Настоящее изобретение относится к упаковщику тюков, и изобретение также относится к комбинированному пресс-подборщику/упаковщику тюков.
Комбинированные пресс-подборщики/упаковщики тюков для формирования и упаковывания тюка материала являются известными. Такие комбинированные пресс-подборщики/упаковщики тюков обычно используются при уборке кормового материала, такого как, например, трава, сено, солома и тому подобное, и, в частности, используются при уборке травы для изготовления силоса. Такие пресс-подборщики/упаковщики тюков, в общем, содержат пресс-подборщик, в котором последовательно изготавливаются цилиндрические тюки. Такие тюки обычно имеют длину приблизительно 1,25 метра и диаметр в пределах от 0,9 метра до 2,2 метра, и более обычно диаметр в пределах от 1,2 метра до 1,6 метра. Пресс-подборщик установлен на шасси. Упаковщик тюков для последовательного упаковывания сформированных тюков оберточным материалом, обычно оберточной пленкой из пластикового материала, установлен на шасси сзади пресс-подборщика для приема сформированных тюков из пресс-подборщика. Трава, лежащая в пластах в поле, подбирается посредством продолжающегося спереди подбирающего механизма пресс-подборщика и подается в тюковую формирующую камеру пресс-подборщика, где формируется цилиндрический тюк. Сформированный цилиндрический тюк затем передается из пресс-подборщика на упаковщик тюков.
Обычно, упаковщик тюков представляет собой двухосевой упаковщик тюков, и, в общем, тюк поддерживается на и вращается посредством пары параллельных, разнесенных тюковых поддерживающих валиков вокруг первой оси упаковывания, которая совпадает с продольно продолжающейся главной центральной геометрической осью тюка. По меньшей мере один и обычно два выдающих оберточную пленку устройства обращаются вокруг тюка вокруг второй оси упаковывания, когда тюк вращается вокруг первой оси упаковывания, для выдачи оберточной пленки на тюк для его упаковывания. Вторая ось упаковывания продолжается, по существу, перпендикулярно относительно первой оси упаковывания.
Такой комбинированный пресс-подборщик/упаковщик тюков раскрыт в опубликованном описании заявки на патент РСТ No. WO 02/076183.
Пресс-подборщики для изготовления цилиндрических тюков кормового материала выбираемого диаметра являются известными. Такие пресс-подборщики обычно называются ременными пресс-подборщиками и содержат множество расположенных рядом друг с другом ремней, поддерживающихся на имеющих неизменное положение установленных с возможностью вращения валиках и установленных с возможностью вращения натяжных валиках, выполненных таким образом, чтобы задавать тюковую формирующую камеру, которая увеличивается в диаметре по мере формирования тюка. Ремни приводится в движение посредством одного или более из имеющих неизменное положение валиков для вращения тюка, когда тюк формируется в тюковой формирующей камере. Ремни натягиваются посредством натяжных валиков для плотного прессования кормового материала по мере вращения и формирования тюка. Посредством мониторинга положения одного или более из натяжных валиков или натяжения на ремнях, диаметр тюка, формируемого в любое заданное время, может быть определен.
Пресс-подборщики разрабатываются для изготовления тюков постоянно увеличивающегося диаметра, и, соответственно, упаковщики тюков для упаковывания тюков должны быть способными обертывать такие тюки увеличивающегося диаметра.
Упаковщики тюков типа, раскрытого в опубликованном описании заявки на патент РСТ No. WO 02/076183, содержат пару разнесенных тюковых поддерживающих валиков, которые поддерживают и вращают тюк вокруг первой оси упаковывания, которая совпадает с продольно продолжающейся центральной геометрической осью тюка. Одно или пара выдающих оберточную пленку устройств поддерживается на опорном элементе, который обращает выдающие оберточную пленку устройства вокруг вращающегося тюка вокруг второй оси упаковывания для выдачи оберточной пленки на тюк, когда тюк вращается вокруг первой оси упаковывания. Как рассмотрено выше, вторая ось упаковывания продолжается, по существу, перпендикулярно относительно первой оси упаковывания. В упаковщике тюков, раскрытом в опубликованном описании РСТ No. WO 02/076183, опорный элемент содержит опорное кольцо, которое продолжается в, по существу, вертикальной плоскости и образует вторую ось упаковывания, которая продолжается перпендикулярно относительно плоскости, образованной опорным кольцом, и, по существу, горизонтально. Опорное кольцо вращается вокруг второй оси упаковывания для обращения выдающих оберточную пленку устройств вокруг второй оси упаковывания. Опорное кольцо располагается относительно тюковых поддерживающих валиков, на которых тюк вращается вокруг первой оси упаковывания, с плоскостью, образованной опорным кольцом, расположенной между тюковыми поддерживающими валиками, и с первой осью упаковывания, содержащейся в, по существу, вертикальной плоскости, расположенной на расстоянии от, но относительно близко к, плоскости, образованной опорным кольцом.
Так как выдающие оберточную пленку устройства должны продолжаться как выше, так и ниже тюка, поддерживающегося на тюковых поддерживающих валиках, свободное пространство, доступное для тюка, на тюковых поддерживающих валиках ограничено и заключено как опорным кольцом, так и выдающими оберточную пленку устройствами, когда выдающие оберточную пленку устройства проходят выше тюка между тюком и опорным кольцом. Дополнительно, свободное пространство, доступное для тюка особенно ограничено опорным кольцом, когда тюка передается на тюковые поддерживающие валики, особенно, если опорное кольцо расположено ближе к переднему тюковому поддерживающему валику, чем заднему тюковому поддерживающему валику, относительно нормального переднего направления перемещения комбинированного пресс-подборщика/упаковщика тюков.
Необходимо, чтобы даже с ограниченным доступным свободным пространством в таких упаковщиках тюков, такие упаковщики тюков должны быть способными обертывать тюки увеличивающегося диаметра.
Дополнительно, в других таких упаковщиках тюков, где одно или более выдающих оберточную пленку устройств установлены на опорном элементе и обращаются вокруг вращающегося тюка таким образом, что опорный элемент или выдающие оберточную пленку устройства, когда они обращаются вокруг вращающегося тюка, задают траекторию перемещения, которая продолжается в, по существу, горизонтальной плоскости, или плоскости, которая продолжается не более тридцати градусов относительно горизонтали, проблема также возникает, где требуется, чтобы такие упаковщики тюков обертывали тюки увеличивающегося диаметра. Необходимо, чтобы оберточная пленка по мере ее выдачи из выдающих оберточную пленку устройств на тюк, должна, по существу, центрально выравниваться с продольно продолжающейся центральной геометрической осью вращающегося тюка. Другими словами, необходимо, чтобы продольно проходящая центровая линия оберточной пленки должна совпадать с продольно продолжающейся центральной геометрической осью вращающегося тюка, когда оберточная пленка наносится на тюк. В таких упаковщиках тюков, упаковщики тюков обеспечены для упаковывания тюков конкретного диаметра. Если тюк большего или меньшего диаметра, чем конкретный диаметр, для которого предназначен упаковщик тюков, обертывается на таком упаковщике тюков, уровень центральной геометрической оси тюка, когда поддерживается на тюковых поддерживающих валиках, будет находиться на уровне выше или ниже уровня, на котором поддерживалась бы центральная геометрическая ось тюка конкретного диаметра. Соответственно, продольно проходящая центровая линия оберточной пленки не будет совпадать с центральной геометрической осью таких тюков большего или меньшего диаметра, чем конкретный диаметр, когда оберточная пленка наносится на такие тюки. Это является нежелательным.
Следовательно, существует потребность в упаковщике тюков, который решает, по меньшей мере, некоторые из вышерассмотренных проблем. Также существует потребность в комбинированном пресс-подборщике/упаковщике тюков для изготовления обернутых тюков варьирующегося диаметра и также выбираемых диаметров, который решает, по меньшей мере, некоторые из вышеприведенных проблем.
Настоящее изобретение направлено на обеспечение такого упаковщика тюков, и изобретение также направлено на обеспечение такого комбинированного пресс-подборщика/упаковщика тюков.
В соответствии с изобретением обеспечен упаковщик тюков для упаковывания тюка материала, при этом упаковщик тюков содержит шасси, установленные с возможностью вращения, по существу, параллельные, разнесенные первый и второй тюковые поддерживающие валики, выполненные с возможностью поддерживания тюка в состоянии упаковывания тюка и вращения тюка вокруг первой оси упаковывания во время упаковывания тюка, передающее средство для передачи тюка на упаковщик тюков, при этом передающее средство выполнено с возможностью приведения в действие из первого состояния для приема тюка на нем во второе состояние для передачи тюка на упаковщик тюков, при этом первый тюковой поддерживающий валик расположен на передающем средстве и выполнен с возможностью перемещения относительно и независимо от второго тюкового поддерживающего валика, по существу, в направлении вниз из состояния упаковывания тюка, когда передающее средство приводится в действие из первого состояния во второе состояние, для уменьшения до минимума свободного пространства, требуемого тюком, когда тюк передается передающим средством на упаковщик тюков.
Предпочтительно, первый тюковой поддерживающий валик установлен на передающем средстве.
Предпочтительно, передающее средство выполнено с возможностью поворота вокруг передающей поворотной оси между первым состоянием и вторым состоянием.
В одном аспекте изобретения передающее средство содержит принимающее средство для приема тюка, подлежащего передаче на упаковщик тюков. Предпочтительно, принимающее средство расположено на одной стороне передающей поворотной оси, и первый тюковой поддерживающий валик расположен на другой стороне передающей поворотной оси, таким образом, что, когда передающее средство поворачивается из первого состояния во второе состояние, принимающее средство подталкивается, по существу, в направлении вверх, и первый тюковой поддерживающий валик подталкивается, по существу, в направлении вниз из состояния упаковывания тюка. Предпочтительно, принимающее средство содержит пару разнесенных опорных элементов, поддерживающихся на передающем средстве.
Предпочтительно, опорные элементы проходят параллельно относительно друг друга и располагаются на расстоянии от и параллельно относительно передающей поворотной оси.
Предпочтительно, принимающее средство выполнено относительно первого тюкового поддерживающего валика таким образом, что, когда передающее средство приводится в действие из первого состояния во второе состояние, тюк смещается на первый тюковой поддерживающий валик.
Предпочтительно, первый тюковой поддерживающий валик установлен с возможностью вращения на передающем средстве вокруг первой оси вращения, параллельной и разнесенной от передающей поворотной оси.
Предпочтительно, второй тюковой поддерживающий валик является вращаемым вокруг второй оси вращения, продолжающейся параллельно и разнесенной от первой оси вращения, образованной первым тюковым поддерживающим валиком.
Предпочтительно, вторая ось вращения, образованная вторым тюковым поддерживающим валиком, и передающая поворотная ось расположены на соответствующих противоположных сторонах первой оси вращения, образованной первым тюковым поддерживающим валиком.
В другом аспекте изобретения, передающее средство установлено с возможностью поворота на шасси вокруг передающей поворотной оси, и второй тюковой поддерживающий валик установлен с возможностью вращения на шасси.
Предпочтительно, передающая поворотная ось располагается на уровне ниже плоскости, содержащей первую и вторую оси вращения, заданные первым и вторым тюковыми поддерживающими валиками, когда первый тюковой поддерживающий валик находится в состоянии упаковывания тюка.
Предпочтительно, первый тюковой поддерживающий валик выполнен на передающем средстве таким образом, что, когда передающее средство находится во втором состоянии, первый тюковой поддерживающий валик находится в максимально смещенном вниз состоянии на его максимальном промежутке ниже горизонтальной плоскости, содержащей вторую ось вращения, образованную вторым тюковым поддерживающим валиком.
В одном аспекте изобретения первое подталкивающее средство предусмотрено для подталкивания передающего средства между первым и вторым состояниями.
В другом аспекте изобретения первое приводное средство предусмотрено для приведения в движения, по меньшей мере, одного из первого и второго тюковых поддерживающих валиков для, в свою очередь, вращения тюка, поддерживающегося на первом и втором тюковых поддерживающих валиках вокруг первой оси упаковывания.
В другом аспекте изобретения опорное средство предусмотрено для поддерживания и направления, по меньшей мере, одного выдающего оберточный материал устройства по траектории перемещения вокруг второй оси упаковывания для выдачи оберточного материала на тюк, когда тюк вращается на первом и втором тюковых поддерживающих валиках вокруг первой оси упаковывания, при этом вторая ось упаковывания продолжается относительно первой оси упаковывания под углом, больше чем ноль.
Предпочтительно, вторая ось упаковывания продолжается, по существу, перпендикулярно относительно первой оси упаковывания.
Предпочтительно, опорное средство образует опорную плоскость, содержащую траекторию перемещения, по которой, по меньшей мере, одно выдающее оберточный материал устройство направляется опорным средством вокруг второй оси упаковывания. Предпочтительно, вторая ось упаковывания продолжается, по существу, перпендикулярно относительно опорной плоскости.
В одном аспекте изобретения опорная плоскость продолжается в одном из, по существу, направления вверх, продолжающегося параллельно с или совпадающего с вертикальной плоскостью, содержащей первую ось упаковывания, по существу, наклоненного вверх направления, наклоняющегося вверх относительно вертикальной плоскости, содержащей первую ось упаковывания, в общем направлении к первому тюковому поддерживающему валику, и, по существу, наклоненного вверх направления относительно вертикальной плоскости, содержащей первую ось упаковывания, в общем направлении ко второму тюковому поддерживающему валику.
Предпочтительно, опорная плоскость продолжается, по существу, по наклоненному вверх направлению к одному из первого тюкового поддерживающего валика и второго тюкового поддерживающего валика под углом не больше 30° относительно вертикальной плоскости, содержащей первую ось упаковывания. Предпочтительно, опорная плоскость продолжается, по существу, по наклоненному вверх направлению к одному из первого тюкового поддерживающего валика и второго тюкового поддерживающего валика под углом не больше 20° относительно вертикальной плоскости, содержащей первую ось упаковывания. В идеале, опорная плоскость продолжается, по существу, по наклоненному вверх направлению к одному из первого тюкового поддерживающего валика и второго тюкового поддерживающего валика под углом не больше 5° относительно вертикальной плоскости, содержащей первую ось упаковывания.
В альтернативном аспекте изобретения опорная плоскость продолжается, по существу, вертикально.
В одном аспекте изобретения первая ось вращения, образованная первым тюковым поддерживающим валиком, продолжается, по существу, перпендикулярно относительно вертикальной плоскости, содержащей вторую ось упаковывания.
В другом аспекте изобретения опорное средство содержит опорный элемент. Предпочтительно, опорный элемент установлен с возможностью вращения на шасси вокруг второй оси упаковывания для оборота, по меньшей мере, одного выдающего оберточный материал устройства вокруг второй оси упаковывания. Предпочтительно, опорное средство содержит опорное кольцо.
В другом аспекте изобретения опорная плоскость расположена между первым тюковым поддерживающим валиком и вторым тюковым поддерживающим валиком. Предпочтительно, опорная плоскость расположена ближе к первому тюковому поддерживающему валику, чем ко второму тюковому поддерживающему валику.
В другом аспекте изобретения первый и второй тюковые поддерживающие валики располагаются друг от друга на расстоянии, достаточном для нанесения оберточного материала из, по меньшей мере, одного выдающего оберточный материал устройства на тюк, когда, по меньшей мере, одно выдающее оберточный материал устройство направляется вдоль траектории перемещения вокруг второй оси упаковывания.
В дополнительном аспекте изобретения второе приводное средство предусмотрено для подталкивания, по меньшей мере, одного выдающего оберточный материал устройства вдоль траектории перемещения вокруг второй оси упаковывания.
В другом аспекте изобретения один из первого тюкового поддерживающего валика и второго тюкового поддерживающего валика выполнен с возможностью перемещения относительно другого одного из первого тюкового поддерживающего валика и второго тюкового поддерживающего валика в выбираемые одни из множества состояний упаковывания тюка, взаимодействуя с другим одним из первого и второго тюковых поддерживающих валиков для поддерживания тюков на них разных диаметров для уменьшения до минимума свободного пространства, требуемого тюком, поддерживаемым на первом и втором тюковых поддерживающих валиках. Предпочтительно, подвижный один из первого и второго тюковых поддерживающих валиков выполнен с возможностью перемещения в выбираемые одни из состояний упаковывания тюка посредством перемещения подвижного одного из первого и второго тюковых поддерживающих валиков относительно другого одного из первого и второго тюковых поддерживающих валиков для изменения промежутка между первым и вторым тюковыми поддерживающими валиками. В качестве альтернативы подвижный один из первого и второго тюковых поддерживающих валиков выполнен с возможностью перемещения в выбираемые одни из состояний упаковывания тюка посредством изменения уровня подвижного одного из первого и второго тюковых поддерживающих валиков относительно уровня другого одного из первого и второго тюковых поддерживающих валиков.
В другом аспекте изобретения второе подталкивающее средство предусмотрено для подталкивания подвижного одного из первого и второго тюковых поддерживающих валиков между выбираемыми одними из множества состояний упаковывания тюка.
Предпочтительно, второй тюковой поддерживающий валик выполнен с возможностью перемещения относительно первого тюкового поддерживающего валика в выбираемые одни из состояний упаковывания тюка.
В одном аспекте изобретения упаковщик тюков выполнен с возможностью упаковывания цилиндрического тюка с продольно продолжающейся центральной геометрической осью тюка, по существу, совпадающей с первой осью упаковывания.
Кроме того, изобретение обеспечивает упаковщик тюков для упаковывания цилиндрического тюка материала, при этом упаковщик тюков содержит шасси, установленные с возможностью вращения, по существу, параллельные, разнесенные первый и второй тюковые поддерживающие валики, выполненные с возможностью поддерживания тюка в состоянии упаковывания тюка и вращения тюка вокруг первой оси упаковывания, по существу, совпадающей с продольно продолжающейся центральной геометрической осью тюка во время упаковывания тюка, опорное средство для поддерживания и направления, по меньшей мере, одного выдающего оберточный материал устройства по траектории перемещения вокруг второй оси упаковывания, продолжающейся, по существу, перпендикулярно относительно первой оси упаковывания, для выдачи оберточного материала на тюк, когда тюк вращается на первом и втором тюковых поддерживающих валиках вокруг первой оси упаковывания, при этом опорное средство образует опорную плоскость, содержащую траекторию перемещения, по которой, по меньшей мере, одно выдающее оберточный материал устройство направляется опорным средством, при этом опорная плоскость продолжается в одном из, по существу, направления вверх, продолжающегося параллельно с или совпадающего с вертикальной плоскостью, содержащей первую ось упаковывания, по существу, наклоненного вверх направления относительно вертикальной плоскости, содержащей первую ось упаковывания в общем направлении к первому тюковому поддерживающему валику, и, по существу, наклоненного вверх направления, наклоняющегося вверх относительно вертикальной плоскости, содержащей первую ось упаковывания в общем направлении ко второму тюковому поддерживающему валику, передающее средство для передачи тюка на упаковщик тюков, при этом передающее средство выполнено с возможностью приведения в действие из первого состояния для приема тюка на нем во второе состояние для передачи тюка на упаковщик тюков, при этом первый тюковой поддерживающий валик расположен на передающем средстве и выполнен с возможностью перемещения относительно и независимо от второго тюкового поддерживающего валика, по существу, в направлении вниз из состояния упаковывания тюка, когда передающее средство приводится в действие из первого состояния во второе состояние, для уменьшения до минимума свободного пространства, требуемого тюком, когда тюк передается передающим средством на упаковщик тюков.
Изобретение также обеспечивает упаковщик тюков для упаковывания тюка материала, при этом упаковщик тюков содержит шасси, установленные с возможностью вращения, по существу, параллельные, разнесенные первый и второй тюковые поддерживающие валики, выполненные с возможностью поддерживания тюка в состоянии упаковывания тюка во время его упаковывания и вращения тюка вокруг первой оси упаковывания, опорное средство для поддерживания и направления, по меньшей мере, одного выдающего оберточный материал устройства по траектории перемещения вокруг второй оси упаковывания, продолжающейся под углом, больше нуля, к первой оси упаковывания для выдачи оберточного материала на тюк, когда тюк вращается вокруг первой оси упаковывания посредством первого и второго тюковых поддерживающих валиков, причем один из первого и второго тюковых поддерживающих валиков выполнен с возможностью перемещения относительно и независимо от другого одного из первого и второго тюковых поддерживающих валиков в выбираемые одни из множества состояний упаковывания тюка, с возможностью взаимодействия с другим одним из первого и второго тюковых поддерживающих валиков для поддерживания и вращения тюков разного диаметра для уменьшения до минимума свободного пространства, требуемого тюком.
В одном аспекте изобретения средство предусмотрено для установки подвижного одного из первого и второго тюковых поддерживающих валиков в соответствующие одни из выбираемых состояний упаковывания тюка в ответ на сигнал выбора. Предпочтительно, сигнал выбора диаметр тюка, подлежащего упаковыванию.
В одном аспекте изобретения первый и второй тюковые поддерживающие валики являются вращаемыми вокруг первой и второй осей вращения, соответственно.
В другом аспекте изобретения подвижный один из первого и второго тюковых поддерживающих валиков выполнен с возможностью перемещения относительно другого одного из первого и второго тюковых поддерживающих валиков в выбираемые одни из состояний упаковывания тюка для поддержания продольно продолжающейся центральной геометрической оси тюка в пределах предварительно заданных верхнего и нижнего уровней.
В другом аспекте изобретения подвижный один из первого и второго тюковых поддерживающих валиков выполнен с возможностью перемещения в выбираемые одни из состояний упаковывания тюка посредством перемещения подвижного одного из первого и второго тюковых поддерживающих валиков относительно другого одного из первого и второго тюковых поддерживающих валиков для изменения промежутка между первым и вторым тюковыми поддерживающими валиками. В качестве альтернативы подвижный один из первого и второго тюковых поддерживающих валиков выполнен с возможностью перемещения в выбираемые одни из состояний упаковывания тюка посредством изменения уровня подвижного одного из первого и второго тюковых поддерживающих валиков относительно уровня другого одного из первого и второго тюковых поддерживающих валиков.
В другом аспекте изобретения подвижный один из первого и второго тюковых поддерживающих валиков выполнен с возможностью перемещения посредством выбираемых одних из состояний упаковывания тюка между нижним уровнем с осью вращения подвижного одного из первого и второго тюковых поддерживающих валиков на уровне не больше 300 мм ниже горизонтальной плоскости, содержащей ось вращения другого одного из первого и второго тюковых поддерживающих валиков, и верхним уровнем с осью вращения подвижного одного из первого и второго тюковых поддерживающих валиков на уровне не больше 300 мм выше горизонтальной плоскости, содержащей ось вращения другого одного из первого и второго тюковых поддерживающих валиков.
Предпочтительно, в нижнем уровне подвижного одного из первого и второго тюковых поддерживающих валиков, ось вращения подвижного одного из первого и второго тюковых поддерживающих валиков находится не больше 200 мм ниже горизонтальной плоскости, содержащей ось вращения другого одного из первого и второго тюковых поддерживающих валиков, и в верхнем уровне подвижного одного из первого и второго тюковых поддерживающих валиков, ось вращения подвижного одного из первого и второго тюковых поддерживающих валиков находится не больше 200 мм выше горизонтальной плоскости, содержащей ось вращения другого одного из первого и второго тюковых поддерживающих валиков.
Предпочтительно, в нижнем уровне подвижного одного из первого и второго тюковых поддерживающих валиков, ось вращения подвижного одного из первого и второго тюковых поддерживающих валиков находится не больше 100 мм ниже горизонтальной плоскости, содержащей ось вращения другого одного из первого и второго тюковых поддерживающих валиков, и в верхнем уровне подвижного одного из первого и второго тюковых поддерживающих валиков, ось вращения подвижного одного из первого и второго тюковых поддерживающих валиков находится не больше 100 мм выше горизонтальной плоскости, содержащей ось вращения другого одного из первого и второго тюковых поддерживающих валиков.
В другом аспекте изобретения подвижный один из первого и второго тюковых поддерживающих валиков поддерживается на установочном элементе, при этом установочный элемент выполнен с возможностью перемещения относительно шасси для перемещения подвижного одного из первого и второго тюковых поддерживающих валиков в выбираемые одни из состояний упаковывания тюка. Предпочтительно, установочный элемент выполнено с возможностью поворота вокруг поворотной установочной оси относительно шасси. Предпочтительно, поворотная установочная ось продолжается параллельно относительно первого и второго тюковых поддерживающих валиков. Предпочтительно, поворотная установочная ось располагается между первым и вторым тюковыми поддерживающими валиками.
В одном аспекте изобретения поворотная установочная ось располагается на уровне ниже первой и второй осей вращения, заданных первым и вторым тюковыми поддерживающими валиками, когда первый и второй тюковые поддерживающие валики находятся в выбираемых одних из состояний упаковывания тюка.
В одном аспекте изобретения подталкивающее средство предусмотрено для подталкивания подвижного одного из первого и второго тюковых поддерживающих валиков в выбираемые одни из состояний упаковывания тюка. Предпочтительно, подталкивающее средство реагирует на сигнал выбора для подталкивания подвижного одного из первого и второго тюковых поддерживающих валиков в выбираемые одни из состояний упаковывания тюка.
В другом аспекте изобретения подвижный один из первого и второго тюковых поддерживающих валиков выполнен с возможностью перемещения вниз из выбираемых одних из состояний упаковывания тюка для выпуска обернутого тюка из упаковщика тюков. Предпочтительно, подвижный один из первого и второго тюковых поддерживающих валиков содержит второй тюковой поддерживающий валик.
В одном аспекте изобретения упаковщик тюков выполнен с возможностью упаковывания цилиндрического тюка с продольно продолжающейся центральной геометрической осью тюка, по существу, совпадающей с первой осью упаковывания.
Изобретение также обеспечивает комбинированный пресс-подборщик/упаковщик тюков, содержащий пресс-подборщик, установленный на шасси, и любой один из упаковщиков тюков в соответствии с изобретением, установленный на шасси и расположенный относительно пресс-подборщика для приема тюка, выпускаемого из пресс-подборщика.
Изобретение дополнительно обеспечивает комбинированный пресс-подборщик/упаковщик тюков, содержащий пресс-подборщик, установленный на шасси, и упаковщик тюков, установленный на шасси, для упаковывания тюка, при этом упаковщик тюков содержит установленные с возможностью вращения, по существу, параллельные, разнесенные первый и второй тюковые поддерживающие валики, выполненные с возможностью поддерживания тюка в состоянии упаковывания тюка и вращения тюка вокруг первой оси упаковывания во время упаковывания тюка, передающее средство для передачи тюка на упаковщик тюков, при этом передающее средство выполнено с возможностью приведения в действие из первого состояния для приема тюка на нем из пресс-подборщика во второе состояние для передачи тюка на упаковщик тюков, при этом первый тюковой поддерживающий валик расположен на передающем средстве и выполнен с возможностью перемещения относительно и независимо от второго тюкового поддерживающего валика, по существу, в направлении вниз из состояния упаковывания тюка, когда передающее средство приводится в действие из первого состояния во второе состояние, для уменьшения до минимума свободного пространства, требуемого тюком, когда тюк передается передающим средством на упаковщик тюков.
Кроме того, изобретение обеспечивает комбинированный пресс-подборщик/упаковщик тюков, содержащий пресс-подборщик, установленный на шасси, и упаковщик тюков, установленный на шасси, для упаковывания тюка, при этом упаковщик тюков содержит установленные с возможностью вращения, по существу, параллельные, разнесенные первый и второй тюковые поддерживающие валики, выполненные с возможностью поддерживания тюка в состоянии упаковывания тюка и вращения тюка вокруг первой оси упаковывания, по существу, совпадающей с продольно продолжающейся центральной геометрической осью тюка во время упаковывания тюка, опорное средство для поддерживания и направления, по меньшей мере, одного выдающего оберточный материал устройства по траектории перемещения вокруг второй оси упаковывания, продолжающейся, по существу, перпендикулярно относительно первой оси упаковывания, для выдачи оберточного материала на тюк, когда тюк вращается на первом и втором тюковых поддерживающих валиках вокруг первой оси упаковывания, при этом опорное средство образует опорную плоскость, содержащую траекторию перемещения, по которой, по меньшей мере, одно выдающее оберточный материал устройство направляется опорным средством, при этом опорная плоскость продолжается в одном из, по существу, направления вверх, продолжающегося параллельно с или совпадающего с вертикальной плоскостью, содержащей первую ось упаковывания, по существу, наклоненного вверх направления, наклоняющегося вверх относительно вертикальной плоскости, содержащей первую ось упаковывания в общем направлении к первому тюковому поддерживающему валику, и, по существу, наклоненного вверх направления, наклоняющегося вверх относительно вертикальной плоскости, содержащей первую ось упаковывания в общем направлении ко второму тюковому поддерживающему валику, передающее средство для передачи тюка на упаковщик тюков, при этом передающее средство выполнено с возможностью приведения в действие из первого состояния для приема тюка на нем во второе состояние для передачи тюка на упаковщик тюков, при этом первый тюковой поддерживающий валик расположен на передающем средстве и выполнен с возможностью перемещения относительно и независимо от второго тюкового поддерживающего валика, по существу, в направлении вниз из состояния упаковывания тюка, когда передающее средство приводится в действие из первого состояния во второе состояние, для уменьшения до минимума свободного пространства, требуемого тюком, когда тюк передается передающим средством на упаковщик тюков.
В одном аспекте изобретения передающее средство выполнено с возможностью поворота вокруг передающей поворотной оси между первым состоянием и вторым состоянием, и передающее средство содержит принимающее средство для приема тюка, при этом принимающее средство расположено на одной стороне передающей поворотной оси, первый тюковой поддерживающий валик расположен на другой стороне передающей поворотной оси, таким образом, что, когда передающее средство поворачивается из первого состояния во второе состояние, принимающее средство подталкивается, по существу, в направлении вверх, и первый тюковой поддерживающий валик подталкивается, по существу, в направлении вниз из состояния упаковывания тюка.
Предпочтительно, пресс-подборщик выполнен с возможностью изготовления цилиндрического тюка, образующего продольно продолжающуюся центральную геометрическую ось, и пресс-подборщик расположен на шасси для выпуска тюка с продольно продолжающейся центральной геометрической осью тюка, продолжающейся, по существу, параллельно первому и второму тюковым поддерживающим валикам упаковщика тюков.
Предпочтительно, пресс-подборщик расположен на шасси для формирования тюка с продольно продолжающейся центральной осью, образованной тюком в пресс-подборщике, когда формируется тюк, продолжающейся, по существу, параллельно первому и второму тюковым поддерживающим валикам упаковщика тюков.
Предпочтительно, упаковщик тюков расположен сзади пресс-подборщика относительно нормального переднего направления перемещения комбинированного пресс-подборщика/упаковщика тюков.
Предпочтительно, упаковщик тюков расположен относительно пресс-подборщика таким образом, что сформированный тюк выпускается из пресс-подборщика на передающее средство, когда передающее средство находится в первом состоянии.
В одном аспекте изобретения пресс-подборщик содержит дверь, которая является приводимой в действие между закрытым состоянием и открытым состоянием для обеспечения выпуска тюка из пресс-подборщика. Предпочтительно, дверь является поворачиваемой вокруг дверной поворотной оси. Предпочтительно, дверная поворотная ось размещается рядом с верхним участком пресс-подборщика.
В другом аспекте изобретения пресс-подборщик содержит неподвижную часть, установленную на шасси, и дверь соединена с возможностью поворота с неподвижной частью вокруг дверной поворотной оси, при этом неподвижная часть образует открытую выходную часть, через которую сформированный тюк выпускается из пресс-подборщика, и дверь, когда в закрытом состоянии, закрывает открытую выходную часть. Предпочтительно, дверь располагается сзади неподвижной части пресс-подборщика относительно нормального переднего направления перемещения комбинированного пресс-подборщика/упаковщика тюков.
В другом аспекте изобретения открытая выходная часть пресс-подборщика обращена, по существу, в направлении назад относительно нормального переднего направления перемещения комбинированного пресс-подборщика/упаковщика тюков.
Предпочтительно, открытая выходная часть пресс-подборщика образует плоскость, которая продолжается поперечно относительно нормального переднего направления перемещения комбинированного пресс-подборщика/упаковщика тюков, и по одному из, по существу, направления вверх, по существу, наклоненного вверх направления, наклоняющегося вверх относительно поперечно продолжающейся вертикальной плоскости, по существу, в переднем направлении относительно нормального переднего направления перемещения комбинированного пресс-подборщика/упаковщика тюков, и, по существу, наклоненного вверх направления, наклоняющегося вверх относительно поперечно продолжающейся вертикальной плоскости, по существу, в заднем направлении относительно нормального направления перемещения вперед комбинированного пресс-подборщика/упаковщика тюков.
Предпочтительно, плоскость, образованная открытой выходной частью, продолжается, по существу, в наклоненном вверх направлении к одному из переднего и заднего направлений под углом не больше 30° относительно поперечно продолжающейся вертикальной плоскости. Предпочтительно, плоскость, образованная открытой выходной частью, продолжается, по существу, в наклоненном вверх направлении к одному из переднего и заднего направлений под углом не больше 20° относительно поперечно продолжающейся вертикальной плоскости. В идеале, плоскость, образованная открытой выходной частью, продолжается, по существу, в наклоненном вверх направлении к одному из переднего и заднего направлений под углом не больше 5° относительно поперечно продолжающейся вертикальной плоскости.
В другом аспекте изобретения плоскость, образованная открытой выходной частью пресс-подборщика, продолжается, по существу, вертикально.
В дополнительном аспекте изобретения пресс-подборщик установлен на шасси таким образом, что, когда дверь пресс-подборщика подталкивается из закрытого состояния в открытое состояние, сформированный тюк выпускается из пресс-подборщика на передающее средство упаковщика тюков.
В дополнительном аспекте изобретения управляющее средство предусмотрено для управления работой пресс-подборщика и упаковщика тюков, и средство ввода обеспечено сообщающимся с управляющим средством для содействия вводу в управляющее средство входного сигнала, указывающего выбранный диаметр, до которого тюк подлежит формированию пресс-подборщиком. Предпочтительно, управляющее средство реагирует на входной сигнал, указывающий выбранный диаметр, до которого тюк подлежит формированию, для управления вторым подталкивающим средством упаковщика тюков для подталкивания подвижного одного из первого и второго тюковых поддерживающих валиков относительно другого одного из первого и второго тюковых поддерживающих валиков в одно из выбираемых состояний упаковывания тюка, соответствующее выбранному диаметру, до которого тюк подлежит формированию. Предпочтительно, управляющее средство реагирует на входной сигнал, указывающий выбранный диаметр, до которого тюк подлежит формированию, для управления пресс-подборщиком для изготовления тюка выбранного диаметра.
В другом аспекте изобретения первое мониторинговое средство предусмотрено для мониторинга характеристики пресс-подборщика, указывающей диаметр тюка, формируемого в пресс-подборщике, и управляющее средство реагирует на сигнал от первого мониторингового средства, указывающий тюк, имеющий выбранный диаметр, для приведения в действие пресс-подборщика для выпуска тюка на передающее средство, и для приведения в действие передающего средства для передачи тюка на упаковщик тюков.
В дополнительном аспекте изобретения второе мониторинговое средство предусмотрено для мониторинга состояния упаковывания тюка подвижного одного из первого и второго тюковых поддерживающих валиков относительно другого одного из первого и второго тюковых поддерживающих валиков, и управляющее средство реагирует на сигналы от второго мониторингового средства для определения того, когда подвижный один из первого и второго тюковых поддерживающих валиков находится в выбираемом одном из состояний упаковывания тюка, соответствующем выбранному диаметру тюка.
В одном аспекте изобретения пресс-подборщик содержит ременной пресс-подборщик.
Кроме того, изобретение обеспечивает комбинированный пресс-подборщик/упаковщик тюков, содержащий пресс-подборщик, установленный на шасси, и упаковщик тюков, установленный на шасси, при этом упаковщик тюков содержит установленные с возможностью вращения, по существу, параллельные, разнесенные первый и второй тюковые поддерживающие валики, выполненные с возможностью поддерживания тюка в состоянии упаковывания тюка во время его упаковывания и вращения тюка вокруг первой оси упаковывания, опорное средство для поддерживания и направления, по меньшей мере, одного выдающего оберточный материал устройства по траектории перемещения вокруг второй оси упаковывания, продолжающейся под углом, больше нуля, к первой оси упаковывания для выдачи оберточного материала на тюк, когда тюк вращается вокруг первой оси упаковывания посредством первого и второго тюковых поддерживающих валиков, причем один из первого и второго тюковых поддерживающих валиков выполнен с возможностью перемещения относительно и независимо от другого одного из первого и второго тюковых поддерживающих валиков в выбираемые одни из множества состояний упаковывания тюка, с возможностью взаимодействия с другим одним из первого и второго тюковых поддерживающих валиков для поддерживания и вращения тюков разного диаметра для уменьшения до минимума свободного пространства, требуемого тюком, при этом упаковщик тюков расположен относительно пресс-подборщика для приема тюков, выпускающихся из пресс-подборщика.
В одном аспекте изобретения управляющее средство предусмотрено для управления работой пресс-подборщика и упаковщика тюков, и средство ввода обеспечено сообщающимся с управляющим средством для содействия вводу в управляющее средство входного сигнала, указывающего выбранный диаметр, до которого тюк подлежит формированию пресс-подборщиком.
Предпочтительно, управляющее средство реагирует на входной сигнал, указывающий выбранный диаметр, до которого тюк подлежит формированию, для управления подталкивающим средством упаковщика тюков для подталкивания подвижного одного из первого и второго тюковых поддерживающих валиков относительно другого одного из первого и второго тюковых поддерживающих валиков в одно из выбираемых состояний упаковывания тюка, соответствующее выбранному диаметру, до которого тюк подлежит формированию.
Предпочтительно, управляющее средство реагирует на входной сигнал, указывающий выбранный диаметр, до которого тюк подлежит формированию, для управления пресс-подборщиком для изготовления тюка выбранного диаметра.
В одном аспекте изобретения первое мониторинговое средство предусмотрено для мониторинга характеристики пресс-подборщика, указывающей диаметр тюка, формируемого в пресс-подборщике, и управляющее средство реагирует на сигнал от первого мониторингового средства, указывающий тюк, имеющий выбранный диаметр, для приведения в действие пресс-подборщика для выпуска тюка на передающее средство, и для приведения в действие передающего средства для передачи тюка на упаковщик тюков.
В другом аспекте изобретения второе мониторинговое средство предусмотрено для мониторинга состояния подвижного одного из первого и второго тюковых поддерживающих валиков относительно другого одного из первого и второго тюковых поддерживающих валиков, и управляющее средство реагирует на сигналы от второго мониторингового средства для определения того, когда подвижный один из первого и второго тюковых поддерживающих валиков находится в выбираемом одном из состояний упаковывания тюка, соответствующем выбранному диаметру тюка.
В дополнительном аспекте изобретения пресс-подборщик содержит ременной пресс-подборщик.
Преимуществ изобретения множество. В частности, упаковщик тюков и комбинированный пресс-подборщик/упаковщик тюков в соответствии с изобретением обеспечивают возможность упаковывания тюков диаметра, большего, чем диаметры, которые иным образом могли бы обертываться на известных упаковщиках тюков и на упаковщиках тюков комбинированных пресс-подборщиков/упаковщиков тюков. Посредством того факта, что первый тюковой поддерживающий валик располагается на передающем средстве таким образом, что, когда передающее средство передает тюк на упаковщик тюков, первый тюковой поддерживающий валик перемещается, по существу, в направлении вниз, свободное пространство, доступное для тюка, когда тюк передается на первом тюковом поддерживающем валике на упаковщик тюков, увеличивается до максимума. Посредством обеспечения одного из первого и второго тюковых поддерживающих валиков таким образом, чтобы был подвижным относительно другого одного из первого и второго тюковых поддерживающих валиков в выбираемые одни из множества состояний упаковывания тюка, состояние упаковывания тюка подвижного одного из первого и второго тюковых поддерживающих валиков может выбираться для приспосабливания диаметра тюка, подлежащего упаковыванию, для обеспечения соответствующего свободного пространства для тюка, когда тюк обертывается на упаковщике тюков. Когда упаковщик тюков обеспечен в качестве части комбинированного пресс-подборщика/упаковщика тюков и упаковщик тюков обеспечен как с передающим средством, так и одним из первого и второго тюковых поддерживающих валиков, являющимся подвижным относительно другого одного из первого и второго тюковых поддерживающих валиков во множество выбираемых состояний упаковывания тюка, достигается особенно важное преимущество изобретения, заключающееся в том, что свободное пространство, доступное для передачи тюка передающим средством на упаковщик тюков, увеличивается до максимума, и свободное пространство, доступное во время упаковывания тюка на упаковщике тюков, также может быть увеличено до максимума.
Более того, посредством того факта, что подвижный один из первого и второго тюковых поддерживающих валиков выполнен с возможностью перемещения относительно другого одного из первого и второго тюковых поддерживающих валиков во множество выбираемых состояний упаковывания тюка, тюки разных диаметров могут поддерживаться на тюковых поддерживающих валиках с уровнем центральной геометрической оси поддерживающегося тюка, являющимся, по существу, постоянным или находящимся в пределах относительно узких верхней и нижней границ, таким образом в упаковщиках тюков, в которых траектория, по которой выдающее оберточную пленку устройство или выдающие оберточную пленку устройства обращаются вокруг второй оси упаковывания, образует, по существу, горизонтальную плоскость, или плоскость, наклоненную под углом вплоть до 30° относительно горизонтали, оберточная пленка будет наноситься на тюк с продольно продолжающейся центровой линией оберточной пленки, по существу, совпадающей с центральной геометрической осью тюка.
Особенно важное преимущество изобретения достигается, когда комбинированный пресс-подборщик/упаковщик тюков обеспечен с упаковщиком тюков в соответствии с изобретением, который содержит передающий элемент с первым тюковым поддерживающим валиком, установленным на передающем элементе, заключающееся в том, что пресс-подборщик может устанавливаться на шасси на более низком уровне относительно упаковщика тюков, чем пресс-подборщики могут устанавливаться относительно упаковщиков тюков комбинированных пресс-подборщиков/упаковщиков тюков, известных до настоящего времени. Это вследствие того факта, что передающий элемент является располагаемым на более низком уровне относительно упаковщика тюков, чем передающие элементы упаковщиков тюков, известных до настоящего времени, и, следовательно, пресс-подборщик может устанавливаться на шасси на более низком уровне относительно упаковщика тюков, и тюк может, по-прежнему, выпускаться пресс-подборщиком под действием силы тяжести на передающий элемент упаковщика тюков, когда передающий элемент находится в первом состоянии. Это представляет собой тот факт, что первый тюковой поддерживающий валик устанавливается на передающий элемент, и тот факт, что когда передающий элемент поворачивается вверх из первого состояния во второе состояние для передачи тюка на упаковщик тюков, первый тюковой поддерживающий валик подталкивается вниз из состояния упаковывания тюка, что обеспечивает возможность расположения передающего элемента в первом состоянии на существенно более низком уровне относительно упаковщика тюков, чем передающие элементы могут располагаться относительно упаковщиков тюков, известных до настоящего времени. Дополнительно, факт, что передающий элемент в первом состоянии располагается на более низком уровне, чем передающие элементы упаковщиков тюков, известных до настоящего времени, обеспечивает дополнительное преимущество, заключающееся в том, что промежуток, требующейся между пресс-подборщиком и упаковщиком тюков для обеспечения поворота передающего элемента из первого состояния во второе состояние, может быть существенно уменьшен.
Изобретение станет более понятным из следующего описания его предпочтительного варианта осуществления, который приведен только в качестве примера, со ссылкой на прилагаемые чертежи, на которых:
Фиг.1 представляет собой вид в перспективе комбинированного пресс-подборщика/упаковщика тюков в соответствии с изобретением,
Фиг.2 представляет собой вид сбоку в разрезе комбинированного пресс-подборщика/упаковщика тюков Фиг.1,
Фиг.3 представляет собой другой вид сбоку в разрезе комбинированного пресс-подборщика/упаковщика тюков Фиг.1,
Фиг.4 представляет собой другой вид сбоку в разрезе комбинированного пресс-подборщика/упаковщика тюков Фиг.1, показывающий часть комбинированного пресс-подборщика/упаковщика тюков в другом состоянии, по сравнению с состоянием Фиг.1 и 2,
Фиг.5 представляет собой другой вид сбоку в разрезе комбинированного пресс-подборщика/упаковщика тюков Фиг.1, показывающий другую часть комбинированного пресс-подборщика/упаковщика тюков в другом состоянии, по сравнению с состоянием Фиг.1,
Фиг.6 представляет собой другой вид сбоку в разрезе комбинированного пресс-подборщика/упаковщика тюков Фиг.1, показывающий участок комбинированного пресс-подборщика/упаковщика тюков в другом состоянии, по сравнению с состоянием как Фиг.2, так и Фиг.5,
Фиг.7 представляет собой дополнительный вид сбоку в разрезе комбинированного пресс-подборщика/упаковщика тюков Фиг.1,
Фиг.8 представляет собой другой вид сбоку в разрезе комбинированного пресс-подборщика/упаковщика тюков Фиг.1, показывающий другую часть комбинированного пресс-подборщика/упаковщика тюков в другом состоянии, по сравнению с состоянием Фиг.2,
Фиг.9 представляет собой вид заднего конца комбинированного пресс-подборщика/упаковщика тюков Фиг.1,
Фиг.10 представляет собой другой вид заднего конца комбинированного пресс-подборщика/упаковщика тюков Фиг.1,
Фиг.11 представляет собой вид в перспективе участка комбинированного пресс-подборщика/упаковщика тюков Фиг.1,
Фиг.12 представляет собой вид, аналогичный Фиг.11, показывающий часть участка комбинированного пресс-подборщика/упаковщика тюков в другом состоянии, по сравнению с состоянием Фиг.11,
Фиг.13 представляет собой вид, аналогичный Фиг.11, участка комбинированного пресс-подборщика/упаковщика тюков Фиг.11, показывающий часть участка комбинированного пресс-подборщика/упаковщика тюков в еще одном дополнительном другом состоянии, по сравнению с состоянием Фиг.11 и 12,
Фиг.14 представляет собой другой вид в перспективе участка комбинированного пресс-подборщика/упаковщика тюков Фиг.11,
Фиг.15 представляет собой принципиальную схему управляющей схемы комбинированного пресс-подборщика/упаковщика тюков Фиг.1, и
Фиг.16 представляет собой другой вид сбоку в разрезе комбинированного пресс-подборщика/упаковщика тюков Фиг.1, показывающий участок комбинированного пресс-подборщика/упаковщика тюков в другом состоянии, по сравнению с состоянием Фиг.1 и 7.
Ссылаясь на чертежи, показан комбинированный пресс-подборщик/упаковщик тюков в соответствии с изобретением, обозначенный в общем ссылочной позицией 1, для формирования цилиндрического тюка материала, который в этом варианте осуществления изобретения представляет собой тюк 2 кормового материала, и для упаковывания тюка 2 с перекрывающимися оборотами оберточного материала, а именно оберточной пленки 3 из пластикового материала. Такие цилиндрические тюки кормового материала, как тюк 2, будут общеизвестными для специалистов в данной области, и обычно, такие тюки 2 формируются из силосного материала, сена, соломы и тому подобного. Оберточная пленка 3 выполнена из непрозрачного пластикового материала, обычно черного или зеленого цвета, который может содержать или не содержать самоклеящееся покрытие на одной его стороне. Такие тюки и их упаковывание с помощью оберточной пленки будут известными для специалистов в данной области.
В этом варианте осуществления изобретения комбинированный пресс-подборщик/упаковщик 1 тюков является подходящим для изготовления и упаковывания тюков 2 с длиной, приблизительно, 1,25 метра, и выбираемыми диаметрами в диапазоне от 0,9 метра до 2,2 метра.
Комбинированный пресс-подборщик/упаковщик 1 тюков содержит шасси 5, которое поддерживается на паре сцепляющихся с землей колес 6. Сцепляющиеся с землей колеса 6 прикреплены к соответствующим ступицам 4, которые поддерживаются с возможностью вращения на соответствующих противоположных концах оси 7, которая установлена на и продолжается поперечно шасси 5. Сцепка 8 поддерживается на кронштейне 9, который продолжается вперед от шасси 5, для сцепки комбинированного пресс-подборщика/упаковщика 1 тюков с первичным движителем, например, подходящим буксирующим транспортным средством, таким как трактор или тому подобное.
Пресс-подборщик, обозначенный в общем ссылочной позицией 10, который в этом варианте осуществления изобретения содержит ременной пресс-подборщик, установлен на шасси 5 около его переднего конца 11 для последовательного формирования цилиндрических тюков 2. Упаковщик тюков, также в соответствии с изобретением и обозначенный в общем ссылочной позицией 14, для упаковывания тюков 2, изготовленных посредством пресс-подборщика 10, установлен на шасси 5 около его заднего конца 15, и таким образом расположен сзади пресс-подборщика 10.
Упаковщик 14 тюков содержит передающее средство, а именно, передающий элемент 16, который соединен с возможностью поворота с шасси 5 вокруг передающей поворотной оси 17 и расположен между упаковщиком 14 тюков и пресс-подборщиком 10 для последовательного принятия тюков 2, выходящих из пресс-подборщика 10, и для последовательной передачи тюков 2 на упаковщик 14 тюков, как будет подробно описано ниже. Передающая поворотная ось 17 передающего элемента 16 продолжается поперечно относительно нормального переднего направления перемещения комбинированного пресс-подборщика/упаковщика 1 тюков, и, в свою очередь, параллельно относительно оси 7 комбинированного пресс-подборщика/упаковщика 1 тюков.
До подробного описания упаковщика 14 тюков и передающего элемента 16, сначала будет описываться пресс-подборщик 10.
Пресс-подборщик 10 содержит корпус 18, который образован передней неподвижной частью 19 и перемещаемой назад частью, которая образует заднюю дверь 20. Неподвижная часть 19 содержит пару противоположных разнесенных боковых стенок 21, которые проходят вверх от шасси 5. Задняя дверь 20 содержит пару противоположных разнесенных боковых стенок 23, которые скреплены друг с другом посредством скрепляющих стержней 24, проходящих между боковыми стенками 23. Промежуток между боковыми стенками 23 задней двери 20, по существу, является аналогичным промежутку между боковыми стенками 21 неподвижной части 19. Поворотный вал 25, проходящий между и поддерживающийся на боковых стенках 21 рядом с их верхним участком 26, образует дверную поворотную ось 28, и задняя дверь 20 поддерживается с возможностью поворота на поворотном валу 25 и является поворачиваемой вокруг дверной поворотной оси 28 в направлениях стрелок А и В между закрытым состоянием, показанным на Фиг.1-3, во время формирования тюка в пресс-подборщике 10, и открытым состоянием, показанным на Фиг.4-7, для обеспечения выпуска сформированного тюка 2 из пресс-подборщика 10 на передающий элемент 16. Пара главных гидроцилиндров 27, показанных только на Фиг.1 и 15, действующих между задней дверью 20 и неподвижной частью 19, поворачивает заднюю дверь 20 между открытым и закрытым состояниями.
Множество расположенных рядом друг с другом ремней 29, только один из которых показан на чертежах, поддерживается вокруг имеющих неизменное положение приводных валиков 30, имеющих неизменное положение холостых валиков 31 и натяжных валиков 32 для формирования тюка 2 в пресс-подборщике 10. Приводные валики 30 проходят между боковыми стенками 21 неподвижной части 19 и жестко поддерживаются на валах 34, которые поддерживаются с возможностью вращения на подшипниках (не показаны) в боковых стенках 21 неподвижной части 19. Холостые валики 31 проходят между боковыми стенками 23 задней двери 20 и жестко поддерживаются на валах 35, которые поддерживаются с возможностью вращения на подшипниках (не показаны) в боковых стенках 23 задней двери 20.
Натяжные валики 32 проходят между парой противоположных разнесенных натяжных кронштейнов 37. Натяжные кронштейны 37 расположены в пределах задней двери 20 рядом с соответствующими боковыми стенами 23 и поддерживаются с возможностью поворота на поворотном валу 25. Натяжные валики 32 поддерживаются с возможностью вращения на валах 39, которые жестко проходят между натяжными кронштейнами 37 для скрепления натяжных кронштейнов 37 друг с другом. Две пары натяжных пружин 36, действующих между натяжными кронштейнами 37 и дверью 20 на соответствующих противоположных сторонах пресс-подборщика 10, натягивают натяжные кронштейны 37 для создания натяжения на ремнях 29 для того, чтобы прессовать кормовой материал, когда формируется тюк. Натяжные пружины 36 действуют на натяжные кронштейны 37 для подталкивания натяжных кронштейнов 37 в направлении стрелки С вокруг поворотного вала 25 для устранения ослабления ремней 29 при формировании тюка в пресс-подборщике 10, и, в свою очередь, для прессования кормового материала, когда формируется тюк. Этот аспект ременного пресс-подборщика будет понятным для специалистов в данной области. Пара натяжных устройств 38, действующих между дверью и соответствующими соединительными элементами 33, которые соединяют натяжные пружины 36 с натяжными кронштейнами 37, обеспечивает регулирование натяжения, создаваемого на ремнях 29 посредством натяжных пружин 36. Натяжные пружины 36 и натяжные устройства 38 показаны только на Фиг.1 и только на одной стороне пресс-подборщика 10.
Три тюковых вращающих валика 40 проходят между боковыми стенками 21 неподвижной части 19 и жестко поддерживаются на валах 41, которые поддерживаются с возможностью вращения на подшипниках (не показаны) в боковых стенках 21. Тюковые вращающие валики 40 образуют с ремнями 29, когда формируется тюк, тюковую формирующую камеру 42, диаметр которой увеличивается по мере формирования тюка 2 и по мере того, как ослабление ремней 29, устраняющееся посредством натяжных валиков 32, уменьшается, когда натяжные кронштейны 37 поворачиваются в направлении стрелки Р, см. Фиг.3. Этот аспект пресс-подборщика 10 и увеличивающегося диаметра тюковой формирующей камеры 42 во время формирования тюка будет общеизвестным для специалистов в данной области.
Приводная трансмиссия (не показана), которая приводится в движение от вала отбора мощности буксирующего транспортного средства, такого как трактор, обеспечена для приведения в движение тюковых вращающих валиков 40 и для приведения в движение приводных валиков 30 для, в свою очередь, приведения в движение ремней 29 для вращения тюка, формируемого в тюковой формирующей камере 42 во время его формирования.
Подбирающий механизм 43, установленный на шасси 5, продолжается вниз и вперед от пресс-подборщика 10 для подбора кормового материала и подачи кормового материала в тюковую формирующую камеру 42 между двумя тюковыми вращающими валиками, а именно тюковыми вращающими валиками 40а и 40b, когда тюк 2 формируется в ней. Приводная трансмиссия (не показана), которая приводится в движение от вала отбора мощности буксирующего транспортного средства, приводит в движение подбирающий механизм 43.
Боковые стенки 21 неподвижной части 19 пресс-подборщика 10 задают обращенную назад открытую выходную часть 45 для обеспечения выпуска сформированного тюка 2 из тюковой формирующей камеры 42, когда задняя дверь 20 находится в открытом состоянии. Открытая выходная часть 45 образует плоскость 46, которая продолжается поперечно относительно нормального переднего направления перемещения комбинированного пресс-подборщика/упаковщика 1 тюков, и, по существу, наклонена вверх вперед относительно поперечной, по существу, вертикально продолжающейся плоскости 47. В этом варианте осуществления изобретения, наклонная плоскость 46, образованная открытой выходной частью 45, образует угол α с вертикальной плоскостью 47, приблизительно, 5°, см. Фиг.2 и 4.
Было обнаружено, что посредством расположения неподвижной части 19 пресс-подборщика 10 с открытой выходной частью 45, образованной неподвижной частью 19, задание плоскости 46, которая наклоняется в направлении, по существу, вверх и вперед на угол α, приблизительно, 5° относительно вертикальной плоскости 47, оптимизирует зазор между неподвижной частью 19 пресс-подборщика 10 и упаковщиком 14 тюков, который требуется для облегчения поворота задней двери 20 между закрытым состоянием и открытым состоянием, при этом, одновременно, не препятствуя выпуску тюка 2 из тюковой формирующей камеры 42 на передающий элемент 16. Однако, следует понимать, что, если промежуток между пресс-подборщиком 10 и упаковщиком 14 тюков не является критическим, угол α между плоскостью 46, образованной открытой выходной частью 45 и вертикальной плоскостью 47, может быть уменьшен до нуля, или в действительности до -15°, в соответствии с чем отрицательные значения угла α указыввет плоскость 46, образованную открытой выходной частью 45, наклоняющуюся вверх в направлении, по существу, назад относительно вертикальной плоскости 47. Также в определенных случаях предполагается, что угол α между плоскостью 46, образованной открытой выходной частью 45, и вертикальной плоскостью 47 может находиться в пределах от +30° до -30°.
Пресс-подборщик 10 установлен на шасси 5 таким образом, что тюки 2 формируются в тюковой формирующей камере 42 с главной продольно продолжающейся центральной геометрической осью 48 тюка 2, продолжающейся поперечно относительно нормального переднего направления перемещения комбинированного пресс-подборщика/упаковщика 1 тюков. Другими словами, тюки 2 формируются в тюковой формирующей камере 42 пресс-подборщика 10 с главной продольно продолжающейся центральной геометрической осью 48 тюка 2, продолжающейся, по существу, параллельно относительно оси 7 комбинированного пресс-подборщика/упаковщика 1 тюков. Соответственно, когда сформированный тюк 2 выпускается из пресс-подборщика 10 на передающий элемент 16, главная продольно проходящая центральная геометрическая ось 48 тюка 2 продолжается параллельно относительно передающей поворотной оси 17 передающего элемента 16.
Возвращаясь теперь к упаковщику 14 тюков, упаковщик 14 тюков содержит пару разнесенных параллельных первого и второго установленных с возможностью вращения тюковых поддерживающих валиков, а именно, первый тюковой поддерживающий валик 50, и второй тюковой поддерживающий валик 51, которые являются вращаемыми вокруг соответствующих параллельных разнесенных первой и второй осей 52 и 53 вращения. Первый и второй тюковые поддерживающие валики 50 и 51 проходят параллельно относительно оси 7 комбинированного пресс-подборщика/упаковщика 1 тюков и поддерживают тюк 2, подлежащий упаковыванию с продольно продолжающейся главной центральной геометрической осью 48 тюка 2, продолжающейся параллельно относительно первого и второго тюковых поддерживающих валиков 50 и 51. Первый и второй тюковые поддерживающие валики 50 и 51 приводятся в движение посредством первых приводных средств, а именно, пары синхронных первых поворотных двигателей 55 с гидравлическим приводом через подходящую цепную приводную трансмиссию (не показана) для вращения каждого тюка 2 вокруг первой ось 56 упаковывания, которая совпадает с продольно продолжающейся главной центральной геометрической осью 48 тюка 2 во время упаковывания тюка 2. Монтаж первого и второго тюковых поддерживающих валиков 50 и 51 будет подробно описываться ниже.
Опорное средство, содержащее, по существу, вертикально проходящее круглое опорное кольцо 58, установлено с возможностью вращения на поддерживающей раме 59, продолжающейся вверх от шасси 5, и поддерживает пару выдающих оберточную пленку устройств 60, расположенных с интервалом 180° вокруг опорного кольца 58. Выдающие оберточную пленку устройства 60 жестко установлены на опорном кольце 58 таким образом, что, когда опорное кольцо 58 вращается, выдающие оберточную пленку устройства 60 обращаются по траектории перемещения вокруг второй оси 61 упаковывания для выдачи оберточной пленки 3 из выдающих оберточную пленку устройств 60 на тюк 2, вращающийся на первым и втором тюковых поддерживающих валиках 50 и 51 вокруг первой оси 56 упаковывания. Опорное кольцо 58 образует опорную плоскость 57, которая содержит траекторию перемещения выдающих оберточную пленку устройств 60, и в этом варианте осуществления изобретения продолжается, по существу, вертикально.
Пара приводных роликов 63 с двойным фланцем, которые установлены с возможностью вращения на поддерживающей раме 59 рядом с ее нижним концом, поддерживает и приводит в движение опорное кольцо 58 вокруг второй оси 61 упаковывания. Пара разнесенных холостых роликов 65 с двойным фланцем, поддерживающихся с возможностью вращения на поддерживающей раме 59 рядом с ее верхнем концом, сцепляется с возможностью вращения с опорным кольцом 58 и взаимодействует с приводными роликами 63 с двойным фланцем для удерживания опорного кольца 58 в, по существу, вертикальной ориентации. Поддерживающая рама 59 и приводные и холостые ролики 63 и 65 с двойным фланцем выполнены относительно шасси 5 таким образом, что опорное кольцо 58 продолжается, по существу, поперечно относительного нормального переднего направления перемещения комбинированного пресс-подборщика/упаковщика 1 тюков. Соответственно, опорная плоскость 57, образованная опорным кольцом 58, продолжается, по существу, поперечно относительно нормального переднего направления перемещения комбинированного пресс-подборщика/упаковщика 1 тюков со второй осью 61 упаковывания, продолжающейся, по существу, горизонтально и перпендикулярно относительно первой оси 56 упаковывания. Другими словами, вторая ось 61 упаковывания продолжается в общем продольном направлении относительно нормального переднего направления перемещения комбинированного пресс-подборщика/упаковщика 1 тюков. В этом варианте осуществления изобретения, опорное кольцо 58 и, в свою очередь, опорная плоскость 57 расположены между первым и вторым тюковыми поддерживающими валиками 50 и 51 и расположены ближе к первому тюковому поддерживающему валику 50, чем ко второму тюковому поддерживающему валику 51, с описываемой ниже целью.
Вторые приводные средства, а именно, пара синхронных вторых поворотных двигателей 66 с гидравлическим приводом, установленных на поддерживающей раме 59, приводят в движение приводные ролики 63 с двойным фланцем, чтобы, в свою очередь, вращать опорное кольцо 58 для обращения выдающих оберточную пленку устройств 60 вдоль траектории перемещения, которая, по существу, задана опорным кольцом 58 вокруг второй оси 61 упаковывания, и, в свою очередь, вокруг тюка 2, когда тюк 2 вращается вокруг первой оси 56 упаковывания посредством первого и второго тюковых поддерживающих валиков 50 и 51.
Обращаясь теперь к передающему элементу 16 для передачи тюка 2 на первый и второй тюковые поддерживающие валики 50 и 51 упаковщика 14 тюков, передающий элемент 16 содержит пару параллельных разнесенных боковых элементов 68, которые соединены посредством трех разнесенных параллельных опорных элементов 70 из трубчатой стали с круглым поперечным сечением и которые проходят поперечно между боковыми элементами 68 и жестко скреплены с боковыми элементами 68 для жесткого соединения боковых элементов 68. Пара поворотных валов 69 продолжается вбок наружу передающего элемента 16 и жестко скреплена с и продолжается от соответствующих боковых элементов 68. Поворотные валы 69 поддерживаются с возможностью поворота в подшипниках 67 в установочных кронштейнах 71, которые установлены на противоположных разнесенных боковых элементах 74 шасси 5, для монтажа с возможностью поворота передающего элемента 16 на шасси 5. Один из поворотных валов 69 и его монтаж ясно показаны на перспективных видах Фиг.11-13. Поворотные валы 69 выровнены друг с другом и задают передающую поворотную ось 17. Передающий элемент 16 является поворотным вокруг передающей поворотной оси 17 в направлении стрелки D из первого состояния, показанного на Фиг.4 и 11, для приема тюка 2 из пресс-подборщика 10, во второе состояние, показанное на Фиг.6 и 13, для передачи тюка 2 на упаковщик 14 тюков. Опорные элементы 70 расположены в передающем элементе 16 для работы в качестве принимающих средств для приема тюка 2, выпускаемого из пресс-подборщика 10. Поперечный стержень 78, также проходящий поперечно между боковыми элементами 68, жестко скреплен с боковыми элементами 68 для дополнительного усиления передающего элемента 16.
Пара параллельных разнесенных установочных кронштейнов 72, проходящих от соответствующих боковых элементов 68 передающего элемента 16, расположена на боковых элементах 68 на противоположной стороне передающей поворотной оси 17, относительно той, на которой расположены три опорных элемента 70, и поддерживает первый тюковой поддерживающий валик 50, который также расположен на передающем элементе 16 на противоположной стороне передающей поворотной оси 17 относительно стороны опорных элементов 70. Первый тюковой поддерживающий валик 50 жестко скреплен с первым валом 73, который продолжается между и поддерживаются с возможностью вращения в подшипниках (не показаны) на установочных кронштейнах 72. Первый вал 73 первого тюкового поддерживающего валика 50 образует первую ось 52 вращения, вокруг которой первый тюковой поддерживающий валик 50 является вращаемым, и первая ось 52 вращения продолжается параллельно относительно передающей поворотной оси 17. Первый гидравлический двигатель 55, который приводит в движение первый тюковой поддерживающий валик 50, установлен на одном из установочных кронштейнов 72 передающего элемента 16.
Первые подталкивающие средства, содержащие пару первых гидроцилиндров 75 двойного действия, действующих между соответствующими кронштейнами 76 на боковых элементах 74 шасси 5 и кронштейнами 77 на боковых элементах 68 передающего элемента 16, подталкивают передающий элемент 16 вокруг передающей поворотной оси 17 в направлении стрелки D из первого состояния, показанного на Фиг.4 и 11, во второе состояние, показанное на Фиг.6 и 13, для передачи сформированного тюка 2, выпущенного из пресс-подборщика 10, на упаковщик 14 тюков.
Так как первый тюковой поддерживающий валик 50 расположен на передающем элементе 16 на стороне передающей поворотной оси 17, которая является противоположной относительно стороны поворотной оси 17, на которой расположены три опорных элемента 70, когда передающий элемент 16 поворачивается из первого состояния во второе состояние с опорными элементами, подталкиваемыми, по существу, вверх для передачи тюка 2 на упаковщик 14 тюков, первый тюковой поддерживающий валик 50 подталкивается, по существу, в направлении вниз в направлении стрелки F из состояния упаковывания тюка, показанного на Фиг.2, 3 и 11, в смещенное вниз состояние, показанное на Фиг.6. Это существенно уменьшает свободное пространство, требующееся для тюка 2 во время передачи тюка 2 на упаковщик 14 тюков. Другими словами, свободное пространство, доступное для тюка 2 во время передачи тюка 2 на упаковщик 14 тюков, которое ограничено опорным кольцом 58, увеличено. Посредством увеличения свободного пространства, доступного для тюка во время передачи тюка на упаковщик 14 тюков посредством подталкивания первого тюкового поддерживающего валика 50 вниз в смещенное вниз состояние, увеличенное свободное пространство является доступным для тюка без необходимости изменения диаметра опорного кольца 58. Это, таким образом, обеспечивает возможность уменьшения до минимума диаметра опорного кольца 58, что, в свою очередь, уменьшает общую ширину комбинированного пресс-подборщика/упаковщика тюков. Дополнительно, посредством того факта, что первый тюковой поддерживающий валик 50 подталкивается вниз из состояния упаковывания тюка, когда передающий элемент 16 поворачивается из первого состояния во второе состояние, обеспечивается возможность расположения передающего элемента 16 в первом состоянии на существенно более низком уровне относительно (?) [пресс-подборщика 14], чем могло достигаться иным образом, и по-прежнему передачи тюка на упаковщик 14 тюков. Это, в свою очередь, обеспечивает возможность расположения пресс-подборщика 10 на шасси 5 на более низком уровне, чем могло достигаться иным образом, при этом по-прежнему обеспечивая возможность выпуска тюка из пресс-подборщика 10 на передающий элемент 16 в первом состоянии. Это представляет собой особое преимущество, когда комбинированный пресс-подборщик/упаковщик тюков содержит пресс-подборщик с задней дверью.
Как только тюк 2 был передан на упаковщик 14 тюков, передающий элемент 16 возвращается в направлении стрелки Е посредством первых гидроцилиндров 75 из второго состояния в первое состояние, тем самым возвращая первый тюковой поддерживающий валик 50 в состояние упаковывания тюка с тюком 2, поддерживающимся на первом и втором тюковых поддерживающих валиках 50 и 51, готовым для упаковывания, см. Фиг.6 и 7.
Дополнительно, поворотные валы 69 установлены с возможностью поворота на установочных кронштейнах 71 в шасси 5 на уровне, который ниже уровня горизонтальной плоскости, содержащей первую ось 52 вращения первого тюкового поддерживающего валика 50, когда первый тюковой поддерживающий валик 50 находится в состоянии упаковывания тюка, и также ниже плоскости, содержащей первую и вторую оси 52 и 53 вращения первого и второго тюковых поддерживающих валиков 50 и 51, когда первый и второй тюковые поддерживающие валики 50 и 51 находятся в состоянии упаковывания тюка. Это дополнительно увеличивает свободное пространство, доступное для тюка 2 во время передачи тюка 2 посредством передающего элемента 16 на упаковщик 14 тюков.
Второй тюковой поддерживающий валик 51 прочно установлен на втором валу 79, который поддерживается с возможностью вращения на установочном элементе, а именно, опорной раме 80, которая продолжается назад от шасси 5. Опорная рама 80 в этом варианте осуществления изобретения имеет U-образую конструкцию и содержит пару боковых элементов 82, соединенных посредством поперечного элемента 83, см. Фиг.9, 10 и 14. Пара разнесенных опорных пластин 81, которые жестко поддерживаются на и проходят вверх от поперечного элемента 83 опорной рамы 80, поддерживает с возможностью вращения второй вал 79 второго тюкового поддерживающего валика 51 вокруг его второй оси 53 вращения. Подшипники (не показаны) в опорных пластинах 81 поддерживают с возможностью вращения второй вал 79. Первый гидравлический двигатель 55, который приводит в движение второй тюковой поддерживающий валик 51, установлен на одной из опорных пластин 81, которые установлены на опорной раме 80.
Опорная рама 80 соединена с возможностью поворота с шасси 5 посредством пары поворотных валов 85, которые жестко проходят наружу от боковых элементов 82 опорной рамы 80 и которые поддерживаются с возможностью поворота в подшипниках (не показаны) в соответствующих установочных пластинах 84, которые скреплены с соответствующими боковыми элементами 74 шасси 5 рядом с его задним концом 15. Поворотные валы 85 выровнены друг с другом и задают общую поворотную установочную ось 86, вокруг которой опорная рама 80 является поворачиваемой между любым одним из множества выбираемых состояний упаковывания тюка для поддерживания второго тюкового поддерживающего валика 51 в любом одном из соответствующего количества выбираемых состояний упаковывания тюка, причем второй тюковой поддерживающий валик 51 взаимодействует с первым тюковым поддерживающим валиком 50 в состоянии упаковывания тюка для поддерживания тюков 2 разных диаметров во время их упаковывания, для увеличения до максимума свободного пространства, доступного для тюков 2 во время их упаковывания.
Посредством поворачивания опорной рамы 80 вокруг общей поворотной установочной оси 86, уровень второй оси 53 вращения второго тюкового поддерживающего валика 51 может варьироваться вверх или вниз посредством множества выбираемых уровней относительно уровня горизонтальной плоскости, содержащей первую ось 52 вращения первого тюкового поддерживающего валика 50, когда первый тюковой поддерживающий валик 50 находится в состоянии упаковывания тюка. Выбираемые уровни второй оси 53 вращения второго тюкового поддерживающего валика 51 относительно горизонтальной плоскости, содержащей первую ось 52 вращения первого тюкового поддерживающего валика 50, соответствуют выбираемым состояниям упаковывания тюка второго тюкового поддерживающего валика 51.
Соответственно, второй тюковой поддерживающий валик 51 выполнено с возможностью приведения в действие во множестве выбираемых состояний упаковывания тюка со второй осью 53 вращения второго тюкового поддерживающего валика 51 на множестве выбираемых уровней на соответствующих расстояниях d1 выше уровня горизонтальной плоскости, содержащей первую ось 52 вращения первого тюкового поддерживающего валика 50, когда первый тюковой поддерживающий валик находится в состоянии упаковывания тюка, и во множестве выбираемых состояний упаковывания тюка с уровнем второй оси 53 вращения второго тюкового поддерживающего валика 51 на множестве выбираемых уровней на расстояниях d2 нише уровня горизонтальной плоскости, содержащей первую ось 52 вращения первого тюкового поддерживающего валика 50, когда первый тюковой поддерживающий валик 50 находится в состоянии упаковывания тюка. На Фиг.2, 3 и 7, первый и второй тюковые поддерживающие валики 50 и 51 показаны с первым тюковым поддерживающим валиком 50 в состоянии упаковывания тюка, и вторым тюковым поддерживающим валиком 51 в выбираемом одном из состояний упаковывания тюка с уровнем второй оси 53 вращения второго тюкового поддерживающего валика 51 на уровне расстояния d1 выше горизонтальной плоскости, содержащей первую ось 52 вращения первого тюкового поддерживающего валика 50.
На Фиг.16 второй тюковой поддерживающий валик 51 показан в другом одном из выбираемых состояний упаковывания тюка со второй осью 53 вращения второго тюкового поддерживающего валика 51 на уровне d2 ниже горизонтальной плоскости, содержащей первую ось 52 вращения первого тюкового поддерживающего валика 50.
В этом варианте осуществления изобретения опорная рама 80 является поворачиваемой вокруг общей поворотной установочной оси 86 для подталкивания второго тюкового поддерживающего валика 51 посредством выбираемых одних из состояний упаковывания тюка с нижнего уровня с уровнем второй оси 53 упаковывания второго тюкового поддерживающего валика 51 на максимальном расстоянии d2 100 мм ниже горизонтальной оси, содержащей первую ось 52 вращения первого тюкового поддерживающего валика 50, когда первый тюковой поддерживающий валик 50 находится в состоянии упаковывания тюка, на верхний уровень с уровнем второй оси 53 вращения второго тюкового поддерживающего валика 51 на максимальном расстоянии d1 100 мм выше горизонтальной плоскости, содержащей первую ось 52 вращения первого тюкового поддерживающего валика 50, когда первый тюковой поддерживающий валик 50 находится в состоянии упаковывания тюка.
Однако, предполагается, что в определенных случаях опорная рама 80 может быть поворачиваемой вокруг общей поворотной установочной оси 86 для подталкивания второго тюкового поддерживающего валика 51 между нижним уровнем с уровнем второй оси 53 вращения второго тюкового поддерживающего валика 51 на максимальном расстоянии d2 200 мм ниже горизонтальной плоскости, содержащей первую ось 52 вращения первого тюкового поддерживающего валика 50, когда первый тюковой поддерживающий валик 50 находится в состоянии упаковывания тюка, и верхним уровнем с уровнем второй оси 53 вращения второго тюкового поддерживающего валика 51 на максимальном расстоянии d1 200 мм выше горизонтальной плоскости, содержащей первую ось 52 вращения первого тюкового поддерживающего валика 50 с первым тюковым поддерживающим валиком 50 в состоянии упаковывания тюка, хотя, в общем, предполагается, что максимальная величина расстояния d2 не превышала бы 300 мм, и максимальная величина расстояния d1 не превышала бы 300 мм.
Состояние упаковывания тюка второго тюкового поддерживающего валика 51 выбирается таким образом, что свободное пространство, доступное для тюков во время упаковывания, увеличивается до максимума. В случае тюков относительно маленького диаметра, состояние упаковывания тюка второго тюкового поддерживающего валика 51 выбирается таким образом, что уровень второй оси 53 вращения второго тюкового поддерживающего валика 51 находится на уровне выше горизонтальной плоскости, содержащей первую ось 52 вращения первого тюкового поддерживающего валика 50. Для тюков наименьшего диаметра, для изготовления которых предназначен комбинированный пресс-подборщик/упаковщик 1 тюков, второй тюковой поддерживающий валик 51 устанавливается с уровнем второй оси 53 вращения второго тюкового поддерживающего валика 51 на максимальном уровне d1 выше горизонтальной плоскости, содержащей первую ось 52 вращения первого тюкового поддерживающего валика 50. Когда диаметр тюков, изготавливаемых посредством пресс-подборщика 10, увеличивается, состояние упаковывания тюка второго тюкового поддерживающего валика 51 выбирается таким образом, что уровень второй оси 53 вращения второго тюкового поддерживающего валика 51 выше горизонтальной плоскости, содержащей первую ось 52 вращения первого тюкового поддерживающего валика 50, понижается. Когда диаметр тюков, изготавливаемых посредством пресс-подборщика 10, дополнительно увеличивается, состояние упаковывания тюка второго тюкового поддерживающего валика 51 выбирается таким образом, что уровень второй оси 53 вращения второго тюкового поддерживающего валика 51 располагается на уровне ниже горизонтальной плоскости, содержащей первую ось 52 вращения первого тюкового поддерживающего валика 50, и уровень второй оси 53 вращения второго тюкового поддерживающего валика 51 ниже горизонтальной плоскости, содержащей первую ось 52 вращения первого тюкового поддерживающего валика 50, дополнительно повышается, когда диаметр тюков 2 дополнительно увеличивается. Таким образом, свободное пространство, доступное для тюка, которое ограничено траекторией перемещения выдающих оберточную пленку устройств 60, увеличивается до максимума во время упаковывания тюка.
Посредством выполнения второго тюкового поддерживающего валика 51 с возможностью приведения в действие во множестве выбираемых состояний упаковывания тюка для приспосабливания тюков 2 разных диаметров, свободное пространство, доступное для тюков 2 во время их упаковывания, которое ограничено как опорным кольцом 58, так и выдающими оберточную пленку устройствами 60, когда выдающие оберточную пленку устройства 60 проходят между опорным кольцом 58 и вращающимся тюком 2 выше вращающегося тюка, увеличивается до максимума без необходимости увеличения диаметра опорного кольца 58, и, таким образом, общая ширина комбинированного пресс-подборщика/упаковщика тюков уменьшена до минимума.
Горизонтальный промежуток между первым и вторым тюковыми поддерживающими валиками 50 и 51 для всех состояний упаковывания второго тюкового поддерживающего валика 51 больше, чем ширина оберточной пленки 3 для того, чтобы размещать оберточную пленку по мере ее выдачи из выдающих оберточную пленку устройств 60 на тюк 2, когда выдающие оберточную пленку устройства 60 проходят снизу вращающегося тюка 2.
Опорная рама 80 также является поворачиваемой вокруг общей поворотной установочной оси 86 в направлении стрелок G и H между таким и каждым из выбираемых состояний упаковывания тюка и состоянием выпуска, показанным на Фиг.8, для выпуска обернутого тюка из упаковщика 14 тюков.
Как рассмотрено выше, опорное кольцо 58 расположено ближе к первому тюковому поддерживающему валику 50, чем ко второму тюковому поддерживающему валику 51, для того, чтобы нижний участок опорного кольца 58 не препятствовал выпуску обернутого тюка из упаковщика 14 тюков.
Вторые подталкивающие средства, содержащие пару вторых гидроцилиндров 88 двойного действия, действующих между соответствующими установочными пластинами 84 в местах 89 и кронштейнами 90, установленными на боковых элементах 82 опорной рамы 80, поворачивают опорную раму 80 вокруг общей поворотной установочной оси 86 для установки и удерживания второго тюкового поддерживающего валика 51 в выбранном одном из выбираемых состояний упаковывания тюка в соответствии с диаметром тюка, изготавливаемого пресс-подборщиком 10, и также управляют опорной рамой 80 между выбранным состоянием упаковывания тюка и состоянием выпуска для выпуска обернутого тюка из упаковщика 14 тюков.
Ссылаясь теперь, в частности, на Фиг.15, теперь будет описано управляющее средство, а именно, управляющая схема 92, для управления работой комбинированного пресс-подборщика/упаковщика тюков для изготовления обернутого тюка 2.
Управляющая схема 92 содержит сигнальный процессор, а именно, микроконтроллер 93. Средства ввода, которые могут представлять собой клавиатуру в сочетании с жидкокристаллическим экраном дисплея, или могут представлять собой сенсорный экран, и в этом варианте осуществления изобретения содержат клавиатуру 94 и жидкокристаллический экран 95 дисплея, установлены на пресс-подборщике 10 и взаимодействуют с микроконтроллером 93 для содействия вводу различных команд в микроконтроллер 93 для управления комбинированным пресс-подборщиком/упаковщиком 1 тюков, а также для ввода выбранного диаметра, до которого тюк 2 подлежит формированию пресс-подборщиком 10.
Первое мониторинговое средство для мониторинга характеристики пресс-подборщика 10 для определения диаметра тюка по мере формирования тюка в пресс-подборщике 10 в этом варианте осуществления изобретения содержит первый вращающийся потенциометр 96, который установлен на поворотном валу 25 для детектирования углового перемещения натяжных кронштейнов 37 пресс-подборщика 10 из их начального положения покоя, показанного на Фиг.1, до начала формирования тюка в пресс-подборщике 10. Посредством детектирования углового положения натяжных кронштейнов 37 относительно их положения покоя, может определяться диаметр тюка, так как диаметр тюка является пропорциональным угловому смещению натяжных кронштейнов 37 из их положения покоя. Сигналы от первого вращающегося потенциометра 96 считываются микроконтроллером 93, который, в свою очередь, вычисляет текущий диаметр тюка 2 по мере формирования тюка пресс-подборщиком 10.
Второе мониторинговое средство для мониторинга углового положения опорной рамы 80 относительно установочных пластин 84, и, в свою очередь, для мониторинга текущего состояния упаковывания тюка второго тюкового поддерживающего валика 51, содержит второй вращающийся потенциометр 97, установленный на одном из поворотных валов 85 для мониторинга углового смещения опорной рамы 80 относительно установочных пластин 84, и, в свою очередь, текущего состояния упаковывания тюка второго тюкового поддерживающего валика 51. Зная угловое смещение опорной рамы 80 относительно установочных пластин 84, уровень второй оси 53 вращения второго тюкового поддерживающего валика 51 выше или ниже горизонтальной плоскости, содержащей первую ось 52 вращения первого тюкового поддерживающего валика 50, может легко вычисляться. Микроконтроллер 93 считывает сигналы от второго вращающегося потенциометра 97 и вычисляет текущее состояние упаковывания тюка второго тюкового поддерживающего валика 51.
Гидравлическая управляющая схема 98 приводится в действие под управлением микроконтроллера 93 для управления работой главных гидроцилиндров 27 для поворачивания задней двери 20 пресс-подборщика 10 в направлении стрелок А и В между закрытым состоянием и открытым состоянием, соответственно. Гидравлическая схема 98 также управляет работой первых гидроцилиндров 75 для поворачивания передающего элемента 16 в направлении стрелок D и E между его первым и вторым состояниями. Дополнительно, гидравлическая схема 98 управляет работой вторых гидроцилиндров 88 для поворачивания опорной рамы 80 в направлениях стрелок G и H для подталкивания второго тюкового поддерживающего валика 51 в выбранное одно из выбираемых состояний упаковывания тюка, а также для поворачивания опорной рамы 80 между выбранным одним из состояний упаковывания тюка и состоянием выпуска. Гидроклапаны 100, 101 и 102 с электромагнитным управлением, приводящиеся в действие под управлением микроконтроллера 93, управляют подачей гидравлической текучей среды из источника 103 гидравлической текучей среды под давлением в главные гидроцилиндры 27, первые гидроцилиндры 75 и вторые гидроцилиндры 88, соответственно, для надлежащего приведения в действие главных гидроцилиндров 27 и первых и вторых гидроцилиндров 75 и 88 под управлением микроконтроллера 93.
Справочная таблица хранится в микроконтроллере 93 с диаметрами тюков, связанными с соответствующими состояниями упаковывания тюка второго тюкового поддерживающего валика 51. Микроконтроллер 93 программируется так, чтобы считывать соответствующее состояние упаковывания тюка для второго тюкового поддерживающего валика 51 из справочной таблицы, соответствующее выбранному диаметру тюка 2, в ответ на ввод выбранного диаметра тюка 2 посредством клавиатуры 94. Микроконтроллер 93 приводит в действие электромагнитный клапан 102, чтобы, в свою очередь, приводить в действие вторые гидроцилиндры 88 для установки опорной рамы 80 для, в свою очередь, установки второго тюкового поддерживающего валика 51 в соответствующее состояние упаковывания тюка. Микроконтроллер 93 непрерывно считывает сигналы от второго вращающегося потенциометра 97 во время установки второго тюкового поддерживающего валика 51 в соответствующее состояние упаковывания тюка для определения того, когда второй тюковой поддерживающий валик 51 находится в соответствующем состоянии упаковывания тюка. Микроконтроллер 93 также непрерывно считывает сигналы от второго вращающегося потенциометра 97 во время упаковывания тюка 2 и приводит в действие гидроклапан 102 с электромагнитным управлением для, в свою очередь, приведения в действие вторых гидроцилиндров 88 для поддержания второго тюкового поддерживающего валика 51 в соответствующем состоянии упаковывания тюка в ответ на сигналы, полученные от второго вращающегося потенциометра 97.
Первый и второй поворотные двигатели 55 и 66 с гидравлическим приводом соединены последовательно для синхронизации скоростей первого и второго двигателей 55 и 66. Гидравлическая текучая среда подается в первый и второй двигатели 55 и 66 из источника 103 гидравлической текучей среды под давлением через регулируемый клапан 104 управления потоком под управлением микроконтроллера 93 для управления скоростью первого и второго гидравлических двигателей 55 и 66 для, в свою очередь, управления скоростями вращения первого и второго тюковых поддерживающих валиков 50 и 51 и опорного кольца 58.
При использовании, с комбинированным пресс-подборщиком/упаковщиком 1 тюков, сцепленным с буксирующим транспортным средством, таким как, например, трактор, и с валом отбора мощности трактора, соединенным с приводной трансмиссией (не показана) комбинированного пресс-подборщика/упаковщика 1 тюков для вращения приводных валиков 30 для приведения в движение ремней 29, тюковых вращающих валиков 40 и для приведения в действие подбирающего механизма 43, а также для приведения в действие источника 103 гидравлической текучей среды под давлением гидравлической схемы 98, комбинированный пресс-подборщик/упаковщик 1 тюков готов для использования. Требуемый диаметр, до которого тюки 2 подлежат формированию пресс-подборщиком 10, выбирается и вводится в микроконтроллер 93 посредством клавиатуры 94. Другие выбираемые управляющие параметры комбинированного пресс-подборщика/упаковщика 1 тюков, которые будут общеизвестными для специалистов в данной области, также вводятся в микроконтроллер 93 посредством клавиатуры 94. С задней дверью 20 пресс-подборщика 10 в закрытом состоянии и с передающим элементом 16 в первом состоянии, комбинированный пресс-подборщик/упаковщик 1 тюков в таком случае буксируется посредством буксирующего транспортного средства вдоль пласта срезанной травы, сена, соломы или другого кормового материала, подлежащего формированию в тюки посредством подбирающего механизма 43, подбирающего кормовой материал с пласта и подающего кормовой материал в пресс-подборщик 10 посредством тюковых вращающих валиков 40а и 40b.
Когда кормовой материал подталкивается посредством подбирающего механизма 43 через тюковые вращающие валики 40а и 40b, ремни 29 подталкиваются от тюковых вращающих валиков 40, чтобы начать формирование кормового материала в тюк посредством тюковых вращающих валиков 40 и ремней 29, образующих тюковую формирующую камеру 42. Действие тюковых вращающих валиков 40, которые вращаются в направлении стрелки К, и ремней 29, которые подталкиваются посредством приводных валиков 30 в направлении стрелки L, начинает вращение кормового материала в тюковой формирующей камере 42 в направлении стрелки N, см. Фиг.3, которое, в свою очередь, начинает формирование цилиндрического тюка 2. Так как больше кормового материала подталкивается посредством подбирающего механизма 43 в тюковую формирующую камеру 42, натяжные кронштейны 37 поворачиваются в направлении стрелки Р для компенсации ослабления на ремнях 29, которое было устранено на ремнях 29 посредством натяжных валиков 32, для приспосабливания увеличивающегося диаметра формирующегося тюка. Натяжные пружины 36, которые действуют на натяжные кронштейны 37, обеспечивают то, что тюк формируется до соответствующей степени плотности.
Микроконтроллер 93 считывает сигналы от первого вращающегося потенциометра 96, когда тюк 2 формируется пресс-подборщиком 10, и при детектировании формирования тюка 2 до выбранного диаметра, микроконтроллер 93 приводит в действие окружную систему упаковывания (не показана) для окружного упаковывания сформированного тюка в тюковой формирующей камере 42 пресс-подборщика 10. Окружное упаковывание тюка в тюковой формирующей камере пресс-подборщика будет общеизвестным для специалистов в данной области. По окончании окружного упаковывания тюка, микроконтроллер 93 приводит в действие главные цилиндры 27 для поворачивания задней двери 20 пресс-подборщика 10 в направлении стрелки А из закрытого состояния в открытое состояние. Когда задняя дверь 20 поворачивается из закрытого в открытое состояние и с передающим элементом 16 в первом состоянии, сформированный тюк выпускается на опорные элементы 70 передающего элемента 16 с продольно продолжающейся центральной геометрической осью 48 тюка 2, продолжающейся параллельно относительно передающей поворотной оси 17, см. Фиг.4. С задней дверью 20 в открытом состоянии, микроконтроллер 93 приводит в действие первые цилиндры 75 для поворачивания передающего элемента 16 вокруг передающей поворотной оси 17 в направлении стрелки D из первого состояния во второе состояние для передачи тюка 2 на упаковщик 14 тюков с продольно продолжающейся главной центральной геометрической осью 48 тюка 2, продолжающейся параллельно относительно первого и второго тюковых поддерживающих валиков 50 и 51, см. Фиг.5 и 6. Когда передающий элемент 16 подталкивается вокруг передающей поворотной оси 17 посредством первых гидроцилиндров 75 из первого состояния во второе состояние, первый тюковой поддерживающий валик 50 смещается, по существу, в направлении вниз в направлении стрелки F, см. Фиг.6, тем самым увеличивая до максимума свободное пространство между первым тюковым поддерживающим валиком 50 и опорным кольцом 58 во время передачи тюка 2 на упаковщик 14 тюков над первым тюковым поддерживающим валиком 50.
Когда передающий элемент 16 подталкивается посредством первых гидроцилиндров 75 вокруг передающей поворотной оси 17 в направлении стрелки D из первого состояния во второе состояние, тюк 2 скатывается вниз на первый тюковой поддерживающий валик 50, где он поддерживается на первом тюковом поддерживающем валике 50 и двух опорных элементах 70 передающего элемента 16, см. Фиг.5. Дополнительно поворачивание передающего элемента 16 в направлении стрелки D приводит к поддерживанию тюка посредством обоих первого и второго тюковых поддерживающих валиков 50 и 51, со вторым тюковым поддерживающим валиком 51 в соответствующем одном из состояний упаковывания тюка и первым тюковым поддерживающим валиком 50 в смещенном вниз положении, как показано на Фиг.6. Как только передающий элемент 16 находится во втором состоянии с тюком 2, поддерживающимся на первом и втором тюковых поддерживающих валиках 50 и 51, микроконтроллер 93 приводит в действие первые цилиндры 75 для возврата передающего элемента 16 в направлении стрелки Е из второго состояния в первое состояние для, в свою очередь, возврата первого тюкового поддерживающего валика 50 вверх в состояние упаковывания тюка, см. Фиг.7. Дополнительно, как только передающий элемент 16 вернулся в первое состояние, микроконтроллер 93 приводит в действие главные цилиндры 27 для поворачивания задней двери 20 в направлении стрелки В из открытого состояния в закрытое состояние, готовое для начала формирования следующего тюка, подлежащего формированию.
Когда передающий элемент 16 передает тюк 2 на упаковщик 14 тюков, если второй тюковой поддерживающий валик 51 не был уже установлен в соответствующее состояние упаковывания тюка, соответствующее диаметру сформированного тюка 2 посредством вторых гидроцилиндров 88, микроконтроллер 93 из справочной таблицы определяет соответствующее состояние упаковывания тюка для второго тюкового поддерживающего валика 51, которое соответствует выбранному диаметру, до которого был сформирован тюк 2, и микропроцессор 93 затем приводит в действие вторые гидроцилиндры 88 для поворачивания опорной рамы 80 вокруг общей поворотной установочной оси 86 для, в свою очередь, установки второго тюкового поддерживающего валика 51 в соответствующее состояние упаковывания тюка. Со вторым тюковым поддерживающим валиком 51, установленным в соответствующее состояние упаковывания тюка, тюк 2 поддерживается на первом и втором тюковых поддерживающих валиках 50 и 51 с достаточным свободным пространством для обеспечения прохода выдающих оберточную пленку устройств 60 над тюком 2, поддерживающимся на первом и втором тюковых поддерживающих валиках 50 и 51, во время упаковывания тюка 2. Во время установки второго тюкового поддерживающего валика 51 в соответствующее состояние упаковывания тюка, микроконтроллер 93 считывает сигналы от второго вращающегося потенциометра 97 для определения того, когда угловое положение опорной рамы 80 относительно установочных пластин 84 находится под углом, который соответствует соответствующему состоянию упаковывания тюка.
С тюком, поддерживающимся на первом и втором тюковых поддерживающих валиках 50 и 51, микроконтроллер 93 приводит в действие первый и второй гидравлические двигатели 55 и 66 для вращения первого и второго тюковых поддерживающих валиков 50 и 51 и для вращения опорного кольца 58, для, в свою очередь, вращения тюка 2 вокруг первой оси 56 упаковывания, и для обращения выдающих пленку устройств 60 вокруг второй оси 61 упаковывания. Когда выдающие оберточную пленку устройства 60 обращаются вокруг второй оси 61 упаковывания, оберточная пленка 3 выдается из выдающих оберточную пленку устройств 60 и обертывается на вращающемся тюке 2 с перекрывающимися оборотами оберточной пленки 3.
По окончании упаковывания тюка 2 оберточной пленкой 3, режущие и удерживающие механизмы (не показаны) приводятся в действия под управлением микроконтроллера 93 для отрезания оберточной пленки 3, которая была обернута на тюке 2, от оберточной пленки в выдающих оберточную пленку устройствах 60. Микроконтроллер 93 затем приводит в действие вторые цилиндры 88 для поворачивания опорной рамы 80 в направлении стрелки G в состояние выпуска для выпуска обернутого тюка 2 из упаковщика 14 тюков, см. Фиг.8.
При выпуске обернутого тюка 2 из упаковщика 14 тюков, микропроцессор 93 приводит в действие вторые цилиндры 88 для возврата установочного элемента 80 и, в свою очередь, второго тюкового поддерживающего валика 51 в соответствующее одно из состояний упаковывания тюка, таким образом упаковщик 14 тюков готов принимать и обертывать следующий тюк из пресс-подборщика 10.
Несмотря на то, что упаковщик тюков в соответствии с изобретением с передающим элементом был описан как устанавливающийся на комбинированный пресс-подборщик/упаковщик тюков, предполагается, что упаковщик тюков в соответствии с изобретением с передающим элементом может быть обеспечен в качестве отдельного упаковщика тюков без монтажа на комбинированный пресс-подборщик/упаковщик тюков или прикрепления к пресс-подборщику. В случае чего, упаковщик тюков может приспосабливаться таким образом, что передающий элемент выполнялся бы с возможностью подбора тюка с земли и передачи тюка на упаковщик тюков, или, в качестве альтернативы, передающий элемент может приспосабливаться для приема тюка, располагаемого на него, посредством другого устройства, например, тюкопогрузчика, или выбрасываемого из пресс-подборщика независимо от упаковщика тюков для передачи тюка на упаковщик тюков.
Также предполагается, что упаковщик тюков в соответствии с изобретением, независимо от того, обеспечен ли отдельно или в сочетании с пресс-подборщиком в виде комбинированного пресс-подборщика/упаковщика тюков, может быть обеспечен с передающим элементом, но со вторым тюковым поддерживающим валиком, выполненным с возможностью приведения в действие только в одном состоянии упаковывания тюка. Предполагается, в случае этого упаковщика тюков в соответствии с изобретением, что, несмотря на то, что второй тюковой поддерживающий валик выполнено с возможностью приведения в действие только в одном единственном состоянии упаковывания тюка, второй тюковой поддерживающий валик устанавливался бы на установочный элемент, опорную раму или другую подходящую установочную конструкцию, которая допускала бы опускание второго тюкового поддерживающего валика для облегчения выпуска тюка из упаковщика тюков. В случаях, где упаковщик тюков в соответствии с изобретением обеспечен в сочетании с пресс-подборщиком в виде комбинированного пресс-подборщика/упаковщика тюков, и где второй тюковой поддерживающий валик выполнено с возможностью приведения в действие только в одном единственном состоянии упаковывания тюка, предполагается, что пресс-подборщик может быть выполнен с возможностью изготовления тюков только одного диаметра, или пресс-подборщик может быть выполнен с возможностью обеспечения формирования тюков выбираемых диаметров, посредством чего диаметры тюков были бы такими, чтобы приспосабливаться доступным свободным пространством упаковщика тюков во время упаковывания тюка.
Более того, предполагается, что упаковщик тюков в соответствии с изобретением со вторым тюковым поддерживающим валиком приводимым в действие во множество вторых состояний упаковывания тюка, независимо от того, обеспечен ли отдельно или в сочетании с пресс-подборщиком в виде комбинированного пресс-подборщика/упаковщика тюков, может быть обеспечен без передающего элемента. В случае чего, где этот упаковщик тюков в соответствии с изобретением обеспечен в сочетании с пресс-подборщиком в виде комбинированного пресс-подборщика/упаковщика тюков, любое другое подходящее передающее средство для передачи тюка из пресс-подборщика на упаковщик тюков может быть обеспечено, и в определенных случаях, предполагается, что пресс-подборщик и этот упаковщик тюков в соответствии с изобретением могут располагаться относительно друг друга таким образом, что тюк выпускается из пресс-подборщика непосредственно на упаковщик тюков.
Несмотря на то, что упаковщик тюков был описан как содержащий пару выдающих оберточную пленку устройств, установленных на опорном кольце, в определенных случаях, предполагается, что одно выдающее оберточную пленку устройство может быть обеспечено, и, в действительности, в других случаях более двух выдающих оберточную пленку устройств может быть обеспечено. Также предполагается, что вместо выдающих оберточную пленку устройств, жестко прикрепленных к опорному кольцу, предполагается, что выдающее оберточную пленку устройство или выдающие оберточную пленку устройства могут устанавливаться на опорное кольцо таким образом, что опорное кольцо было бы неподвижным, но направляло бы выдающее оберточную пленку устройство или выдающие оберточную пленку устройства вокруг второй оси упаковывания. В случае чего, подходящее трансмиссионное средство обеспечивалось бы для приведения в движение выдающего оберточную пленку устройства или выдающих оберточную пленку устройств вокруг опорного кольца.
Также следует понимать, что вторая ось упаковывания вместо того, чтобы быть горизонтальной, может продолжаться под углом относительно горизонтали, в случае чего, опорное кольцо или другой такой опорный элемент или опорное средство, которые либо поддерживают, либо направляют выдающее оберточную пленку устройство или выдающие оберточную пленку устройства вокруг второй оси упаковывания, задавали бы опорную плоскость, которая продолжалась бы под соответствующим углом относительно вертикальной плоскости.
Несмотря на то, что опорное средство было описано как содержащее опорное кольцо круглой формы, опорное кольцо может иметь любую другую подходящую или требуемую форму.
Также предполагается, что пресс-подборщик может иметь любую другую подходящую или требуемую конструкцию, помимо ременного пресс-подборщика. Например, предполагается, что пресс-подборщик может быть типа, который обычно называться пресс-сборщиком с неизменной камерой, в соответствии с чем, тюковая формирующая камера задана множеством параллельных тюковых вращающих валиков, которые задают окружную периферию тюковой формирующей камеры.
Несмотря на то, что передающее средство было описано как содержащее передающий элемент конкретной формы и конструкции, любое другое подходящее передающее средство может быть обеспечено. Также следует понимать, что любое другое подходящее принимающее средство, помимо опорных элементов, может быть обеспечено на передающем элементе для приема сформированного тюка для передачи на упаковщик тюков. Где принимающее средство обеспечено опорными элементами, предполагается, что опорные элементы могут содержать вращательные опорные валики.
Несмотря на то, что средство для установки второго тюкового поддерживающего валика в выбираемые состояния упаковывания тюка было описано как содержащее комбинацию установленной с возможностью поворота опорной рамы и вторых гидроцилиндров для поворачивания опорной рамы вокруг поворотной установочной оси, для, в свою очередь, поднятия и опускания второго тюкового поддерживающего валика относительно первого тюкового поддерживающего валика, когда первый тюковой поддерживающий валик находится в состоянии упаковывания тюка, предполагается в определенных случаях, что второй тюковой поддерживающий валик может подталкиваться в сторону с прямолинейным движением в направлении к и от первого тюкового поддерживающего валика в соответствующие выбираемые состояния упаковывания тюка. В случае чего, промежуток между первым и вторым тюковыми поддерживающими валиками изменялся бы для установки второго тюкового поддерживающего валика в соответствующие выбираемые состояния упаковывания тюка. Это также обеспечивало бы возможность изменения уровня, на котором тюк поддерживается на первом и втором тюковых поддерживающих валиках, для изменения свободного пространства, доступного для тюка во время его упаковывания. Где второй тюковой поддерживающий валик является в сторону перемещаемым относительно первого тюкового поддерживающего валика с прямолинейным движением, предполагается, что второй тюковой поддерживающий валик может устанавливаться на телескопический элемент, который способствовал бы подталкиванию второго тюкового поддерживающего валика к и от первого тюкового поддерживающего валика для выбора соответствующих одних из выбираемых состояний упаковывания тюка вторых тюковых поддерживающих валиков.
В действительности, предполагается, что второй тюковой поддерживающий валик может поддерживаться на опорной раме, которая содержала бы пару боковых элементов, которые устанавливались бы с возможностью поворота, как уже описано, и боковые элементы также являлись бы телескопическими элементами или устанавливаемыми с возможностью скольжения относительно друг друга. Поворотное перемещение может использоваться для приведения в действие второго тюкового поддерживающего валика между состоянием упаковывания тюка и состоянием выпуска, тогда как скользящее перемещение боковых элементов может использоваться для регулирования промежутка между первым и вторым тюковыми поддерживающими валиками.
Также предполагается, что второй тюковой поддерживающий валик может только подталкиваться в состояние упаковывания тюка, когда тюк был передан посредством передающего элемента на первый и второй тюковые поддерживающие валики. Однако, второй тюковой поддерживающий валик поддерживался бы в соответствующем состоянии упаковывания тюка во время упаковывания тюка на упаковщике тюков.
Также предполагается, что второй тюковой поддерживающий валик может приводиться в действие при определенных обстоятельствах для способствования удерживанию тюка на упаковщике тюков во время буксировки комбинированного пресс-подборщика/упаковщика тюков посредством трактора или другого буксирующего транспортного средства. Например, в случае, когда комбинированный пресс-подборщик/упаковщик тюков буксируется вверх по возвышенности или направленного вверх уклона, второй тюковой поддерживающий валик подталкивался бы вверх до максимального уровня выше уровня первого тюкового поддерживающего валика, другими словами, до максимального уровня, на который второй тюковой поддерживающий валик может устанавливаться выше горизонтальной плоскости, содержащей первую ось вращения первого тюкового поддерживающего валика, когда комбинированный пресс-подборщик/упаковщик тюков находится на горизонтальной земле. Это действовало бы для предотвращения скатывания тюка назад с упаковщика тюков, когда комбинированный пресс-подборщик/упаковщик тюков буксируется вверх по возвышенности или направленного вверх уклона. С другой стороны, в случаях, где комбинированный пресс-подборщик/упаковщик тюков буксируется вниз по возвышенности или другого такого направленного вниз уклона, предполагается, что второй тюковой поддерживающий валик располагался бы на самом нижнем уровне, на котором второй тюковой поддерживающий валик может поддерживаться ниже уровня горизонтальной плоскости, содержащей первую ось вращения первого тюкового поддерживающего валика, когда комбинированный пресс-подборщик/упаковщик тюков находится на ровной земли. В случае чего, предполагается, что комбинированный пресс-подборщик/упаковщик тюков может быть обеспечен с переключателем наклона для детектирования угла комбинированного пресс-подборщика/упаковщика тюков относительно горизонтали, и второй цилиндр являлся бы приводимым в действие в ответ на сигналы от переключателя наклона, указывающие, что комбинированный пресс-подборщик/упаковщик тюков буксируется вверх по направленному вверх уклону или вниз по направленному вниз уклону для соответствующего поднятия или опускания второго тюкового поддерживающего валика.
Несмотря на то, что микроконтроллер был описан как непрерывно осуществляющий мониторинг сигналов от второго вращающегося потенциометра во время упаковывания тюка в упаковщике тюков и для управления приведением в действие вторых цилиндров для поддерживания второго тюкового поддерживающего валика в требуемом состоянии упаковывания тюка, предполагается, что как только вторые цилиндры были приведены в действие для начальной установки второго тюкового поддерживающего валика в соответствующее состояние упаковывания тюка в ответ на сигналы, считываемые от второго вращающегося потенциометра, дополнительное считывание сигналов от второго вращающегося потенциометра не являются необходимым во время упаковывания тюка, так как как только вторые цилиндры были установлены посредством второго тюкового поддерживающего валика в соответствующее состояние упаковывания тюка, считается, что вторые цилиндры должны быть способными поддерживать второй тюковой поддерживающий валик в соответствующем состоянии упаковывания тюка во время упаковывания этого тюка без дополнительного мониторинга уровня второго тюкового поддерживающего валика.
Несмотря на то, что управляющее средство было описано как содержащее управляющую схему, содержащую сигнальный процессор, обеспеченный микроконтроллером, любая другая подходящая управляющая схема и любой другой подходящий сигнальный процессор могут быть обеспечены. Например, управление работой комбинированного пресс-подборщика/упаковщика тюков может осуществляться посредством сигнального процессора, обеспеченного микропроцессором, и, в действительности, в определенных случаях, сигнальный процессор может быть обеспечен программируемым логическим контроллером.
Несмотря на то, что пресс-подборщик и упаковщик тюков комбинированного пресс-подборщика/упаковщика тюков были описаны для формирования тюка кормового материала и упаковывания тюка, как пресс-подборщик, так и упаковщик тюков могут быть приспособлены для формирования и упаковывания тюков любого типа материала, будь то кормовой материал, такой как трава, сено, солома, силос и тому подобное, или любого другого материала, будь то материал сельскохозяйственных отходов или, в действительности, материал промышленных отходов или любой другой материал.
Более того, предполагается, что упаковщик тюков может приспосабливаться для упаковывания тюков хлопка и других таких материалов.
Несмотря на то, что первые и вторые подталкивающие средства были описаны как обеспеченные парами первых и вторых гидроцилиндров, предполагается, в определенных случаях, что могут быть обеспечены одни первый и второй гидроцилиндры. В действительности, также следует понимать, что любые другие подходящие первые и вторые подталкивающие средства, помимо цилиндров, могут быть обеспечены. Например, линейные двигатели, независимо от того, являются ли они гидравлическими линейными двигателями или электрическими линейными двигателями, электромагниты или тому подобное могут быть обеспечены.
Несмотря на то, что опорная плоскость, образованная опорным кольцом, была описана как проходящая, по существу, вертикально и поперечно относительно комбинированного пресс-подборщика/упаковщика тюков, предполагается, что не является необходимым, что опорная плоскость, образованная опорным кольцом, должна продолжаться вертикально. Опорная плоскость, образованная опорным кольцом, может продолжаться под любым подходящим или требуемым углом относительно вертикальной плоскости. В действительности, в определенных случаях, предполагается, что опорная плоскость, образованная опорным кольцом, может продолжаться под углом вплоть до плюс или минут 30° относительно вертикальной плоскости, при этом плюс 30° указывает направленный вверх вперед наклон опорной рамы на 30° относительно вертикальной плоскости, и минус 30° указывает направленный вверх назад наклон опорной плоскости на 30° относительно вертикальной плоскости.
В действительности, в других случаях, предполагается, что опорное кольцо может продолжаться относительно горизонтали под углом вплоть до 30° относительно горизонтали. В случае чего, преимущество упаковщика тюков в соответствии с изобретением, в соответствии с которым второй тюковой поддерживающий валик выполнено с возможностью приведения в действие во множестве выбираемых состояний упаковывания тюка, обеспечивало бы возможность поддерживания тюков разных диаметров на первом и втором тюковых поддерживающих валиках с уровнем продольно продолжающейся центральной геометрической оси тюков, поддерживающемся на, по существу, постоянном уровне, или в пределах относительно узкого диапазона уровней, независимо от диаметра тюка. Это обеспечило бы возможность нанесения оберточной пленки на вращающийся тюк с продольно продолжающейся центровой линией оберточной пленки, по существу, совпадающей с продольно продолжающейся центральной геометрической осью тюка, независимо от диаметра тюка в разумных пределах, который является необходимым во время упаковывания цилиндрического тюка.
Также следует понимать, что, несмотря на то, что открытая выходная часть, образованная неподвижной частью пресс-подборщика, была описана как задающая плоскость, которая продолжается в направлении, по существу, вверх и вперед относительно нормального переднего направления перемещения комбинированного пресс-подборщика/упаковщика тюков, открытая выходная часть, образованная неподвижной частью пресс-подборщика, может наклоняться в направлении, по существу, вверх и назад относительно нормального переднего направления перемещения комбинированного пресс-подборщика/упаковщика тюков.
Несмотря на то, что подвижный один из первого и второго тюковых поддерживающих валиков, который выполнен с возможностью перемещения во множество выбираемых состояний упаковывания тюка, был описан как представляющий собой второй тюковой поддерживающий валик, в определенных случаях, предполагается, что подвижный один из первого и второго тюковых поддерживающих валиков, который был бы подвижным в выбираемые состояния упаковывания тюка, может представлять собой первый тюковой поддерживающий валик. В случае чего, предполагается, что первый тюковой поддерживающий валик устанавливался бы на передающий элемент, где упаковщик тюков обеспечен с передающим элементом, и первый тюковой поддерживающий валик устанавливался бы на передающий элемент таким образом, чтобы быть подвижным относительно передающего элемента для, в свою очередь, перемещения первого тюкового поддерживающего валика относительно второго тюкового поддерживающего валика в выбираемые одни из множества выбираемых состояний упаковывания тюка.
Несмотря на то, что упаковщик тюков был описан как представляющий собой двухосевой упаковщик тюков, в соответствии с чем выдающие оберточную пленку устройства обращаются вокруг вращающегося тюка вокруг второй оси упаковывания, которая продолжается, по существу, горизонтально, предполагается, что упаковщик тюков может быть типа, в котором одно или более выдающих оберточную пленку устройств вращаются вокруг вертикально продолжающейся второй оси упаковывания, когда тюк вращается вокруг первой оси упаковывания, совпадающей с продольно продолжающейся центральной геометрической осью тюка, которая продолжалась бы горизонтально.
Несмотря на то, что упаковщик тюков был описан для упаковывания цилиндрического тюка, предполагается, что упаковщик тюков может быть приспособлен для упаковывания параллелепипедного тюка, и, в случае чего, когда обеспечен в комбинированном пресс-подборщике/упаковщике тюков, пресс-подборщик представлял бы собой пресс-подборщик типа для изготовления параллелепипедного тюка.
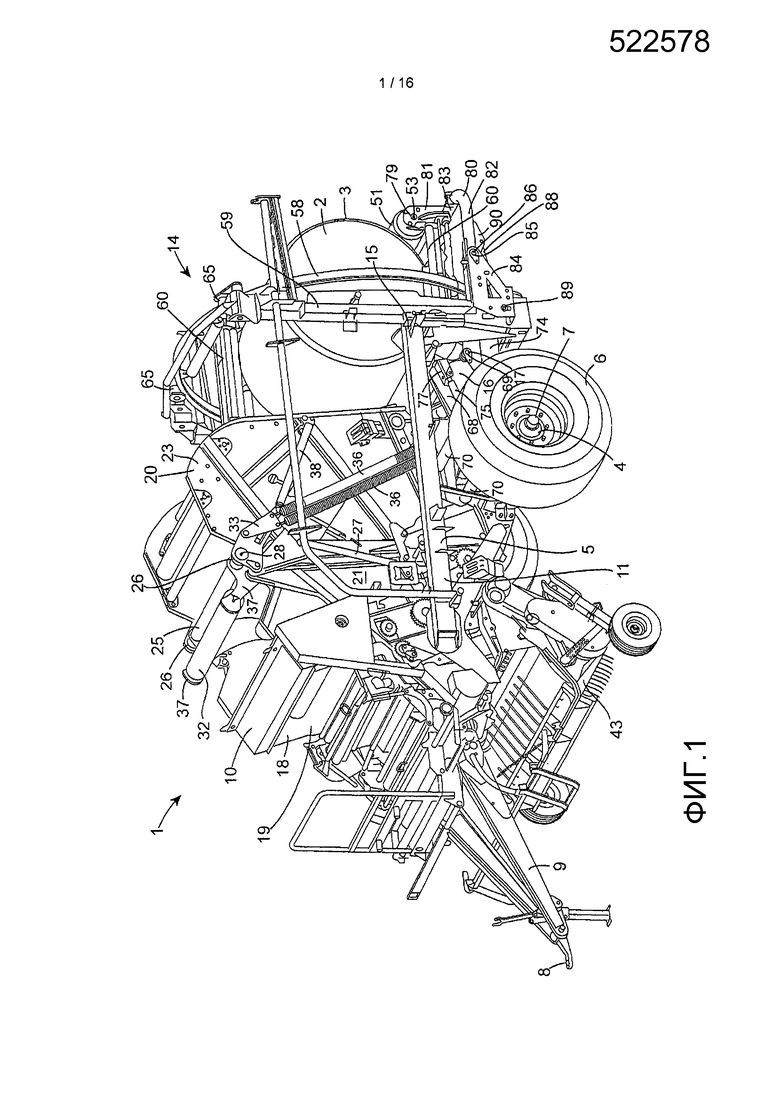
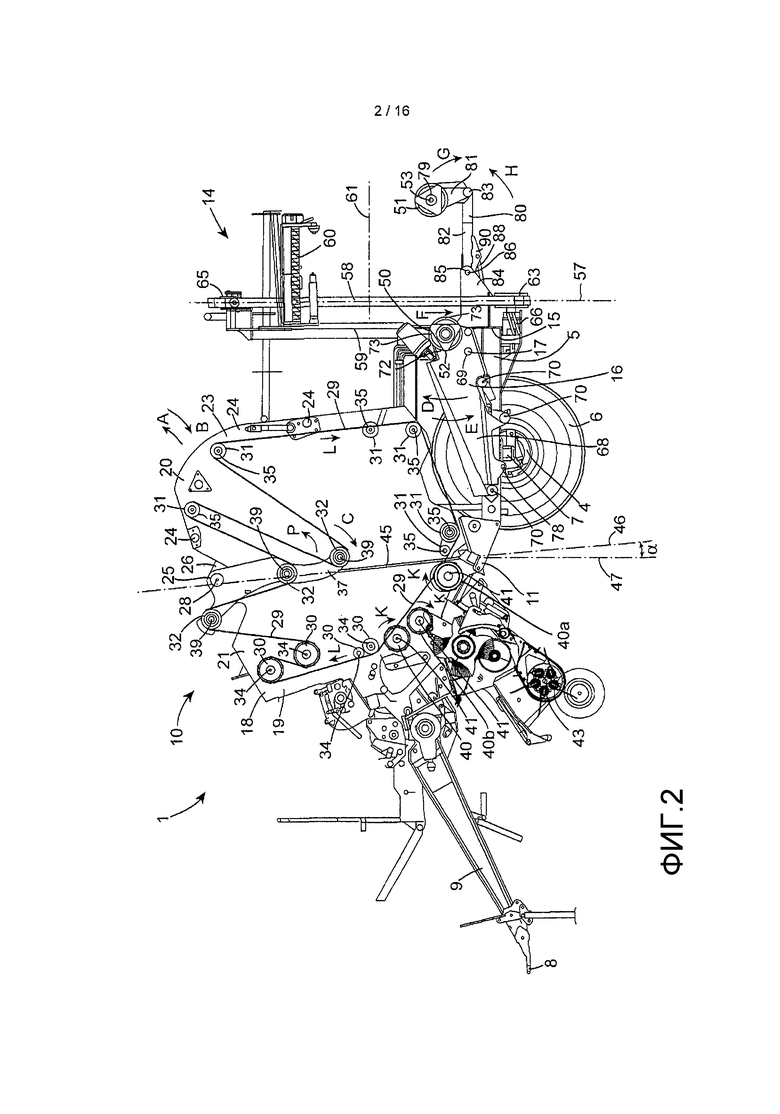
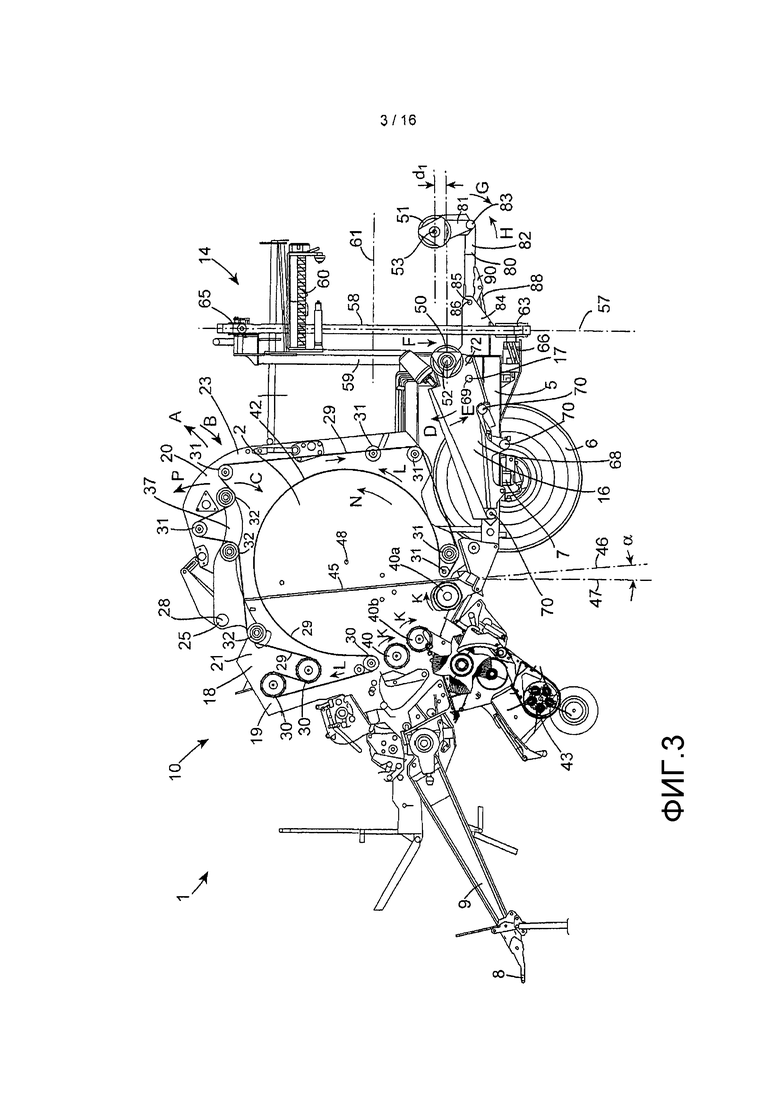
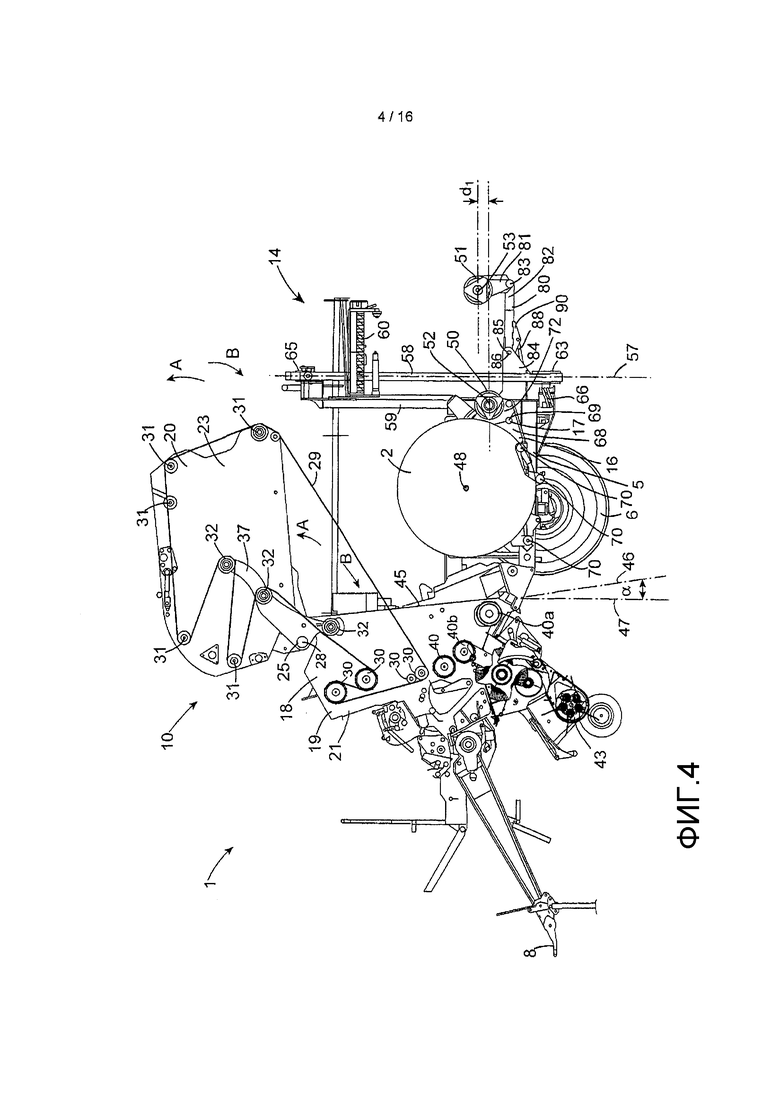
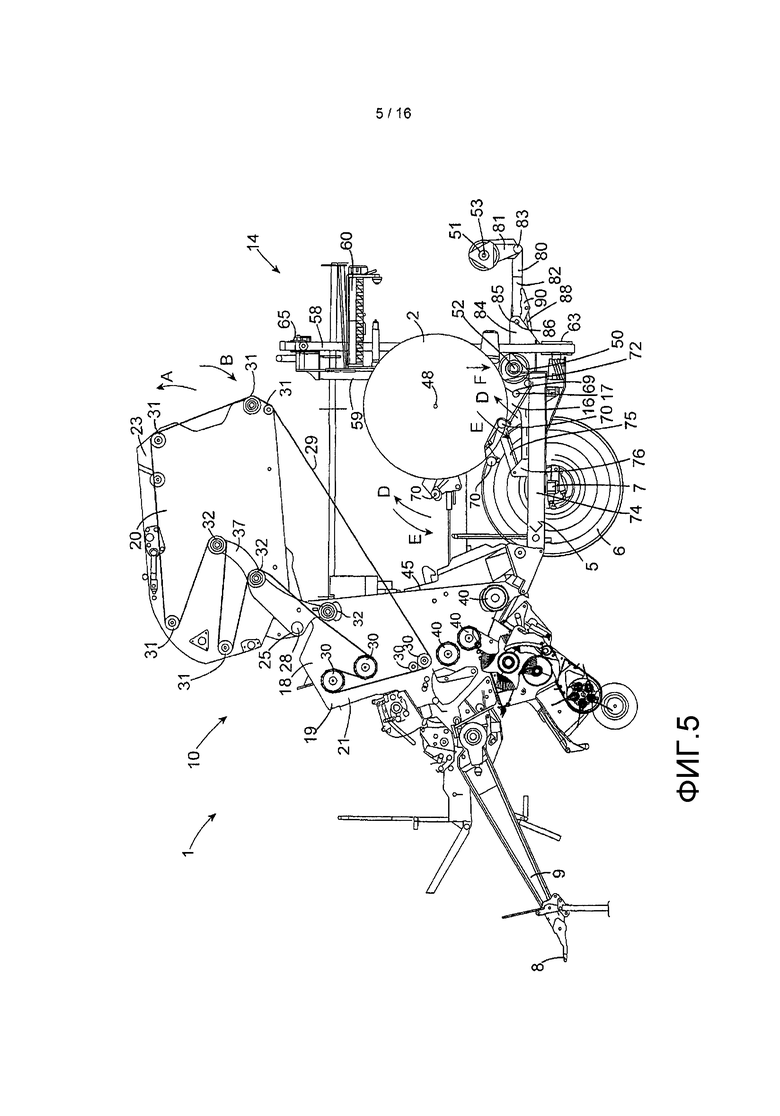
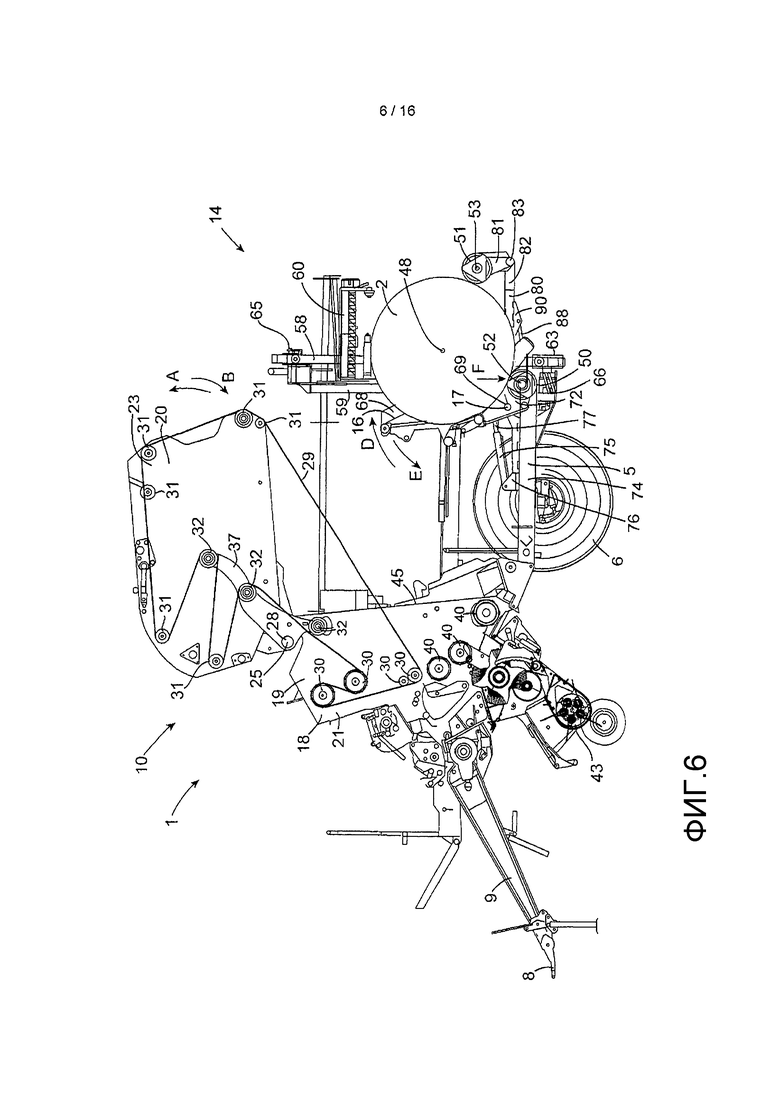
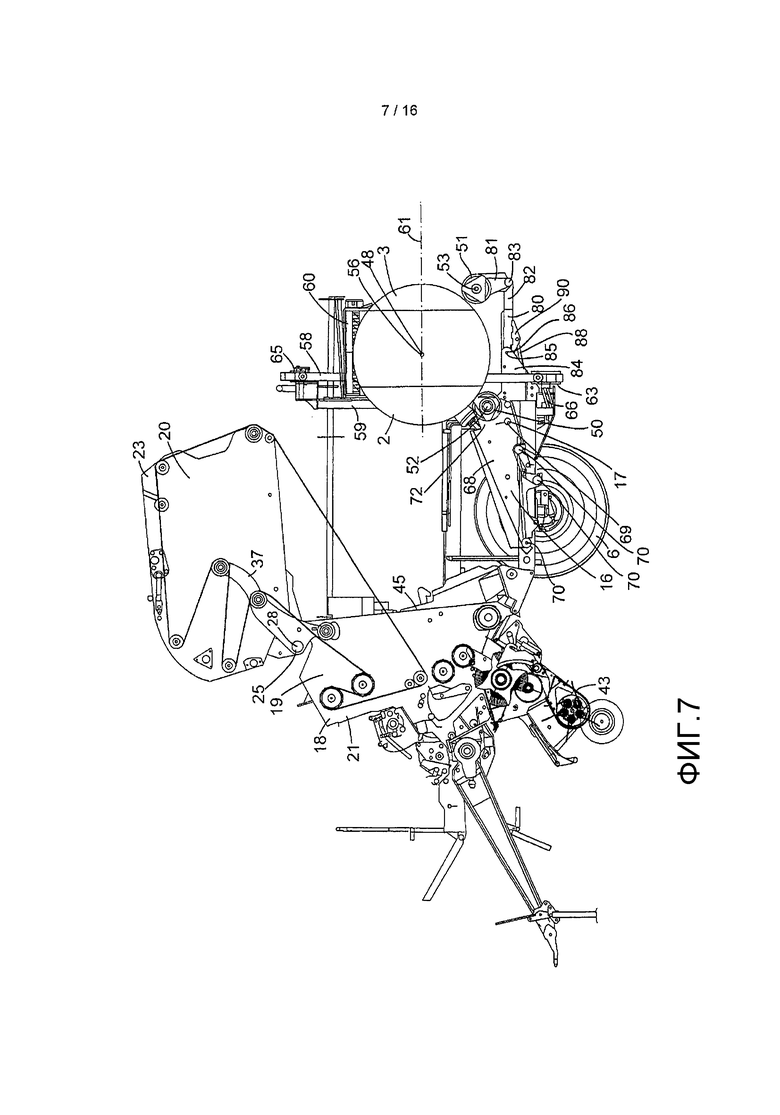
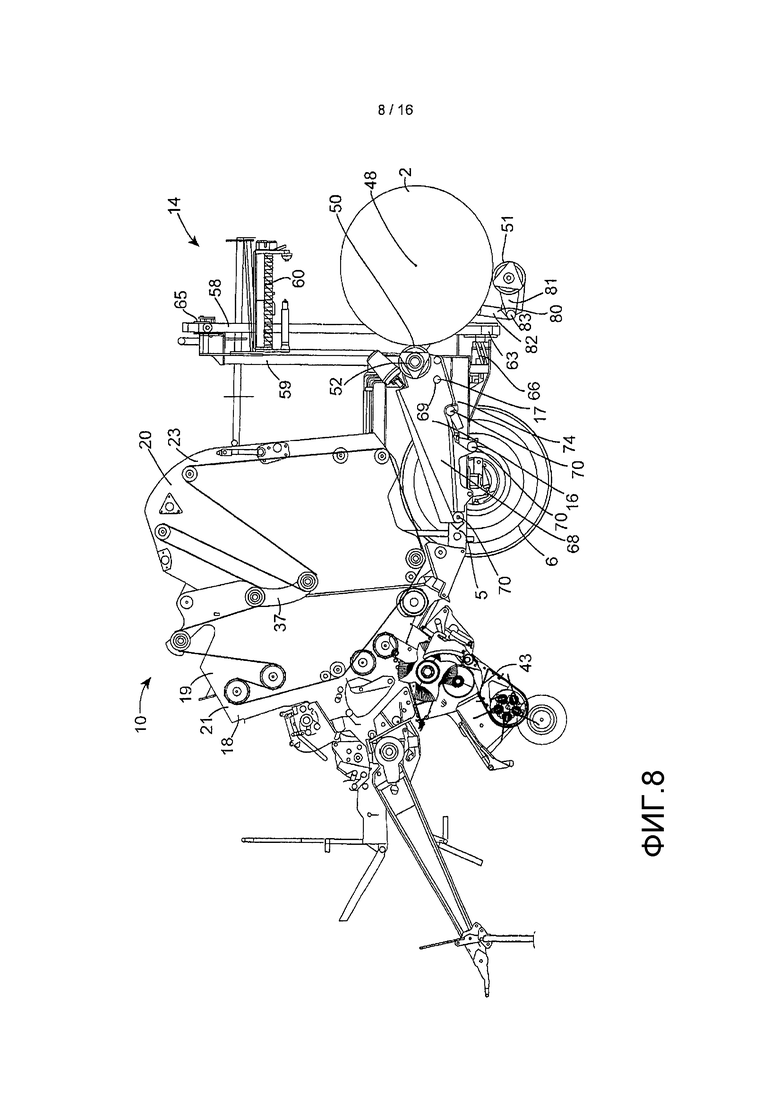
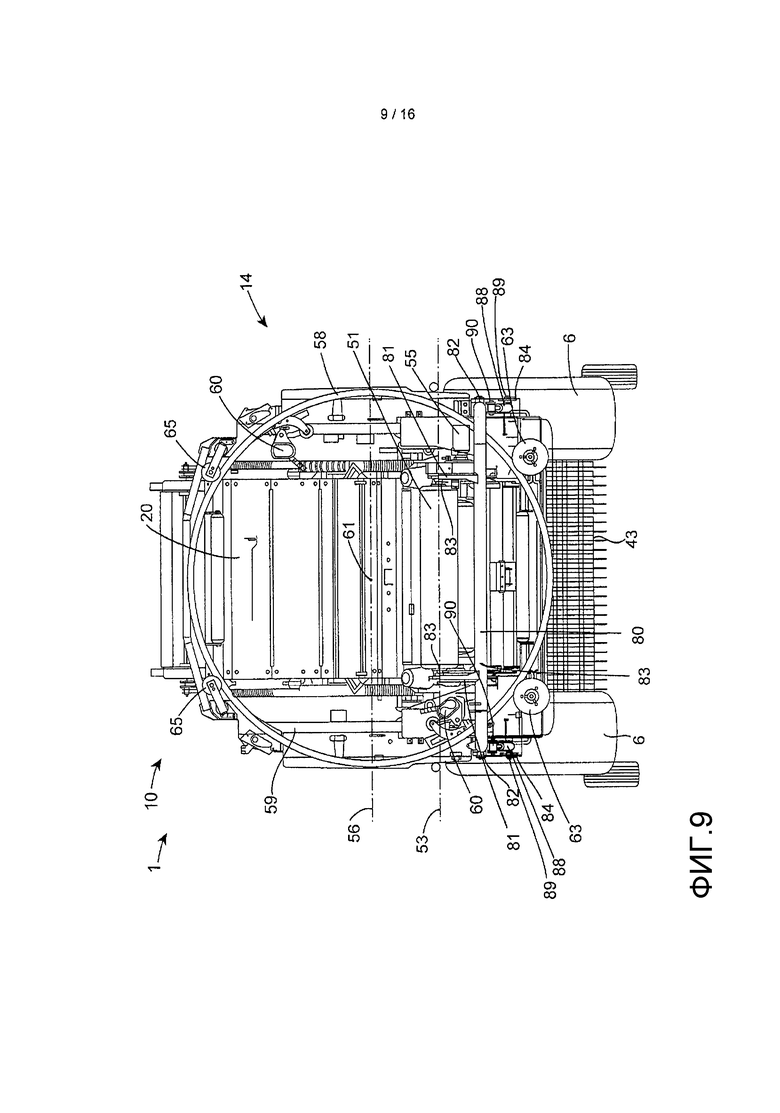
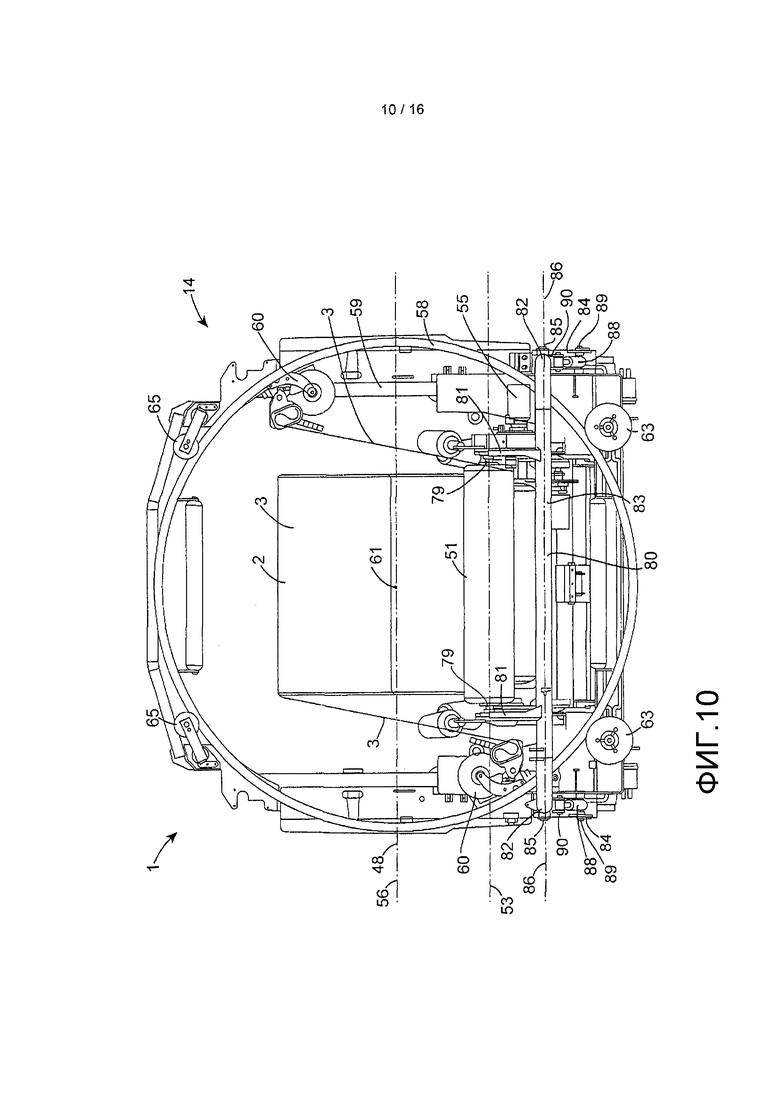
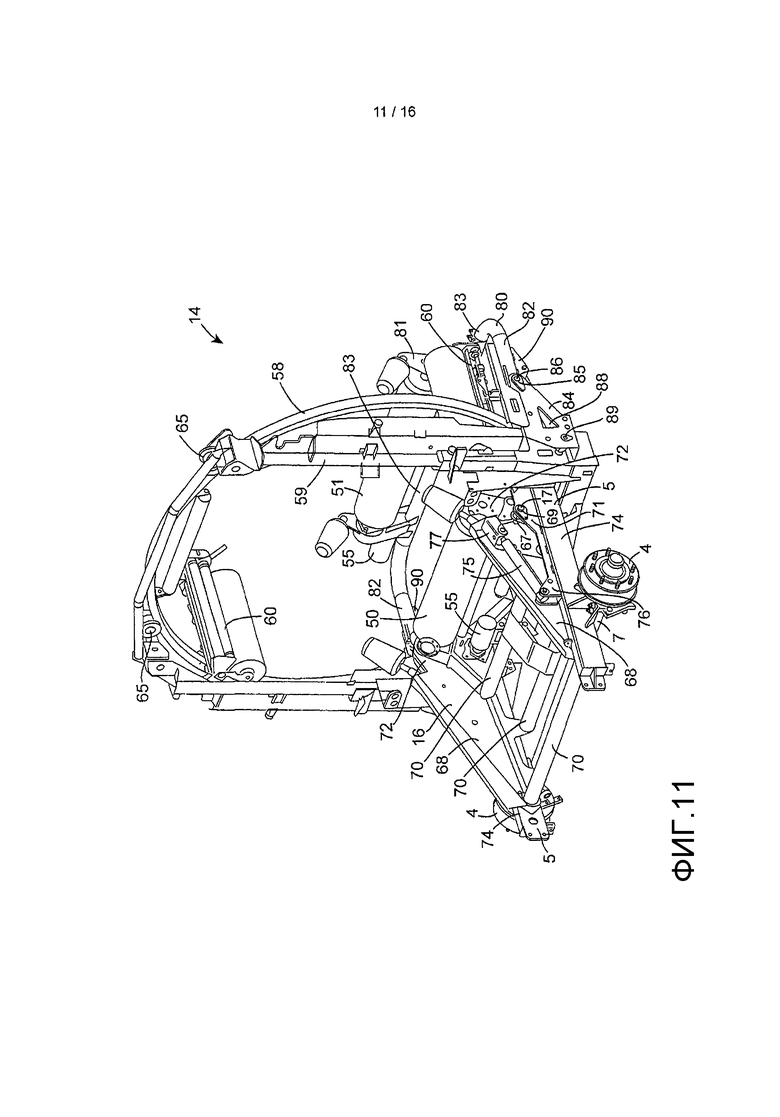
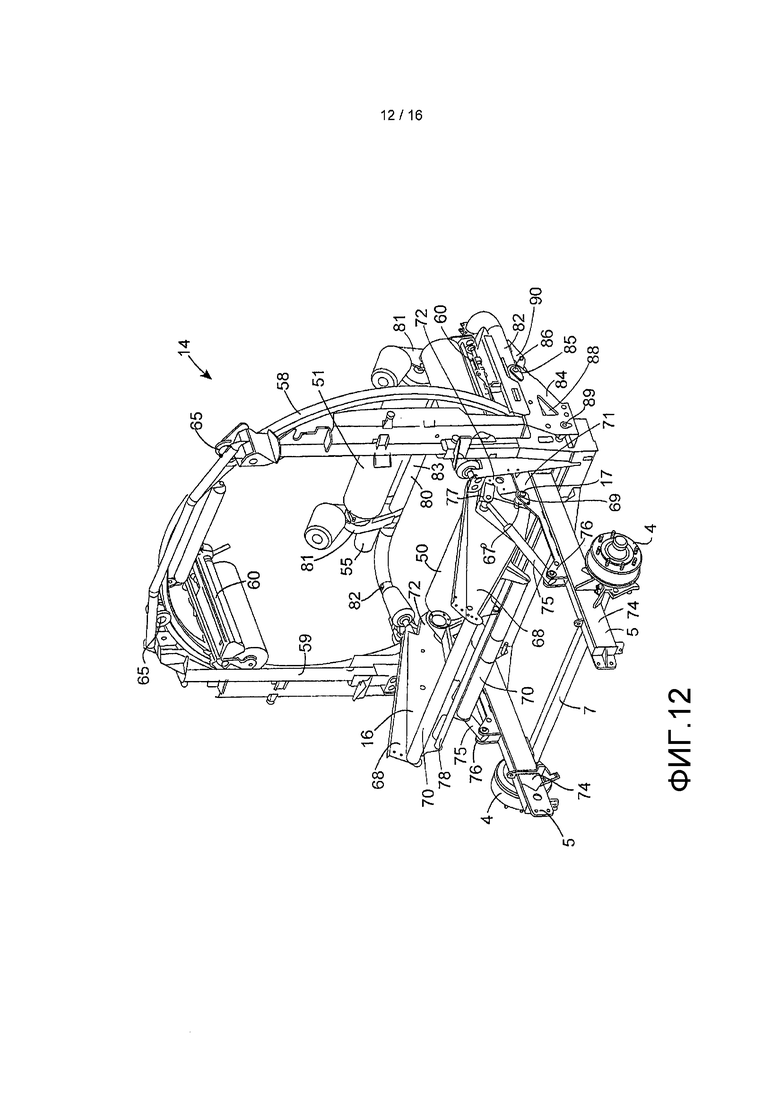
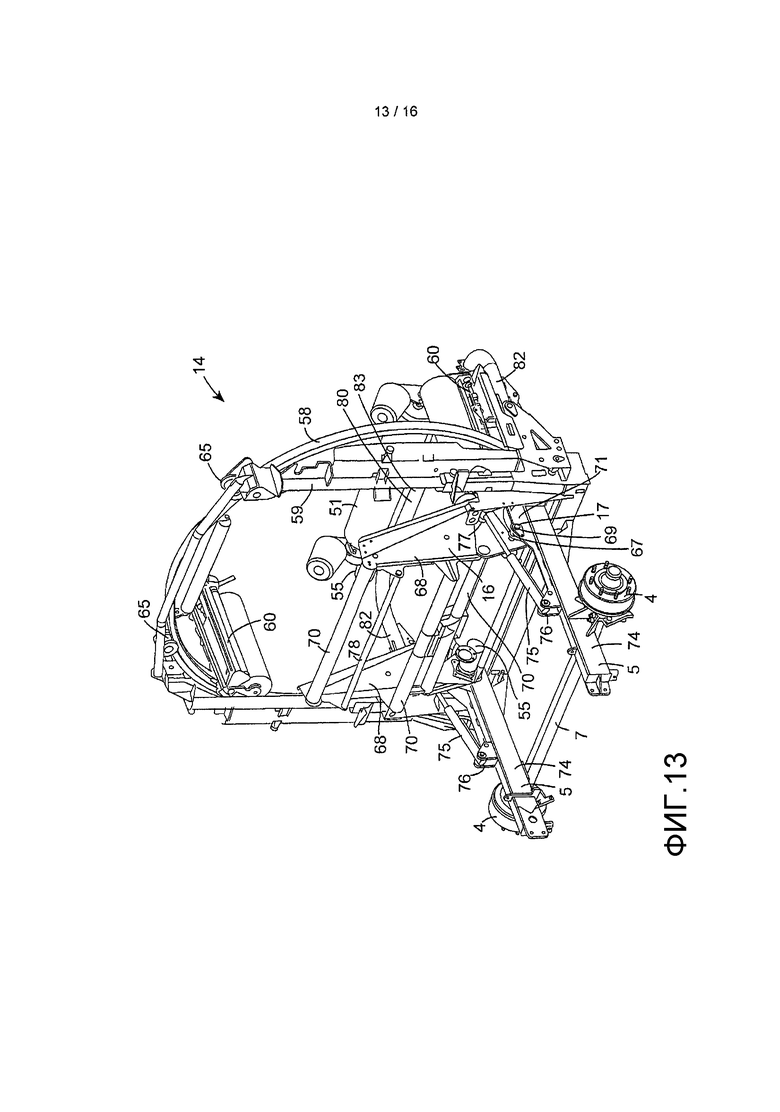
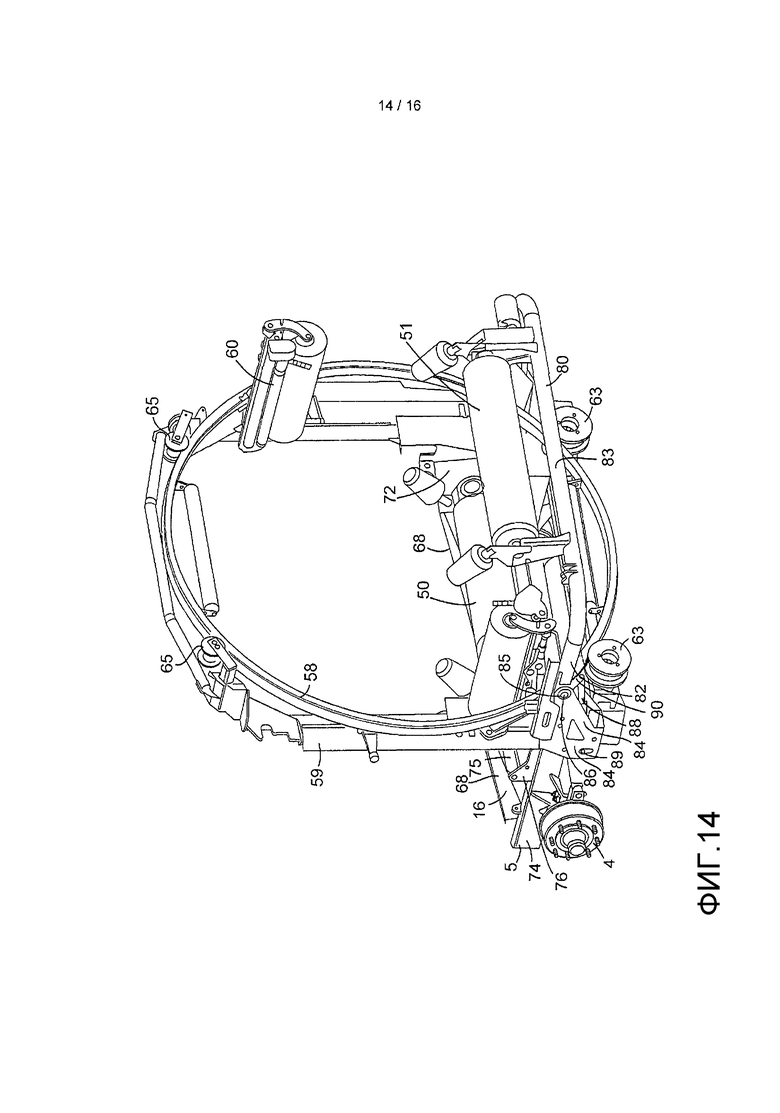
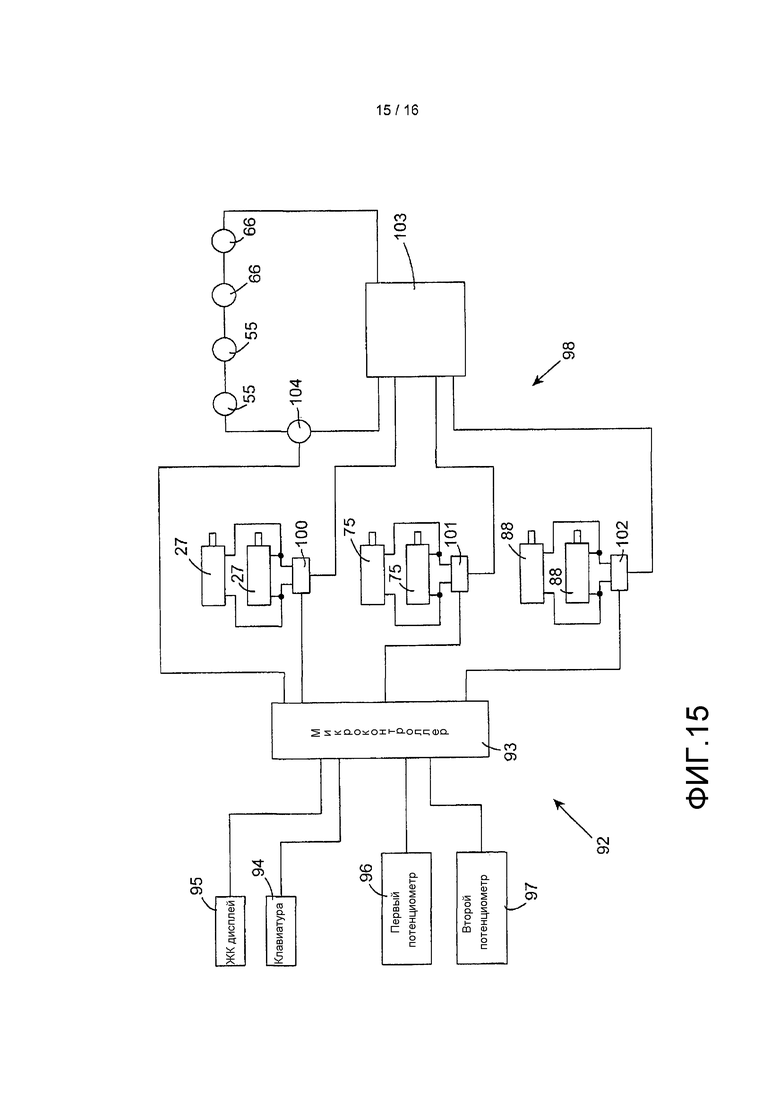
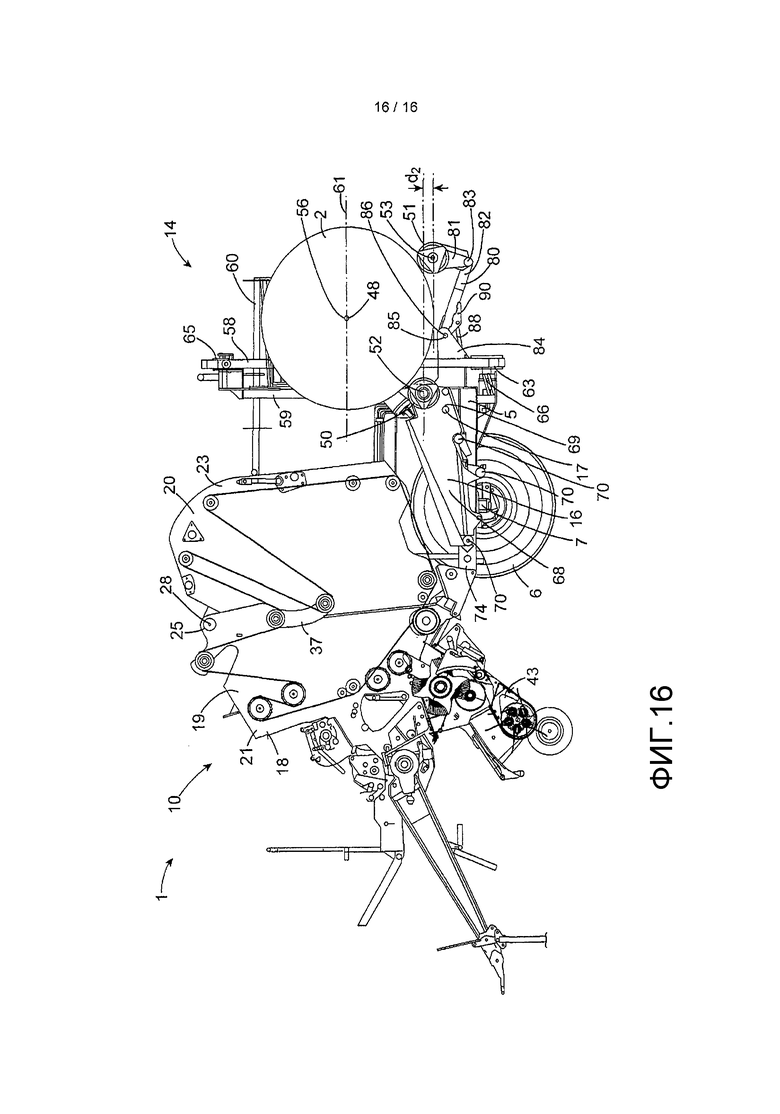
Группа изобретений относится к сельскохозяйственному машиностроению. Комбинированный пресс-подборщик/упаковщик тюков включает установленные на шасси пресс-подборщик и упаковщик тюков, расположенный сзади пресс-подборщика. Упаковщик тюков содержит пару из первого и второго тюковых поддерживающих валиков для поддерживания и вращения тюка вокруг первой оси упаковывания. Пара выдающих оберточную пленку устройств поддерживается на опорном кольце, которое вращается вокруг второй оси упаковывания. Оберточная пленка подается на тюк, который вращается первым и вторым тюковыми поддерживающими валиками. Первый тюковой поддерживающий валик поддерживается на передающем элементе, поворачивающемся вокруг передающей поворотной оси из первого состояния во второе состояние для передачи тюка на упаковщик тюков. Первый тюковой поддерживающий валик подталкивается в направлении вниз для увеличения до максимума свободного доступного тюку пространства, когда тюк передается передающим элементом на упаковщик тюков. Группа изобретений обеспечивает эффективную обертку тюков. 2 н. и 23 з.п. ф-лы, 16 ил.
1. Упаковщик тюков для упаковывания тюка материала, при этом упаковщик тюков содержит шасси, установленные с возможностью вращения, по существу, параллельные, разнесенные первый и второй тюковые поддерживающие валики, выполненные с возможностью поддерживания тюка в состоянии упаковывания тюка и вращения тюка вокруг первой оси упаковывания во время упаковывания тюка, передающее средство для передачи тюка на упаковщик тюков, при этом передающее средство выполнено с возможностью поворота вокруг передающей поворотной оси из первого состояния для приема тюка на нем во второе состояние для передачи тюка на упаковщик тюков, отличающийся тем, что первый тюковой поддерживающий валик установлен с возможностью вращения на передающем средстве вокруг первой оси вращения, параллельной и разнесенной от передающей поворотной оси, и выполнен с возможностью перемещения относительно и независимо от второго тюкового поддерживающего валика, по существу, в направлении вниз из состояния упаковывания тюка, когда передающее средство повернуто вокруг передающей поворотной оси из первого состояния во второе состояние, для уменьшения до минимума свободного пространства, требуемого тюком, когда тюк передается передающим средством на упаковщик тюков.
2. Упаковщик тюков по п. 1, отличающийся тем, что передающее средство содержит принимающее средство для приема тюка, подлежащего передаче на упаковщик тюков, при этом принимающее средство расположено на одной стороне передающей поворотной оси, а первый тюковой поддерживающий валик расположен на другой стороне передающей поворотной оси,таким образом, что когда передающее средство поворачивается из первого состояния во второе состояние, принимающее средство подталкивается, по существу, в направлении вверх, и первый тюковой поддерживающий валик подталкивается, по существу, в направлении вниз из состояния упаковывания тюка.
3. Упаковщик тюков по п. 2, отличающийся тем, что принимающее средство выполнено относительно первого тюкового поддерживающего валика таким образом, что, когда передающее средство поворачивается из первого состояния во второе состояние, тюк смещается на первый тюковой поддерживающий валик.
4. Упаковщик тюков по п. 1, отличающийся тем, что второй тюковой поддерживающий валик является вращаемым вокруг второй оси вращения, продолжающейся параллельно и разнесенной от первой оси вращения, образованной первым тюковым поддерживающим валиком, при этом вторая ось вращения, образованная вторым тюковым поддерживающим валиком, и передающая поворотная ось расположены на соответствующих противоположных сторонах первой оси вращения, образованной первым тюковым поддерживающим валиком.
5. Упаковщик тюков по п. 4, отличающийся тем, что передающая поворотная ось расположена на уровне ниже плоскости, содержащей первую и вторую оси вращения, заданные первым и вторым тюковыми поддерживающими валиками, когда первый тюковой поддерживающий валик находится в состоянии упаковывания тюка.
6. Упаковщик тюков по п. 4, отличающийся тем, что первый тюковой поддерживающий валик выполнен на передающем средстве таким образом, что когда передающее средство находится во втором состоянии, первый тюковой поддерживающий валик находится в максимально смещенном вниз состоянии на его максимальном промежутке ниже горизонтальной плоскости, содержащей вторую ось вращения, образованную вторым тюковым поддерживающим валиком.
7. Упаковщик тюков по п. 1, отличающийся тем, что первое подталкивающее средство предусмотрено для подталкивания передающего средства между первым и вторым состояниями.
8. Упаковщик тюков по п. 1, отличающийся тем, что опорное средство предусмотрено для поддерживания и направления, по меньшей мере, одного выдающего оберточный материал устройства по траектории перемещения вокруг второй оси упаковывания для выдачи оберточного материала на тюк, когда тюк вращается на первом и втором тюковых поддерживающих валиках вокруг первой оси упаковывания, при этом вторая ось упаковывания продолжается относительно первой оси упаковывания под углом больше чем ноль.
9. Упаковщик тюков по п. 8, отличающийся тем, что опорное средство образует опорную плоскость, содержащую траекторию перемещения, по которой, по меньшей мере, одно выдающее оберточный материал устройство направляется опорным средством вокруг второй оси упаковывания, при этом вторая ось упаковывания продолжается, по существу, перпендикулярно относительно опорной плоскости.
10. Упаковщик тюков по п. 1, отличающийся тем, что один из первого тюкового поддерживающего валика и второго тюкового поддерживающего валика выполнен с возможностью перемещения относительно другого одного из первого тюкового поддерживающего валика и второго тюкового поддерживающего валика в выбираемые одни из множества состояний, упаковывания тюка, взаимодействуя с другим одним из первого и второго тюковых поддерживающих валиков для поддерживания тюков на них разных диаметров для уменьшения до минимума свободного пространства, требуемого тюком, поддерживаемым на первом и втором тюковых поддерживающих валиках.
11. Упаковщик тюков по п. 10, отличающийся тем, что второй тюковой поддерживающий валик выполнен с возможностью перемещения относительно первого тюкового поддерживающего валика в выбираемые одни из состояний упаковывания тюка.
12. Упаковщик тюков по п. 1, отличающийся тем, что выполнен с возможностью упаковывания цилиндрического тюка с продольно продолжающейся центральной геометрической осью тюка, по существу, совпадающей с первой осью упаковывания.
13. Комбинированный пресс-подборщик/упаковщик тюков, содержащий пресс-подборщик, установленный на шасси, и упаковщик тюков по любому из пп. 1-12, установленный на шасси, при этом упаковщик тюков расположен относительно пресс-подборщика таким образом, что передающее средство располагается относительно пресс-подборщика для приема тюка из пресс-подборщика для передачи на упаковщик тюков.
14. Комбинированный пресс-подборщик/упаковщик тюков по п. 13, отличающийся тем, что пресс-подборщик выполнен с возможностью изготовления цилиндрического тюка, образующего продольно продолжающуюся центральную геометрическую ось, и пресс-подборщик расположен на шасси для выпуска тюка с продольно продолжающейся центральной геометрической осью тюка, продолжающейся, по существу, параллельно первому и второму тюковым поддерживающим валикам упаковщика тюков.
15. Комбинированный пресс-подборщик/упаковщик тюков по п. 13, отличающийся тем, что упаковщик тюков расположен относительно пресс-подборщика таким образом, что сформированный тюк выпускается из пресс-подборщика на передающее средство, когда передающее средство находится в первом состоянии.
16. Комбинированный пресс-подборщик/упаковщик тюков по п. 13, отличающийся тем, что пресс-подборщик содержит дверь, которая является приводимой в действие между закрытым состоянием и открытым состоянием для обеспечения выпуска тюка из пресс-подборщика.
17. Комбинированный пресс-подборщик/упаковщик тюков по п. 16, отличающийся тем, что пресс-подборщик содержит неподвижную часть, установленную на шасси, и дверь соединена с возможностью поворота с неподвижной частью вокруг дверной поворотной оси, при этом неподвижная часть образует открытую выходную часть, через которую сформированный тюк выпускается из пресс-подборщика, и дверь, когда в закрытом состоянии, закрывает открытую выходную часть.
18. Комбинированный пресс-подборщик/упаковщик тюков по п. 17, отличающийся тем, что дверь располагается сзади неподвижной части пресс-подборщика относительно нормального переднего направления перемещения комбинированного пресс-подборщика/упаковщика тюков и открытая выходная часть пресс-подборщика обращена, по существу, в направлении назад относительно нормального переднего направления перемещения комбинированного пресс-подборщика/упаковщика тюков.
19. Комбинированный пресс-подборщик/упаковщик тюков по п. 17, отличающийся тем, что открытая выходная часть пресс-подборщика образует плоскость, которая продолжается поперечно относительно нормального переднего направления перемещения комбинированного пресс-подборщика/упаковщика тюков и по одному из, по существу, направления вверх, по существу, наклоненного вверх направления, наклоняющегося вверх относительно поперечно продолжающейся вертикальной плоскости, по существу, в переднем направлении относительно нормального переднего направления перемещения комбинированного пресс-подборщика/упаковщика тюков, и, по существу, наклоненного вверх направления, наклоняющегося вверх относительно поперечно продолжающейся вертикальной плоскости, по существу, в заднем направлении относительно нормального направления перемещения вперед комбинированного пресс-подборщика/упаковщика тюков.
20. Упаковщик тюков по п. 19, отличающийся тем, что плоскость, образованная открытой выходной частью, продолжается, по существу, в наклоненном вверх направлении к одному из переднего и заднего направлений под углом не больше 30° относительно поперечно продолжающейся вертикальной плоскости.
21. Комбинированный пресс-подборщик/упаковщик тюков по п. 16, отличающийся тем, что пресс-подборщик установлен на шасси таким образом, что когда дверь пресс-подборщика подталкивается из закрытого состояния в открытое состояние, сформированный тюк выпускается из пресс-подборщика на передающее средство упаковщика тюков.
22. Комбинированный пресс-подборщик/упаковщик тюков по п. 13, отличающийся тем, что управляющее средство предусмотрено для управления работой пресс-подборщика и упаковщика тюков и средство ввода обеспечено сообщающимся с управляющим средством для содействия вводу в управляющее средство входного сигнала, указывающего выбранный диаметр, до которого тюк подлежит формированию пресс-подборщиком.
23. Комбинированный пресс-подборщик/упаковщик тюков по п. 22, отличающийся тем, что управляющее средство реагирует на входной сигнал, указывающий выбранный диаметр, до которого тюк подлежит формированию, для управления вторым подталкивающим средством упаковщика тюков для подталкивания подвижного одного из первого и второго тюковых поддерживающих валиков относительно другого одного из первого и второго тюковых поддерживающих валиков в одно из множества выбираемых состояний упаковывания тюка, соответствующее выбранному диаметру, до которого тюк подлежит формированию.
24. Комбинированный пресс-подборщик/упаковщик тюков по п. 22, отличающийся тем, что управляющее средство реагирует на входной сигнал, указывающий выбранный диаметр, до которого тюк подлежит формированию, для управления пресс-подборщиком для изготовления тюка выбранного диаметра.
25. Комбинированный пресс-подборщик/упаковщик тюков по п. 13, отличающийся тем, что пресс-подборщик содержит ременной пресс-подборщик.
| Изложница с суживающимся книзу сечением и с вертикально перемещающимся днищем | 1924 |
|
SU2012A1 |
| Прибор для закручивания концов проволоки на кипах | 1926 |
|
SU6823A1 |
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ СЫПУЧЕЙ МАССЫ (ВАРИАНТЫ) | 1995 |
|
RU2146437C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ КРУГЛЫХ ТЮКОВ СОЛОМЫ ИЛИ ПОДОБНОГО МАТЕРИАЛА С ПЛЕНОЧНЫМ ЗАЩИТНЫМ ПОКРЫТИЕМ | 1996 |
|
RU2167510C2 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |

