ПЕРЕКРЕСТНЫЕ ССЫЛКИ НА РОДСТВЕННЫЕ ЗАЯВКИ
[0001] Настоящее изобретение запрашивает приоритет по предварительной заявке на патент США №. 61/728,920 от 21 ноября 2012, озаглавленной "Режущие элементы бурового долота с закрепленными резцами, содержащие твердые режущие пластины, выполненные из синтетических алмазов, сформированных химическим осаждением из паровой фазы", которая полностью включена в настоящий документ посредством ссылки.
ЗАЯВЛЕНИЕ В ОТНОШЕНИИ ИССЛЕДОВАНИЙ ИЛИ РАЗРАБОТОК, ФИНАНСИРУЕМЫХ НА ФЕДЕРАЛЬНОМ УРОВНЕ
[0002] Не применимо.
УРОВЕНЬ ТЕХНИКИ
[0003] В общем, настоящее изобретение относится к буровому долоту для земляных буровых работ, используемому для бурения буровой скважины для конечной добычи нефти, газа или минералов. В частности, настоящее изобретение относится к долоту режущего типа и к улучшенной режущей структуре для такого долота. Кроме того, настоящее изобретение относится к режущим элементам для использования в долоте режущего типа и способу изготовления таких режущих элементов.
[0004] Долото для земляных буровых работ соединено с нижним концом бурильной колонны и вращается посредством вращения этой бурильной колонны от поверхности с помощью забойного двигателя или их обоих. При применении нагрузки на буровое долото (WOB, weight-on-bit) вращающееся буровое долото входит в контакт с формацией и приступает к формированию буровой скважины по заранее определенной траектории по направлению к целевой зоне.
[0005] Были разработаны много различных типов буровых долот и режущих структур для долота. Двумя обычными типами буровых долот являются шарошечное коническое долото и буровое долото с закрепленными резцами, также известное как долото режущего типа. Долото с закрепленными резцами содержит множество лопастей, разнесенных под углом вокруг поверхности долота. Как правило, лопасти радиально выступают наружу вдоль корпуса долота и формируют между ними протоки. Режущие элементы сгруппированы и смонтированы на нескольких лопастях, обычно размещенных рядами вдоль переднего края каждой лопасти. Однако конфигурация или топология этих режущих элементов на лопастях может в значительной степени различаться, в зависимости от нескольких факторов.
[0006] Режущие элементы, смонтированные на лопастях долота с закрепленными резцами, обычно сформированы из в высшей степени твердых материалов. В обычном долоте с закрепленными резцами каждый режущий элемент содержит удлиненный цилиндрический опорный элемент из карбида вольфрама и твердый режущий слой, скрепленный с концом этого опорного элемента. Твердый режущий слой обычно выполнен из поликристаллического алмаза (PD, polycrystalline diamond) или другого суперабразивного материала, такого как кубический нитрид бора, термостабильный алмаз, поликристаллический кубический нитрид бора или сверхтвердый карбид вольфрама (означает материал из карбида вольфрама, имеющий большую износостойкость, чем износостойкость материала, формирующего подложку), а также смеси и комбинации этих материалов. Опорный элемент принимают и закрепляют в углублении, сформированном в поверхности одной из указанных нескольких лопастей с режущим слоем, видимым на одном конце. Для удобства, как использовано в настоящем документе, ссылка на "PDC долото" или PDC режущий элемент" относится к долоту с закрепленными резцами или режущему элементу, использующему твердый режущий слой из поликристаллического алмаза или другого суперабразивного материала, такого как кубический нитрид бора, термостабильный алмаз, поликристаллический кубический нитрид бора или сверхтвердый карбид вольфрама.
[0007] Обычно твердый режущий слой из PD формируют посредством подвергания графитового порошка, содержащего катализаторы, такие как кобальт (Со) или никель (Ni), режиму с высокими температурой и давлением для преобразования его в алмазный порошок, содержащий множество кристаллов неправильной и изменчивой формы. Затем получившийся в результате алмазный порошок, например, наносят на опорный элемент из карбида вольфрама посредством спекания или другого термомеханического процесса для формирования PDC режущего элемента.
[0008] Во время бурильных работ режущие элементы испытывают относительно высокие температуры по меньшей мере частично из-за общей природы скважинной среды и трения между этими режущими элементами и формацией. Тепловые нагрузки приводят к расширению материальных компонентов этих режущих элементов. Благодаря разнице коэффициентов теплового расширения между связующим веществом и алмазными зернами при довольно высоких температурах в PD слое могут формироваться нежелательные трещины. Такие трещины могут приводить к повреждению режущего элемента, снижая эффективность и производительность резки. Следовательно, до спекания алмазного порошка для формирования PD слоя его обычно выщелачивают для удаления катализатора (например, Со или Ni). PD слой также могут выщелачивать после формирования для удаления катализатора (например, Со), который проник в PD слой из подложки из карбида вольфрама во время процесса спекания. Однако выщелачивание может не удалять весь катализатор, и, таким образом, PD слой может быть восприимчив к нежелательному образованию трещин во время бурильных работ.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
[0009] В варианте осуществления изобретения способ формирования монокристаллического элемента включает:
(а) преобразование графитового порошка в CVD (chemical vapor deposition, химическое осаждение из паровой фазы) алмазный порошок; (b) выращивание множества CVD монокристаллических алмазов на подложке; и (с) удаление по меньшей мере части CVD монокристаллических алмазов с подложки после этапа (b). Указанный вариант осуществления дополнительно включает (d) преобразование удаленных CVD монокристаллических алмазов в порошок из CVD монокристаллических алмазов; (е) помещение порошка из CVD монокристаллических алмазов и опорного элемента из карбида вольфрама в литейную форму; и (f) термомеханическую обработку порошка из CVD монокристаллических алмазов в литейной форме для формирования твердой пластины из CVD монокристаллических алмазов, прикрепленной к опорному элементу из карбида вольфрама.
[0010] В варианте осуществления изобретения способ формирования режущего элемента для бурового долота с закрепленными резцами включает: (а) преобразование графитового порошка посредством химического осаждения из паровой фазы с горячей нитью (HFCVD, hot-filament chemical vapor deposition) в CVD алмазный порошок; (b) выращивание множества CVD монокристаллических алмазов на плоской поверхности подложки; причем указанное множество CVD монокристаллов растет по меньшей мере в один слой на указанной подложке; (с) удаление по меньшей мере части указанного множества CVD монокристаллических алмазов с подложки в виде множества отдельных неповрежденных листов из CVD монокристаллических алмазов; (d) помещение по меньшей мере некоторых отдельных неповрежденных листов из указанного множества отдельных неповрежденных листов в литейную форму; (е) термомеханическую обработку указанных по меньшей мере некоторых отдельных неповрежденных листов в литейной форме; и (f) формирование твердой пластины из CVD монокристаллических алмазов в течение этапа (е).
[0011] В варианте осуществления изобретения буровое долото для бурения буровой скважины в земляных формациях содержит: корпус долота, имеющий ось долота и поверхность долота; первую лопасть, проходящую радиально вдоль указанной поверхности долота; множество режущих элементов, смонтированных на первой первичной лопасти, причем каждый из указанного множества режущих элементов содержит опорный элемент из карбида вольфрама и пластину из CVD монокристаллических алмазов, скрепленную с концом этого опорного элемента из карбида вольфрама.
[0012] Варианты осуществления, описанные в настоящем документе, содержат комбинации признаков и преимуществ, предназначенных для обращения к различным недостаткам, связанным с некоторыми устройствами, системами и способами предыдущего уровня техники. Вышеупомянутое довольно широко описало признаки и технические преимущества настоящего изобретения для того, чтобы нижеследующее подробное описание настоящего изобретения может быть лучше понято. Различные характеристики, описанные выше, а также другие признаки, будут легко понятны специалистам в области техники при прочтении нижеследующего подробного описания и путем ссылки на сопутствующие чертежи. Специалистам в области техники следует понимать, что изложенные концепция и конкретные варианты осуществления могут быть легко использованы как основа для модификации или разработки других структур для выполнения тех же целей настоящего изобретения. Специалистам в области техники также следует понимать, что такие эквивалентные конструкции не отходят от сущности и объема настоящего изобретения, как изложено в прилагаемой формуле изобретения.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0013] Для более подробного описания предпочтительных вариантов осуществления изобретения теперь будет сделана ссылка на сопутствующие чертежи, на которых:
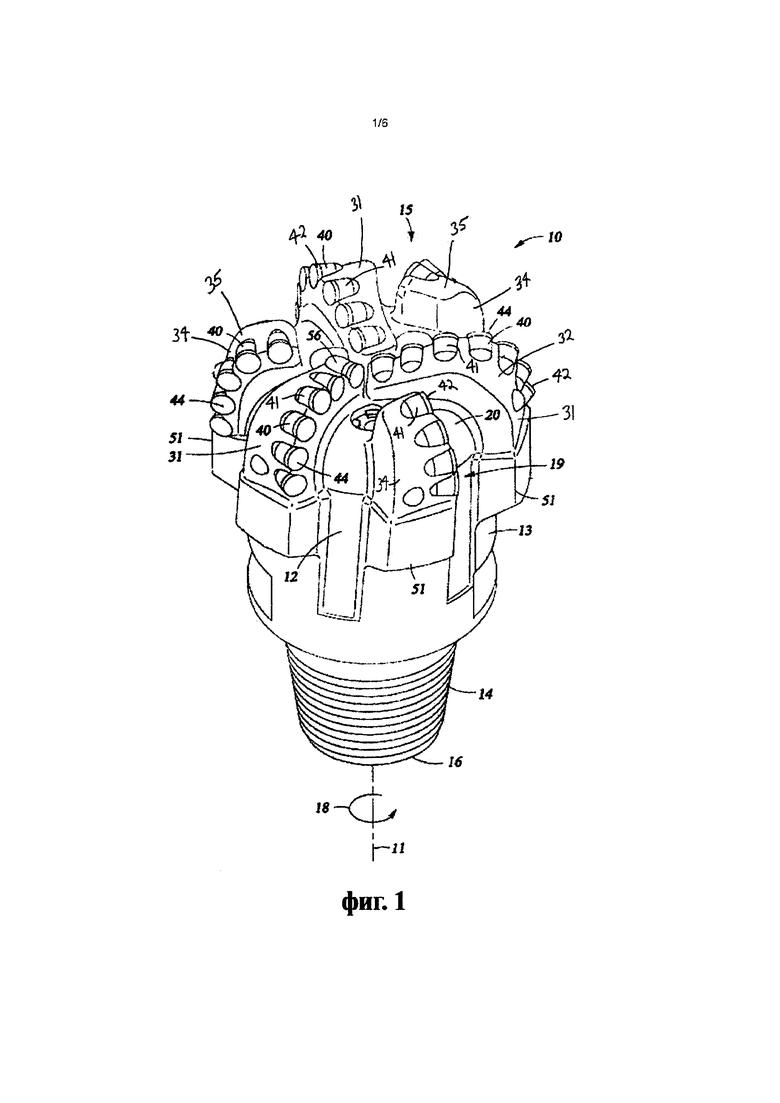
[0014] На фиг. 1 показан перспективный вид варианта осуществления бурового долота с закрепленными резцами, выполненного в соответствии с принципами, описанными в настоящем документе;
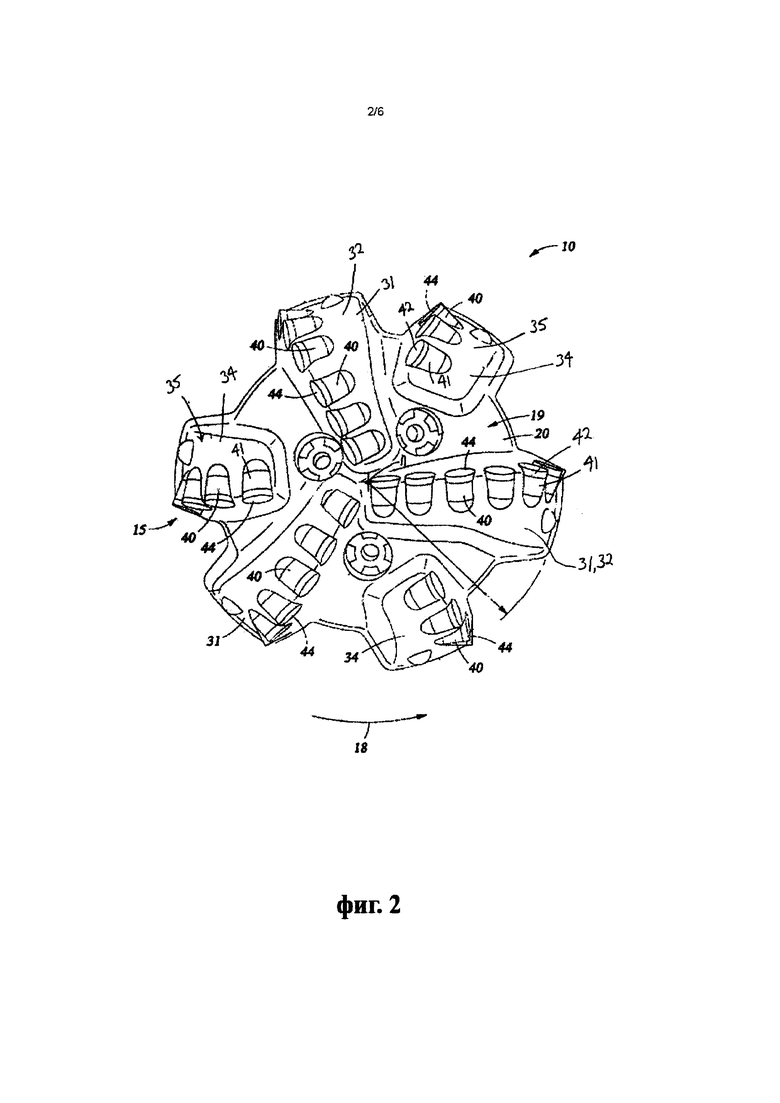
[0015] На фиг. 2 показан вид сверху долота, изображенного на фиг. 1;
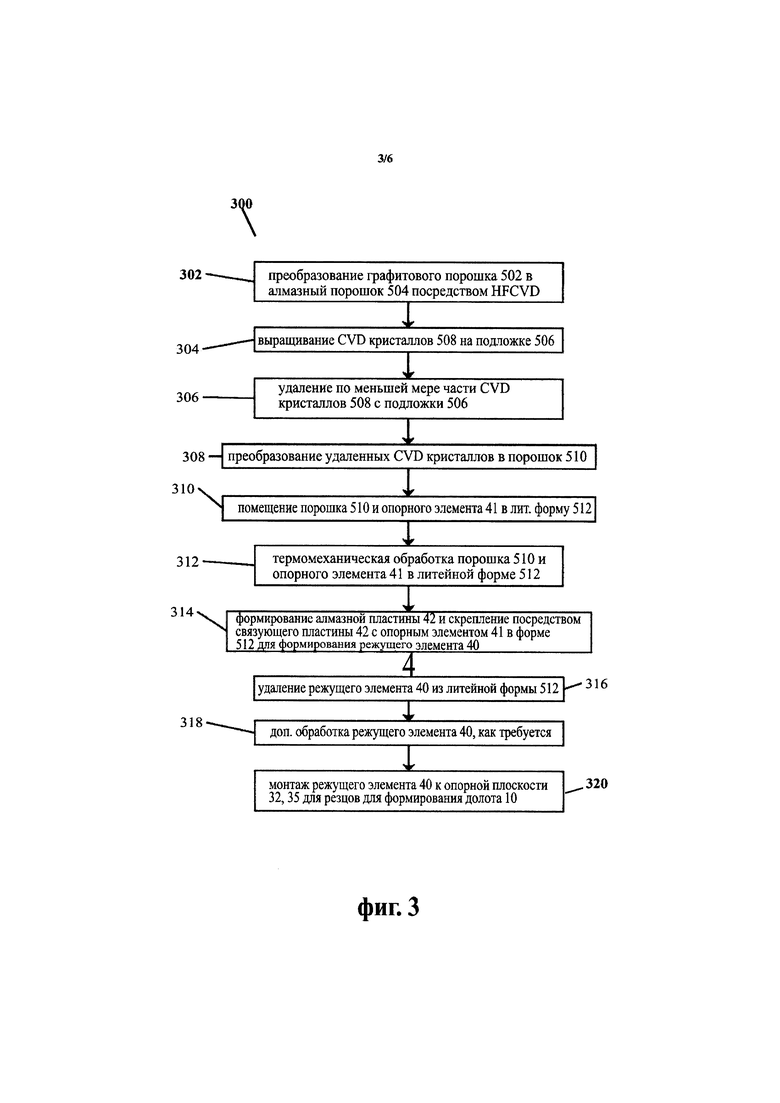
[0016] На фиг. 3 показана графическая иллюстрация варианта осуществления способа формирования одного режущего элемента долота, изображенного на фиг. 1 и содержащего твердую режущую пластину, выполненную из порошка из CVD монокристаллических алмазов;
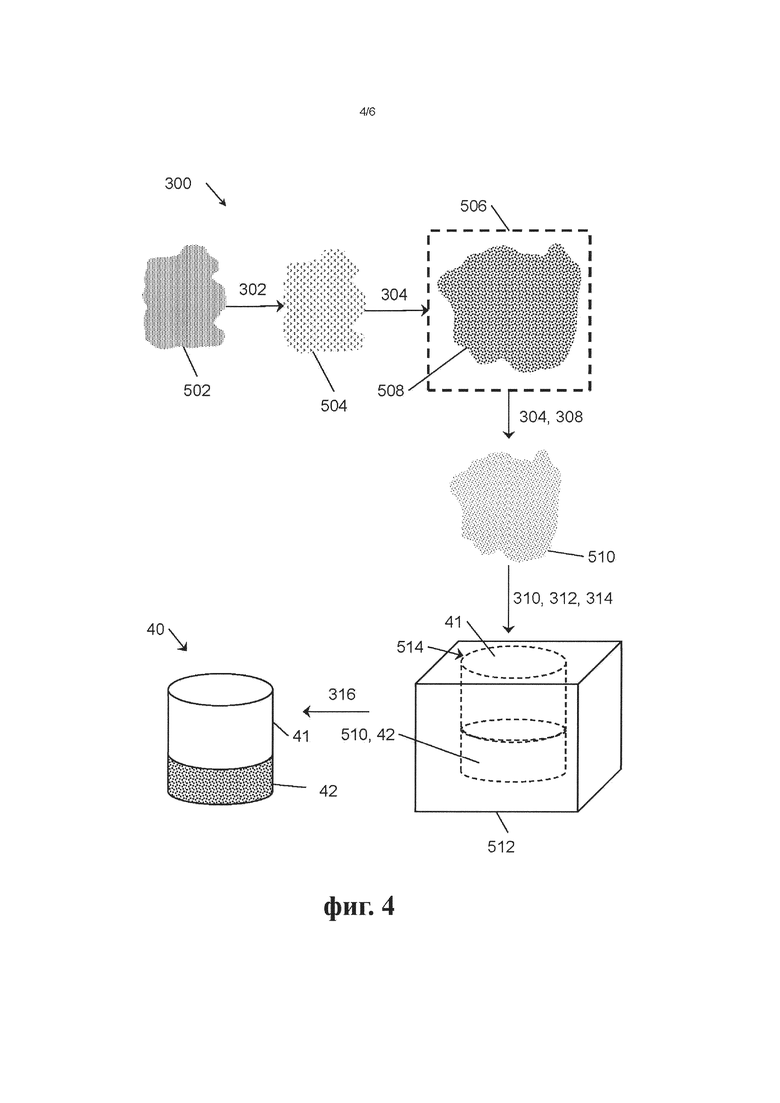
[0017] На фиг. 4 показана схематическая наглядная иллюстрация способа с фиг. 3;
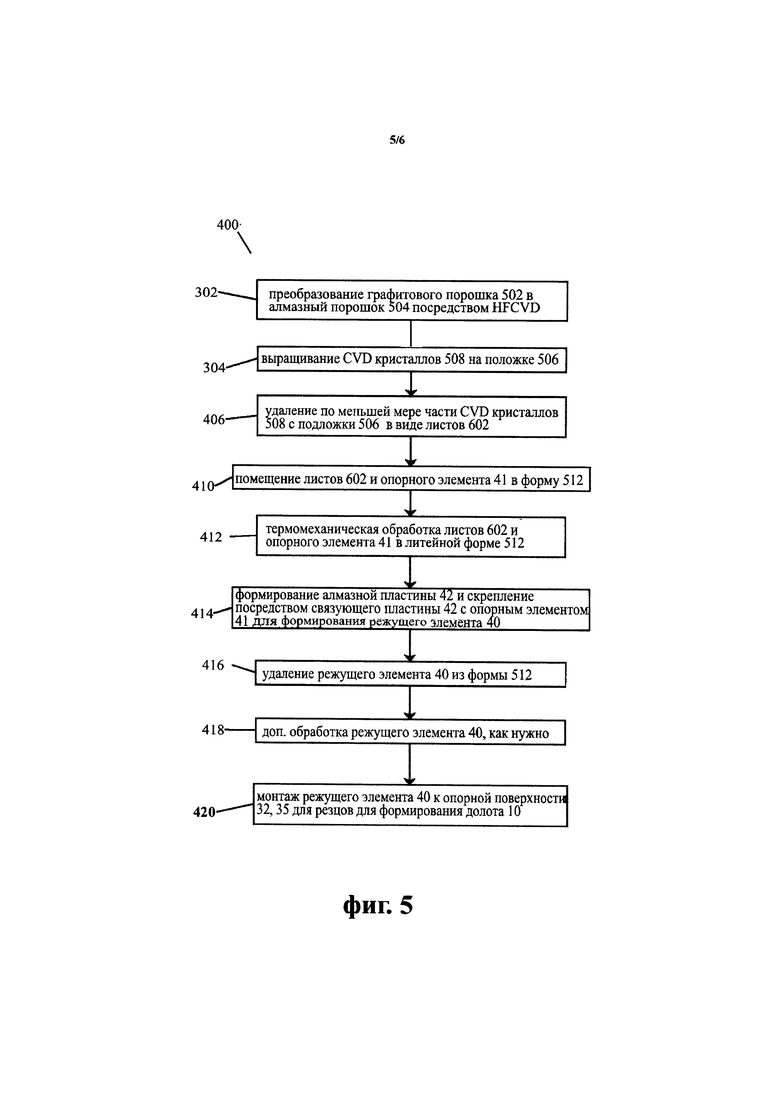
[0018] На фиг. 5 показана графическая иллюстрация варианта осуществления способа формирования одного режущего элемента долота, изображенного на фиг. 1 и содержащего твердую режущую пластину, выполненную из множества уложенных в стопу CVD алмазных монокристаллических слоев; и
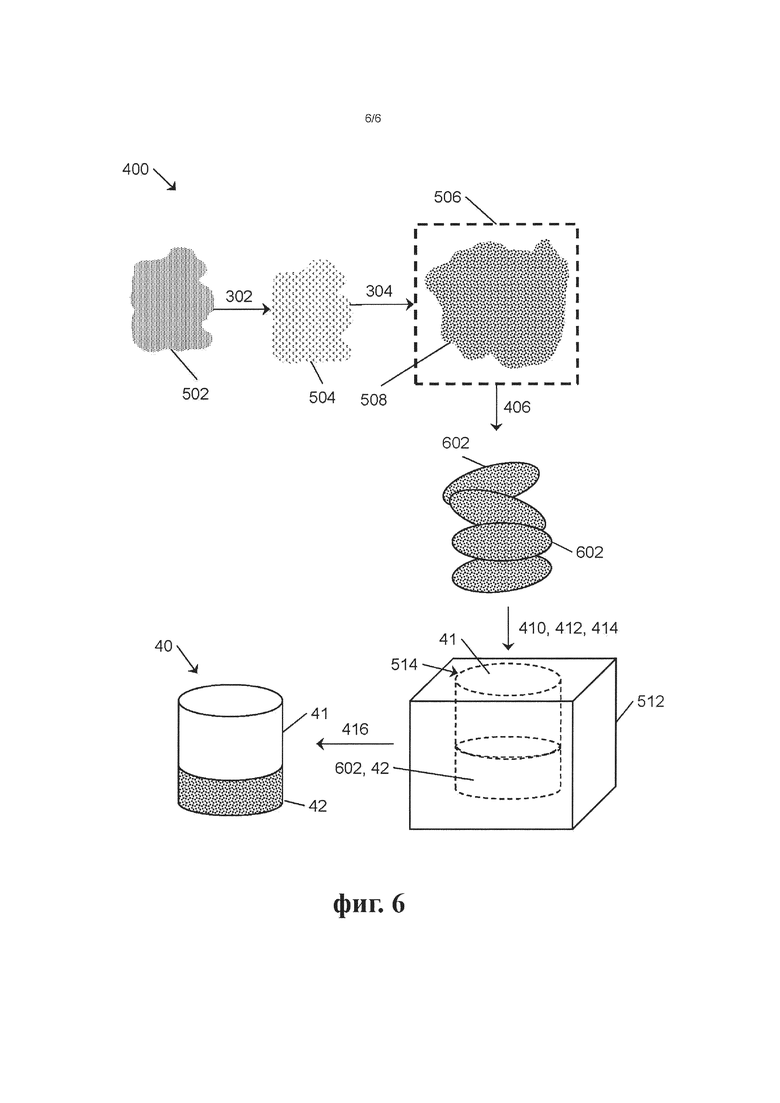
На фиг. 6 показана схематическая наглядная иллюстрация способа с фиг. 5.
ПОДРОБНОЕ ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
[0020] Нижеследующее обсуждение направлено на различные примерные варианты осуществления. Однако специалистам в области техники будет понятно, что примеры, раскрытые в настоящем документе, имеют широкое применение, и что подразумевается, что обсуждение любых вариантов осуществления должно только быть примером этого варианта осуществления и не предназначено для предположения, что объем настоящего раскрытия, включая формулу изобретения, ограничен до этого варианта осуществления.
[0021] На всем протяжении нижеследующих описания и формулы изобретения использованы некоторые термины для ссылки на конкретные признаки или компоненты. Как будет понятно специалистам в области техники, различные люди могут ссылаться на одинаковый признак или компонент под различными названиями. Этот документ не предназначен для проведения различий между компонентами или признаками, которые различны по названию, но не по функции. Чертежи необязательно выполнены в масштабе. В настоящем документе некоторые признаки или компоненты могут быть показаны в увеличенном масштабе или в некотором схематичном виде, а в интересах ясности и краткости могут быть не показаны некоторые детали обычных элементов.
[0022] В нижеследующем обсуждении и в формуле изобретения термины "включающий" или "содержащий" использованы в неограничительном виде и, таким образом, должны быть интерпретированы, как означающие "содержащий, но не ограничивающийся…". Кроме того, предполагается, что термины "связь" или "связи" означают либо непрямое, либо прямое соединение. Таким образом, если первое устройство связано со вторым устройством, это соединение может быть через прямое соединение или через непрямое соединение посредством других устройств, компонентов и соединений. Дополнительно, как использовано в настоящем документе, термины "осевой" или "по оси" обычно означают по центральной оси (например, центральной оси корпуса или отверстия) параллельно ей, тогда как термины "радиальный" или "радиально" обычно означают перпендикулярно этой центральной оси. Например, осевое расстояние означает расстояние, измеренное по центральной оси или параллельно ей, а радиальное расстояние означает расстояние, измеренное перпендикулярно центральной оси.
[0023] Обратимся теперь к фиг. 1 и 2, где показан вариант осуществления бурового долота 10. В этом варианте осуществления долото 10 является долотом с закрепленными резцами, также называемое долотом режущего типа, для бурения через земляные формации для формирования буровой скважины. Долото 10 имеет центральную ось 11 и содержит корпус 12 долота, шейку 13 и резьбовое соединение или стержень 14 для соединения долота 10 с бурильной колонной или нижней частью бурильной колонны (ВНА, bottom hole assembly). Корпус 12 долота задает поверхность 20 долота, которая обращена к формации обычно напротив стержня 16. Режущая структура 15 расположена на поверхности долота для входа в контакт с формацией и ее резки, когда применена нагрузка на буровое долото (WOB, weight-on-bit), и долото 10 вращается в направлении 18 резки вокруг оси 11. В общем, корпус 12 может быть сформирован обычным образом с использованием порошкообразных металлических частиц карбида вольфрама в связующем материале для формирования твердой литой матрицы, или механически обработан из металлического бруса, такого как стальной брус.
[0024] Обратимся все еще к фиг. 1 и 2, режущая структура 15 содержит множество разнесенных под углом первичных лопастей 31 и множество вторичных лопастей 34, которые отходят от поверхности 20 долота. Первичные лопасти 31 и вторичные лопасти 34 расположены по окружности чередующимся образом. Хотя показано, что долото 10 имеет три первичных лопасти 31 и три вторичных лопасти 34, в общем, долото 10 может содержать любое подходящее количество первичных и вторичных лопастей.
[0025] Первичные лопасти 31 и вторичные лопасти 34 сформированы целиком как часть корпуса 12 долота и отходят от него. Дополнительно, первичные лопасти 31 и вторичные лопасти 34 проходят в целом радиально по поверхности 20 долота и затем по части периферии долота 10. В частности, первичные лопасти 31 отходят радиально от ближней части центральной оси 11 к периферии долота 10, тогда как вторичные лопасти 34 не позиционированы ближней частью центральной оси 11, но скорее проходят радиально по поверхности 20 долота от местоположения, которое является удаленной частью оси 11 долота к периферии долота 10. Первичные лопасти 31 и вторичные лопасти 34 разделены направлениями 19 потока буровой текучей среды.
[0026] Все еще обращаемся к фиг. 1 и 2, каждая первичная лопасть 31 содержит опорную поверхность 32 для резцов для монтажа множества режущих элементов 40, а каждая вторичная лопасть 34 содержит опорную поверхность 35 для резцов для монтажа множества режущих элементов 40, каждый из которых имеет первичную режущую поверхность 44. В частности, режущие элементы 40 расположены смежно друг другу в радиально проходящих рядах вблизи переднего края каждой первичной лопасти 31 и каждой вторичной лопасти 34.
[0027] Каждый режущий элемент 40 смонтирован таким образом, что его режущая поверхность 44 в целом обращена вперед. Как использовано в настоящем документе, термин "обращена вперед" использован для описания ориентации поверхности, которая по существу перпендикулярна направлению резки долота (например, направлению 18 резки долота 10) или под острым углом к нему. Например, обращенная вперед режущая поверхность (например, режущая поверхность 44) может быть ориентирована перпендикулярно направлению резки долота 10, может содержать передний угол в продольной плоскости и/или может содержать передний угол в рабочей плоскости. Однако режущие поверхности предпочтительно ориентированы перпендикулярно направлению вращения долота 10 плюс или минус 45° передний угол в продольной плоскости и плюс или минус 45° передний угол в рабочей плоскости. Кроме того, каждая режущая поверхность содержит режущий край, выполненный с возможностью положительного входа в контакт с материалом формации, проникновения в него и его удаления с помощью срезающего действия, в противоположность шлифующему действию, используемому импрегнированной коронкой для удаления материала формации. Такой режущий край может быть скруглен или скошен, как потребуется. В этом варианте осуществления режущие поверхности 44 по существу плоские, но в других вариантах осуществления могут быть выпуклыми или вогнутыми.
[0028] В этом варианте осуществления каждый режущий элемент 40 является одинаковым. В частности, каждый режущий элемент 40 содержит удлиненный и в целом цилиндрический опорный элемент или подложку 41 и дискообразный твердый режущий слой или пластину 42 из суперабразивного материала, скрепленную с открытым концом опорного элемента 41. Каждая пластина 42 определяет режущую поверхность 44 соответствующего режущего элемента 40. Дополнительно, каждый опорный элемент 41 принимают и закрепляют в углублении, сформированном в опорной поверхности 32, 35 для резцов лопасти 31, 34, к которой он смонтирован. В этом варианте осуществления опорные элементы 41 выполнены из карбида вольфрама, а пластины 42 выполнены из множества синтетических алмазных монокристаллов, сформированных химическим осаждением из паровой фазы (CVD, chemical vapor deposition), которые в настоящем документе также могут называться "CVD алмазом (алмазами)" или "CVD монокристаллическим алмазом (алмазами)".
[0029] В этом варианте осуществления каждый режущий элемент 40 имеет по существу одинаковую цилиндрическую геометрию и размер. В частности, каждая первичная режущая поверхность 44 имеет по существу одинаковый диаметр. Для примерного долота 10, имеющего полный стандартный диаметр 7,875 дюймов (~ 20 см), диаметр каждой режущей поверхности 44 около 0,625 дюйма (~ 16 мм). В других варрантах осуществления геометрия и/или размер одной или большего количества поверхностей могут быть различными.
[0030] Все еще обратимся к фиг. 1 и 2, долото 10 также содержит калибрующие площадки 51 по существу равной осевой длины, измеренной в целом параллельно оси 11 долота. Калибрующие площадки 51 разнесены по окружности вокруг периферии долота 10, при этом одна калибрующая площадка 51 пересекается с каждой лопастью 31, 34 и отходит от нее. В этом варианте осуществления калибрующие площадки сформированы целиком как часть корпуса 12 долота. Калибрующие площадки упираются в боковые стенки буровой скважины во время бурения и помогают сохранять размер скважины посредством трущего действия, когда режущие элементы 40 слегка изнашиваются под калибрующей. Калибрующие площадки 51 также помогают стабилизировать долото 10 относительно вибрации. Как будет понятно специалистам в области техники, возможны различные изменения в размере, ориентации и местоположении лопастей (например, первичных лопастей 31, вторичных лопастей 34 и т.п.), режущих элементов (например, режущих элементов 40) и калибрующих площадок (например, площадок 51).
[0031] Обратимся теперь к фиг. 3 и 4, где показан вариант осуществления способа 300 формирования одного режущего элемента 40, как было предварительно описано. В этом варианте осуществления пластина 42 режущего элемента 40 выполнена посредством спекания порошка из CVD монокристаллических алмазов. Способ начинается в блоке 302, где графитовый порошок 502 преобразуют в порошок 504 из монокристаллических алмазов посредством, например, процесса с высокой температурой и высоким давлением, такого как химическое осаждение из паровой фазы с горячей нитью (HFCVD, hot-filament chemical vapor deposition). Порошок из монокристаллических алмазов содержит множество монокристаллов, размер которых может зависеть от применения. Хотя в этом варианте осуществления в качестве исходного материала используют графитовый порошок 502, в других вариантах осуществления в качестве исходного материала могут использовать твердый графитовый брус, небольшие графитовые кубики, куски графита неправильной формы или другой подходящей формы (форм) графита. Следует понимать, что графитовый порошок 502 может не полностью преобразовываться в порошок 504 из монокристаллических алмазов, и, таким образом, после преобразования порошок 504 предпочтительно сортируют для удаления оставшегося не преобразованного графитового порошка 502 (или другого исходного материала).
[0032] Затем в блоке 304 порошок 504 из монокристаллических алмазов выращивают посредством химического осаждения из паровой фазы (CVD, chemical vapor deposition) в виде множества CVD алмазных монокристаллов 508 на подложке 506. Альтернативно, в некоторых вариантах осуществления графитовый порошок 502 могут прямо преобразовывать в множество CVD алмазных кристаллов 508 без формирования промежуточного порошка 504 из монокристаллических алмазов. В любом случае каждый CVD алмазный монокристалл из указанного множества CVD алмазных монокристаллов 508 имеет одинаковую форму. В варианте осуществления каждый CVD алмазный монокристалл 508 имеет прямоугольную призматическую форму (например, куб) с шестью сторонами. Каждая сторона имеет длину и ширину в промежутке между приблизительно 10 микронами и приблизительно 20 микронами.
[0033] В этом варианте осуществления подложка 506 действует в качестве катализатора для роста монокристаллов в блоке 304. В частности, подложка 506 предпочтительно выполнена из кобальта (Со), никеля (Ni), железа (Fe), вольфрама (W), молибдена (Мо) или их сплавов. Такие металлы работают, по меньшей мере исходно, в качестве катализаторов для роста CVD алмазных монокристаллов 508 на подложке 506. Поскольку подложка 506 исходно работает в качестве катализатора для роста монокристаллов, варианты осуществления, описанные в настоящем документе, предлагают возможности для снижения или исключения потребности в добавке катализатора в порошок 502 для инициирования роста кристаллов.
[0034] В этом варианте осуществления подложка 506 является неплоской трехмерной поверхностью для выращивания, например, штырем, стержнем, выпуклой или вогнутой поверхностью или другим признаком, имеющим форму полукруга, сферы, квадрата, прямоугольника, трапецоида, конуса, слезы или их комбинаций. Как будет более подробно ниже, в других вариантах осуществления монокристаллы (например, CVD алмазные монокристаллы 508) выращивают на двумерной плоской поверхности подложки по меньшей мере в один слой.
[0035] После того, как указанное множество CVD алмазных монокристаллов 508 вырастили на подложке 506 в блоке 304, по меньшей мере часть указанного множества CVD алмазных монокристаллов 508 удаляют с подложки 506 в блоке 306. В этом варианте осуществления указанное множество CVD алмазных монокристаллов 508 механически удаляют с подложки 506 и преобразуют в порошок 510 из CVD монокристаллических алмазов в блоке 308. В общем, указанное множество CVD алмазных монокристаллов 508 могут механически удалять и преобразовывать в порошок 510 посредством дробления, скобления, шлифовки и тому подобного.
[0036] Обратимся опять к фиг. 3, в блоке 310 порошок 510 из CVD монокристаллических алмазов, сформированный в блоке 308, помещают в углубление 514 литейной формы 512, а твердый опорный элемент 41 из карбида вольфрама помещают в эту литейную форму поверх порошка 510. Затем опорный элемент 41 и порошок 510 из CVD монокристаллических алмазов в литейной форме 512 подвергают режиму с высокими температурой и давлением в блоке 312 для формирования режущего элемента 40 в блоке 314 посредством одновременного (а) спекания порошка 510 из CVD монокристаллических алмазов в монолитную или единую твердую пластину 42 из CVD монокристаллических алмазов, выполненную полностью из CVD монокристаллических алмазов и (b) скрепления алмазной пластины 42 с опорным элементом 41.
[0037] Режущий элемент 40, содержащий твердую пластину 42 из CVD монокристаллических алмазов, удаляют из формы 512 в блоке 316, и могут подвергать дополнительной обработке в блоке 318 перед монтажом к опорной поверхности 32, 35 для резцов в блоке 320 для формирования долота 10. Например, литейная форма 512 и/или опорный элемент 41 могут действовать в качестве катализатора для формирования твердой пластины 42 из монокристаллических алмазов - металлический катализатор в литейной форме 512 и/или опорном элементе 41 может проникать в CVD алмазную пластину 42 во время формирования режущего элемента 40 в блоке 314. Соответственно, выщелачивание предпочтительно выполняют в блоке 318 для удаления по меньшей мере некоторой части катализаторов, которые проникают в пластину 42 во время формирования режущего элемента 40 в блоке 314. В качестве другого примера, алмазная пластина 42 может быть дополнительно обработана в блоке 318 для приспосабливания пластины 42 к конкретным размерам.
[0038] Обратимся теперь к фиг. 5 и 6, где показан вариант осуществления способа 400 формирования одного режущего элемента 40, как было описано ранее. В этом варианте осуществления пластина 42 режущего элемента 40 выполнена посредством спекания уложенных в стопу слоев CVD монокристаллических алмазов. Аналогично способу 300, описанному ранее, способ 400 начинается в блоках 302, 304, где графический порошок 205 преобразовывают в порошок 504 из монокристаллических алмазов посредством, например, процесса HFCVD, и затем порошок 504 из монокристаллических алмазов выращивают посредством химического осаждения из паровой фазы (CVD, chemical vapor deposition) в виде множества CVD алмазных монокристаллов 508 на подложке 506. Как было описано ранее, каждый CVD алмазный монокристалл из указанного множества CVD алмазных монокристаллов 508 имеет одинаковую форму. В частности, каждый CVD алмазный монокристалл 508 имеет прямоугольную призматическую форму (например, куб) с шестью сторонами. Каждая сторона имеет длину и ширину в промежутке между 10 микронами и 20 микронами. Однако в этом варианте осуществления указанное множество CVD алмазных монокристаллов 508 растет по меньшей мере в один слой на плоской поверхности подложки 506. В общем, подложка 506 может быть двухмерной или трехмерной, а указанное множество CVD алмазных монокристаллов может быть выращена на любой или всех поверхностях, как надлежащим образом задано соответствующей поверхностной областью каждой поверхности. Подложка 506 работает, по меньшей мере исходно, в качестве катализаторов для роста CVD алмазных монокристаллов 508 на подложке 506. Соответственно, как было описано ранее, подложка 506 предпочтительно выполнена из кобальта (Со), никеля (Ni), железа (Fe), вольфрама (W), молибдена (Мо) или их сплавов. Выращивание прямо на подложке 506 инициируется самой подложкой 506, поскольку она действует в качестве катализатора, а последующие слои кристаллов могут расти на исходном слое, сформированном на подложке 506.
[0039] После того, как слой (слои) CVD алмазных монокристаллов 508 вырастили на подложке 506 в блоке 304, по меньшей мере часть указанного множества CVD алмазных монокристаллов 508 удаляют с подложки 506 в блоке 406. В этом варианте осуществления процесс удаления не повреждает или раздробляет указанное множество CVD алмазных монокристаллов 508, как в блоке 306 способа 300, описанного ранее. Напротив, в этом варианте осуществления в блоке 406 множество неповрежденных листов 602 из CVD алмазных монокристаллов 508 высекают, вырезают или иным образом удаляют с подложки с минимальным повреждением краев удаленной части во время процесса удаления в блоке 406. Каждый лист из указанного множества неповрежденных листов 602 может содержать один или большее количество слоев CVD алмазных монокристаллов 508.
[0040] Обратимся опять к фиг. 5 и 6, указанное множество листов 602, удаленных в блоке 406, помещают в углубление 514 в литейной форме 512 в блоке 410, а опорный элемент 41 помещают в углубление 514 поверх стопы листов 602. Внутри углубления 514 указанное множество листов 602 предпочтительно расположено в вертикальной стопе одна поверх другой, однако, в общем, листы (например, листы 602) могут быть расположены в другой ориентации (например, расположены в горизонтальном ряду один рядом с другим, или под любым другим углом, как подходит для последующей обработки и/или конечного применения). Затем опорный элемент 41 и CVD алмазные монокристаллические листы 602 в литейной форме 512 подвергают режиму с высокими температурой и давлением в блоке 412 для формирования режущего элемента 40 в блоке 414 посредством одновременного (а) спекания листов 602 в монолитную или единую твердую пластину 42 из CVD монокристаллических алмазов, выполненную полностью из CVD алмазных монокристаллов и (b) скрепления алмазной пластины 42 с опорным элементом 41. Режущий элемент 40, содержащий твердую пластину 42 из CVD монокристаллических алмазов, удаляют из формы 512 в блоке 416, и могут подвергать дополнительной обработке (например, выщелачиванию) в блоке 418 перед монтажом к опорной поверхности 32, 35 для резцов в блоке 420 для формирования долота 10. В частности, катализатор, такой как кобальт (Со), железо (Fe), никель (Ni) или их комбинации, в опорном элементе могут проникать в CVD алмазную пластину 42 во время формирования режущего элемента 40 в блоке 414, и, таким образом, для удаления катализатора из пластины 42 в блоке 418 предпочтительно выполняют выщелачивание.
[0041] В обычном способе выполнения режущего элемента, описанном выше, плоскость [111] частиц неправильной формы в алмазном поликристаллическом порошке может быть плоскостью спайности и, следовательно, самой слабой плоскостью. Однако при использовании вариантов осуществления способов 300, 400, описанных в настоящем документе, плоскостями роста указанного множества CVD алмазных монокристаллов 508 могут управлять таким образом, что кристаллы растут на подложке 506 вдоль конкретной плоскости. В предпочтительном варианте осуществления на подложке выращивают указанное множество CVD алмазных монокристаллов 508 с ориентацией [100]. Следует понимать, что выращиванием [100] монокристаллов можно жестко управлять для обеспечения того, что это выращивание не перейдет в поликристаллическую структуру. Такое направленное выращивание кристаллов может приводить к увеличенной прочности при высоких температурах и давлениях и, в силу этого, приводить в результате к уменьшенному повреждению компонентов при высокой температуре и/или высоком давлении.
[0042] В обычном способе формирования алмазного порошка для использования в выполнении PD пластины для того, чтобы помочь облегчить выращивание алмазных кристаллов, в изначальный графитовый порошок обычно добавляют катализатор, такой как кобальт (Со) или никель (Ni). Однако в PD пластинах такие катализаторы работают, как нежелательные примеси или загрязнения. В частности, катализатор и алмазные кристаллы имеют различные коэффициенты теплового расширения, и, таким образом, когда PD пластину подвергают режиму с высокой температурой, разница в расширении катализатора и алмаза может приводить к трещинам в этой пластине. Следовательно, для удаления катализатора алмазный порошок выщелачивают. Однако в способах, раскрытых в настоящем документе, (например, способах 300, 400) в исходный графитовый порошок (например, порошок 502) не добавляют катализатор. Напротив, исходно подложка (например, подложка 506) функционирует в качестве катализатора для инициирования роста алмазов, и после инициирования рост алмазов продолжается сам по себе. Следовательно, выщелачивание CVD алмазного порошка 510 может не является необходимым. Следует понимать, что во время формирования режущего элемента 40 в литейной форме 512 катализатор в опорном элементе 41 может проникать в CVD алмазную пластину 42, и, таким образом, для удаления катализатора из пластины 42 в блоках 318, 418 предпочтительно выполняют выщелачивание.
[0043] Описанным способом режущие элементы 40 с опорными элементами 41 из карбида вольфрама и CVD алмазная пластина могут быть сформированы, а затем смонтированы с поверхностями 32, 35 для формирования долота 10. В способах 300, 400 для формирования режущего элемента 40 в литейную форму 512 помещают порошок 510 или листы 602 вместе с опорным элементом 41 из карбида вольфрама. Однако аналогичным способом в литейной форме (например, литейной форме 512) могут быть сформированы другие CVD алмазные монокристаллические компоненты любой требуемой формы. Если такие другие CVD алмазные монокристаллические компоненты подлежат скреплению со вторым компонентом (например, подложкой из карбида вольфрама), то второй компонент может быть помещен в эту литейную форму с CVD алмазным монокристаллическим материалом (например, порошком 510 или листами 602). Альтернативно, другой компонент из CVD алмазного монокристаллического материала может быть сформирован сам по себе в этой литейной форме, а затем прикреплен ко второму компоненту или устройству.
[0044] Хотя были показаны и описаны предпочтительные варианты осуществления изобретения, их модификации могут быть выполнены специалистами в области техники без отхода от объема и идей настоящего документа. Варианты осуществления изобретения, описанные в настоящем документе, являются только примерными и не являются ограничивающими. Многие изменения и модификации систем, устройств и процессов, описанных в настоящем документе, возможны и находятся в рамках объема настоящего изобретения. Например, могут изменяться относительные размеры различных частей, материалы, из которых эти различные части выполнены, и другие параметры. Соответственно, объем защиты не ограничен вариантами осуществления, описанными в настоящем документе, но ограничен только нижеследующей формулой изобретения, объем которой должен включать все эквиваленты объекта настоящей формулы изобретения. Если специально не указано иное, этапы пункта формулы изобретения для способа могут быть выполнены в любом порядке. Перечисление или идентификаторы, такие как (а), (b), (с) или (1), (2), (3) перед этапами в пункте формулы изобретения для способа не предназначены для конкретного порядка указанных и не этапов и не определяют его, но скорее использованы для упрощения последующих ссылок на эти этапы.
Группа изобретений относится к способам формирования монокристаллического режущего элемента для бурового долота с закрепленными резцами и к буровому долоту для бурения буровой скважины. Технический результат заключается в увеличении прочности получаемой структуры при высоких температурах и давлениях. Способ формирования монокристаллического режущего элемента для бурового долота с закрепленными резцами включает преобразование графитового порошка в химически осажденный из паровой фазы (CVD) алмазный порошок; выращивание множества CVD монокристаллических алмазов на подложке, причем указанное множество CVD алмазных монокристаллов выращивают с ориентацией вдоль кристаллографической плоскости, при этом каждый CVD монокристаллический алмаз из множества CVD монокристаллических алмазов имеет прямоугольную призматическую форму с шириной сторон, находящейся в диапазоне от 10 до 20 микрон; удаление по меньшей мере части CVD монокристаллических алмазов с подложки; преобразование удаленных CVD монокристаллических алмазов в порошок из CVD монокристаллических алмазов; помещение порошка из CVD монокристаллических алмазов и опорного элемента из карбида вольфрама в литейную форму и термомеханическую обработку порошка из CVD монокристаллических алмазов в литейной форме для формирования твердой пластины из CVD монокристаллических алмазов, прикрепленной к опорному элементу из карбида вольфрама. 3 н. и 11 з.п. ф-лы, 6 ил.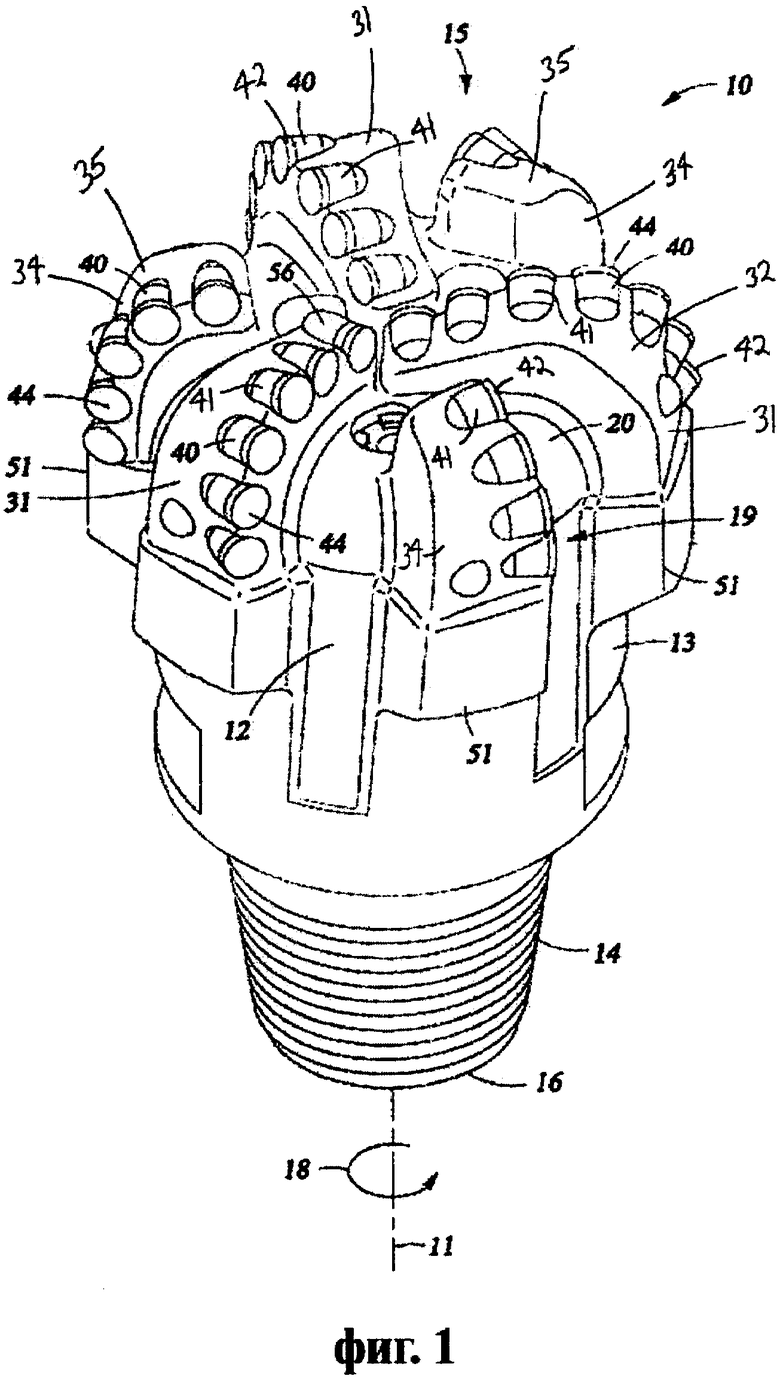
1. Способ формирования монокристаллического режущего элемента для бурового долота с закрепленными резцами, включающий:
(a) преобразование графитового порошка в химически осажденный из паровой фазы (CVD) алмазный порошок;
(b) выращивание множества CVD монокристаллических алмазов на подложке, причем указанное множество CVD алмазных монокристаллов выращивают с ориентацией вдоль кристаллографической плоскости [100], при этом каждый CVD монокристаллический алмаз из множества CVD монокристаллических алмазов имеет прямоугольную призматическую форму с шириной сторон, находящейся в диапазоне от 10 до 20 микрон;
(c) удаление по меньшей мере части CVD монокристаллических алмазов с подложки после этапа (b);
(d) преобразование удаленных CVD монокристаллических алмазов в порошок из CVD монокристаллических алмазов;
(e) помещение порошка из CVD монокристаллических алмазов и опорного элемента из карбида вольфрама в литейную форму и
(f) термомеханическую обработку порошка из CVD монокристаллических алмазов в литейной форме для формирования твердой пластины из CVD монокристаллических алмазов, прикрепленной к опорному элементу из карбида вольфрама.
2. Способ по п. 1, в котором подложка содержит катализатор, а этап (b) включает инициирование роста указанного множества CVD монокристаллических алмазов с помощью этого катализатора.
3. Способ по п. 2, в котором подложка является штырем.
4. Способ по п. 3, в котором подложка содержит кобальт (Со), никель (Ni), железо (Fe), вольфрам (W), молибден (Мо) или их сплав.
5. Способ по п. 1, дополнительно включающий выщелачивание твердой пластины из CVD монокристаллических алмазов после этапа (f).
6. Способ по п. 1, в котором этап (а) включает преобразование графитового порошка в CVD алмазный порошок посредством химического осаждения из паровой фазы с горячей нитью (HFCVD).
7. Способ формирования режущего элемента для бурового долота с закрепленными резцами, включающий:
(a) преобразование графитового порошка посредством химического осаждения из паровой фазы с горячей нитью (HFCVD) в порошок из CVD монокристаллических алмазов, причем каждый CVD монокристаллический алмаз из множества CVD монокристаллических алмазов имеет прямоугольную призматическую форму с шириной сторон, находящейся в диапазоне от 10 до 20 микрон;
(b) выращивание множества CVD монокристаллических алмазов на плоской поверхности подложки, причем указанное множество CVD монокристаллических алмазов растет по меньшей мере в один слой на указанной подложке, при этом указанное множество CVD монокристаллических алмазов выращивают с ориентацией вдоль кристаллографической плоскости [100];
(c) удаление по меньшей мере части указанного множества CVD монокристаллических алмазов с подложки в виде множества отдельных неповрежденных листов из CVD монокристаллических алмазов;
(d) помещение по меньшей мере некоторых отдельных неповрежденных листов из указанного множества отдельных неповрежденных листов в литейную форму;
(e) термомеханическую обработку указанных по меньшей мере некоторых отдельных неповрежденных листов в литейной форме и
(f) формирование твердой пластины из CVD монокристаллических алмазов в течение этапа (е).
8. Способ по п. 7, в котором подложка выполнена из материала, выбранного из следующей группы: кобальт (Со), никель (Ni), железо (Fe), вольфрам (W), молибден (Мо) или их сплавы.
9. Способ по п. 7, в котором указанные по меньшей мере некоторые отдельные неповрежденные листы из указанного множества отдельных неповрежденных листов имеют одинаковую геометрию, а также расположены в вертикальной стопе в указанной литейной форме.
10. Способ по п. 7, в котором этап (d) дополнительно включает помещение опорного элемента из карбида вольфрама в указанную литейную форму смежно с указанными по меньшей мере некоторыми отдельными неповрежденными листами.
11. Способ по п. 10, в котором этап (f) дополнительно включает скрепление твердой пластины из CVD монокристаллических алмазов с опорным элементом из карбида вольфрама во время этапа (е).
12. Способ по п. 7, дополнительно включающий удаление пластины из CVD монокристаллических алмазов после этапа (f) и выщелачивание ее.
13. Способ по п. 7, в котором удаление по меньшей мере части из указанного по меньшей мере одного CVD монокристаллического алмаза включает высекание или вырезание указанных по меньшей мере некоторых отдельных неповрежденных листов.
14. Буровое долото для бурения буровой скважины в земляных формациях, содержащее:
корпус долота, имеющий ось долота и поверхность долота;
первую лопасть, проходящую радиально вдоль указанной поверхности долота;
множество режущих элементов, смонтированных на первой первичной лопасти,
причем каждый из указанного множества режущих элементов содержит опорный элемент из карбида вольфрама и пластину из CVD монокристаллических алмазов, скрепленную с концом этого опорного элемента из карбида вольфрама, а пластина из CVD монокристаллических алмазов содержит множество CVD монокристаллических алмазов, выращенных с ориентацией вдоль кристаллографической плоскости [100], при этом каждый CVD монокристаллический алмаз из множества CVD монокристаллических алмазов имеет прямоугольную призматическую форму с шириной сторон, находящейся в диапазоне от 10 до 20 микрон.
| Устройство для подачи ленты в рабочую зону пресса | 1972 |
|
SU419087A1 |
| СВЕРХПРОЧНЫЕ МОНОКРИСТАЛЛЫ CVD-АЛМАЗА И ИХ ТРЕХМЕРНЫЙ РОСТ | 2005 |
|
RU2389833C2 |
| БЕСЦВЕТНЫЙ МОНОКРИСТАЛЛИЧЕСКИЙ АЛМАЗ, ПОЛУЧЕННЫЙ ХИМИЧЕСКИМ ОСАЖДЕНИЕМ ИЗ ГАЗОВОЙ ФАЗЫ ПРИ ВЫСОКОЙ СКОРОСТИ РОСТА | 2006 |
|
RU2398922C2 |
| Способ приготовления лака | 1924 |
|
SU2011A1 |
| Экономайзер | 0 |
|
SU94A1 |
| US 5011509 A, 30.04.1991 | |||
| Пресс для выдавливания из деревянных дисков заготовок для ниточных катушек | 1923 |
|
SU2007A1 |

