Изобретение относится к теплотехнике.
Известен способ изготовления плоской тепловой трубы, включающий размещение капиллярной структуры из спеченного медного порошка в корпусе из тонкой медной фольги, вакуумирование корпуса, насыщение капиллярной структуры водой, герметизацию корпуса, нанесение клеевого слоя на основания медного корпуса и присоединение к основаниям медного корпуса алюминиевых пластин, призванных обеспечить необходимую жесткость конструкции [USA Patent 6679318 В2, Int. cl. F28D 15/00, Jan. 20, 2004].
Недостатком известного способа является низкое качество получаемых тепловых труб. Присоединение к основаниям медного корпуса через клеевой слой алюминиевых пластин для обеспечения качественного механического и теплового контакта требует определенного усилия прессования. Однако это усилие ограничено низкой жесткостью медного корпуса. Поэтому толщина клеевого слоя не контролируется в технологическом процессе и может быть достаточно большой, следствием чего является высокое термическое сопротивление тепловой трубы.
В качестве прототипа выбран способ изготовления тепловой трубы с алюминиевым корпусом и водой в качестве теплоносителя, включающий покрытие всей внутренней поверхности корпуса инертным к воде слоем меди толщиной от 10 мкм до 15 мкм, вакуумирование корпуса, заполнение корпуса необходимым количеством воды и герметизацию корпуса [USA Patent 4773476, Int. cl. F28D 15/02, Sep.27, 1988.].
Недостатком известного способа является отсутствие операции получения капиллярной структуры тепловой трубы. По описанному способу возможно получение либо термосифонов, либо тонких пульсирующих тепловых труб.
Задача изобретения заключается в расширении функциональных возможностей способа.
Поставленная задача реализуется тем, что в способе изготовления тепловой трубы с алюминиевым корпусом и водой в качестве теплоносителя, включающем покрытие всей внутренней поверхности корпуса инертным к воде слоем меди, вакуумирование корпуса, заполнение корпуса необходимым количеством воды и герметизацию корпуса, покрытие внутренней поверхности корпуса медью осуществляют гальваническим методом в два этапа при плотностях тока осаждения 0,5-3 А/дм2 на первом этапе и 40-70 А/дм2 на втором этапе.
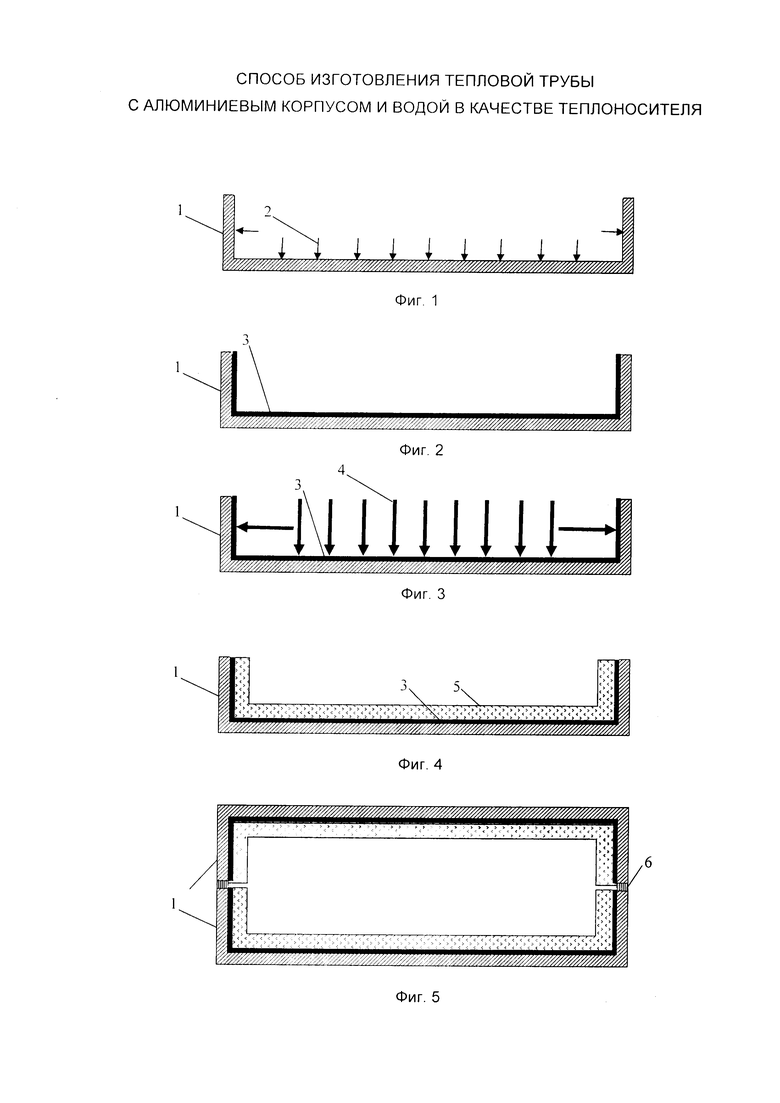
Предлагаемый способ поясняется схемой процесса изготовления тепловой трубы с алюминиевым корпусом и водой в качестве теплоносителя (фиг. 1-5).
Предлагаемый способ осуществляют следующим образом.
На первом этапе внутреннюю поверхность корпуса 1 тепловой трубы (фиг. 1) гальваническим методом при плотности тока осаждения 2 в пределах 0,5-3 А/дм2 покрывают плотным непроницаемым для воды слоем меди 3 (фиг. 2). При плотности тока осаждения менее 0,5 А/дм2 процесс протекает слишком медленно. При плотности тока осаждения более 3 А/дм2 возможно образование в медном слое каверн и вздутий, нарушающих непроницаемость медного слоя 3 для воды.
На втором этапе гальваническое покрытие внутренней поверхности корпуса 1 тепловой трубы медью осуществляют при плотности тока осаждения 4 (фиг. 3) в пределах 40-70 А/дм2. При значениях плотности тока осаждения 4 в указанных пределах над плотным слоем меди 3 образуется пористый слой медного осадка 5 (фиг. 4), который предназначен выполнять роль капиллярной структуры тепловой трубы. При плотности тока осаждения менее 40 А/дм2 пористость слоя медного осадка 5 мала, что обусловливает низкую проницаемость капиллярной структуры. При плотности тока осаждения более 70 А/дм2 структура пористого слоя медного осадка дендритная, пористость велика, что обусловливает низкое капиллярное давление, создаваемое капиллярной структурой.
Завершающими операциями процесса изготовления тепловой трубы с алюминиевым корпусом и водой в качестве теплоносителя являются герметизация корпуса, например, припоем 6 (фиг. 5), заправка корпуса необходимым количеством воды, вакуумирование корпуса и заглушение заправочного штуцера.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЗАПРАВКИ ТЕПЛОВОЙ ТРУБЫ ТЕПЛОНОСИТЕЛЕМ | 2011 |
|
RU2472090C2 |
| Способ получения углеграфитового композиционного материала | 2020 |
|
RU2751864C1 |
| Способ получения углеграфитового композиционного материала | 2020 |
|
RU2751870C1 |
| Способ получения углеграфитового композиционного материала | 2020 |
|
RU2751869C1 |
| Способ получения углеграфитового композиционного материала | 2020 |
|
RU2751860C1 |
| Способ получения углеграфитового композиционного материала | 2020 |
|
RU2764776C1 |
| Способ получения углеграфитового композиционного материала | 2020 |
|
RU2751865C1 |
| Способ получения углеграфитового композиционного материала | 2020 |
|
RU2751859C1 |
| Способ получения углеграфитового композиционного материала | 2020 |
|
RU2749979C1 |
| Способ получения углеграфитового композиционного материала | 2020 |
|
RU2751867C1 |
Изобретение относится к теплотехнике и может быть использовано при изготовлении тепловых труб. Способ изготовления тепловой трубы с алюминиевым корпусом и водой в качестве теплоносителя включает покрытие всей внутренней поверхности корпуса инертным к воде слоем меди, вакуумирование корпуса, заполнение корпуса необходимым количеством воды и герметизацию корпуса. Для расширения функциональных возможностей способа покрытие внутренней поверхности корпуса медью осуществляют гальваническим методом в два этапа при плотностях тока осаждения 0,5-3 А/дм2 на первом этапе и 40-70 А/дм2 на втором этапе. Технический результат – расширение арсенала технических средств. 5 ил.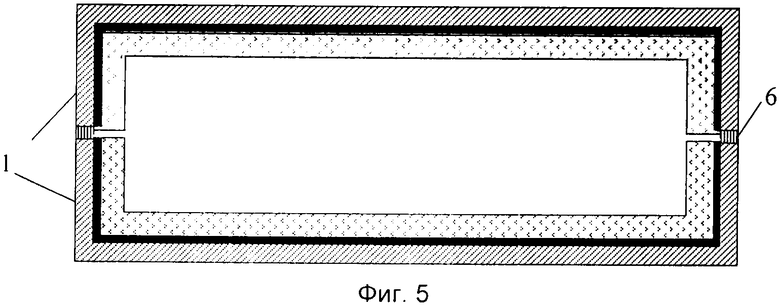
Способ изготовления тепловой трубы с алюминиевым корпусом и водой в качестве теплоносителя, включающий покрытие всей внутренней поверхности корпуса инертным к воде слоем меди, вакуумирование корпуса, заполнение корпуса необходимым количеством воды и герметизацию корпуса, отличающийся тем, что покрытие внутренней поверхности корпуса медью осуществляют гальваническим методом в два этапа при плотностях тока осаждения 0,5-3 А/дм2 на первом этапе и 40-70 А/дм2 на втором этапе.
| US 2014144609 A1, 29.05.2014 | |||
| СПОСОБ ПОЛУЧЕНИЯ ПОВЕРХНОСТЕЙ С ЧЕРЕДУЮЩИМИСЯ ВЫСТУПАМИ И ВПАДИНАМИ (ВАРИАНТЫ) И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2044606C1 |
| US 4773476 A, 27.09.1988 | |||
| US 2010294467 A1, 25.11.2010. | |||

