ТЕРМОПЛАСТИЧНОЕ ИЗДЕЛИЕ С ТЕРМОАКТИВНЫМ СРЕДСТВОМ
Настоящая заявка заявляет приоритет в качестве продолжения заявки №61/884616, поданной 30 сентября 2013 г. Заявка №61/884616 включена в настоящий документ посредством ссылки во всей полноте.
УРОВЕНЬ ТЕХНИКИ ИЗОБРЕТЕНИЯ
Данное раскрытие относится к экструдированному водорастворимому термопластичному изделию, в которое было введено активное средство, а также к способу его получения. Активное средство характеризуется тепловым эффектом в отношении кожи человека, либо действительным, либо воспринимаемым. Также раскрыт иллюстративный продукт личной гигиены, в который было введено раскрытое изделие.
Термоактивные средства, такие как ментол и производные ментола, а также соответствующие охлаждающие соединения широко применяются в продуктах, таких как медикаменты, зубная паста, кондитерские изделия, косметические средства и пестициды. В последнее время термоактивные средства, такие как полиолы (сахароспирты), применялись в качестве охлаждающего средства в детских трусах для приучения к горшку таким образом, чтобы привлекалось внимание ребенка, когда произошло мочеиспускание. Предполагается, что термоактивные средства могут применяться также в продуктах, применяемых при недержании, и изделиях женской гигиены.
Введение термоактивных средств в продукты личной гигиены, такие как подгузники и прокладки, является не только относительно затратным, но и может создавать большие технические трудности при производстве продукта, особенно если активное средство является летучим по природе. В настоящее время термоактивное средство (например, ментол) применяется в порошкообразной форме (например, микроинкапсулированной). Порошок можно размещать между двумя подложками для создания слоистого материала, хотя получение адгезионной связи между подложками и порошком является сложной задачей. В качестве альтернативы, порошок может быть составлен в воскообразный материал и нанесен на компонент продукта щелевым способом. Тем не менее, трудно добиться равномерного слоя, нанесенного щелевым способом, из-за того, что некоторая часть порошка будет осаждаться из состава в течение процесса нанесения щелевым способом. Кроме того, состав характеризуется четко выраженным запахом, что может быть нежелательным. Термоактивные средства в инкапсулированной форме (например, ментол) имеют по меньшей мере три недостатка, по сравнению с кристаллической или другой неинкапсулированной формами. Такие недостатки включают: 1) нестабильность из-за влаго- и термочувствительности, 2) производственные затраты, большие в три-пять раз, и 3) чувствительность к физическому воздействию.
При введении термоактивного средства в термопластичное изделие является желательным, чтобы: 1) способ изготовления был экономически эффективным, и/или 2) термопластичное изделие могло быть легко введено в продукт личной гигиены, и/или 3) термоактивное средство быстро высвобождалось при смачивании термопластичного изделия, и/или 4) термоактивное средство сохраняло устойчивость до тех пор, когда оно не будет целенаправленно помещено в инициирующую среду.
КРАТКОЕ ОПИСАНИЕ
В одном аспекте раскрытия представлено экструдированное водорастворимое изделие. Изделие включает в себя водорастворимый полимер, имеющий температуру экструзии 90-150°C; пластификатор, а также одно или более активных средств в общем количестве от 0,1% до 50% по весу изделия. Одно или более активных средств являются полностью растворимыми/диспергируемыми в пластификаторе. Одно или более активных средств и пластификатор вместе образуют гомогенную смесь/раствор. Гомогенная композиция, полученная посредством смешивания в расплаве полимера и гомогенной смеси/раствора, имеет температуру экструзии 50-125°C.
В другом аспекте раскрытия персональное впитывающее изделие включает в себя впитывающий элемент, находящийся между водонепроницаемым тыльным слоем и водопроницаемым прокладочным материалом, при этом прокладочный материал имеет лицевую поверхность, обращенную к телу, и противоположную, обращенную наружу поверхность. Пленка по настоящему раскрытию прикреплена либо к обращенной наружу поверхности прокладочного материала, либо к поверхности впитывающего элемента, которая расположена вплотную к прокладочному материалу. Пленка получена из материалов, которые включают в себя водорастворимый полимер, имеющий температуру экструзии 90-150°C; пластификатор, а также одно или более активных средств в общем количестве от 0,1% до 50% по весу изделия. Активные ингредиенты являются растворимыми/диспергируемыми в пластификаторе. Комбинация активных средств и пластификатора образует гомогенную смесь/раствор. Гомогенная композиция, полученная посредством смешивания в расплаве полимера и гомогенной смеси/раствора, имеет температуру экструзии 50-125°C.
В еще одном аспекте раскрытия способ получения экструдированного изделия предусматривает следующие три стадии. Во-первых, получение смеси/раствора, содержащих термопластичный пластификатор и одно или более термоактивных средств. Во-вторых, образование гомогенной композиции, имеющей температуру обработки 90-125°C, при этом гомогенная композиция включает в себя смесь/раствор и аморфный водорастворимый поливиниловый спирт. Гомогенная композиция включает в себя от 0,1% до 40% по весу одного или более термоактивных средств. В-третьих, экструдирование гомогенной композиции в форме пленки или волокна.
Другие признаки и аспекты по настоящему изобретению станут очевидными при рассмотрении подробного описания и прилагаемых графических материалов.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
Вышеизложенные и другие признаки и аспекты по настоящему изобретению, а также способ их достижения, станут более очевидными, и само изобретение станет более понятным из следующего описания, прилагаемой формулы изобретения и прилагаемых графических материалов, где
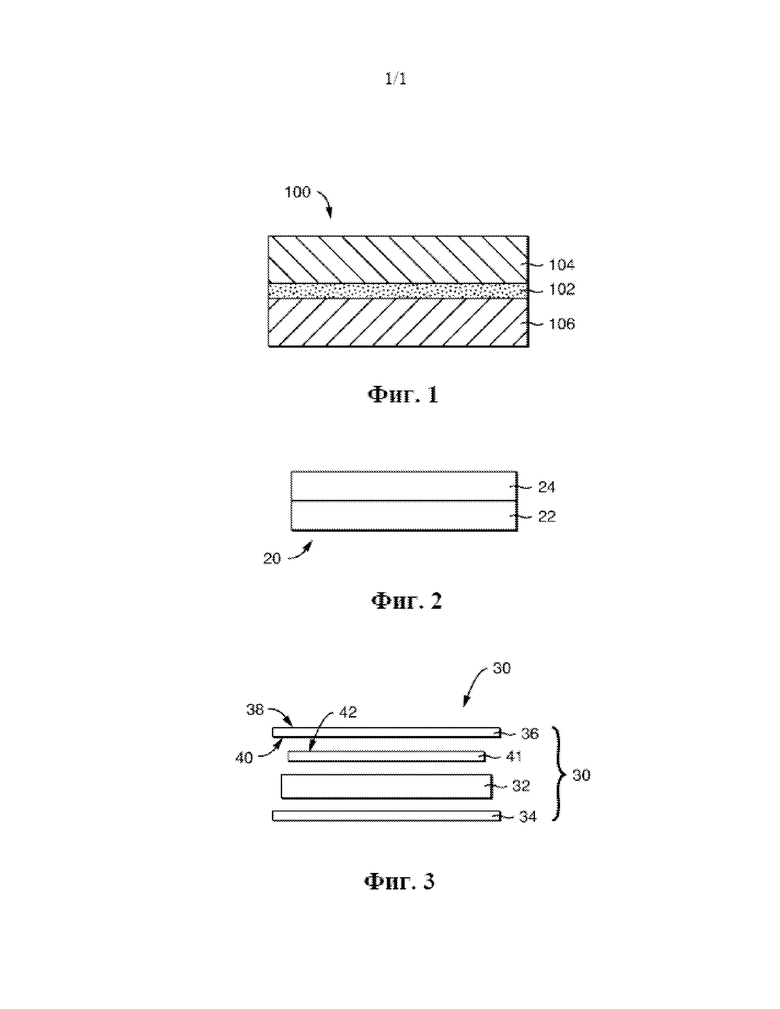
фиг. 1 представляет собой продольный разрез одного варианта осуществления слоистого материала по настоящему раскрытию;
фиг. 2 представляет собой продольный разрез другого варианта осуществления слоистого материала по настоящему раскрытию;
фиг. 3 представляет собой покомпонентный схематический продольный разрез иллюстративного впитывающего изделия.
Повторяющееся использование ссылочных позиций в настоящем описании и графических материалах предназначено для представления одинаковых или аналогичных признаков или элементов настоящего изобретения.
ПОДРОБНОЕ ОПИСАНИЕ
Специалисту в данной области следует понимать, что настоящее рассмотрение представляет собой лишь описание иллюстративных аспектов настоящего изобретения и не предназначено для ограничения более широких аспектов настоящего изобретения.
Термин «волокно» в контексте настоящего раскрытия в общем относится либо к волокнам мелтблаун, либо волокнам спанбонд, как определено в настоящем документе.
Термин «слоистый материал» относится к материалу, где пленочная структура является с помощью клея либо без помощи клея связанной с полотном, таким как нетканый материал или тканый материал.
Термин «волокна мелтблаун» относится к волокнам, сформированным посредством экструзии расплавленного термопластичного материала в виде расплавленных нитей или элементарных нитей через множество мелких, обычно круглых, капилляров головки в высокоскоростном потоке газа (например, воздуха), как правило, нагретом, который вытягивает из расплавленного термопластичного материала элементарные нити для уменьшения их диаметра. В конкретном случае коформного процесса поток волокна мелтблаун пересекается с одним или более потоками материала, которые вводятся из другого направления. Затем волокна мелтблаун и другие необязательные материалы переносятся высокоскоростным потоком газа и наносятся на принимающую поверхность. Распределение и ориентация волокон мелтблаун внутри образовавшегося полотна зависит от геометрии и условий процесса. Иллюстративные способы мелтблаун описаны в различных патентах и публикациях, включая NRL Report 4364, «Manufacture of Super-Fine Organic Fibers» по V. A. Wendt, E. L. Boone and C. D. Fluharty; NRL Report 5265, «An Improved Device For the Formation of Super-Fine Thermoplastic Fibers» по K. D. Lawrence, R. T. Lukas and J. A. Young; а также патент США №3849241, выданный Butin и соавт., и патент США №5350624, выданный Georger и соавт., каждый из которых включен в настоящий документ посредством ссылки таким образом, что при этом согласуется.
Термины «нетканый» и «нетканое полотно» относятся к материалам и полотнам материала со структурой отдельных волокон или элементарных нитей, которые переслаиваются, однако не поддаются идентификации способом, как в трикотажных тканях. В настоящем документе термины «волокно» и «элементарная нить» используются взаимозаменяемо. Нетканые ткани или полотна образуются в ходе многих способов, например, таких как способы мелтблаун, способы спанбонд, способы воздушной укладки, способы влажной укладки и способы связанного кардочесанного полотна.
Термин «впитывающие изделия для личной гигиены» или «впитывающие изделия» в контексте настоящего раскрытия включает без ограничения подгузники, трусы-подгузники, трусы для приучения к горшку, впитывающие трусы, продукты для страдающих недержанием и впитывающие мочу элементы нижнего белья и т.п.
Термины «спанбонд» и «волокно спанбонд» относятся к волокнам, которые образованы экструдированием элементарных нитей расплавленного термопластичного материала из множества мелких, обычно круглых, капилляров фильеры, а затем быстрым уменьшением диаметра экструдированных элементарных нитей.
Термин «% по весу», «весовой%», «вес. %» или их производное при употреблении в настоящем документе следует интерпретировать как в пересчете на сухой вес, если не указано иное.
Данные термины могут определяться дополнительными формулировками в других частях описания.
Настоящее раскрытие, как правило, направлено на экструдированное, водорастворимое, термопластичное изделие, в которое было введено термоактивное средство. Термопластичный водорастворимый полимер, из которого изготовлено изделие, имеет температуру экструзии от 90°C до 150°C. При изготовлении изделия пластификатор смешивают с полимером, при этом пластификатор содержит одно или более термоактивных средств, растворенных или иным способом диспергированных в нем. Активное(-ые) средство(-а) и пластификатор вместе образуют гомогенную смесь/раствор. Комбинация полимера и гомогенной смеси/раствора образует гомогенную «композицию», имеющую температуру экструзии от 50°C до 125°C. Изделия, изготовленные из гомогенной композиции, включают пленки, гранулы, волокна и ткани, изготовленные с их помощью, либо другие экструдированные формы.
Материалы
Материалы, из которых получают водорастворимый, термопластичный материал по настоящему раскрытию включают, как правило, полимер, пластификатор и активное средство. К термопластичному материалу можно добавлять другие необязательные материалы, которые улучшают характеристики, стоимость, внешний вид, тактильные качества и/или долговечность.
Полимер: как правило, применяемый полимер по настоящему раскрытию является водорастворимым или диспергируемым в воде. Такие материалы включают поливиниловый спирт (PVOH), полиэтиленоксид (PEO), полиэтиленгликоль (PEG), полиацилат (кислота), полиациламид, сложный полиэфир или комбинацию одного или более из этих полимеров. Полимер имеет температуру экструзии от 90°C до 150°C.
Одним пригодным полимером является высокоаморфный полимер винилового спирта, поставляемый как «NICHIGO G-POLYMER», доступный от Soarus L.L.C., Арлингтон-Хайтс, Иллинойс. Данный конкретный полимер имеет молекулярную массу 10000-50000 и относительно низкую степень кристалличности от 5 до 25%.
В одном аспекте сополимер, такой как этиленвинилацетат (EVA), можно объединять с базовым полимером. Предполагают, что изделие по настоящему раскрытию может включать вплоть до 30% по весу EVA.
Пластификатор: пластификатор выполняет функцию a) снижения температуры соэкструзии полимера, а также b) действует как носитель для распределения молекул термоактивного средства в полимерную матрицу. Пластификатор обеспечивает возможность материалам, которые являются несмешиваемыми с полимером, смешиваться с ним. Пластификатор способен принимать термоактивное средство в свою внутреннюю структуру либо посредством растворения, либо посредством диспергирования с образованием гомогенной смеси/раствора.
Все подходящие пластификаторы однородно растворяют предпочтительное термоактивное средство, описанное в настоящем документе. Подходящие пластификаторы включают глицерин, PEG-400, PEG-800, PEG-1000 и низкомолекулярные сополимеры на основе полипропиленоксида/полиэтиленоксида. Одним пригодным пластификатором является жидкий POLYGLYKOL-400, доступный от Clariant KS.
Обычно пластификатор составляет от приблизительно 0 вес. % до приблизительно 40 вес. %, в некоторых вариантах осуществления от приблизительно 5 вес. % до приблизительно 30 вес. %, а также в некоторых вариантах осуществления от приблизительно 10 вес. % до приблизительно 20 вес. % гомогенной композиции.
Активные средства В одном аспекте активное(-ые) средство(-а) стимулирует(-ют) чувствительные рецепторы человека с получением ощущения, что при контакте с кожей произошло изменение температуры. В другом аспекте активное(-ые) средство(-а) действительно изменяет(-ют) температуру кожи. В еще одном аспекте изменение температуры можно описать либо как охлаждение, либо как нагрев, в зависимости от активного средства.
Активное(-ые) средство(-а) смешивают с пластификатором, как описано в настоящем документе. Подходящие активные средства включают ментол, производные ментола, ксилит, капсаицин, полиолы (сахароспирт), мочевину, саморазогревающийся цеолит или соединения щелочных металлов, соединения на основе магния, такие как хлорид магния и сульфат магния. Некоторые из этих активных средств являются летучими материалами (например, ментол или производные ментола, в частности, ментол с точкой возгорания 93°C).
В одном аспекте активное(-ые) средство(-а) присутствует(-ют) в общем количестве от 0,1% до 50% по весу изделия или общем количестве от 1% до 20% по весу изделия. В другом аспекте активное(-ые) средство(-а) присутствует(-ют) в общем количестве от 2% до 10% по весу изделия.
Необязательные материалы Кроме вышеупомянутых компонентов в композицию также можно вводить и другие добавки, такие как ароматизирующие средства, стабилизаторы расплава, средства, способствующие диспергированию (например, поверхностно-активные средства), стабилизаторы технологических свойств, термостабилизаторы, светостабилизаторы, УФ-стабилизаторы, антиоксиданты, стабилизаторы теплового старения, отбеливающие средства, средства, препятствующее слипанию, антистатические средства, связывающие средства, смазывающие средства и т.д.
В одном аспекте настоящего раскрытия экструдированное водорастворимое изделие включает в себя до 50% термопластичного крахмала по весу. Термопластичный крахмал действует как наполнитель для снижения общей стоимости экструдированного изделия. Экструдированное изделие может содержать до 30% термопластичного крахмала. Одним пригодным водорастворимым термопластичным крахмалом является крахмал на основе целлюлозы, получаемый из различных растительных источников, гемицеллюлозы, модифицированная целлюлоза (гидроксиалкилцеллюлоза, простые эфиры целлюлозы, сложные эфиры целлюлозы и т.д.) и прочие. При применении термопластичного крахмала количество такого дополнительного материала может находиться в диапазоне от приблизительно 1 вес. % до приблизительно 50 вес. %, в некоторых вариантах осуществления от приблизительно 5 вес. % до приблизительно 40 вес. %, а также в некоторых вариантах осуществления от приблизительно 10 вес. % до приблизительно 30 вес. % гомогенной композиции.
Также можно применять средства, способствующие диспергированию, чтобы способствовать получению гомогенной дисперсии активного средства/пластификатора. При применении, средство(-а), способствующее(-ие) диспергированию, обычно составляет(-ют) от приблизительно 0,01 вес. % до приблизительно 10 вес. %, в некоторых вариантах осуществления от приблизительно 0,1 вес. % до приблизительно 5 вес. %, а также в некоторых вариантах осуществления от приблизительно 0,5 вес. % до приблизительно 4 вес. % гомогенной композиции.
Композиция может также содержать консервант или систему консервантов для подавления роста микроорганизмов на протяжении длительного периода времени. Подходящие консерванты могут включать, к примеру, алканолы, динатрия EDTA (этилендиаминтетраацетат), соли EDTA, конъюгаты EDTA и жирных кислот, изотиазолинон, сложные эфиры бензойной кислоты (парабены) (например, метилпарабен, пропилпарабен, бутилпарабен, этилпарабен, изопропилпарабен, изобутилпарабен, бензилпарабен, метилпарабен натрия и пропилпарабен натрия), бензойную кислоту, пропиленгликоли, сорбаты, производные мочевины (например, диазолидинилмочевину) и прочие. Другие подходящие консерванты включают таковые, поставляемые Sutton Labs, такие как «Germall 115» (имидазолидинилмочевина), «Germall II» (диазолидинилмочевина) и «Germall Plus» (диазолидинилмочевина и йодопропинилбутилкарбонат). Другой подходящий консервант представляет собой Kathon CG.RTM., который является смесью метилхлоризотиазолинона и метилизотиазолинона, доступный от Rohm & Haas; Mackstat H 66 (доступный от McIntyre Group, Чикаго, Иллинойс). Еще одной подходящей системой консервантов является комбинация 56% пропиленгликоля, 30% диазолидинилмочевины, 11% метилпарабена и 3% пропилпарабена, доступная под названием GERMABEN.RTM. II от International Specialty Products of Wayne, Нью-Джерси.
Чтобы обеспечить потребителям дополнительные преимущества, можно добавлять необязательные ингредиенты либо к гомогенной смеси/раствору, либо к гомогенной композиции. К примеру, классы необязательных ингредиентов, которые могут применяться, включают без ограничения антиоксиданты (для обеспечения целостности продукта); вяжущие косметические средства (для индуцирования покалывающего ощущения на коже); красители (для придания окраски продукту); дезодорирующие средства (для снижения или устранения неприятных запахов и для защиты от образования на поверхностях тела неприятного запаха); ароматизирующие средства (для обеспечения привлекательности для потребителя); кондиционирующие средства для кожи; защитные средства для кожи (продукт, который защищает поврежденные или незащищенные участки кожи или поверхность слизистой оболочки от вредных или раздражающих факторов), а также противомикробные средства.
Желательным является, чтобы изделия по настоящему раскрытию образовывались без применения растворителей, в частности, органических растворителей, таких как органические спирты (например, этанол). Это может ограничивать испарение любого летучего активного средства, которое может вводиться в состав изделия.
Способ производства
В одном аспекте раскрытия способ получения экструдированного изделия включает следующие стадии. Во-первых, получение гомогенной смеси/раствора термопластичного пластификатора и одного или более термоактивных средств. Во-вторых, образование гомогенной композиции посредством комбинирования гомогенной смеси/раствора и полимера. В одном предпочтительном варианте осуществления полимер представляет собой аморфный водорастворимый виниловый спирт, как описано в настоящем документе. Получаемая гомогенная композиция включает в себя одно или более термоактивных средств. В-третьих, экструдирование гомогенной композиции с образованием изделия.
Гомогенная композиция, полученная посредством комбинирования полимера и гомогенной смеси/раствора, имеет температуру экструзии от 50°C до 125°C или температура экструзии может находиться в диапазоне от 90°C до 125°C. Этот профиль относительно низкой температуры экструзии предотвращает фазовое разделение термоактивного средства и приводит к получению гомогенной композиции по меньшей мере из одного полимера и термоактивного(-ых) средства(средств) на стадии экструзии. В некоторых аспектах макрофазовое разделение кристаллизующего активного средства (например, ментола или его производных) предотвращается.
Способ экструзии: композиция по настоящему изобретению образуется путем совместной обработки компонентов в устройстве для смешивания в расплаве (например, в экструдере). Механический сдвиг и тепло, обеспечиваемые устройством для смешивания в расплаве, позволяют производить высокоэффективное совместное смешивание компонентов без применения растворителя. В настоящем раскрытии можно применять методики периодического и/или непрерывного смешивания в расплаве. Например, можно использовать смеситель/месильную машину, смеситель типа Бенбери, смеситель непрерывного действия «Farrel Continuous Mixer», одношнековый экструдер, двухшнековый экструдер, вальцовую дробилку и т.д. Одним особенно подходящим устройством для смешивания в расплаве является двухшнековый экструдер (например, PRISM USALAB x16, доступный от Thermo Electric Co., Inc., Нью-Джерси).
Сырьевые материалы подают в устройство для смешивания в расплаве в двух фазах. Например, термоактивное средство растворяют или иным способом диспергируют в пластификаторе с образованием гомогенной смеси/раствора, затем эту смесь вводят в экструдер после полимера и других необязательных ингредиентов, как описано в настоящем документе, например, после крахмала.
Полимер и гомогенная смесь/раствор вместе образуют гомогенную композицию. Данные компоненты можно смешивать при сдвиге/давлении и температуре, достаточных для обеспечения равномерного перемешивания (например, при температуре плавления полимера или выше температуры плавления полимера), однако без отрицательного воздействия на физические свойства термоактивного средства. Например, смешивание в расплаве обычно происходит при температуре от приблизительно 50°C до приблизительно 150°C, в некоторых вариантах осуществления от приблизительно 70°C до приблизительно 125°C и в некоторых вариантах осуществления от приблизительно 80°C до приблизительно 99°C. Эти относительно низкие температуры обработки предотвращают любое улетучивание активного средства, а также снижают возможность проведения любой термически индуцированной химической реакции.
Желательной является следующая настройка экструдера.
• Диапазон температуры экструзии в экструдере: 90-125°C.
• Профиль температурного режима для температуры экструзии 125°C:
- участок загрузки 100-110°C;
- участок сжатия 110-120°C;
- участок гомогенизации 120-125°C;
- головка 120-130°C.
• Скорость подачи экструдера: 2,00–4,00 фунтов/минуту.
• Скорость вращения шнека: 100-250 об/мин.
После образования, гомогенные композиции по настоящему раскрытию можно применять для создания ряда форм, таких как пленки, волокна, стержни, бруски или прочие формы.
Пленки: в одном конкретном варианте осуществления гомогенную композицию формуют в пленку либо отдельно, либо одновременно с дополнительным пленкообразующим материалом. Пленку можно применять в широком спектре практических применений, таких как носитель термоактивных средств для медицинских продуктов, предметы одежды, впитывающие изделия и т.д. Пленка может иметь одно- или многослойную конфигурацию. Толщина пленки предпочтительно находится в диапазоне от 0,025 мм до 0,25 мм. Для образования пленки из составленного материала можно применять любую известную методику, такую как нанесение покрытий экструзионным методом, совместная экструзия слоев или какой-либо традиционный способ наслоения.
Независимо от того, каким образом была образована пленка, она может быть необязательно ориентированной в одном или нескольких направлениях для дополнительного улучшения однородности пленки и снижения толщины. Например, пленка может быть моментально повторно нагрета до температуры ниже точки плавления одного или более полимеров в пленке, однако достаточной для обеспечения вытягивания или растягивания композиции. В случае последовательной ориентации «размягченную» пленку вытягивают с помощью вальцов, вращающихся с разными скоростями или частотами вращения таким образом, что слой растягивается до необходимой степени вытягивания в продольном направлении (направление движения).
Многослойная пленка может содержать от двух (2) до восьми (8) слоев, а в некоторых вариантах осуществления от трех (3) до пяти (5) слоев. В одном примере многослойная пленка имеет один базовый слой и один поверхностный слой. Базовый слой и/или поверхностный слой могут содержать термоактивное(-ые) средство(-а). Соотношение между слоями может находиться в диапазоне от 20 до 1.
Другой пример, как показано на фиг. 1, представляет собой трехслойную пленку 100, имеющую сердцевинный слой 102, который содержит термоактивные средства. Наружные поверхностные слои 104 и 106 могут представлять собой полиолефин (например, EVA). Соотношение между слоями может варьировать в диапазоне от 60% до 40% сердцевинного слоя и от 90% до 10% двух объединенных поверхностных слоев. Например, сердцевинный слой может составлять до приблизительно 30%, до приблизительно 40%, до приблизительно 50%, до приблизительно 60% или до приблизительно 70% от общей толщины многослойной пленки. Каждый поверхностный слой может быть до приблизительно 15%, или до приблизительно 25%, или до приблизительно 35% от общей толщины многослойной пленки. Поверхностный слой может характеризоваться различными значениями толщины по отношению друг к другу.
Пленку, одно- или многослойную, можно наматывать и хранить на приемном валике. Можно выполнять различные дополнительные потенциальные виды обработки и/или конечные стадии, известные из уровня техники, такие как разрезание, технологическая обработка, выполнение отверстий, печать графических элементов или ламинирование пленки с помощью других слоев (например, материалы, представляющие собой нетканое полотно).
В одном аспекте экструдированная водорастворимая пленка имеет базовый вес от 5 г/м² до 500 г/м². В другом аспекте водорастворимая пленка имеет базовый вес от 20 г/м² до 200 г/м².
В одном аспекте экструдированная водорастворимая пленка имеет прочность на разрыв от 0,5 МПа до 50 МПа, в соответствии с испытанием на растяжение по настоящему раскрытию. В другом аспекте пленка имеет прочность на разрыв от 1 МПа до 25 МПа, в соответствии с тем же испытанием.
В одном аспекте экструдированная водорастворимая пленка имеет скорость растворения в воде от 5 секунд до 30 минут, как определено посредством испытания на растворимость по настоящему раскрытию. В другом аспекте экструдированная водорастворимая пленка изделия имеет скорость растворения в воде от 30 секунд до 5 минут, как определено посредством того же испытания.
В одном аспекте экструдированная водорастворимая пленка демонстрирует удлинение от 5% до 500%, в соответствии с испытанием на растяжение по настоящему раскрытию. В другом аспекте пленка демонстрирует удлинение от 10% до 100%, в соответствии с тем же испытанием.
Изделия: Гомогенную композицию по настоящему изобретению можно также применять для образования других типов изделий. В одном аспекте экструдированное водорастворимое изделие представляет собой стержень, имеющий круглую или эллиптическую форму профиля экструзии. В другом аспекте экструдированное водорастворимое изделие представляет собой стержень, имеющий геометрический профиль экструзии полигонального сечения с тремя - десятью сторонами (например, треугольник - десятиугольник). Для дальнейшей обработки стержень можно разрезать на таблетки.
Что касается фиг. 2, слоистый материал 20 может быть образован путем экструдирования гомогенной композиции 24 на несущую подложку 22 с образованием между ними связи. Несущая подложка 22 может представлять собой нетканый материал, тканый материал, целлюлозное полотно или подобные. Такой слоистый материал можно применять в виде листа или в виде компонента впитывающего изделия, такого как бандаж, подгузник, прокладка, медицинская простыня и трусы, как упоминается в настоящем документе.
В одном аспекте слоистый материал 20 можно применять в виде салфетки, которая продается потребителям в сухом состоянии и смачивается покупателем. Покупатель может быть конечным потребителем. Это обеспечивает по меньшей мере преимущество снижения расходов на перевозку.
Применения
Впитывающие изделия: пленка по настоящему изобретению является особенно подходящей для применения во впитывающем изделии. Термин «впитывающее изделие» в целом относится к любому изделию, которое может впитывать воду или другие текучие среды. Примеры некоторых впитывающих изделий включают, но не ограничиваются ими, впитывающие изделия личной гигиены, такие как подгузники, трусы, приучающие к горшку, впитывающие трусы, изделия, применяемые при недержании, женские гигиенические продукты (например, гигиенические прокладки, ежедневные прокладки и т.д.), купальники, детские влажные салфетки и прочие; медицинские впитывающие изделия, такие как предметы одежды, материалы для фенестрации, подкладные пеленки, наматрасники, перевязочные материалы, впитывающие хирургические салфетки и медицинские салфетки; полотенца для общественного питания; изделия одежды и прочие. Несколько примеров таких впитывающих изделий описаны в патентах США №5649916 по DiPalma и соавт.; №6110158 по Kielpikowski; №6663611 по Blaney и соавт., которые включены в настоящий документ во всей их полноте и во всех отношениях посредством ссылки. Другие подходящие изделия описаны в публикации заявки на патент США №2004/0060112 A1 по Fell и соавт., а также в патентах США №4886512 по Damico и соавт.; №5558659 по Sherrod и соавт.; №6888044 по Fell и соавт.; а также №6511465 по Freiburger и соавт., все из которых включены в настоящий документ во всей их полноте и во всех отношениях посредством ссылки. Материалы и способы, подходящие для получения таких впитывающих изделий, хорошо известны специалистам в данной области.
Лучшему пониманию настоящего изобретения будут способствовать представленные в настоящем документе примеры.
Иллюстративное впитывающее изделие Что касается фиг. 3, в одном аспекте раскрытия персональное впитывающее изделие 30 включает в себя впитывающий элемент 32, находящийся между водонепроницаемым тыльным слоем 34 и водопроницаемым прокладочным материалом 36, при этом прокладочный материал 36 имеет лицевую по отношению к телу поверхность 38 и противоположную, обращенную наружу поверхность 40. Пленка 41 по настоящему раскрытию прикреплена либо к обращенной наружу поверхности 40 прокладочного материала, либо к поверхности 42 впитывающего элемента 32, которая расположена вплотную к прокладочному материалу 36. Пленка 41 предпочтительно находится в непосредственном контакте с прокладочным материалом 36. В случае, если применяется многослойная пленка вместо пленки 41, слой, содержащий наибольшее количество активного средства, располагается вплотную к прокладочному материалу 36 так, что активное средство может легче вымываться через прокладочный материал 36 для контактирования с телом носителя.
Как описано, пленка 41 получена из материалов, включающих водорастворимый полимер, который может иметь температуру экструзии 90-150°C; пластификатор, а также одно или более термоактивных средств в общем количестве от 0,1% до 50% по весу изделия.
Экспериментальные данные
Двухшнековый экструдер (PRISM USALAB x16, доступный от Thermo Electric Co., Inc.) применяли для получения образцов соэкструдированной пленки, содержащих ментол. Технические характеристики экструдера были следующими:
• диаметр шнека 16 мм;
• L/D = 40 (L = 640 мм);
• 10 зон нагрева + головка;
• максимальная скорость = 1000 об/мин;
• максимальное давление = 100 бар;
• максимальный крутящий момент = 24 мН.
Для изготовления экспериментальной пленки применяли следующую настройку экструдера:
• ширина плоской щелевой головки 152,40 мм (6”);
• высота плоской щелевой головки (регулирует толщину пленки) 0,127 мм (0,010”).
Соэкструдированная пленка включает в себя ментол (99% чистоты, кристаллическая форма, от Sigma-Aldrich Corp., Сент Луис, Миссури). 100 г ментола смешивали с 400 г жидкого Polyglykol-400 (от Clariant, Шарлотт, Северная Каролина). Чтобы получить гомогенный раствор смеси, смесь нагревали в печи при 60°C для полного растворения ментола. (При необходимости получаемый гомогенный раствор ментола/полигликоля не разделяли на фазы после выдерживания в течение ночи в печи, установленной на 25°C.)
Зону загрузки экструдера нагревали до 110°C, следующие зоны 2-9 экструдера нагревали до 125°C, а головку нагревали до 130°C.
Аморфный полимер, а именно G-Polymer от Nippon-Goshie, как описано в настоящем документе; а также термопластичный крахмал Thermalplastic Starch Glucose-800 от Chemstar Products Company, Миннеаполис, Миннесота, загружали в участок загрузки экструдера при 1,0 г/мин. Также в участок загрузки экструдера при скорости 1,0 г/мин нагнетали гомогенный раствор ментола/полигликоля. Пленку толщиной 2-5 мил экструдировали при скорости 150-200 об/мин.
Испытание холодящего ощущения
Холодящее ощущение, обеспечиваемое пленкой с ментолом, субъективно определяли следующим образом. Сначала пленку, содержащую 2% ментола (полученную, как описано выше), погружали в воду с температурой приблизительно 23°C и затем прикрепляли к предплечью испытуемого субъекта – человека. Лабораторные условия составляли примерно 50% относительной влажности, 23°C.
Испытуемый субъект сообщал о холодящем ощущении на протяжении 2 минут после размещения пленки на предплечье. Сообщалось, что холодящее ощущение длилось 15-30 минут. Контрольные образцы для испытания, не содержащие ментол, не обеспечивали какого-либо холодящего ощущения.
Испытание на растворимость
Испытание на растворимость представляет собой процедуру определения оценки времени растворения полимерной пленки в деионизированной воде или солевом растворе. Стандартный метод испытания ASTM D5226-98 “Стандартная практика для растворения полимерных материалов” применяли с различными дисперсиями результатов испытаний, указанными ниже. Испытание применяли для 1) сравнения значений относительного времени растворения различных типов полимеров и 2) наблюдения эффектов добавок и/или других активных средств, смешанных с полимерами. Хотя значения времени регистрировали для каждого испытуемого кода, данный тест не является количественным, потому что необходимо визуально определять конечный момент растворения пленки.
Получение образцов для испытания
Образцы полимерных пленок с помощью головки и пресса разрезали на полосы 2,54 см x 15,24 см (1 дюйм x 6 дюймов).
Для каждого образца пленки разрезали три образца для испытания.
Экспериментальная настройка и процедура
Деионизированную воду или солевой раствор помещали в 1 л аналитический стакан и нагревали до 37°C в горячей водяной бане, чтобы способствовать снижению интервалов времени между испытаниями образцов.
Массу каждой полосы измеряли с помощью эталонных весов.
Желательно, чтобы отношение массы пленки к массе среды составляло 0,5%. Таким образом, на основании измеренной массы рассчитывали соответствующую массу среды.
После приведения среды до температуры окружающего воздуха, соответствующую массу среды получали с помощью весов. Среду помещали в 250 мл аналитический стакан с 1,5 дюймовым стержнем магнитной мешалки.
Затем этот стакан помещали на нагревательную плитку VWR с мешалкой, снабженную термометром с обратной связью. Затем проверяли температуру среды, чтобы убедиться, что она составляла 37°C. Скорость перемешивания устанавливали на уровне 100 об/мин.
Затем пленку складывали пополам (для предотвращения адгезии пленки к краям стакана) и помещали на поверхность воды. В этот момент включали таймер.
Затем пленку в растворе тщательно отслеживали, чтобы наблюдать за процессом растворения пленки и определить конечный момент растворения.
Конечный момент определяли главным образом по размеру неповрежденной пленки, оставшейся в растворе.
В качестве стандарта для конечного момента устанавливали 90% растворения. Когда большая часть крупных частиц растворялась, отмечали конечный момент.
Цель заключается в том, чтобы обеспечить изменение площади поверхности от 6 дюймов2 до приблизительно 0,6 дюймов2. Если пленка сворачивается в комок, это означает радиус приблизительно 6,4 мм.
Помутнение воды или солевого раствора является вторичным фактором.
Многие из пленок имеют грязно-белый или черный цвет и при растворении вызывают помутнение раствора. Тем не менее, мутный раствор способствует определению конечного момента.
Проверка точности
Из-за того, что конечный момент оценивали визуально, для определения точности осуществляли проверку. После определения конечного момента раствор пленки отслеживали в течение дополнительного периода, превышающего в два раза период растворения образца, чтобы убедиться в том, что пленка не продолжает существенно растворяться. Например, если определяли, что конечный момент для пленки составлял 45 секунд, то пленку отслеживали в течение дополнительных 90 секунд, чтобы убедиться в том, что дальнейшего растворения не происходит и чтобы способствовать повышению точности и воспроизводимости испытания.
Анализ данных
Для каждого образца регистрировали результаты значений времени растворения и для статистического сравнения различных композиций полимера рассчитывали средние значения.
Пленка с ментолом, полученная как описано выше, имела скорость растворения приблизительно 5 секунд.
Испытание на растяжение: перед испытанием образцы пленки для испытания изначально выдерживали при 75°F и 50% относительной влажности в течение 24 часов. После этого значения прочности на разрыв определяли в соответствии со стандартом ASTM D882-10.
Для испытания на растяжение постоянной интенсивности применяли прибор, такой как MTS Synergie 200 Mechanical Tester (MTS System Co., Миннесотта, США). Соответствующий датчик нагрузки выбирали так, чтобы испытуемая величина находилась в пределах диапазона 10-90% предела шкалы нагрузки.
Размеры образцов для испытания составляли 101,6 мм x 9,525 мм (4” x 3/8”), в соответствии со стандартным методом испытания ASTM D6287, “Стандартная практика для растворения полимерных материалов”.
Образцы для испытания фиксировали между прорезиненными захватами при длине испытуемой части образца 50,8 мм (2 дюйма). Образцы для испытания растягивали при скорости поперечной головки приблизительно 508 мм/мин (20 дюймов/мин) до тех пор, пока не происходило разрушение. Испытывали по меньшей мере шестнадцать образцов, при этом по меньшей мере восемь испытывали путем приложения нагрузки при испытании в направлении движения образца для испытания и по меньшей мере восемь образцов испытывали путем приложения нагрузки при испытании в поперечном направлении образца для испытания. Модуль упругости, пиковая нагрузка, пиковое напряжение, удлинение (процент растяжения при разрыве) и энергия на объем при разрыве (общая площадь под кривой напряжение-растяжение) могут быть получены из результатов.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭКОЛОГИЧЕСКИ РАЦИОНАЛЬНЫЕ ПОЛИМЕРНЫЕ ПЛЕНКИ | 2014 |
|
RU2610599C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ ДЛЯ ДОСТАВКИ ЛЕЧЕБНО-ПРОФИЛАКТИЧЕСКОГО СРЕДСТВА | 2013 |
|
RU2607777C2 |
| ДИСПЕРГИРУЕМАЯ В ВОДЕ ТЕРМОПЛАСТИЧНАЯ ФОРМОВАННАЯ ЛИТЬЕМ ПОД ДАВЛЕНИЕМ КОМПОЗИЦИЯ | 2014 |
|
RU2637322C1 |
| ПРИГОДНЫЙ ДЛЯ СМЫВАНИЯ В КАНАЛИЗАЦИЮ АППЛИКАТОР ТАМПОНА | 2014 |
|
RU2648220C1 |
| УСИЛЕННАЯ ПЛЕНКА НА ОСНОВЕ ТЕРМОПЛАСТИЧНОГО ПОЛИОЛЕФИНОВОГО ЭЛАСТОМЕРА | 2017 |
|
RU2761017C2 |
| ПОРИСТЫЙ МАТЕРИАЛ НА ОСНОВЕ СЛОЖНОГО ПОЛИЭФИРА | 2018 |
|
RU2761619C2 |
| Микротекстурированные пленки, создающие улучшенные тактильные ощущения и/или пониженное восприятие шума | 2015 |
|
RU2652218C1 |
| ЭКСТРУЗИЯ ГОРЯЧЕГО РАСПЛАВА МНОЖЕСТВЕННЫХ ЧАСТИЦ МОДИФИЦИРОВАННОГО ВЫСВОБОЖДЕНИЯ | 2009 |
|
RU2483713C2 |
| ТЕРМОПЛАСТИЧНЫЕ И ДИСПЕРГИРУЕМЫЕ В ВОДЕ, СПОСОБНЫЕ К ФОРМОВАНИЮ ЛИТЬЕМ ПОД ДАВЛЕНИЕМ МАТЕРИАЛЫ И ИЗДЕЛИЯ | 2014 |
|
RU2630444C1 |
| СПОСОБ ФОРМИРОВАНИЯ ПОРИСТЫХ ВОЛОКОН | 2018 |
|
RU2739906C1 |
Изобретение относится к экструдированному водорастворимому термопластичному изделию, в которое было введено активное средство, а также к способу его получения. Экструдированное водорастворимое изделие включает в себя водорастворимый полимер, имеющий температуру экструзии 90-150°C, пластификатор, а также одно или более термоактивных средств, которые способны либо стимулировать чувствительные рецепторы человека, либо изменять температуру кожи при контакте с ней, в общем количестве от 0,1 до 50% по весу изделия. Комбинирование активного средства(средств) c пластификатором перед смешиванием в расплаве с водорастворимым полимером предотвращает разделение фаз активного средства и полимера. Изделия включают пленки, волокна, стержни, бруски и подобное. Такие изделия можно поместить во впитывающее изделие, такое как бандаж, медицинская простыня, салфетка, лист, подгузник, трусы или прокладка. 3 н. и 16 з.п. ф-лы, 3 ил.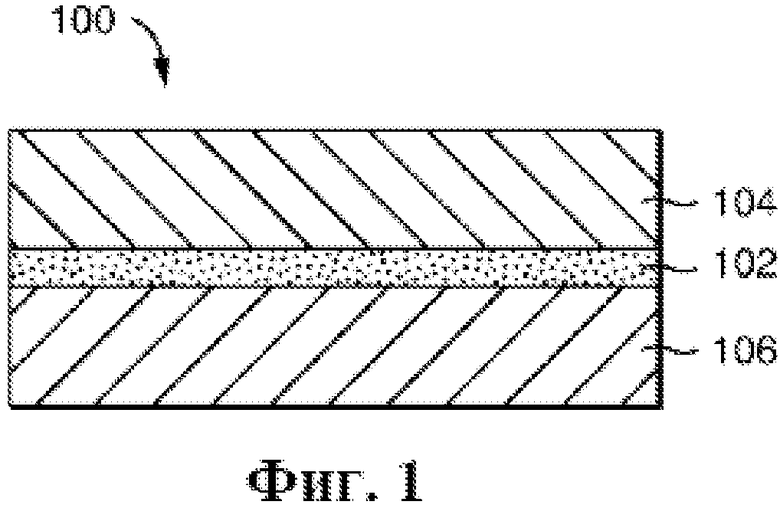
1. Экструдированное водорастворимое изделие, содержащее:
водорастворимый полимер, имеющий температуру экструзии 90-150°С;
пластификатор, а также
одно или более термоактивных средств в общем количестве от 0,1 до 50% по весу изделия, где одно или более термоактивных средств являются полностью растворимыми/диспергируемыми в пластификаторе;
где комбинация одного или более термоактивных средств и пластификатора представляет собой гомогенную смесь/раствор; и
где гомогенная композиция, содержащая полимер и гомогенную смесь/раствор, имеет температуру экструзии 50-125°С,
где одно или более термоактивных средств способны либо стимулировать чувствительные рецепторы человека, либо изменять температуру кожи при контакте с ней.
2. Экструдированное водорастворимое изделие по п.1, где полимер выбран из группы, состоящей из поливинилового спирта (PVOH), полиэтиленоксида (РЕО), полиэтиленгликоля (PEG), полиацилата (кислоты), полиациламида, сложного полиэфира, термопластичного крахмала, сополимера полиолефина и их комбинации.
3. Экструдированное водорастворимое изделие по п.1 или 2, где пластификатор выбран из глицерина, PEG-400, PEG-800, PEG-1000 и низкомолекулярных сополимеров на основе полипропиленоксида/полиэтиленоксида.
4. Экструдированное водорастворимое изделие по п.1 или 2, где полимер представляет собой аморфную матрицу на основе винилового спирта.
5. Экструдированное водорастворимое изделие по п.1 или 2, где температура экструзии составляет 90-125°С.
6. Экструдированное водорастворимое изделие по п.1 или 2, где одно или более термоактивных средств присутствуют в общем количестве от 1 до 20% по весу изделия.
7. Экструдированное водорастворимое изделие по п.1 или 2, дополнительно содержащее до 50% термопластичного крахмала по весу.
8. Экструдированное водорастворимое изделие по п.1 или 2, дополнительно содержащее до 30% по весу этиленвинилацетата.
9. Экструдированное водорастворимое изделие по п.1, где изделие представляет собой однослойную или многослойную пленку.
10. Экструдированное водорастворимое изделие по п.9, где пленка характеризуется скоростью растворения в воде от 5 сек до 30 мин, как определено посредством испытания на растворимость согласно стандартному методу испытаний ASTM D5226-98.
11. Экструдированное водорастворимое изделие по п.9, где пленка характеризуется базовым весом от 5 до 500 г/м2.
12. Экструдированное водорастворимое изделие по п.9, где пленка характеризуется удлинением от 5 до 500%, как определено посредством испытания на растяжение согласно стандартному методу испытаний ASTM D882-10.
13. Экструдированное водорастворимое изделие по п.1 или 2, где одно или более термоактивных средств представляют собой ментол, производное ментола или их комбинацию.
14. Экструдированное водорастворимое изделие по п.1 или 2, где одно или более термоактивных средств содержат температурное средство, выбранное из ментола, производных ментола, ксилита, капсаицина, полиолов, мочевины, саморазогревающегося цеолита или соединений щелочных металлов, хлорида магния, сульфата магния и их комбинаций.
15. Персональное впитывающее изделие, содержащее:
впитывающий элемент, расположенный между водонепроницаемым тыльным слоем и водопроницаемым прокладочным материалом, где прокладочный материал имеет лицевую по отношению к телу поверхность и противоположную, обращенную наружу поверхность; а также
пленку, прикрепленную либо к обращенной наружу поверхности прокладочного материала, либо к поверхности впитывающего элемента, которая расположена вплотную к прокладочному материалу, где пленка содержит водорастворимый полимер, имеющий температуру экструзии 90-150°С; пластификатор, а также одно или более термоактивных средств в общем количестве от 0,1 до 50% по весу изделия, где один или более термоактивных ингредиентов являются растворимыми/диспергируемыми в пластификаторе; где комбинация одного или более термоактивных средств и пластификатора представляет собой гомогенную смесь/раствор и где гомогенная композиция, содержащая полимер и гомогенную смесь/раствор, имеет температуру экструзии 50-125°С,
где одно или более термоактивных средств способны либо стимулировать чувствительные рецепторы человека, либо изменять температуру кожи при контакте с ней.
16. Персональное впитывающее изделие по п.15, где персональное впитывающее изделие представляет собой бандаж, медицинскую простыню, салфетку, лист, подгузник, трусы или прокладку.
17. Способ получения экструдированного изделия, включающий следующие стадии:
a) получение смеси/раствора, содержащих термопластичный пластификатор и одно или более термоактивных средств;
b) образование гомогенной композиции, имеющей температуру экструзии и обработки 90-125°С, при этом гомогенная композиция содержит смесь/раствор и аморфный водорастворимый поливиниловый спирт, где гомогенная композиция содержит от 0,1 до 40% по весу одного или более термоактивных средств, а также
c) экструдирование гомогенной композиции с образованием пленки,
где одно или более термоактивных средств способны либо стимулировать чувствительные рецепторы человека, либо изменять температуру кожи при контакте с ней.
18. Способ по п.17, где гомогенную композицию можно экструдировать непосредственно на несущую подложку с образованием между ними связи.
19. Способ по п.17 или 18, где одно или более вторичных термоактивных средств подвергают соэкструдированию с гомогенной композицией.
| US 2009291282 А1, 26.11.2009 | |||
| US 6375963 В1, 23.04.2002 | |||
| GB 1431092 A1, 07.04.1976 | |||
| US 2012021026 A1, 26.01.2012 | |||
| US 2009326093 A1, 31.12.2009 | |||
| RU 2001130113 A1, 20.09.2003. |

