Область техники, к которой относится изобретение
Изобретение относится к области строительства, в частности к фасадным отделочным материалам и может применяться для наружной облицовки и утепления фасадов зданий.
Уровень техники
Известен способ производства фасадной термопанели (RU 93844 U1, опубл. 10.05.2010 г.), включающий формирование листа внутреннего слоя из экструдированного пенополистирола, обладающего низкой теплопроводностью, высокой механической прочностью, отсутствием капиллярности, практически нулевым водопоглощением, устойчивостью к циклам замораживания-оттаивания, высокой устойчивостью к паропроницанию и долговечностью. Затем с помощью теплоклея или полиуретанового клея сердечник соединяют со стекломагниевым листом, который в свою очередь является высокопрочным, огнеупорным, влагостойким материалом, а его лицевая сторона допускает окраску и наклеивание любых декоративных материалов. После склеивания конструкцию помещают под пресс и выдерживают в течении суток. Недостатком указанного аналога является отсутствие возможности соединения фасадной панели с другими подобными панелями, что сказывается на прочности изделия в процессе эксплуатации из-за попадания влаги между панелями и перепада температур.
Раскрытие изобретения
Технический результат заключается в повышенной прочности фасадной панели в процессе эксплуатации за счет выполнения выемок паз-гребень с двух сторон цельного материала заготовки и вкручивания втулок в цельный материал заготовки без предварительной подготовки отверстий (или гнезд) под них. Заявленный способ производства фасадной термопанели включает следующие этапы: фрезерная обработка цельного материала заготовки, выполнение выемок паз-гребень с двух сторон цельного материала заготовки, посредством обработки заготовки на фрезерном станке с ЧПУ (числовым программным управлением), вкручивание втулок в цельный материал заготовки посредством вращения, давления и прессования без предварительной подготовки отверстий и гнезд, для установки втулок, в цельном материале заготовки, наклейка на поверхность цельного материала заготовки изделия клинкерной плитки. Согласно изобретению цельный материал заготовки выполнен из экструдированного пенополистирола (далее ЭППС).
Согласно изобретению стороны цельного материала заготовки с выемками выполнены с возможностью соединения по системе паз-гребень с другими фасадными термопанелями.
Краткое описание чертежей
Сущность изобретения поясняется чертежом, на котором приведен предпочтительный вариант осуществления фасадной термопанели заявленным способом.
Осуществление изобретения
На чертеже изображена произведенная заявленным способом фасадная термопанель, содержащая цельный материал заготовки 1 с вкрученными втулками 2, на поверхность которой наклеено изделие клинкерной плитки 3.
В частном варианте производства по заявленному способу берется более толстый лист ЭППС (или цельный материал заготовки), например 50 мм, края (торцовка, выемка четвертей по длинным сторонам) которого предварительно обрабатываются, затем позиционируется на фрезерном четырехшпиндельном станке с ЧПУ, где фрезы по заданной программе делают в нужных местах выемки необходимых размеров. Получается фасадная панель из единого цельного куска материала.
Таким образом, преимущество заявленного способа в более качественной стыковке и четкой рядности плиток. Кроме того, однородный материал заготовки всегда стабильнее.
Также повышается прочность фасадной панели при эксплуатации за счет интегрирования монтажных втулок в фасадную панель, так как в соответствии с другими способами производители либо вырезают вначале отверстия, а затем сажают втулки на клей (это и сложнее и, как правило, втулка садится не плотно). Либо паяльником с насадкой выплавляют отверстие, куда помещают втулку (которая также садится не достаточно плотно). Этот метод весьма опасен для здоровья всех рабочих в цехе и требует мощных вытяжек.
В частном варианте осуществления на станке пластмассовая втулка вставляется во вращающийся механизм (например, дрели) и по шаблону засверливается или впрессовывается в полистирол силой трения.
В другом частном варианте фрезерная обработка цельного материала заготовки выполнена по периметру цельного материала заготовки с одновременной выемкой четвертей и торцовкой. Таким образом, исключаются "мостики холода" по горизонтальным и вертикальным сторонам фасадной панели.

Изобретение относится к области строительства, в частности к фасадным отделочным материалам, и может применяться для наружной облицовки и утепления фасадов зданий. Технический результат заключается в повышенной прочности фасадной панели в процессе эксплуатации за счет выполнения выемок паз-гребень с двух сторон цельного материала заготовки и вкручивания втулок в цельный материал заготовки без предварительной подготовки отверстий (или гнезд) под них. Заявленный способ производства фасадной термопанели включает следующие этапы: фрезерная обработка цельного материала заготовки, выполнение выемок паз-гребень с двух сторон цельного материала заготовки, посредством обработки заготовки на фрезерном станке с ЧПУ, вкручивание втулок в цельный материал заготовки посредством вращения, давления и прессования без предварительной подготовки отверстий и гнезд, для установки втулок, в цельном материале заготовки, наклейка на поверхность цельного материала заготовки изделия клинкерной плитки. 2 з.п. ф-лы, 1 ил.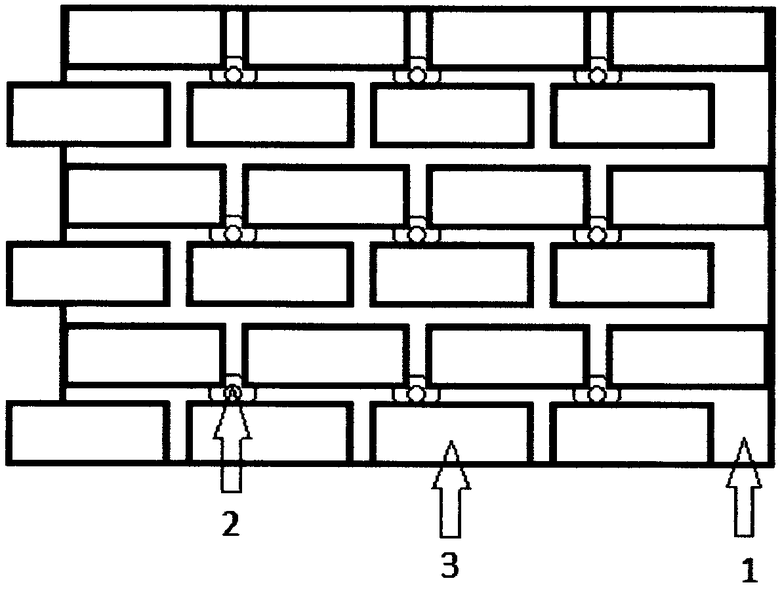
1. Способ производства фасадной термопанели, включающий следующие этапы: фрезерная обработка цельного материала заготовки, выполнение выемок паз-гребень с двух сторон цельного материала заготовки, посредством обработки заготовки на фрезерном станке с ЧПУ, вкручивание втулок в цельный материал заготовки посредством вращения, давления и прессования без предварительной подготовки отверстий и гнезд, для установки втулок, в цельном материале заготовки, наклейка на поверхность цельного материала заготовки изделия клинкерной плитки.
2. Способ производства фасадной термопанели по п. 1, отличающийся тем, что цельный материал заготовки выполнен из экструдированного пенополистирола.
3. Способ производства фасадной термопанели по п. 1, отличающийся тем, что стороны цельного материала заготовки с выемками выполнены с возможностью соединения по системе паз-гребень с другими фасадными термопанелями.
| Дополнительное устройство к быстродействующему регулятору напряжения для автоматического снижения возбуждения генератора многофазного тока в момент короткого замыкания | 1926 |
|
SU12163A1 |
| Станок для правки и резки труб | 1951 |
|
SU99797A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛОИЗОЛЯЦИОННОЙ ПАНЕЛИ И ТЕПЛОИЗОЛЯЦИОННАЯ ПАНЕЛЬ | 2008 |
|
RU2473761C2 |
| Способ анодного оксидирования алюминия и его сплавов | 1945 |
|
SU67134A1 |
| US 4219984 A, 02.09.1980. | |||

