ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение, в общем, относится к режущим инструментам с упруго зажимаемыми режущими пластинами и более конкретно – к режущим инструментам с устройствами канала для охлаждающей среды.
ПРЕДПОСЫЛКИ К СОЗДАНИЮ ИЗОБРЕТЕНИЯ
Режущие инструменты с державкой и режущей пластиной, упруго зажатой в ней, используются для операций резки металла, таких как точение и операции прорезания канавок. Режущая пластина зажата в приемном гнезде под режущую пластину между верхней губкой и нижней губкой, которые скреплены вместе посредством крепежного винта. Некоторые режущие инструменты имеют устройства для доставки охлаждающей текучей среды для инструмента к режущей кромке режущей пластины для того, чтобы охлаждать режущую кромку и удалять металлическую стружку, срезанную с заготовки. Существуют устройства для доставки охлаждающей текучей среды для инструмента к различным местам режущей пластины, например сверху режущей кромки, снизу режущей кромки, с боков режущей кромки, сзади режущей пластины и т.д.
Режущие инструменты с устройствами для охлаждающей среды инструмента представлены, например, в патентах JP3317783, JP6031502, JP6126510, JP7237008, JP2010-179380, W02012130857, US4848198, US7568864, US7641422, US7959384 и US2012230780.
Задачей рассматриваемого объекта настоящего изобретения является создание улучшенной новой державки режущего инструмента, имеющей внутренний канал для охлаждающей среды инструмента, для доставки охлаждающей среды к режущей кромке режущей пластины через верхнюю губку приемного гнезда вставной режущей пластины.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
В соответствии с предметом настоящего изобретения предложена державка режущего инструмента, содержащая:
корпус державки;
верхнюю губку и базовую губку, соединенные с корпусом державки, при этом верхняя губка имеет передний конец и задний конец;
упругую выемку, расположенную смежно заднему концу верхней губки;
канал для охлаждающей среды корпуса державки, имеющий выпуск корпуса державки в сообщении по текучей среде с упругой выемкой;
канал для охлаждающей среды верхней губки, имеющий впуск верхней губки в сообщении по текучей среде с упругой выемкой; и
сжимаемую вставку для охлаждающей среды инструмента, расположенную внутри упругой выемки и имеющую канал для охлаждающей среды вставки, проходящий через нее;
при этом при упругом отклонении верхней губки к базовой губке вставка для охлаждающей среды инструмента сжимается и канал для охлаждающей среды вставки образует путь для текучей среды из канала для охлаждающей среды корпуса державки к каналу для охлаждающей среды верхней губки.
В соответствии с конкретным вариантом осуществления настоящего изобретения предложена державка режущего инструмента, как описано выше, в которой:
упругая выемка ограничена стенкой упругой выемки, а выпуск корпуса державки открывается к стенке упругой выемки;
канал для охлаждающей среды верхней губки дополнительно имеет выпуск верхней губки, открывающийся к переднему концу верхней губки;
канал для охлаждающей среды вставки открывается к впуску вставки и выпуску вставки, а вставка для охлаждающей среды инструмента расположена внутри упругой выемки с впуском вставки напротив выпуска корпуса державки и выпуском вставки напротив впуска верхней губки.
В соответствии с дополнительным вариантом осуществления настоящего изобретения предложен режущий инструмент, содержащий державку режущего инструмента, как описано выше, и режущую пластину, зажатую между верхней губкой и базовой губкой державки режущего инструмента. Режущий инструмент может принимать охлаждающую жидкую среду для режущего инструмента, вводимую в канал для охлаждающей среды корпуса державки и перемещающуюся через канал для охлаждающей среды вставки в канал для охлаждающей среды верхней губки и к режущей пластине. В конкретном варианте осуществления охлаждающая текучая среда для режущего инструмента распыляется в направлении режущей кромки режущей пластины.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0010] Для лучшего понимания настоящего изобретения и иллюстрации того, как оно может быть осуществлено на практике, далее будет сделана ссылка на прилагаемые чертежи, на которых:
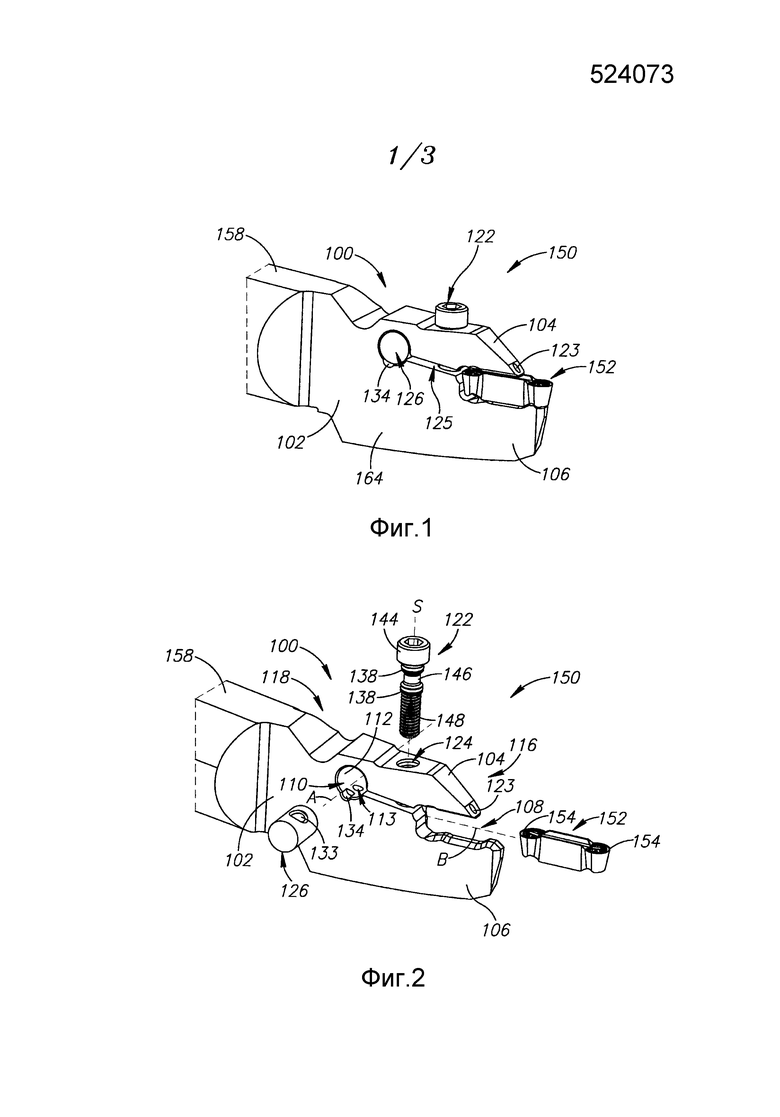
Фиг.1 представляет собой схематичную иллюстрацию режущего инструмента согласно варианту осуществления раскрытой техники;
Фиг.2 представляет собой покомпонентный вид режущего инструмента по фиг.1;
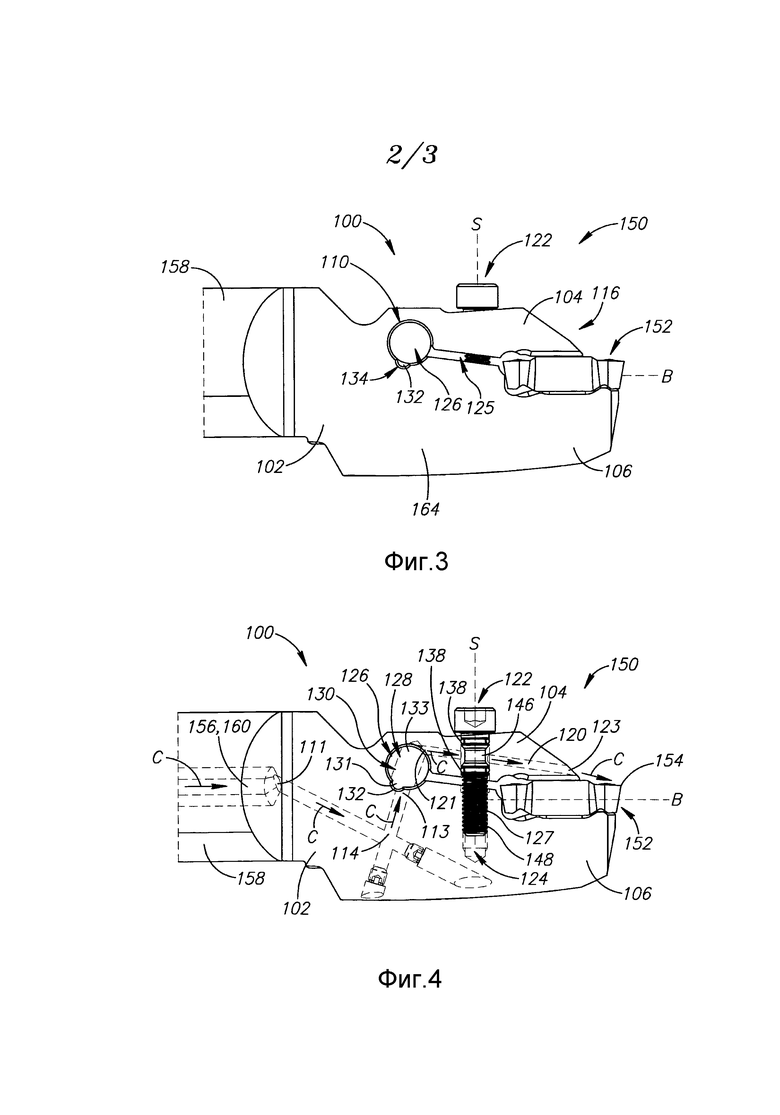
Фиг.3 представляет собой вид сбоку режущего инструмента по фиг.1;
Фиг.4 представляет собой частично прозрачный вид сбоку режущего инструмента по фиг.1;
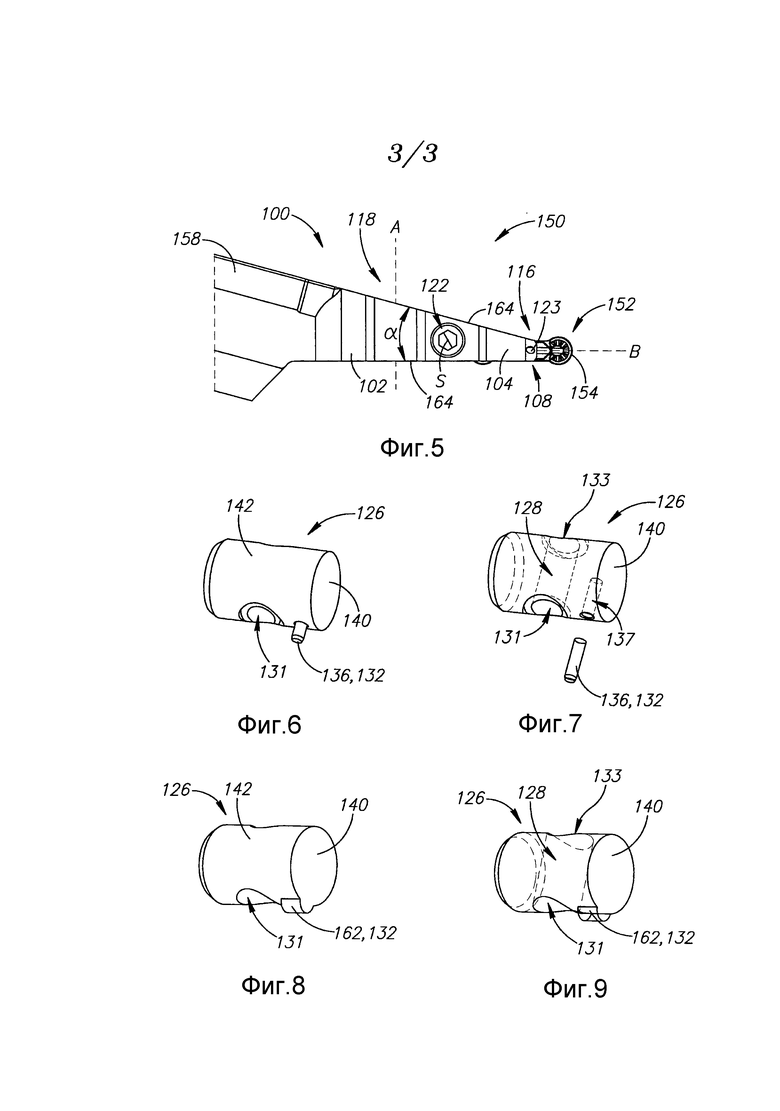
Фиг.5 представляет собой вид сверху режущего инструмента по фиг.1;
Фиг.6 представляет собой вид в перспективе для охлаждающей среды вставки согласно варианту осуществления раскрытой техники;
Фиг.7 представляет собой прозрачный вид для охлаждающей среды вставки по фиг.6;
Фиг.8 представляет собой вид в перспективе для охлаждающей среды вставки согласно другому варианту осуществления раскрытой техники; и
Фиг.9 представляет собой прозрачный вид для охлаждающей среды вставки по фиг.8.
Следует понимать, что для простоты и ясности иллюстрации элементы, представленные на чертежах, необязательно начерчены в масштабе. Например, размеры некоторых элементов могут быть увеличены относительно других элементов для ясности, или несколько физических компонентов могут быть включены в один функциональный блок или элемент. Кроме того, там, где это целесообразно, ссылочные позиции могут повторяться на чертежах для указания соответствующих или аналогичных элементов.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
В последующем описании будут описаны различные аспекты настоящего изобретения. Для целей объяснения, конкретные конфигурации и детали изложены для того, чтобы обеспечить полное понимание настоящего изобретения. Тем не менее это также будет очевидно для специалиста в данной области техники, что настоящее изобретение может быть реализовано без конкретных деталей, представленных в настоящем описании. Кроме того, хорошо известные функции могут быть опущены или упрощены, чтобы не затруднять понимание настоящего изобретения.
Обратимся к фиг.1 и 2, изображающим режущий инструмент 150, в соответствии с вариантом осуществления настоящего изобретения, в собранном положении и в покомпонентном виде, соответственно. Режущий инструмент 150 включает в себя державку 100 режущего инструмента и режущую пластину 152, зажатую в ней. Державка 100 режущего инструмента имеет внутренний непрерывный канал 130 для охлаждающей среды для доставки охлаждающей текучей среды С инструмента к режущей кромке режущей пластины 152, зажатой в державке 100 режущего инструмента.
Державка 100 режущего инструмента содержит корпус 102 державки, верхнюю губку 104 и базовую губку 106. Верхняя и базовая губки 104, 106 образуют приемное гнездо 108 под режущую пластину между ними, расположенное впереди корпуса 102 державки и имеющее продольную ось B гнезда. Верхняя губка 104 и базовая губка 106 соединены с корпусом 102 державки. В настоящем варианте осуществления верхняя губка 104 и базовая губка 106 образованы как цельная единая конструкция с корпусом 102 державки. Верхняя губка 104 имеет передний конец 116 и задний конец 118. Верхняя губка 104 и базовая губка 106 разнесены друг от друга зазором 125, который заканчивается в упругой выемке 110, расположенной смежно заднему концу 118 верхней губки 104. Упругая выемка 110 ограничена стенкой 112 упругой выемки, продолжающейся вдоль оси А упругой выемки в поперечном направлении к оси В гнезда. Ось упругой выемки может быть перпендикулярна оси В гнезда и даже может пересекать последнюю. Стенка 112 упругой выемки может быть, по существу, цилиндрической. Альтернативно, стенка 112 упругой выемки может иметь любую другую форму. Зазор 125 и упругая выемка 110 позволяют верхней губке 104 упруго отклоняться в сторону базовой губки 106 при приложении к ней вертикальной силы. Корпус 102 державки соединен с продольным хвостовиком 158 инструмента, продолжающимся назад от основного корпуса 102. Корпус 102 державки может быть образован как цельная единая конструкция с хвостовиком 158 инструмента. Хвостовик 158 инструмента может, в свою очередь, удерживаться на валу станка.
Обратимся дополнительно к фиг.3 и 4, изображающим вид сбоку и частично прозрачный вид сбоку режущего инструмента 150 по фиг.1, соответственно. На видах сбоку режущий инструмент 150 представлен вдоль оси А упругой выемки. Канал 114 для охлаждающей среды корпуса державки проходит через корпус 102 державки и имеет впуск 111 корпуса державки и выпуск 113 корпуса державки. Выпуск 113 корпуса державки расположен впереди впуска 111 корпуса державки. Выпуск 113 корпуса державки открывается к стенке 112 упругой выемки (то есть выпуск 113 корпуса державки находится в сообщении по текучей среде с упругой выемкой 110). Впуск 111 корпуса державки открывается к источнику 156 охлаждающей среды, доставляющему охлаждающую текучую среду С в канал 114 для охлаждающей среды корпуса державки. Источник 156 для охлаждающей среды инструмента может быть, например, каналом 160 хвостовика для охлаждающей среды, образованном в продольном направлении через хвостовик 158 инструмента, и открывающимся в задней части хвостовика 158 инструмента. Ориентацию и соединение канала 114 корпуса державки для охлаждающей среды с источником 156 для охлаждающей среды инструмента, представленную на чертежах, следует рассматривать только в качестве примера, а не как ограничивающую, во всяком случае, настоящее изобретение.
Канал 120 для охлаждающей среды верхней губки проходит через верхнюю губку 104 и имеет впуск 121 верхней губки и выпуск 123 верхней губки. Впуск 121 верхней губки открывается к стенке 112 упругой выемки на расстоянии от выпуска 113 корпуса державки (т.е. впуск 121 верхней губки сообщается по текучей среде с упругой выемкой 110). Впуск 121 верхней губки может быть расположен диаметрально противоположно от выпуска 113 корпуса державки. Выпуск 123 верхней губки открывается на переднем конце 116 верхней губки 104.
Отверстие 124 под винт продолжается вертикально вдоль оси S винта через верхнюю губку 104, пересекая зазор 125, в базовую губку 106.
На виде сбоку державки 100 режущего инструмента (если смотреть вдоль оси А упругой выемки, фиг.3-4) ось S винта может быть перпендикулярна оси В гнезда. В других вариантах осуществления ось S винта может быть наклонена под острым углом или тупым углом относительно оси В гнезда. Участок отверстия 124 под винт, продолжающийся в базовой губке 106, является резьбовым участком 127 отверстия.
Отверстие 124 под винт может пересекаться с каналом 120 для охлаждающей среды верхней губки, как представлено на фиг.4.
Державка 100 режущего инструмента может также включать в себя крепежный винт 122, вставляемый в отверстие 124 под винт.
Крепежный винт 122 имеет головной участок 144, резьбовой участок 148 и утонченный участок 146, продолжающийся между ними.
Утонченный участок 146 является более узким, чем головной участок 144 и резьбовой участок 148.
Утонченный участок 146 является также более узким, чем отверстие 124 под винт, в частности, в канале 120 для охлаждающей среды верхней губки.
Когда крепежный винт 122 закрепляется в винтовом отверстии 124, резьбовой участок 148 взаимодействует с резьбовым участком 127 отверстия.
Затем головной участок 144 применяет вертикальную силу к верхней губке 104, заставляя ее отклоняться к базовой губке 106 и, таким образом, зажимает режущую пластину 152 в приемном гнезде 108 под режущую пластину.
Кроме того, когда крепежный винт 122 закреплен в отверстии 124 под винт, его утонченный участок 146 расположен в канале 120 для охлаждающей среды верхней губки.
Державка 100 режущего инструмента также включает в себя сжимаемую вставку 126 для охлаждающей среды инструмента, имеющую периферийную поверхность 142 вставки.
Периферийная поверхность 142 вставки соответствует по форме стенке 112 упругой выемки таким образом, что вставка 126 для охлаждающей среды может помещаться внутри упругой выемки 110.
Периферийная поверхность 142 вставки может быть, по существу, цилиндрической, имеющей две противоположные торцевые поверхности 140 вставки, между которыми продолжается периферийная поверхность 142 вставки.
Кроме того, периферийная поверхность 142 вставки может иметь любую другую форму, соответствующую форме стенки 112 упругой выемки.
Например, периферийная поверхность 142 вставки может иметь коническую форму, и в этом случае только одна торцевая поверхность 140 вставки может быть связана с периферийной поверхностью 142.
Канал 128 для охлаждающей среды вставки проходит через вставку 126 для охлаждающей среды, открываясь на периферийной поверхности 142 вставки на впуск 131 вставки и выпуск 133 вставки.
Вставка 126 для охлаждающей среды инструмента вставляется внутрь упругой выемки 110 таким образом, что впуск 131 вставки находится напротив выпуска 113 корпуса державки, а выпуск 133 вставки находится напротив впуска 121 верхней губки.
Канал 128 для охлаждающей среды вставки, таким образом, обеспечивает путь для текучей среды из канала 114 для охлаждающей среды корпуса державки к каналу 120 для охлаждающей среды верхней губки и образует часть непрерывного прохода 130 для охлаждающей среды от источника 156 охлаждающей среды к выпуску 123 верхней губки.
Вставка 126 для охлаждающей среды инструмента образована из сжимаемого материала, такого как полимер (например, полиуретан, эластомер и т.п.), что позволяет вставке 126 инструмента для охлаждающего средства упруго сжиматься под действием сил, действующих на периферийную поверхность 142 вставки.
Когда верхняя губка 104 упруго отклоняется к базовой губке 106, например, когда крепежный винт 122 закреплен, стенка 112 упругой выемки сжимает периферийную поверхность 142 вставки и сдавливает вставку 126 для охлаждающей среды инструмента, тем самым удерживая ее на месте.
Диаметр впуска 131 вставки может быть немного больше, чем диаметр выпуска 113 корпуса державки, так что выпуск 113 корпуса державки покрывается впуском 131 вставки. Подобным образом, диаметр выпуска 133 вставки несколько больше, чем диаметр впуска 121 верхней губки. Когда периферийная поверхность 142 вставки прижимается вплотную к стенке 112 упругой выемки, она охватывает и герметизирует выпуск 113 корпуса державки и впуск 121 верхней губки, и предотвращает утечку охлаждающей текучей среды С из упругой выемки 110. Охлаждающая текучая среда С, таким образом, только пропускается через впуск 131 вставки и продвигается через канал 128 для охлаждающей среды вставки. Поскольку вставка 126 для охлаждающей среды инструмента образована из сжимаемого материала, она не сопротивляется упругому отклонению верхней губки 104 к базовой губке 106. Понятно, однако, что степень сжатия вставки 126 для охлаждающей среды инструмента будет ограничиваться прижимом режущей пластины 152 нижней стороной переднего конца 116 верхней губки. Таким образом, степень перемещения переднего конца 116 при прижиме режущей пластины 152 должна быть принята во внимание при определении размеров вставки 126 для охлаждающей среды инструмента по отношению к размерам упругой выемки 110 наряду со сжимаемостью самой вставки 126 инструмента для охлаждающей среды.
Вставка 126 для охлаждающей среды инструмента может дополнительно включать в себя две торцевые пластины, каждая из которых прикреплена к одной из торцевых поверхностей 140 вставки. Торцевые пластины изготавливаются из материала более твердого, чем материал вставки 126 для охлаждающей среды инструмента, например, они изготавливаются из металла (например, алюминия или стали). Торцевые пластины покрывают по меньшей мере участок торцевой поверхности 140 вставки, в частности, для того, чтобы защитить вставку 126 инструмента для охлаждающей среды, например, от прокалывания металлической стружкой, удаляемой с обрабатываемой детали.
Сжимаемый материал, образующий вставку 126 для охлаждающей среды инструмента, такой как полимер (например, полиуретан, эластомер и т.п.), является долговечным при обычных температурах обработки металла в упругой выемке 110 и в жесткой химической среде. Например, полиуретан может выдержать температуру, как правило, до 125°С без изменения его свойств. Дополнительно, сжимаемый материал является стойким при контакте с охлаждающей текучей средой С для режущего инструмента (например, смазочно-охлаждающей эмульсией инструмента, как правило, включающей масла, растворители и т.п.), которые могут быть химически абразивными. Таким образом, вставка 126 для охлаждающей среды образована, чтобы выдерживать такие условия обработки металла, то есть типичные температуры и, возможно, химически абразивную среду. Типичные условия обработки могут также включать в себя значительное трение, вибрации и т.п., и вставка 126 для охлаждающей среды инструмента является подходящей для использования также и в таких условиях.
Кроме того, сжимаемый материал, образующий вставку 126 для охлаждающей среды инструмента, имеет уровень эластичности по упругому отскоку. Когда верхняя губка 104 не отклонена в сторону базовой губки 106 (например, когда крепежный винт 122 отпущен), вставка 126 для охлаждающей среды инструмента упруго возвращается обратно для того, чтобы принять свое нейтральное положение в упругой выемке 110.
Как было отмечено выше, утонченный участок 146 крепежного винта 122 расположен в канале 120 для охлаждающей среды верхней губки, и утонченный участок 146 является более узким, чем отверстие 124 под винт в канале 120 для охлаждающей среды верхней губки. Два уплотнительных кольца 138 (например, резиновые уплотнительные кольца) расположены по обе стороны от утонченного участка 146, имеющие внешний диаметр, соответствующий диаметру отверстия 124 под винт в канале 120 для охлаждающей среды верхней губки. Таким образом, когда охлаждающая текучая среда С продвигается через канал 120 для охлаждающей среды верхней губки, она может протекать вокруг утонченного участка 146 крепежного винта 122. Тем не менее уплотнительные кольца 138 уплотняют отверстие 124 под винт на обеих сторонах канала 120 для охлаждающей среды верхней губки, предотвращая утечку охлаждающей текучей среды С из канала 120 для охлаждающей среды верхней губки. Уплотнительные кольца 138 могут быть расположены в канавках для уплотнительного кольца, где первая канавка для уплотнительного кольца образована между утонченным участком 146 и головным участком 144, а вторая канавка образована между утонченным участком 146 и резьбовым участком 148.
Дополнительно, обратимся к фиг.6-9, изображающим вставку 126 для охлаждающей среды инструмента, согласно различным вариантам осуществления настоящего изобретения. Вставка 126 для охлаждающей среды инструмента может дополнительно включать в себя позиционирующий элемент 132 для определения ориентации вставки 126 для охлаждающей среды инструмента, то есть для того, чтобы убедиться, что впуск 121 вставки совмещен с выпуском 113 корпуса державки, а выпуск 133 вставки совмещен с впуском 121 верхней губки. Стенка 112 упругой выемки имеет позиционирующую канавку 134, образованную в ней, соответствующую форме позиционирующего элемента 132.
Фигуры 6 и 7 изображают один вариант осуществления вставки 126 для охлаждающей среды инструмента на виде в перспективе и прозрачном виде в перспективе, соответственно. В этом варианте осуществления позиционирующий элемент 132 имеет вид позиционирующего штифта 136, выступающего из периферийной поверхности 142 вставки, для установки внутрь позиционирующей канавки 134. Позиционирующий штифт 136 расположен в отверстии 137 для позиционирующего штифта, образованном внутри вставки 126 для охлаждающей среды инструмента и открывающемся к периферийной поверхности 142 вставки. Отверстие 137 для позиционирующего штифта продолжается, по существу, параллельно каналу 128 для охлаждающей среды вставки.
Фигуры 8 и 9 изображают альтернативный вариант осуществления вставки 126 для охлаждающей среды инструмента на виде в перспективе и прозрачном виде в перспективе, соответственно. В этом альтернативном варианте осуществления вставка 126 для охлаждающей среды инструмента имеет позиционирующий выступ 162, выступающий из периферийной поверхности 142 вставки. Позиционирующий выступ 162 может продолжаться, например, от одной из торцевых поверхностей 140 вставки к впуску 131 вставки или выпуску 133 вставки. В варианте осуществления, изображенном на фиг 8-9, позиционирующий выступ 162 продолжается от торцевой поверхности 140 вставки к впуску 131 вставки вдоль периферийной поверхности 142 вставки, в целом перпендикулярно направлению канала 128 для охлаждающей среды вставки. Позиционирующий выступ 162 может быть образован как цельная единая конструкция с периферийной поверхностью 142 вставки.
Когда вставка 126 для охлаждающей среды инструмента вставляется в упругую выемку 110 вдоль оси А упругой выемки, позиционирующий элемент 132 (например, или установочный штифт 136, или позиционирующий выступ 162) скользит в позиционирующей канавке 134. Вставка 126 для охлаждающей среды инструмента может быть вставлена внутрь упругой выемки 110, только когда позиционирующий элемент 132 скользит в позиционирующей канавке 134, тем самым определяя ориентацию вставки 126 для охлаждающей среды инструмента по отношению к упругой выемке 110. Таким образом, ориентация вставки 126 для охлаждающей среды инструмента удерживается таким образом, что впуск 131 вставки находится напротив выпуска 113 корпуса державки, а выпуск 133 вставки находится напротив впуска 121 верхней губки. Это обеспечивает образование пути для текучей среды из канала 114 для охлаждающей среды корпуса державки к каналу 120 для охлаждающей среды верхней губки.
Кроме того, позиционирующий элемент 132 заключается внутри позиционирующей канавки 134, таким образом предотвращая вставку 126 для охлаждающей среды инструмента от поворота вокруг оси А упругой выемки относительно стенки 112 упругой выемки. Позиционирующий элемент 132 также останавливается против внутренней поверхности позиционирующей канавки 134, таким образом предотвращая вставку 126 для охлаждающей среды инструмента от дальнейшего перемещения внутрь упругой выемки 110 и определяя местоположение вставки 126 для охлаждающей среды инструмента вдоль оси А упругой выемки.
Режущая пластина 152 имеет по меньшей мере одну режущую кромку 154, чтобы использоваться для резки металла и других процедур обработки металла. Режущая пластина 152, изображенная на чертежах, является индексируемой режущей пластиной с двумя режущими кромками 154. Выпуск 123 верхней губки открывается к режущей кромке 154. Когда охлаждающая текучая среда С для режущего инструмента проходит через канал 130 для охлаждающей среды, она распыляется из выпуска 123 верхней губки к режущей пластине 152 и, в частности, к режущей кромке 154. Во время операций механической обработки охлаждающая текучая среда С требуется для охлаждения режущей кромки 154 и зоны резания обрабатываемой детали. Дополнительно, охлаждающая текучая среда С инструмента, распыленная к режущей кромке 154, может быть использована для разрушения или отклонения металлической стружки, удаленной с обрабатываемой детали.
Следует отметить, что режущая пластина 152 может быть любой режущей пластиной, подходящей для зажима в державке инструмента, например, в приемном гнезде 108 под режущую пластину державки 100 режущего инструмента. Режущая пластина 152, изображенная на прилагаемых чертежах, не является обязательным примером для режущей пластины, и подробные сведения о приемном гнезде 108 под режущую пластину также не являются обязательным примером для приемного гнезда под режущую пластину. Следует понимать, что приемное гнездо 108 под режущую пластину должно быть образовано так, чтобы быть пригодным для приема режущей пластины какой-либо конкретной формы.
Следует отметить, что для некоторых операций обработки, особенно необходимо, чтобы подавать охлаждающую среду инструмента сверху режущей кромки, т.е. выходящей из верхней крепежной губки. Проход 130 для охлаждающей среды из державки 100 режущего инструмента согласно настоящему изобретению особенно хорошо подходит для режущих инструментов с ограниченным пространством, иногда недостаточным для размещения дополнительного оборудования или элементов для доставки охлаждающей среды. Обратимся теперь к фиг.5, изображающей вид сверху режущего инструмента 150, показанного на фиг.1, на виде вдоль оси S винта. Державка 100 режущего инструмента является сужающейся, а именно сужающейся со стороны хвостовика 158 инструмента к приемному гнезду 108 вставной режущей пластины (то есть к переднему концу 116 верхней губки 104). Державка 100 инструмента имеет две боковые поверхности 164 державки, продолжающиеся вдоль сторон корпуса 102 державки и верхнюю и базовую губки 104, 106. Если смотреть вдоль оси S винта (т.е. на виде сверху), боковые поверхности 164 державки образуют угол конусности α между ними. В конкретном варианте осуществления державки 100 режущего инструмента угол α конусности может быть углом 15° (т.е. α= 15°), как показано на чертежах в качестве неограничивающего примера.
Сужение державки 100 режущего инструмента означает, что передний конец 116 является более узким, чем корпус 102 державки, что оставляет ограниченное пространство для обеспечения прохода для охлаждающей среды С режущего инструмента для достижения режущей кромки 154 с верхней губки 104 (т.е. сверху режущей кромки 154). Таким образом, существует, как правило, недостаточно места для образования канала для охлаждающей среды внутри корпуса 102 державки, расположенного над упругой выемкой 110. Подобным образом, существует ограниченная возможность установки внешних элементов для доставки охлаждающей среды, например, на верхней части верхней губки 104, или вдоль боковых поверхностей 164 державки так, чтобы можно было распылять охлаждающую жидкую текучую среду сверху режущей кромки 154. Добавление таких внешних элементов, доставляющих охлаждающую среду, может ограничивать или препятствовать работе режущего инструмента 150 и, следовательно, является нежелательным.
Державка 100 режущего инструмента согласно настоящему изобретению использует преимущества упругой выемки 110, использованием ее в качестве прохода 130 для охлаждающей среды, для продвижения охлаждающей текучей среды С от корпуса 102 державки к верхней губке 104. Это достигается сжимаемой вставкой 126 для охлаждающей среды инструмента, вставляемой внутрь упругой выемки 110 и образующей часть прохода 130 для охлаждающей среды, без сопротивления отклонению верхней губки 104. Дополнительно, из-за ограниченного доступного пространства канал 120 для охлаждающей среды верхней губки может пересекаться с отверстием 124 под винт (то есть, так как недостаточно пространства для прохода 130 для охлаждающей среды на расстоянии от отверстия 124 под винт). Тем не менее охлаждающая текучая среда С может протекать через канал 120 для охлаждающей среды верхней губки вокруг крепежного винта 122 и через отверстие 124 под винт к выпуску 123 верхней губки, тем самым также преодолевая стеснение ограниченного пространства.
Хотя настоящее изобретение было описано со ссылкой на один или несколько отдельных вариантов осуществления, описание, в целом, является как иллюстративным и не должно рассматриваться как ограничивающее изобретение по представленным вариантам осуществления. Специалистам в данной области техники следует понимать, что могут быть выполнены различные модификации, специально не описанные в материалах настоящего изобретения, но находящиеся в объеме изобретения.
Державка (100) режущего инструмента имеет корпус (102) державки и верхнюю и базовую губки (104, 106). Режущая пластина (152) размещена между верхней и базовой губками (104, 106). Упругая выемка (110) расположена смежно заднему концу верхней губки (104), позволяя верхней губке (104) отклоняться к базовой губке (106). Канал (120) для охлаждающей среды верхней губки имеет впуск (121) верхней губки в сообщении по текучей среде с упругой выемкой (110) и выпуск (123) верхней губки, открывающийся в переднем конце верхней губки (104). Канал (114) для охлаждающей среды корпуса державки имеет выпуск (113) корпуса державки в сообщении по текучей среде с упругой выемкой (110). Вставка (126) для охлаждающей среды инструмента, выполненная из сжимаемого материала, расположена в упругой выемке (110). Вставка (126) для охлаждающей среды инструмента имеет канал (128) для охлаждающей среды вставки, проходящий через нее, образующий путь для текучей среды от канала (114) для охлаждающей среды корпуса державки к каналу (120) для охлаждающей среды верхней губки. Достигается создание улучшенной державки режущего инструмента. 2 н. и 18 з.п. ф-лы, 9 ил.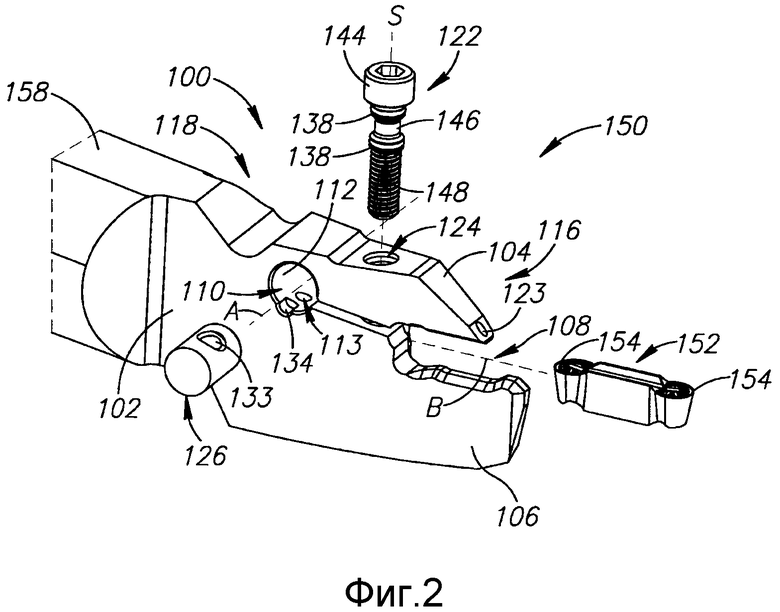
1. Державка (100) режущего инструмента, содержащая:
корпус (102) державки,
верхнюю губку (104) и базовую губку (106), соединенные с корпусом (102) державки, при этом верхняя губка (104) имеет передний конец (116) и задний конец (118),
упругую выемку (110), расположенную смежно заднему концу (118) верхней губки (104),
канал (114) для охлаждающей среды корпуса державки, имеющий выпуск (113) корпуса державки в сообщении по текучей среде с упругой выемкой (110);
канал (120) для охлаждающей среды верхней губки, имеющий впуск (121) верхней губки в сообщении по текучей среде с упругой выемкой (110), и
сжимаемую вставку (126) для охлаждающей среды инструмента, расположенную внутри упругой выемки (110) и имеющую канал (128) для охлаждающей среды вставки, проходящий через нее,
при этом при упругом отклонении верхней губки (104) к базовой губке (106) вставки (126) для охлаждающей среды инструмента сжимается, и канал (128) для охлаждающей среды вставки образует путь для текучей среды от канала (114) для охлаждающей среды корпуса державки к каналу (120) для охлаждающей среды верхней губки.
2. Державка (100) режущего инструмента по п. 1, в которой:
упругая выемка (110) ограничена стенкой (112) упругой выемки, а выпуск (113) корпуса державки открывается к стенке (112) упругой выемки,
канал (120) для охлаждающей среды верхней губки дополнительно имеет выпуск (123) верхней губки, открывающийся к переднему концу (116) верхней губки (104),
канал (128) для охлаждающей среды вставки открывается к впуску (131) вставки и выпуску (133) вставки, и
вставка (126) для охлаждающей среды инструмента расположена внутри упругой выемки (110), при этом впуск (131) вставки обращен к выпуску (113) корпуса державки, а выпуск (133) вставки обращен к впуску (121) верхней губки.
3. Державка (100) режущего инструмента по п. 1, в которой верхняя губка (104) и базовая губка (106) образованы как цельная единая конструкция с корпусом (102) державки.
4. Державка (100) режущего инструмента по п. 1, в которой:
верхняя губка (104) и базовая губка (106) образуют приемное гнездо (108) под режущую пластину между ними, при этом приемное гнездо (108) под режущую пластину имеет продольную ось (В) гнезда, а
упругая выемка (110) ограничена стенкой (112) упругой выемки, продолжающейся вдоль оси (А) упругой выемки поперечно к оси (В) гнезда.
5. Державка (100) режущего инструмента по п. 4, в которой сжимаемая вставка (126) для охлаждающей среды инструмента имеет периферийную поверхность (142) вставки, а стенка (112) упругой выемки и периферийная поверхность (142) вставки выполнены, по существу, цилиндрическими.
6. Державка (100) режущего инструмента по п. 1, в которой вставка (126) для охлаждающей среды инструмента выполнена из сжимаемого материала.
7. Державка (100) режущего инструмента по п. 1, в которой:
вставка (126) для охлаждающей среды инструмента имеет периферийную поверхность (142) вставки с позиционирующим элементом (132), выступающим из нее,
упругая выемка (110) имеет позиционирующую канавку (134), соответствующую форме позиционирующего элемента (132), и
вставка (126) для охлаждающей среды инструмента вставлена в упругую выемку (110), при этом позиционирующий элемент (132) входит в позиционирующую канавку (134).
8. Державка (100) режущего инструмента по п. 7, в которой:
вставка (126) для охлаждающей среды инструмента дополнительно включает отверстие (137) для позиционирующего штифта, открывающееся к периферийной поверхности (142) вставки, а позиционирующий элемент (132) выполнен в виде позиционирующего штифта (136), вставленного в отверстие (137) для позиционирующего штифта и выступающего из периферийной поверхности (142) вставки.
9. Державка (100) режущего инструмента по п. 7, в которой позиционирующий элемент (132) выполнен в виде позиционирующего выступа (162), продолжающегося из периферийной поверхности (142) вставки, при этом позиционирующий выступ (162) образован как цельная единая конструкция с периферийной поверхностью (142) вставки.
10. Державка (100) режущего инструмента по п. 9, в которой:
вставка (126) для охлаждающей среды инструмента имеет по меньшей мере одну торцевую поверхность (140), соединенную с периферийной поверхностью (142) вставки, а
позиционирующий выступ (162) продолжается от по меньшей мере одной торцевой поверхности (140) вдоль периферийной поверхности (142) вставки.
11. Державка (100) режущего инструмента по п. 10, в которой позиционирующий выступ (162) продолжается по существу перпендикулярно направлению канала (128) для охлаждающей среды вставки.
12. Державка (100) режущего инструмента по п. 1, дополнительно имеющая отверстие (124) под винт, проходящее вертикально через верхнюю губку (104) и продолжающееся в базовую губку (106), при этом отверстие (124) под винт пересекается с каналом (120) для охлаждающей среды верхней губки.
13. Державка (100) режущего инструмента по п. 12, дополнительно содержащая крепежный винт (122), вставленный в отверстие (124) под винт, при этом крепежный винт (122) имеет головной участок (144), резьбовой участок (148) и утоненный участок (146), продолжающийся между ними, причем утоненный участок (146) выполнен более тонким, чем головной участок (144) и резьбовой участок (148).
14. Державка (100) режущего инструмента по п. 13, в которой при закреплении крепежного винта (122) в отверстии (124) под винт утоненный участок (146) расположен в канале (120) для охлаждающей среды верхней губки.
15. Державка (100) режущего инструмента по п. 14, в которой крепежный винт (122) имеет два уплотнительных кольца (138), расположенных по обеим сторонам утоненного участка (146).
16. Державка (100) режущего инструмента по п. 1, в которой верхняя губка (104) и базовая губка (106) сужаются в направлении переднего конца (116) верхней губки (104) на виде сверху державки (100) режущего инструмента.
17. Режущий инструмент (150), содержащий державку (100) режущего инструмента по любому из пп. 1-16 и режущую пластину (152), зажатую между верхней губкой (104) и базовой губкой (106) державки (100) режущего инструмента.
18. Режущий инструмент (150) по п. 17, в котором режущая пластина (152) имеет режущую кромку (154), а канал (120) для охлаждающей среды открывается к выпуску (123) верхней губки, направленному в направлении режущей кромки (154).
19. Режущий инструмент (150) по п. 17, соединенный с источником (156) охлаждающей среды, при этом охлаждающая текучая среда (С) режущего инструмента от источника (156) охлаждающей среды проходит через канал (114) для охлаждающей среды корпуса державки, через канал (128) для охлаждающей среды вставки, через канал (120) для охлаждающей среды верхней губки и к режущей пластине (152).
20. Режущий инструмент (150) по п. 19, выполненный с возможностью распыления охлаждающей текучей среды (С) режущего инструмента из выпуска (123) верхней губки к режущей кромке (154) режущей пластины (152).
| US 2012230780 A1, 13.09.2012 | |||
| Отрезной резец | 1982 |
|
SU1127695A1 |
| Режущий инструмент | 1990 |
|
SU1787743A1 |
| Режущий инструмент | 1991 |
|
SU1816651A1 |

