Изобретение относится к электроэнергетике, а именно к электрическим машинам перспективных аэрокосмических электроэнергетических установок с обмотками, работающими при криогенных (сверхнизких) температурах, и предназначено для использования при изготовлении обмоток электрических машин и магнитов из токопроводящей ленты, в частности из высокотемпературной сверхпроводящей ленты второго поколения (ВТСП-2).
Известны способы изготовления обмотки из токопроводящей ленты, в частности ВТСП-2 ленты, приведенные в заявке на изобретение №: 2011138457, авторов Чубраева Л.И., Шишлаков В.Ф., Андреев Е.Н., Орлов А.Р., Турубанов М.А. Способ изготовления рейстрековой катушки из ленточного сверхпроводника, опубл. 27 марта 2013; в патенте авторов Wolfgang Nick, Marijn Pieter Oomen. Publication date: 2013-07-04. Patent application number: 20130172196; а также в работах «Degradation of the performance of a YBCO-coated conductor double pancake coil due to epoxy impregnation». T. Takematsu, R. Hua, T. Takao, Y. Yanagisawa, H. Nakagome, D. Uglietti, T. Kiyoshi, M. Takahashi, H. Maeda. articleinfo Physica С journal homepage: www.elsevier.com/locate/physc. Available online 17 June 2010 p 675 и «Manufacturing and test of 2G-HTS coils for rotating machines: Challenges, conductor requirements, realization». Marijn Oomen, Werner Herkert, Dietmar Bayer, Peter Kummeth, Wolfgang Nick, Tabea Arndt. articleinfo Physica С journal homepage: www.elsevier.com/locate/physc. Available online 28 April 2012 p. 112.
Общими недостатками приведенных способов являются уменьшение токонесущей способности ВТСП-2 ленты после склейки, необходимость изготовления дополнительной оснастки для пропитки компаундом, усложнение изготовления и невозможность ремонта обмотки.
Наиболее близким аналогом к заявляемому изобретению по использованию, технической сущности и достигаемому техническому результату является способ, приведенный в заявке авторов Чубраева Л.И., Шишлаков В.Ф., Андреев Е.Н., Орлов А.Р., Турубанов М.А. Способ изготовления рейстрековой катушки из ленточного сверхпроводника. Заявка на изобретение №: 2011138457, опубл. 27 марта 2013. Он и принят за прототип изобретения, заключающийся в намотке на оправку обмотки из сверхпроводниковой ленты прямоугольного сечения. При этом перед намоткой сверхпроводниковую ленту в области половины ее длины укладывают в пазовой части рейстрековой катушки под углом к нижней плоскости оправки, образуя переход между нижним и верхним слоем рейстрековой катушки, и производят намотку витков сверхпроводниковой ленты в противоположных направлениях, определенных положением концов сверхпроводниковой ленты. По завершении намотки витков сверхпроводниковой ленты катушку пропитывают компаундом. К недостаткам прототипа относится низкая и неконтролируемая плотность намотки на прямолинейных частях рейстрековой обмотки и уменьшение токонесущей способности ВТСП-2 ленты после склейки.
Основная задача, на решение которой направлено заявляемое изобретение, заключается в разработке более простого и дешевого процесса изготовления обмоток из токопроводящей ленты без склейки с обеспечением при этом плотной намотки изделия, в исключении изгиба мест пайки этой ленты, в создании возможности демонтажа обмотки и использования токопроводящей ленты для повторной намотки в связи с ее высокой стоимостью.
Решение поставленной задачи достигается за счет того, что способ изготовления рейстрековой обмотки из токопроводящей ленты, заключающийся в намотке на оправку токопроводящей ленты, реализуется при постоянном натяжении токопроводящей ленты, когда на прямолинейных участках каждый виток прижимают к сердечнику полюса прижимающими элементами. При этом ленту непосредственно наматывают на сердечник полюса без склейки между собой витков обмотки.
При намотке на прямолинейной части рейстрековой обмотки образуется неплотная структура, так как радиальная составляющая силы натяжения ленты на прямолинейных участках обмотки очень мала. При намотке также необходимо контролировать геометрические размеры обмотки в сжатом состоянии, чтобы обеспечить заданную конструкцией ширину. Все вышесказанное можно обеспечить поджимом витков в процессе намотки. Кроме того, установлено, что для ВТСП-2 ленты длина переходного участка между слоями должна быть не менее 4-кратной ширины ВТСП-2 ленты для подавления режущего напряжения в переходном участке между слоями, предотвращая тем самым уменьшение токонесущей способности ленты, вызванной такой деформацией (среза).
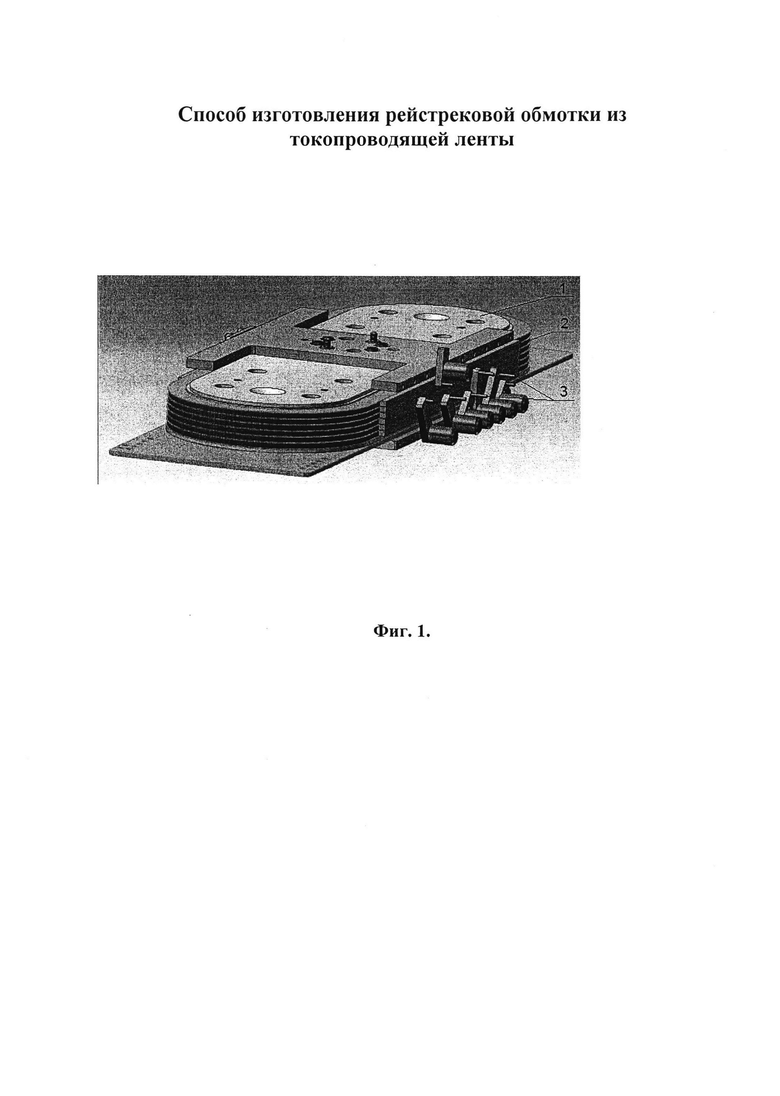
На фиг. 1 показана оснастка для изготовления обмоток, содержащая сердечник полюса 1, планку прижимную 2, винты 3.
Технический результат заявляемого способа изготовления обмотки достигается тем, что токопроводящая лента наматывается непосредственно на сердечник полюса электрической машины 1 (фиг. 1) в приспособлении, обеспечивающем поджим каждого витка планками 2 на прямолинейной части обмотки. В начале намотки первого витка лента прижимается к сердечнику планкой 2, чтобы исключить ее смещение. Процесс происходит при постоянном натяжении ленты, обеспечиваемом специальной электромагнитной муфтой. В процессе намотки попеременно прижата планкой 2 то одна, то другая сторона витка и только в момент перехода ленты с одной стороны на другую прижаты обе стороны одновременно.
Эти же планки фиксируют виток на оправке, если требуется его соединение пайкой со следующим куском ленты. Спаи ВТСП-2 ленты располагают на прямолинейной части обмотки, что позволяет избежать уменьшения токонесущей способности паяного соединения, связанного с его изгибом. Переходной участок между слоями также располагается на прямолинейном участке рейстрековой обмотки, при этом его длина обычно составляет более 4-кратной ширины ВТСП-2 ленты.
В процессе изготовления витки обмотки не склеиваются, ее выводные концы закрепляются на обмотке. Способ позволяет избежать уменьшения токонесущей способности обмотки, связанного со склейкой, обеспечить плотную намотку обмотки, упрощает и удешевляет ее изготовление, позволяет в случае необходимости размотать ВТСП-2 ленту и использовать ее для повторной намотки, что актуально, учитывая высокую стоимость этой ленты.
По мнению авторов, совокупность существенных признаков рассматриваемого изобретения необходима и достаточна для достижения заявляемого технического результата.
| название | год | авторы | номер документа |
|---|---|---|---|
| Сверхпроводниковая геликоидальная обмотка | 2023 |
|
RU2824847C1 |
| Сверхпроводниковая индукторная электрическая машина с комбинированным возбуждением | 2018 |
|
RU2696090C2 |
| Двухпакетная индукторная электрическая машина с комбинированным возбуждением (варианты) | 2018 |
|
RU2696273C1 |
| Сверхпроводниковая синхронная электрическая машина с обмотками якоря и возбуждения в неподвижном криостате | 2017 |
|
RU2664716C1 |
| Электрическая машина с постоянными магнитами и обмотками из высокотемпературного сверхпроводникового материала | 2017 |
|
RU2648677C1 |
| ПРОВОД ИЗ ВЫСОКОТЕМПЕРАТУРНОГО СВЕРХПРОВОДНИКА С ЭЛЕКТРИЧЕСКОЙ ИЗОЛЯЦИЕЙ, МОНОЛИТНАЯ ОБМОТКА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2018 |
|
RU2687277C1 |
| СВЕРХПРОВОДЯЩАЯ ОБМОТКА | 2013 |
|
RU2653693C2 |
| Синхронный электрический мотор-генератор для кинетического накопителя энергии | 2020 |
|
RU2726947C1 |
| СЕДЛОВИДНАЯ КАТУШЕЧНАЯ ОБМОТКА С ПРИМЕНЕНИЕМ СВЕРХПРОВОДНИКОВ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2006 |
|
RU2374711C2 |
| МОДУЛЬ СВЕРХПРОВОДЯЩЕГО ОГРАНИЧИТЕЛЯ ТОКА И ОГРАНИЧИТЕЛЬ ТОКА | 2017 |
|
RU2664683C1 |
Изобретение относится к электроэнергетике, а именно к электрическим машинам перспективных аэрокосмических электроэнергетических установок с обмотками, работающими при криогенных (сверхнизких) температурах, и предназначено для использования при изготовлении обмоток электрических машин и магнитов из токопроводящей ленты, в частности из высокотемпературной сверхпроводящей ленты второго поколения (ВТСП-2). Способ изготовления рейстрековой обмотки из токопроводящей ленты, заключающийся в намотке на оправку токопроводящей ленты, причем в процессе намотки при постоянном натяжении токопроводящей ленты на прямолинейных участках каждый виток прижимают к сердечнику полюса прижимающими элементами; ленту непосредственно наматывают на сердечник полюса без склейки между собой витков обмотки; при использовании ВТСП-2 ленты ее спаи и переход из слоя в слой располагают на прямолинейной части обмотки. Техническим результатом использования является более простой и дешевый процесс изготовления обмоток из токопроводящей ленты без склейки с обеспечением плотной намотки изделия, а также удешевление процесса. 6 з.п. ф-лы, 1 ил.
1. Способ изготовления рейстрековой обмотки из токопроводящей ленты, заключающийся в намотке на оправку обмотки из токопроводящей ленты, отличающийся тем, что в процессе намотки при постоянном натяжении токопроводящей ленты на прямолинейных участках каждый виток прижимают к сердечнику полюса прижимающими элементами.
2. Способ по п. 1, отличающийся тем, что ленту наматывают непосредственно на сердечник полюса без склейки между собой витков обмотки.
3. Способ по п. 1 или 2, отличающийся тем, что в качестве токопроводящей ленты используется сверхпроводящая лента.
4. Способ по п. 1 или 2, отличающийся тем, что в качестве токопроводящей ленты используется высокотемпературная сверхпроводящая лента.
5. Способ по п. 1 или 2, отличающийся тем, что в качестве токопроводящей ленты используется высокотемпературная сверхпроводящая лента второго поколения (ВТСП-2).
6. Способ по п. 5, отличающийся тем, что спаи ВТСП-2 ленты и ее переход из слоя в слой располагают на прямолинейной части обмотки.
7. Способ по п. 1, отличающийся тем, что в качестве прижимающих элементов используются съемные планки.
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБМОТКИ ВОЗБУЖДЕНИЯ ЭЛЕКТРОДВИГАТЕЛЯ ИЛИ ГЕНЕРАТОРА | 1992 |
|
RU2120174C1 |
| СПОСОБ НАМОТКИ ВЫСОКОЧАСТОТНОГО СИЛОВОГО ТРАНСФОРМАТОРА | 2005 |
|
RU2284601C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОТЕХНИЧЕСКОЙ КАТУШКИ | 2013 |
|
RU2551136C1 |
| US 20040069526 A1, 15.04.2004 | |||
| US 20020170166 A1, 21.11.2002 | |||
| US 5801124 A1, 01.09.1998. | |||

