Эта заявка является частичным продолжением серии заявок N 08/165056, озаглавленной "Способ и устройство для изготовления фотохромных линз", поданной 10 декабря 1993 г. от имени изобретателей - Амитава Гупта и Рональда Блума.
Область техники
Настоящее изобретение касается пластмассовых оптических линз, содержащих фотохромные добавки, и способов быстрого и недорого изготовления таких линз.
Предпосылки создания изобретения.
При изготовлении линз, в частности линз для очков, часто желательно использование пластмасс вследствие их легкости и долговечности. Пластмассовые линзы также обеспечивают относительно экономичную коррекцию зрения. Способы получения пластмассовых линз различного назначения хорошо известны.
Используемые здесь "пластмассовые" линзы - это линзы, изготовляемые из полимерных материалов (смол) оптического качества. Стандартные промышленные материалы, используемые в пластмассовых линзах, включают смеси, содержащие аллилдигликолькарбонаты. Другие перспективные полимерные материалы оптического качества - это поликарбонаты на основе бисфенола A.
Фотохромные добавки обычно вводят методами, которые состоят в том, что пластмассовые линзы погружают в нагретый раствор, который содержит фотохромную добавку, растворенную в органическом растворителе (например, в метаноле, циклогексаноле или метилэтилкетоне), при заданной повышенной температуре в течение заданного времени. Однако во многие материалы для линз нельзя ввести фотохромные добавки с помощью таких методов. Например, материал CR-39, выпускаемый фирмой "PPG-Industries", нельзя использовать, применяя такие методы. Вместо них можно использовать только относительно немногие материалы (смолы), которые образуют мягкие материалы с низкой плотностью сшивки. Наиболее обычной из таких смол является синтетическая смола CR-307, выпускаемая фирмой "PPG-Industries".
Более существенно, что упомянутый выше метод для введения фотохромных добавок в пластмассовые линзы является дорогим и требует больших затрат времени. Недостатком таких методов является то, что необходимо приобретать, хранить и надлежащим образом использовать значительные количества опасных веществ; то, что необходимы значительные инвестиции в оборудование для обработки линз; и то, что линзы необходимо перевозить туда и обратно между предприятиями, производящими фотохромные добавки, и мелкими предприятиями по изготовлению линз (которые не могут сделать значительные капительные вложения, требуемые для введения фотохромных добавок с использованием новейшей технологии).
В соответствии с этим, в настоящее время существует необходимость в создании такой технологии изготовления линз, по которой готовые линзы, содержащие фотохромные добавки, можно будет быстро и недорого производить на небольших предприятиях по изготовлению линз. Кроме того, существует необходимость в разработке метода, по которому фотохромные добавки можно использовать для современных оптических полимерных материалов, таких как аллилдигликолькарбонаты.
Сущность изобретения
Заявители предложили быстрый и недорогой способ для введения фотохромных добавок в самые различные материалы для линз, включая аллилдигликолькарбонаты.
Согласно первому предпочтительному воплощению изобретения обеспечивают: а) полностью или неполностью обработанную отформованную заготовку для пластмассовой линзы, имеющей первую выпуклую поверхность, которая является сферической или асферической по своей геометрии; б) литьевую форму, имеющую формующую поверхность, по крайней мере, часть которой имеет профиль, в основном совпадающий с выпуклой поверхностью заготовки пластмассовой линзы и в) содержащую фотохромную добавку неотвержденную смолу, которая имеет низкую плотность сшивки и образует мягкую матрицу при отверждении. Затем неотвержденная смола, заготовка пластмассовой линзы и форма располагаются таким образом, чтобы неотвержденная смола была расположена между выпуклой поверхностью заготовки пластмассовой линзы и формующей поверхностью формы. Затем неотвержденная композиция смолы отверждается. После этого композиционная пластмассовая линза пропитывается фотохромным веществом.
Это первое предпочтительное воплощение изобретения можно использовать для создания композиционных пластмассовых оптических линз или неполностью обработанных заготовок, которые состоят из заготовки пластмассовой линзы и присоединенной к ней части из отвержденной смолы, которая содержит фотохромное вещество. Присоединенная часть из отвержденной смолы связана с выпуклой поверхностью заготовки пластмассовой линзы.
Согласно второму предпочтительному воплощению изобретения обеспечивают: а) обработанную или неполностью обработанную заготовку пластмассовой линзы, имеющую первую выпуклую поверхность, которая является сферической или асферической по своей геометрии; б) форму, имеющую формующую поверхность, по крайней мере, часть которой имеет профиль, в основном совпадающий с выпуклой поверхностью заготовки пластмассовой линзы; и в) содержащую фотохромную добавку неотвержденную смолу, которая имеет низкую плотность сшивки и образует мягкую матрицу при отверждении.
После этого неотвержденную смолу, заготовку пластмассовой линзы и форму располагают так, чтобы неотвержденная смола размещалась между выпуклой поверхностью заготовки пластмассовой линзы и поверхностью формы. Наконец, композицию неотвержденной смолы отверждают, получая присоединенную часть отвержденной смолы, которая связана с выпуклой поверхностью заготовки пластмассовой линзы.
Это второе предпочтительное воплощение изобретения можно использовать для создания композиционной пластмассовой оптической линзы или частично обработанной заготовки, которая включает заготовку пластмассовой линзы и присоединенную к ней часть отвержденной смолы, которая содержит фотохромное вещество. Присоединенная часть отвержденной смолы связана с выпуклой поверхностью заготовки пластмассовой линзы.
Согласно третьему воплощению изобретения обеспечивают: а) обработанную или неполностью обработанную заготовку пластмассовой линзы, имеющую выпуклую поверхность, которая является сферической или асферической по своей геометрии; б) форму имеющую поверхность формования, по крайней мере, часть которой имеет профиль, в основном соответствующий выпуклой поверхности заготовки пластмассовой линзы; в) содержащую фотохроную добавку прокладочную смолу, которая имеет низкую плотность сшивки и образует мягкую матрицу при отверждении; и г) литьевую смолу, которая имеет высокую плотность сшивки и образует при отверждении матрицу с высокой стойкостью к царапанию, причем литьевая смола практически не содержит фотохромных добавок и имеет более низкую вязкость, чем прокладочная смола. Затем слой прокладочной смолы наносят на формующую поверхность формы и отверждают до гелеобразного состояния, получая форму с покрытием. Затем литьевую смолу, заготовку пластмассовой линзы и форму с покрытием располагают так, чтобы литьевая смола размешалась между выпуклой поверхностью заготовки пластмассовой линзы и прокладочной смолой, образующей покрытие на форме. И, наконец, проводят отверждение, получая присоединенную часть отвержденной смолы, которая связана с выпуклой поверхностью заготовки пластмассовой линзы и имеет тонкий фотохромный слой на своей наружной поверхности.
Это третье предпочтительное воплощение изобретения можно использовать для создания композиционной пластмассовой оптической линзы, которая включает присоединенную часть прокладочной смолы, которая имеет высокую плотность сшивки, и присоединенную часть литьевой смолы, которая имеет низкую плотность сшивки, содержит фотохромное вещество и образует практически однородный слой без заданной заранее оптической конфигурации. Присоединенная часть прокладочной смолы связана с выпуклой поверхностью заготовки пластмассовой линзы. Присоединенная часть литьевой смолы связана с присоединенной частью прокладочной смолы.
Согласно четвертому предпочтительному воплощению изобретения обеспечивают: а) обработанную или неполностью обработанную заготовку пластмассовой линзы, имеющую выпуклую поверхность, которая является сферической или асферической по своей геометрии; б) прокладочную смолу, которая имеет низкую плотность сшивки и образует мягкую матрицу при отверждении, причем прокладочная смола содержит фотохромную добавку; в) литьевую смолу, которая имеет относительно высокую плотность сшивки и образует при отверждении матрицу с высокой стойкостью к царапанию, причем литьевая смола практически не содержит фотохромных добавок и имеет более низкую вязкость, чем композиция прокладочной смолы; и г) форму, имеющую поверхность формования, по крайней мере, часть которой имеет профиль, в основном совпадающий с выпуклой поверхностью заготовки пластмассовой линзы. После этого литьевую смолу, заготовку пластмассовой линзы с покрытием и форму располагают таким образом, чтобы литьевая смола находилась между выпуклой поверхностью заготовки пластмассовой линзы и формующей поверхностью формы. Затем литьевую смолу отверждают до гелеобразного состояния. Первую заготовку пластмассовой линзы после этого вынимают из формы, оставляя там литьевую смолу, которую отверждали до гелеобразного состояния на поверхности формы, получая форму с покрытием. Затем прокладочную смолу, заготовку пластмассовой линзы и форму с покрытием располагают таким образом, чтобы прокладочная смола находилась в виде тонкого слоя, не имеющего заданной оптической конфигурации, между выпуклой поверхностью заготовки пластмассовой линзы и литьевой смолой в форме с покрытием. И, наконец, проводят отверждение.
Это четвертое предпочтительное воплощение можно использовать для создания композиционной пластмассовой оптической линзы, которая состоит из заготовки пластмассовой линзы, присоединенной части прокладочной смолы, которая имеет высокую плотность сшивки, и присоединенной части литьевой смолы, которая имеет низкую плотность сшивки, содержит фотохромное вещество и образует практически однородный слой без заданной оптической конфигурации. Присоединенная часть литьевой смолы связана с выпуклой поверхностью заготовки пластмассовой линзы. Присоединенная часть прокладочной смолы связана с присоединенной частью литьевой смолы.
Описанные выше способы имеют преимущество в том, что композиционные линзы, содержащие фотохромные добавки, можно быстро и легко получить на небольших предприятиях по изготовлению линз.
Описанные выше способы также имеют преимущество в том, что их можно использовать для введения фотохромных добавок в изделия из улучшенных оптических материалов на основе смол, таких как аллилдигликолькарбонаты.
Различные другие преимущества способов, предложенных в настоящем изобретении, и линз, изготовленных по этим способам, будут очевидны из подробного описания некоторых способов осуществления изобретения, приведенного ниже.
Краткое описание чертежей
На фигурах относительная толщина различных компонентов сильно увеличена для большей наглядности.
На фиг. 1A показан поперечный разрез сборки, состоящий из формы, литьевой смолы и простой зрительной линзы (single vision lens) в соответствии с одним из вариантов осуществления настоящего изобретения.
На фиг. 1B показан поперечный разрез сборки, состоящий из формы, простой зрительной линзы с покрытием и литьевой смолы в соответствии с настоящим изобретением.
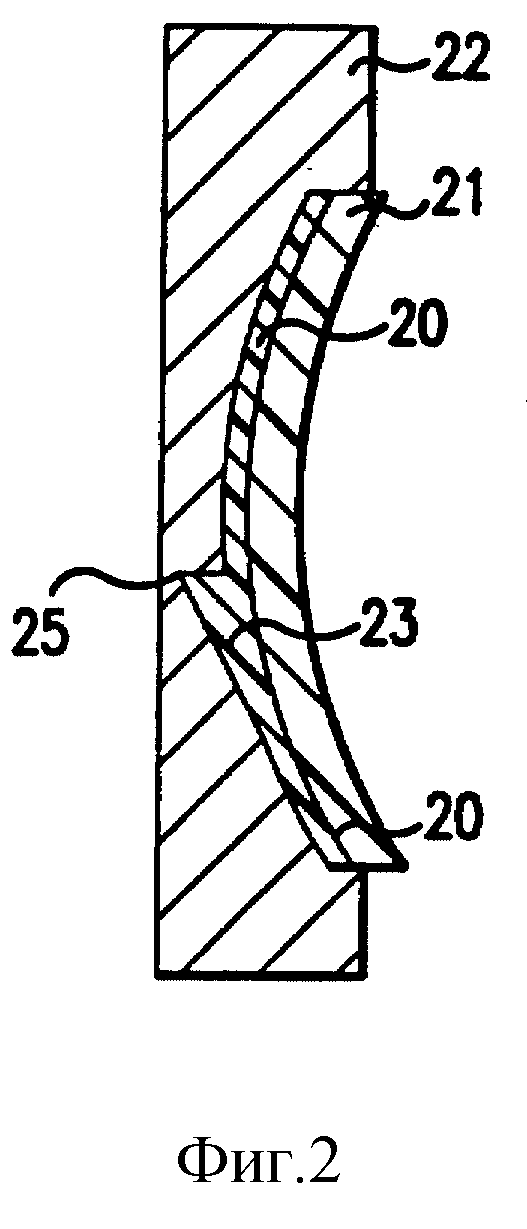
На фиг. 2 показан поперечный разрез сборки, состоящий из формы, литьевой смолы и простой зрительной линзы в соответствии с одним из вариантов осуществления настоящего изобретения.
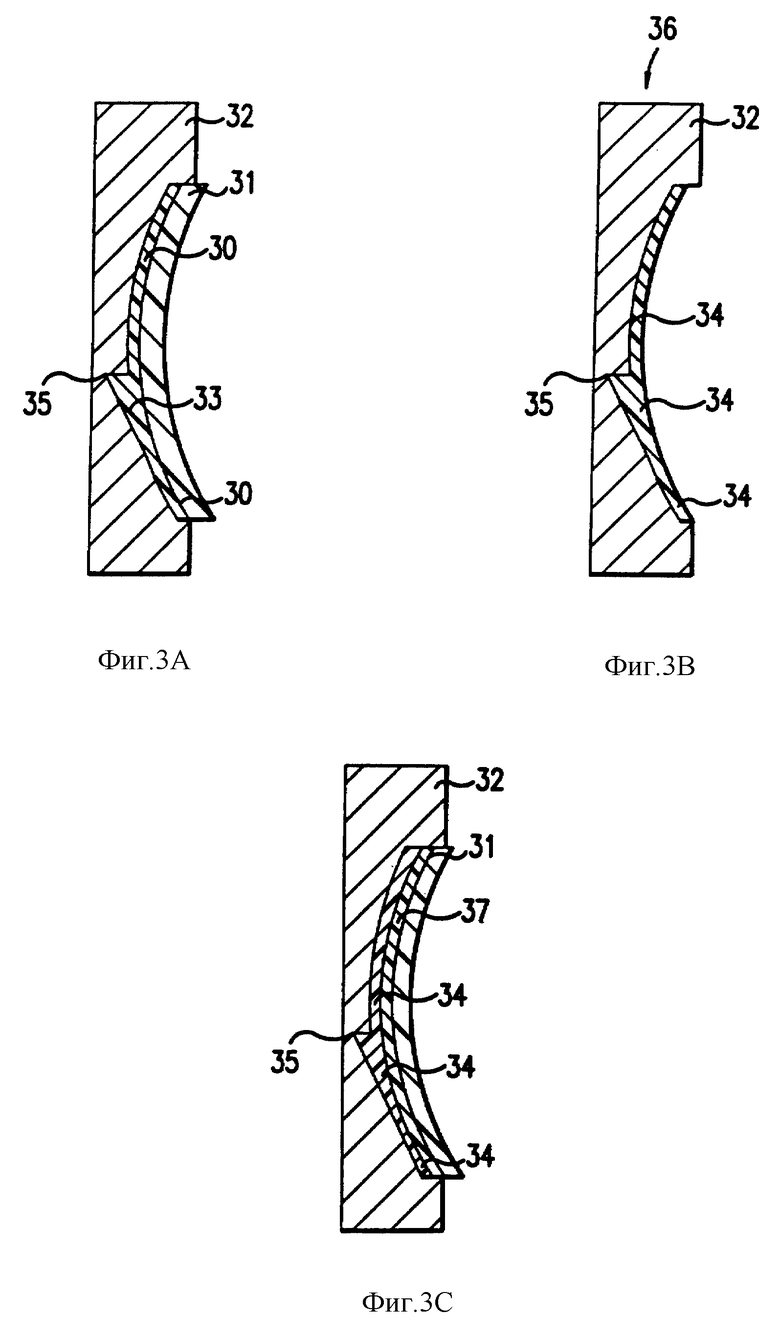
На фиг. 3A показан поперечный разрез сборки, состоящий из формы, литьевой смолы и простой зрительной линзы, в соответствии с одним из вариантов осуществления настоящего изобретения.
На фиг. 3B показан поперечный разрез формы с покрытием в соответствии с настоящим изобретением.
На фиг. 3C показан поперечный разрез сборки, состоящий из формы с покрытием, простой зрительной линзы и литьевой смолы, в соответствии с настоящим изобретением.
На фиг. 4A и 5A показаны поперечные разрезы сборок, состоящих из формы с покрытием из прокладочной смолы, в соответствии с настоящим изобретением.
На фиг. 4B и 5B показаны поперечные разрезы сборок, состоящих из формы с покрытием, литьевой смолы и заготовки для линзы, в соответствии с настоящим изобретением.
Подробное описание изобретения.
Ниже описан способ изготовления полностью обработанных фотохромных линз, которые могут быть сферическими или асферическими по своей геометрии, а по своим оптическим характеристикам могут быть монофокальными, бифокальными, мультифокальными или имеющими плавно меняющееся фокусное расстояние, и фотохромных неполностью обработанных заготовок, которые не имеют никаких ограничений по геометрии вогнутой поверхности. В этом способе используются следующие компоненты: форма, которая имеет формующую поверхность; одна или более отвержденных композиций смолы; и обработанная или неполностью обработанная заготовка пластмассовой линзы.
Типичные материалы для форм согласно настоящему изобретению включают стеклянные формы, изготовленные из стекла кронглас, и металлические формы, изготовленные из никеля гальваническим методом. Однако, можно использовать практически любой материал, если этот материал обеспечивает надлежащее смачивание формы неотвержденной композицией смолы, обеспечивает хорошее отделение композиции смолы от формы после отверждения и совместим с данным процессом отверждения. Предпочтительными материалами для форм, практически используемыми в настоящем изобретении, является стекло или пластмассы, прозрачные для ультрафиолетового излучения с длинами волн в интервале от 320 до 400 нм. Средства для изготовления подходящих форм и отделки таких форм для использования в соответствии с настоящим изобретением хорошо известны в данной области техники.
Конкретный материал заготовок для линз выбирают для конкретного применения в зависимости от ряда факторов, включая силу прилипания к соседнему слою смолы, показатель преломления, тип отверждения, стойкость к царапанию, хроматическую аберрацию, ударопрочность и т.д. Заготовка для линзы может быть в обработанном или неполностью обработанном виде.
В зависимости от применения может быть очень много различных заготовок для линз. Предпочтительными материалами для заготовок линз являются смеси, содержащие аллилгликолькарбонаты, такие как бисаллилдиэтиленгликолькарбонат, выпускаемый под торговым названием "MasterCast 1" и "MasterCast 2" фирмой Vision Sciences, Монровия, Калифорния; и под названием "CR-39" фирмой PPG Industries; поликарбонаты, такие как поликарбонаты на основе бисфенола A; полиуретаны; сложные полиэфиры, включая полиэфиры, образованные этиленгликольмалеатом; акриловые эфиры; аллиловые эфиры; такие как триаллилцианурат, триаллилфосфат, триаллилцитрат и диаллилфенилфосфат; полимеры, образованные из стирольных и виниловых мономеров; акрилаты, метил-, аллил- и бутилметакрилаты, и другие мономер-плимерные материалы, имеющие высокие показатели преломления.
Более предпочтительными материалами являются поликарбонаты на основе бисфенола A; поликарбонаты на основе хлор-, бром-, фенокси- и алкоксизамещенных фенолов и нафтолов; и полимеры одного или более одного мономеров, выбранных из группы, состоящей из алифатических и ароматических акрилатных мономеров, уретановых мономеров, сложных эфиров, производных стирола, виниловых мономеров и аллильных мономеров.
В некоторых способах осуществления изобретения сами заготовки для линз заранее пропитаны одной или более фотохромными добавками. Поскольку многие предприятия по изготовлению линз не имеют оборудования для пропитки заготовок линз и поскольку многие материалы заготовок линз нельзя пропитывать с использованием обычных методов, такие заготовки обычно покупают уже предварительно пропитанными. Такие линзы можно получать от фирм American Optical, Silor, Sola, Roden Stock и других фирм, производящих линзы.
Используемый здесь термин "заготовка линзы" обозначает пластмассовую полностью обработанную или неполностью обработанную простую зрительную линзу со сферической или асферической выпуклой поверхностью без каких-либо ограничений геометрии выпуклой поверхности, которая здесь называется литьевой поверхностью. Если отливаемая или прокладочная смола, используемая при изготовлении фотохромных линз настоящего изобретения, полимеризуется фотохимически, то заготовка линзы предпочтительно является прозрачной для ультрафиолетового излучения. Простая зрительная линза представляет собой линзу со сферической или асферической кривизной на выпуклой поверхности и может иметь торическую или неторическую кривизну на вогнутой поверхности в зависимости от потребности.
В слоях отливаемой смолы на выпуклой поверхности простой зрительной линзы или неполностью обработанной заготовки, предпочтительно, чтобы поверхностная энергия полимеризующейся смолы была близка к поверхностной энергии поверхности линзы или заготовки, на которую отливается смола, так чтобы гарантировать смачивание поверхности линзы или заготовки полимеризующейся смолой, что обеспечивает быстрое растекание смолы по поверхности линзы или заготовки. В результате смола образует равномерный слой на поверхности линзы или заготовки и будет обеспечена сильная и постоянная связь с линзой или заготовкой после завершения отверждения.
Используемый здесь термин "литьевая смола" означает смолу, имеющую такую поверхностную энергию, что смола легко покрывает поверхность заготовки линзы и поверхность формы (покрытую слоем смолы или не покрытую слоем смолы или непокрытую) и в то же время имеет такую вязкость, чтобы смола легко затекала внутрь формы и заполняла пространство между формой и заготовкой линзы. "Смола, образующая прослойку", или "прокладочная смола" также имеет такую поверхностную энергию, чтобы эта смола легко покрывала форму, но она имеет более высокую вязкость, чем литьевая смола, для того, чтобы эта смола прилипала к форме и чтобы не стекала с вертикальных поверхностей формы в течение нескольких минут.
Например, смолы, образующие прослойку, в настоящем изобретении имеют вязкость предпочтительно от 100 до 1000 сантипуаз, более предпочтительно от 150 до 300 сантипуаз. В противоположность этому, композиции литьевых смол настоящего изобретения имеют вязкость предпочтительно от 10 до 50 сантипуаз, более предпочтительно от 15 до 40 сантипуаз. Вязкость смолы можно увеличить, например, путем увеличения концентрации мономеров высокого молекулярного веса относительно мономеров низкого молекулярного веса и наоборот. К другим методам изменения вязкости относится добавление загустителей.
Поверхностная энергия данной смеси связана с контактным углом между смолой и данной поверхностью, который в свою очередь связан со степенью адгезии между смолой и поверхностью. Способы составления смесей смол для достижения определенной поверхностной энергии (поверхностного натяжения) так, чтобы смола образовывала определенный контактный угол, например, с гидрофобной пластмассовой линзой или, например, с гидрофильными стеклянными поверхностями формы, хорошо известны специалистам. Например, в книге Polymer Handbook I. Babdrupand E. H. Immergut, Eds, 3rd Ed., Wiley Interscience Publishers, 1989, содержание которой включено сюда через ссылку, дается подробная информация о взаимосвязи между поверхностным натя- жением, поверхностной энергией, параметрами растворимости и характеристиками полярности/неполярности жидкостей, в том числе полимеризующихся мономеров, которые используются в связи с настоящим изобретением.
Например, один типичный способ изменения контактного угла полимеризующейся смолы по отношению к данной поверхности состоит в изменении относительного содержания в смоле двух мономеров с различными гидрофобными и гидрофильными свойствами. В результате добавления более гидрофобного мономера смола будет сильнее взаимодействовать с гидрофобной поверхностью, и контактный угол будет уменьшаться по отношению к такой поверхности. Добавление более гидрофобного мономера приведет также к менее сильному взаимодействию смолы с гидрофильной поверхностью, и контактный угол по отношению к такой поверхности будет увеличиваться. И, наоборот, при добавлении более гидрофильного мономера смола будет взаимодействовать слабее с гидрофобной поверхностью, и следовательно, контактный угол по отношению к этой поверхности будет увеличиваться. Добавление более гидрофильного мономера будет также приводить к более сильному взаимодействию смолы с гидрофильной поверхностью, и контактный угол по отношению к этой поверхности будет уменьшаться.
Другой типичный способ изменения контактного угла полимеризующейся смолы на данной поверхности - это добавление различных количеств поверхностно-активного вещества, например додецилсульфата натрия.
Используя такие способы, композиции литьевой смолы предпочтительно составляют так, чтобы получить контактный угол между литьевой смолой и заготовкой для линзы от 20 градусов до 45 градусов; контактный угол между литьевой смолой и поверхностью формы (если такой контакт существует) от 45 до 75o; и контактный угол между литьевой смолой и прокладочной смолой (если такой контакт существует) от 0 до 40o. Аналогично этому, композиции прокладочной смолы (если они используются) предпочтительно составляются так, чтобы получить контактный угол между прокладочной смолой и поверхностью формы от 45 до 75o.
Конкретный состав композиций смолы, используемых в изобретении, будет зависеть от ряда факторов, включая поверхностную энергию, вязкость, применяемый метод отверждения, стойкость к царапанию, хроматическую аберрацию, ударопрочность, показатель преломления и т.д.
Композиции прокладочных смол и литьевых смол, предназначенные для введения фотохромных добавок, предпочтительно имеют низкую плотность сшивки и образуют мягкую матрицу при полимеризации, что дает возможность быстро пропитывать смолу фотохромной добавкой, если слой пропитывается после отверждения, а также дает возможность быстрого перехода фотохромного вещества от состояния в темноте до состояния при освещении при воздействии солнечного света. Скорость этого перехода, являющаяся основным параметром, характеризующим качество и приемлемость фотохромных линз для потребителя, зависит от жесткости матрицы, в которой содержится фотохромная добавка, Слои смолы, которые образуют мягкие матрицы с низкой плотностью сшивки, обычно непригодны в качестве внешнего слоя фотохромных линз, потому что они легко царапаются или портятся во время их ежедневного использования. Поэтому слои смолы, содержащие фотохромные добавки, предпочтительно сверху покрываются твердым, стойким к царапанию внешним слоем. Процесс производства также может быть спроектирован так, чтобы фотохромный слой находился под твердым, стойким к царапанию внешним слоем. Мономеры и олигомеры, используемые в композициях питьевых и прокладочных смол, могут быть разделены на две группы - группу A и группу B. Группа A предпочтительна для твердых, стойких к царапанию наружных слоев, а группа B предпочтительна для введения фотохромных добавок.
Мономеры и олигомеры группы A предпочтительно включают моно-, ди-, три-, тетра- и пентафункциональные акрилаты, такие как алкоксилированные акрилаты, получаемые из ди- или триметилолаалканов или из пентаэритрита, выпускаемых фирмой "Sartomer" или "Polysciences"; метакрилаты; винильные мономеры, такие как стирол, аллильные мономеры, такие как HIRI, CR-39 и CR-307, выпускаемые фирмой PPG Industries эпоксиды, уретаны или сложные эфиры с концевыми акриловыми группами; термически разлагаемые инициаторы полимеризации, включающие пероксиды и азоалканы, такие как азоизобутиронитрил (АИБН), выпускаемый фирмой Дюпон; фотохимические инициаторы, включающие производные ацетофенона и бензофенона, такие как Irgacure 184 и Irgacure 500, выпускаемые фирмой "Ciba Geigy" или Durcure 1173, выпускаемый фирмой "Radcure Corporation"; загустители, такие как порошкообразный диоксид кремния, или низкомолекулярные полимеры, такие как полиметилметакрилат или сополимеры метилметакрилата и аллилметакрилата, выпускаемые фирмой PPG Industries; и агенты, регулирующие поверхностную энергию, такие как акрилаты и метакрилаты, способные образовывать цвиттерионы.
Группа B включает все компоненты, перечисленные в группе A, с тем ограничением, что ни один полимеризующийся компонент не должен иметь функциональность больше двух.
Упомянутые выше композиции смол и заготовки для линз предпочтительно имеют показатели преломления от 1,49 до 1,66, причем показатели преломления композиции смолы и заготовки линзы совпадают друг с другом в пределах 0,05 единиц,
Предпочтительные отверждающиеся композиции смол оптического качества для использования в качестве литьевых смол и прокладочных смол включают композиции, содержащие (1) бисаллилкарбонат и (2) метакрилат, полифункциональный акрилат или комбинацию метакрилата и полифункционального акрилата.
Предпочтительные бисаллилкарбонаты, предназначенные для использования в упомянутых выше композициях смол, включают диэтиленгликольбисаллилкарбонат на основе бисфенола A (выпускаемый под маркой "CR-39" фирмой PPG Industries) и бисаллилкарбонат на основе бисфенола A (выпускаемый фирмой PPG Industreies под маркой HIRI, причем CS-39 является более предпочтительным.
Предпочтительные акрилаты включают многофункциональные акрилаты, в том числе диакрилаты, триакрилаты, тетраакрилаты и пентаакрилаты, такие как диэтиленгликольдиакрилат, триакрилат этоксилированного триметилолпропана, тетраакрилат пентаэритрита и пентаакрилат дипентаэритрита. Эти вещества можно получить, например, от фирмы Sartomer.
Предпочтительным метакрилатом является метакрилат бисфенола A, выпускаемый, например, фирмой Sartomer.
Композиции литьевых смол и прокладочных смол настоящего изобретения также предпочтительно включают термоинициатор (такой как диизопропилпероксидикарбонат, выпускаемый фирмой PPG под торговой маркой IPP, ультрафиолетовый инициатор (такой как 2-гидрокси-2-метил-1-фенилпропан-1-он или 1-гидроксициклогексилфенилкетон, выпускаемые фирмой Cina Geigy под торговыми названиями Irgacure 182 и Durcure 1173) или оба этих соединения. Фотоинициаторы предпочтительны для использования на практике в настоящем изобретении, особенно Durcure 1173.
В зависимости от конкретного способа осуществления изобретения либо композиция литьевой смелы, либо композиция прокладочной смолы могут содержать фотохромную добавку. Предпочтительными фотохромными добавками являются пираны и оксазолы.
Согласно предпочтительному воплощению изобретения композиции прокладочных смол содержат от 0,01 до 20 вес.% фотохромных добавок, от 0,5 до 8 вес.% фотоинициатора, от 25 до 85 вес.% бисаллилкарбоната и от 25 до 75 вес.% монофункциональных или дифункциональных акрилатов с молекулярными весами, необходимыми, чтобы достичь соответствующей общей вязкости, например, более предпочтительной вязкости от 150 до 300 сантипуаз. Более предпочтительно, композиции прокладочных смол содержат от 0,1 до 5 вес.% фотохромных добавок, от 2 до 4 вес.% фотоинициатора, от 25 до 50 вес.% бисаллилкарбоната и остальное до 100% - дифункциональные акрилаты, такие как олигомерные уретаны с концевыми акрилатными группами.
Аналогично этому, предпочтительные композиции литьевых смол содержат от 0,5 до 8 вес.% фотоинициатора, от 25 до 85 вес.% бисаллилкарбоната и от 25 до 75 вес.% метакрилата, полифункционального акрилата или смеси метакрилата и полифункционального акрилата. Более предпочтительные композиции литьевых смол содержат от 1 до 4 вес.% фотоинициатора, от 50 до 80 вес.% бисаллилкарбоната и от 25 до 75 вес.% метакрилата, полифункционального акрилата или смеси метакрилата и полифункционального акрилата. Используя принципы, которые иллюстрируются на фиг. 1A-5B, можно создавать множество конфигураций линз на основе форм для литья, смол и заготовок для линз, описанных в настоящем изобретении, в том числе монофокальные, бифокальные, мультифокальные линзы или линзы с плавным изменением фокусного расстояния (progressive lense) со сферической или асферической геометрией. Также очевидно, что смолу можно наносить на переднюю поверхность линзы, на заднюю поверхность линзы или на обе эти поверхности, используя методы настоящего изобретения. Кроме того, можно обрабатывать выпуклые или вогнутые поверхности линз.
Рассмотрим теперь фиг.1A. Фотохромный несущий слой 10, не имеющий заранее заданной оптической конфигурации (non-preseription), который состоит из содержащей фотохромную добавку питьевой смолы из группы B, располагается между формой 12 и простой зрительной линзой 11. Кривизна вогнутой поверхности формы 12 предпочтительно совпадает с кривизной выпуклой поверхности линзы 11, так что фотохромный несущий слой 10 имеет практически равномерную толщину. Кроме того, фотохромный несущий слой 10 предпочтительно имеет малую толщину (от 0,025 до 1,0 мм), что способствует быстрому отверждению и уменьшает вероятность возникновения напряжений и деформации готовых, прошедших чистовую обработку линз. Впоследствии несущий слой 10 отверждается.
На фиг. 1B литьевая смола из группы A, практически не содержащая фотохромных добавок, располагается в виде несущего слоя 13 между формой 14 и простой зрительной линзой 11 с фотохромным несущим слоем 10, который был показан на фиг.1A. Кривизна вогнутой поверхности формы 14 предпочтительно совпадает с кривизной выпуклой поверхности несущего слоя 10, так что несущий слой 13 будет иметь практически равномерную толщину.
Несущий слой 10 предпочтительно является тонким (от 0,025 до 1,0 мм), что способствует быстрому отверждению и уменьшает вероятность возникновения напряжения и деформации в готовой линзе после чистовой обработки. Затем несущий слой 13 отверждают и получают линзу с быстрым переходом окраски фотохромного вещества и в то же время имеющую хорошую стойкость к царапанию.
На фиг. 2 бифокальная форма 22 с полостью 25, простая зрительная линза 21 и смола из группы B, которая практически не содержит фотохромных добавок, располагаются таким образом, что бифокальный сегмент 23 с соседним несущим слоем 20 образуется между формой 22 и линзой 21. Затем смолу группы B отверждают. После этого отвержденную смолу пропитывают фотохромной добавкой, чтобы получить фотохромную линзу с быстрым переходом окраски фотохромного вещества. Пропитку фотохромной добавкой можно осуществить путем погружения линзы в раствор фотохромной добавки в течение длительного периода времени или путем нанесения раствора фотохромной добавки при вращении на выпуклую поверхность линзы и последующей сушки с удалением растворителя путем нагревания и отжига линзы с покрытием. При желании на линзу можно нанести еще одно покрытие из смолы группы A, которое затем отверждают, чтобы улучшить стойкость к царапанию.
На фиг. 3A показано расположение бифокальной формы 32 с полостью 35, простой зрительной линзы 31 и смолы из группы A, которая не содержит фотохромных добавок; они расположены таким образом, чтобы бифокальный сегмент 33 с соседним несущим слоем 30 образовался между формой 32 и линзой 31.
Затем смолу группы A отверждают до гелеобразного состояния и линзу 31 удаляют, после чего остается отвержденная до гелеобразного состояния смола 34 и получается форма с покрытием 36, как показано на фиг. 3B.
Как показано на фиг. 3C, форма с покрытием из фиг. 3B, литьевая смола из группы B, содержащая фотохромную добавку, и простая зрительная линза 31 расположены так, что образуется несущий слой 37 между линзой 31 и бифокальной формой 32 с покрытием из смолы 34, отвержденной до гелеобразного состояния. Так как линзу 31 использовали, чтобы получить форму с покрытием, кривизна вогнутой поверхности формы с покрытием совпадает с кривизной выпуклой поверхности линзы 31. Несущий слой 37 предпочтительно имеет малую толщину (от 0,025 до 1,0 мм), что способствует быстрому отверждению и уменьшению вероятности возникновения напряжения и деформации готовой прошедшей чистовую обработку линзы. Несущий слой 37 и смола 34, отвержденная до гелеобразного состояния, затем полностью отверждаются, чтобы получить линзу с быстрым изменением окраски фотохромного вещества, обладающую в то же время хорошей стойкостью к царапанию.
В воплощениях изобретения, показанных на фиг.4A, 4B, 5A и 5B, композиция прокладочной смолы, которая содержит фотохромную добавку, наносится на поверхность формы и частично отверждается до гелеобразного состояния с тем, чтобы задержать растекание смолы и чтобы покрытие оставалось стабильным. Затем композицию питьевой смолы, практически не содержащую фотохромных добавок, заливают между формой с покрытием и заготовкой линзы.
Как показано на фиг. 4A, композиция прокладочной смолы из группы B, содержащая фотохромную добавку, наносится в виде тонкого покрытия без заранее заданной оптической конфигурации 48 на формующую поверхность формы 43. Такое покрытие 48 предпочтительно имеет толщину от 0,2 до 0,3 мм (от 200 до 300 мкм). Это тонкое покрытие 48 затем отверждают до гелеобразного состояния, используя, например, короткий импульс ультрафиолетового излучения.
На фиг. 4B композицию литьевой смолы из группы A или B, которая практически не содержит фотохромных добавок, заливают в виде слоя 46 между заготовкой линзы 41 и тонким гелеобразным покрытием 48. Аналогично тому, как описано выше, слой 46 предпочтительно является тонким однородным слоем.
На фиг. 5A показано, что если необходимо добавить сегмент определенной оптической конфигурации, такой как бифокальный сегмент, то в форму 53 можно вставить полость 54. Затем композицию прокладочной смолы из группы B, содержащую фотохромную добавку, можно нанести в виде тонкого покрытия 58 на поверхность формования формы 53, включая поверхность полости 54. Тонкое покрытие 58 затем отверждают до гелеобразного состояния, используя, например, короткий импульс утрафиолетового излучения.
На фиг. 5B показано, что форма 53 с тонким покрытием 58, заготовка линзы 51 и композиция литьевой смолы из группы A или B, которая практически не содержит фотохромных добавок, располагаются таким образом, чтобы композиция литьевой смолы размещалась между заготовкой линзы 53 и тонким покрытием 58. В результате композиция литьевой смолы принимает форму не имеющего заданной конфигурации несущего слоя 56 и имеющего заданную конфигурацию сегмента 52. Аналогично тому, что описано выше, несущий слой 56 является достаточно тонким и однородным, чтобы была уверенность, что несущий слой 56 не изменит заданные размеры заготовки линзы в области соседней с бифокальным сегментом 52.
Воплощения изобретения, рассмотренные в связи с фиг. 4A-5B, позволяют изготовить фотохромные линзы с быстрым переходом окраски фотохромного вещества. При желании фотохромную линзу можно покрыть сверху дополнительным слоем смолы группы A с последующим отверждением, чтобы улучшить стойкость к царапанию.
Хотя описанные выше способы осуществления изобретения, показанные на фиг. 1A-5B, используются для изготовления полностью обработанных простых зрительных линз, следует понимать, что различные способы осуществления изобретения можно на практике применять и, например, для неполностью обработанных заготовок. Аналогично, хотя в описанных выше способах осуществления изобретения используются либо формы для простых зрительных линз, либо формы для бифокальных линз, следует понимать, что эти формы могут быть как сферическими, так и асферическими, и могут быть простыми, бифокальными, трифокальными, мультифокальными, с плавно меняющимся фокусным расстоянием и т.д.
В других воплощениях изобретения поверхность заготовки линзы можно изменить, например, для превращения поверхности для отливки в поверхность линзы с плавно меняющимся фокусным расстоянием; для получения поверхности мультифокальных, бифокальных или трифокальных линз без швов или в случае, когда заготовки представляют собой простые зрительные линзы, для введения призматических эффектов в готовые линзы. Способы настоящего изобретения также можно использовать, чтобы правильно ориентировать оптический центр линзы по отношению к мультифокальной области или области с меняющимся фокусным расстоянием. Кроме того, их можно использовать для отливки компенсирующих призм в связи с отливкой линз с плавно меняющимся фокусным расстоянием. В некоторых конструкциях линз должна быть сделана корректировка, чтобы ввести астигматизм в оптическую конфигурацию готовой полностью обработанной линзы. Дополнительно детали, которые дают возможность специалистам в данной области использовать на практике такие способы осуществления изобретения, описаны, например, в патенте США N 5219497, основное содержание которого включено сюда через ссылку.
В соответствии с предпочтительным способом практического осуществления изобретения литьевую смолу помещают в форму до того, как в форму помещают заготовку линзы.
После того как упомянутые выше заготовки линз, неотвержденные литьевые смолы, гелеобразные прокладочные смолы (если они используются) и формы собраны, эту сборку подвергают отверждению. Во время отверждения форма и заготовка линзы могут удерживаться вместе различными способами, в том числе путем зажимания по периферии заготовки линзы и формы, при помощи обычного оптического уплотнения, которое удерживает вместе заготовку линзы и форму, при помощи силы, которую создает вес заготовки линзы, когда она помещается сверху формы, при помощи капиллярного притяжения, которое создает очень тонкая пленка смолы между формой и заготовкой линзы (т.е. несущий слой), или путем сочетания этих методов.
Однако, в предпочтительных способах осуществления настоящего изобретения не требуется использования обычного оптического уплотнения. Это способствует большему разнообразию и гибкости в методах литья и делает такие методы значительно более экономичными, чем традиционные методы литья, в которых используют обычные оптические уплотнения. Например, в некоторых таких воплощениях изобретения литьевая смола заливается в форму без использования обычных оптических уплотнений. Затем заготовку линзы помещают сверху литьевой смолы и линза своим весом выдавливает литьевую смолу из формы до тех пор, пока поверхность линзы не будет отделена от формы тонким несущим слоем литьевой смолы. Форма и заготовка линзы удерживаются вместе капиллярным притяжением слоя литьевой смолы, весом и/или другими способами. Таким образом, тонкий несущий слой вещества наносится на поверхность заготовки линзы в дополнение к любому сегменту или другой оптической поверхности, определяемой формой, без использования обычного оптического уплотнения.
Способ отливки в настоящем изобретении может включать следующие операции: загрузку определенного объема полимеризующейся смолы в форму, размещение лент или других гибких и сжимаемых средств по краю формы таким образом, чтобы они обеспечивали, по крайней мере, частично, удерживание веса, например, неполностью обработанной заготовки (но не настолько сильно, чтобы произошло полное закрывание вокруг периферии формы), последующее помещение неполностью обработанной заготовки на смолу в форме так, чтобы выпуклая поверхность заготовки соприкасалась со смолой; при этом вес заготовки вызывает растекание смолы, и ленты или другие сжимаемые средства частично сжимаются и поэтому создают противодействующую силу, которая по крайней мере, частично удерживает вес неполностью обработанной заготовки. Лента или другие способные сжиматься средства еще больше сжимаются настолько, насколько необходимо по ходу отверждения, и слой смолы сокращается в объеме. Потребуются ленты или нет, будет зависеть от веса заготовки.
Во время отверждения различные смолы, нанесенные на форму и заготовку линзы, отверждаются и при этом становятся твердыми и скрепляются друг с другом и с поверхностью заготовки. В то же время различные смолы могут быть отделены от формы.
Литьевые и прокладочные смолы могут отверждаться любым способом, пригодным для композиции таких материалов. Однако предпочтительны термическое отверждение и отверждение под действием ультрафиолетового (УФ) излучения, поскольку большинство материалов может легко отверждаться под действием тепла и УФ-излучения, причем отверждение под действием ультрафиолета наиболее предпочтительно. Другие способы отверждения включают без ограничения отверждение под действием ультразвука, инфракрасного излучения, микроволн и других форм излучения.
Отверждение под действием УФ-излучения обычно проводят при помощи источника УФ-света. Пригодными для этой цели источниками УФ света являются источники, которые производятся фирмой Филлипс и имеют следующие обозначения: TL/IOR/UVA (отражательные лампы), HPM (галогенные лампы высокого давления), HPA (металлогалогенные лампы среднего давления) и HPR (ртутные лампы высокого давления). Обычно смолу подвергают облучению УФ-источником (т.е. источником, испускающим излучение с длиной волны в интервале 300-450 нм) во время процесса отверждения до тех пор, пока смола не станет достаточно твердой (т. е. приблизительно 5-30 минут). Однако многие фотохромные добавки повреждаются более коротковолновым УФ-излучением, например, УФ-излучением с длиной волны менее 320 нм. К счастью, существуют фотоинициаторы, которые активируются при длинах волн 350 нм или выше. Поэтому в соответствии с предпочтительным способом осуществления изобретения для предотвращения воздействия УФ- света на фотохромную добавку используется фильтр для УФ- излучения из цветного стекла с границей пропускания 320 нм, например такой, который выпускает фирма Corning Glass.
Отверждение под действием УФ-излучения можно также осуществлять, используя "мигающий" источник УФ-света. При отверждении с помощью мигающего источника можно получить оптический сегмент с меньшими вариациями плотности.
Для отверждения под действием УФ-излучения в отличие от термического отверждения требуется по крайней мере одна прозрачная для ультрафиолета поверхность, через которую УФ- излучение может пройти, чтобы попасть на смолу. Хотя заготовка линзы уже дает одну прозрачную поверхность, изготовление формы из пропускающего ультрафиолет материала, такого как кронглас, может дать дополнительную прозрачную поверхность.
Некоторые фотохромные добавки могут поглощать излучение с теми длинами волн, которые желательны для отверждения смол, снижая эффективность отверждения. Поэтому желательно избежать того, чтобы отвержденная смола освещалась через слой, содержащий такие добавки. Имеется возможность проявить гибкий подход к этой проблеме, поскольку различные сборки, описанные в этом изобретении, можно облучать через заготовку линзы, форму или через оба этих компонента. Там, где необходимо отверждать смолу, содержащую фотохромную добавку, предпочтительно облучать ее с обеих сторон, чтобы увеличить скорость отверждения.
Другие соответствующие условия для облучения будут очевидны специалистам в данной области.
Если выбранная фотохромная добавка термостабильна, термическое отверждение можно осуществить путем нагревания смолы до заранее заданной температуры в течение заданного промежутка времени. Тепло предпочтительно подводится к смоле при помощи нагретой жидкостной бани. Условия отверждения обычно включают температуру в интервале от 120 до 220 в течение периодов времени от 30 до 100 минут. Предпочтительными материалами для изготовления форм, используемых при термическом отверждении, являются стекло и металл.
Некоторые материалы могут отверждаться путем сочетания нагревания и УФ-облучения, применяемых или последовательно, или одновременно.
Хотя описанные выше способы осуществления изобретения обсуждались в связи с применением фотохромных добавок, эти способы также целесообразно использовать в связи с применением других добавок, таких как, например, просветляющие покрытия, стойкие к царапанию, и УФ- ингибиторы.
Некоторые способы осуществления настоящего изобретения показаны в следующих примерах; их следует рассматривать как иллюстрации, которые никоим образом не ограничивают это изобретение.
Пример 1
Неполностью обработанную заготовку получали из следующей композиции жидкой смолы: бисаллилкарбонат (CR-39) 88,5% /вес/ объем/; диизопропилперкарбонат (IPP) 2,5% и метилметакрилат (ММА) 8%. Жидкую смолу вводили в полость формы, образованную сферической передней стенкой формы с радиусом кривизны 92 мм и диаметром 78 мм, задней стенкой формы и уплотнениями из поливинилхлорида. Смолу в форме отверждали в печи с регулируемой температурой при повышении температуры от 100oF до 170oF (от 38 до 77oC) в течение 16 часов. После удаления из формы заготовку отжигали при 185oF (85oC) в течение 2 часов. Заготовку затем обрезали до 74 мм.
Следующую смесь использовали в качестве композиции литьевой смолы: бисаллилкарбонат (CR-39) 75%; этоксилированный тригидроксипропантриакрилат 10%; диакрилат полиэтиленгликоля (мол. вес 400) 12%; и Durcure 1173 3%. 0,05 мл литьевой смолы помещали в сферическую форму, изготовленную из кронгласа, с радиусом кривизны 89,5 мм. Три отрезка металлизированной ленты помещали на краю формы под углом 120o. Заготовку помещали на смолу, в результате чего слой смолы растекался и заполнял пространство между формой и заготовкой. Затем форму с находящимися на ней заготовкой и смолой подвергали действию УФ-излучения и нагревали при подъеме температуры от 88oF до 170oF (от 31 до 77oC) в течение периода времени около 25 минут. В результате этого процесса литьевая смола отверждалась и образовывала покрытие на выпуклой поверхности неполностью (частично) обработанной заготовки. Заготовку с покрытием погружали в раствор фотохромной добавки - нафтаспирооксазина (PRG 568) в циклогексане и выдерживали при 140oF (60oC) 2 часа. Затем заготовку вынимали из ванны с растворителем и отжигали при 200oF (93oC) 2 часа. Заднюю поверхность заготовки линзы затем шлифовали и получали простую зрительную линзу.
Пример 2
Простую зрительную линзу с оптической силой - 2,50D сферы и - 1,50D цилиндра изготовляли из поликарбоната на основе бисфенола A методом литья под давлением. Кривизна выпуклой поверхности линзы составляла 5,75D. Композицию литьевой смолы составляли из следующих компонентов: бисаллилкарбонат (CR-307, производства фирмы PPG (75%/вес/объем); полиэтиленгликольдиакрилат (SR-344, производства фирмы Sartomer 11,7%; фотохромная добавка - нафтаспирооксазин (PPC 1072) 0,3% и Durcure 1173 (производства фирмы "Ciba Geigy") 3%. Сферическую стеклянную форму с кривизной вогнутой поверхности 5,70D, изготовленную из кронгласа, заполняли 0,60 мл литьевой смолы. Простую зрительную линзу помещали на смолу и давали слою смолы растекаться. Содержимое формы отверждали действием УФ- излучения, и модифицированную простую линзу, которая теперь стала фотохромной, либо передавали пациентам, либо проводили для нее второй процесс отливки, чтобы нанести второй слой на выпуклую поверхность, создавая на ней дополнительную зону.
Пример 3
Подготавливали форму из кронгласа, имеющую кривизну вогнутой поверхности 4,16D, и составляли композицию для слоя фотополимеризуемой смолы следующего состава: CR-307 (65%), SR-344 (25%); фотохромная добавка - нафтаспирооксазин (PPG 1072) (0,7%) и Irgacure 184, производства фирмы Ciba Geigy (3%). Эту фотополимеризуемую смолу распыляли в виде равномерного тонкого слоя на вогнутую поверхность формы и облучали УФ-излучением в течение короткого промежутка времени, приблизительно 2 секунды, для того, чтобы довести покрытие до точки гелеобразования и задержать его растекание. Композицию второй фотополимеризуемой смолы составляли из следующих компонентов: CR-39 (75%), ди-триметилолпропантриакрилат (SR-355, от фирмы Sartomer (8%); алкоксилированный алифатический диакриловый эфир (SR 9209, от фирмы Sartomer (9%); пентаакрилат дипентаэритрита (SR-399 от фирмы Sartomer (33%) и Durcure 1173 (3%). 0,50 мл этой фотополимеризуемой смолы добавляли в форму, и простую зрительную линзу помещали на слой добавленной смолы, в результате чего слой смолы растекался и заполнял полость, образовавшуюся между формой с покрытием и выпуклой поверхностью линзы. Линза была отлита из композиции смолы, состоящей в основном из CR-39. Затем компоненты, находящиеся в форме, отверждали, подвергая их действию УФ-излучения с обеих сторон (т.е. через линзу и через форму). Процесс отверждения заканчивался за 30 минут. На полученную фотохромную линзу можно было при желании нанести сверху твердый, стойкий к царапанию слой покрытия.
Пример 4
Подготавливали форму из кронгласа, имеющую кривизну вогнутой поверхности 6,15D и вставленную в нее бифокальную дополнительную зону, расположенную на 2 мм вглубь и на 5 мм вниз от оптического центра. Составляли композицию фотополимеризуемой смолы из следующих компонентов: CR-307 (75%), SR-344 (11%) и Durcure 1173 (3%). Простую зрительную линзу отливали из CR-39, используя типичный термоинициатор полимеризации (IPP, 2,5%). 0,55 мл фотополимеризуемой смолы помещали в форму, и линзу помещали на жидкую смолу, в результате чего смола растекалась и заполняла полость между формой и линзой. Форму вместе со смолой и линзой облучали УФ-излучением через форму и линзу в течение промежутка времени, не превышающего 8 секунд, так чтобы отверждение слоя смолы проходило точно до точки гелеобразования и прекращалось сразу после ее достижения. На этой стадии слой смолы прочно прилипает к форме, но лишь слабо к линзе. В этой точке процесс отверждения прерывали и линзу снимали со слоя смолы. Вторую фотополимеризуемую смолу составляли из следующих компонентов: CR-39 (74,5%), SR-344 (10%), алкоксилированный алифатический диакриловый эфир (SR 9209, от фирмы Sartomer (9%), пентаакрилат дипентаэритрита (SR 399, от фирмы Sartomer (3%), фотохромная добавка - нафтаспирооксазин (PPG 568) (0,5%) и Durcure 1173 (3%). 0,50 мл этой смолы добавляли к гелеобразному слою смолы на вогнутой поверхности формы. Линзу помещали на смолу, в результате чего смола растекалась и образовывала равномерный слой поверх гелеобразного слоя. Затем содержимое формы отверждали, подвергая его действию УФ-излучения, которое проходило только через форму. Отверждение заканчивалось через 30 минут, и в результате получали бифокальную линзу, которая имела твердую, стойкую к царапанию поверхность и внутренний слой, содержащий фотохромную добавку, между наружным слоем и простой зрительной линзой.


Изобретение предназначено для изготовления линз для очков, обеспечивающих экономичную коррекцию зрения. Готовят заготовку для линзы, имеющую связывающую поверхность. Заготовка линзы образует мягкую матрицу. В форму, имеющую поверхность формования, часть которой имеет профиль, совпадающий со связывающей поверхностью заготовки линзы, помещают мягкую матрицу и неотвержденную смолу. Неотвержденную смолу можно размещать между связывающей поверхностью мягкой матрицы и поверхностью формования формы. Прокладочная смола имеет низкую плотность сшивки, литьевая смола имеет более высокую вязкость и плотность сшивки, чем прокладочная смола. Литьевая смола после отверждения образует стойкий к царапанию слой. Фотохромный слой можно наносить после отверждения смолы, на стадии получения мягкой матрицы, пропиткой заготовки. Оптическая конфигурация может быть заранее задана. Связывающая поверхность может быть выпуклая или вогнутая, сферическая или асферическая. Получают би-, три-, мультифокальные линзы, стойкие к механическим повреждениям, с хорошими оптическими характеристиками. 10 с. и 73 з.п.ф-лы, 10 ил.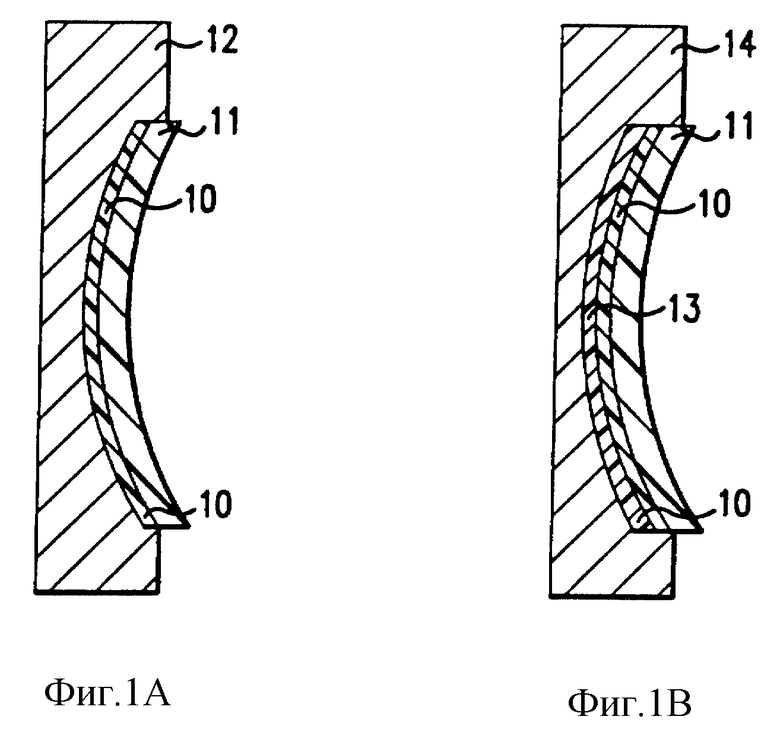
Приоритет по пунктам:
10.12.93 - по пп.1 - 17 и 57 - 83;
15.12.93 - по пп.48 - 56.
| US 4994208 A, 19.02.91 | |||
| US 5219497 A, 15.06.1993 | |||
| 0 |
|
SU153539A1 | |
| Способ обработки глазной линзы | 1979 |
|
SU1005651A3 |
| Способ изготовления заготовок светофокусирующих полимерных элементов | 1988 |
|
SU1561406A1 |
| US 4637698 A, 20.01.1987 | |||
| US 4792224 A, 20.12.1988 | |||
| US 4190621 A, 26.02.1980 | |||
| US 4300821 A, 17.11.1981 | |||
| US 4556605 A, 03.12.1985 | |||
| Устройство для выпрямления опрокинувшихся на бок и затонувших у берега судов | 1922 |
|
SU85A1 |

