Изобретение относится к машиностроению и может быть использовано при производстве капсюлей-воспламенителей для патронов к спортивному и охотничьему оружию.
Известно, что конструктивные отличия капсюлей-воспламенителей предполагают многообразие технологических операций и линий для их изготовления.
Известен способ изготовления капсюлей-воспламенителей типа «Винчестер», патент RU 2174668 C1, F42C 19/10 «Способ сборки капсюлей-воспламенителей и устройство пресс-инструмента для его осуществления». В нем отражен принцип групповой сборки капсюлей-воспламенителей с использованием многогнездного пресс-инструмента. Недостатком указанного способа является сложность изготовления пресс-инструмента для сборки капсюлей-воспламенителей, состоящего из ступенчатых пуансонов, матрицы, поддона с выступами, что значительно увеличивает трудоемкость изготовления инструмента и соответственно его стоимость, а также отсутствие механизированных транспортных связей между технологическим оборудованием.
В качестве прототипа взят патент РФ №2436036 C1, F42C 19/10, F42B 3/195 «Линия изготовления капсюлей-воспламенителей». Данная линия является высокопроизводительной, но ее недостатком является возможность изготовления только малых капсюлей-воспламенителей типа «Бердан» без наковаленки и типа «Боксер» с наковаленкой.
Цель изобретения заключается в создании высокопроизводительной линии изготовления капсюлей-воспламенителей типа «Винчестер».
Указанная цель достигается тем, что в линии изготовления малых капсюлей-воспламенителей, состоящей из размещенного вне защитных ограждений механизма наборки колпачков в групповые сборки, размещенного за защитными ограждениями транспортера подачи групповых сборок, поочередно взаимодействующих с механизмом дозирования ударного воспламенительного состава, механизмом подачи перфорированной накладки с защитными кружками и досылки их в колпачки, прессом для совместного прессования в колпачках доз ударного воспламенительного состава и защитных кружков, механизмом лакировки защитных кружков, согласно изобретению транспортер подачи групповых сборок дополнительно взаимодействует с размещенными вне защитных ограждений механизмами наборки оболочек в решетки, вырубки защитных кружков и досылки их в оболочки, наборки наковаленок и досылки их в оболочки, а за защитными ограждениями - с прессом предварительной досылки в оболочки малых капсюлей-воспламенителей, механизмом разделения решеток и групповых сборок, прессом окончательной досылки в оболочки малых капсюлей-воспламенителей, механизмом выгрузки снаряженных капсюлей-воспламенителей из решеток, причем при сборке капсюлей-воспламенителей решетки с оболочками, расположенными форсажными отверстиями сверху, накладываются на групповые сборки с малыми капсюлями-воспламенителями, при этом групповые сборки выполнены с гнездами, представляющими собой сквозные отверстия с кольцевым буртиком, через которые пуансонами осуществляется предварительная досылка малых капсюлей-воспламенителей в оболочки, а снаряженные капсюли-воспламенители подаются вне линии на лакировку донышек и упаковывание.
В дополнительном варианте линии изготовления капсюлей-воспламенителей транспортер разделен на два участка с возможностью автономной или синхронной работы, а между ними расположен накопитель групповых сборок.
На фиг. 1 изображена схема взаимодействия механизмов линии изготовления капсюлей-воспламенителей типа «Винчестер».
Она состоит из защитного ограждения 1 с секциями, изолирующими взрывоопасные механизмы. Подачу групповых сборок между механизмами осуществляет штанговый транспортер 2. В механизме наборки 3 колпачки загружаются в гнезда групповых сборок, которые затем передаются на транспортер 2 и далее к механизму дозирования ударного воспламенительного состава 4. Механизм 5 осуществляет загрузку механизма 4 ударным воспламенительным составом. Механизм 6 предназначен для вырубки защитных кружков, передаваемых в гнездах перфорированной накладки в механизм 7 для наложения и досылки защитных кружков в колпачки, затем перфорированные накладки возвращаются к механизму 6. После прессования прессом 8 доз ударного воспламенительного состава и защитных кружков групповые сборки передаются к механизму 9 лакировки защитных кружков и механизму 10 наложения на групповые сборки с малыми капсюлями-воспламенителями решеток с оболочками. Снаряжение оболочек начинается с наборки оболочек в решетки в механизме 11, вырубки защитных кружков в механизме 12 и досылки их в оболочки в механизме 13, наборки наковаленок в механизме 14 и их досылки в оболочки в механизме 15. Затем решетки с оболочками накладываются на групповые сборки с малыми капсюлями-воспламенителями в механизме 10, а штанговый транспортер 2 передает групповую сборку и решетку к прессу 16, где производится предварительная досылка малых капсюлей-воспламенителей в оболочки. После этого в механизме 17 групповая сборка отделяется и возвращается к механизму наборки колпачков 3, а решетка подается к прессу 18 для окончательной досылки малых капсюлей-воспламенителей в оболочки. В механизме 19 решетки освобождаются от снаряженных капсюлей-воспламенителей и возвращаются к механизму 11, а снаряженные капсюли-воспламенители подаются вне линии на лакировку донышек и упаковывание. Затем цикл изготовления капсюлей-воспламенителей типа «Винчестер» повторяется.
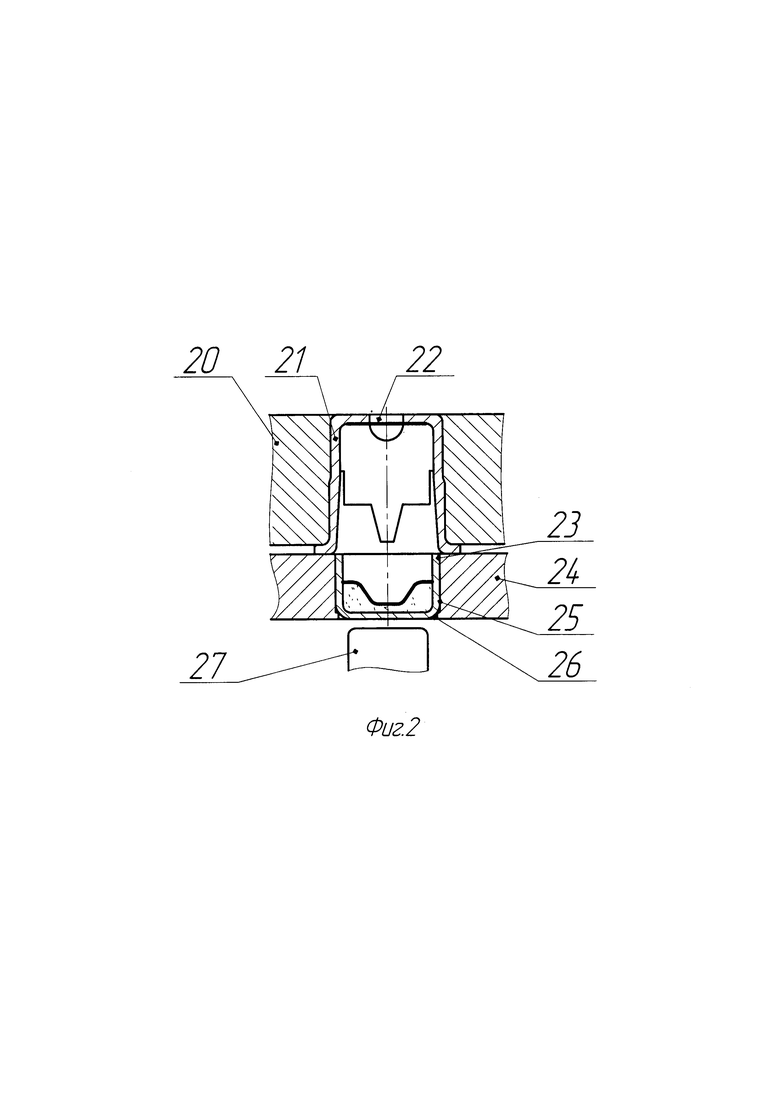
На фиг. 2 показано расположение групповых сборок с малыми капсюлями-воспламенителями и решеток с оболочками при выполнении операции предварительной досылки малых капсюлей-воспламенителей в оболочки.
Решетка 20 с оболочками 21 находится в положении форсажными отверстиями 22 сверху. Малый капсюль-воспламенитель 23 помещен в групповой сборке 24 в гнездо 25, представляющее собой сквозное отверстие, в донной части которого выполнен кольцевой буртик 26, препятствующий выпадению малого капсюля-воспламенителя 23 из групповой сборки 24. Выбранная ориентация оболочки 21 и малого капсюля-воспламенителя 23 при выполнении операции предварительной досылки пуансоном 27 обеспечивает их лучшую взаимную центровку и уменьшает опыление оболочек 21 ударным воспламенительным составом. Принципиальное изменение конструкции инструмента, применяемого при сборке капсюлей-воспламенителей типа «Винчестер», позволяет осуществлять данную технологическую операцию, в отличие от аналогов, без дорогостоящих и трудоемких в изготовлении поддонов с выступами.
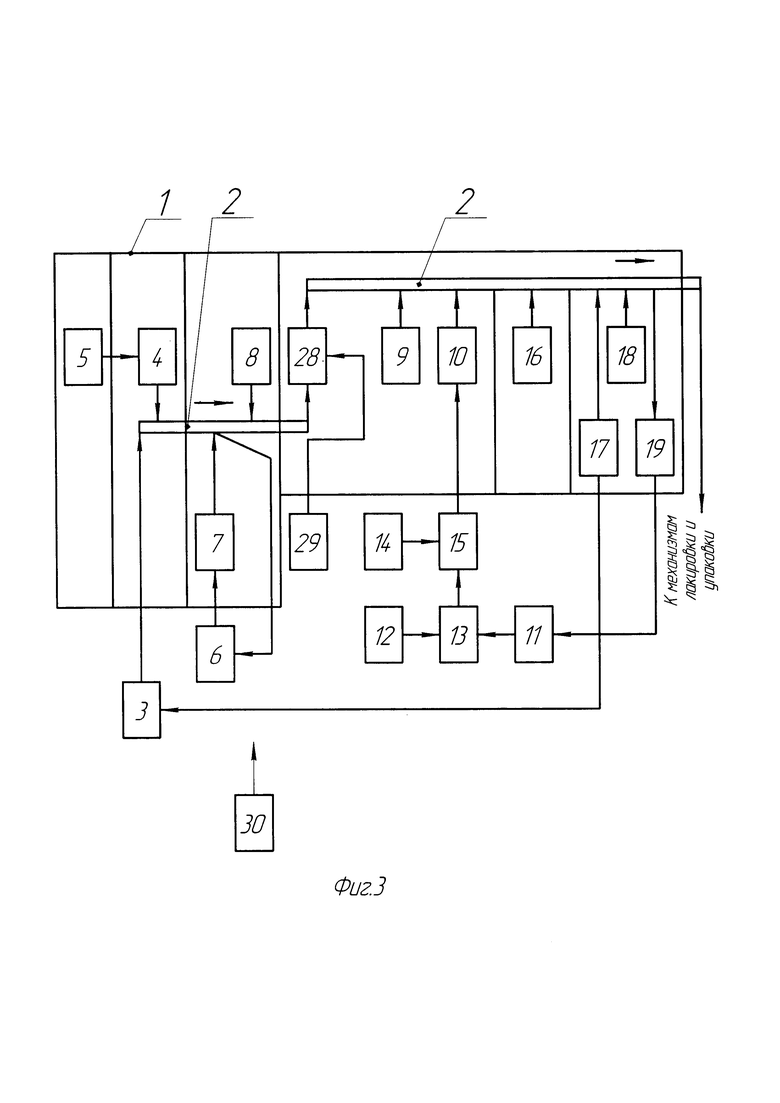
На фиг. 3 показан дополнительный вариант исполнения линии изготовления капсюлей-воспламенителей.
Штанговый транспортер 2 разделен на два участка, между которыми помещен накопитель 28 для групповых сборок 24. Механизм 29 наборки малых капсюлей-воспламенителей 23 в групповые сборки 24 выполнен с возможностью загрузки групповых сборок в накопитель 28. При этом первый участок транспортера 2 взаимодействует с механизмами 3-8 снаряжения малого капсюля-воспламенителя 23, а второй участок транспортера 2 взаимодействует с механизмами 9-19 снаряжения капсюля-воспламенителя типа «Винчестер». Данные транспортеры могут функционировать как автономно с взаимодействующими механизмами, так и синхронно в составе всей линии. При этом расширяются функциональные возможности линии изготовления капсюлей-воспламенителей.
Устройство управления 30 задает последовательность работы механизмов линии.
Разделение технологических операций между механизмами позволило сократить время цикла изготовления капсюлей-воспламенителей.
Изготовленная линия показала высокую производительность и надежность работы, что подтверждает решение поставленной технической задачи и позволяет считать предложенное техническое решение соответствующим критериям изобретения «промышленная применимость» и «новизна».
Источники информации
1. RU 2198376 C2, F42C 19/10, 19.02.2001 г.
2. RU 2174668 C1, F42C 19/10, 26.01.2000 г.
3. RU 2436036 C1, F42C 19/10, F42B 3/195, 24.05. 2010 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИНИЯ ИЗГОТОВЛЕНИЯ КАПСЮЛЕЙ-ВОСПЛАМЕНИТЕЛЕЙ | 2010 |
|
RU2436036C1 |
| СПОСОБ СБОРКИ КАПСЮЛЕЙ-ВОСПЛАМЕНИТЕЛЕЙ И УСТРОЙСТВО ПРЕСС-ИНСТРУМЕНТА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1989 |
|
RU1720261C |
| СПОСОБ ИЗГОТОВЛЕНИЯ КАПСЮЛЕЙ-ВОСПЛАМЕНИТЕЛЕЙ ТИПА "ВОХЕR" | 2002 |
|
RU2222775C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КАПСЮЛЕЙ-ВОСПЛАМЕНИТЕЛЕЙ ТИПА "BOXER" | 2015 |
|
RU2580544C1 |
| СПОСОБ СБОРКИ КАПСЮЛЕЙ-ВОСПЛАМЕНИТЕЛЕЙ И УСТРОЙСТВО ПРЕСС-ИНСТРУМЕНТА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2174668C1 |
| КАПСЮЛЬ-ВОСПЛАМЕНИТЕЛЬ | 2015 |
|
RU2597649C1 |
| КАПСЮЛЬ-ВОСПЛАМЕНИТЕЛЬ (КВ-23) | 2024 |
|
RU2829482C1 |
| Капсюлированная гильза для стрелкового оружия | 2016 |
|
RU2616025C1 |
| Капсюлированная гильза для стрелкового оружия | 2016 |
|
RU2613395C1 |
| Конструкция высокочувствительного инициатора ударного типа для воспламенения порохового заряда в составе двигателей ракетной техники | 2023 |
|
RU2841504C2 |

Изобретение относится к машиностроению. Линия изготовления капсюлей-воспламенителей состоит из механизма наборки колпачков в групповые сборки, механизма загрузки ударного воспламенительного состава, механизма дозирования ударного воспламенительного состава, механизма вырубки защитного кружка, пресса для прессования в колпачках доз ударного воспламенительного состава и защитных кружков, механизма лакировки защитных кружков, механизма наборки оболочек в решетки, механизма вырубки защитных кружков и досылки их в оболочки, механизма наборки наковаленок и досылки их в оболочки, пресса предварительной досылки малых капсюлей-воспламенителей в оболочки, механизма разделения решеток и групповых сборок, пресса окончательной досылки малых капсюлей-воспламенителей в оболочки, механизма выгрузки снаряженных капсюлей-воспламенителей из решеток, поочередно взаимодействующих с транспортером подачи групповых сборок. При сборке капсюлей-воспламенителей решетки с оболочками, расположенными форсажными отверстиями сверху, накладываются на групповые сборки с малыми капсюлями-воспламенителями. Групповые сборки выполнены с гнездами, представляющими собой сквозные отверстия с кольцевым буртиком, через которые пуансонами осуществляется предварительная досылка малых капсюлей-воспламенителей в оболочки, а снаряженные капсюли-воспламенители подаются вне линии на лакировку донышек и упаковывание. Изобретение позволяет создать высокопроизводительное производство. 1 з.п. ф-лы, 3 ил.
1. Линия изготовления капсюлей-воспламенителей, состоящая из размещенного вне защитных ограждений механизма наборки колпачков в групповые сборки, размещенных за защитными ограждениями транспортера подачи групповых сборок, механизма дозирования ударного воспламенительного состава, механизма подачи перфорированной накладки с защитными кружками и досылки их в колпачки, пресса для совместного прессования в колпачках доз ударного воспламенительного состава и защитных кружков, механизма лакировки защитных кружков, обеспечивающих снаряжение малых капсюлей-воспламенителей, и устройства управления, отличающаяся тем, что транспортер подачи групповых сборок дополнительно взаимодействует с размещенными вне защитных ограждений механизмами наборки оболочек в решетки, вырубки защитных кружков и досылки их в оболочки, наборки наковаленок и досылки их в оболочки, а за защитными ограждениями - с прессом предварительной досылки малых капсюлей-воспламенителей в оболочки, механизмом разделения решеток и групповых сборок, прессом окончательной досылки малых капсюлей-воспламенителей в оболочки, механизмом выгрузки снаряженных капсюлей-воспламенителей из решеток, причем при сборке капсюлей-воспламенителей решетки с оболочками, расположенными форсажными отверстиями сверху, накладываются на групповые сборки с малыми капсюлями-воспламенителями, при этом групповые сборки выполнены с гнездами, представляющими собой сквозные отверстия с кольцевым буртиком, через которые пуансонами осуществляется предварительная досылка малых капсюлей-воспламенителей в оболочки, а снаряженные капсюли-воспламенители подаются вне линии на лакировку донышек и упаковывание.
2. Линия изготовления капсюлей-воспламенителей по п. 1, отличающаяся тем, что штанговый транспортер разделен на два участка с возможностью автономной или синхронной работы, причем первый участок транспортера взаимодействует с механизмами снаряжения малого капсюля-воспламенителя, второй участок транспортера - с механизмами снаряжения капсюля-воспламенителя типа «Винчестер», а между ними расположен накопитель групповых сборок.
| ЛИНИЯ ИЗГОТОВЛЕНИЯ КАПСЮЛЕЙ-ВОСПЛАМЕНИТЕЛЕЙ | 2010 |
|
RU2436036C1 |
| СПОСОБ СБОРКИ СРЕДСТВ ИНИЦИИРОВАНИЯ | 1997 |
|
RU2125225C1 |
| СПОСОБ СБОРКИ КАПСЮЛЕЙ-ВОСПЛАМЕНИТЕЛЕЙ И УСТРОЙСТВО ПРЕСС-ИНСТРУМЕНТА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2174668C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КАПСЮЛЕЙ-ВОСПЛАМЕНИТЕЛЕЙ ТИПА "ВОХЕR" | 2002 |
|
RU2222775C1 |
| US 0006823797 B2, 30.11.2004 | |||
| CN 102944139 A, 27.02.2013. | |||

