ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
Область техники
Примеры осуществления настоящего изобретения относятся к заготовкам линз для жидких линз и способам изготовления жидких линз.
Известный уровень техники
Основные жидкие линзы были известны уже с 1958 г., как описано в патенте США №2,836,101, полученный Swart, полностью введенного здесь ссылкой. Более поздние примеры могут быть найдены в ((Dynamically Reconfigurable Fluid Core Fluid Cladding Lens in a Microfluidic Channel» («Динамически реконфигурируемые плакированные жидкие линзы с жидким ядром в микроструйном канале»), Tang at al., Lab Chip, т. 8; стр. 395 и в публикации ВОИС WO 2008/063442, каждый из которых полностью введен здесь ссылкой. Эти приложения жидких линз ориентированы на фотонику, технологию цифровых телефонов и камер и микроэлектронику.
Жидкие линзы также были предложены для офтальмологических применений (см., например, патент США №7,085,065 у Silver, полностью введенного здесь ссылкой). Настройка оптической силы в жидких линзах была проведена инжекцией дополнительной жидкости внутрь полости линзы электросмачиванием, использованием ультразвукового импульса и использованием сил набухания в структурированном полимере при введении в него такого агента набухания, как вода.
Краткое изложение сущности изобретения
В некоторых примерах осуществления заготовка линзы для жидкой линзы включает жесткую линзу и полугибкую надувную оболочку, прикрепленную к жесткой линзе. Заготовка линзы разделена на первую зону полости и вторую присоединенную зону. Зона полости вытягивается в радиальном направлении от центральной части заготовки линзы и полость образуется между мембраной и жесткой линзой внутри зоны. Присоединенная зона вытягивается в радиальном направлении наружу от зоны полости и мембрана присоединяется и гибко герметично скрепляется с жесткой линзой по всей присоединенной зоне. Присоединенная зона имеет такие размеры, чтобы быть обрезанной для соответствия различным формам и размерам оправы.
В некоторых примерах осуществления способ изготовления жидких линз в сборе включает присоединение части мембраны к жесткой линзе таким образом, чтобы присоединенная зона мембраны была гибко герметично скреплена с жесткой линзой. Присоединенная зона имеет такой размер, что заготовка может быть обрезана таким образом, чтобы выполнить обрезанную линзу, имеющую присоединенную петлевую область, по ширине и высоте соответствующую любым размерам линз для очков. Способ дополнительно включает подравнивание заготовки линзы, чтобы образовать обрезанную линзу, имеющую присоединенную петлевую область, по ширине и высоте соответствующую любым размерам линз для очков.
В некоторых примерах осуществления могут быть использованы дизайны свободных конструкций под размеры и формы обычных линз для очков. В некоторых случаях такие свободные конструкции позволяют использовать сниженное число единиц учета запасов (артикулов) компонентов для жидких линз. Например, в некоторых примерах осуществления единичный артикул для каждого компонента может быть использован для линз как для левого, так и для правого глаза.
В некоторых примерах осуществления матрица жидких линз включает множество жидких линз, каждые из которых имеют жесткую линзу и полугибкую надувную мембрану, прикрепленную к жесткой линзе. Жидкая линза разделена по меньшей мере на две зоны: первую зону, включающую зону полости, проходящей в радиальном направлении снаружи от центральной части жидкой линзы, образуя полость между мембраной и жесткой линзой в зоне полости, и вторую присоединенную зону, растянутую радиально наружу от зоны полости. Мембрана присоединена и гибко герметично скреплена с жесткой линзой по всей присоединенной зоне. Одна или более из множества заготовок линз гибко соединена с одной или несколькими другими жидкими линзами внутри матрицы.
Некоторые примеры осуществления, особенности и преимущества данного изобретения, а также структура и действие различных примеров осуществления данного изобретения подробно описываются далее со ссылкой на прилагаемые чертежи.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Прилагаемые чертежи, которые здесь приведены и являются частью описания, иллюстрируют примеры осуществления настоящего изобретения и вместе с описанием дополнительно служат для объяснения принципов примеров осуществления изобретения и дают возможность специалисту в данной области осуществить и использовать данное изобретение.
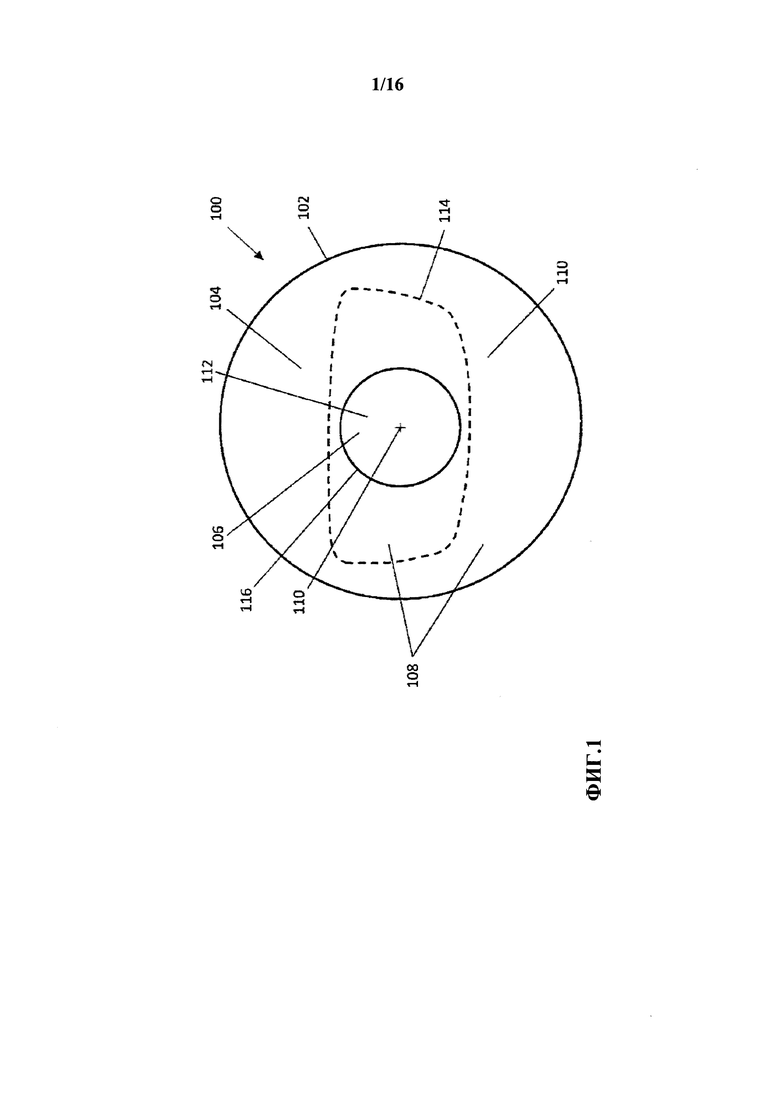
Фиг. 1 иллюстрирует вид спереди примера осуществления заготовки для линзы.
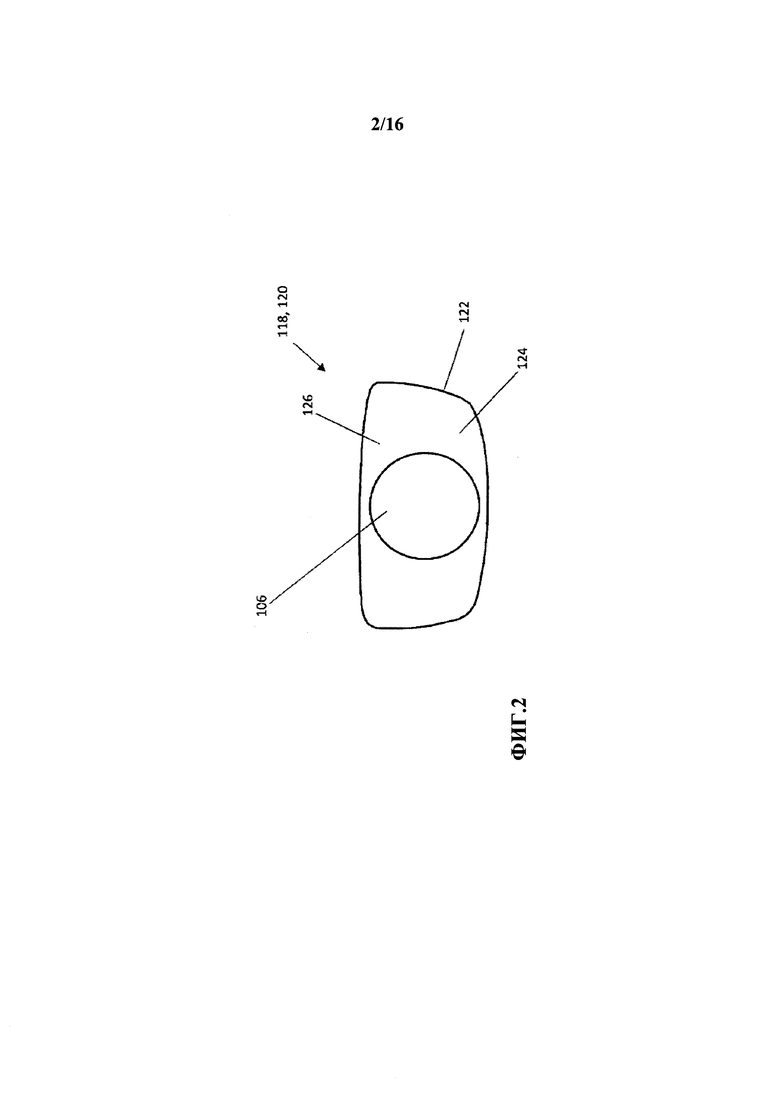
Фиг. 2 иллюстрирует вид спереди примера осуществления линзы для очков.
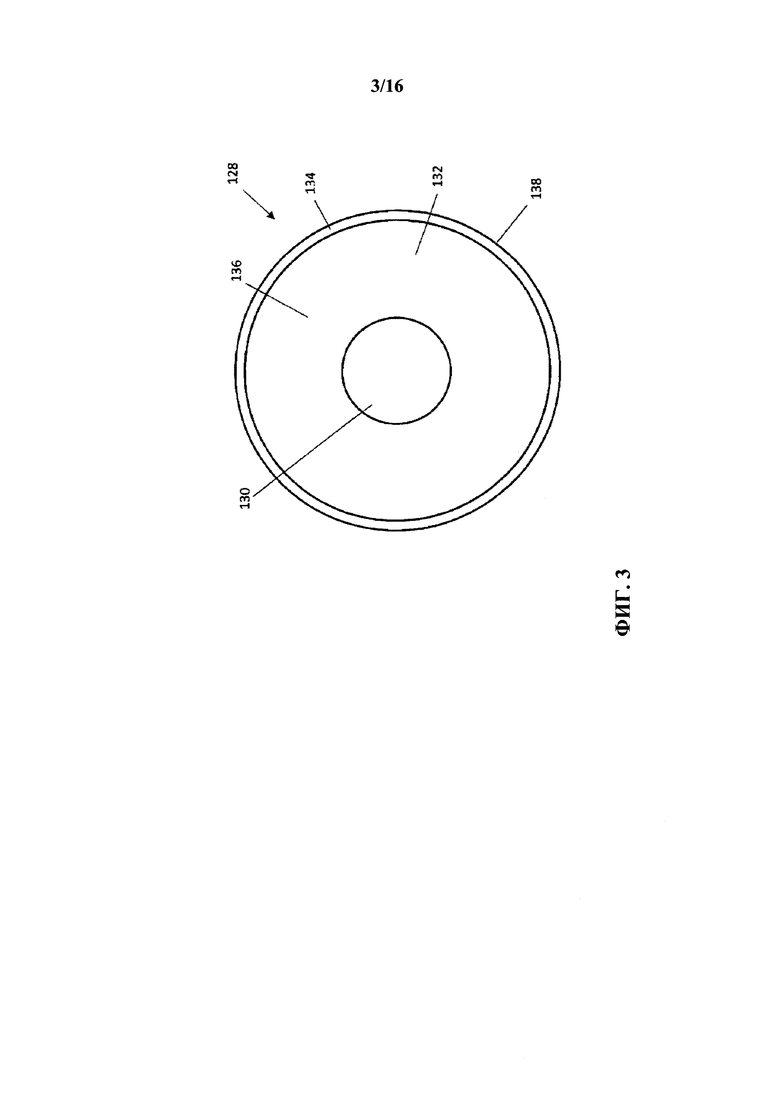
Фиг. 3 иллюстрирует вид спереди примера осуществления заготовки для линзы.
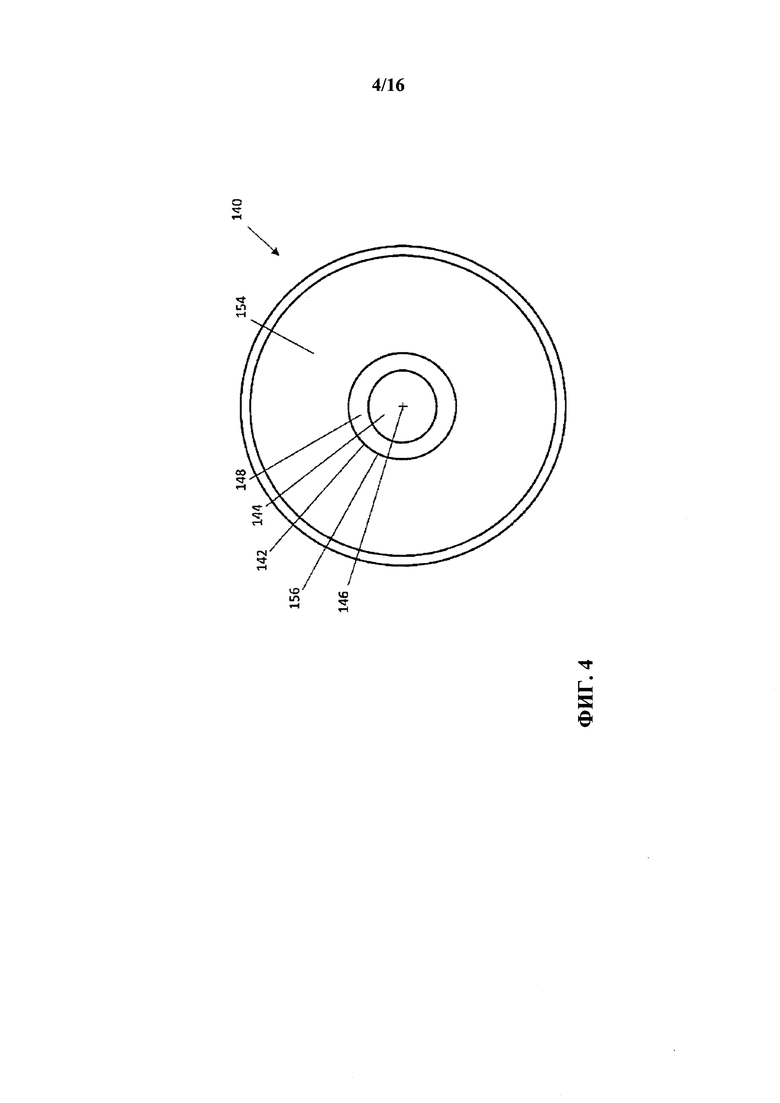
Фиг. 4 иллюстрирует вид спереди примера осуществления заготовки для линзы.
Фиг. 5 иллюстрирует вид в поперечном сечении примера осуществления части заготовки для линзы.
Фиг. 6 иллюстрирует вид спереди примера осуществления заготовки для линзы.
Фиг. 7 иллюстрирует вид спереди примера осуществления заготовки для линзы.
Фиг. 8 иллюстрирует вид спереди примера осуществления заготовки для линзы.
Фиг. 9 иллюстрирует вид спереди примера осуществления заготовки для линзы.
Фиг. 10 показывает технологичную схему примера осуществления способа изготовления жидкой линзы в сборе.
Фиг. 11 показывает технологичную схему примера осуществления способа изготовления жидкой линзы в сборе.
Фиг. 12 показывает технологичную схему примера осуществления способа изготовления жидкой линзы в сборке.
Фиг. 13 иллюстрирует вид спереди линзы для очков по Фиг. 2 с добавленными надписями размеров.
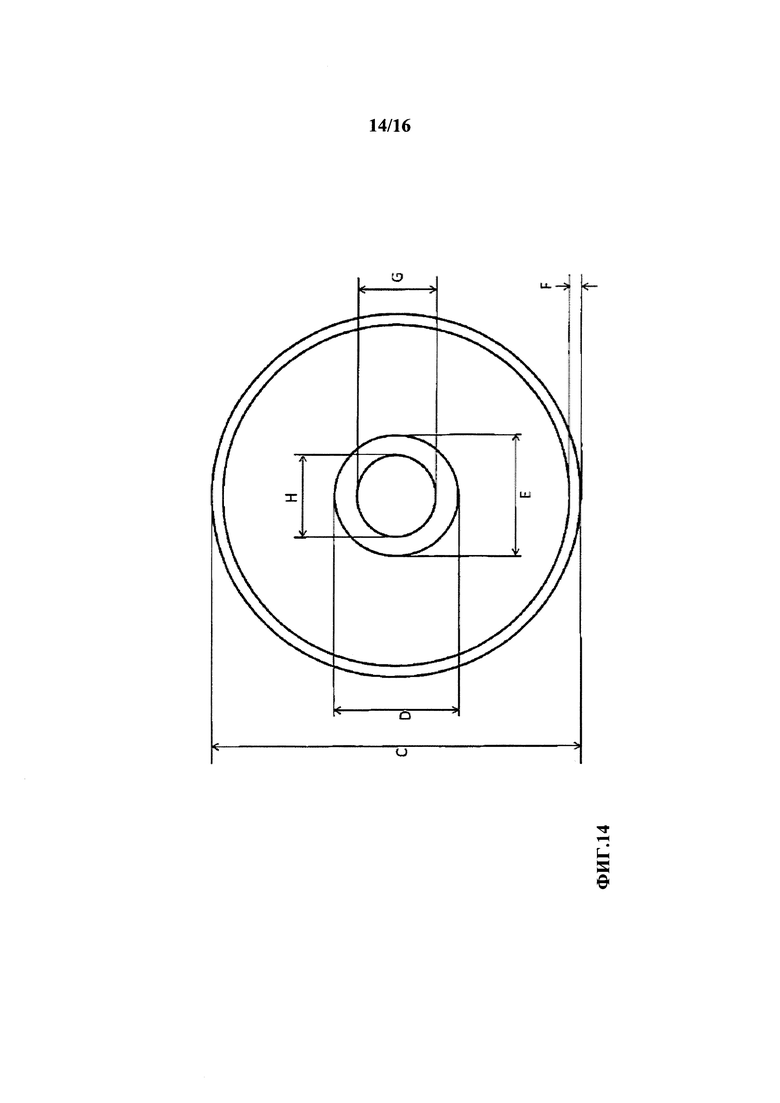
Фиг. 14 иллюстрирует вид спереди заготовки для линзы по Фиг. 4 с добавленными надписями размеров.
Фиг. 15 иллюстрирует вид спереди примера осуществления матрицы заготовок для линзы.
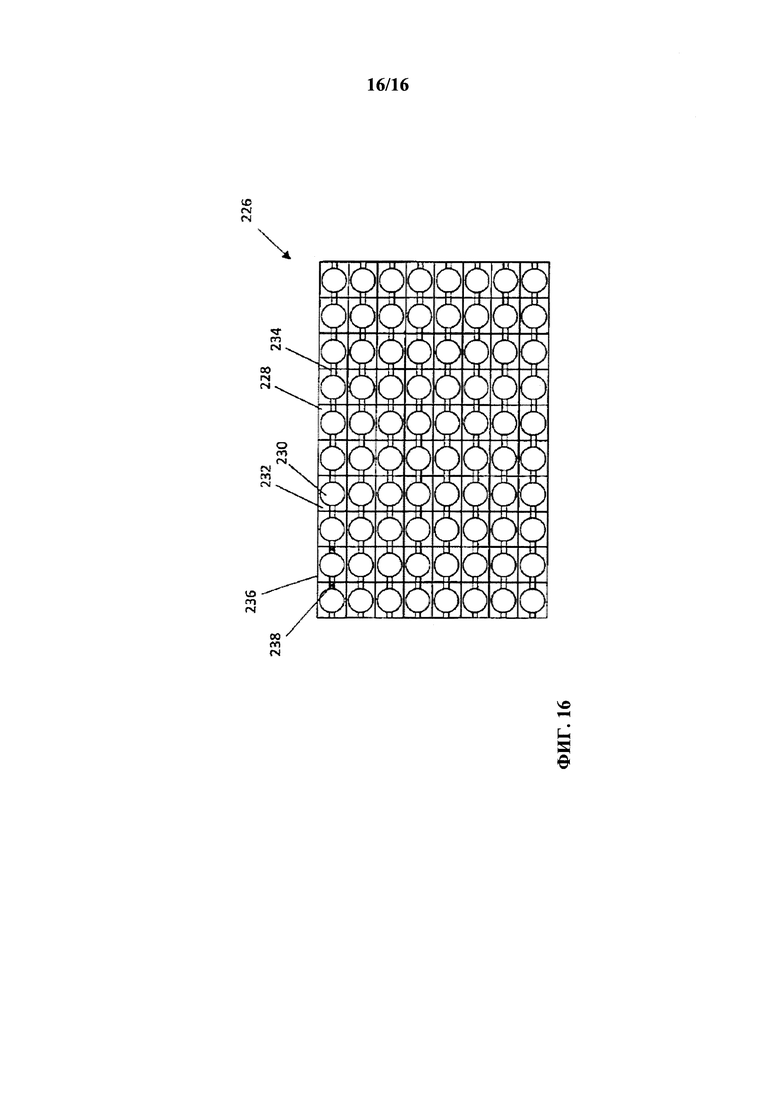
Фиг. 16 иллюстрирует вид спереди примера осуществления матрицы жидких линз.
Данное изобретение будет описано со ссылкой на прилагаемые чертежи.
ПОДРОБНОЕ ОПИСАНИЕ
Хотя обсуждаются определенные конфигурации и компоновки, следует понимать, что это сделано только в иллюстративных целях. Специалисту в данной области техники будет понятно, что могут использоваться и другие конфигурации и компоновки без отступления от сущности и объема данного изобретения. Специалисту в данной области техники будет очевидно, что данное изобретение может также быть использовано в различных других областях применения.
Следует отметить, что ссылки в описании на «одно осуществление», «осуществление», «пример осуществления» и прочее показывают, что описанный пример осуществления может содержать специфическую особенность, структуру или характеристику, но каждый пример осуществления необязательно содержит специфическую особенность, структуру или характеристику. Более того, такие фразы могут и не ссылаться на тот же самый пример осуществления. Кроме того, когда описываются специфическая особенность, структура или характеристика во взаимосвязи с некоторым примером осуществления, специалист в данной области техники будет иметь представление о влиянии такой особенности, структуры или характеристики во взаимосвязи с другими примерами осуществления, описываемыми или не описываемыми в явном виде.
Фиг. 1 показывает вид спереди заготовки линзы 100. Заготовка линзы 100 включает жесткую линзу 102 и полугибкую надувную мембрану 104, прикрепленную к жесткой линзе 102. Заготовка линзы 100 может быть использована как жидкая линза, когда поставляется с промежуточной жидкостью. Например, термин «жидкая линза» может описывать оптическую линзу, образованную слоем жидкости и поверхностями, содержащими жидкость, например жесткая линза 102 и мембрана 104. В некоторых примерах осуществления такие жидкие линзы могут зависеть от гидростатического давления жидкости, чтобы вызвать изменение кривизны мембраны 104, которая может таким образом изменять оптическую силу жидкой линзы.
Жесткая линза 102 может быть изготовлена из стекла, пластика или другого подходящего материала. Другие подходящие материалы включают, например, без ограничения диэтиленгликоль бисалилкарбонат) (DEG-BAC), поли(метил метакрилат) (РММА), и патентованный полиаддукт мочевины, торговая марка TRIVEX (PPG). Линзы могут быть изготовлены из ударопрочного полимера и могут иметь покрытие от царапин или антибликовое покрытие.
В некоторых примерах осуществления жесткая линза 102 может быть в форме одиночной линзы, содержащей базовую кривую и неподвижную оптическую силу. Жесткая линза 102 может иметь, по желанию, положительную, отрицательную или нулевую фиксированную оптическую силу. В некоторых примерах осуществления фиксированная оптическая сила жесткой линзы 102 находится в диапазоне, приблизительно от -1D до +1D. В некоторых примерах осуществления кривизна передней поверхности жесткой линзы 102 может быть такой же, как и кривизна задней поверхности жесткой линзы 102, что может привести, по существу, к нулевой оптической силе. В некоторых примерах осуществления жесткая линза 102 может быть выпуклой, вогнутой, сферической и/или асферической по своей форме. В некоторых примерах осуществления жесткая линза 102 может включать в себя компенсацию ее передней или задней поверхности, чтобы обеспечить желаемую оптическую силу на заданном уровне вздутия. Компенсация жесткой линзы 102 может, например, быть спроектирована на основе таких факторов, как геометрия мембраны 104, желаемый уровень вздутия или любой их комбинации или других подходящих факторов. Жесткая линза 102 может иметь диаметр в диапазоне приблизительно от 55 мм до 95 мм. В некоторых примерах осуществления диаметр жесткой линзы 102 может находиться в диапазоне приблизительно от 60 мм до 90 мм.
Мембрана 104 может быть изготовлена из полугибкого, прозрачного, водонепроницаемого материала, такого как, например, без ограничения четкие и упругие полиолефины, полигалоидные углеводороды, полициклоалифаты, простые полиэфиры, сложные полиэфиры, полиимиды и полиуретаны, например, пленки из поливинилидендифторида или дихлорида. Другие полимеры, пригодные для использования в качестве мембранных материалов, включают, например без ограничения, полисульфоны, полиуретаны, политиоуретаны, полиэтилентерефталаты, полимеры циклоолефинов и алифатические или алициклические полиэфиры. Мембрана 104 может быть изготовлена из биосовместимого непроницаемого материала, такого как циклоалифатический углеводород. В некоторых примерах осуществления толщина мембраны 104 может находиться в диапазоне, приблизительно от 10 микрон до 2 мм. Жидкость, используемая в жидких линзах, может быть бесцветной жидкостью, например, воздух или дистиллированная вода. В некоторых примерах осуществления жидкость окрашена, в зависимости от применения. Одним примером жидкости, которая могла бы быть использована, является жидкость, производимая компанией Dow Corning из Мидленда, Мичиган, под названием «масло для диффузионных насосов», которое обычно называют «кремниевым маслом». В некоторых примерах осуществления жидкость может быть алифатическим полисилоксаном, имеющим показатель преломления, соответствующий материалу линзы. В некоторых примерах осуществления жидкость может содержать по меньшей мере одну фотохромную добавку.
Заготовка линзы 100 разделена на зону полости 106 и присоединенную зону 108. В определенных примерах осуществления зона полости 106 проходит в радиальном направлении от центральной зоны 110 заготовки линзы 100. Центральная зона 110 показана на Фиг. 1, как находящаяся в самом центре заготовки линзы 100. В некоторых примерах осуществления центральная зона 110 может быть смещена от точного центра заготовки линзы 100 на желаемое расстояние. В полости зоны 106 полость образуется между мембраной 104 и жесткой линзой 102. Полость выполнена с возможностью быть частично заполненной жидкостью. Как только полость заполнена жидкостью, оптическая сила жидкой линзы определяется комбинацией топографии поверхности оптических поверхностей и их расстояний и индексов преломлений оптических компонентов жидкой линзы, представленной двумя поверхностями жесткой линзы, двумя поверхностями жидкости и двумя поверхностями мембраны. Как только объем жидкости изменяется в полости, мембрана 104 может раздуваться или сдуваться. Это раздувание служит для изменения оптической силы жидкой линзы. В некоторых примерах осуществления существует прямая и пропорциональная связь между изменением в силе жидкой линзы и уровнем достигаемого раздувания.
В некоторых примерах осуществления присоединенная зона 108 вытянута в радиальном направлении от зоны полости 106. В некоторых примерах осуществления присоединенную зона 108 растянута к периферийному краю от жесткой линзы 102. В некоторых примерах осуществления присоединенная зона 108 не растянута к периферийному краю жесткой линзы 102. В некоторых примерах осуществления мембрана 104 выходит за рамки и выступы жесткой линзы 102. По всей присоединенной зоне 108 мембрана 104 присоединена и гибко герметично скреплена с жесткой линзой 102. В некоторых примерах осуществления мембрана 104 соединена напрямую с жесткой линзой 102. В некоторых примерах осуществления слой материала, такой как жесткий слой, зажат между мембраной 104 и жесткой линзой 102. В некоторых примерах осуществления это соединение создает герметичное скрепление мембраны 104 и жесткой линзы 102, что образует окружающий надежный диффузный барьер жидкости в полости. Мембрана 104 может быть соединена с жесткой линзой 102 различными способами. В некоторых примерах осуществления мембрана 104 соединена с жесткой линзой 102 с помощью теплового запечатывания. В некоторых примерах осуществления мембрана 104 соединена с жесткой линзой 102 с помощью лазерной сварки. В некоторых примерах осуществления мембрана 104 соединена с жесткой линзой 102 с помощью клея. Другие варианты соединения могут быть также использованы, не изменяя сущности и объема настоящего изобретения.
В некоторых примерах осуществления, где клей используется для соединения мембраны 104 с жесткой линзой 102, клей имеет индекс соответствия к мембране 104 жидкости, и жесткой линзе 102. Например, в некоторых примерах осуществления показатель индекса преломления твердой линзы, мембраны и жидкости, равен по крайней мере, трем значащим цифрам, таким ак 0,002 единицы на одну или более длину волн, например, при 550 нм. В некоторых примерах осуществления показатели индекса преломления каждого из различных компонентов находятся в диапазоне от приблизительно 1,47 до приблизительно 1,78, измеренные при 550 нм. В некоторых примерах осуществления показатели индекса преломления каждого из различных компонентов находятся в диапазоне от приблизительно 1,52 до приблизительно 1,70, измеренные при 550 нм. В некоторых примерах осуществления индекс преломления клея и индекс преломления жесткой линзы 102 не отличаются больше, чем на 0,05 единиц. В некоторых примерах осуществления индекс преломления клея и индекс преломления мембраны 104 не отличаются больше, чем на 0,05 единиц. В некоторых примерах осуществления индекс преломления клея и индекс преломления жидкости не отличаются больше, чем на 0,05 единиц. В некоторых примерах осуществления индекс преломления мембраны 104, индекс преломления жидкости, индекс преломления жесткой линзы 102 и индекс преломления клея не отличаются больше, чем на 0,05 единиц.
В некоторых примерах осуществления присоединенная зона 108 имеет форму петли по типу кругового или эллиптического кольца. В некоторых примерах осуществления присоединенная зона 108 может быть заявлена негеометрической формой петли. Присоединенная зона 108 сохраняет нужные размеры таким образом, чтобы иметь присоединенную петлевую область, по ширине и высоте соответствующую размерам любых обычных линз для очков. Один из примеров обычной формы линзы для очков показан пунктирной линией по контуру 114. Другие формы обычных линз для очков могут включать, например, окружности, эллипсы, прямоугольники с закруглениями или неправильные формы. В некоторых примерах осуществления, где присоединенная зона 108 в форме кольца, ширина кольца может быть в диапазоне от около 18 мм до 40 мм. В некоторых примерах осуществления ширина кольца может меняться по всей поверхности линзы. В некоторых примерах осуществления формы обычных очковых линз могут быть совмещены с присоединенной зоной 108, имеющей ширину в диапазоне от около 6 мм до 24 мм. В некоторых примерах осуществления формы обычных очковых линз могут быть совмещены с присоединенной зоной 108, имеющей ширину в диапазоне от около 6 мм до около 18 мм. В некоторых примерах осуществления диапазон размеров «А» (расстояние от носа до виска) обычных оправ может быть совместим с присоединенной зоной 108, имеющей ширину в диапазоне от около 26 мм до 48 мм. В некоторых примерах осуществления диапазон размеров «В» (вертикальное расстояние) обычных оправ может быть совместим с присоединенной зоной 108, имеющей ширину в диапазоне от около 18 мм до 30 мм. В некоторых примерах осуществления диапазон расстояния между зрачками, который может быть совместим, составляет от около 45 мм до 75 мм.
Внутренняя периферийная кромка 116 присоединенной зоны 108 может быть в форме круга. В некоторых других примерах осуществления внутренняя периферийная кромка 116 находится в форме овала, прямоугольника или неправильной фигуры. В некоторых примерах осуществления присоединенная зона 108 имеет такие размеры, чтобы образовать петлю, которая может быть обрезана, чтобы образовать меньшую связанную петлю, имеющую любую внешнюю петлю по ширине от около 25 мм до 48 мм и любую внешнюю петлю по высоте от около 18 мм до 30 мм.
Фиг. 2 иллюстрирует вид спереди очковой линзы 118 в форме обрезанной линзы 120. Обрезанная линза 120 формируется посредством технологической операции, которая урезает заготовку линзы 100 под типичную форму и размер очков. Заготовка линзы 100 может быть подрезана любым подходящим способом обрезки и/или обработки, например, с использованием стеклореза, пилы, сверла, ножниц, ножа, лазера, плазмореза или водоструйного режущего инструмента. Поскольку обрезаемая линза 120 просто вырезается из заготовки линзы 100 внутри присоединенной зоны 108, обрезанная линза 120 приведет к обрезке жесткой линзы 122 и обрезке мембраны 124, прикрепленной к обрезанной жесткой линзе 122. Подобно заготовке линзы 100, обрезанная линза 120 поделена на зону полости 106 и обрезанную присоединенную зону 126. Зона полости 106 имеет тот же размер и форму, как и зона полости 106 на заготовке линзы 100. Обрезанная присоединенная зона 126 вытянута к периферийному краю обрезанной жесткой линзы 122. Подобно присоединенной зоне 108 на заготовке линзы 100 на всем протяжении обрезанной присоединенной зоны 126, обрезанная мембрана 124 присоединена и гибко герметично скреплена с обрезанной жесткой линзой 122. Эта конфигурация обеспечивает гибкое герметичное скрепление мембраны 124 и обрезанной жесткой линзы 122 таким образом, чтобы предотвратить вытекание жидкости из зоны полости 106.
В обрезанной линзе 120 оптическая сила жидкой линзы включает в себя переменную часть, соответствующую зоне полости 106, и фиксированную часть, соответствующую обрезанной присоединенной зоне 126. В некоторых примерах осуществления обрезанная мембрана 124 является прозрачной и не обеспечивает значительную оптическую силу. В некоторых примерах осуществления оптическая сила фиксированной части обеспечивается только обрезанной жесткой линзой 122. В некоторых примерах осуществления оптическая сила переменной части обеспечивается комбинацией обрезанной жесткой линзы 122 и полости. В некоторых примерах осуществления оптическая сила переменной части находится в интервале от примерно -1.0D в не раздутом состоянии до примерно +1.0D в раздутом состоянии. В некоторых примерах осуществления оптическая сила переменной части находится в интервале от примерно +0.25D в не раздутом состоянии до +4.0D в раздутом состоянии. В некоторых примерах осуществления оптическая сила переменной части находится в интервале от примерно -12.00D в не раздутом состоянии до примерно +12.0D в раздутом состоянии.
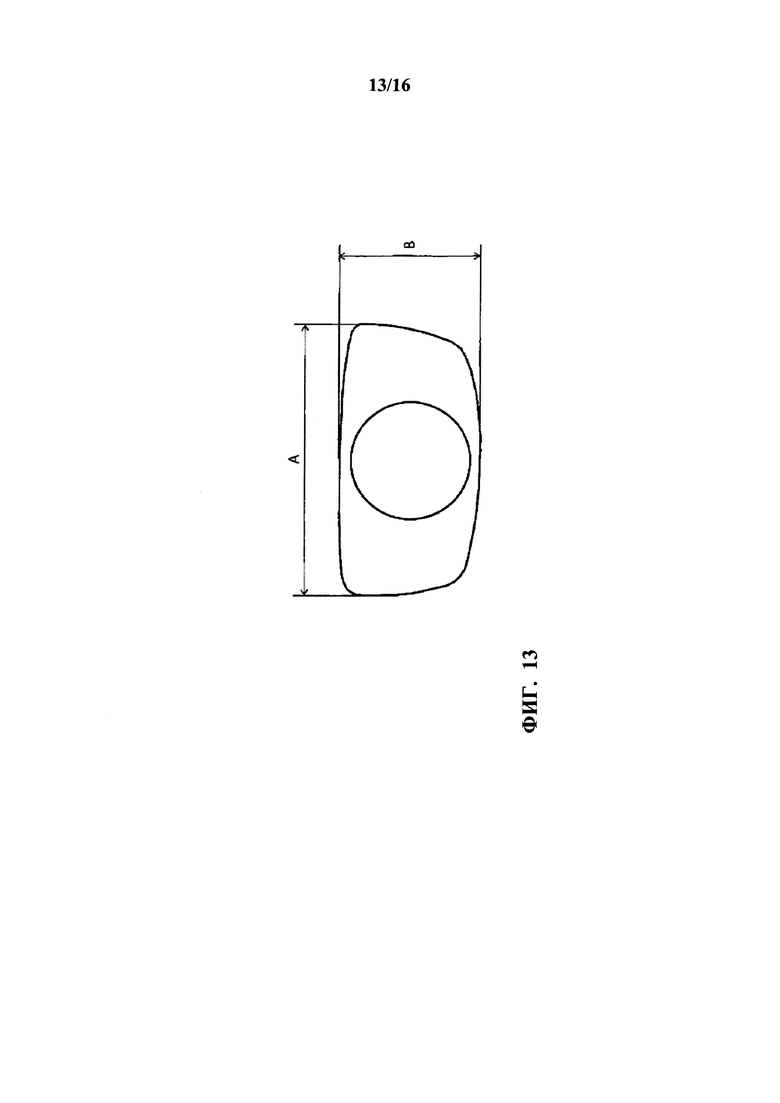
На Фиг. 13 показан вид спереди примерной обрезанной линзы с дополненными метками размеров «А» и «В». Размер «А» указывает ширину обрезанной линзы.
Подходящие значения для этого измерения включают, но не ограничиваются значениями в диапазоне от приблизительно 30 мм до 60 мм. Размер «В» указывает высоту обрезанной линзы. Подходящие значения для этого измерения включают, но не ограничиваются значениями в диапазоне от приблизительно 20 мм до 40 мм.
Фиг. 3 иллюстрирует вид спереди заготовки линзы 128 в соответствии с примером осуществления. В этом примере осуществления мембрана 136 не вытянута к периферийной кромке жесткой линзы 138. Это может происходить потому, что мембрана не может иметь точно такой же размер или форму жесткой линзы или не может быть идеально выровнена с жесткой линзой во время процесса изготовления заготовки линзы. В некоторых примерах осуществления желательна мембрана различного размера, формы и/или желательно выравнивание по сравнению с жесткой линзой. Эта конфигурация делит заготовку линзы 128 на три зоны: первую зону полости 130, вторую присоединенную зону 132 и третью внешнюю зону 134. В некоторых примерах осуществления зона полости 130 и присоединенная зона 132 похожи на их соответствующие зоны на Фиг. 1. Внешняя зона 134 вытянута наружу в радиальном направлении от периферийной кромки мембраны 136 к периферийной кромке жесткой линзы 138. В некоторых примерах осуществления внешняя зона включает только жесткую линзу 138. В некоторых примерах осуществления внешняя зона 134 имеет ширину вдоль поверхности жесткой линзы 138 приблизительно от 2 мм до 10 мм. В некоторых примерах осуществления внешняя зона 134 имеет ширину вдоль поверхности жесткой линзы 138 от примерно 3 мм до 6 мм.
На Фиг. 4 показан вид спереди заготовки линзы 140 в соответствии с примером осуществления. Подобно заготовке линзы 100 на Фиг. 1 заготовка линзы 140 разделена на зону полости и присоединенную зону. Зона полости 142 заготовки линзы 140 разделена на асферическую подзону 144, вытянутую в радиальном направлении наружу от центральной области 146 зоны полости 142, и сферическую подзону 148, вытянутую радиально наружу от асферической подзоны 144 к присоединенной зоне 150. Кривизна жесткой линзы 152 внутри асферической подзоны 144 является асферической, а кривизна жесткой линзы 152 внутри сферической подзоны 148 имеет сферическую форму. Асферическая подзона 144 имеет форму круга. В других примерах осуществления асферическая подзона 144 имеет форму овала, прямоугольника или негеометрическую форму. В некоторых примерах осуществления сферическая подзона 148 может выступать в качестве зоны смешения, которая использует раздувание мембраны 154, чтобы обеспечить непрерывное сочетание кривизны от края асферической подзоны 144 до присоединенной зоны 150.
В некоторых примерах осуществления толщина мембраны 154 внутри асферической подзоны 144 может иметь контуры, чтобы компенсировать асферичность жесткой линзы 152 внутри асферической подзоны 144. В некоторых примерах осуществления термин "контур" может обозначать изменения в механическом измерении, такие как толщина, механические свойства, такие как провисание или оптическое свойство, такое как астигматизм или сила в x, y плоскости. В некоторых примерах осуществления контурная толщина может модулировать степень раздувания на общей площади поверхности, чтобы привести внутреннюю периферийную кромку 156 к фиксированной периферии жидкой линзы, которая может быть определена желаемой геометрической рамкой. В некоторых примерах осуществления контур компенсирует асферичность жесткой линзы 152, когда мембрана 154 одновременно раздута и не раздута. В некоторых примерах осуществления контур компенсирует асферичность жесткой линзы 152 только тогда, когда мембрана 154 раздута или не раздута.
В некоторых примерах осуществления площадь асферической подзоны 144 может находиться в диапазоне от приблизительно 100 мм2 до 600 мм2. В некоторых примерах осуществления площадь асферической подзоны 144 может находиться в диапазоне от приблизительно 180 мм2 до 450 мм2. В некоторых примерах осуществления асферическая подзона 144 имеет форму непрерывного выпуклого полинома, такого как эллипс или круг. В некоторых примерах осуществления асферическая подзона 144 может быть в виде требуемой неправильной формы. В некоторых примерах осуществления, где асферическая подзона 144 имеет форму эллипса, эллипс может иметь эксцентриситет в диапазоне от примерно 0,95 до 0,50. В некоторых примерах осуществления эллипс может иметь эксцентриситет в диапазоне от примерно 0,95 до 0,65.
В некоторых примерах осуществления вертикальный размер асферической подзоны 144 определяется на основе потенциального вертикального перемещения зрачка. Например, вертикальный размер асферической подзоны может быть определен на основе точки отношения человеческого глаза вдоль главной меридианы глаза, следующий за траекторией зрачка, когда взгляд осуществляется прямо вперед. В некоторых примерах осуществления этот вертикальный размер может быть примерно 25 мм. В некоторых примерах осуществления данный вертикальный размер может быть в интервале от примерно 18 мм до 24 мм.
В некоторых примерах осуществления сферическая подзона 148 имеет форму непрерывного выпуклого полинома, такого как эллипс или круг. В некоторых примерах осуществления сферическая подзона 148 может быть в виде требуемой неправильной формы. В некоторых примерах осуществления, где сферическая подзона 148 имеет форму круга, окружность может иметь радиус в пределах от около 10 мм до 30 мм. В некоторых примерах осуществления круг может иметь радиус в пределах от около 12 мм до 24 мм.
На Фиг. 14 показан вид спереди примерной заготовки линзы с добавленными надписями размеров от «С» до «Н».
Размер «С» указывает на диаметр заготовки линзы. Подходящие значения для этого измерения включают, но не ограничиваются значениями в диапазоне от приблизительно 60 мм до 95 мм.
Размер «D» указывает высоту зоны полости. Подходящие значения для этого измерения включают, но не ограничиваются значениями в диапазоне от приблизительно 10 мм до 30 мм.
Размер «Е» указывает ширину зоны полости. Подходящие значения для этого измерения включают, но не ограничиваются значениями в диапазоне от приблизительно 20 мм до 40 мм.
Размер «F» указывает ширину между мембраной и краем заготовки линзы. Подходящие значения для этого измерения включают, но не ограничиваются, значениями в диапазоне от приблизительно 1 мм до 30 мм.
Размер «G» указывает высоту асферической подзоны. Подходящие значения для этого измерения включают, но не ограничиваются значениями в диапазоне от приблизительно 10 мм до 20 мм.
Размер «Н» указывает ширину асферической подзоны. Подходящие значения для этого измерения включают, но не ограничиваются значениями в диапазоне от приблизительно 12 мм до 30 мм.
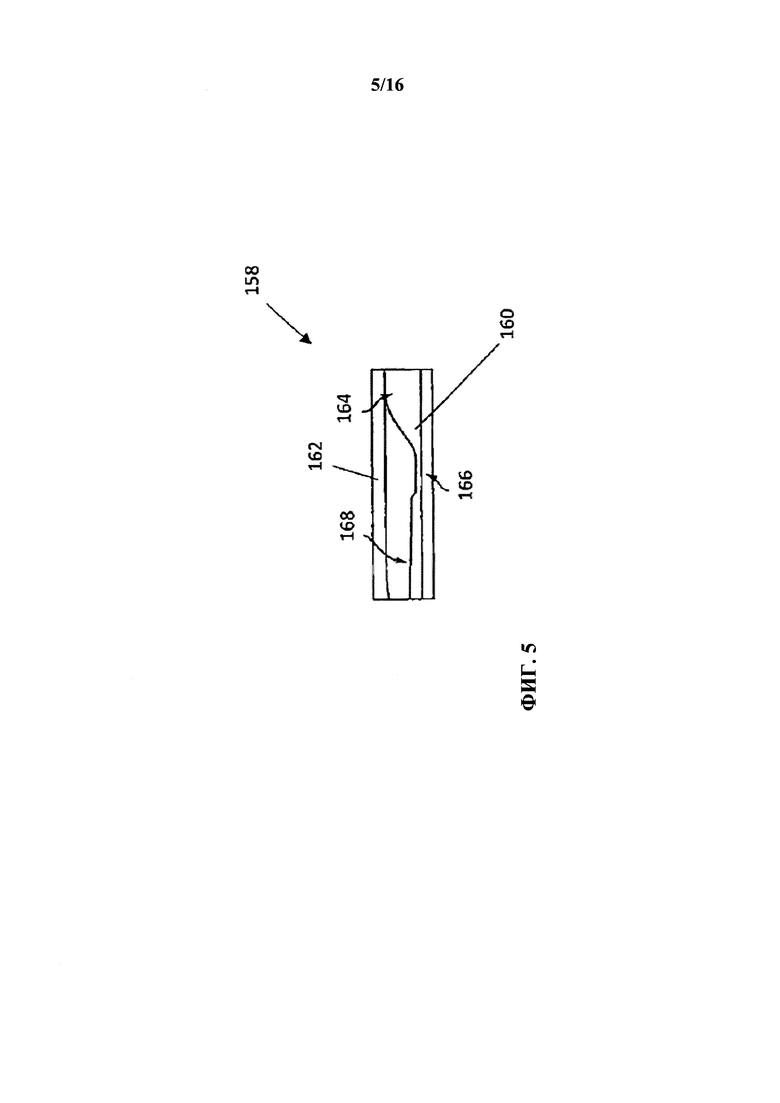
На Фиг. 5 показан вид в поперечном сечении жидкой линзы 158, в соответствии с примером осуществления. Как описано в патентной заявке США №13/407,416, которая полностью включена здесь в качестве ссылки, мембрана 160 может быть прикреплена к жесткой линзе 162 и включать в себя толстую зону 164, петельная часть 166 и центральную область диска 168. В некоторых примерах осуществления центральная область диска 168 может быть выполнена с возможностью обеспечения постоянной сферической мощности, большей, чем примерно 2,0 диоптрия, охватывая полное поле зрения пользователя вдоль горизонтальной оси. Например, полное поле зрения пользователя может составлять приблизительно 50 мм вдоль горизонтальной оси с центром в оптическом центре жидкой линзы 158.
В некоторых примерах осуществления петельная часть 166 может вмещать неплоскую геометрию раздутой мембраны 160, оставаясь прикрепленной к жесткой линзе 162. В некоторых примерах осуществления петельная часть 166 может способствовать полному раздуванию мембраны 160, соответствующей диапазону мощности, минимизируя напряжения, переданные толстой зоне 164, которые могут вызвать астигматизм конструкции. В некоторых примерах осуществления петельная часть 166 может позволить обвисающие изменения, чтобы быть «поглощенными» без вызывания значительного оптического искажения в центральной области диска 168 и толстой зоне 164 мембраны 160. В некоторых примерах осуществления использование петельной части, таких как петельная часть 166, позволяет эффективно изолировать оптические свойства мембраны 160 в отдельных разделах. Петля, имеющая высокий коэффициент отношений, который может быть определен как отношение ширины к толщине, может быть особенно эффективной.
В некоторых примерах осуществления толстая зона 164 имеет толщину приблизительно 1 мм, а центральная область диска 168 имеет толщину приблизительно 0,225 мм. В некоторых примерах осуществления центральная область диска 168 имеет диаметр приблизительно 12 мм, а кромка диска имеет диаметр приблизительно 23,2 мм. Петельная часть 166 может быть образована между толстой зоной 164 и центральной областью диска 168. В некоторых примерах осуществления жидкая линза 158 может иметь угол обзора приблизительно 22 градусов между центром центральной области диска 168 и кромкой диска.
В некоторых примерах осуществления жидкая линза 158 может быть сконфигурирована для использования с рамкой в форме прямоугольника с закругленными углами, приблизительно размером 55 мм на 25 мм. Эта конфигурация может обеспечить приемлемую оптическую характеристику в центральной области диска 168 при сохранении приемлемых свойств относительно края рамки.
Термин «центральная оптическая зона» может быть использован для обозначения зоны обзора в жидкой линзе с центром на оптической оси, соответствующей местоположению глаза пользователя. В некоторых примерах осуществления оптическая ось совмещена с центром зрачка среднего или индивидуального пользователя. В некоторых примерах осуществления оптическая зона имеет ширину примерно 15 мм (по оси x) и высоту примерно 12 мм (по оси у), которые могут соответствовать горизонтальному углу обзора приблизительно +/-15 градусов и вертикальному углу обзора приблизительно +/-12 градусов.
В некоторых примерах осуществления центральная область диска 168 в мембране 160 имеет степень эксцентричности, равную приблизительно 0,9. То есть по горизонтали ширина примерно в 1,11 раза больше, чем по вертикали. Эта конструкция давит на положение переходной зоны, соответствующей петельной части для увеличения угла обзора в горизонтальном направлении, где она имеет меньшее напряжение относительно видимой ширины и горизонтальных движений глаза. В некоторых примерах осуществления вертикальная толщина поперечного сечения составляет примерно 0,200 мм, ширина примерно 3,7 мм, и соотношение сторон примерно 1:18,5. В некоторых примерах осуществления толщина горизонтального поперечного сечения составляет примерно 0,2 мм, с соответствующей шириной приблизительно 1,45 мм, и имеет соотношение сторон примерно 1:7.
Ширину петли, среди других конструктивных параметров, можно регулировать по желанию. Например, в некоторых примерах осуществления сочетание более широкой петли вдоль оси Y и более тонкой петли вдоль горизонтальной оси может служить для уменьшения астигматизма, вызванного раздуванием. В некоторых примерах осуществления ширина может быть в диапазоне от около 0,1 мм до 2,5 мм. В некоторых примерах осуществления толщина петельной части 166 может быть в диапазоне от приблизительно 0,01 мм до 0,25 мм.
В некоторых примерах осуществления толщина петельной части составляет от около 0,07 мм до около 0,20 мм. Для углов обзора, которые могут быть использованы для ближнего зрения (например, от около 0 до около 15 градусов), эта конфигурация может обеспечить качество изображения цели (например, имеющей круглое пятно на сетчатке приблизительно 10 микрон, что соответствует примерно 0.5D астигматизма, или примерно 0.25D сферического эквивалента замутненного изображения).
Некоторые примеры осуществления, описанные здесь, показывают относительно стабильный уровень сферической силы и астигматизма вдоль горизонтальной оси, с относительно коротким диапазоном сферической силы и астигматизма вдоль вертикальной оси. В качестве одного примера, линза может быть выполнена таким образом, что сферическая сила изменится меньше, чем приблизительно 0,25 диоптрий на протяжении примерно 10 мм (+/- приблизительно 5 мм) от оптического центра. В некоторых примерах осуществления линза выполнена таким образом, что сферическая сила изменяется меньше, чем около 0,25 диоптрий на протяжении примерно 20 мм (+/- примерно 10 мм) от оптического центра. В некоторых примерах осуществления сферическая сила и/или астигматизм вдоль вертикальной оси могут иметь равный или больший диапазон по сравнению с горизонтальной осью. Одним из показателей оптических характеристик может быть величина индуцированного астигматизма вдоль горизонтальной оси. В некоторых примерах осуществления вызванный астигматизм может быть меньше, чем приблизительно 0,5 диоптрий, по меньшей мере, на протяжении приблизительно 10 мм вдоль горизонтальной оси (+/- приблизительно 5 мм) от оптического центра, а в некоторых примерах осуществления на протяжении примерно 20 мм (+/- примерно 10 мм) от оптического центра.
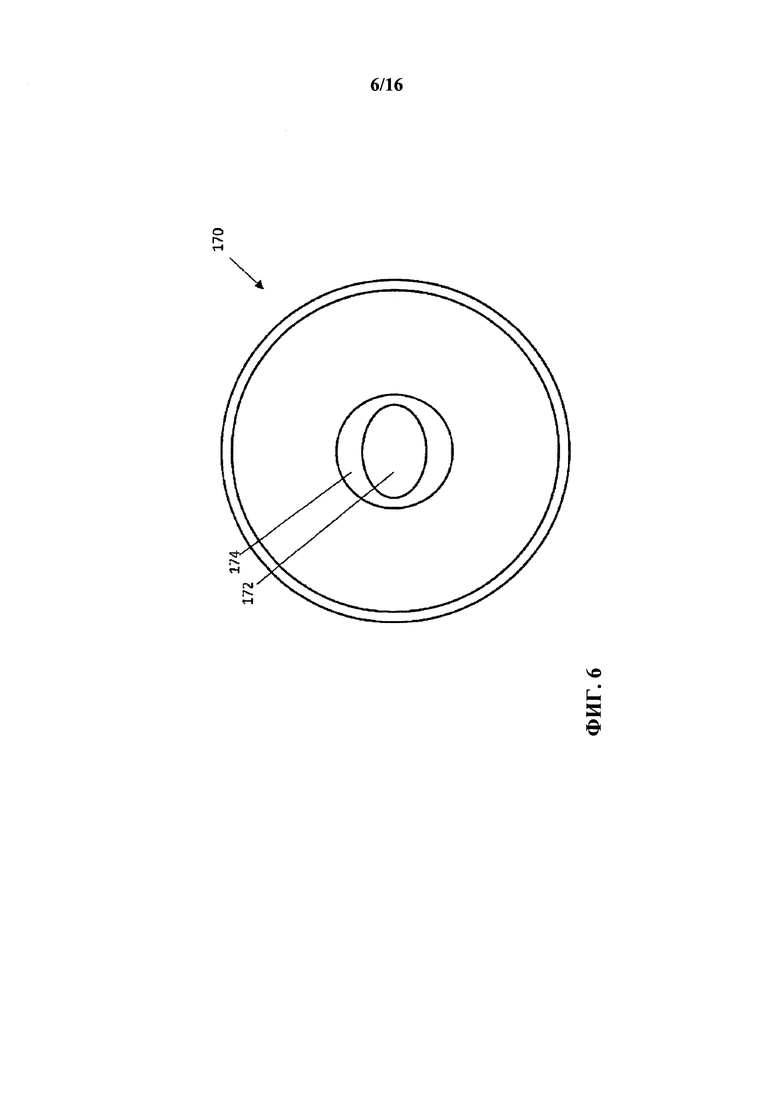
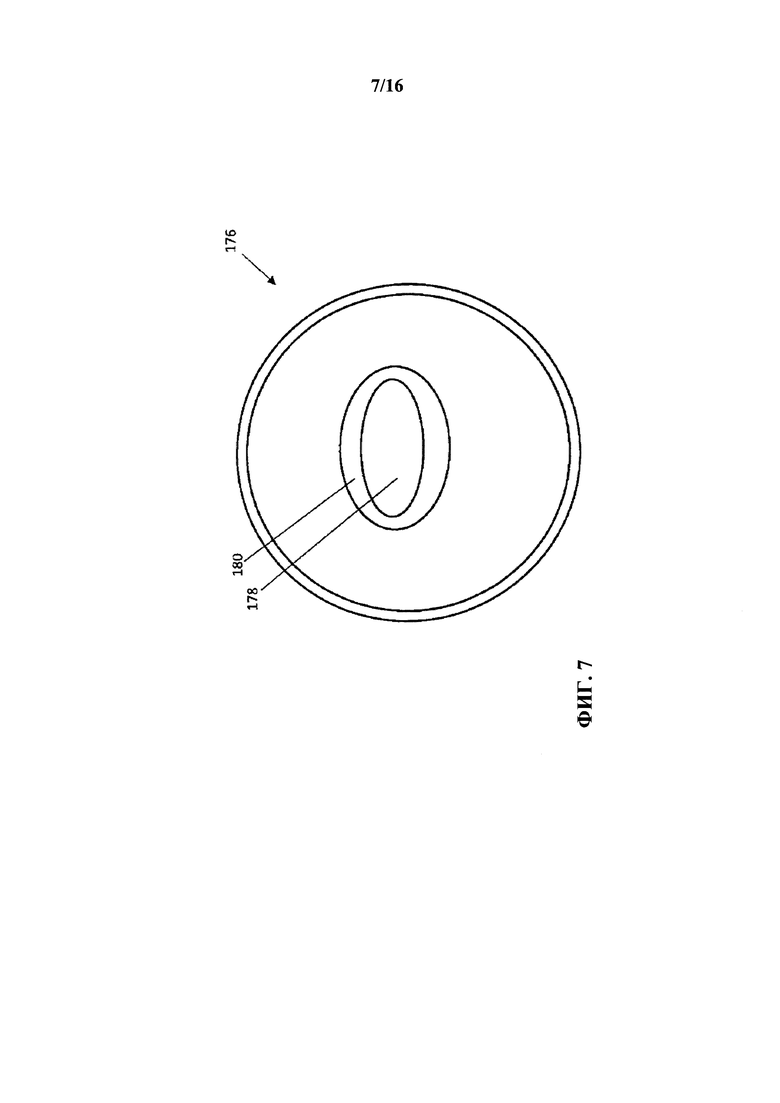
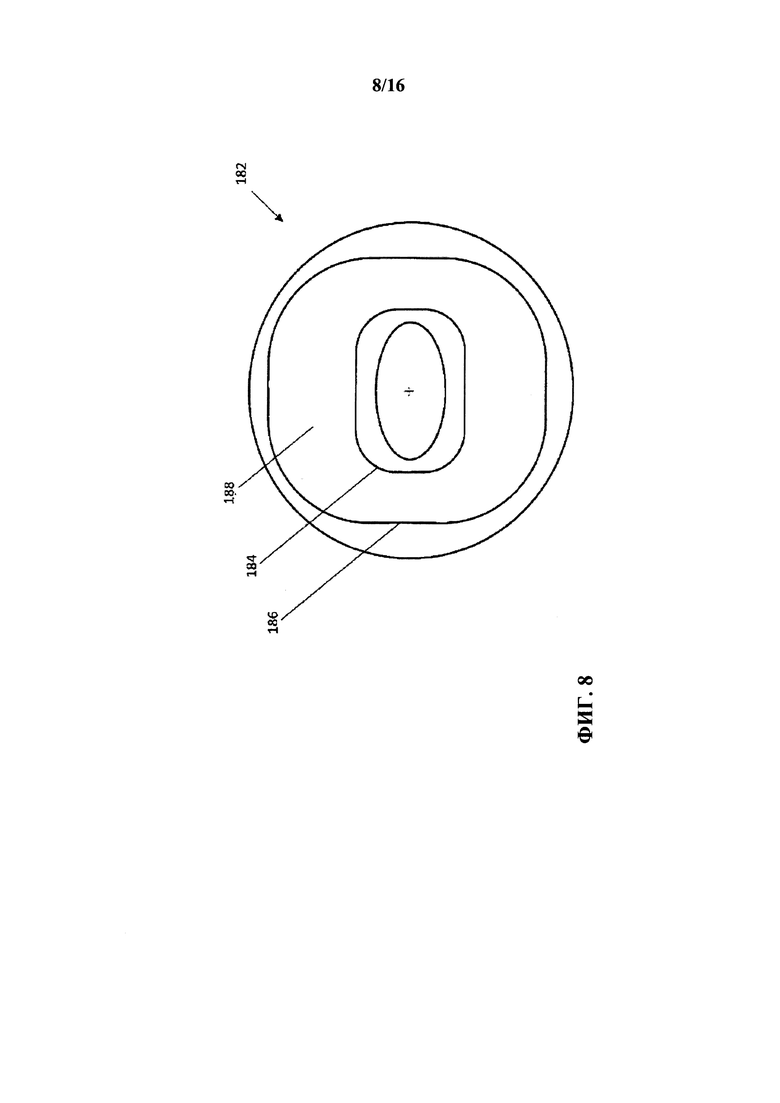
Фигуры 6-8 иллюстрируют альтернативные примеры осуществления заготовок линз. На Фиг. 6 показан вид спереди заготовки линзы 170 в соответствии с примером осуществления, где асферическая подзона 172 имеет форму овала и сферическая подзона 174 имеет форму круга. Фиг. 7 показывает вид спереди заготовки линзы 176 в соответствии с примером осуществления, в котором и асферическая подзона 178, и сферическая подзона 180 имеют форму овала. Фиг. 8 иллюстрирует вид спереди заготовки линзы 182 в соответствии с примером осуществления, в котором и внутренний периферийный край 184, и внешний периферийный край 186 присоединенной зоны 188 являются прямоугольниками с закруглениями.
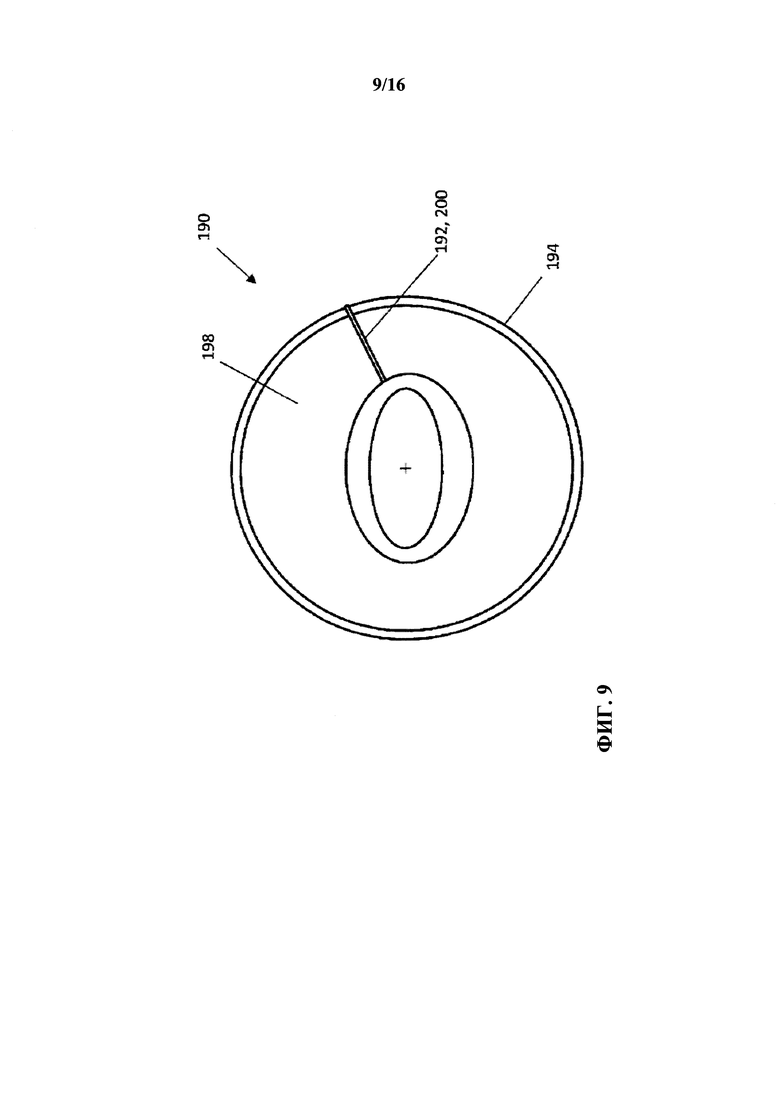
На Фиг. 9 показан вид спереди заготовки линзы 190 в соответствии с примером осуществления. Заготовка линзы 190 включает в себя канал 192, образованный внутри жесткой линзы 194. В некоторых примерах осуществления канал 192 может разрешить доступ к полости для обмена жидкости между полостью и резервуаром, содержащим избыток жидкости с целью нарушения гидростатического давления жидкости внутри полости. В некоторых примерах осуществления канал 192 сконфигурирован таким образом, чтобы жидкость могла войти или выйти из полости, чтобы раздуть или сдуть мембрану 198. В некоторых вариантах канал 192 соединен с резервуаром с помощью соединительной трубки. В некоторых примерах осуществления жидкая линза, канал, соединительная трубка и резервуар совместно образуют герметичный узел.
В некоторых примерах осуществления резервуар может быть сжат, чтобы выталкивать жидкость наружу в жидкую линзу с помощью соединительной трубки и/или канала. В некоторых примерах осуществления резервуар сжимается с помощью плунжера, сталкивающегося с диафрагмой, чтобы увеличить давление внутри резервуара. В некоторых примерах осуществления резервуар сжимается с помощью суппорта. Могут быть использованы другие подходящие конфигурации. Одна или более подходящие конфигурации описаны, например, в патенте США №8,087,778, выданном Gupta, который полностью включен здесь путем ссылки.
Резервуар может быть включен в дужку, оправу очков или в любом желаемом месте. Резервуар может быть изготовлен из гибкого, прозрачного водонепроницаемого материала. Например, без ограничения, резервуар может быть изготовлен из поливинилового дифторида, такого, как термоусадочный VITON (R), поставляемый DuPont Performance Elastomers LLC of Wilmington, DE, DERAY-KYF 190, изготавливаемый DSG-CANUSA of Meckenheim, Germany (гибкий), RW-175 изготавливаемый Tyco Electronics Corp.of Berwyn, PA (бывшая Raychem Corp.) (полужесткий) или другого подходящего материала. Дополнительные варианты резервуаров описаны в публикации США №2011-0102735, которая полностью включена в настоящее описание путем ссылки.
В качестве альтернативы или в дополнение, заготовка линзы 190 может включать в себя трубку 200, расположенную между мембраной 198 и жесткой линзой 194. Трубка 200 может быть не гибкой или гибкой, по желанию. В некоторых примерах осуществления трубка 200 выполнена из того же материала, что и резервуар. В некоторых примерах осуществления трубка 200 выполнена из одного или нескольких материалов, таких как TYGON (поливинилхлорид), PVDF (поливинилденфторид), и натуральный каучук. Например, PVDF может быть соответственно основан на его прочности, проницаемости и устойчивости к волнистости. Трубка 200 может быть прозрачной, полупрозрачной или непрозрачной. В некоторых примерах осуществления трубка 200 имеет по существу такой же показатель преломления, как один или несколько в жесткой линзе 194, мембране 198, и жидкости. Как и канал 192, трубка 200 может быть настроена так, чтобы позволять жидкости входить или выходить из полости для раздувания или сдувания мембраны 198. В примере осуществления трубка 200 вставлена в канал 192.
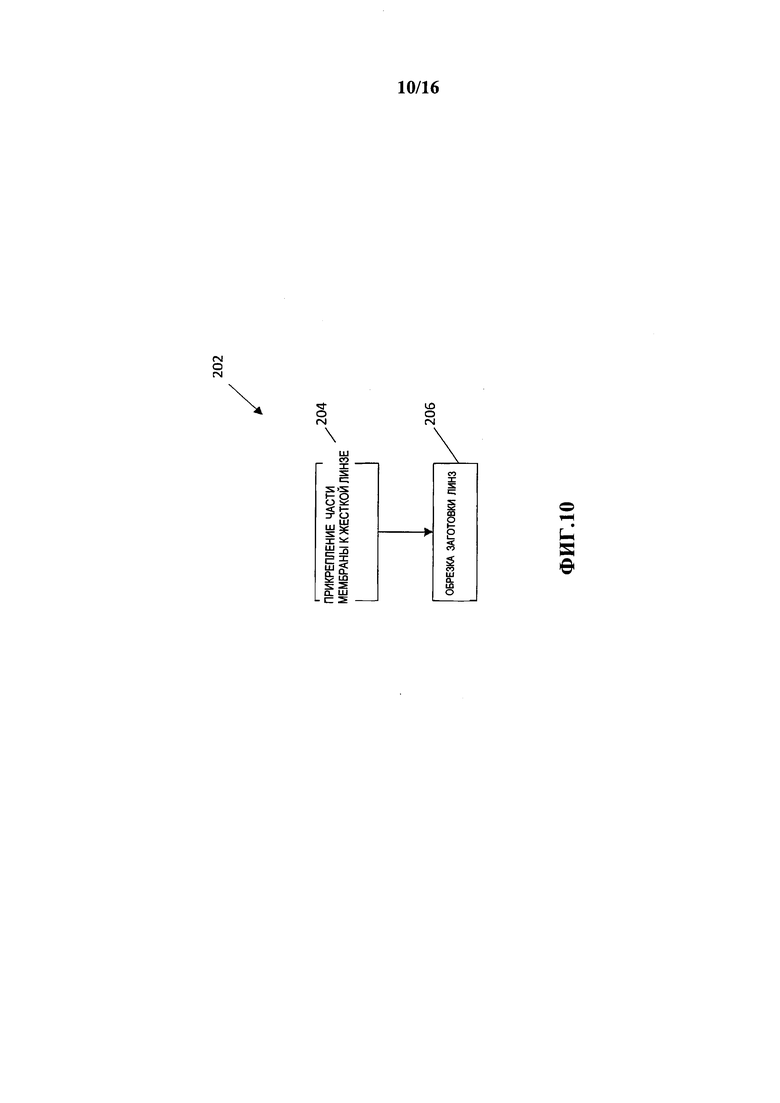
На Фиг. 10 представлена блок-схема 202 способа изготовления жидкой линзы в сборе в соответствии с примером осуществления. Ссылка приводится для частей жидкой линзы, как показано на Фиг. 1 и 2 только в качестве примера. То есть этот способ может быть использован для изготовления любой подходящий жидкой линзы, описанной здесь или в другом месте.
На этапе 204 часть мембраны 104 соединена с жесткой линзой 102 таким образом, что присоединенная область мембраны 104 гибко герметично скреплена с жесткой линзой 102. Любой подходящий связывающий процесс может быть использован для соединения мембраны с жесткой линзой. Например, как описано здесь, в некоторых примерах осуществления, мембрана 104 соединена с жесткой линзой 102 с помощью теплового запечатывания. В некоторых примерах осуществления мембрана 104 соединена с жесткой линзой 102 с помощью лазерной сварки. В некоторых примерах осуществления мембрана 104 соединена с жесткой линзой 102 с помощью клея. Площадь соединения имеет такие размеры, что заготовка линзы 100 может быть обрезана, чтобы сформировать обрезанную линзу 120, имеющую присоединенную петельную зону с шириной и высотой, соответствующую по размеру любой очковой линзе.
Этап 206 включает в себя обрезанную заготовку линзы 100, чтобы сформировать обрезанную линзу 120, имеющую присоединенную петельную зону с шириной и высотой, соответствующую заданному размеру очковой линзы. Как описано здесь, заготовка линзы 100 может быть обрезана до заданной формы и размера очков любым подходящим способом обрезки и/или обработки, например, с использованием стеклореза, пилы, сверла, ножниц, ножа, лазера, плазмореза или водоструйного режущего инструмента.
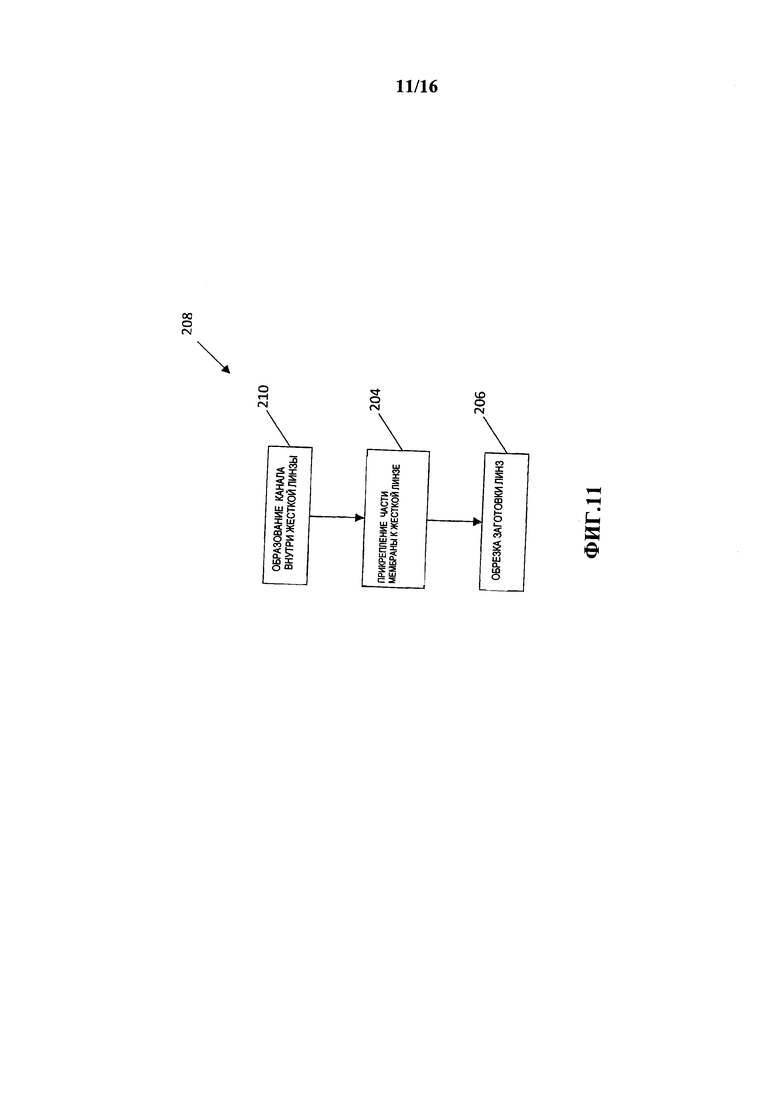
На Фиг. 11 показана блок-схема 208 для способа изготовления жидкой линзы в сборе, в соответствии с примером осуществления. Ссылка дается для частей жидкой линзы, показанных на Фиг. 9, только для примера. То есть этот способ может быть применен для изготовления любой подходящий жидкой линзы, описанной здесь или в другом месте. Этап 210 включает формирование канала 192 внутри жесткой линзы 194. Канал 192 может быть образован любым подходящим способом обработки, например, с помощью стеклореза, пилы, сверла, ножниц, ножа, лазера, плазмореза или водоструйного режущего инструмента. Канал 192 сконфигурирован таким образом, чтобы позволить жидкости входить или выходить из полости, чтобы раздуть или сдуть мембрану 198. В некоторых примерах осуществления этапы 204 и 206 в блок-схеме 208 останутся, по существу, такими же, как описано в настоящем документе для блок-схемы 202 на Фиг. 10.
Фиг. 12 показывает блок-схему 212 для способа изготовления жидкой линзы в сборе, в соответствии с примером осуществления. Ссылка дается для частей жидкой линзы, показанных на Фиг. 9 только для примера. То есть этот способ может быть применен для изготовления любой подходящий жидкой линзы, описанной в данном документе, или в другом. Этап 214 включает в себя размещение трубки 200 между мембраной 198 и жесткой линзой 194 до того, как мембрана 198 гибко герметично скреплена и соединена с жесткой линзой 194. Это может быть достигнуто, например, путем прокладки трубки 200 через жесткую линзу 194 до того, как мембрана 198 соединена с жесткой линзой 194. Трубка 200 сконфигурирована таким образом, чтобы позволить жидкости входить или выходить в полость и раздувать или сдувать мембрану. В некоторых примерах осуществления этапы 204 и 206 блок-схемы 212 будут оставаться, по существу, такими же, как описано в настоящем документе для блок-схемы 202 на Фиг. 10.
На Фиг. 15 показан вид спереди матрицы 216, включающей в себя множество заготовок линз 218 (которые также могут быть названы как «малоразмерные линзы») в соответствии с примером осуществления. Каждая из линзовых заготовок 218 может являться любой подходящей линзовой заготовкой, описанной здесь. В некоторых примерах осуществления заготовки линзы 218 модифицируются из одной или более заготовок линз, описанных здесь, чтобы достичь желаемой матричной формы или конфигурации. Матрица 216 включает в себя 8 рядов и 10 столбцов заготовок линз 218, расположенных в прямоугольной форме. В некоторых примерах осуществления матрица 216 включает в себя большее или меньшее количество строк и/или столбцов. В некоторых примерах осуществления матрица 216 является, по желанию, не прямоугольной формой. Матрица 216 может быть сформирована из одной плоской жесткой линзы 220, таких как, например, одна или более жестких линз, описанных здесь. В некоторых примерах осуществления матрица 216 включает в себя множество частей материалов жестких линз. В некоторых примерах осуществления жесткая линза 220 включает в себя одну или несколько изогнутых частей жесткого материала. В некоторых примерах осуществления одна или несколько из множества заготовок линз 218 обеспечивают различные оптические свойства из одной или нескольких других заготовок линз 218 в матрице 216. Например, одна или несколько из множества линзовых заготовок 218 могут включать в себя различные материалы, толщину, кривизну или другие свойства.
Матрица 216 включает в себя вертикальные каналы 222 и горизонтальные каналы 224, образованные в жесткой линзе 220. Каналы могут, например, быть подходящими по глубине и ширине, чтобы способствовать разделению матрицы 216 на отдельные заготовки линз 218, либо на меньшую матрицу из множества заготовок линз 218. Способ разделения может включать в себя обрезку и/или любой подходящий способ обработки, описанный в данном документе, такой, как, например, с помощью стеклореза, пилы, сверла, ножниц, ножа, лазера, плазмореза или водоструйного режущего инструмента. В некоторых примерах осуществления каналы диагональные или изогнутые. Каналы могут быть в виде одной или нескольких желаемых форм. Например, каналы могут быть в форме одного или более прямоугольника, треугольника, круга, эллипса или иметь негеометрическую форму. В некоторых примерах осуществления матрица 216 не включает в себя каналы. В некоторых примерах осуществления матрица 216 включает линии отреза на или ниже поверхности матрицы 216 для облегчения разделения матрицы 216 или для других желаемых целей.
На Фиг. 16 показан вид спереди матрицы 226 жидких линз 228 в соответствии с примером осуществления. Жидкие линзы 228 или желаемое множество жидких линз 228 могут быть нарезаны на части и использованы, например, в глазных или микрожидкостных устройствах. Каждая жидкая линза 228 включает в себя зону полости 230 и присоединенную зону 232, похожую на другие подходящие жидкие линзы, описанные здесь. Зона полости 230 может быть в форме круга. В некоторых примерах осуществления одна или более из зон полости 230 могут быть в других подходящих формах, таких как, например, эллипс. В некоторых примерах осуществления зона полости 230 выполнена с рельефом поверхности (например, углубление) для каждой жидкой линзы 228. Жесткая пластина 236 может быть в составе или изготовлена аналогично любым подходящим жестким линзам, описанным здесь. В некоторых примерах осуществления жесткая пластина 236 изготовлена литьем под давлением или литьем без давления из жидкого форполимера с использованием соответствующих формообразующих инструментов или вставок. В некоторых примерах осуществления жесткая пластина 236 изготовлена из плоской панели.
Матрица 226 дополнительно включает в себя каналы 234, которые гидравлически соединяют одну или несколько жидких линз 228 с одной или несколькими дополнительными жидкими линзами 228. В примере осуществления, показанном на Фиг. 16, каналы 234 связывают каждую жидкую линзу 228 с двумя соседними жидкими линзами в горизонтальном направлении. В некоторых примерах осуществления один или несколько каналов могут иметь ширину в диапазоне от около 20 мкм до около 1 мм. Каналы могут быть сконфигурированы для соединения смежных или несмежных жидких линз в одном или нескольких горизонтальных, вертикальных, диагональных или других направлениях, как требуется. Каналы 234 могут быть образованы, например, с помощью лазерной разметки. В некоторых примерах осуществления каналы 234 образованы путем водоструйной обработки.
В примере осуществления, показанном на Фиг. 16, несколько жидких линз 228 включают клапаны 238 внутри одного или более каналов 234. Клапаны 238 регулируются, чтобы гибко герметично скрепить один или несколько из каналов 234 и предотвратить вход или выход жидкости в определенную жидкую линзу 228. В некоторых примерах осуществления каждая жидкая линза 228 включает в себя, по меньшей мере, один клапан 238. В некоторых примерах осуществления клапаны 238 сконфигурированы так, чтобы автоматически гибко герметично скрепить канал 234, как только достигнуто нужное положение внутри зоны полости 230 или канала 234. Например, клапаны 238 могут быть сконфигурированы таким образом, чтобы автоматически гибко герметично скрепить канал 234, как только достигнуты или поддерживаются в течение заданного периода времени желаемое давление жидкости, объем, температура или скорость потока в пределах зоны полости 230 или канала 234.
В некоторых примерах осуществления клапаны 238 функционально подключены к регулятору расхода. Регуляторы расхода могут быть использованы для контроля потока жидкости для одной жидкой линзы 228 или между множеством смежных или несмежных жидких линз 228. Регуляторы расхода могут быть с электрическим приводом. Один или несколько регуляторов расхода могут быть адресуемы, с помощью одного или нескольких логических контроллеров, для контроля потока жидкости внутри каждой жидкой линзы 228 по отдельности. В некоторых примерах осуществления контроль потоков жидкости в одной или нескольких жидких линзах 228 может регулировать оптическую силу для одной или нескольких жидких линз 228. В некоторых примерах осуществления такая конфигурация создает несколько оптических сил внутри матрицы линзы, образованной множеством малоразмерных линз 228. В некоторых примерах осуществления матрица линзы, образованной множеством малоразмерных линз 228, может быть в виде двухфокусных очков, имеющих две разные оптические силы.
В некоторых примерах осуществления клапаны не используются для контроля оптической силы внутри множества жидких линз. Жидкие линзы 228 могут быть сконфигурированы для создания различных оптических сил в пределах матрицы 226 на основе различий между свойствами материала, или формами материалов, или компонентами. Например, матрица 226 может включать в себя жидкую линзу 228, имеющую различные мембранные материалы с различными характеристиками раздувания, различной кривизной линзы или разной толщиной канала, каждая из которых может повлиять на оптические силы одной или более жидких линз 228 в матрице 226.
Как показано на Фиг. 16, матрица 226 включает в себя восемь рядов и 10 столбцов жидких линз 228, расположенных в прямоугольной форме. В некоторых примерах осуществления матрица 226 включает в себя большее или меньшее количество рядов и/или столбцов. Например, матрица 226 может включать в себя несколько сотен, тысяч или более жидких линз 228, сформированных на одной пластине. В некоторых примерах осуществления матрица 226 включает в себя 900 жидких линз 228, с каждой жидкой линзой 228, имеющей площадь от примерно 1 мм до 10 мм.
Хотя выше были описаны различные примеры осуществления настоящего изобретения, следует понимать, что они были представлены только в качестве примера, а не ограничения. Специалистам в данной области техники будет очевидно, что различные изменения в форме и деталях могут быть сделаны без отступления от сущности и объема настоящего изобретения. Таким образом, широта и объем настоящего изобретения не должны быть ограничены ни одним из вышеописанных примеров осуществления, но должны быть определены только в соответствии со следующими требованиями формулы изобретения и их эквивалентами.
Выбор материалов для каждой из частей в примерах осуществления в сборе, описанных в данном документе, продиктован требованиями механических свойств, температурной чувствительности, оптическими свойствами, такими как дисперсией, свойствами пластичности, или любого другого фактора очевидного специалисту в данной области техники. Например, фрагменты различной описанной сборки могут быть изготовлены с помощью любого подходящего способа, такого как отливка металлическим выдуванием (MIM), литьем, механической обработкой, пластмассовой отливкой под давлением и тому подобное. Детали в сборе могут иметь любую подходящую форму быть выполненными из пластмассы, металла или другого подходящего материала. В некоторых примерах осуществления может быть использован легкий материал, например, без ограничения, высокоударный прочный материал из пластмассы, алюминия, титана или тому подобное. В некоторых примерах осуществления одна или более из частей могут быть выполнены полностью или частично из прозрачного материала.
Далее, целью вышеизложенного реферата изобретения является предоставление Патентному ведомству США и общественности в общем, и, в частности, ученым, инженерам и специалистам - практикам в этой области техники, которые не знакомы с патентными или юридическими терминами или фразеологией, возможности быстро определить из беглого просмотра природу и сущность технического раскрытия заявки. Реферат изобретения не предназначен для какого-либо ограничения объема настоящего изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| АСФЕРИЧЕСКАЯ ЛИНЗОВАЯ ОПТИКА, ЗАПОЛНЕННАЯ ЖИДКОСТЬЮ | 2010 |
|
RU2570803C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОТОХРОМНЫХ КОМПОЗИЦИОННЫХ ПЛАСТМАССОВЫХ ЛИНЗ (ВАРИАНТЫ), КОМПОЗИЦИОННАЯ ПЛАСТМАССОВАЯ ОПТИЧЕСКАЯ ЛИНЗА (ВАРИАНТЫ) | 1994 |
|
RU2150388C1 |
| ЛИНЗЫ, ЗАПОЛНЕННЫЕ ЖИДКОСТЬЮ, И ИХ ИСПОЛНИТЕЛЬНЫЕ СИСТЕМЫ | 2011 |
|
RU2605521C2 |
| ЛИНЗЫ ЗАПОЛНЕННЫЕ ЖИДКОСТЬЮ И ИХ ПРИМЕНЕНИЯ В ОФТАЛЬМОЛОГИИ | 2011 |
|
RU2603520C2 |
| Улучшенная некруглая линзовая оптика, заполненная жидкостью | 2010 |
|
RU2615206C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИНЗЫ, СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛНОСТЬЮ ОБРАБОТАННОЙ ЛИНЗЫ И ЕЕ ЗАГОТОВОК | 1992 |
|
RU2116891C1 |
| БЛОК ЛИНЗЫ, ЗАПОЛНЕННОЙ ЖИДКОСТЬЮ, С ИЗМЕНЯЕМЫМ ФОКУСНЫМ РАССТОЯНИЕМ | 2010 |
|
RU2545313C2 |
| МЕТОД И АППАРАТ ДЛЯ ФОРМОВКИ ОФТАЛЬМОЛОГИЧЕСКОЙ ЛИНЗЫ С ВСТРОЕННЫМ ПРОЦЕССОРОМ ДАННЫХ | 2009 |
|
RU2506163C2 |
| НАСТРАИВАЕМЫЕ КОНТАКТНЫЕ ЛИНЗЫ, ЗАПОЛНЕННЫЕ ЖИДКОСТЬЮ | 2011 |
|
RU2603439C2 |
| МЕХАНИЗМ ЛИНЗЫ, ЗАПОЛНЕННОЙ ЖИДКОСТЬЮ, С ИЗМЕНЯЕМЫМ ФОКУСНЫМ РАССТОЯНИЕМ | 2010 |
|
RU2547167C2 |


Матрица заготовок жидких линз содержит множество заготовок жидких линз. Каждая заготовка жидкой линзы содержит жесткую линзу и полугибкую надувную мембрану, непосредственно прикрепленную к жесткой линзе, и разделена по меньшей мере на две зоны, содержащие: первую зону полости, вытянутую в радиальном направлении наружу от центральной области каждой заготовки жидкой линзы, образуя полость между мембраной и жесткой линзой в зоне полости, и вторую присоединенную зону, вытянутую в радиальном направлении наружу от первой зоны полости по направлению к краю каждой заготовки жидкой линзы. Мембрана гибко герметично скреплена с жесткой линзой по всей второй присоединенной зоне, имеющей размер, позволяющий ее обрезку для соответствия множеству форм и размеров оправы и поддерживания гибкого герметичного скрепление мембраны с жесткой линзой. Технический результат – обеспечение заданной оптической силы за счет создания необходимого уровня раздувания линзы. 16 з.п. ф-лы, 16 ил.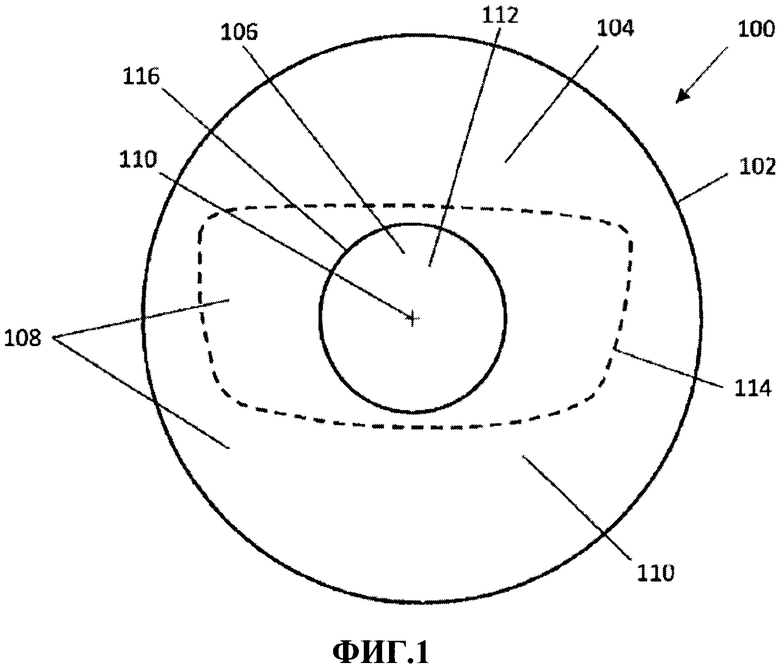
1. Матрица заготовок жидких линз, содержащая:
множество заготовок жидких линз, при этом каждая заготовка жидкой линзы из множества заготовок жидких линз содержит:
жесткую линзу и
полугибкую надувную мембрану, непосредственно прикрепленную к жесткой линзе,
отличающаяся тем, что каждая заготовка жидкой линзы разделена по меньшей мере на две зоны, содержащие:
первую зону полости, вытянутую в радиальном направлении наружу от центральной области каждой заготовки жидкой линзы, образуя полость между мембраной и жесткой линзой в зоне полости, и
вторую присоединенную зону, вытянутую в радиальном направлении наружу от первой зоны полости по направлению к краю каждой заготовки жидкой линзы,
при этом мембрана гибко герметично скреплена с жесткой линзой по всей второй присоединенной зоне, и вторая присоединенная зона имеет размер, позволяющий ее обрезку таким образом, что каждая заготовка жидкой линзы может:
i) соответствовать множеству форм и размеров оправы, и
ii) поддерживать гибкое герметичное скрепление мембраны с жесткой линзой.
2. Матрица заготовок жидких линз по п. 1, отличающаяся тем, что каждая заготовка жидкой линзы разделена по меньшей мере на три зоны, при этом третья зона включает: внешнюю зону, вытянутую в радиальном направлении наружу от периферийного края мембраны к периферийному краю жесткой линзы.
3. Матрица заготовок жидких линз по п. 1, отличающаяся тем, что мембрана прикреплена непосредственно к жесткой линзе.
4. Матрица заготовок жидких линз по п. 1, отличающаяся тем, что
первая зона полости подразделена на асферическую подзону, вытянутую в радиальном направлении наружу от центральной области первой зоны полости, и сферическую подзону, вытянутую в радиальном направлении наружу от асферической подзоны ко второй присоединенной зоне,
при этом кривизна жесткой линзы в асферической подзоне имеет асферическую форму, а кривизна жесткой линзы внутри сферической подзоны имеет сферическую форму,
при этом толщина мембраны в асферической подзоне имеет такие контуры, что контур компенсирует асферичность жесткой линзы в асферической подзоне.
5. Матрица заготовок жидких линз по п. 4, отличающаяся тем, что асферическая подзона имеет форму овала.
6. Матрица заготовок жидких линз по п. 1, отличающаяся тем, что внутренний периферийный край второй зоны находится в форме овала.
7. Матрица заготовок жидких линз по п. 1, отличающаяся тем, что оптическая сила первой зоны находится в диапазоне от около -1.0D в нераздутом состоянии до примерно +1.0D в раздутом состоянии.
8. Матрица заготовок жидких линз по п. 1, отличающаяся тем, что оптическая сила переменной части находится в интервале от примерно +0.25D в нераздутом состоянии до +4.0D в раздутом состоянии.
9. Матрица заготовок жидких линз по п. 1, отличающаяся тем, что показатель преломления жесткой линзы и показатель преломления мембраны не отличаются более чем на 0,01 единицу.
10. Матрица заготовок жидких линз по п. 1, отличающаяся тем, что полость, по меньшей мере, частично заполнена жидкостью, содержащей по меньшей мере одну фотохромную добавку.
11. Матрица заготовок жидких линз по п. 1, отличающаяся тем, что каждая заготовка жидкой линзы дополнительно содержит:
канал, сформированный внутри жесткой линзы, при этом канал имеет конфигурацию для входа или выхода жидкости из полости для раздувания или сдувания мембраны.
12. Матрица заготовок жидких линз по п. 1, отличающаяся тем, что каждая заготовка жидкой линзы дополнительно содержит:
трубу, расположенную между мембраной и жесткой линзой, где труба имеет
конфигурацию для входа или выхода жидкости из полости для раздувания или сдувания мембраны.
13. Матрица заготовок жидких линз по п. 1, отличающаяся тем, что показатель преломления клея и показатель преломления жесткой линзы не отличаются более чем на 0,01 единицы.
14. Матрица заготовок жидких линз по п. 1, отличающаяся тем, что показатель преломления клея и показатель преломления мембраны не отличаются более чем на 0,01 единицы.
15. Матрица заготовок жидких линз по п. 1, отличающаяся тем, что показатель преломления клея и показатель преломления жидкости, расположенной внутри полости, не отличаются более чем на 0,01 единицы.
16. Матрица заготовок жидких линз по п. 1, отличающаяся тем, что по меньшей мере одна первая заготовка жидкой линзы из множества заготовок жидких линз имеет по меньшей мере одно различное оптическое свойство по отношению по меньшей мере к одной второй заготовки жидкой линзы из множества заготовок жидких линз в матрице.
17. Матрица заготовок жидких линз по п. 1, отличающаяся тем, что множество форм и размеров оправы включает множество комбинаций форм и размеров оправы, отличающаяся тем, что каждая комбинация форм и размеров оправы имеет:
ширину в диапазоне от около 20 мм до около 60 мм и
высоту в диапазоне от 10 мм до около 30 мм.
.
| US 2011085131 A1, 14.04.2011 | |||
| US 2007263293 A1, 15.11.2007 | |||
| US 2009268303 A1, 29.10.2009 | |||
| US 2011085243 A1, 14.04.2011 | |||
| US 2004001180 A1, 01.01.2004. |

