрующие стержни предположительно могут быть несколькими фильтрующими элементами, аналогичными показанному на Фиг. 1, соединенными встык (с целью формирования мультисегментного фильтрующего стержня). Каждый фильтрующий стержень имеет наружную окружность длиной 16,5 мм, внутреннюю трубку (канал или отверстие) с диаметром приблизительно 2,8 мм и толщину стенки продольно проходящей сердцевины (кольцевой сердцевины), равную приблизительно 1,2 мм. Указанные фильтрующие стрежни были разрезаны на отрезки по 84 мм. Детали приведены ниже (АЦ = ацетат целлюлозы).
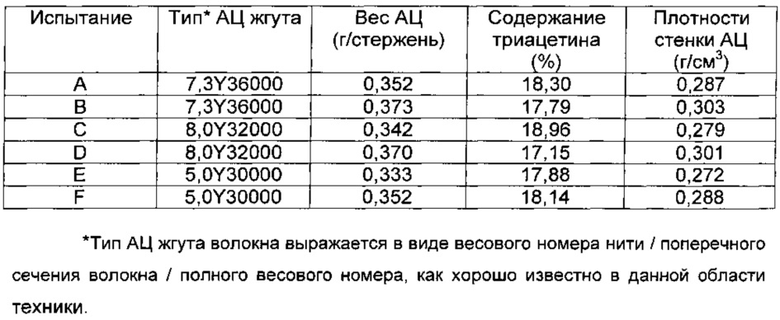
Стержни были испытаны на твердость стандартным способом определения твердости по шкале твердости Фильтрона, хорошо известной в данной области техники. Результаты твердости показаны на Фиг. 3. Все стержни имели удовлетворительную твердость от 93 до 97% по шкале твердости Фильтрона.
Далее, все стержни, имеющие указанную твердость, имели приемлемые визуальные («ворсистость») характеристики, в особенности стержни С, D и Е.
Исходя из указанных и других результатов, заявители пришли к заключению, что плотность стенки ацетат целлюлозы в пределах от 0,25 до 0,33 г/см3 является предпочтительной для приемлемых твердости и визуальных характеристик. Заявители обнаружили, что при использовании жгута, вес которого ниже необходимой минимальной плотности и/или уровень триацетина менее 17% процентов по весу, твердость становится ниже минимального значения 93% и, следовательно, становится сложно получить требуемую точность формы.
Пример 2
Были изготовлены сигареты с двойным фильтром, имеющие окружность длиной 16,75 мм и длину 27 мм («А»), с нижним по потоку фильтрующим элементом длиной 7 мм (сегмент) с круговым отверстием на мундштучном конце, который является фильтрующим элементом, выполненным в соответствии с изобретением. Нижний по потоку фильтрующий элемент содержит продольно проходящую, по существу трубчатую сердцевину, выполненную из жгута ацетата целлюлозы, имеющую длину 7 мм и окружность длиной 16,75 мм. Сердцевина ограничивает цилиндрический канал или отверстие диаметром 3,0 мм, которое проходит продольно от одного конца сердцевины до другого ее конца. Сигарета с двойным фильтром (фильтр, выполненный в соответствии с изобретением) также содержит верхний по потоку фильтрующий элемент длиной 20 мм, содержащий пластифицированный ацетат целлюлозы. Два фильтрующих элемента соединены с помощью фицеллы, как хорошо известно в этой области техники.
Сигареты с фильтром, содержащие такие фильтры, были сравнены с аналогичными сигаретами с фильтром (не в соответствии с изобретением), имеющими окружность длиной 23,1 и 24,2 мм (соответственно, «В» и «С»). Было проведено испытание способности фильтра задерживать никотин в каждом образце. Задерживающая способность определяется как доля никотина, которую задерживает фильтр, выраженная как процентное содержание выхода никотина, эквивалентное сигарете без фильтра, когда сигарета выкуривается в соответствии с условиями курения по ISO. При испытании способности трубчатого фильтрующего элемента задерживать никотин трубки отделяли после курения и в каждой измеряли содержание никотина. Результаты кратко сформулированы в следующей таблице:
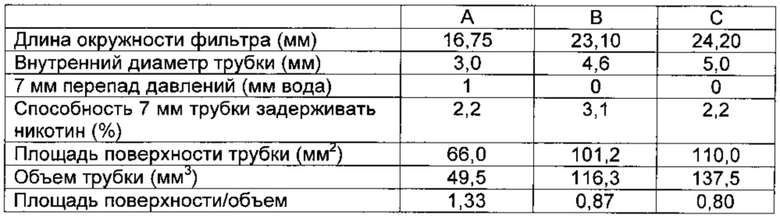
Фильтрующие элементы, выполненные в соответствии с изобретением, неожиданно увеличили задерживающую способность фильтра. Не ограничиваясь теорией, считается, что фильтрация происходит в результате осаждения дыма на внутренней стенке узкой трубки или отверстия (т.е. вследствие влияния поверхности). Однако эти данные показывают, что способность удерживания никотина оказалась на удивление одинаковой, несмотря на различные значения соотношения площади поверхности к объему указанных фильтров. Данный эффект позволяет использовать трубки с диаметром 3 мм (или меньше), в частности при использовании в сверхтонких фильтрах.
Пример 3
Были проверены следующие параметры:
С использованием пробойников разных размеров для образования различных внутренних диаметров для сверхтонких фильтров (пробойник 3 мм и пробойник 4 мм);
С использованием жгутов волокон разных типов с целью определения лучшего материала для применения;
Сравнивая процессы как с одинарным жгутом, так и с двойным жгутом;
С использованием различных катушек для образования различных размеров внешней окружности (т.е. с длиной окружности до 14,5 мм, называемых «нано» фильтрами).
Способ
Образцы фильтрующего стержня были изготовлены с использованием способов, описанных выше для Примеров 1 и 2. Они были изготовлены трех различных размеров:
сверхтонкие («СТ») трубчатые фильтрующие стержни с окружностью длиной 16,5 мм и длиной 80 мм, имеющие номинальный диаметр отверстия 3 мм;
сверхтонкие тонкостенные («СТТС») трубчатые фильтрующие стержни с окружностью длиной 16,5 мм и длиной 80 мм, имеющие номинальный диаметр отверстия 4 мм;
«нано» тонкие («Н») трубчатые фильтрующие стержни с окружностью длиной 14,5 мм и длиной 80 мм, имеющие номинальный диаметр отверстия 3 мм.
Указанные изделия имели толщину стенки приблизительно, соответственно, 1,2 мм, 0,8 мм и 0,9 мм.
В общей сложности шесть различных типов жгута ацетат целлюлозы с различным количеством рулонов, весовым номером филаментной нити и полным весовым номером были использованы следующим образом:
- Одинарный рулон: 7,3Y/36000; 8,0Y32000; 5,0Y/30000;
- Двойные рулоны: 2×8,0Y/15000; 2×6Y/17000; 2×4.7Y/22000.
Изготовленные фильтрующие стержни были испытаны в отношении следующих параметров:
- Твердость;
- Размер отверстия;
- Длина окружности (измеренная через семь дней после изготовления);
- Визуальное качество (особенно овальность и «ворсистость» в отверстии трубки);
- Плотность волокна - вычисленная исходя из веса и размерных данных.
Полученные результаты приведены в таблице ниже:
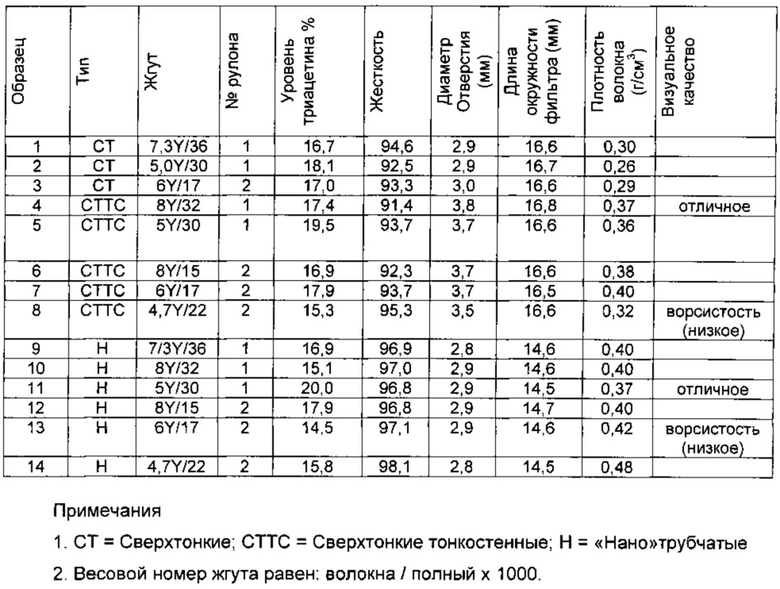
Визуальные качества фильтров тестировались с использованием измерительной системы Dinolite с цифровым микроскопом с 30-кратным увеличением для оценки коэффициента ворсистости волокна в отверстии трубки, деформации формы и овальности, из чего был сделан вывод, что настоящее изобретение может быть использовано для получения сверхтонких фильтров, имеющих тонкие стенки, и для нано фильтров диаметром от 14 до 15 мм с соответствующей твердостью и характерным видом с конца.
При аналогичной твердости и весе жгута способ изготовления из одного рулона обеспечивает продукт с лучшим визуальным качеством, чем фильтр, изготовленный из двойного рулона. При этом было отмечено больше случаев «ворсистости» фильтров в фильтрах с двойным рулоном. Кроме того, способ изготовления жгута из двойного рулона обеспечивает более высокий вес жгута в среднем (что нежелательно, поскольку получаемые фильтры будут стоить дороже). Помимо СТ фильтров, это также относится к СТТС и H фильтрам.
Изобретение относится к фильтрам табачного дыма и фильтрующим элементам, например, для курительных изделий, таких как сигареты. Фильтр табачного дыма или фильтрующий элемент содержит продольно проходящую сердцевину, выполненную из фильтрующего табачный дым материала, имеющую окружность длиной от 14 до 17 мм и имеющую канал, проходящий в продольном направлении от конца сердцевины, причем сердцевина дополнительно содержит пластификатор из расчета от 17 до 19% от веса фильтрующего табачный дым материала. Техническим результатом изобретения является создание сверхтонких и микротонких трубчатых фильтров. 7 н. и 18 з.п. ф-лы, 3 ил., 3 табл., 3 пр.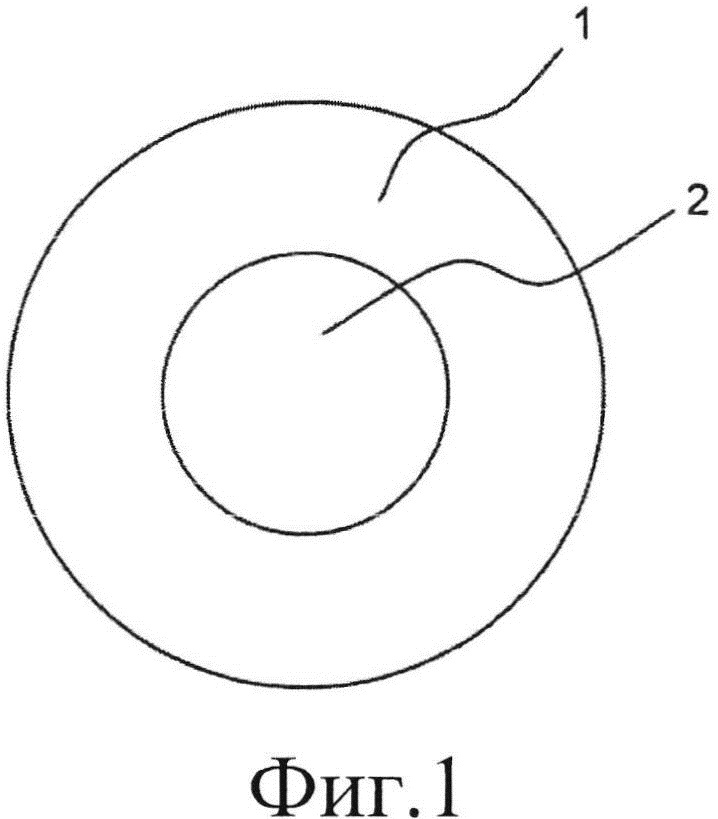
1. Фильтр табачного дыма или фильтрующий элемент, содержащий продольно проходящую сердцевину, выполненную из фильтрующего табачный дым материала, имеющую окружность длиной от 14 до 17 мм и имеющую канал, проходящий в продольном направлении от конца сердцевины, причем сердцевина дополнительно содержит пластификатор из расчета от 17 до 19% от веса фильтрующего табачный дым материала.
2. Фильтр или фильтрующий элемент по п. 1, содержащий продольно проходящую сердцевину, выполненную из фильтрующего табачный дым материала и имеющую окружность длиной от 16 до 17 мм.
3. Фильтр или фильтрующий элемент по п. 1, в котором фильтрующим табачный дым материалом является ацетат целлюлозы (например, жгут ацетата целлюлозы).
4. Фильтр или фильтрующий элемент по п. 3, в котором ацетат целлюлозы имеет плотность в пределах от 0,25 до 0,41 г/см3, например от 0,25 до 0,33 г/см3.
5. Фильтр или фильтрующий элемент по п. 3, в котором ацетат целлюлозы имеет полный весовой номер нити от 30000 до 36000.
6. Фильтр или фильтрующий элемент по п. 1, в котором пластификатором является триацетин.
7. Фильтр или фильтрующий элемент по п. 1, в котором продольно проходящая сердцевина, выполненная из фильтрующего табачный дым материала, имеет твердость 93% или более по шкале твердости Фильтрона, например имеет твердость от 93 до 97% по шкале твердости Фильтрона.
8. Фильтр или фильтрующий элемент по п. 1, в котором продольно проходящая сердцевина является по существу цилиндрической.
9. Фильтр или фильтрующий элемент по п. 1, в котором продольно проходящая сердцевина, выполненная из фильтрующего табачный дым материала, имеет цилиндрический канал с окружностью длиной от 8,8 мм до 9,42 мм.
10. Фильтр или фильтрующий элемент по п. 1, в котором канал или отверстие проходит от одного конца продольно проходящей сердцевины до другого ее конца.
11. Фильтр или фильтрующий элемент по любому из пп. 1-10, дополнительно содержащий обертку, охватывающую продольно проходящую сердцевину.
12. Фильтр или фильтрующий элемент по любому из пп. 1-10, имеющий длину от 12 до 40 мм.
13. Фильтр табачного дыма, содержащий фильтрующий элемент по любому из предшествующих пунктов, соединенный на верхнем по потоку конце с дополнительным фильтрующим элементом.
14. Сигарета с фильтром, содержащая фильтр по любому из пп. 1-13 или фильтр, содержащий фильтрующий элемент по любому из пп. 1-12, соединенный с обернутым табачным стержнем так, что один конец фильтра обращен к табаку.
15. Составной стержень, содержащий несколько фильтров по любому из пп. 1-13 или фильтрующих элементов по любому из пп. 1-12, неразрывно соединенных встык в зеркальном отображении.
16. Способ изготовления фильтра табачного дыма или фильтрующего элемента, содержащего продольно проходящую сердцевину, выполненную из фильтрующего табачный дым материала, имеющую окружность длиной от 14 до 17 мм и имеющую канал, продольно проходящий от одного конца сердцевины, причем сердцевина дополнительно содержит пластификатор в количестве от 15,5 до 21% от веса фильтрующего табачный дым материала, например в количестве от 17 до 19% от веса фильтрующего табачный дым материала; при этом способ включает:
непрерывное вытягивание фильтрующего табачный дым материала из одного источника;
внедрение пластификатора в фильтрующий табачный дым материал; и
термоформование фильтрующего табачный дым материала с внедренным пластификатором вокруг экструзионной головки, с целью формирования непрерывной трубки.
17. Фильтр табачного дыма или фильтрующий элемент, содержащий продольно проходящую сердцевину, выполненную из фильтрующего табачный дым материала, имеющую окружность длиной от 14 до 15 мм и имеющую канал, продольно проходящий от одного конца сердцевины, причем сердцевина дополнительно содержит пластификатор в количестве от 15 до 21% от веса фильтрующего табачный дым материала.
18. Фильтр или фильтрующий элемент по п. 17, в котором канал или отверстие проходит от одного конца продольно расположенной сердцевины до другого ее конца.
19. Фильтр или фильтрующий элемент по п. 17, в котором продольно проходящая сердцевина, выполненная из фильтрующего табачный дым материала, имеет цилиндрический канал с окружностью длиной от 8,8 мм до 9,2 мм (диаметром от 2,8 до 3 мм).
20. Фильтр или фильтрующий элемент по п. 17, в котором фильтрующим табачный дым материалом является ацетат целлюлозы (например, жгут ацетата целлюлозы).
21. Фильтр или фильтрующий элемент по п. 20, в котором ацетат целлюлозы имеет плотность в пределах от 0,25 до 0,41 г/см3, например от 0,25 до 0,33 г/см3.
22. Фильтр или фильтрующий элемент по п. 20, в котором ацетат целлюлозы имеет полный весовой номер нити от 30000 до 36000.
23. Фильтр или фильтрующий элемент по п. 17, в котором пластификатором является триацетин.
24. Фильтр или фильтрующий элемент по любому из пп. 17-23, в котором продольно проходящая сердцевина, выполненная из фильтрующего табачный дым материала, имеет твердость 93% или более по шкале твердости Фильтрона, например имеет твердость от 93 до 97% по шкале твердости Фильтрона.
25. Фильтр табачного дыма или фильтрующий элемент, содержащий продольно проходящую сердцевину, выполненную из фильтрующего табачный дым материала, имеющую окружность длиной от 14 до 17 мм и имеющую канал, проходящий в продольном направлении от одного конца сердцевины, причем сердцевина дополнительно содержит пластификатор из расчета от 15 до 20% от веса фильтрующего табачный дым материала, при этом фильтрующий табачный дым материал имеет плотность (стенки) в пределах от 0,25 до 0,41 г/см3, например от 0,35 до 0,41 г/см3.
| US 20110247637 A1, 13.10.2011 | |||
| US 4580584 A, 08.04.1986 | |||
| US 20110162667 A1, 07.07.2011 | |||
| US 5913311 A, 22.06.1999 | |||
| US 20110048436 A1, 03.03.2011 | |||
| US 20120048286 A1, 01.03.2012 | |||
| US 20080251091 A1, 16.10.2008 | |||
| US 5823201 A, 20.10.1998. |

