Изобретение относится к металлообработке и может быть использовано при точении заготовок с предварительным нагрепом материала припуска
Цель изобрете+тя -- повышение эффективности охлаждения.
На фиг. 1 показан режущий инструмент, вид сверху; на фиг, 2 - разрез А-А на фиг. 1.
Режущий инструмент представляет собой сборный резец, состоящий из корпуса 1, в котором выполнен V-образный паз под режущий элемент 2. Надежное закрепление режущего элемента 2 в корпусе 1 обеспечивается формой паза и поджатием режущего элемента 2 к наклонному штифту. 3 при помощи прихвата 4. В корпусе 1 выполнен канал 5 подвода охлаждающего агента, который соединен с одной парой центральных каналов 6 отвода охлаждающего агента и с двумя парами периферийных каналов 7 отвода охлаждающего агента, Площадь поперечного сечения каждого периферийного канала 7 больше площади поперечного сечения центрального канала 6 в 1,3...1,4 раза.
Резец работает следующим образом.
При точении заготовки с предварительным нагревом материала припуска низкотемпературной плазмой в качестве охлаждающего агента в канал 5 подвода подают сжатый воздух, который затем поступает в каналы 6 и 7 его отвода. Так как каналы б и 7 примыкают к поверхностям режущего элемента 2, то проходящий по ним охлаждающий агент осуществляет отвод тепла от режущего элемента 2, что положительно сказывается на его стойкости. Давление воздуха в центральных каналах б больше, чем в периферийных каналах 7, что
0
5
0
5
вызвано большим удалением последних от канала 5 подвода. Однако, большая площадь поперечного сечения периферийных каналов 7 обеспечивает одинаковый расход воздуха через все каналы 6 и 7 отвода даже при пониженном давлении в каналах 7.
Как показали проведенные исследования, оптимальным является случай, когда площадь поперечного сечения каждого периферийного канала 7 больше площади поперечного сечения центрального канала отвода охлаждающего агента в 1,3...1,4 раза. При этом осуществляется одинаковый (равномерный) отвод тепла от центральной и периферийных частей режущего элемента 2, что приводит к равномерному изнашиванию его по задней поверхности. За пределами этого диапазона более интенсивное изнашивание проходит либо на периферии, либо в центре.
Сравнительные стойкостные испытания известного и описываемого режущих инструментов показали, что. при прочих равных условиях период стойкости последнего в 1,15...1,2 раза выше.
Формула изобретения - Режущий инструмент, содержащий корпус с режущим элементом, каналом подвода охлаждающего агента, а также центральными и периферийными каналами его отвода, отличающийся тем, что, с целью повышения эффективности охлаждения и стойкости инструмента, отношение площа- ди поперечного сечения каждого периферийного канала к площади поперечного сечения центрального канала выбрано в пределах 1,3..,1,4. ...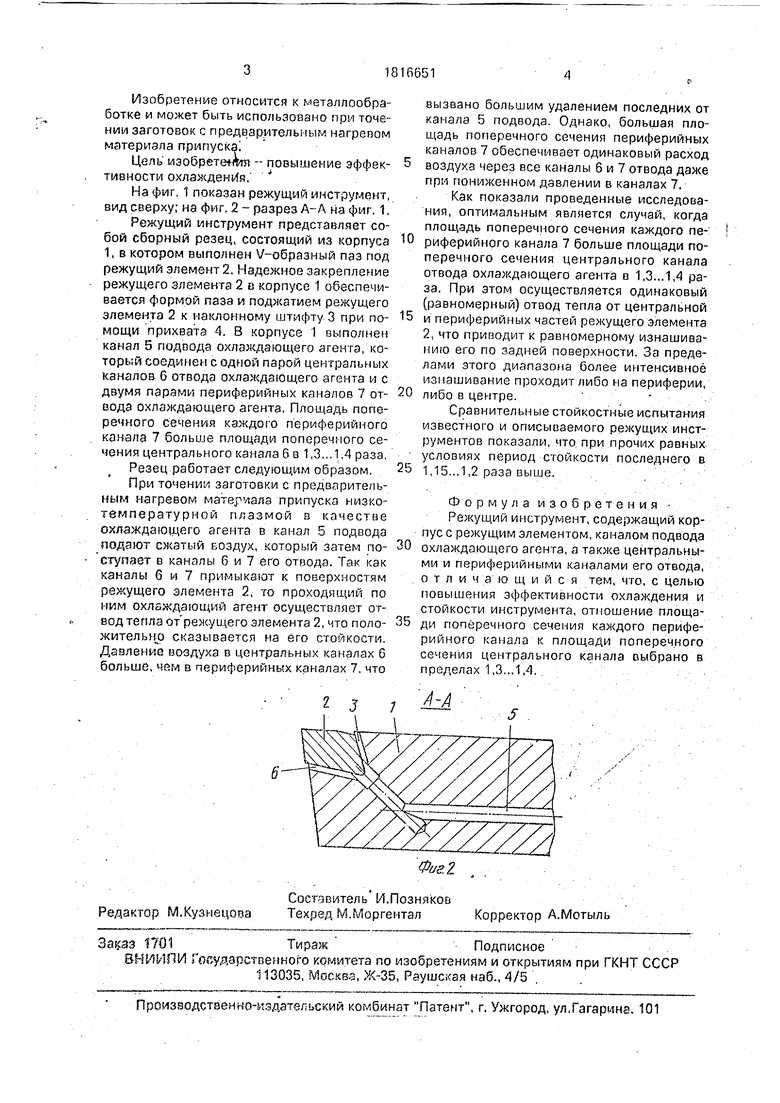
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ИОННО-ПЛАЗМЕННОГО ВАКУУМНОГО-ДУГОВОГО КЕРАМИКОМЕТАЛЛИЧЕСКОГО ПОКРЫТИЯ TiN-Cu ДЛЯ ТВЕРДОСПЛАВНОГО РЕЖУЩЕГО ИНСТРУМЕНТА РАСШИРЕННОЙ ОБЛАСТИ ПРИМЕНЕНИЯ | 2014 |
|
RU2573845C1 |
| Буровое долото | 1990 |
|
SU1776285A3 |
| Способ получения ионно-плазменного вакуумно-дугового керамикометаллического покрытия TiN-Ni для твердосплавного режущего инструмента расширенной области применения | 2015 |
|
RU2613837C1 |
| Устройство для подвода смазочно-охлаждающей жидкости (сож) | 1982 |
|
SU1126390A1 |
| Сборный абразивный круг для торцового шлифования | 1985 |
|
SU1289662A1 |
| КОМБИНИРОВАННАЯ ИГЛОФРЕЗА | 2005 |
|
RU2291766C1 |
| АБРАЗИВНЫЙ ИНСТРУМЕНТ С РАДИАЛЬНЫМИ ОТВЕРСТИЯМИ И АКСИАЛЬНО-СМЕЩЕННЫМ РЕЖУЩИМ СЛОЕМ | 2001 |
|
RU2190517C1 |
| СПОСОБ КОМБИНИРОВАННОГО ИГЛОФРЕЗЕРОВАНИЯ | 2005 |
|
RU2296651C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ПРОФИЛЯ БАНДАЖА КОЛЕСНЫХ ПАР БЕЗ ВЫКАТКИ | 2019 |
|
RU2717756C1 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ИМПУЛЬСНОЙ ВОДЯНОЙ СТРУЕЙ НА РАБОЧЕЙ ЧАСТИ ШЛИФОВАЛЬНОГО КРУГА СКВОЗНЫХ РАДИАЛЬНЫХ ОТВЕРСТИЙ ДЛЯ АКСИАЛЬНО-СМЕЩЕННОГО ПОДВОДА В ЗОНУ РЕЗАНИЯ СМАЗОЧНО-ОХЛАЖДАЮЩЕГО ТЕХНОЛОГИЧЕСКОГО СРЕДСТВА | 2009 |
|
RU2407628C1 |
Использование: обработка металлов резанием, в частности точение заготовок с предварительным нагревом материала припуска, например, низкотемпературной плазмой. Сущность изобретения: режущий инструмент содержит корпус с режущим элементом 2, каналом 5 подвода охлаждающего агента и центральными 6 и периферийными 7 каналами для отвода. Отношение площади поперечного сечения каждого пе- , риферийного канала 7 к площади поперечного сечения центрального канала выбрана впределах 1,3...1,4,что повышает эффективность охлаждения и стойкость инструмента. 2-ил.;. . . .-- ; -.- : .: 
| Нечаев В.П | |||
| и др | |||
| Специальный сборный токарный резец | |||
| Нивелир для отсчетов без перемещения наблюдателя при нивелировании из средины | 1921 |
|
SU34A1 |
| Механизм для сообщения поршню рабочего цилиндра возвратно-поступательного движения | 1918 |
|
SU1989A1 |
