Родственная заявка
Настоящая заявка заявляет приоритет по заявке на патент США с регистрационным номером 14/092050, поданной 27 ноября 2013 г., которая включена в данный документ во всей полноте посредством ссылки на нее.
Предпосылки изобретения
Подходящие для смывания в канализацию предметы женской гигиены предоставляют потребителям преимущества конфиденциальности и удобства. Однако современные пластиковые аппликаторы тампонов изготовлены из полученных литьем под давлением материалов, таких как полиолефины (например, полипропилены или полиэтилены) и сложные полиэфиры, которые не являются биоразлагаемыми или перерабатываемыми, поскольку применение биоразлагаемых полимеров в получаемой литьем под давлением детали проблематично вследствие затруднения, связанного с тепловой обработкой таких полимеров и высокими затратами. Поэтому потребители должны утилизировать аппликаторы тампонов в отдельный сборник отходов, что приводит к затруднениям для пользователей в утилизации аппликаторов конфиденциальным и удобным образом. Помимо этого, запачканный или использованный аппликатор тампона может также представлять биологическую опасность или потенциальную угрозу здоровью. В результате, несмотря на то, что современные пластиковые аппликаторы тампонов не предназначены для смывания в канализацию, некоторые потребители все-таки могут пытаться смывать аппликаторы в канализацию, что может приводить к забиванию канализационных труб и очистного оборудования бытовых сточных вод. С целью устранения этих проблем предпринимались попытки формовать диспергируемые в воде материалы, такие как производные целлюлозы или поливиниловый спирт, но такие попытки не были успешными. Вместо этого при использовании либо производных целлюлозы, либо поливинилового спирта в аппликаторах тампонов материалы должны обрабатываться в растворе, чтобы их можно было сформовать в аппликатор тампона, который имеет достаточно толстую стенку, при этом такая обработка в растворе представляет собой медленный, дорогостоящий, экологически неприемлемый способ, для которого необходимы высокие затраты энергии. Кроме того, несмотря на то, что были разработаны картонные аппликаторы, на картон часто следует наносить покрытие для снижения коэффициента трения аппликатора до комфортного для потребителей уровня, при этом такие покрытия не являются экологически приемлемыми и вносят вклад в затраты, связанные с формованием аппликатора.
Поэтому в настоящее время существует потребность в диспергируемой в воде композиции, которую также можно отливать под давлением, при этом такую композицию можно было бы успешно формовать в аппликатор тампона. Также существует потребность в диспергируемом в воде аппликаторе, который удобно вводить и который не начинает ломаться при введении.
КРАТКОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
В соответствии с одним вариантом осуществления настоящего изобретения описывается пригодный для смывания в канализацию аппликатор тампона. Аппликатор тампона содержит внешнюю трубку для размещения тампона и содержит внутреннюю трубку, по меньшей мере часть которой выступает во внешнюю трубку. Кроме того, внешняя трубка содержит наружную, контактирующую с телом поверхность, где внутренняя трубка является подвижной относительно внешней трубки и выполнена с возможностью выталкивания тампона из внешней трубки. Дополнительно, по меньшей мере одна из внешней трубки и внутренней трубки содержит термопластичную композицию. Термопластичная композиция содержит производное целлюлозы; синтетический водорастворимый полимер и пластификатор; причем по меньшей мере одна из внешней трубки и внутренней трубки представляет собой формованную деталь.
В одном варианте осуществления производное целлюлозы может составлять от приблизительно 7 вес. % до приблизительно 70 вес. % композиции, исходя из общего веса композиции. В другом варианте осуществления синтетический водорастворимый полимер может составлять от приблизительно 7 вес. % до приблизительно 70 вес. % композиции, исходя из общего веса композиции. В еще одном варианте осуществления пластификатор может составлять от приблизительно 2 вес. % до приблизительно 50 вес. % композиции, исходя из общего веса композиции. В еще одном варианте осуществления соотношение весовых долей синтетического водорастворимого полимера и производного целлюлозы может находиться в диапазоне от приблизительно 0,1 до приблизительно 10.
В одном конкретном варианте осуществления производное целлюлозы может представлять собой неионный эфир целлюлозы. Неионный эфир целлюлозы может представлять собой гидроксипропилметилцеллюлозу. Кроме того, гидроксипропилметилцеллюлоза может характеризоваться содержанием метоксигрупп от приблизительно 10% до приблизительно 40%. Дополнительно, гидроксипропилметилцеллюлоза может характеризоваться содержанием гидроксипропильных групп от приблизительно 1% до приблизительно 15%.
В дополнительном варианте осуществления синтетический водорастворимый полимер может представлять собой полимер винилового спирта. Полимер винилового спирта может быть частично гидролизован.
В еще одном варианте осуществления пластификатор может представлять собой многоатомный спирт. Например, многоатомный спирт может представлять собой полиол.
В еще одном варианте осуществления термопластичная композиция, из которой сформован аппликатор тампона, может содержать от приблизительно 0,5 вес. % до приблизительно 35 вес. % неорганического наполнителя в виде частиц, исходя из общего веса композиции. Неорганический наполнитель в виде частиц может включать в себя карбонат кальция, каолиновую глину, двуокись кремния, оксид алюминия, карбонат бария, карбонат натрия, диоксид титана, цеолиты, карбонат магния, оксид кальция, оксид магния, гидроксид алюминия, тальк или их комбинацию.
В еще одном варианте осуществления контактирующая с телом поверхность может содержать нерастворимый в воде материал. Соотношение весовой доли нерастворимого в воде материала и термопластичной композиции может находиться в диапазоне от приблизительно 0,005 до приблизительно 1. Кроме того, нерастворимый в воде материал может представлять собой покрытие. Например, в некоторых вариантах осуществления нерастворимый в воде материал может включать воск, силикон, политетрафторэтилен, полиэтилен, сложный полиэфир, полиамид, термопластичный эластомер (например, эластомер на основе полиуретана или полиолефина) или их комбинацию.
В еще одном варианте осуществления как внешняя трубка, так и внутренняя трубка содержат термопластичную композицию. Кроме того, в других вариантах осуществления аппликатор тампона может быть сформован литьем под давлением. Дополнительно, аппликатор тампона может разрушаться в водопроводной воде в течение менее чем приблизительно 18 часов.
В соответствии с другим вариантом осуществления настоящего изобретения описывается пригодная для смывания в канализацию система аппликатора тампона. Система содержит внешнюю трубку; тампон, причем тампон помещен во внешнюю трубку; и внутреннюю трубку, причем по меньшей мере часть внутренней трубки выступает во внешнюю трубку, причем дополнительно внутренняя трубка является подвижной относительно внешней трубки и выполнена с возможностью выталкивания тампона из внешней трубки. Кроме того, по меньшей мере одна из внешней трубки и внутренней трубки содержит термопластичную композицию. Термопластичная композиция содержит производное целлюлозы; синтетический водорастворимый полимер и пластификатор. Дополнительно, по меньшей мере одна из внешней трубки и внутренней трубки представляет собой формованную деталь.
Другие признаки и аспекты настоящего изобретения более подробно рассматриваются ниже.
Краткое описание графических материалов
Полное и достаточное описание настоящего изобретения, включая наилучший способ его осуществления, предназначенное для среднего специалиста в данной области техники, изложено ниже, в частности, в остальной части описания, в которой предусмотрены ссылки на соответствующие графические материалы, на которых:
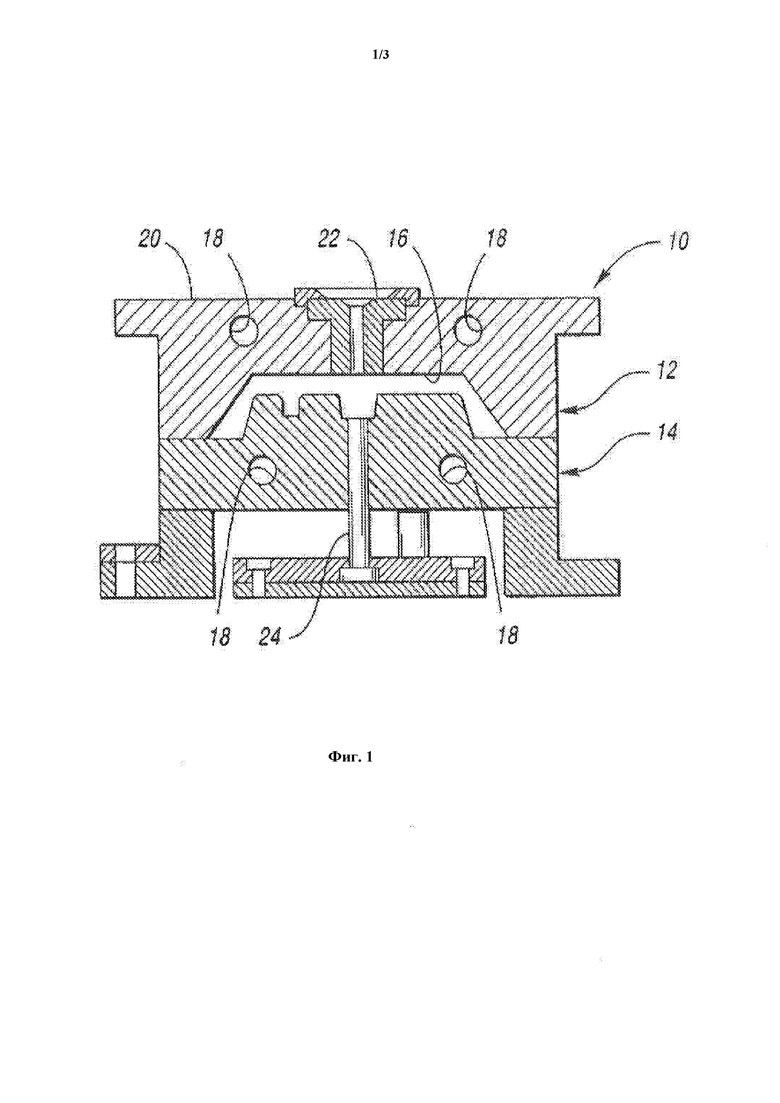
фиг. 1 представляет собой схематическую иллюстрацию одного варианта осуществления формовочного устройства для литья под давлением, предназначенного для применения в настоящем изобретении;
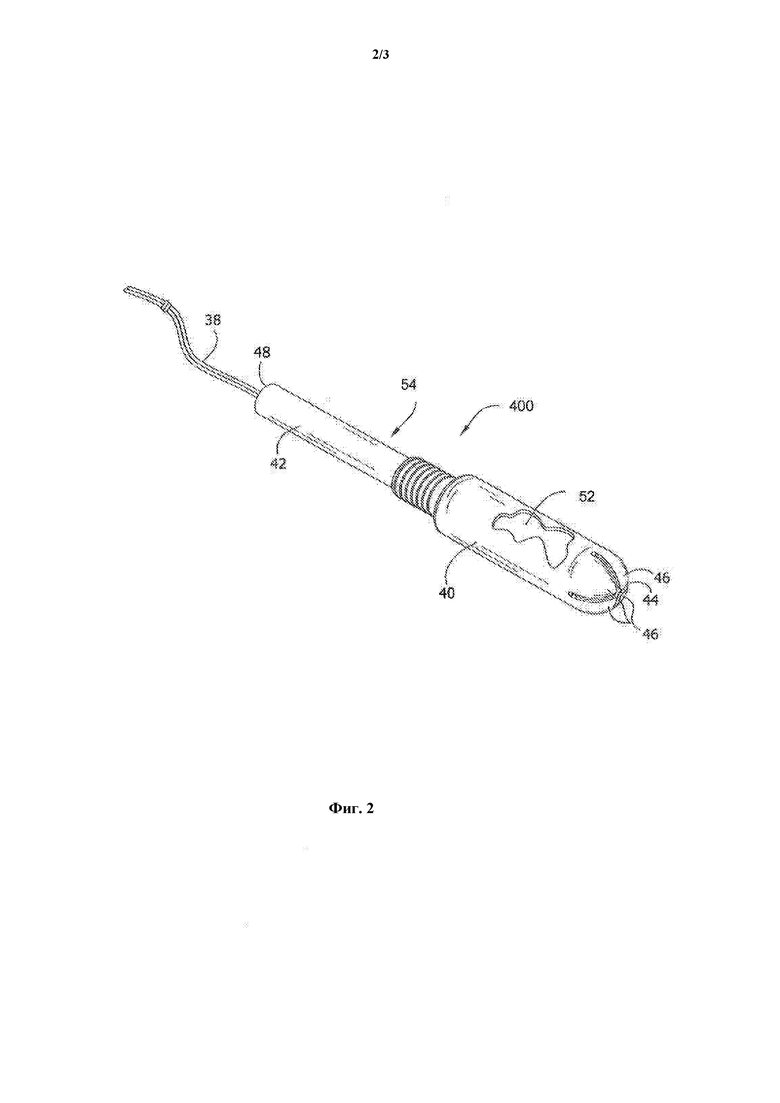
фиг. 2 представляет собой вид в перспективе одного варианта осуществления диспергируемого в воде аппликатора тампона, предусмотренного настоящим изобретением;
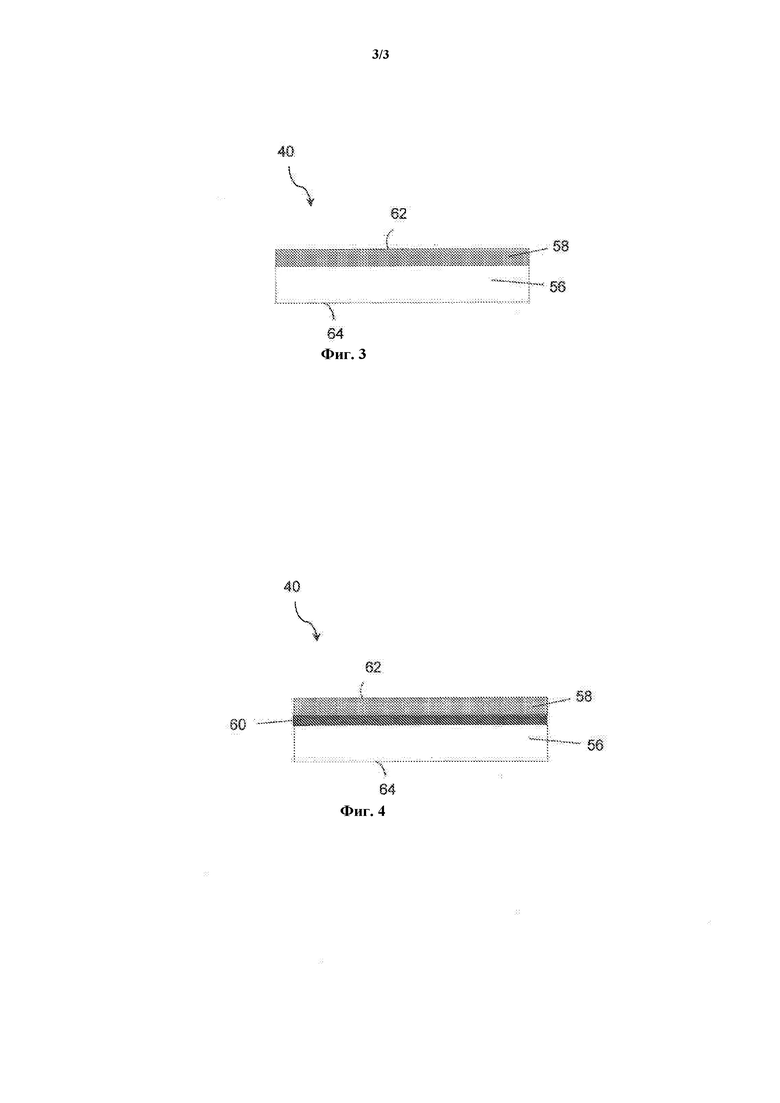
фиг. 3 представляет собой вид в поперечном разрезе одного варианта осуществления компонента аппликатора тампона в соответствии с настоящим изобретением; и
фиг. 4 представляет собой вид в поперечном разрезе другого варианта осуществления компонента аппликатора тампона в соответствии с настоящим изобретением.
Повторяющееся использование ссылочных позиций в настоящем описании и графических материалах предназначено для представления одинаковых или аналогичных признаков или элементов изобретения.
Подробное описание иллюстративных вариантов осуществления
Далее будет представлено подробное описание со ссылками на различные варианты осуществления изобретения, один или несколько примеров которых приведены ниже. Каждый пример приведен для пояснения настоящего изобретения и не ограничивает его. В сущности, специалистам в данной области техники должно быть очевидно, что по отношению к настоящему изобретению могут быть выполнены различные модификации и изменения без отклонения от объема или сущности настоящего изобретения. Например, признаки, проиллюстрированные или описанные как часть одного варианта осуществления, могут быть использованы в другом варианте осуществления с получением еще одного варианта осуществления. Таким образом, предполагается, что настоящее изобретение охватывает такие модификации и изменения, которые подпадают под объем прилагаемой формулы изобретения и ее эквивалентов.
В общем, настоящее изобретение направлено на аппликатор тампона, сформованный из термопластичной композиции, которая является чувствительной к воде (например, является водорастворимой, диспергируемой в воде и т.д.) в том смысле, что она теряет свою целостность с течением времени в присутствии воды, которая, несмотря на это, еще также характеризуется достаточно высоким индексом текучести расплава и достаточно низкой вязкостью расплава так, что ее можно формовать. Аппликатор тампона может содержать внешнюю трубку и внутреннюю трубку, одна или обе из которых могут быть сформованы из термопластичной, диспергируемой в воде композиции в соответствии с настоящим изобретением, таким образом, что аппликатор тампона пригоден для смывания в канализацию и может разрушаться в воде. Внешняя трубка вмещает тампон, а внутренняя трубка применяется для обхвата тампона, содержащегося во внешней трубке. Внешняя трубка может содержать наконечник для введения, который также может быть сформован из термопластичной, диспергируемой в воде композиции в соответствии с настоящим изобретением. Так как существует вероятность того, что аппликатор тампона, и, в частности, внешняя трубка, может становиться липким при применении из-за влажной среды, в которой его применяют, на один или более компонентов аппликатора тампона могут быть нанесены покрытие или слой с менее диспергируемой в воде композицией, такой как политетрафторэтилен (PTFE) или полиэтилен высокой плотности (HDPE). В некоторых вариантах осуществления лишь контактирующие с телом компоненты аппликатора тампона, такие как наружная поверхность внешней трубки и/или наконечника для введения, могут содержать дополнительное покрытие или слой. В других вариантах осуществления не контактирующие с телом компоненты, такие как внутренняя трубка, также могут содержать дополнительное покрытие или слой.
В любом случае, термопластичная композиция, из которой сформована по меньшей мере часть аппликатора тампона, содержит натуральное производное целлюлозы, синтетический водорастворимый полимер и пластификатор. Необходимые водочувствительные свойства композиции и полученного формованного аппликатора тампона могут быть достигнуты в настоящем изобретении путем избирательной регуляции ряда аспектов композиции, таких как природа используемых компонентов, относительное количество каждого компонента, соотношение весовой доли одного компонента и весовой доли другого компонента, способ, с помощью которого получают композицию и так далее.
В связи с этим, ниже будут более подробно описаны различные варианты осуществления настоящего изобретения.
I. Компоненты термопластичной композиции
A. Производное целлюлозы
Диспергируемая в воде термопластичная композиция содержит производное целлюлозы (например, простые или сложные эфиры целлюлозы). В одном конкретном варианте осуществления производное целлюлозы, например, представляет собой неионный, катионный, анионный и/или амфотерный эфир целлюлозы. Неионные простые эфиры целлюлозы, например, можно получать любым способом, известным специалистам в данной области техники, таким как проведение реакции щелочной целлюлозы с этиленоксидом и/или пропиленоксидом с последующим проведением реакции с метилхлоридом, этилхлоридом и/или пропилхлоридом. Неионные простые эфиры целлюлозы и способы получения таких эфиров описаны, например, в патенте США № 6123996, Larsson et al.; патенте США № 6248880, Karlson; и патенте США № 6639066, Bostrom et al., которые включены в настоящий документ посредством ссылки во всей полноте для всех целей. Некоторые подходящие примеры неионных эфиров целлюлозы включают без ограничения водорастворимые алкильные простые эфиры целлюлозы, такие как метилцеллюлоза и этилцеллюлоза; гидроксиалкильные эфиры целлюлозы, такие как гидроксиэтилцеллюлоза, гидроксипропилцеллюлоза, гидроксипропилгидроксибутилцеллюлоза, гидроксиэтилгидроксипропилцеллюлоза, гидроксиэтилгидроксибутилцеллюлоза и гидроксиэтилгидроксипропилгидроксибутилцеллюлоза; алкилгидроксиалкильные эфиры целлюлозы, такие как метилгидроксиэтилцеллюлоза, гидроксипропилметилцеллюлоза, этилгидроксиэтилцеллюлоза, этилгидроксипропилцеллюлоза, метилэтилгидроксиэтилцеллюлоза и метилэтилгидроксипропилцеллюлоза; и так далее. Предпочтительные неионные эфиры целлюлозы для применения в композиции в соответствии с настоящим изобретением представляют собой этилгидроксиэтилцеллюлозу, метилэтилгидроксиэтилцеллюлозу, метилэтилгидроксиэтилгидроксипропилцеллюлозу и гидроксипропилметилцеллюлозу.
Особенно подходящие эфиры целлюлозы могут включать, например, таковые, доступные от Dow Chemical под названием METHOCELTM и характеризующиеся содержание метоксигрупп от приблизительно 10% до приблизительно 40%, например, от приблизительно 15% до приблизительно 30%, и содержанием гидроксипропильных групп от приблизительно 1% до приблизительно 15%, например, от приблизительно 2% до приблизительно 10%. Такие гидроксипропилметилцеллюлозные производные целлюлозы могут иметь вязкость, определенную в 2% водном растворе при 20°C в диапазоне от приблизительно 1000 мПа·с до приблизительно 75000 мПа·с, например, от приблизительно 2000 мПа·с до приблизительно 50000 мПа·с, например, от приблизительно 3000 мПа·с до приблизительно 25000 мПа·с, например, от приблизительно 4000 мПа·с до приблизительно 15000 мПа·с. Один подходящий эфир целлюлозы представляет собой METHOCELTM 40-100, гидроксипропилметилцеллюлозу с содержанием метоксигрупп 18%, содержанием гидроксипропильных групп 5% и вязкостью 12000 мПа·с. Другой подходящий эфир целлюлозы представляет собой METHOCELTM 40-202, гидроксипропилметилцеллюлозу с содержанием метоксигрупп 29%, содержанием гидроксипропильных групп 8,5% и вязкостью 4000 мПа·с.
Другими подходящими эфирами целлюлозы являются доступные от Akzo Nobel, Стамфорд, Коннектикут, под названием BERMOCOLLTM. Еще одними подходящими эфирами целлюлозы являются доступные от Shin-Etsu Chemical Co., Ltd. из Токио, Япония, под названием METOLOSETM, в том числе METOLOSETM тип SM (метилцеллюлоза), METOLOSETM тип SH (гидроксипропилметилцеллюлоза) и METOLOSETM тип SE (гидроксиэтилметилцеллюлоза). Другие подходящие эфиры целлюлозы также доступны от Hercules, Inc., Уилмингтон, Делавэр, под названием CULMINALTM. Дополнительные примеры подходящих полисахаридов описаны более подробно выше.
Производное целлюлозы может присутствовать в диспергируемой в воде термопластичной композиции в количестве в диапазоне от приблизительно 7 вес. % до приблизительно 70 вес. %, например, от приблизительно 15 вес. % до приблизительно 65 вес. %, например, от приблизительно 20 вес. % до приблизительно 60 вес. %, например, от приблизительно 25 вес. % до приблизительно 50 вес. %, исходя из общего веса композиции.
B. Синтетический водорастворимый полимер
Диспергируемая в воде термопластичная композиция также содержит один или более синтетических водорастворимых полимеров. Такие полимеры могут быть образованы из мономеров, таких как винилпирролидон, гидроксиэтилакрилат или метакрилат (например, 2-гидроксиэтилметакрилат), гидроксипропилакрилат или метакрилат, акриловая или метакриловая кислота, акриловые или метакриловые сложные эфиры или винилпиридин, акриламид, винилацетат, виниловый спирт, этиленоксид, их производные и так далее. Другие примеры подходящих мономеров описаны в патенте США № 4499154, James et al., который включен в данный документ во всей своей полноте посредством ссылки для всех целей. Полученные полимеры могут быть гомополимерами или интерполимерами (например, сополимером, терполимером и т.д.) и могут быть неионными, анионными, катионными или амфотерными. Кроме того, полимер может быть одного типа (т.е. однородным), или могут применяться смеси различных полимеров (т.е. неоднородным).
В одном конкретном варианте осуществления водорастворимый полимер содержит повторяющееся звено, содержащее функциональную гидроксильную группу, такое как поливиниловый спирт («PVOH»), сополимеры поливинилового спирта (например, сополимеры этилена и винилового спирта, сополимеры метилметакрилата и винилового спирта и т.д.) и т.д. Полимеры винилового спирта, например, содержат по меньшей мере два или более звеньев винилового спирта в молекуле и могут быть гомополимером винилового спирта или сополимером, содержащим звенья другого мономера. Гомополимеры винилового спирта можно получать гидролизом полимера на основе винилового сложного эфира, такого как винилформиат, винилацетат, винилпропионат и т.д. Сополимеры винилового спирта можно получать гидролизом сополимера винилового сложного эфира с олефином, содержащим от 2 до 30 атомов углерода, таким как этилен, пропилен, 1-бутен и т.д.; ненасыщенной карбоновой кислотой, содержащей от 3 до 30 атомов углерода, такой как акриловая кислота, метакриловая кислота, кротоновая кислота, малеиновая кислота, фумаровая кислота и т.д., или ее сложным эфиром, солью, ангидридом или амидом; ненасыщенным нитрилом, содержащим от 3 до 30 атомов углерода, таким как акрилонитрил, метакрилонитрил и т.д.; виниловым эфиром, содержащим от 3 до 30 атомов углерода, таким как метилвиниловый эфир, этилвиниловый эфир и т.д.; и так далее. Степень гидролиза можно выбирать для оптимизации растворимости и т.д. полимера. Например, степень гидролиза может составлять от приблизительно 60 мол. % до приблизительно 95 мол. %, в некоторых вариантах осуществления от приблизительно 80 мол. % до приблизительно 90 мол. %, и в некоторых вариантах осуществления от приблизительно 85 мол. % до приблизительно 89 мол. %, и в некоторых вариантах осуществления от приблизительно 87 мол. % до приблизительно 89 мол. %. Примеры подходящих частично гидролизованных полимеров поливинилового спирта доступны под названием CELVOL™ 203, 205, 502, 504, 508, 513, 518, 523, 530 или 540 от Celanese Corp. Другие подходящие частично гидролизованные полимеры поливинилового спирта доступны под названием ELVANOL™ 50-14, 50-26, 50-42, 51-03, 51-04, 51-05, 51-08 и 52-22 от DuPont.
Синтетический водорастворимый полимер может присутствовать в диспергируемой в воде термопластичной композиции в количестве в диапазоне от приблизительно 7 вес. % до приблизительно 70 вес. %, например, от приблизительно 15 вес. % до приблизительно 65 вес. %, например, от приблизительно 20 вес. % до приблизительно 60 вес. %, например, от приблизительно 25 вес. % до приблизительно 55 вес. %, например, от приблизительно 30 вес. % до приблизительно 50 вес. %, исходя из общего веса композиции. Кроме того, соотношение синтетического водорастворимого полимера, присутствующего в композиции, и производного целлюлозы, присутствующего в композиции, может находиться в диапазоне от приблизительно 0,1 до приблизительно 10, например, от приблизительно 0,3 до приблизительно 3, например, от приблизительно 0,6 до приблизительно 1,7, например, от приблизительно 0,65 до приблизительно 1,6.
C. Пластификатор
В диспергируемой в воде термопластичной композиции также используется пластификатор, предназначенный для придания производному целлюлозы и водорастворимому полимеру термопластичности и, следовательно, пригодности к экструдированию в гранулы и последующему литью под давлением. Подходящие пластификаторы могут включать, например, пластификаторы на основе многоатомных спиртов, таких как сахара (например, глюкоза, сахароза, фруктоза, рафиноза, мальтодекстроза, галактоза, ксилоза, мальтоза, лактоза, манноза и эритроза), сахарные спирты (например, эритрит, ксилит, мальтит, маннит и сорбит), полиолы (например, этиленгликоль, глицерин, пропиленгликоль, дипропиленгликоль, бутиленгликоль и гексантриол), полиэтиленгликоли и т.д. Также подходящими являются образующие водородные связи органические соединения, которые не содержат гидроксильную группу, включая мочевину и производные мочевины; ангидриды сахарных спиртов, такие как сорбитан; животные белки, такие как желатин; растительные белки, такие как белок семян подсолнечника, соевые белки, белки семян хлопчатника и их смеси. Другие подходящие пластификаторы могут включать сложные эфиры фталевой кислоты, диметил- и диэтилсукцинат и родственные им сложные эфиры, триацетат глицерина, моно- и диацетаты глицерина, моно-, ди- и трипропионаты глицерина, бутаноаты, стеараты, сложные эфиры молочной кислоты, сложные эфиры лимонной кислоты, сложные эфиры адипиновой кислоты, сложные эфиры стеариновой кислоты, сложные эфиры олеиновой кислоты и другие сложные эфиры кислот. Можно также применять алифатические кислоты, такие как сополимеры этилена и акриловой кислоты, этилена и малеиновой кислоты, бутадиена и акриловой кислоты, бутадиена и малеиновой кислоты, пропилена и акриловой кислоты, пропилена и малеиновой кислоты и другие кислоты на основе углеводородов. Предпочтительным является низкомолекулярный пластификатор, такой как пластификатор с весом менее приблизительно 20000 г/моль, предпочтительно менее приблизительно 5000 г/моль и более предпочтительно менее приблизительно 1000 г/моль.
Пластификатор может быть включен в композицию в соответствии с настоящим изобретением с применением любой из ряда известных методик. Например, производное целлюлозы и/или водорастворимые полимеры могут быть «предварительно пластифицированы» до включения в композицию. В качестве альтернативы, один или более компонентов могут быть пластифицированы во время их смешивания. Независимо от этого, для смешивания компонентов можно использовать методики периодического и/или непрерывного смешивания в расплаве. Например, можно использовать смеситель/месильную машину, смеситель типа Бенбери, смеситель непрерывного действия Farrel, одношнековый экструдер, двухшнековый экструдер, вальцовую дробилку и т.д. Одним из особенно подходящих устройств для смешивания в расплаве является вращающийся в одном направлении двухшнековый экструдер (например, двухшнековый экструдер USALAB, доступный от Thermo Electron Corporation, Стоун, Англия, или экструдер, доступный от Werner-Pfleiderer, Рамси, Нью-Джерси). Такие экструдеры могут содержать загрузочные и выпускные отверстия и обеспечивать высокоинтенсивное распределительное и диспергирующее перемешивание. Например, вначале можно подавать производное целлюлозы и водорастворимый полимер в загрузочное отверстие двухшнекового экструдера с образованием композиции. После этого в композицию можно вводить пластификатор. В качестве альтернативы, композиция может одновременно поступать в приемное отверстие экструдера или по отдельности в другую точку вдоль длины экструдера. Смешивание в расплаве может происходить при любой из ряда температур, такой как от приблизительно 30°C до приблизительно 240°C, в некоторых вариантах осуществления от приблизительно 40°C до приблизительно 200°C и в некоторых вариантах осуществления от приблизительно 50°C до приблизительно 150°C.
Пластификаторы могут присутствовать в диспергируемой в воде термопластичной композиции в количестве в диапазоне от приблизительно 2 вес. % до приблизительно 50 вес. %, например, от приблизительно 3 вес. % до приблизительно 45 вес. %, например, от приблизительно 5 вес. % до приблизительно 40 вес. %, например, от приблизительно 10 вес. % до приблизительно 35 вес. %, исходя из общего веса композиции. Однако в некоторых вариантах осуществления количество присутствующего пластификатора должно составлять более 15 вес. %, чтобы полимерная композиция, в которой он используется, могла экструдироваться и хорошо вытекать из головки для грануляции и последующего литья под давлением. Например, количество пластификатора в диспергируемой в воде термопластичной композиции может находиться в количестве в диапазоне от приблизительно 25 вес. % до приблизительно 50 вес. %.
D. Наполнители
Несмотря на то, что посредством комбинации производного целлюлозы, водорастворимого полимера и пластификатора можно достигать желаемой водорастворимости, требуемой для диспергируемой в воде термопластичной композиции, часто все еще трудно достичь точного набора механических свойств, необходимых для формованных литьем под давлением изделий. В связи с этим, композиция может также содержать один или более наполнителей. Благодаря его жесткой природе количество наполнителя можно легко регулировать для точной корректировки композиции до желаемой степени пластичности (например, максимального удлинения) и жесткости (например, модуля упругости).
Наполнитель в соответствии с настоящим изобретением может содержать частицы с любым желаемым размером, например, таковые со средним размером от приблизительно 0,5 до приблизительно 10 микрометров, в некоторых вариантах осуществления от приблизительно 1 до приблизительно 8 микрометров и в некоторых вариантах осуществления от приблизительно 2 до приблизительно 6 микрометров. Подходящие частицы для применения в качестве наполнителя могут включать неорганические оксиды, такие как карбонат кальция, каолиновая глина, двуокись кремния, оксид алюминия, карбонат бария, карбонат натрия, диоксид титана, цеолиты, карбонат магния, оксид кальция, оксид магния, гидроксид алюминия, тальк и т.д.; сульфаты, такие как сульфат бария, сульфат магния, сульфат алюминия и т.д.; порошки целлюлозного типа (например, порошок бумажной массы, древесный порошок и т.д.); углерод; циклодекстрины; синтетические полимеры (например, полистирол) и так далее. Еще другие подходящие частицы описаны в патентах США №№ 6015764 и 6111163, McCormack et al., 5932497, Morman et al., 5695868, McCormack, 5855999, McCormack et al., 5997981, McCormack et al., и 6461457, Taylor et al., которые включены в данный документ во всей своей полноте посредством ссылки.
В одном конкретном варианте осуществления наполнитель содержит частицы, образованные из карбоната кальция. При необходимости можно использовать частицы карбоната кальция с чистотой по меньшей мере приблизительно 95 вес. %, в некоторых вариантах осуществления по меньшей мере приблизительно 98 вес. % и в некоторых вариантах осуществления по меньшей мере приблизительно 99 вес. %. Карбонаты кальция такой высокой степени чистоты в целом являются мелкими, мягкими и круглыми и, таким образом, обеспечивают более контролируемое и узкое распределение размера частиц для улучшения свойств композиции. Примером карбоната кальция такой высокой степени чистоты является карибский пелитоморфный карбонат кальция, который добывают из мягких и рассыпчатых, тонкоизмельченных, мелообразных морских осадочных отложений, часто встречающихся в виде поверхностных отложений на Карибских островах (например, Ямайке). Такие карбонаты кальция, как правило, имеют средний размер частиц приблизительно 10 микрометров или менее и желательно приблизительно 6 микрометров или менее. Другие примеры карибских пелитоморфных карбонатов кальция описаны в патенте США № 5102465, Lamond, который включен в данный документ во всей своей полноте посредством ссылки для всех целей. Такие карбонаты кальция могут подвергаться мокрому или сухому помолу и классифицироваться по узкому распределению размера частиц с круглыми или сферическими частицами. Один особенно подходящий пелитоморфный карбонат кальция доступен от Specialty Minerals под названием «MD1517».
Хотя это и не требуется, наполнитель необязательно может быть покрыт модификатором (например, жирной кислотой, такой как стеариновая кислота или бегеновая кислота) для облегчения свободного течения частиц в объеме и легкости их диспергирования в композицию. Наполнитель может быть предварительно составлен с такими добавками перед смешиванием с другими компонентами композиции или добавки могут быть составлены с другими компонентами композиции и наполнителями на стадии смешивания в расплаве.
В случае наличия наполнители могут присутствовать в количестве в диапазоне от приблизительно 0,5 вес. % до приблизительно 35 вес. %, например, от приблизительно 1 вес. % до приблизительно 30 вес. %, например, от приблизительно 2 вес. % до приблизительно 25 вес. %, например, от приблизительно 3 вес. % до приблизительно 20 вес. %, исходя из общего веса диспергируемой в воде термопластичной композиции.
E. Красящие вещества
Дополнительно, диспергируемая в воде термопластичная композиция может содержать одно или более красящих веществ (например, пигмент или краситель). Как правило, пигмент относится к красящему веществу на основе неорганических или органических частиц, не растворяющихся в воде или растворителях. Обычно пигменты образуют эмульсию или суспензию в воде. С другой стороны, краситель обычно относится к красящему веществу, растворимому в воде или растворителях.
Пигмент или краситель может присутствовать в количестве, эффективном, чтобы быть видным после формования композиции в формованное литьем под давлением изделие, с тем, чтобы изделия из композиции могли иметь эстетически привлекательный для пользователя внешний вид. Подходящие органические пигменты включают диарилидный желтый AAOT (например, пигмент Желтый 14 CI № 21 095), диарилидный желтый AAOA (например, пигмент Желтый 12 CI № 21090), ганза желтый, пигмент CI Желтый 74, фталоцианиновый синий (например, пигмент Синий 15), литоль красный (например, пигмент Красный 52:1 CI № 15860:1), толуидиновый красный (например, пигмент Красный 22 CI № 12315), диоксазиновый фиолетовый (например, пигмент Фиолетовый 23 CI № 51319), фталоцианиновый зеленый (например, пигмент Зеленый 7 CI № 74260), фталоцианиновый синий (например, пигмент Синий 15 CI № 74160), нафтойнокислый красный (например, пигмент Красный 48:2 CI № 15865:2). Неорганические пигменты содержат диоксид титана (например, пигмент Белый 6 CI № 77891), оксиды железа (например, красный, желтый и коричневый), оксид хрома (например, зеленый), гексацианоферрат аммония-железа (III) (например, синий) и подобные.
Подходящие красители, которые можно применять, включают, например, кислотные красители и сульфированные красители, включая прямые красители. Другие подходящие красители включают азокрасители (например, анилиновый желтый 14, дисперсный желтый 23 и метаниловый желтый), антрахиноновые красители (например, сольвент красный 111, дисперсный фиолетовый 1, сольвент синий 56 и сольвент оранжевый 3), ксантеновые красители (например, сольвент зеленый 4, кислотный красный 52, основный красный 1 и сольвент оранжевый 63), азиновые красители и подобные.
В случае наличия красящие вещества могут присутствовать в диспергируемой в воде термопластичной композиции в количестве в диапазоне от приблизительно 0,5 вес. % до приблизительно 20 вес. %, например, от приблизительно 1 вес. % до приблизительно 15 вес. %, например, от приблизительно 1,5 вес. % до приблизительно 12,5 вес. %, например, от приблизительно 2 вес. % до приблизительно 10 вес. %, исходя из общего веса диспергируемой в воде термопластичной композиции.
F. Другие необязательные компоненты
Помимо вышеупомянутых компонентов в композицию согласно настоящему изобретению также можно включать другие добавки, такие как диспергирующие средства, стабилизаторы расплава, стабилизаторы технологических свойств, термостабилизаторы, светостабилизаторы, антиоксиданты, стабилизаторы теплового старения, отбеливающие средства, средства, препятствующее слипанию, связывающие средства, смазывающие средства и т.д. Например, могут также использоваться диспергирующие средства для облегчения получения однородной дисперсии смеси производного целлюлозы/поливинилового спирта/пластификатора и замедления или предотвращения разделения на составляющие фазы. Кроме того, диспергирующие средства могут также улучшить диспергируемость композиции в воде. Несмотря на то, что в настоящем изобретении можно применять любое диспергирующее средство, поверхностно-активные вещества с определенным балансом гидрофильности/липофильности («HLB») могут улучшить долговременную стабильность композиции. Индекс HLB хорошо известен в уровне техники и является показателем, отображающим баланс между направленностью раствора соединения в сторону гидрофильности и в сторону липофильности. Шкала HLB находится в диапазоне от 1 до приблизительно 50, при этом более низкие числа представляют значения высоколипофильной направленности свойства, а более высокие числа представляют значения высокогидрофильной направленности. В некоторых вариантах осуществления настоящего изобретения значение HLB поверхностно-активных веществ составляет от приблизительно 1 до приблизительно 20, в некоторых вариантах осуществления от приблизительно 1 до приблизительно 15 и в некоторых вариантах осуществления от приблизительно 2 до приблизительно 10. При необходимости можно использовать два или более поверхностно-активных веществ, которые имеют значения HLB либо ниже, либо выше необходимого значения, но вместе имеют среднее значение HLB в пределах необходимого диапазона.
Одним из особенно подходящих классов поверхностно-активных веществ для применения в настоящем изобретении являются неионные поверхностно-активные вещества, как правило, имеющие гидрофобную основу (например, длинноцепочечную алкильную группу или алкилированную арильную группу) и гидрофильную цепь (например, цепь, содержащую этокси- и/или пропокси-фрагменты). Например, некоторые подходящие неионные поверхностно-активные вещества, которые можно использовать, включают без ограничения этоксилированные алкилфенолы, этоксилированные и пропоксилированные жирные спирты, полиэтиленгликолевые простые эфиры метилглюкозы, полиэтиленгликолевые простые эфиры сорбита, блок-сополимеры этиленоксид-пропиленоксид, этоксилированные сложные эфиры жирных (C8-C18) кислот, продукты конденсации этиленоксида с длинноцепочечными аминами или амидами, продукты конденсации этиленоксида со спиртами, сложные эфиры жирных кислот, моноглицериды или диглицериды длинноцепочечных спиртов и их смеси. В одном конкретном варианте осуществления неионное поверхностно-активное вещество может представлять собой сложный эфир жирной кислоты, такой как сложный эфир жирной кислоты и сахарозы, сложный эфир жирной кислоты и глицерина, сложный эфир жирной кислоты и пропиленгликоля, сложный эфир жирной кислоты и сорбитана, сложный эфир жирной кислоты и пентаэритрита, сложный эфир жирной кислоты и сорбита и так далее. Жирная кислота, используемая для образования таких сложных эфиров, может быть насыщенной или ненасыщенной, замещенной или незамещенной и может содержать от 6 до 22 атомов углерода, в некоторых вариантах осуществления от 8 до 18 атомов углерода и в некоторых вариантах осуществления от 12 до 14 атомов углерода. В одном конкретном варианте осуществления в настоящем изобретении можно применять моно- и ди-глицериды жирных кислот.
В случае использования диспергирующее средство(-а), как правило, составляют от приблизительно 0,01 вес. % до приблизительно 15 вес. %, например, от приблизительно 0,1 вес. % до приблизительно 10 вес. %, например, от приблизительно 0,5 вес. % до приблизительно 5 вес. %, например, от приблизительно 1 вес. % до приблизительно 3 вес. %, исходя из общего веса диспергируемой в воде термопластичной композиции.
II. Формованные детали
Формованная деталь может быть образована из композиции в соответствии с настоящим изобретением при помощи любой из множества технологий, известных из уровня техники, таких как пневмоформование с экструзией, формование литьем под давлением, центробежное формование, формование прессованием и т.д., а также комбинации таких технологий. Например, авторы настоящего изобретения обнаружили, что путем выборочной регуляции содержания определенных компонентов композиции и их соотношений весовых долей можно получить термопластичную композицию с достаточно высоким индексом текучести расплава и достаточно низкой вязкостью для применения формования литьем под давлением. Индекс текучести расплава диспергируемой в воде термопластичной композиции также может находиться в диапазоне от приблизительно 10 грамм за 10 минут до приблизительно 150 грамм за 10 минут, в некоторых вариантах осуществления от приблизительно 15 грамм за 10 минут до приблизительно 125 грамм за 10 минут и в некоторых вариантах осуществления от приблизительно 20 грамм за 10 минут до приблизительно 100 грамм за 10 минут. Индекс текучести расплава представляет собой вес полимера (в граммах), который можно продавить через головку экструзионного пластометра (диаметр 0,0825 дюйма) при воздействии нагрузки 2160 грамм в течение 10 минут при определенной температуре (например, 190°C), измеренный в соответствии с методом испытаний ASTM D1238-E. При этом вязкость является достаточно низкой, чтобы композицию в соответствии с настоящим изобретением можно было экструдировать, а также, например, продавливать через головку в форму в ходе формования литьем под давлением.
Независимо от выбранного процесса формования, термопластичную композицию можно применять отдельно с образованием формованной детали или в комбинации с другими полимерными компонентами для образования формованной детали. Например, в некоторых вариантах осуществления другой полимер(-ы) можно вводить или перемещать в форму в ходе совместного литья под давлением с образованием нерастворимого в воде поверхностного слоя вокруг диспергируемого в воде среднего слоя, образованного из композиции согласно настоящему изобретению. Между средним слоем и поверхностным слоем можно также формировать связывающие слои. Примеры машин, подходящих для совместного, многослойного или двухкомпонентного литья под давлением включают машины, производимые Presma Corp., Northeast Mold & Plastics, Inc. Хотя этого и не требуется, сердцевина такой детали, как правило, образована из термопластичной композиции в соответствии с настоящим изобретением, а поверхностный слой, как правило, образован из другого материала (например, воска, силикона (например, полисилоксана), политетрафторэтилена, полиолефина (например, полиэтилена), сложного полиэфира, полиамида, термопластичного эластомера (например, эластомера на основе полиуретана или полиолефина) или их комбинации), что улучшает свойства поверхности на формованной детали. Например, если формованная деталь представляет собой аппликатор тампона, поверхностный слой может характеризоваться пониженным коэффициентом трения с целью обеспечения пользователю большего комфорта. Кроме того, поверхностный слой может иметь более низкий уровень чувствительности к воде, чтобы аппликатор был менее склонен к началу разрушения во время применения.
Кроме того, в других вариантах осуществления поверхностный слой может представлять собой покрытие, которое наносят на формованную литьем под давлением деталь, содержащую термопластичную композицию в соответствии с настоящим изобретением. При этом в других вариантах осуществления нерастворимый в воде полимер могут смешивать с одним или более водорастворимыми полимерами (например, гидроксипропилметилцеллюлоза и/или поливиниловый спирт), затем экструдировать из расплава с образованием макроскопически однородной смеси, причем в экструдате находятся две или более микроскопических фаз, которую затем можно формовать литьем под давлением с получением пригодного для смывания в канализацию аппликатора.
Со ссылкой на фиг. 1, например, более подробно показан один конкретный вариант осуществления формовочного устройства для однокомпонентного литья под давлением или инструмента 10, который можно применять в настоящем изобретении. В данном варианте осуществления устройство 10 содержит первое основание 12 формы и второе основание 14 формы, которые вместе определяют изделие или определяющую компонент полость 16 формы. Каждое из оснований 12 и 14 формы содержит одну или более линий 18 охлаждения, через которые протекает охлаждающая жидкость, например, вода, для охлаждения устройства 10 во время использования. Формовочное устройство 10 также содержит канал для протекания смолы, проходящий от внешней наружной поверхности 20 первой половины 12 формы через литник 22 в полость 16 формы. Канал для протекания смолы может также содержать распределительный литник и литниковое отверстие, оба из которых не показаны с целью простоты. Формовочное устройство 10 также содержит одну или более выталкивающих шпилек 24, закрепленных с возможностью скольжения во второй половине 14 формы, что способствует определению полости 16 формы в закрытом положении устройства 10, как показано на фиг. 1. Выталкивающая шпилька 24 работает хорошо известным образом с целью извлечения формованной детали из полости 16 в открытом положении формовочного устройства 10.
Термопластичную композицию можно непосредственно подавать в формовочное устройство 10 с использованием методик, известных из уровня техники. Например, формовочный материал можно подавать в виде гранул в загрузочную воронку, присоединенную к цилиндру, который содержит вращающийся шнек (не показан). При вращении шнека гранулы продвигаются вперед и подвергаются действию избыточного давления и трения, что приводит к выработке тепла для плавления гранул. Электрические нагревательные полосы (не показаны), установленные снаружи цилиндра, могут также способствовать нагреву и регуляции температуры во время процесса плавления. Например, полосы могут нагреваться до температуры от приблизительно 200°C до приблизительно 260°C, в некоторых вариантах осуществления от приблизительно 230°C до приблизительно 255°C и в некоторых вариантах осуществления от приблизительно 240°C до приблизительно 250°C. После введения в полость 16 формы формовочный материал отверждается с помощью охлаждающей жидкости, протекающей через линии 18. Охлаждающая жидкость может иметь температуру («температура формования») от приблизительно 5°C до приблизительно 50°C, в некоторых вариантах осуществления от приблизительно 10°C до приблизительно 40°C и в некоторых вариантах осуществления от приблизительно 15°C до приблизительно 30°C.
Формованные детали могут иметь множество различных размеров и конфигураций. Например, формованные детали могут применяться для получения различных деталей, используемых в областях «личной гигиены». Например, в одном конкретном варианте осуществления формованная деталь применяется для получения аппликатора тампона, диспергируемого в воде. Формованная деталь может разрушаться в водопроводной воде в течение менее приблизительно 18 часов, например, менее приблизительно 12 часов, например, менее приблизительно 4 часов. В некоторых вариантах осуществления формованная деталь может разрушаться в водопроводной воде в течение менее приблизительно 3 часов, например, менее приблизительно 2 часов, например, в течение от приблизительно 5 минут до приблизительно 100 минут.
Формованные детали, содержащие диспергируемую в воде термопластичную композицию в соответствии с настоящим изобретением, могут иметь степень расширения в направлении ширины приблизительно 1% или меньше, например, от приблизительно 0,1% до приблизительно 1%, например, от приблизительно 0,2% до приблизительно 0,9%, например, от приблизительно 0,3% до приблизительно 0,8%, определенную в соответствии с ASTM D955-08. При этом формованные детали в соответствии с настоящим изобретением могут иметь степень усадки в направлении длины приблизительно 0,5% или меньше, например, от приблизительно 0,05% до приблизительно 5%, например, от приблизительно 0,1% до приблизительно 0,4%, например, от приблизительно 0,15% до приблизительно 0,3%. Поскольку степень расширения в направлении ширины является низкой, при необходимости детали можно устанавливать в ту же форму для вторичного литья.
Кроме того, формованные детали, содержащие диспергируемую в воде термопластичную композицию в соответствии с настоящим изобретением, могут характеризоваться пределом прочности на разрыв от приблизительно 1 МПа до приблизительно 40 МПа, например, от приблизительно 2,5 МПа до приблизительно 30 МПа, например, от приблизительно 5 МПа до приблизительно 20 МПа; удлинением при разрыве от приблизительно 2% до приблизительно 50%, например, от приблизительно 6% до приблизительно 40%, например, от приблизительно 8% до приблизительно 30%; модулем упругости от приблизительно 50 МПа до приблизительно 1100 МПа, например, от приблизительно 60 МПа до приблизительно 1000 МПа, например, от приблизительно 70 МПа до приблизительно 900 МПа; и удлинением при пределе текучести от приблизительно 2,5% до приблизительно 30%, например, от приблизительно 5% до приблизительно 25%, например, от приблизительно 7,5% до приблизительно 20%.
Рассмотренные выше формованные детали могут иметь множество различных размеров и конфигураций. Например, формованные детали могут применяться для получения различных деталей, используемых в областях «личной гигиены». Например, в одном конкретном варианте осуществления формованная деталь применяется для получения аппликатора тампона, диспергируемого в воде.
Как показано на тампоне в сборе 400 на фиг. 2, аппликатор 54 тампона содержит внешнюю трубку 40 и внутреннюю трубку 42. Внешняя трубка 40 имеет такие размер и форму, чтобы вмещать тампон 52. Часть внешней трубки 40 частично удалена на фиг. 2, чтобы показать тампон 52. В проиллюстрированном варианте осуществления внешняя трубка 40 имеет, по сути, гладкую внешнюю поверхность, что способствует введению аппликатора 54 тампона без подвергания внутренних тканей трению. Внешняя трубка 40 может иметь покрытие для придания ей высоких характеристик скольжения. Проиллюстрированная внешняя трубка 40 представляет собой прямую удлиненную цилиндрическую трубку. Однако понятно, что аппликатор 54 может иметь другие формы и размеры, отличные от таковых, проиллюстрированных и описанных в данном документе.
Выступающая наружу из внешней трубки часть представляет собой наконечник 44 для введения. Наконечник 44 для введения, который образует одно целое с внешней трубкой 40, может иметь форму купола для обеспечения комфортного введения внешней трубки во влагалище женщины. Показанный наконечник 44 для введения изготовлен из тонкого, гибкого материала и имеет множество мягких, гибких лепестков 46, расположенных так, чтобы образовывать куполообразную форму. Лепестки 46 способны к радиальному изгибу (т.е. выгибанию наружу) для образования увеличенного отверстия, через которое тампон 52 может выходить при проталкивании его вперед внутренней трубкой 42. Однако необходимо понимать, что внешнюю трубку 40 можно формировать без наконечника 44 для введения. Без наконечника для введения внешняя трубка содержит открытый конец (не показан), через который тампон 52 может выходить при проталкивании его вперед внутренней трубкой.
Внутренняя трубка 42 представляет собой удлиненный цилиндр, который используют для обхвата тампона 52, содержащегося во внешней трубке 40. Свободный конец 48 внутренней трубки 42 выполнен таким образом, чтобы пользователь мог двигать внутреннюю трубку относительно внешней трубки 40. Другими словами, свободный конец 48 действует в качестве рукоятки для указательного пальца пользователя. Внутренняя трубка 42 используется для выталкивания тампона 52 из внешней трубки 40 и во влагалище женщины посредством телескопического перемещения во внешнюю трубку. По мере того как внутренняя трубка 42 толкается во внешнюю трубку 40 пользователем, тампон 52 продавливается вперед к наконечнику 44 для введения. Контакт с тампоном 52 приводит к радиальному раскрытию лепестков 46 наконечника 44 для введения до диаметра, достаточного, чтобы позволить тампону выйти из внешней трубки 40 и во влагалище женщины. После правильного расположения тампона 52 во влагалище женщины аппликатор 54 тампона вынимают. В применяемой конфигурации аппликатора 54 тампона внутренняя трубка 42 принимается во внешней трубке 40.
Внутренняя трубка 42, внешняя трубка 40 и наконечник 44 для введения могут быть сформованы из одного или более слоев, в которых один слой содержит диспергируемую в воде термопластичную композицию в соответствии с настоящим изобретением. Кроме того, для предотвращения преждевременного разрушения аппликатора 54 вследствие влаги во время использования и/или для снижения коэффициента трения аппликатора 54, чтобы сделать его более удобным для пользователя, он может быть покрыт нерастворимым в воде материалом, который также имеет низкий коэффициент трения, с целью улучшения комфорта и предотвращения разрушения во время введения аппликатора 54. Описанная выше структура аппликатора тампона является традиционной и известной специалистам в данной области техники, а также описана, например, в патенте США № 8317765, Loyd et al., который включен в данный документ во всей своей полноте посредством ссылки для всех целей. Другие структуры аппликатора тампона, которые можно сформовать из термопластичной композиции в соответствии с настоящим изобретением, описаны, например, в патентах США № 4921474, Suzuki et al. и 5389068, Keck, а также в публикациях заявок на патент США № 2010/0016780, VanDenBogart et al., и 2012/0204410, Matalish et al., которые включены в данный документ во всей своей полноте посредством ссылки для всех целей.
Поперечный разрез внешней трубки 40 аппликатора 54 тампона, в котором внешняя трубка содержит два слоя, показан на фиг. 3. Внешняя трубка 40 может содержать внутренний слой 56, имеющий обращенную к тампону поверхность 64, и внешний слой 58, имеющий контактирующую с телом поверхность 62. Внутренний слой 56 может быть образован из диспергируемой в воде термопластичной композиции в соответствии с настоящим изобретением, при этом внешний слой 58 может быть образован из нерастворимого в воде материала для предотвращения того, чтобы аппликатор тампона становился липким при использовании и введении во влажную среду и для обеспечения гладкой поверхности для введения. Например, внешний слой 58 может представлять собой слой или покрытие из воска, силикона (например, полисилоксана), политетрафторэтилена, полиолефина (например, полиэтилена), сложного полиэфира, полиамида, термопластичного эластомера (например, эластомера на основе полиуретана или полиолефина) или их комбинации. Следует также понимать, что, несмотря на то, что внешний слой 58 описан выше как покрытие, он может представлять собой полученный литьем под давлением слой, который может быть образован перед введением композиции, используемой для образования диспергируемого в воде внутреннего слоя 56.
Соотношение весовых долей двух слоев можно выборочно регулировать для оптимизации диспергируемости в воде аппликатора тампона, при этом без ущерба в отношении механических и физических свойств, необходимых во время использования, так, чтобы аппликатор был устойчивым при контакте с жидкостями тела. Таким образом, соотношение весовой доли внешнего, контактирующего с телом слоя и весовой доли внутреннего, обращенного к тампону слоя аппликатора тампона, может составлять от приблизительно 0,005 до приблизительно 1, например, от приблизительно 0,0075 до приблизительно 0,75, например, от приблизительно 0,01 до приблизительно 0,5. Например, аппликатор может содержать от приблизительно 1 вес. % до приблизительно 50 вес. % внешнего, нерастворимого в воде слоя, например, от приблизительно 5 вес. % до приблизительно 40 вес. %, например, от приблизительно 10 вес. % до приблизительно 30 вес. %. С другой стороны, аппликатор может содержать от приблизительно 50 вес. % до приблизительно 99 вес. % внутреннего, диспергируемого в воде слоя, например, от приблизительно 60 вес. % до приблизительно 95 вес. %, например, от приблизительно 70 вес. % до приблизительно 90 вес. %.
Между тем на фиг. 4 показан поперечный разрез внешней трубки 40 аппликатора 54 тампона, при этом внешняя трубка содержит три слоя. Как и на фиг. 3, внешняя трубка 40 может содержать внутренний слой 56, имеющий обращенную к тампону поверхность 64, и внешний слой 58, имеющий обращенную к телу поверхность 62. Внутренний слой 56 может быть образован из диспергируемой в воде термопластичной композиции в соответствии с настоящим изобретением, при этом внешний слой 58 может быть образован из нерастворимого в воде материала для предотвращения того, чтобы аппликатор тампона становился липким при использовании. Например, внешний слой 58 может представлять собой слой или покрытие из воска, силикона (например, полисилоксана), политетрафторэтилена, полиолефина (например, полиэтилена), сложного полиэфира, полиамида, термопластичного эластомера (например, эластомера на основе полиуретана или полиолефина) или их комбинации. Кроме того, связывающий слой 60 между внутренним слоем 56 и внешним слоем 58 может улучшить адгезию между внутренним слоем 56 и внешним слоем 58. Этот слой может представлять собой адгезивный материал, который связывает внешний слой 58 и внутренний слой 56. В качестве альтернативы, связывающий слой может представлять собой блок-сополимер или привитой сополимер, например, такие сополимеры могут представлять собой полимер внешнего слоя, привитый полярным виниловым мономером (т.е. полиэтилен, привитый малеиновым ангидридом или гидроксиэтилметакрилатом, если материалом внешнего слоя является полиэтилен, привитый сополимер имеет хорошую адгезию с обоими слоями.
Несмотря на то, что на фиг. 3 и 4 показаны поперечные разрезы только внешней трубки 40, следует понимать, что другие компоненты аппликатора 54 тампона, такие как наконечник 44 для введения и/или внутренняя трубка 42, в частности, компоненты, находящиеся в контакте с телом, также могут быть образованы из многослойных изделий, показанных на фиг. 3 и 4, с целью предотвращения того, чтобы компоненты становились липкими при использовании, что может быть некомфортно для пользователя.
Следующие примеры будут способствовать большему пониманию настоящего изобретения.
Методы испытания
Показатель текучести расплава
Показатель текучести расплава («MFR») представляет собой вес полимера (в граммах), продавливаемого через головку экструзионного пластометра (диаметр 0,0825 дюйма) при воздействии нагрузки 2160 грамм в течение 10 минут, как правило, при 190°C или 230°C. Если не указано иное, показатель текучести расплава измеряют в соответствии с методом испытания ASTM D1239 с помощью экструзионного пластометра Tinius Olsen.
Степень расширения
Степень расширения формованных литьем под давлением деталей определяли с помощью следующего Стандартного метода испытания измерения усадки термопластов с размеров формы ASTM D955-08. Полость формы для литья под давлением имела размер в длину (Lm) 126,78 мм и размер в ширину (Wm) 12,61 мм, что соответствует образцу типа A ASTM D955-08. Среднюю длину (Ls) и ширину (Ws) образцов из примеров 1-4 измеряли через 48 ± 1 часов после извлечения образцов из формы. Усадку в направлении длины (Sl) вычисляли по формуле Sl = (Lm-Ls) x 100/Lm, а усадку в направлении ширины (Sw) вычисляли по формуле Sw = (Wm-Ws) x 100/Wm. Поскольку отрицательные значения усадки отражают расширение детали, степень расширения в направлении ширины («Ei») равна -Sw, а степень расширения в направлении длины («El») равна -Sl.
Свойства при растяжении
Свойства при растяжении определяли в соответствии со следующим руководством ASTM D638-10. Формованные литьем под давлением образцы для испытания типа V ASTM D638-10 вытягивали посредством рамы для удлинения MTS Mold 810 с датчиком нагрузки до 3300 фунтов. Из каждого примера вытягивали пять образцов. Фиксировали средние значения для максимального напряжения (предел прочности на разрыв), удлинения при разрыве, модуля упругости и удлинения при пределе текучести.
Испытание на разрушение в неподвижной воде в течение ночи
Разрушение полученных литьем под давлением образцов в водопроводной воде испытывали посредством помещения небольшого образца для испытания на разрыв, имеющего вес приблизительно 1 грамм, в контейнер, содержащий 200 миллилитров водопроводной воды. Образцы получали посредством формования литьем под давлением способом, описанным выше. Образцы оставляли на ночь, чтобы наблюдать диспергируемость.
Испытание на разрушение в колеблющейся воде
В испытании на разрушение в колеблющейся воде вместо помещения образцов в неподвижную, не циркулирующую воду образцы помещали в 1500 миллилитров водопроводной воды, предварительно охлажденной до 15°C. Формованные литьем под давлением образцы с весом от 4 грамм до 5 грамм и с толщиной 0,05 дюйма помещали в предварительно охлажденную воду и качали возвратно-поступательными движениями со скоростью 26 оборотов в минуту (об/мин). Фиксировали промежуток времени, при котором образцы полностью диспергировались, при целевом времени разрушения менее 180 минут.
ПРИМЕР 1
Композицию из гидроксипропилметилцеллюлозы получали следующим образом при попытке преобразования гидроксипропилметилцеллюлозы в экструдируемый в расплаве термопластичный материал. Гидроксипропилметилцеллюлозу METHOCELTM 40-100 перед процессом экструзии смешивали с глицерином с помощью кухонного миксера. Гидроксипропилметилцеллюлозу (HPMC) и глицерин смешивали при весовых соотношениях HPMC и глицерина 75:25 и 50:50. Затем полученные смеси подвергали тепловой обработке с помощью 16-миллиметрового двухшнекового экструдера сразу после смешивания и после выдерживания в течение ночи. Экструзию проводили при различных температурах. Различные сформированные смеси и их температуры экструзии приведены ниже в таблице 1.
Целью данного примера было преобразование гидроксипропилметилцеллюлозы METHOCELTM 40-100 в термопластичный экструдируемый из расплава материал. При более низких температурах экструзии (от 100°C до 140°C) получали слабо окрашенный порошок, при этом после экструзии с композиций не получали целых полос, и поэтому их нельзя рассматривать как термопластичные. При температурах экструзии от 140°C до 160°C и от 160°C до 180°C образовывались некоторые частично преобразованные полосы, но HPMC в значительной степени разрушалась, о чем свидетельствовал цвет нитей, темнеющий до коричневого или черного. Кроме того, поскольку полосы полимера не текли должным образом и имели много трещин, это приводило к высокому давлению в экструдере. В результате такой предпринятой пластификации HPMC невозможно было получить полезный материал, и, в результате, экструдированные материалы не были полностью термопластичными и были непригодными для формования литьем под давлением.
Кроме того, материалы, оставленные на ночь, обрабатывали не лучше, чем материалы, обработанные сразу после смешивания HPMC и глицерина. Кроме того, были опробованы различные скорости шнека (100 об/мин, 140 об/мин и 200 об/мин) без изменения во внешнем виде материала.
Таблица 1. Условия обработки расплава METHOCELTM 40-100
ПРИМЕР 2
Композицию из гидроксипропилметилцеллюлозы получали следующим образом при попытке преобразования гидроксипропилметилцеллюлозы в экструдируемый в расплаве термопластичный материал. Гидроксипропилметилцеллюлозу METHOCELTM 40-202 перед процессом экструзии смешивали с глицерином с помощью кухонного миксера. Гидроксипропилметилцеллюлозу (HPMC) и глицерин смешивали при весовом соотношении HPMC и глицерина 75:25. Затем полученные смеси подвергали тепловой обработке с помощью 16-миллиметрового двухшнекового экструдера сразу после смешивания и после выдерживания в течение ночи. Экструзию проводили при различных температурах. Различные сформированные смеси и их температуры экструзии приведены ниже в таблице 2.
Как можно видеть в примере 1, попытка преобразовать HPMC в термопластичный материал не удалась, и при использовании головки с одним отверстием полосы полимера не текли нормально с образованием множества трещин в полосах и экструдате, что приводило к высокому давлению в экструдере. Кроме того, материалы, оставленные на ночь, обрабатывали не лучше, чем материалы, обработанные сразу после смешивания.
Таблица 2. Условия обработки расплава METHOCELTM 40-202
ПРИМЕР 3
Пластифицированный поливиниловый спирт получали следующим образом. Поливиниловый спирт ELVANOLTM 51-05, гранулированный полимер со степенью гидролиза 87,0-89,0 мол. % и изготовленный DuPont, компаундировали с глицерином и карбонатом кальция при весовом соотношении 71:14:15 с помощью 43-мм двухшнекового экструдера. Для нарезания экструдированных полос для получения гранул поливинилового спирта использовали гранулятор (Conair, Бей-Сити, Мичиган). Данный пластифицированный PVOH использовали в примерах 4-7 ниже.
ПРИМЕР 4
Пластифицированную смесь гидроксипропилметилцеллюлозы, поливинилового спирта и карбоната кальция получали следующим образом. Сначала METHOCELTM 40-100 HPMC смешивали с глицерином при весовом соотношении 50:50 (125 грамм HPMC, 125 грамм глицерина). Для смешивания использовали кухонный миксер Hobart (модель K5SS). Затем 250 грамм пластифицированного PVOH из примера 3 добавляли к предварительно смешанным HPMC/глицерину при весовом соотношении 50:50. Затем смесь подвергли тепловой обработке с помощью 16-мм двухшнекового экструдера сразу после смешивания, при этом экструдер нагревали до температуры для зон 1-9 и головки 170°C, 170°C, 170°C, 175°C, 175°C, 180°C, 185°C, 185°C, 190°C и 190°C соответственно. Скорость шнека устанавливали на 140 об/мин с достижением давления расплава 9 бар и крутящего момента 20-22%. Экструдированный полимер был коричневого цвета, но тек хорошо. Полосы охлаждали и гранулировали. Конечный состав был следующий: 35,5 вес. % PVOH, 25 вес. % HPMC, 32 вес. % глицерина и 7,5 вес. % карбоната кальция, исходя из общего веса полимерной композиции.
ПРИМЕР 5
Пластифицированную смесь гидроксипропилметилцеллюлозы, поливинилового спирта, карбоната кальция и диоксида титана получали следующим образом. Сначала METHOCELTM 40-100 HPMC смешивали с глицерином при весовом соотношении 50:50 (200 грамм HPMC, 200 грамм глицерина). Для смешивания использовали кухонный миксер Hobart (модель K5SS). Затем 375 грамм пластифицированного PVOH из примера 3 и 38 грамм белого красителя диоксида титана добавляли к предварительно смешанным HPMC/глицерину при весовом соотношении 50:50 (например, 416 грамм смеси HPMC/глицерина смешивали с 416 граммами пластифицированного PVOH/оксида титана). Затем смесь подвергли тепловой обработке с помощью 16-мм двухшнекового экструдера сразу после смешивания, при этом экструдер нагревали до температуры для зон 1-9 и головки 170°C, 170°C, 170°C, 175°C, 175°C, 180°C, 185°C, 185°C, 190°C и 190°C, соответственно. Скорость шнека устанавливали на 140 об/мин с достижением давления расплава 12 бар и крутящего момента 22-25%. Экструдированный полимер был белого цвета и вытекал из головки хорошо. Полосы охлаждали и гранулировали. Конечный состав был следующий: 32,2 вес. % PVOH, 25 вес. % HPMC, 31,4 вес. % глицерина, 6,8 вес. % карбоната кальция и 4,6 вес. % диоксида титана, исходя из общего веса полимерной композиции.
ПРИМЕР 6
Пластифицированную смесь гидроксипропилметилцеллюлозы, поливинилового спирта, карбоната кальция и диоксида титана получали следующим образом. Сначала METHOCELTM 40-100 HPMC смешивали с глицерином при весовом соотношении 83:17 (250 грамм HPMC, 50 грамм глицерина). Для смешивания использовали кухонный миксер Hobart (модель K5SS). Затем 250 грамм пластифицированного PVOH из примера 3 и 55 грамм белого красителя диоксида титана добавляли к предварительно смешанным HPMC/глицерину при весовом соотношении 50:50 (например, 305 грамм смеси HPMC/глицерина смешивали с 305 граммами пластифицированного PVOH/оксида титана). Затем смесь подвергли тепловой обработке с помощью 16-мм двухшнекового экструдера сразу после смешивания, при этом экструдер нагревали до температуры для зон 1-9 и головки 170°C, 170°C, 170°C, 175°C, 175°C, 180°C, 185°C, 185°C, 190°C и 190°C соответственно. Скорость шнека устанавливали на 140 об/мин с достижением давления расплава 28 бар и крутящего момента 60-64%. Экструдированный полимер был белого цвета, но не вытекал из головки хорошо. Полосы охлаждали и гранулировали. С помощью этого продемонстрировали влияние содержания глицерина на текучесть композиции. Конечный состав был следующий: 29,1 вес. % PVOH, 41,7 вес. % HPMC, 14,1 вес. % глицерина, 6,1 вес. % карбоната кальция и 9 вес. % диоксида титана, исходя из общего веса полимерной композиции.
ПРИМЕР 7
Пластифицированную смесь гидроксипропилметилцеллюлозы, поливинилового спирта, карбоната кальция и диоксида титана получали следующим образом. Сначала METHOCELTM 40-100 HPMC смешивали с глицерином при весовом соотношении 63:37 (250 грамм HPMC, 150 грамм глицерина). Для смешивания использовали кухонный миксер Hobart (модель K5SS). Затем 400 грамм пластифицированного PVOH из примера 3 и 80 грамм белого красителя диоксида титана добавляли к предварительно смешанным HPMC/глицерину при весовом соотношении 50:50 (например, 480 грамм смеси HPMC/глицерина смешивали с 480 граммами пластифицированного PVOH/оксида титана). Затем смесь подвергли тепловой обработке с помощью 16-мм двухшнекового экструдера сразу после смешивания, при этом экструдер нагревали до температуры для зон 1-9 и головки 170°C, 170°C, 170°C, 175°C, 175°C, 180°C, 185°C, 185°C, 190°C и 190°C соответственно. Скорость шнека устанавливали на 140 об/мин с достижением давления расплава 18 бар и крутящего момента 30-35%. Экструдированный полимер был белого цвета и вытекал из головки хорошо. Полосы охлаждали и гранулировали. Конечный состав был следующий: 29,6 вес. % PVOH, 31,3 вес. % HPMC, 24,6 вес. % глицерина, 6,2 вес. % карбоната кальция и 8,3 вес. % диоксида титана, исходя из общего веса полимерной композиции.
Условия экструзии для примеров 4-7 приведены ниже в таблице 3.
Таблица 3. Описание условий экструзии
(бар)
(%)
ПРИМЕР 8
Затем на основании описанного выше способа определили диспергируемость в воде формованных литьем под давлением образцов из примеров 4-7. После выдерживания в течение ночи все образцы растворились во взвесь и образцы для испытания на растяжение невозможно было идентифицировать.
ПРИМЕР 9
Образцы из примеров 1-7 испытывали на индекс текучести расплава и содержание влаги, затем обработали для формования литьем под давлением, при этом их сформовали в образцы для испытания на разрыв с помощью 22-тонного пресса для литья под давлением Boy Machine. Пресс имел форму для образцов для испытания согласно ASTM с четырьмя (4) полостями. Профиль распределения температур был 175°C, 178°C, 180°C и 185°C для зон 1-4. В форме устанавливали температуру 50°F, и время обработки составляло 69 секунд. После формования образцы испытали на усадку при литье под давлением (ASTM D955) и свойства при растяжении (ASTM D638). Результаты представлены ниже в таблицах 4, 5 и 6.
Подводя итог, примеры 1 и 2 было невозможно термически обработать или формовать литьем под давлением. Форма не может заполняется полностью для примера 3 вследствие низкой текучести композиции. Полученные образцы были заполнены частично и были желтого цвета, при этом испытания на усадку при литье под давлением и механические испытания не проводили.
При этом полученные образцы из примера 1 были коричневыми по внешнему виду и их с трудом удалось извлечь из формы. Образцы были гибкими и не жесткими. Полученные образцы из примера 2 были белыми по внешнему виду и их с трудом удалось извлечь из формы из-за липкости. Образцы были очень гибкими, на ощупь практически резиновыми. Полученные образцы из примера 3 были матово-белыми по цвету. Форма заполнялась с трудом и не смогла заполниться окончательно вследствие низкой текучести и низкого индекса текучести расплава, составляющего лишь 14 г/10 минут. Образцы были очень твердыми и ломались при изгибе. Материалы из примеров 4, 5 и 7 заполняли форму полностью, проявляя хорошую обрабатываемость для литья под давлением. Полученные образцы из примера 4 были белыми по цвету, но их с трудом удалось извлечь из формы. Образцы были очень гибкими, на ощупь практически резиновыми. При этом материал в примере 6 не смог полностью заполнить форму вследствие низкого показателя текучести расплава.
Таблица 4. Индекс текучести расплава и содержание влаги
Таблица 5. Степень расширения
Таблица 6. Cвойства при растяжении
ПРИМЕР 10
В примере 10 различные композиции, содержащие поливиниловый спирт, гидроксипропилметилцеллюлозу и другие добавки, экструдировали на 30-мм двухшнековом экструдере ZSK-30 с образованием термопластичных однородных смесей. Скорость шнека составляла 160 об./мин., профиль распределения температуры был 87°C, 129°C, 159°C, 190°C, 190°C, 184°C и 145°C для зон 1-7 экструдера. Температура расплава составляла 170°C, давление расплава составляло 50 фунтов на квадратный дюйм (psi), а крутящий момент составлял 40%. Экструдированные материалы затем формовали в образцы для испытания на разрыв с помощью 22-тонного пресса для литья под давлением Boy Machine. Пресс имел форму для образцов для испытания согласно ASTM с четырьмя (4) полостями. Профиль распределения температур был 185°C, 190°C, 195°C и 200°C для зон 1-4. В форме устанавливали температуру 55°F. Примеры затем испытали в отношении их механических свойств и времени разрушения в колеблющейся воде. Перед формованием деталей также определяли индекс текучести расплава композиций, как описано выше.
Таблица 7. Смеси PVOH и HPMC
Примеры 8-12 включали PVOH CELVOLTM 205 (вязкость 5,2-6,2 сП, степень гидролиза 87-89%)
Примеры 13-15 включали PVOH CELVOLTM 502 (вязкость 3,0-3,7 сП, степень гидролиза 87-89%)
HPMC представляла собой METHOCELTM 40-100 PCG (18% метоксигрупп, 5% гидроксипропильных групп, вязкость 12000 сП)
Краситель представлял собой SCC 49487
Таблица 8. Свойства примеров 5-12
Несмотря на то, что настоящее изобретение было подробно описано относительно его конкретных вариантов осуществления, следует понимать, что специалисты в данной области техники, при достижении понимания вышеизложенного, смогут легко понять альтернативы, вариации и эквиваленты в отношении этих вариантов осуществления. Соответственно, объем настоящего изобретения следует определять как объем прилагаемой формулы изобретения и любых ее эквивалентов.
| название | год | авторы | номер документа |
|---|---|---|---|
| ДИСПЕРГИРУЕМАЯ В ВОДЕ ТЕРМОПЛАСТИЧНАЯ ФОРМОВАННАЯ ЛИТЬЕМ ПОД ДАВЛЕНИЕМ КОМПОЗИЦИЯ | 2014 |
|
RU2637322C1 |
| ТЕРМОПЛАСТИЧНЫЕ И ДИСПЕРГИРУЕМЫЕ В ВОДЕ, СПОСОБНЫЕ К ФОРМОВАНИЮ ЛИТЬЕМ ПОД ДАВЛЕНИЕМ МАТЕРИАЛЫ И ИЗДЕЛИЯ | 2014 |
|
RU2630444C1 |
| ДОЗИРОВАННАЯ ФОРМА НЕМЕДЛЕННОГО ВЫСВОБОЖДЕНИЯ, СОДЕРЖАЩАЯ ОБОЛОЧКУ С ОТВЕРСТИЯМИ | 2005 |
|
RU2391092C2 |
| ТЕРМОПЛАСТИЧНОЕ ИЗДЕЛИЕ С ТЕРМОАКТИВНЫМ СРЕДСТВОМ | 2014 |
|
RU2638397C2 |
| ИЗДЕЛИЯ С ХОРОШЕЙ СМАЗЫВАЕМОСТЬЮ, АППЛИКАТОР ТАМПОНА, СТВОЛ И ПЛУНЖЕР АППЛИКАТОРА ТАМПОНА | 2007 |
|
RU2424256C2 |
| НЕТКАНОЕ ДИСПЕРГИРУЕМОЕ В ВОДЕ ИЗДЕЛИЕ ДЛЯ УПАКОВКИ РАЗОВОЙ ДОЗЫ | 2020 |
|
RU2812793C2 |
| ПОЛИОЛЕФИНОВАЯ ПЛЕНКА ДЛЯ ПРИМЕНЕНИЯ В УПАКОВКЕ | 2014 |
|
RU2637911C2 |
| ПОРИСТЫЙ МАТЕРИАЛ НА ОСНОВЕ СЛОЖНОГО ПОЛИЭФИРА | 2018 |
|
RU2761619C2 |
| СИСТЕМА ДОСТАВКИ ДЛЯ АКТИВНЫХ СРЕДСТВ | 2014 |
|
RU2634255C2 |
| ГЕНЕРИРУЮЩАЯ АЭРОЗОЛЬ ПЛЕНКА | 2020 |
|
RU2806783C2 |
Предлагается аппликатор тампона, который является чувствительным к воде (например, водорастворимым, диспергируемым в воде и т.д.) в том смысле, что он теряет свою целостность с течением времени в присутствии воды. Аппликатор тампона может быть конфиденциально утилизирован в туалете без риска забивания канализационных труб. Аппликатор тампона содержит формованную термопластичную композицию, содержащую производное целлюлозы, синтетический водорастворимый полимер и пластификатор. Необходимые характеристики водочувствительности аппликатора тампона могут быть достигнуты в настоящем изобретении посредством выборочной регуляции множества аспектов термопластичной композиции, из которой сформован аппликатор, таких как природа используемых компонентов, относительное количество каждого компонента, способ, с помощью которого получают композицию, и так далее. 2 н. и 17 з.п. ф-лы, 4 ил., 8 табл. 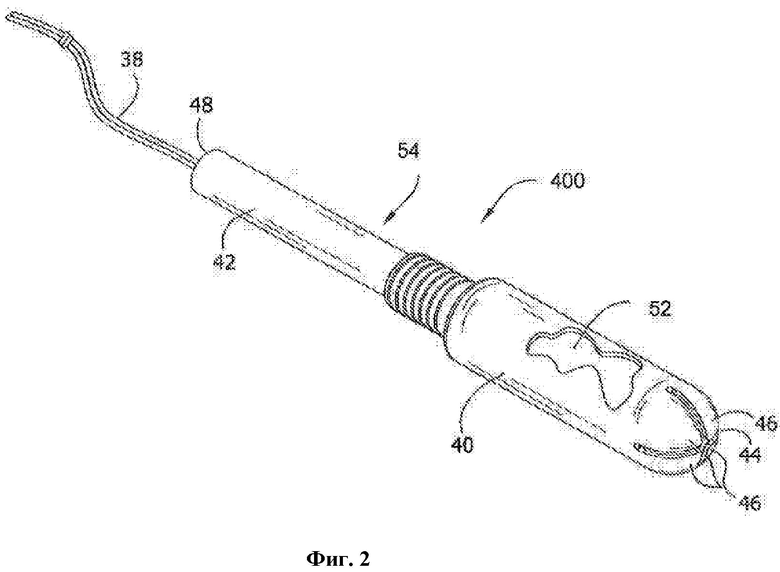
1. Пригодный для смывания в канализацию аппликатор тампона, содержащий внешнюю трубку для размещения тампона и внутреннюю трубку, по меньшей мере часть которой выступает во внешнюю трубку, причем внешняя трубка содержит наружную, контактирующую с телом поверхность, причем внутренняя трубка является подвижной относительно внешней трубки и выполнена с возможностью выталкивания тампона из внешней трубки, причем дополнительно по меньшей мере одна из внешней трубки и внутренней трубки содержит термопластичную композицию, которая содержит:
производное целлюлозы;
синтетический водорастворимый полимер и
пластификатор;
причем по меньшей мере одна из внешней трубки и внутренней трубки представляет собой формованную деталь;
где производное целлюлозы представляет собой неионный эфир целлюлозы.
2. Аппликатор тампона по п. 1, где производное целлюлозы составляет от приблизительно 7 вес. % до приблизительно 70 вес. % композиции, исходя из общего веса композиции.
3. Аппликатор тампона по п. 1, где синтетический водорастворимый полимер составляет от приблизительно 7 вес. % до приблизительно 70 вес. % композиции, исходя из общего веса композиции.
4. Аппликатор тампона по п. 1, где пластификатор составляет от приблизительно 2 вес. % до приблизительно 50 вес. % композиции, исходя из общего веса композиции.
5. Аппликатор тампона по п. 1, где соотношение весовых долей синтетического водорастворимого полимера и производного целлюлозы находится в диапазоне от приблизительно 0,1 до приблизительно 10.
6. Аппликатор тампона по п. 1, где неионный эфир целлюлозы представляет собой гидроксипропилметилцеллюлозу.
7. Аппликатор тампона по п. 6, где гидроксипропилметилцеллюлоза характеризуется содержанием метоксигрупп от приблизительно 10% до приблизительно 40%.
8. Аппликатор тампона по п. 7, где гидроксипропилметилцеллюлоза характеризуется содержанием гидроксипропильных групп от приблизительно 1% до приблизительно 15%.
9. Аппликатор тампона по п. 1, где синтетический водорастворимый полимер представляет собой полимер винилового спирта.
10. Аппликатор тампона по п. 9, где полимер винилового спирта является частично гидролизованным.
11. Аппликатор тампона по п. 1, где пластификатор представляет собой многоатомный спирт, причем предпочтительно пластификатор представляет собой полиол.
12. Аппликатор тампона по п. 1, где термопластичная композиция дополнительно содержит от приблизительно 0,5 вес. % до приблизительно 35 вес. % неорганического наполнителя в виде частиц, исходя из общего веса композиции, причем предпочтительно неорганический наполнитель в виде частиц представляет собой карбонат кальция, каолиновую глину, двуокись кремния, оксид алюминия, карбонат бария, карбонат натрия, диоксид титана, цеолиты, карбонат магния, оксид кальция, оксид магния, гидроксид алюминия, тальк или их комбинацию.
13. Аппликатор тампона по п. 1, где контактирующая с телом поверхность внешней трубки содержит нерастворимый в воде материал, причем предпочтительно соотношение весовых долей нерастворимого в воде материала и термопластичной композиции находится в диапазоне от приблизительно 0,005 до приблизительно 1.
14. Аппликатор тампона по п. 13, где нерастворимый в воде материал представляет собой покрытие.
15. Аппликатор тампона по п. 13, где нерастворимый в воде материал содержит воск, силикон, политетрафторэтилен, полиэтилен, сложный полиэфир, полиамид, термопластичный эластомер или их комбинацию.
16. Аппликатор тампона по п. 1, где как внешняя трубка, так и внутренняя трубка содержат термопластичную композицию.
17. Аппликатор тампона по п. 1, где аппликатор тампона формован литьем под давлением.
18. Аппликатор тампона по п. 1, где аппликатор тампона разрушается в водопроводной воде в течение менее чем приблизительно 18 часов.
19. Система пригодного для смывания в канализацию аппликатора тампона, содержащая:
внешнюю трубку;
тампон, причем тампон помещен во внешнюю трубку; и
внутреннюю трубку, причем по меньшей мере часть внутренней трубки выступает во внешнюю трубку, причем дополнительно внутренняя трубка является подвижной относительно внешней трубки и выполнена с возможностью выталкивания тампона из внешней трубки;
причем по меньшей мере одна из внешней трубки и внутренней трубки содержит термопластичную композицию, которая содержит:
производное целлюлозы;
синтетический водорастворимый полимер и
пластификатор;
причем по меньшей мере одна из внешней трубки и внутренней трубки представляет собой формованную деталь;
где производное целлюлозы представляет собой неионный эфир целлюлозы.
| US 20030040695 A1, 27.02.2003 | |||
| US 20030135180 A1, 17.06.2003 | |||
| US 20060025740 A1, 02.02.2006 | |||
| Шарико-пробочный кран с регулированием расхода жидкости | 1929 |
|
SU15165A1 |

