Изобретение относится к области диагностики деталей машин, а именно к способу вибрационной акустической диагностики. Может иметь широкое применение, в частности для диагностики наиболее напряженных узлов - зубчатых передач редукторов газотурбинных двигателей (ГТД).
Эффективным направлением эксплуатационного технического диагностирования зубчатых передач редукторов ГТД являются методы анализа сигнала вибраций корпуса двигателя. Традиционные методы вибрационной диагностики преимущественно основываются на анализе информационного сигнала в спектральной области и выполняются путем фильтрации либо спектрального разложения с информационным анализом амплитудного спектра преобразования Фурье или спектральной плотности мощности [1].
Например, известен способ вибрационной диагностики машин [2], который заключается в том, что осуществляют выделение n периодических и шумовую компоненты вибрационного акустического сигнала, с дальнейшим построением диагностического вектора, по направлению и величине которого судят о виде и степени дефекта, причем шумовую компоненту выделяют путем последовательного подавления известных периодических компонент. Частоты известных выделяемых n периодических компонент определяемых по частоте 1-й гармоники, входящей в каждую компоненту, устанавливают пропорционально частоте опорной периодической компоненты, которую находят путем поиска в заданном диапазоне частот, с коэффициентами пропорциональности, определяемыми конструкцией машины. Определяют отклонение фактического значения частоты каждой периодической компоненты от расчетного значения и также включают его в состав диагностического вектора. Причем фактическое значение частоты каждой периодической компоненты определяют как среднее значение фактических частот входящих в нее гармоник, приведенных к первой гармонике, с поправкой на коэффициенты коррекции, определяемые видом функции окна преобразования Фурье по соответствующим математическим формулам.
Недостатком способа является применение эмпирических коэффициентов, которые определяются конкретной реализацией конструкции машины, что определяет низкую точность обработки вибрационных акустических сигналов путем преобразования Фурье, имеющего недостатки, обоснованные в источнике [1].
Операции интегрирования, которые выполняются при применении методов фильтрации и разложения в ряд Фурье, нестационарного вибрационного акустического сигнала на интервале длительности окна анализа, определяют, ввиду усреднения сигнала дефекта на интервале окна анализа, большую дисперсию информационных параметров во временной и частотной областях. Вследствие этого исторически доказана неудовлетворительная чувствительность в задаче диагностирования математических моделей, работающих в частотной области, к сигналам зарождающихся дефектов зубьев, которые имеют малую амплитуду и большую скважность на временном интервале анализа.
Известно применение статистических методов обработки вибрационного акустического сигнала для анализа дефектов зубчатых передач редукторов вертолетов [3]. Эти методы не локализованы в спектральной области, что определяет их низкую пороговую чувствительность к зарождающимся дефектам и к внутрисистемным помехам сложных механизмов, к которым относятся ГТД.
Известен, например, способ вибрационной диагностики передач зацеплением [4].
Способ заключается в том, что предварительно фиксируют частоту вращения входного вала диагностируемой передачи, рассчитывают зубцовые частоты, по ним настраивают узкополосные фильтры, снимают сигнал с датчика вибраций, установленного на корпусе диагностируемой передачи, фильтруют его упомянутыми узкополосными фильтрами. Полученные диагностические данные фиксируют в памяти вычислительного средства в реальном масштабе времени в виде цифровой последовательности. В последней выбирают массивы данных, соответствующие времени полных оборотов диагностируемых колес, на которых затем выделяют участки, соответствующие колебаниям, генерируемым отдельными зубьями. После чего по параметрам колебаний оценивают техническое состояние диагностируемых зубчатых колес и их зубьев. При этом съем данных осуществляют при различных нагружающих моментах на выходном валу диагностируемой передачи. Для каждого зуба определяют среднее значение размахов колебаний вибрационного акустического сигнала, а в качестве диагностических параметров используют их изменение при увеличении нагружающих моментов и их отношение к нагружающим моментам на выходном валу диагностируемой передачи.
Операция узкополосной фильтрации предполагает осреднение диагностических данных с постоянной времени фильтра, что приводит к погрешностям определения зарождающихся дефектов. Операция осреднения, применяемая в способе, определяет статистическую обработку результатов и имеет недостатки, характерные для статистических методов.
Таким образом, важной и актуальной задачей современного двигателестроения является разработка эффективных методов эксплуатационного диагностирования зубчатых передач [5], позволяющих более надежно выделить в вибрационном акустическом сигнале опор валов зубчатых передач редукторов двигателя признаки отклонения характеристик деталей редуктора от штатного состояния и дополнить автоматическую систему анализа технического состояния роторных деталей ГТД пятого и шестого поколений.
Известен способ диагностики зубчатых передач на основе вибрационной диагностики [6], выбранный за прототип на основании сходства основных признаков.
Согласно способу предварительно определяют частоту вращения входного вала диагностируемой передачи, рассчитывают зубчатые частоты, по ним настраивают узкополосные фильтры, снимают сигнал с датчика вибраций, установленного на корпусе диагностируемой передачи. Датчик вибрационного акустического сигнала устанавливают на корпусе вращающегося подшипника или на поверхности одного из невращающихся колец подшипника, который установлен на валу с диагностируемой шестерней. Определяют в заданной полосе частот от 30 до 300 кГц в равные последовательные промежутки времени с частотой выборки от 50 до 0,1 мкс значения выброса максимальных амплитуд вибрационных акустических сигналов, следующих последовательно и неразрывно по времени. Определяют время длительности выброса максимальных последовательных и неразрывных по времени вибрационных акустических сигналов и интервал времени между выбросами максимальных неразрывных по времени вибрационных акустических сигналов за время не менее одного оборота колеса зубчатой передачи. На основании установленного интервала времени между выбросами максимальных неразрывных по времени вибрационных акустических сигналов и времени длительности выброса максимальных вибрационных акустических сигналов рассчитывают по приведенным в описании формулам размер дефекта и его местоположение. О техническом состоянии зубчатой передачи судят путем сравнивания определенного диагностикой размера дефекта с допустимым размером дефекта, исходя из технических и эксплуатационных характеристик зубчатой передачи за время не менее одного оборота колеса.
Недостатком известного способа (прототипа), в связи с работой его в спектральной области, является невозможность выявления зарождающихся дефектов, временные параметры длительности выбросов которого соизмеримы с постоянной времени (интервале окна анализа) фильтров. Осреднение сигнала дефекта на интервале нескольких оборотов колеса зубчатой передачи и временной анализ между выбросами максимальных неразрывных по времени сигналов датчика вибраций, в условиях вибрационных и акустических помех эксплуатируемого ГТД, содержащего детали, вибрационные и акустические сигналы которых суммируются во времени с сигналами зубьев шестерен, определяет пороговую чувствительность к зарождающимся дефектам и неудовлетворительную чувствительность к помехам на интервале окна анализа.
Задачей изобретения является создание способа диагностики зубьев шестерен зубчатых передач, с помощью которого возможно выявлять зарождающиеся дефекты деформации зубьев в эксплуатационных условиях.
Техническим результатом изобретения является надежное выделение в вибрационном акустическом сигнале редуктора двигателя характеристик отклонений зубьев шестерен от штатного состояния с помощью автоматической системы анализа технического состояния роторных деталей ГТД.
Задача решается тем, что в способе диагностики зубьев шестерен зубчатых передач, по которому для диагностируемой шестерни предварительно определяют период tr вращения входного вала, рассчитывают зубцовую частоту ƒz, определяют частоту выборки аналого-цифровых преобразователей ƒd=1/tν, где tν - период выборки, с датчика вибраций, который устанавливают на корпусе редуктора вблизи опоры вала шестерни, снимают вибрационный акустический сигнал s(t), где t - текущее время, согласно изобретению техническое состояние зубьев шестерни под эксплуатационной нагрузкой определяют путем сравнивания экстремальных значений функции линейной деформации ΔLz(t,Δtν) каждого из зубьев в фазовой области вибрационного акустического сигнала, вычисленных на основе функции приращения полной фазы Δϕz(t,Δtν) сигнала зубцовой частоты на интервале времени, кратном периоду Δtν частоты выборки, с допустимым параметром деформации зубьев  , ранее определенным по результатам типовых испытаний технических и эксплуатационных параметров зубчатой передачи.
, ранее определенным по результатам типовых испытаний технических и эксплуатационных параметров зубчатой передачи.
Для определения вычисленных значений функции линейной деформации зубьев выполняют следующее.
С помощью генератора синусных и косинусных сигналов формируют синусные ss(t) и косинусные sc(t) сигналы, частоты которых строго равны рассчитанной зубцовой частоте ƒz, а фазы сдвинуты между собой на угол 90°.
Одновременно, используя генератор частоты выборки, формируют сигнал выборки sd(t,Δtν), частота ƒd которого больше зубцовой частоты ƒz как минимум в двадцать раз ƒd>20ƒz. Такая частота обеспечивает статистическую точность вычисления функции линейной деформации в 10%-ном доверительном интервале и определяет точность вычисления функции линейной деформации для каждого зуба диагностируемой шестерни в пространстве времени.
Вибрационный акустический сигнал s(t) с датчика вибраций, содержащий сигнал sz(t)∈s(t) зубцовой частоты, подают на вход аналого-цифрового преобразователя сигнала вибраций. А синусные ss(t) и косинусные sc(t) сигналы и сигналы частоты выборки sd(t,Δtν) подают на соответствующие входы аналого-цифрового преобразователя синусных и косинусных сигналов.
Используя аналого-цифровые преобразователи, вибрационный акустический сигнал, синусные и косинусные сигналы дискретизируют с частотой выборки, равномерно квантуют и выбирают анализируемый сигнал на интервале времени tr периода вращения входного вала.
Количество уровней квантования выбирают исходя из минимальных линейных размеров зарождающихся дефектов, которые определяются параметром радиуса rz делительной окружности шестерни.
Используя вычислительное средство, дискретизированный анализируемый сигнал s(t,Δtν) умножают на дискретизированные сигналы синусных ss(t,Δtν) и косинусных sc(t,Δtν) сигналов, выбранные на интервале времени tr, получая сигналы синусных ssp(t,Δtν) и косинусных scp(t,Δtν) произведений сигналов, которые содержат изменения фазы сигнала зубцовой частоты ƒz, пропорциональные линейной деформации зубьев шестерни.
Каждый сигнал синусных ssp(t,Δtν) и косинусных scp(t,Δtν) произведений сигналов обрабатывают цифровыми фильтрами пятого порядка с частотой среза, равной зубцовой частоте ƒz, получая отфильтрованные сигналы зубцовой частоты ssƒ(t,Δtν) и scƒ(t,Δtν), сдвинутые относительно друг друга на угол 90°. Частота среза должна быть строго равна зубцовой частоте исследуемой шестерни, что обеспечивает метрологическую точность и исключает погрешности анализа зарождающихся дефектов.
Далее производят вычисление функции полной фазы Δϕz(t,Δtν) зубцовой частоты, определяемой как арктангенс отношения отфильтрованного сигнала синусного произведения ssƒ(t,Δtν) к отфильтрованному сигналу косинусного произведения scƒ(t,Δtν):
где ssƒ(t,Δtν) - величина отфильтрованного сигнала синусного произведения;
scƒ(t,Δtν) - величина отфильтрованного сигнала косинусного произведения.
Вычисляют каждое i-е приращение сигнала полной фазы  зубцовой частоты на интервале времени Δtν периода частоты выборки:
зубцовой частоты на интервале времени Δtν периода частоты выборки:

После чего значение функции линейной деформации ΔLz(t,Δtν) зуба на интервале времени tr на радиусе rz делительной окружности шестерни вычисляют по формуле:

Предпочтительно для обеспечения максимального отношения информационного вибрационного сигнала к сигналу внутренних системных помех датчик вибраций устанавливать таким образом, чтобы ось чувствительности датчика была перпендикулярна к оси вала диагностируемой шестерни и перпендикулярна прямой, соединяющей ось вала шестерни с диагностируемым зубом шестерни.
Основным отличительным признаком изобретения является параметр функции линейной деформации ΔLz(t) каждого из зубьев под эксплуатационной нагрузкой. Этот параметр фазовой области вибрационного акустического сигнала вибраций опор зубчатых передач редуктора является показателем потери энергии при передаче крутящего момента зубчатой парой.
Параметр может быть выделен из общего вибрационного акустического сигнала путем вычислений на основе приращения полной фазы Δϕz(t,Δtν) сигнала зубцовой частоты на интервале времени Δtν периода вращения вала шестерни.
Определение технического состояния зубьев диагностируемой шестерни зубчатой передачи путем сравнивания экстремальных значений упомянутой функции линейной деформации ΔLz(t) с ранее определенными допустимыми техническими и эксплуатационными характеристиками зубчатой передачи дает возможность выявлять зарождающиеся дефекты деформации зубьев в эксплуатационных условиях несмотря на их незначительность в общем сигнале вибраций опор валов зубчатых передач редукторов двигателя.
Заявленное изобретение основано на расширенном анализе известного физического процесса передачи крутящего момента в зубчатом зацеплении в фазовой области вибрационного акустического сигнала пересопряжения зубьев.
Анализ физического процесса передачи крутящего момента рассматривается с учетом максимальной контактной нагрузки пары зубьев и параметров их поверхностей [7]. В течение одного цикла пересопряжения жесткость пары зубьев, участвующих в передаче крутящего момента, изменяется несколько раз, при этом происходит изгибная деформация зубьев в упругой области с соответствующим изменением шагов зацепления. Это, в свою очередь, может привести к пластической деформации в зоне двухпарного зацепления. В процессе нарастания фронта деформации tф происходит изменение полной фазы Δϕz(t,Δtν) зубцовой частоты Δωz(t), t∈tф, что приводит к изменению кинетической энергии шестерни  , где J - момент инерции шестерни, и инициирует момент импульса М=JΔωr. Последний порождает импульс вибрации
, где J - момент инерции шестерни, и инициирует момент импульса М=JΔωr. Последний порождает импульс вибрации  с энергией
с энергией  , где: m - активная масса шестерни,
, где: m - активная масса шестерни,  - усредненная на интервале tф скорость деформации зуба. Сигнал, пропорциональный энергии пересопряжения, передается на опору вала и распространяется по корпусным деталям двигателя к датчику вибраций.
- усредненная на интервале tф скорость деформации зуба. Сигнал, пропорциональный энергии пересопряжения, передается на опору вала и распространяется по корпусным деталям двигателя к датчику вибраций.
В случае эксплуатационного дефекта зуба, то есть трещины, выкрашивания, изменения массы (износа, изменения геометрии поверхности) будет изменяться функция линейной деформации зуба ΔLz (t) и девиация фазы зубцовой частоты в фазовом пространстве, влияющие на энергию вибраций ΔEν(t).
На основании вышесказанного сделан вывод и подтвержден экспериментально, что основной функцией, которая характеризует энергетическую эффективность передачи крутящего момента и является чувствительной к зарождающимся дефектам зубьев шестерен, можно считать изменение полной фазы мгновенной зубцовой частоты  на интервале времени tr одного оборота вала шестерни, которая является функцией динамической кинематической погрешности [5, с. 333] в пространстве времени. Таким образом, искомыми параметрами, функции которых в пространстве времени под эксплуатационной нагрузкой определяют потери энергии при передаче крутящего момента зубчатой парой, можно считать величину линейной деформации зуба ΔLz(t).
на интервале времени tr одного оборота вала шестерни, которая является функцией динамической кинематической погрешности [5, с. 333] в пространстве времени. Таким образом, искомыми параметрами, функции которых в пространстве времени под эксплуатационной нагрузкой определяют потери энергии при передаче крутящего момента зубчатой парой, можно считать величину линейной деформации зуба ΔLz(t).
Предложенный способ поясняется функциональной схемой обработки сигналов, представленной на Фиг. 1, а также графиками, на которых изображены результаты анализа параметра величины линейной деформации зуба ΔLz(t) зубчатой пары:
Фиг. 2 - анализируемый сигнал датчика вибраций s(t);
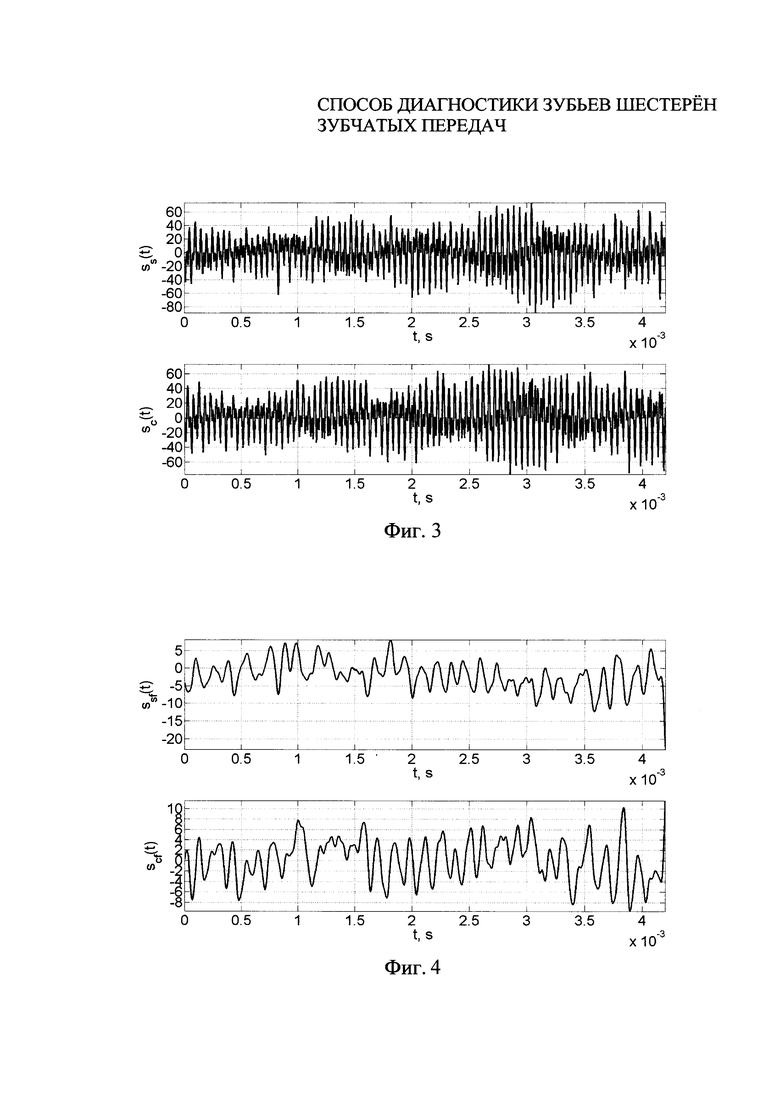
Фиг. 3 - сигналы синусных ssp(t,Δtν) (верхний) и косинусных scp(t,Δtν) (нижний) произведений сигналов;
Фиг. 4 - отфильтрованные сигналы синусного ssƒ(t,Δtν) (верхний) и косинусного scƒ(t,Δtν) (нижний) произведений сигналов;
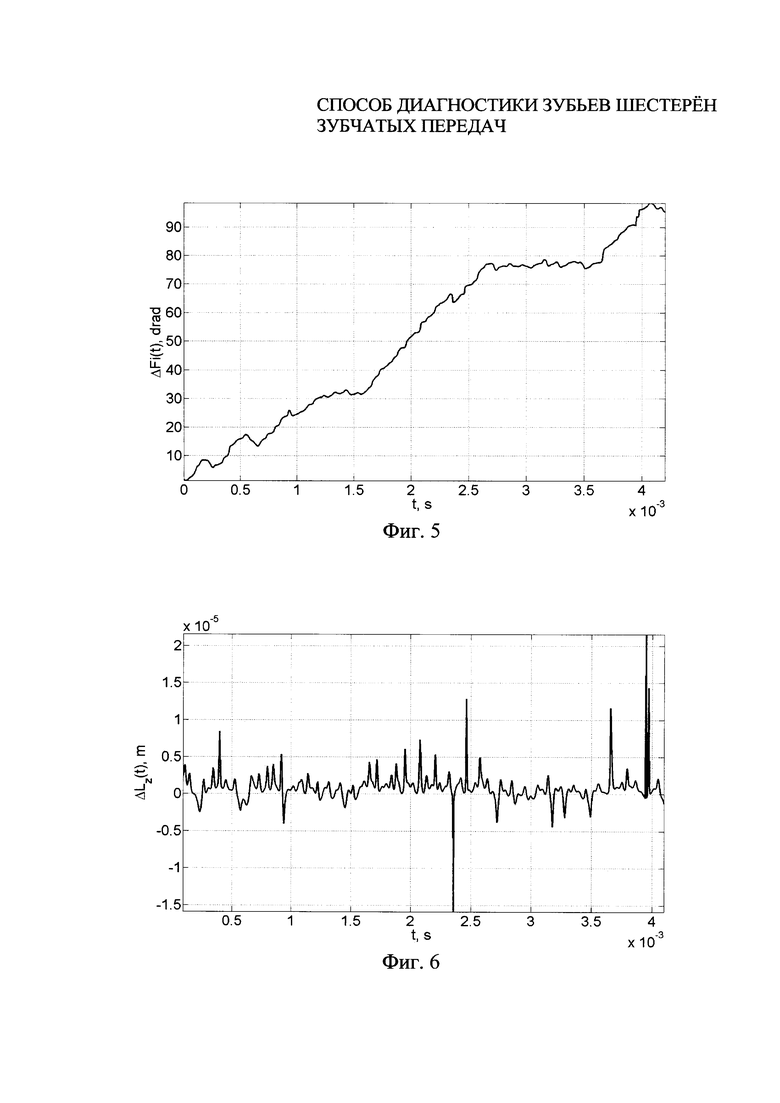
Фиг.5 - сигнал приращения полной фазы Δϕz(t,Δtν) зубцовой частоты;
Фиг. 6 - функция деформации ΔLz(t,Δtν) для каждого зуба шестерни.
Пример осуществления способа
Адекватность способа проверялась в процессе анализа сигнала датчика поперечных горизонтальных вибраций опоры ведущей шестерни заднего редуктора двигателя ТВ3-117ВМА - СБМ1, который проходил стендовые испытания на предприятии МОТОР СИЧ. Анализируемый сигнал вибраций s(t), который содержит сигнал зубцовой частоты sz(t) (файл zzr317mp), интервалом 1 с, был записан приблизительно в средине режима двигателя «взлетный», длительность которого 5 мин.
Датчик вибраций 1 (фиг. 1) был установлен на корпусе редуктора таким образом, что ось чувствительности датчика была перпендикулярна к оси вала диагностируемой шестерни, и размещен на расстоянии порядка 100 мм от ведущей шестерни. Датчик имеет линейную фазовую характеристику преобразования до частоты 20000 Hz.
Далее настраивали генератор 3 синусных и косинусных сигналов на зубцовую частоту ƒz=10222,6 Hz, со сдвигом фаз выходных сигналов на угол 90°. Генератор 2 сигналов частоты выборки настраивали на частоту дискретизации ƒd=216000 Hz (20*10222,6<216000), количество уровней квантования было выбрано n=216.
Процесс дискретизации и квантования сигнала вибраций производился в аналого-цифровом преобразователе 4 (фиг. 1), а синусных и косинусных сигналов - в аналого-цифровом преобразователе 5.
Дискретизированный в аналого-цифровом преобразователе 4 анализируемый сигнал датчика вибраций (фиг. 2) умножали (блоки 6, 7, фиг. 1 - перемножители сигналов) на дискретизированные в аналого-цифровом преобразователе 5 сигналы генератора синусных и косинусных сигналов, выбранные на интервале времени одного оборота вала tr=0,0040093s, получая сигналы синусных и косинусных произведений сигналов (фиг. 3).
Каждый сигнал синусных и косинусных произведений сигналов обрабатывали цифровыми фильтрами 8, 9 (фиг. 1) пятого порядка с частотой среза по уровню -3 дБ, равной зубцовой частоте ƒz=10222,6 Hz диагностируемой шестерни, получая отфильтрованные сигналы косинусного и синусного произведений сигналов (фиг. 4).
С помощью вычислительного средства автоматической системы анализа технического состояния роторных деталей двигуна производились следующие вычисления:
- сигнала (фиг. 5) полной фазы зубцовой частоты Δϕz(t,Δtν) путем расчета арктангенса отношения отфильтрованного сигнала синусного произведения к отфильтрованному сигналу косинусного произведения по формуле (1) и приращения (блок 10 на фиг. 1) сигнала полной фазы Δϕz(t,Δtν) зубцовой частоты на интервале времени Δtν одного периода вращения вала шестерни по формуле (2);
- функции линейной деформации (блок 11 на фиг. 1) для каждого зуба диагностируемой шестерни (фиг. 6) зубчатой передачи ΔLz(t,Δtν) по формуле (3).
Экстремальные результаты вычисления функции деформации, указывающие на появление зарождающихся дефектов деформации зубьев диагностируемой шестерни, отображены на графике фиг. 6.
Техническое состояние зубьев диагностируемой шестерни зубчатой передачи определяли путем сравнивания экстремальных вычисленных значений функции деформации под эксплуатационной нагрузкой (пики на графике фиг. 5) с допустимым максимальным параметром деформации, который был ранее определен и равен  .
.
Источники информации
1. Журавлев В.Н. Методическая адекватность спектральной модели в задаче технического диагностирования роторных деталей редукторов ГТД [Текст] / В.Н. Журавлев, А.В. Папченков, С.А. Борзов // «Вестник двигателестроения» - Запорожье, АО "Мотор Сич", 2014. - №2. - С. 221-228.
2. Патент РФ 2 322 666, МПК G01N 29/00, G01M 15/00, опубл. 20.04.2008.
3. Harry J. Decker. Crack Detection for Aerospace Quality Spur Gears [Text] /Harry J. Decker U.S. Army Research Laboratory Glenn Research Center, Cleveland, Ohio/National Aeronautics and Space Administration. NASA/TM-2002-211492. Prepared for the International 58th Annual Forum and Technology Display sponsored by the American Helicopter Society.- Montreal, Quebec, Canada, June 11-13, 2002.
4. Патент РФ 2224232, МПК G01M 13/02, опубл. 20.02.2004.
5. Авиационные зубчатые передачи и редукторы: Справочник [Текст] / Под ред. Э.Б. Булгакова. - М.: Машиностроение, 1981. - 374 с.
6. Патент РФ №2337340, G01M 13/02, опубл. 27.10.2008.
7. Журавлев В.Н. Виброкинематометрия зубчатых передач [Текст] / В.Н. Журавлев, А.В. Папченков, А.Б. Единович, А.В. Корнейчук // Вестник НТУ "ХПИ". Серия: Проблемы механического привода. - Х.: НТУ "ХПИ", 2015. - №35(1144). - С. 56-60.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВИБРАЦИОННОЙ ДИАГНОСТИКИ ШЕСТЕРЁН РЕДУКТОРА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2016 |
|
RU2643696C1 |
| СПОСОБ ВИБРОАКУСТИЧЕСКОЙ ДИАГНОСТИКИ ПЕРЕДАЧ ЗАЦЕПЛЕНИЕМ | 2002 |
|
RU2224232C1 |
| СПОСОБ ДИАГНОСТИКИ ЗУБЧАТЫХ ПЕРЕДАЧ | 2007 |
|
RU2337340C1 |
| Способ спектральной вибродиагностики зарождающихся эксплуатационных дефектов элементов коробок передач транспортных средств | 2023 |
|
RU2834870C2 |
| Способ диагностирования зубчатых передач | 1982 |
|
SU1040366A1 |
| СПОСОБ ДИАГНОСТИКИ ТЕХНИЧЕСКОГО СОСТОЯНИЯ ЭЛЕМЕНТОВ РЕДУКТОРА ДВИГАТЕЛЯ | 2015 |
|
RU2598986C1 |
| СПОСОБ ДИАГНОСТИКИ МЕХАНИЧЕСКИХ ТРАНСМИССИЙ | 2009 |
|
RU2427815C1 |
| Способ диагностики технического состояния зубчатого зацепления | 2019 |
|
RU2717139C1 |
| СПОСОБ ДИАГНОСТИКИ ДЕФЕКТОВ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС РЕДУКТОРА | 2024 |
|
RU2839624C1 |
| Способ диагностики технического состояния агрегата авиационного привода | 2017 |
|
RU2667830C1 |

Изобретение относится к способу вибрационной акустической диагностики и может быть использовано для диагностики в эксплуатационных условиях дефектов, зарождающихся в зубьях шестерен. Способ заключается в съемке с корпуса редуктора вибрационного акустического сигнала, сравнивают экстремальные значения функции линейной деформации каждого из зубьев в фазовой области вибрационного акустического сигнала с учетом сигнала зубцовой частоты и сравнивают с допустимым параметром деформации зубьев по ранее установленным результатам типовых испытаний зубчатой передачи. Технический результат заключается в повышении надежности выделения в вибрационном акустическом сигнале, снимаемом с корпуса редуктора двигателя, характеристик отклонений зубьев шестерен от штатного состояния. 2 з.п. ф-лы, 6 ил. 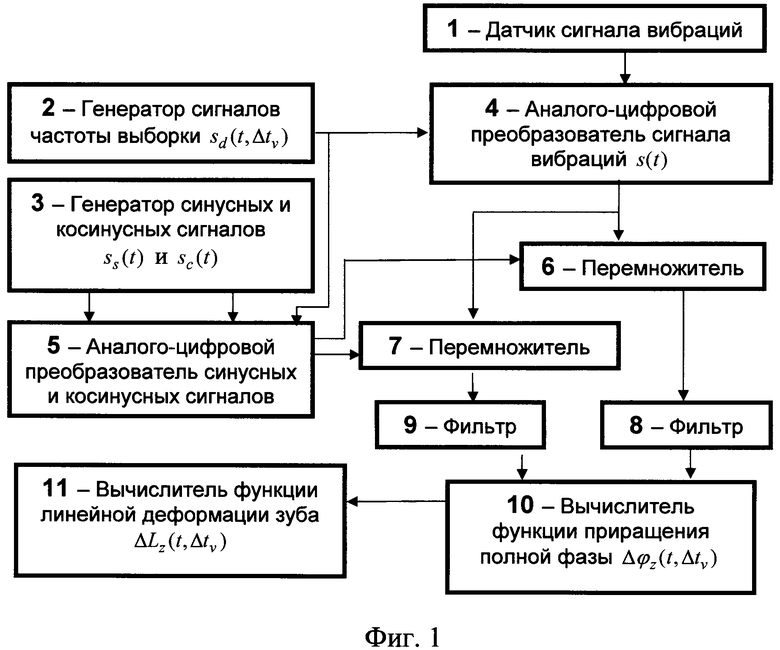
1. Способ диагностики зубьев шестерен зубчатых передач, по которому для диагностируемой шестерни предварительно определяют период tr вращения входного вала, рассчитывают зубцовую частоту ƒz, определяют частоту выборки аналого-цифровых преобразователей ƒd=1/tv, где tv - период выборки, с датчика вибраций, который устанавливают на корпусе редуктора вблизи опоры вала шестерни, снимают вибрационный акустический сигнал s(t), где t - текущее время,
отличающийся тем, что
техническое состояние зубьев шестерни под эксплуатационной нагрузкой определяют путем сравнивания экстремальных значений функции линейной деформации ΔLz(t,Δtv) каждого из зубьев в фазовой области вибрационного акустического сигнала, вычисленных на основе функции приращения полной фазы Δϕz(t,Δtv) сигнала зубцовой частоты на интервале времени, кратном периоду Δtv частоты выборки, с допустимым параметром деформации зубьев  , ранее определенным по результатам типовых испытаний технических и эксплуатационных параметров зубчатой передачи.
, ранее определенным по результатам типовых испытаний технических и эксплуатационных параметров зубчатой передачи.
2. Способ диагностики по п. 1, отличающийся тем, что для определения вычисленных значений функции линейной деформации зубьев с помощью генератора синусных и косинусных сигналов формируют синусные ss(t) и косинусные sc(t) сигналы, частоты которых строго равны рассчитанной зубцовой частоте ƒz, а фазы сдвинуты между собой на угол 90°,
одновременно, используя генератор частоты выборки, формируют сигнал выборки sd(t,Δtv), частота ƒd которого больше зубцовой частоты ƒz как минимум в двадцать раз ƒd>20ƒz,
затем, используя аналого-цифровые преобразователи, вибрационный акустический сигнал, синусные и косинусные сигналы дискретизируют с частотой выборки, равномерно квантуют и выбирают анализируемый сигнал на интервале времени tr периода вращения входного вала,
после, используя вычислительное средство, дискретизированный анализируемый сигнал s(t,Δtv) умножают на дискретизированные сигналы синусных ss(t,Δtv) и косинусных sc(t,Δtv) сигналов, выбранные на интервале времени tr, получая сигналы синусных ssp(t,Δtv) и косинусных scp(t,Δtv) произведений сигналов, которые содержат изменения фазы сигнала зубцовой частоты ƒz, пропорциональные линейной деформации зубьев шестерни,
каждый сигнал синусных ssp(t,Δtv) и косинусных scp(t,Δtv) произведений сигналов обрабатывают цифровыми фильтрами пятого порядка с частотой среза, равной зубцовой частоте ƒz, получая отфильтрованные сигналы зубцовой частоты ssƒ(t,Δtv) и scƒ(t,Δtv), сдвинутые относительно друг друга на угол 90°,
далее производят вычисление функции полной фазы Δϕz(t,Δtv) зубцовой частоты по формуле
где ssƒ(t,Δtv) - величина отфильтрованного сигнала синусного произведения;
scƒ(t,Δtv) - величина отфильтрованного сигнала косинусного произведения;
вычисляют каждое i-е приращение сигнала полной фазы  зубцовой частоты на интервале времени Δtv периода частоты выборки
зубцовой частоты на интервале времени Δtv периода частоты выборки

после чего вычисляют значение функции линейной деформации ΔLz(t,Δtv) зуба на интервале времени tr на радиусе rz делительной окружности шестерни
3. Способ диагностики по п. 2, отличающийся тем, что количество уровней квантования выбирают исходя из минимальных размеров зарождающихся дефектов, которые определяются параметром радиуса rz делительной окружности шестерни.
| СПОСОБ ДИАГНОСТИКИ ЗУБЧАТЫХ ПЕРЕДАЧ | 2007 |
|
RU2337340C1 |
| СПОСОБ ВИБРОАКУСТИЧЕСКОЙ ДИАГНОСТИКИ ПЕРЕДАЧ ЗАЦЕПЛЕНИЕМ | 2002 |
|
RU2224232C1 |
| СПОСОБ ВИБРОАКУСТИЧЕСКОЙ ДИАГНОСТИКИ МАШИН | 2006 |
|
RU2322666C1 |
| DE 4101985 A, 30.07.1992 | |||
| WO 2000068748 A1, 16.11.2000. | |||

