Притязания на приоритет
Настоящая заявка претендует на приоритет предварительной заявки US 61/145155, поданной 16 января 2009 г. на "Способы формирования режущих элементов из поликристаллического алмаза, сформированные этими способами режущие элементы и оснащенные ими буровые долота".
Область техники
Варианты осуществления изобретения относятся к способам формирования режущих элементов из поликристаллического алмаза, в которых, в по меньшей мере, части алмазной пластинки, по существу, отсутствует каталитический материал, и к сформированным этими способами режущим элементам. Уровень техники
Суперабразивные режущие элементы в виде структур на основе вставок (прессовок) из поликристаллических алмазов (ПКА) используются в промышленности почти сорок лет, а ПКА режущие элементы, включающие пластинку из поликристаллического алмаза, сформированную на конце несущей подложки, используются более двадцати лет. ПКА режущие элементы этого типа, как правило, включают плоские, в целом круглые диски (хотя возможны и другие формы), обычно называемые "пластинками", включающие слой суперабразивного материала, сформированного из кристаллов алмаза, скрепленных друг с другом под воздействием сверхвысоких температур и давлений и имеющих в целом плоскую переднюю режущую поверхность, заднюю поверхность и наружную или круговую кромку, по меньшей мере часть, которой используется как режущая кромка для срезания подземной породы, пробуриваемой буровым долотом, на котором установлен ПКА режущий элемент. При формировании суперабразивной пластинки ПКА режущие элементы обычно прикрепляются своей задней поверхностью к опорному слою или подложке из карбида вольфрама, хотя также известны и самонесущие ПКА режущие элементы, особенно обладающие устойчивостью к воздействию высоких температур, называемые термостабильными поликристаллическими алмазами или TSP (от англ. thermally stable polycrystalline diamonds). Подобные режущие элементы широко используются на долотах с фиксированными резцами или "лопастных" долотах, а также и на других долотах и инструменте, используемом для бурения и разбуривания подземных пород, например керновых долотах, долотах со смещенным центром, эксцентричных долотах, гибридных долотах (например, включающих катящиеся компоненты в комбинации с фиксированными режущими элементами), шарошечных долотах, ребристых расширителях, раздвижных расширителях и фрезерном инструменте для обсадных труб и др. В настоящем раскрытии термин "буровое долото" охватывает все упомянутые и эквивалентные структуры.
При формировании режущего элемента любого типа обычно используется катализатор для стимулирования образования связи алмазного типа между алмазными кристаллами. К сожалению, наличие катализатора в алмазной пластинке может приводить к температурной деградации, начинающейся при температуре примерно 400°C из-за различия коэффициентов теплового расширения алмаза и катализатора, и примерно при 750-750°C из-за графитизации алмаза в углерод под действием катализатора. Такие температуры могут быть достигнуты на режущей кромке ПКА режущего элемента в процессе бурения породы, несмотря на использование бурового раствора в качестве охлаждающего агента, и несмотря на относительно быстрое распространение тепла в алмазной пластинке, подложке и корпусе бурового долота, на котором установлен режущий элемент.
Известно, что удаление катализатора, исходно используемого в синтезе при изготовлении алмазной пластинки, из режущей поверхности алмазной пластинки, особенно из ее режущей кромки и вдоль стороны алмазной пластинки вблизи режущей кромки и проходящей к подложке, снижает склонность этих частей алмазной пластинки к деградации под действием нагрева. Поэтому если катализатор удаляется на достаточно большую глубину, это продлевает срок службы алмазной пластинки. Рассмотрение упомянутой термической деградации и области алмазной пластинки, откуда необходимо удалять катализатор, и способы удаления приведены в JP59-219500, а также в US 4224380, 5127923, 6544308 и 6601662, патентных публикациях US 2006/0060390, 2006/0060391, 2006/0060392, 2006/0086540, 2008/0223623, 2009/0152018 и международных публикациях РСТ WO 2004/106003, WO 2004/106004 и WO 2005/110648.
Раскрытие изобретения
В настоящем изобретении предлагается способ формирования элементов из поликристаллического алмаза, например режущих элементов, пригодных для бурения подземных пород, обладающих улучшенной термостабильностью, и к полученным этими способами режущим элементам.
В одном варианте осуществления изобретения вставка (прессовка) из поликристаллического алмаза, включающая алмазную пластинку, сформирована при высоком давлении и высокой температуре с использованием катализатора, после чего катализатор удаляется из всей алмазной пластинки. Затем, в ходе последующего процесса алмазная пластинка прикрепляется к несущей подложке при высоком давлении и высокой температуре с использованием связующего материала, отличающегося по меньшей мере отчасти от материала катализатора.
Последующий процесс, проходящий при высоком давлении и высокой температуре, может проводиться при давлении, сравнимом с тем, что использовалось при формировании алмазной пластинки, либо может проводиться при более высоком или более низком давлении. Другие температуры также могут использоваться соответственно для формирования алмазной пластинки и при прикреплении алмазной пластинки к несущей подложке.
В одном частном варианте осуществления связующий материал имеет возможность проникнуть внутрь практически всей алмазной пластинки от границы раздела с подложкой до режущей поверхности и боковой стороны алмазной пластинки, и связующий материал выборочно удален из области или областей алмазной пластинки обычными способами
Также предлагаются сформированные режущие элементы, использующие структуры в соответствии с вариантами осуществления способов, предложенных в настоящем изобретении, охватываемые областью притязаний настоящего изобретения.
Также предлагаются буровые долота, использующие режущие элементы, сформированные и использующие структуры в соответствии с вариантами осуществления настоящем изобретении, и охватываются областью притязаний настоящего изобретения.
Другие особенности и преимущества настоящего изобретения будут очевидны специалистам при рассмотрении приведенного далее описания, сопутствующих чертежей и приложенной формулы.
Краткое описание чертежей
Ниже изобретение более полно рассмотрено со ссылкой на прилагаемые чертежи, на которых:
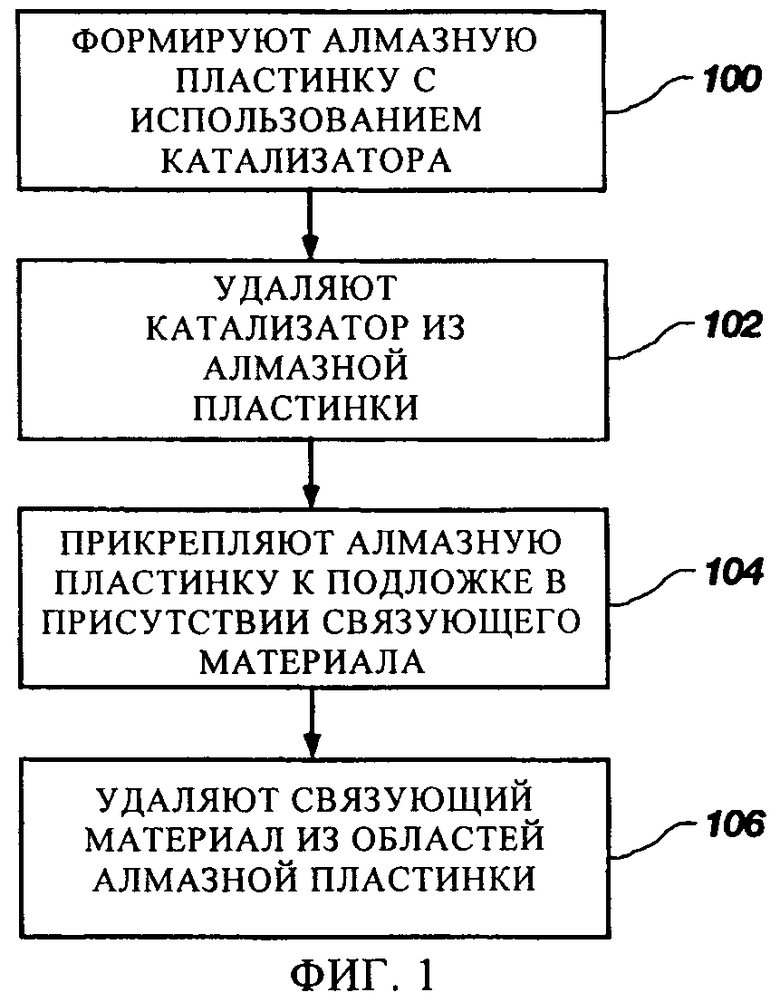
на фиг.1 представлена последовательность операций в варианте осуществления способа формирования режущего элемента на основе поликристаллического алмаза, в соответствии с настоящим изобретением;
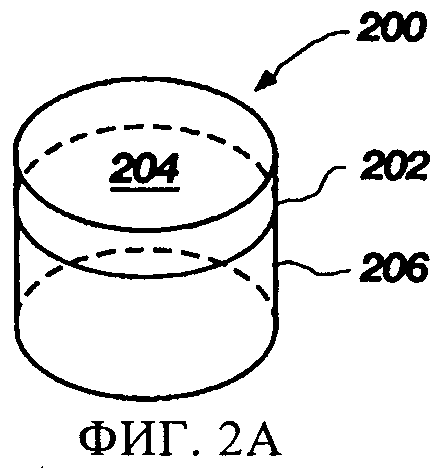
на фиг.2А-2Г представлено формирование режущего элемента на основе поликристаллического алмаза в соответствии с вариантом осуществления, представленным на фиг.1;
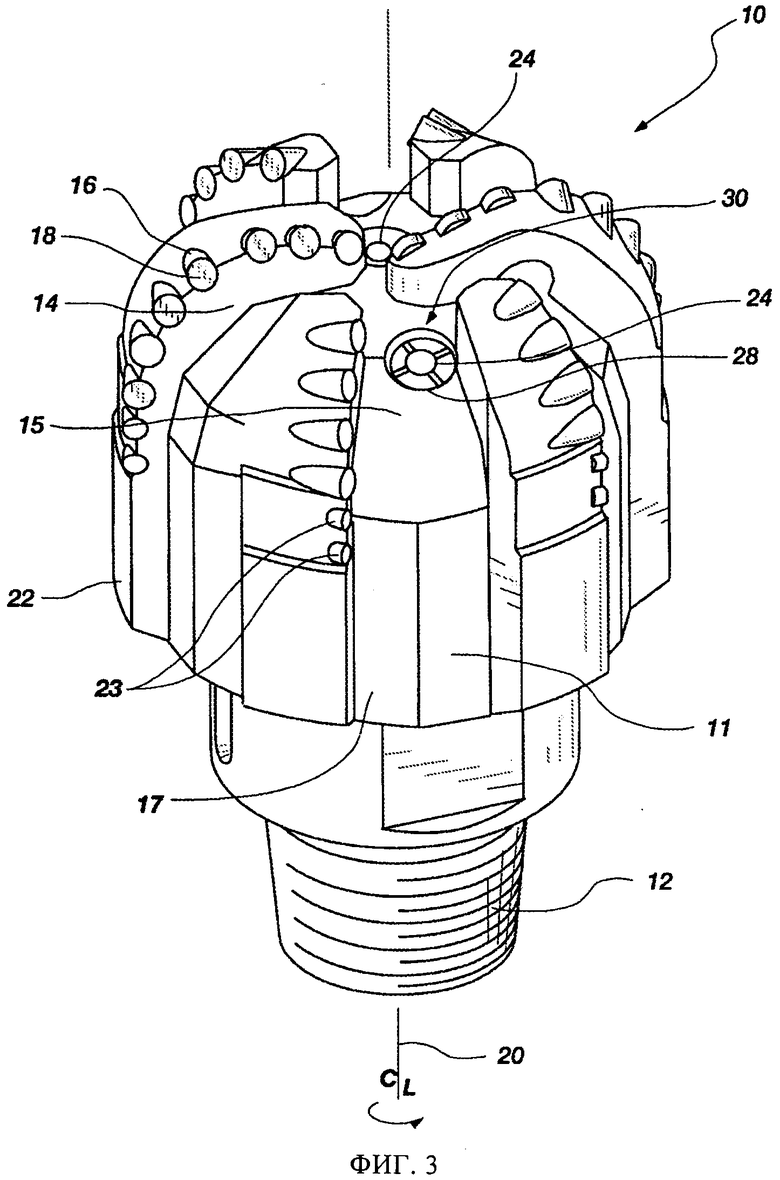
на фиг.3 представлен пример лопастного долота роторного бурения с установленными на нем режущими элементами в соответствии с вариантом осуществления настоящего изобретения.
Подробное описание осуществления изобретения Последовательность операций в варианте осуществления способа, предложенного в настоящем изобретении, представлена на фиг.1, а сформированные в ходе процесса соответствующие структуры показаны на фиг.2А-2Г. В соответствии с упомянутыми чертежами, на шаге 100 из массы алмазных частиц (например, крошки) производится формование вставки 200 (фиг.2А) из поликристаллического алмаза в виде алмазной пластинки 202, в присутствии катализатора при высокой температуре и высоком давлении. В данном описании термины алмазные "частицы" или алмазная "крошка" включают не только отдельные частицы алмаза, но и сгустки отдельных алмазных частиц, объединенных связями алмазного типа. Алмазная пластинка 202 может быть сформирована на несущей подложке 206 (показана на чертежах) из цементированного карбида вольфрама или иного подходящего материала, используемого для этих целей, посредством обычного процесса, по типу не ограничивающего изобретение примера, описанного в US 3745623, либо может быть сформирована в виде отдельной вставки из поликристаллического алмаза (например, без несущей подложки) посредством аналогичного известного процесса, по типу не ограничивающего изобретение примера, описанного в US 5127923. Алмазная крошка может содержать природные алмазы, синтетические алмазы или смесь, и может включать алмазную крошку различных размеров, либо алмазную крошку слоями или с иными конкретными областями с различным размером зерна или различным средним размером зерна, а алмазная пластинка, или одна или несколько ее областей могут характеризоваться градиентом размеров зерна. Катализатор может входить в несущую подложку 206, если она используется, либо может быть смешан с алмазной крошкой. Несущая подложка 206, которая должна быть удалена, как это будет показано ниже, может быть тонкой, порядка нескольких миллиметров, для обеспечения изготовления относительно более (тонких) алмазных пластинок 202 в данном объеме ячейки алмазной пресс-формы. На шаге 102 несущая подложка 206 (при ее наличии) снимается с алмазной пластинки 202 путем выщелачивания материала несущей подложки 206 с алмазной пластинки 202, с одновременным удалением катализатора 204 из алмазной пластинки 202. В частности, как известно в уровне техники и как более подробно описано в вышеупомянутых патентах US 5127923 и US 4224380, для растворения по меньшей мере части несущей подложки (при ее наличии) может быть использована царская водка (смесь концентрированной азотной кислоты (HNO3) и концентрированной соляной кислоты (HCl)) для удаления, в целом, катализатора 204 из промежутков между алмазными кристаллами алмазной пластинки и с поверхности кристаллов, и для растворения каталитического связующего материала на границе раздела между подложкой 206 и алмазной пластинкой 202, в результате чего происходит их разделение. Также известно использование соляной кислоты (HCl) и кипящей плавиковой кислоты (HF), а также смесей HF и HNO3 в различных соотношениях. В уровне техники известны и другие способы удаления катализатора.
В дополнительных вариантах осуществления подложка 206 может быть удалена с алмазной пластинки 202 до удаления катализатора 204 из внутренних промежутков между алмазными кристаллами алмазной пластинки 202, либо подложка 206 может быть удалена с алмазной пластинки 202 после удаления катализатора 204 из внутренних промежутков между кристаллами алмаза алмазной пластинки 202. Кроме того, для удаления подложки 206 с алмазной пластинки 202 могут быть использованы и иные способы, помимо кислотного выщелачивания. Сюда относятся, например, шлифование, фрезерование и лазерное выжигание, по отдельности или в комбинации.
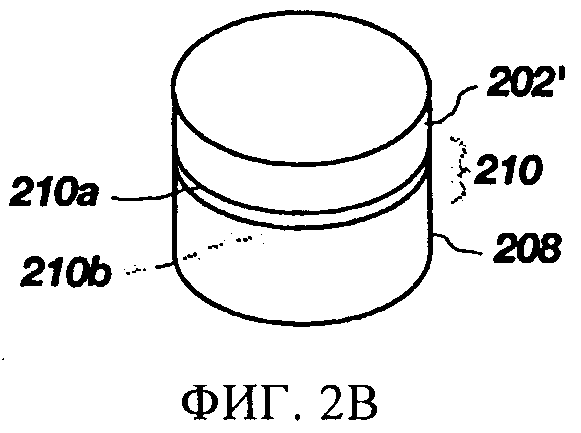
Полученная структура (фиг.2Б) представляет собой алмазную пластинку 202', в которой практически отсутствует катализатор. В настоящем описании "практическое отсутствие катализатора" в алмазной пластинке или вставке из поликристаллического алмаза, или "практическая свобода от катализатора" не подразумевает полного удаления катализатора, поскольку на поверхностях частиц алмазной крошки может быть какой-то остаточный катализатор, а также в закрытых промежутках между частицами, куда не проникает выщелачивающий агент. На шаге 104, к алмазной пластинке 202' прикладывается другая несущая подложка 208 и прикрепляется к ней в ходе другого известного процесса при высоком давлении, высокой температуре, в присутствии связующего материала, отличающегося по меньшей мере отчасти от материала катализатора 204. Несущая подложка 208 может включать цементированный карбид вольфрама или другой подходящий материал, известный специалистам. Как показано на фиг.2B, в начале шага 104 связующий материал 210 может быть (например) в порошковой форме или в форме тонкого диска 210а в слое, расположенном между алмазной пластинкой 202' и несущей подложкой 208, в виде неотъемлемой части 210b материала несущей подложки 208, или и то и другое. В конце шага 104 получается вставка 200' из поликристаллического алмаза, включающая алмазную пластинку 202'' со связующим материалом 210 внутри, проникшим посредством миграции связующего материала 210 от его источника или источников во внутренние промежутки между алмазными кристаллами во вставке 200' из поликристаллического алмаза, которые освободились после удаления оттуда катализатора на шаге 102.
Как было отмечено выше, другой обычный процесс, проводимый при высоком давлении и высокой температуре в присутствии связующего материала 210, может проводиться при температурах и давлениях, сравнимых с теми, что используются при формовании пластинки 202, либо могут быть ниже или выше. Например, алмазная пластинка 202 может быть сформирована при давлении по меньшей мере примерно 5 ГПа и температуре примерно 1500°C, в то время как другой процесс с высокими температурой и давлением может проводиться при существенно другом, более высоком давлении, например, примерно 6-7 ГПа, или даже при примерно 8 ГПа или более, и при температуре в интервале примерно 1650-2200°C. С другой стороны, давление, используемое для формирования алмазной пластинки, может составлять в интервале примерно 6-7 ГПа, или даже примерно 8 ГПа или более, а температура может быть в интервале примерно 1650-2200°C, а другой процесс с высокой температурой и давлением, проходящий в присутствии связующего материала, может проводиться при существенно отличающемся, более низком давлении, например, по меньшей мере примерно 5 ГПа, и температуре примерно 1500°C, чтобы не выходить за пределы области стабильности алмаза и предотвратить обратную графитизацию алмазной пластинки 202' на шаге 104. Подобную тенденцию к обратной графитизации алмазной пластинки 202' следует особенно иметь в виду с учетом каталитических свойств используемого связующего вещества. В каждом из приведенных выше примеров только давления могут быть изменены, в то время как температуры, используемые при формировании алмазной пластинки 202 и прикреплении алмазной пластинки 202' к несущей подложке 208 могут быть в целом одинаковые. С другой стороны, температуры также могут быть изменены при выполнении двух шагов 100 и 104. Кроме того, время воздействия температуры и давления в каждом из процессов может изменяться в интервале от примерно двадцати секунд до примерно двадцати минут или более.
В первом приведенном в предыдущем параграфе примере алмазная пластинка 202 может быть сформирована при сравнительно низких температуре и давлении для создания структуры, объединенной связями алмазного типа, имеющей меньшую плотность и большую пористость для упрощения удаления катализатора 204 с использованием кислотного выщелачивания или иного обычного инвазивного процесса. Затем прикрепление алмазной пластинки 202' к несущей подложке 208 может проводиться при существенно более высоких (например, больше на десять процентов или более) давлении и температуре для повышения плотности и прочности получившейся алмазной пластинки 202''. Во втором примере, приведенном в предыдущем параграфе, относительно более высокие давления и температуры, используемые для формирования алмазной пластинки 202, обеспечат получение структуры алмаза более высокой плотности и прочности, в то время как относительно более низкие давление и температура, используемые для прикрепления алмазной пластинки 202' к несущей подложке 208, не ухудшат плотность и прочность получаемой в итоге алмазной пластинки 202'', но уменьшат время цикла, необходимое для добавления связующего материала 210 и прикрепления подложки 208.
На следующем шаге 106 из области или областей 212а, 212b алмазной пластинки 202'' (которые, в частном примере, не ограничивающем изобретение, являются соответственно областью, прилегающей к режущей грани, и областью, прилегающей к боковой поверхности 214 алмазной пластинки 202'') в значительной мере и выборочно удаляется связующий материал 210, при этом предотвращается контакт с несущей подложкой 208, и в примере, не ограничивающем изобретение, с частью боковой поверхности 214 алмазной пластинки 202'' с выщелачивателем. Конечно, связующий материал может быть удален с алмазной пластинки 202'' в любой мере или на любую необходимую глубину. Подходящие глубины могут составлять, в частном примере, не ограничивающем изобретение, примерно от 0,04 до 0,5 мм. Может быть использован любой из упомянутых выше выщелачивателей, из которых наиболее подходящим выщелачивателем является соляная кислота (HCL) при температуре выше 110°C в течение примерно от 3 до 60 часов, в зависимости от требуемой глубины удаления связующего материала 210 с поверхности алмазной пластинки 202'', открытой для выщелачивателя, как это показано на фиг.2Г. Контакт с выщелачивателем может быть предотвращен, как известно, заключением подложки 208 и части алмазной пластинки 202'' в полимерную смолу путем покрытия подложки 208 и части алмазной пластинки 202'' защитным покрытием, либо использованием кольцевого уплотнителя, устойчивого к воздействию выщелачивателя, обжимающего боковую поверхность 214 алмазной пластинки 202'' с использованием пластикового зажима. Полученная в результате вставка 202'' из поликристаллического алмаза обладает улучшенной термостабильностью и, как следствие, улучшенной износоустойчивостью при эксплуатации благодаря удалению связующего материала 210 с по меньшей мере области или областей 212а, 212b алмазной пластинки 202''. Наличие связующего материала в другой области или областях алмазной пластинки 202" может улучшить ее долговечность и ударную прочность. Авторы изобретения обнаружили, что вопреки сложившемуся в промышленности представлению, прочность полученной в результате алмазной пластинки, в которую было введено связующее вещество после удаления из нее катализатора, в целом такая же, что и у алмазной пластинки с оставшимся в ней катализатором, использовавшимся для формования алмазной пластинки, при равной концентрации алмазов в алмазных пластинках.
В частном примере, не ограничивающем изобретение, материалы, пригодные для использования в качестве катализаторов и связующих материалов в вариантах осуществления изобретения, включают элементы VIII группы и их сплавы, например Со, Ni, Fe и их сплавы. Таким образом, в одном варианте выполнения, Со может быть использован в качестве катализатора в формировании вставки из поликристаллического алмаза, которая далее подвергается выщелачиванию катализатора и удалению несущей подложки. После этого может быть использован Ni в качестве связующего материала для прикрепления полученной после выщелачивания алмазной пластинки к другой несущей подложке. В другом варианте выполнения, в качестве катализатора при формовании вставки из поликристаллического алмаза используется сплав железа, который затем выщелачивается и несущая подложка удаляется. После этого Со может быть использован в качестве связующего материала для прикрепления полученной после выщелачивания алмазной пластинки к другой несущей подложке. В другом варианте выполнения Со может быть использован в качестве катализатора при формировании вставки из поликристаллического алмаза, из которой катализатор затем выщелачивается, а несущая подложка удаляется. После этого может быть использован Co/Ni сплав как связующий материал для прикрепления полученной после выщелачивания алмазной пластинки к другой несущей подложке. В версии представленного варианта выполнения Со может быть использован в качестве катализатора при формовании вставки из поликристаллического алмаза, из которой катализатор затем выщелачивается, а несущая подложка удаляется. После этого может быть использован Fe/Ni сплав как связующий материал для прикрепления полученной после выщелачивания алмазной пластинки к другой несущей подложке. Как отмечалось выше, связующий материал может быть введен в цементированный карбид вольфрама или другую подходящую подложку, может быть нанесен на границу раздела между алмазной пластинкой после выщелачивания и другой несущей подложкой, или и то и другое. В другой версии связующий материал 210 может быть помещен вблизи поверхности или поверхностей (например, поверхности алмазной пластинки 202', обращенной к подложке 210) для улучшения введения связующего материала 210 в алмазную пластинку 202' на шаге 104.
На фиг.3 представлено буровое долото 10 в виде лопастного долота роторного бурения. Буровое долото 10 включает корпус 11 долота. Долото 10 включает обычную наружную резьбу 12 на своем хвостовике, соответствующую стандарту Американского нефтяного института и приспособленную для соединения с компонентом бурильной колонны (не показан). На торцевой поверхности 14 корпуса 11 долота установлено несколько режущих элементов 16, по меньшей мере некоторые из которых имеют конструкцию в соответствии с вариантом осуществления режущего элемента, предложенного в настоящем изобретении, причем каждый режущий элемент 16 включает пластинку 18 из поликристаллического алмаза, сформированную на несущей подложке из карбида. Режущие элементы 16 расположены так, чтобы прорезать подземную породу, пробуриваемую при вращении бурового долота 10 под действующем на долото весом (ОННД - осевая нагрузка на долото) вокруг центральной линии 20 в буровой скважине. Корпус 11 долота может включать калибрующие зубки 23, по меньшей мере некоторые из которых могут иметь конструкцию в соответствии с вариантом осуществления режущего элемента, предложенного в настоящем изобретении, причем каждый калибрующий зубок 23 включает одну из упомянутых ПКА пластинок 18, конфигурация кромки (не показана) которых обеспечивает выравнивание и поддерживание калиброванного диаметра буровой скважины и накладки 22 на калибрующей поверхности, соприкасающиеся со стенками буровой скважины и стабилизирующие долото в скважине. В настоящем описании термин "буровое долото" включает и охватывает буровые долота, шарошечные долота, гибридные долота, расширители, фрезы и другой инструмент для бурения и расширения буровых скважин.
В процессе бурения буровой раствор выпускается из узлов 30 промывочных насадок, расположенных в отверстиях 28 под промывочные насадки, сообщающихся с торцевой поверхностью 14 корпуса 11 долота для охлаждения ПКА пластинок 18 режущих элементов 16 и удаления осколков породы от торцевой поверхности 14 бурового долота 10 в проходы 15 и канавки 17 для отведения бурового шлама. Размер отверстий 24 в узлах 30 промывочных насадок выбирается для обеспечения различного расхода бурового раствора в зависимости от требуемой смывающей способности для каждой группы режущих элементов 16, на которую направляет буровой раствор конкретный узел 30 насадки.
Несмотря на то, что приведенное описание содержит много конкретных данных и примеров, они не ограничивают область притязаний настоящего изобретения, а только иллюстрируют некоторые варианты осуществления. Аналогично могут быть разработаны и другие варианты осуществления изобретения, не выходящие за пределы области притязаний настоящего изобретения. Область настоящего изобретения, таким образом, определена и ограничена только приложенной формулой и ее законными эквивалентами, нежели приведенным выше описанием. Все раскрытые здесь добавления, изъятия и модификации к изобретению, а также соответствующие смыслу формулы охватываются ее областью притязаний.


Изобретение относится к получению поликристаллического алмазного режущего элемента методом порошковой металлургии. Может использоваться для изготовления долот для бурения подземных пород. Для получения поликристаллического алмазного режущего элемента первоначально из алмазных частиц формуют вставку при давлении и температуре, достаточных для образования связей алмазного типа в присутствии катализатора, после чего практически полностью удаляют из нее катализатор. Вставку, практически не содержащую катализатор, прикрепляют к несущей подложке при температуре и давлении, достаточных для поддержания стабильности связей алмазного типа посредством связующего материала, по меньшей мере, частично отличающегося от материала катализатора. Полученный режущий элемент обладает высокой термостабильностью. 3 н. и 17 з.п. ф-лы, 3 ил.
1. Способ формирования режущего поликристаллического алмазного элемента, включающий
формирование из алмазных частиц вставки из поликристаллического алмаза при давлении и температуре, достаточных для образования связей алмазного типа в присутствии катализатора,
практически полное удаление катализатора из вставки из поликристаллического алмаза и
прикрепление вставки из поликристаллического алмаза, практически не содержащей катализатор, к несущей подложке при температуре и давлении, достаточных для поддержания стабильности связей алмазного типа посредством связующего материала, по меньшей мере, частично отличающегося от материала катализатора.
2. Способ по п.1, в котором в основном удаляют катализатор из вставки из поликристаллического алмаза посредством выщелачивания.
3. Способ по п.2, в котором вставку из поликристаллического алмаза формируют на подложке, которую затем удаляют.
4. Способ по п.2, в котором вставку из поликристаллического алмаза формируют как отдельную структуру.
5. Способ по п.1, в котором дополнительно удаляют связующий материал из по меньшей мере одной области вставки из поликристаллического алмаза.
6. Способ по п.5, в котором связующий материал удаляют из по меньшей мере одной области вставки из поликристаллического алмаза посредством выщелачивания.
7. Способ по п.5, в котором при удалении связующего материала из по меньшей мере одной области вставки из поликристаллического алмаза удаляют связующий материал из по меньшей мере одной из по меньшей мере частей режущей поверхности вставки из поликристаллического алмаза и по меньшей мере части боковой поверхности вставки из поликристаллического алмаза.
8. Способ по п.1, в котором по меньшей мере температура или давление для формирования алмазной пластинки выше соответствующих температуры или давления для прикрепления к несущей подложке вставки из поликристаллического алмаза, из которой в основном удален катализатор.
9. Способ по п.1, в котором по меньшей мере температура или давление для формирования алмазной пластинки ниже соответствующих температуры или давления для прикрепления к несущей подложке вставки из поликристаллического алмаза, из которой в основном удален катализатор.
10. Способ по п.1, в котором давление для формирования вставки из поликристаллического алмаза, по существу, отличается от давления для прикрепления вставки из поликристаллического алмаза к несущей подложке.
11. Режущий поликристаллический алмазный элемент, полученный способом по любому из пп. 1-10 и содержащий вставку из поликристаллического алмаза, сформированную с использованием катализатора, и несущую подложку, скрепленную со вставкой из поликристаллического алмаза посредством связующего материала, по меньшей мере, частично отличающегося от материала катализатора.
12. Режущий элемент по п.11, в котором во вставке из поликристаллического алмаза, по существу, отсутствует катализатор.
13. Режущий элемент по п.12, в котором в по меньшей мере одной его области, по существу, отсутствует связующий материал.
14. Режущий элемент по п.13, в котором упомянутая по меньшей мере одна область включает, по меньшей мере, область, прилегающую к режущей поверхности, или область, прилегающую к боковой поверхности вставки из поликристаллического алмаза.
15. Режущий элемент по п.11, в котором связующий материал включает другой отличающийся катализатор.
16. Буровое долото для бурения подземных пород, содержащее
корпус,
конструкцию для присоединения корпуса к бурильной колонне,
по меньшей мере один режущий поликристаллический алмазный элемент, прикрепленный к корпусу для захвата подземной породы, полученный способом по любому из пп. 1-10 и содержащий вставку из поликристаллического алмаза, сформированную с использованием катализатора, и несущую подложку, скрепленную со вставкой из поликристаллического алмаза посредством связующего материала, по меньшей мере, частично отличающегося от материала катализатора.
17. Буровое долото по п.16, в котором во вставке из поликристаллического алмаза, по существу, отсутствует катализатор.
18. Буровое долото по п.17, в котором в по меньшей мере одной области режущего элемента из поликристаллического алмаза, по существу, отсутствует связующее вещество.
19. Буровое долото по п.18, в котором упомянутая по меньшей мере одна область включает по меньшей мере область, прилегающую к режущей поверхности, или область, прилегающую к боковой поверхности вставки из поликристаллического алмаза.
20. Буровое долото по п.16, в котором связующий материал включает другой отличающийся катализатор.
| KR 1020050073989 A, 18.07.2005 | |||
| СПРЕССОВАННЫЙ В ТАБЛЕТКУ РЕЖУЩИЙ ЭЛЕМЕНТ | 2001 |
|
RU2320615C9 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЖУЩЕГО ЭЛЕМЕНТА | 1983 |
|
SU1218564A1 |
| US 6248447 B1, 19.06.2001 | |||
| Устройство для измерения параметров залежей подземных минералов | 1978 |
|
SU1079063A1 |

